Embed Size (px)
DESCRIPTION
Material selection for superheater in boilers
Citation preview

Selection of Materials for Superheater Recovery Boiler Harold Nikoue: Georgia Tech, SURF 2009 Fellow
Faculty Advisor: Dr. Preet Singh Mentors: Jamshad Mahmood, Kevin Chasse and Stephen Asher
Introduction
The purpose of a superheater is to raise the steam vapor temperature to generate power from pulp and paper by-products. One way to maximize this self-generated electricity is to increase the steam temperature. Any elevation of temperature is limited; however, due to the acceleration of carbon steel corrosion that would follow on the surface of superheater tubes. The main cause of metal degradation is the formation of a molten salt deposit on the surface of superheater. The salt lowers the first melting temperature of most metals to 560°C, which leads to accelerated liquid erosion-corrosion. To aggravate the situation, the high pressure gas flow is both oxidizing and sulfidizing at this temperature Materials that form a protective coating can withstand this harsh environment, and therefore permit higher efficiency in electricity generation. The present paper investigates the corrosion behavior of austenitic stainless steels (SS304L, 310, 347), incoloys (I-800HT, I825), and superalloy 85H as compared to A213T22 in simulated furnace environment. Experimental procedure
1 inch by 1 inch coupons of each material were cut into two equal sections and ground with SiC paper to a 600-grit finish. The samples were covered by a finely ground smelt composed at 96% of sodium sulfate (Na2SO4), at 3% of sodium carbonate (Na2CO3) and of sodium chloride (NaCl) in weight percent. Four different exposure tests were then conducted on the prepared samples as shown in table 1.
Table 1. Experimental gas content.
After each 168 h. coupon exposure test, the specimens were air cooled. The first section of each material was fixed into a two part metallography epoxy, and ground with SiC to a 1000-grit finish to reveal a cross-sectional area for microstructure analysis. The samples of the second batch were characterized ex-situ using XRD ranging from 10° to 70° 2θ with a step size of 0.08 2θ and scan step time of 5 seconds. The surfaces were then sandblasted to remove any formed film using standard practice, and weighed for weight-loss corrosion rate calculation.
Results and discussion
Micrograph analysis
After each heat treatment, micrographs of the coupons were taken at 100, 200 and 500 magnification. The micrographs revealed general trends. In experiment 15, A213T22 created a thick porous scale, with many cracks, an adherent scale at 480°C and a non-adherent scale at 550°C.This can explain the high corrosion rate experimented at 550°C by carbon steel, since both gases were allowed to diffuse into the scale and produce pitting. 310 was the only alloy to exhibit a uniform thin, dense, coherent film at 550°C in presence of SO2. , while most other samples exhibited exfoliation, selective leaching or no corrosion.
X-ray Diffraction
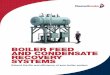
As shown in table 2, A213 forms iron carbonate, (FeCO3) at 550C after every coupon test exposure.
0
50
100
150
200
250
300
350
0 10 20 30 40 50 60 70 80
2θ
Inte
nsity
A213_15
A213_171
2
1. FeCO32. Na2SO43. MnS
3
1
Table 2. XRD pattern showing A213T22 at 550°C, comparing the effect of H2S with respect to SO2.
In presence of SO2 we have a high oxidation into Manganese Chromium Oxide and iron oxide FeO, as well as formation of Na2SO4 which might explain the non adherence of the film. In presence of H2S, on the contrary, there is more sulfidation with the presence of MnS which causes porosity of the film.
Conclusion:
Using corrosion rate calculations, the behavior of the selected materials were studied, allowing for comparison of these materials over a range of environments. From microstructure analysis, the nature of corrosion could be further investigated leaving with only one candidate that formed a protective oxide film 310, and two alloys (85H, I800HT) with little corrosion but no surface films. Although the structure of the film could be characterized with XRD, understanding the mechanism of surface passivation would require other techniques such as Cahn microbalance or spectroscopy.
Experiment 15 Experiment 16 Experiment 17 Experiment 18 550°C 480°C 550°C 480°C
Smelt #1 + 1%H2S+99%N2 (250sccm gas)+ 0.4ml/min H2O (250 sccm H20
vapor)
Smelt #1 + 1%H2S+99%N2 (250sccm gas)+ 0.4ml/min H2O (250 sccm H20
vapor)
Smelt #1 + 1%SO2+99%N2 (250sccm gas)+ 0.4ml/min H2O (250 sccm H20
vapor)
Smelt #1 + 1%SO2+99%N2 (250sccm gas)+ 0.4ml/min H2O (250 sccm H20
vapor)