Embed Size (px)
Citation preview

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
1United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
I. Date of Inspection
October 9, 2004 – November 2, 2004
II. Introduction
United Dynamics Corporation was utilized during the UDC Unit #2 planned maintenance overhaul for inspection services, non-destructive testing, and overall technical support. The following UDC service representatives were assigned during the planned overhaul:
Jason C. Shankle (Lead Representative)Jon S. CavoteLarry Keating
UDC was issued a document titled UDC Unit #2 Fall 2004 Boiler Inspection Recommendations. The content of this document was followed and executed whenever possible. Time constraints, accessibility factors, and the upper slope replacement limited certain items from being accomplished.
All repair recommendations for pressure part components were identified through the use of ultrasonic thickness examinations (when possible). UDC Energy Center’s ultrasonic testing personnel were utilized to provide remaining wall thickness data.
The suggested repair criteria used on pressure parts during this outage is as follows:
0-%-65% of design minimum wall thickness Tube Replacement Criteria66%-75% of design minimum wall thickness Pad Weld Criteria76%-85% of design minimum wall thickness Shield Criteria
All repairs documented during this overhaul were assigned a category based from the following criteria:
Category AItems have a high probability of causing a forced outage, significant performance degradation, financial loss, or safety hazard before the next scheduled outage.
Category BItems which pose a possibility of failure or contribute to performance degradation.
Category CItems that under normal operations would not cause a forced outage or significantly degraded performance. These items are typically planned for future work.

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
2United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
III. Tube and Component Identification
The following numbering nomenclature was implemented:
▪ The furnace waterwalls are designated Left (West), Right (East), Front (South), and Rear (North) as
illustrated below
▪ All tubes and assemblies were counted from Front (South) to Rear (North) and from Left (West)
to Right (East) unless otherwise specified in the report
▪ The base-slab elevation is 1300 ft msl
▪ Tubing within horizontal assemblies were numbered from top to bottom unless otherwise specified in
the report
Burner corners were numbered clockwise from the southwest corner of each furnace section as
illustrated: IV. Unit Specific Information
V. Planned Overhaul Cycles
UDC Energy Center is set-up on 18 month intervals for scheduled maintenance overhauls
VI. Areas Not Inspected due to Limited Access
Superheat Division Panels Division Wall
Make Combustion Engineering (CE)Vintage Late 1970’sDesign Divided Furnace, Controlled Circulation, Tangentially FiredSize Turbine Modifications to produce nearly 800mwFuel Powder River Basin (PRB Coal)SH Outlet Temperature 1005° F SH Outlet
Pressure2640 psi MCR
RH Outlet Temperature 1005° F RH Outlet Pressure
517 psi MCR
Rear
Front
RightLeft
1
2
4 5
3 67
8

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
3United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
Superheat Platens Bottom Side of Lower Economizer BankDeflection Arch (section replaced during this overhaul) Limited Inspection of Furnace WaterwallsRadiant Reheat Limited Inspection of Vertical Assemblies (no scaffold)
VII. Conclusions and Future Recommendations
1.0 General
Recommendations
A) Explosive de-slagging accompanied by a high pressure water wash and selective grit blasting of historical problematic areas is recommended. This will be beneficial in several ways; the blocked gas lanes identified throughout several components will be alleviated, conditions which affect the unit will be more readily identifiable from an inspection standpoint, and less preparation time will be required for repairs and pendant section scaffolding.
B) It is recommended that a ‘dance floor’ be installed and scaffold erected to inspect both the SH Division Panels and the SH Platens. Additional pendant sections should be scaffold within all soot blower paths and at the roof elevation.
C) Scaffold or sky climbers which extend the full length of all waterwalls should be installed for both inspection and repair.
D) Install scaffold to inspect the east and west vertical runs of economizer ductwork from the economizer toggle duct to the rotary air heater.
E) Install scaffold on the bottom side of the lower economizer bank from the hopper bottoms.
Boiler Completed Planned Projects (See Next Page for Additional Images)
A) A total of sixteen (16) lower crotch tubes (8 per sidewall) including the 90° bend were replaced on the east and west side walls at the throat of the lower slopes
B) The upper slope was completely replaced from the nose to the waterwall north screen tubes
C) All the north waterwall hanger tubes were replaced for an average length of 4’ extending through the slope penetration. At the point of intersection with the slope, a 1’ section of the replacement tubing is weld overlayed for additional protection against high velocity erosion.
D) All tubes which form the sidewalls were replaced beneath the slope, include the transitional bend, and extend upwards for an average length of 2’. These tubes were replaced from the north waterwall wall hanger tubes to the north waterwall screen tubes
E) The WCS tubing to the north side of the Front Reheat Pendant was replaced this overhaulF) The remaining portion of LTSH crossover tubing which was not replaced during the 2002
overhaul has been completedG) Modifications to all 8 burner corners were completed this overhaul
A

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
4United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
D E
CB
F G

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
5United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
2.0 Bottom Ash Hopper Inspection Summary Book 1-Tab 1
Historically, the underside of lower slope tubing had been noted for thermal fatigue cracks (quenching) in isolated areas where the refractory cooling system malfunctioned. In light of this condition, the tubing was grit blasted during this overhaul for further inspection to target the affected material. After UDC’s initial inspection prior to grit blasting, non-destructive testing was performed (by another company) and one tube replacement was identified.
A wet test was performed on both the refractory cooling and ash removal systems this overhaul with the following results:
The refractory cooling system was inspected for even flow distribution and coverage on the refractory walls, plugged nozzles, and upwards carryover onto tube material; at conclusion, the system is functioning properly.
The ash removal system requires repair. With the isolation valves closed, nozzles ‘leaking-by’ were
documented and should be repaired before the unit is returned to service to ensure proper functionality. 36 of a total 60 nozzles for hoppers A, B, and C were documented as producing flow.
In addition, several drip screen attachment welds, sectional drip screen replacements, and refractory sections were documented for repair. Other repairs documented are of routine maintenance in nature.
Future Recommendations1. Continue conducting the wet inspection on both the refractory cooling and ash removal
systems.
2. Continue cleaning the underside of the lower slope to identify potentially ‘quenched’ tube material.
Work Completed (Also See Specific Report) 1. A total of sixteen (16) lower crotch tubes (8 per sidewall) including the 90° bend were
replaced on the east and west side walls2. One (1) tube was replaced on the underside of the north slope due to wall loss adjacent to
the drip screen (Tube #423)3. All drip screen attachment weld repairs were completed4. 85% of all drip screens were replaced this overhaul5. Gunite was installed on the lower portion of hoppers A, B, and C around all sluice doors6. Flat plate was installed behind all drip screens7. All seal troughs were cleaned out

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
6United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
3.0 Waterwall Inspection Summary Book 1-Tabs 2 through 5
The waterwalls, including the lower slope and division wall, had limited access for inspection. The NW, NE, SW, and SE furnace corners were inspected from sky climbers and a majority of the lower slope inspection was conducted from the throat scaffolding.
Including both lower slopes, the division wall, and all waterwalls, a total of 61 tube replacements and 19 pad weld repairs were identified. The mechanisms were erosion degradation and hit impact damage from ‘slag fall’.
As a general note, the criteria for dented tubes wherein ID reduction exists was adjusted from (15%) to (35% - 40%). The circulation of this unit by design is controlled and therefore, has orificed lower inlet headers. In part of this design, UDC applies different criteria to a controlled versus a naturally circulated unit.
Future Recommendations1. Scaffold or full wall length sky climbers should be installed during the next planned overhaul
to allow access to all areas of the waterwalls for detailed inspection.
2. If water lances and/or cannons are to be installed in the future, the inspection for potentially quenched tube material becomes critical to readily identify affected material and monitor crack progression. If this addition is made to the unit, full access is imperative.
South Waterwall Work Completed (Also See Specific Report) 1. An 11.5’ section of tube 1 at ‘C’ band elevation to include the transitional bend was replaced
(pg. 3)2. A 9.5’ section of tube 431 at ‘C’ band elevation to include the transitional bend was replaced
(pg. 4)3. Tube 1 of the division wall was pad weld repaired above the lower slope penetration (pg. 6)4. Tube 10 was pad weld repaired for a length of 1’ at C band elevation (pg. 7)5. Tubes 113 and 116 of the lower slope were pad weld repaired (pg. 5)
North Waterwall Work Completed (Also See Specific Report) 1. Lower slope tubes 2 through 11 including the throat bend were replaced (pg. 2)2. A 9’ section of tube 431 at ‘B’ band elevation was replaced (pg. 3)3. An 11’ section of tube 1 at ‘C’ band elevation to include the transitional bend was replaced
(pg. 5)4. An 11’ section of tube 431 at ‘C’ band elevation to include the transitional bend was
replaced (pg. 4)
East Waterwall Work Completed (Also See Specific Report) 1. Work in Progress: A 4’ section of tube 205 was replaced at ‘C’ band elevation (pg. 1)2. A total of two tubes for a length of 2’ were replaced adjacent to the upper slope nose arch
(pg. 2)
West Waterwall Work Completed (Also See Specific Report) 1. Work In Progress: Tube 2 at ‘C’ band elevation was pad weld repaired for a length of 3’ (pg.
1)

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
7United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
8United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
4.0 Waterwall North Screen Tubes Inspection Summary Book 1-Tab 6
Note: Scaffold was not installed at the upper soot blower and roof elevations
One tube was documented for replacement due to an overheated appearance and excessive bowing. In addition, one shield installation repair due to wall loss from erosion and two category B pad weld repairs due to grinder gouges were documented.
Since a portion of the upper slope was replaced this overhaul, a new refractory pier will be installed at the base of the north screen tubes.
Future Recommendations1. Scaffold should be installed during the next planned overhaul at all soot blower elevations as
well as the roof line.
Work Completed (Also See Specific Report) 1. Tubes 1 and 2 of assembly 108 were replaced 1’ up from the radius bend extending into the
penthouse2. A new refractory pier was installed at the base of the north waterwall screen tubes
5.0 Front Steam Cooled Wall Screen Tubes Inspection Summary Book 1-Tab 7
Note: Tubing was inspected from the floor elevation and one (1) scaffold elevation installed at the roof line
The refractory pier at the base of the screen tubes was noted in a deteriorated state. During this overhaul, the decision was made by plant personnel to remove the entire pier as previously done on Unit #3. In light of this decision, the potential for erosion patterns to change exists. Through speculation, if any erosion degradation occurs, wall loss will most likely be sustained at the base of the screen tubes and on the economizer upper bank on the outer radius bend sections. During the next planned overhaul, a thorough visual and UT assessment should be conduct to determine if the material has been affected.
Additional Repairs and Noted Conditions
- Two (2) pad weld repairs and one (1) shield installation repair was identified due to erosion- Membrane cracking as a result of over-heat- Two (2) category B tube replacements due to ID reduction (tubing possibly kinked from
repair rigging)
Future Recommendations1. Scaffold should be installed during the next planned overhaul at all soot blower elevations as
well as the roof line.2. Determine the affect (if any) of the refractory pier removal.
Work Completed (Also See Specific Report) 1. Screen Tube 212 within IK-12 blower path was pad weld repaired

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
9United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
2. Screen Tube 213 adjacent to the extended sidewall floor tubing was pad weld repaired3. The refractory pier at the base of the front SCW screen tubes was removed
6.0 Extended Sidewall Tubes Inspection Summary Book 1-Tab 8
The extended sidewall floor tubes are in poor condition. This location has historically been a candidate for wall loss from erosion degradation given the number of previous repairs. A UT assessment was conducted and by criteria, a total of 16 tube replacements and 34 pad weld repairs were documented of varying lengths. Considerations should be made to replace all 30 floor tubes to include the radius bend at the sidewalls during the next planned overhaul. Since this area is susceptible to degradation, it is recommended that the new material (when ordered) have either an overlay or spray coating applied to slow wall wastage rates.
Additional Repairs and Noted Conditions
- One (1) pad weld repair due to erosion degradation adjacent to IR-6 on offset tubing- One (1) pad weld repair due to erosion adjacent to WCS tube (Book 1 - tab 13, Pg. 3)
Future Recommendations1. Considerations should be made to replace all 30 floor tubes to include the radius bends at
the sidewalls during the next planned overhaul.
Work Completed (Also See Specific Report) 1. Floor Tubes repairs are in progress: see inspection report for completed items2. Tube 4 (offset tubing) adjacent to IR-6 was pad weld repaired3. Sidewall tube adjacent to WCS was pad weld repaired; see book 1/tab 13, pg. 3 reheat front
pendant
7.0 Roof Tubes at Front LTSH Pendant Inspection Summary Book 1-Tab 9
The roof tubes within this area are in poor condition and erosion degradation below 65% of MWT was identified on a multitude of tubing. The most significantly damaged tubes resulted in a 50% wall loss with a remaining wall thickness of 0.119” (MWT-0.238). A total of 105 roof tubes for a length of 12’ were identified for replacement.
Future Recommendations1. Install scaffold during future overhauls for monitoring and ultrasonic testing to establish
wastage rates.
2. Provide access to all other roof tube locations @ tube penetration intersections.
Work Completed (Also See Specific Report) 1. The following tubes were replaced this overhaul: 38, 42 through 47, 58 through 70, 81 through 108, 118 through 134, 141 through 181, and 215 (all tubes recommended for replacement were completed)

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
10United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
8.0 Superheat Platen Inspection Summary Book 1-Tab 10
Note: Only the lower/rear section of the SH Platen component was inspected due to access constraints
General tube-to-tube misalignment within the assemblies was identified and the installation of slip spacers was the recommended repair. As observed from the lowest scaffold elevation, erosive wear is occurring on the wrapper (girdle) tube itself and superheat tube intersections; due to access constraints, inspection could not be conducted.
Future Recommendations1. Install scaffold during the next overhaul to provide access for wrapper tube inspection and
roof tube inspection; scaffold should be installed at soot blower and roof elevations as well.
Work Completed (Also See Specific Report) 1. No UDC repairs were addressed for this component during this overhaul
9.0 Finishing Superheat Inspection Summary Book 1-Tab 11
Note: Only the lower/ front and rear sections of the finishing superheat component were inspected due to access constraints
A total of 16 shield installation repairs on the water cooled spacer tube (WCS) were identified.
Additional Repairs and Noted Conditions
- Tube re-alignment repairs- Flex-tie installation repairs- Blocked gas lanes from fouling; remove ash accumulation to promote proper gas flow
Future Recommendations1. Install scaffold during the next overhaul to provide access to all soot blower elevations and
roof tubes.
Work Completed (Also See Specific Report) 1. No UDC repairs were addressed for this component during this overhaul

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
11United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
10.0 Low Temp Superheat Inspection Summary Book 1-Tab 12
An estimated 20' of this component is plugged off 60% from misaligned and bowed tubing extending into the gas lanes and creating areas for excessive ash formation to accumulate. Although the ash fusion temperature plays a significant roll, the amount of fouling could potentially be reduced through proper alignment. The existing ladder bracket alignment system used at two elevations has failed; the bracket material has thermally fatigued and is no longer functioning as intended. This particular design, in some instances, has also been known to create a channel wherein fly ash or soot blower degradation can occur at the tube-to-bracket intersection.
It is also evident that the amount of fouling within the lower section of the front pendant will reduce heat transfer. This reduction in heat transfer below will increase temperatures and velocities throughout the upper section of this component. This condition could potentially have an effect on the economizer gas outlet temperatures.
As a corrective action, it was recommended that all existing ladder brackets throughout the component be removed and replaced with three elevations of high grade stainless split ring castings. To promote longevity of the castings, it is imperative that the tubes be cleaned (grit blasted) to allow for proper cooling at the installation location. The component will also require cleaning at this time as well. With the alignment modification, gas will flow more efficiently with less restriction and theoretically, reduce the amount of fouling.
Additional Repairs and Noted Conditions
- One (1) pad weld repair due to soot blower erosion- Twelve (12) shield installation repairs due to soot blower erosion
Future Recommendations1. Considerations should be made to install a new alignment system within the front pendant
section.
2. Considerations should be made to shield tubes 1 through 4 within IK-15L/15R and tubes 1 through 3 within IK-14L/14R of all assemblies as a pro-active measure (Criteria does not currently apply; tubing is above 85% of MWT however visible erosion degradation exists).
3. Install scaffold during the next overhaul to provide access to all soot blower elevations and the crossover section.
Work Completed (Also See Specific Report) 1. The remaining portion of LTSH crossover tubing which was not replaced during the 2002
overhaul has been completed2. Tube 1 of assembly 84 was pad weld repaired

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
12United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
11.0 Reheat Front Pendant/ North Waterwall Hanger Tube Inspection Summary Book 1-Tabs 13 and 14
Note: A thorough inspection of the reheat crossover section was unattainable due to the amount of fused ash on the surface of the tubing
The mechanisms contributing to all documented repairs within the reheat front pendant were a result of either erosion or abrasion degradation. Please see below for quantities and repairs:
Front Reheat Pendant Repairs:- (2) Tube replacements due to soot blower erosion within IR-7L/7R blower path - (1) Tube replacement due to wall loss on the outer portion of the rear radius bend and
lower loop - (4) Pad weld repairs due to wall loss on the outer portion of the rear radius bend - (142) Shield installation repairs due to soot blower erosion within IR-6L/6R blower path - (7) Shield installation repairs due to soot blower erosion within IR-7L/7R blower path- (10) Shield installation repairs due to abrasion within the RH crossover section; additional
shields are required for the rear wall hanger tubes at the designated RH repair locations as report
dictates
North Waterwall Hanger Tube Repairs:- (2) North waterwall hanger tube replacements
- (1) North waterwall hanger tube pad weld repair- (9) Shield installation repairs due to erosion and abrasion
In addition, a 60% blockage within the gas lanes from the roof line extending down an estimated 6’ was documented. It is recommended that such accumulations are removed before the unit is returned to service.
Future Recommendations1. Thoroughly clean the intersection between all RH crossover tubes and rear wall hanger
tubes to readily identify any tubes which have been subjected to abrasion damage.2. Install scaffold during the next overhaul to provide access to all soot blower elevations and
the crossover section.
Front Reheat Pendant Work Completed (Also See Specific Report) 1. The lower loop section of tube 1/ assembly 142 was replaced2. A total of 4 rear radius bend portions on tube 1/ assemblies 4, 5, 6, 139 were replaced3. A total of two tubes were replaced within IR-7L/7R blower path
North Waterwall Hanger Tubes Work Completed (Also See Specific Report)1. Tubes 106 and 107 were replaced within IR-7R path2. Work In Progress: Tube 1 within IR-6L path was pad weld repaired3. Part of Major Project - All the north waterwall hanger tubes were replaced for an average
length of 4’ extending through the slope penetration. At the point of intersection with the slope, a 1’ section of the replacement tubing is weld overlayed for additional protection against high velocity erosion.

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
13United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
12.0 Reheat Rear Pendant Inspection Summary Book 1-Tab 15
The rear pendant reheat was found to be in good condition. A majority of the documented repairs were a result of tube-to-tube alignment tie failures wherein misalignment was evident between tubing and the respective assemblies.
In addition, a 60% blockage within the gas lanes from the roof line extending down an estimated 6’ was documented. It is recommended that such accumulations are removed before the unit is returned to service.
As a general note, the spacer tube support lugs could not be inspected due to the amount of fused ash on tube material.
Future Recommendations1. Remove the ash accumulation blocking gas lanes prior to inspection.

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
14United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
13.0 Economizer Upper Bank Inspection Summary Book 1-Tab 16
The upper economizer bank was found to be in good condition. Located at the front of the bank, large amounts of ash accumulation (blockage) existed between a majority of the assemblies; as with any blocked gas lanes, the accumulations should be removed. The frequency and pressure of IK-13L/13R may require adjustment to avoid future blockage issues.
The assembly alignment bands located at the front of the bank have thermally fatigued and have become disengaged as a result. It was recommended that all existing carbon steel bands be removed and replaced with new 309 SS material.
A total of three (3) pad weld repairs and five (5) shield installation repairs were documented on the outer radius bend of economizer tubing adjacent to the front SCW refractory pier. The root cause of wall loss is believed to be a combination of fly ash and soot blower erosion.
During this overhaul, the solid baffle was removed from the north (rear) SCW and economizer tube intersection. Localized wall loss was occurring on the north SCW at the baffle plate intersection. A total of 2 pad welds repairs, 1 tube replacement, and an additional 20 tubes at 76% to 85% of MWT were documented. UDC recommended that after the baffle is removed, another UT survey be conducted since the baffle was impeding the UT transducer from being applied to the most affected areas. If the baffle is deemed necessary in this location, UDC recommends that a rolled expanded metal baffle be installed. This baffle design will slow and disperse particulate flow and not direct ash directly into tube material.
The other repairs documented for this area are of routine maintenance in nature.
Future Recommendations1. Remove the ash accumulation blocking gas lanes prior to inspection.
2. Monitor the north SCW during periodic and planned overhauls for any effect the removal of the solid baffle may have on the surrounding tubes.
Work Completed (Also See Specific Report) 1. The ash accumulations were removed from the front section of the economizer2. The solid baffle was removed and the north SCW tubes were restore to MWT by pad weld
repair3. Tube 1 of assemblies 93, 94, and 95 were pad weld repaired on the outer radius bend

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
15United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
14.0 Economizer Middle Bank Inspection Summary Book 1-Tab 17
The middle economizer bank was found to be in good condition. Soot blower 18R was documented as failed and requires replacement. The main area of concern within this area is the localized erosion degradation occurring on the south SCW. A total of sixty-one (61) tubes were identified within pad weld repair criteria for a minimum weld restoration length of 8”. This area was previously weld restored above the location the degradation was identified. Speculation indicates that the change in erosion patterns was a direct result of the economizer replacement in 2001; the bank position was said to differ from the original design by plant personnel. Future Recommendations
1. Closely monitor and continue inspection of the front SCW.
Work Completed (Also See Specific Report) 1. The front SCW tubes were restored to MWT by pad weld repair except for tube 26 which was
replaced2. IK-18R blower lance replacement is work in progress; please see inspection report for
completed items
15.0 Economizer Lower Bank Inspection Summary Book 1-Tab 18
Note: The bottom side of the lower economizer including the inlet header and terminal tubing was not inspected due to lack of access
The lower economizer bank was found to be in good condition. Ash accumulation between gas lanes within the front of the component was identified. As with any accumulations, the affected areas should be cleared before the unit is returned to service.
Several cracks within the casing enclosure beneath the rear loop sections were identified and were recommended for weld repair.
A total of one (1) pad weld and three (3) shield installation repairs were identified on the rear SCW offset tubing at the point of descent into the SCW header. If a shield cannot be fitted due to location, the tubes should be pad weld repaired. The mechanism which contributed to the repairs was accelerated fly ash erosion. Wall loss from abrasion less than 1/32” was also identified at 2 locations where the SCW offset tubing intersects with economizer tubing; this was also documented as a monitor item.
In addition, at the NE and NW corners of the SCW headers, light erosion (an estimated 1/32” in depth) was identified and should be monitored during future overhauls. If the degradation progresses and wall loss becomes more substantial, the installation of a baffle may be required.
Future Recommendations1. Erect scaffold from the economizer hoppers up to allow a thorough inspection of both the
inlet header and terminal tubes.

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
16United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
Work Completed (Also See Specific Report) 1. Rear SCW offset tube 28 was restored to MWT by pad weld repair
16.0 Wet Liner Steam Drum Inspection Summary Book 1-Tabs 19 and 21
Both steam drum vessels have been inspected for leaking liner sections and it has been determined that numerous locations are leaking with greater concentration at the end caps.
North Drum- The north drum resulted in three locations of liner leakage through the east and west side; however, each leak point may be a result of several pinholes isolated to one orientation on the drum vessel. Above dryer box #3 from the west side, there appears to be a small leak/drip in the liner at the 12:00 orientation of the vessel. This leak shall be sealed to prevent any further carryover.
South Drum- The south drum resulted in six locations of liner leakage through the east and west side; however, each leak point may be a result of several pinholes isolated to one orientation on the drum vessel. Above dryer box #13 from the west side, a leak indication was identified in the liner at the 1:00 orientation of the vessel. This leak shall be sealed to prevent any further carryover.
Future Recommendations1. Continue conducting the dry box wet test inspection during each planned outage.
Work Completed (Also See Specific Report) 1. All steam drum repairs are in progress as of 11/1/04; please see inspection report for
completed items
17.0 Steam Drum Inspection Summary Book 1-Tabs 20 and 22
Note: Please see report for specific repair locations.
The typical repairs and conditions found within both north and south steam drums as listed below:
- Liner cracks and crack indications at drum end caps- Cracks in liner and primary separator support box- Down comer screen attachment weld cracks- Loose separator hardware (i.e. J-Bolts)- Loose continuous blow-down piping hardware (i.e. U-Bolts)
Future Recommendations1. After the wet test inspection is completed during each planned outage, follow-up with dry
inspection.
Work Completed (Also See Specific Report) 1. All steam drum repairs are in progress as of 11/1/04; please see inspection report for
completed items

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
17United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
18.0 Collector Drum Inspection Summary Book 1-Tab 23
The collector drum was found to be in good condition. A total of three category ‘C’ items were identified as follows:
- (1) Door alignment repair- Secure by weld repairing all down-comer screens at the center seam- (1) FW line hardware repair (i.e. U-Bolt)
Work Completed (Also See Specific Report) 1. No repairs have been completed as of 11/1/04
19.0 Mud Drum Inspection Summary (Lower WW Inlet Header) Book 1-Tabs 24 and 25
Except for one repair, all items documented for both mud drums were category ‘C’ in nature and related to screen attachment hardware in a variety of locations throughout. The removal of hardware debris was also documented. One category ‘A’ item was documented on the south drum at the west side access door; the door disengaged from the swing-arm and requires installation before the unit is returned to service.
As a general note, as viewed through the screening, all clamps and orifices were found to be securely attached.
Superficial crack indications, speculated to be from water-side SCC, were identified on all 4 crossover pipe welds. These locations should be monitored during future overhauls for crack progression. If crack progression occurs, NDE (Shear Wave) should be performed to determine crack depth and corrective action applied if found within criteria. After further discussion with plant personnel, this condition has been present for a number of years.
Future Recommendations1. Monitor the superficial cracking on all 4 crossover pipe welds for crack progression during
future overhauls. Perform NDE if crack indications become non-superficial.
Work Completed (Also See Specific Report) 1. The west access door on the south drum has been re-mounted to the swing arm2. The debris within the rear drum will be removed before the unit is returned to service

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
18United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
20.0 Lower Dead Air Space Inspection Summary Book 1-Tab 27
The lower dead air spaces were found to be in good condition. Several loose and missing bolts within the structural support members were identified and documented for repair. In addition, one floor hanger rod was documented for repair due to a missing support pin and one floor hanger rod was documented for replacement due to excessive bowing.
Work Completed (Also See Specific Report) 1. No repairs have been completed as of 11/1/04
21.0 Penthouse Inspection Summary Book 1-Tabs 28 and 29
A multitude of both floor casing and high crown seal box cracks were identified and documented for repair. Loose and un-loaded hanger rods, cracked expansion joints, deteriorated/ cracked insulation sections, and non-supported riser tubes as a result of hanger brace misalignment were also documented for repair. Please see report for specific locations.
One area of concern is the deteriorated condition of the superheat platen high crown seal boxes. An estimated 60% of the seal boxes were documented as cracked. Although the roof line was not inspected from the hot side of this component, it is speculated that the peg fin and castable refractory at the point of intersection between the roof tubes and SH platen penetrations has also been degraded which may be contributing to seal box cracking.
Given the amount of cracks throughout the casing and seal boxes, it is a good possibility that increased temperatures are being experienced within the penthouse, especially in areas where the seal boxes are cracked to the extent of the superheat platen component.
As a general note, due to the amount of ash accumulation, a thorough crown seal inspection of the front and rear reheat, final superheat, and the front LTSH components was limited.
In addition, the recommendation was made to remove 1 to 3 tube samples of T22 material for a remaining life assessment of the reheat outlet and finishing superheat outlet from the penthouse side. The tubing was noted to be exfoliated from LTOH which is typical of high temperature components. Although the finishing superheat was replaced in 1996, sampling is still recommended since the cut lines did not extend through the roof and into the penthouse. This should typically be done in 5 year intervals.
It was also recommended that the functionality of all thermal couples be reviewed and replaced as necessary to insure proper temperature data.
During the last planned overhaul (2002), the downward ‘sag’ of the penthouse roof above the reheat inlet header was addressed. The affected section was lifted and a ‘C’ channel roof support brace was installed extending the length of the unit. During this overhaul, two additional sections were identified for repair; (1) above the radiant reheat seal box enclosure and (1) above the economizer/LTSH section. Also noted were 3 pipe style roof support braces installed above the economizer/LTSH section and SH platen section which differ from the typical CE

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
19United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
design. It is recommended that these pipe style braces be confirmed as original design or a post-build modification.
Future Recommendations1. Clean the crown seal boxes of the above mentioned areas for a detailed inspection.
2. Assess the condition of the castable refractory and peg fin membrane from the furnace at all SH platen assembly penetrations.
3. Monitor the condition of the penthouse roof during each overhaul; plan the roof repairs as future work if the areas cannot be addressed this overhaul.
Work Completed (Also See Specific Report) 1. No repairs have been completed as of 11/1/04
22.0 Constant Support Hangers Inspection Summary Book 1-Tab 30
During the HWD and planned overhaul inspections, both hot and cold positions where documented on the constant support hangers. If accessible, white lines denoting the hot and cold positions were marked on the supports. The information was then given to Stuart Bailey to determine the corrective action and repair of hangers which were ‘bottomed’ or ‘topped’ out.
In addition, one (1) rigid support failed on the East Cold Reheat Lead and was documented for repair as a category ‘A’ item.
Please see report for specific details Future Recommendations
1. If adjustments are made to any constant support hangers, it is recommended that during the next HWD and planned overhaul the hot and cold settings be recorded and reviewed.
23.0 Expansion Markers Inspection Summary Book 1-Tab 31
During the HWD and planned overhaul inspections, both hot and cold expansion marker positions where measured on Steam Drum and Mud Drum (Lower WW Inlet Headers). Three dimensional readings to include length, width, and depth were taken at all markers.
Please see report for specific details

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
20United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
24.0 Burner Corners 1 through 8 Inspection Summary Book 2-Tabs 1 through 8
All eight burner corners were inspected during this overhaul. All nozzle tip cracks were identified for weld repair; if the nozzle tip was beyond the point of weld restoration due to thermal fatigue, excessive cracking, failed compartment plates, or erosion, the tip was documented for replacement. Pivot pins, connecting linkage, scarf plates, ash-blocked compartment plates, coal nozzles, and windbox directional vanes were also inspected.
General Burner Corner Summary (See Report for Specific Repairs and Misc. Items)
Corner #11. Four (4) nozzle tips were recommended for replacement
▪ 1 Coal Primary Air Tip▪ 5-6 Auxiliary Air Tip▪ 7-7 Auxiliary Air Tip▪ Upper OFA Tip
2. One (1) compartment trim-back repair was documented on lower OFA tip
3. Eleven (11) nozzle tips were documented for weld repair
Work Completed (Also See Specific Report) 1. 7-7 Auxiliary Air Tip was replaced2. 1 Coal Primary Air Tip was replaced3. Debris from all nozzle tips was removed
------------------------------------------------------------------------------------------------------------------------------------------
Corner #21. No nozzle tips were recommended for replacement
2. Fourteen (14) nozzle tips were documented for weld repair
Work Completed (Also See Specific Report) 1. Debris from all nozzle tips was removed
------------------------------------------------------------------------------------------------------------------------------------------
Corner #31. One (1) nozzle tip was recommended for replacement
▪ 1 Coal Primary Air Tip
2. Two (2) compartment trim-back repairs were documented on the lower and upper OFA tips
3. Eight (8) nozzle tips were documented for weld repair
Work Completed (Also See Specific Report) 1. 1 Coal Primary Air Tip was replaced2. Debris from all nozzle tips was removed
------------------------------------------------------------------------------------------------------------------------------------------

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
21United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
Corner #41. Four (4) nozzle tips were recommended for replacement
▪ 1-1 Auxiliary Air Tip▪ 6-7 Oil Gun Diffuser Tip▪ Lower OFA Tip▪ Upper OFA Tip
2. One (1) compartment trim-back repair was documented on 5-6 Auxiliary Air Tip
3. Eleven (11) nozzle tips were documented for weld repair
Work Completed (Also See Specific Report) 1. 1-1 Auxiliary Air Tip was replaced2. Debris from all nozzle tips was removed
------------------------------------------------------------------------------------------------------------------------------------------
Corner #51. Two (2) nozzle tips were recommended for replacement
▪ 4-5 Auxiliary Air Tip▪ 5-6 Auxiliary Air Tip
2. Ten (10) nozzle tips were documented for weld repair
Work Completed (Also See Specific Report) 1. Debris from all nozzle tips was removed
------------------------------------------------------------------------------------------------------------------------------------------
Corner #61. Two (2) nozzle tips were recommended for replacement
▪ 5 Coal Primary Air Tip▪ 7-7 Auxiliary Air Tip
2. One (1) compartment trim-back repair was documented on lower OFA tip
3. Eight (8) nozzle tips were documented for weld repair
Work Completed (Also See Specific Report) 1. Debris from all nozzle tips was removed
------------------------------------------------------------------------------------------------------------------------------------------

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
22United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
Corner #71. Two (2) nozzle tips were recommended for replacement
▪ 2-3 Auxiliary Air Tip▪ 7 Coal Primary Air Tip
2. One (1) compartment trim-back repair was documented on upper OFA tip
3. Fifteen (15) nozzle tips were documented for weld repair
Work Completed (Also See Specific Report)1. 7 Coal Primary Air Tip was replaced 2. Debris from all nozzle tips was removed
------------------------------------------------------------------------------------------------------------------------------------------
Corner #81. Two (2) nozzle tips were recommended for replacement
▪ 2 Coal Primary Air Tip▪ 5 Coal Primary Air Tip
2. One (1) compartment trim-back repair was documented on upper OFA tip
3. Twelve (12) nozzle tips were documented for weld repair
Work Completed (Also See Specific Report)1. 5 Coal Primary Air Tip was replaced 2. Debris from all nozzle tips was removed
------------------------------------------------------------------------------------------------------------------------------------------

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
23United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
25.0 SW, NW, SE, and NE Forced Draft Ductwork Inspection Summary Book 2-Tabs 9 through 12
The typical repairs documented for the forced draft ductwork is as follows:
▪ Cracked support strut attachment welds ▪ Cracked expansion joints
▪ Weld failure (separation) between structural I-beam and ductwork casing▪ The removal of ash and debris from the ductwork and expansion joint locations▪ Damper turning vane repairs above RAH
Please see report for specific repair locations
Work Completed (Also See Specific Report) 1. No repairs have been completed as of 11/1/04
26.0 Windbox Inspection Summary Book 2-Tab 13
Note: Inspection was performed from the floor elevation only
A damper cycling test was performed during this overhaul to verify proper functionality. Please see report for specific repair locations.
In addition, the removal of ash and debris was documented for all 4 windboxes as well as 1 floor seam weld repair in corner 8.
Please see report for specific repair locations
Work Completed (Also See Specific Report) 1. Windbox repairs are in progress as of 11/1/04; please see inspection report for completed items
27.0 Hot Air Duct to Coal Mills Inspection Summary Book 2-Tab 14
The typical repairs documented for the hot air duct to coal mills is as follows:
▪ Cracked support strut attachment welds ▪ Cracked expansion joints
▪ The removal of ash and debris from the ductwork and expansion joint locations
Please see report for specific repair locations
Work Completed (Also See Specific Report) 1. All ash accumulations were removed

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
24United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
28.0 Cold Air Duct to Coal Mills Inspection Summary Book 2-Tab 15
The removal of ash and debris from both the ductwork and expansion joints was the only repair documented for this section.
Work Completed (Also See Specific Report) 1. No repairs have been completed as of 11/1/04
29.0 Economizer Outlet Toggle Ducts Inspection Summary Book 2-Tab 16
Note: This inspection was conducted prior to the ash accumulation being removed; the area should be re-inspected after cleaning
In general, the economizer outlet toggle ducts were found to be in a significantly degraded state. The conditions and the quantity of repairs identified can be directly linked to the number of years in service at elevated temperature operation. Per discussion with plant personnel, modifications were made to the convection pass to reduce gas outlet temperatures by adding additional heat transfer surface to the LTSH and economizer components.
The typical repairs documented for the economizer outlet toggle ducts is as follows:
▪ Cracked support strut attachment welds▪ Eroded support struts
▪ Cracked/ warped expansion joint covers ▪ Numerous casing cracks▪ Cracks in fillet weld of toggle connection plates to vertical duct section▪ Cracks in casing floor adjacent to vertical hopper supports▪ Removal of ash and debris from the ductwork and expansion joint locations
During the next planned overhaul, it is recommended that the vertical section of ductwork from the RAH is scaffold to assess the condition of the structural steel and perform repairs. As viewed from the toggle duct, several structural supports are eroded and as speculation indicates, attachment weld cracking between the supports and ductwork will most likely be identified.
Future Recommendations1. Erect scaffold throughout the vertical section of ductwork from the RAH to assess the
condition of the structural steel and perform repairs.
Work Completed (Also See Specific Report) 1. All ash accumulations were removed from the east and west toggle ducts

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
25United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
30.0 RAH Hot Gas Inlet Ducts Inspection Summary Book 2-Tab 17
As noted above in section 28.0, elevated outlet temperatures have been experienced within this section of ductwork.
The typical repairs documented for the RAH hot gas inlet ducts are as follows:
▪ Cracked support strut attachment welds▪ Cracks in stiffener plates
▪ Cracked/ warped expansion joint covers ▪ Numerous casing cracks
Work Completed (Also See Specific Report) 1. No repairs have been documented as of 11/1/04
31.0 RAH to Precip ‘A’ and ‘B’ Side Ducts Inspection Summary Book 2-Tabs 18 and 19
The typical repairs documented for the RAH to Precip ducts are as follows:
▪ Several support struts partially eroded through material▪ Holes through floor casing (Erosion)▪ Several vanes partially eroded/ cracked through material
▪ Cracked/ warped expansion joint covers ▪ Precip screens deteriorated from erosion▪ Removal of ash and debris from the ductwork and expansion joint locations
Work Completed (Also See Specific Report) 1. Repairs have been made; document when access is provided
32.0 Scrubber Bypass Duct Inspection Summary Book 2-Tab 20
The typical repairs documented for the scrubber bypass duct is as follows:
▪ One damper adjustment repair▪ Holes eroded through ductwork casing
▪ Expansion joint repairs ▪ Removal of ash and debris from the ductwork and expansion joint locations
Work Completed (Also See Specific Report) 1. No repairs have been started as of 11/1/04

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
26United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
33.0 4th Floor Buckstay Inspection Summary Book 2-Tab 20
During this overhaul, the lagging and insulation was removed in various locations to inspect the condition of the attachment clips, stirrups, and welds of the 4th floor buckstay and windbox structural supports.
Identified Deficiencies:
- Portions of the continuous stirrup arrangements have failed in multiple locations at the attachment weld-to-WW tubing and the plate-to-stirrup attachment weld
- Several individual stirrups have failed at the WW plate-to-stirrup attachment weld and the stirrup-to-buckstay attachment weld
- Crack indications were identified at the windbox support attachment welds
- At numerous locations, the attachment clips at both the upper and lower stiffener plates have either cracks within the weld (favoring the attachment side) or have failed; as a result, the clips have become disengaged from the WW tubing. Evidence of the lower stiffener plate ‘bottoming out’ on the attachment clips was also noted.
- The buckstay is deflected
Per discussion with plant personnel, all failed clips and stirrups will be weld repaired during this overhaul to stabilize the current position of the deflected buckstay; during the next planned overhaul, a permanent engineered solution will be established through the OEM and the affected areas will be repaired
Future Recommendations:1. Perform a root cause analysis and contact the OEM engineering department to
determine a permanent engineered solution; as discussed with plant personnel, this will be planned and repaired during the next planned overhaul
2. Considerations should be made to inspect other buckstay elevations for similar conditions as well as on other units
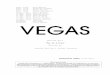
Work Completed (Also See Specific Report) 1. All clips and stirrups were weld repaired to stabilize the buckstay at its current position; additional filler material was added to the gate stirrups to provide additional welding surface for strength (Figure 1)
FIGURE 1

UDC Unit #2 October 2004Planned Maintenance Outage
Executive Summary
27United Dynamics Corporation ■ 3046 Breckenridge Lane Suite LL4 ■ Louisville, KY 40220 ■ Ph 502.493.0009 ■ Fax 502.495.1012 ■ www.udc.net
Typical North/ South Waterwall Buckstay ArrangementNote: As depicted, from center of buckstay to corner
@ Center@ Corner