Embed Size (px)
Citation preview

T>DE ^rj/^^-Ta
Paraho Development C o r p o r a t i o n 101 South Thi rd
E n t e r p r i s e B u i l d i n g , S u i t e 300 Grand J u n c t i o n , Co lo rado 81501
- D I S C L A I M E R .
This book was prepared as art account of work sponsored by an agency of ihe United States Government
^Tfl ' h e U n ' l e d S ' a , e S G o v e r n m e m n o r dnV ^ency thereof, nor any of their employees, makes any "" o r , m P | l e d - o r assumes any legal liability or responsibility for the accuracy
usefulness of any information, apparatus, product, or process disclosed, or it infringe privately owned rights. Reference herein to any specific service by trade name, trademark, manufacturer, or otherwise, does
completeness, represents tha commercial product, process,
necessarily constitute or imply its endorsement, recommendation, or favoring by the United
TlXll G ° v e ™ m e m °rp
anV^gencv thereof. The views and opinions of authors expressed herein do not
any agency thereof. * reilecl those of the United States Governm
C r i t i c a l I t ems I d e n t i f i c a t i o n
T o p i c a l Repor t — Task 1 1
PARAHO OIL SHALE MODULE
O c t o b e r , 1981
This document is PUBLICLY RELEASABLE
Authorizing Official Date: I/9.L/4L?
Work Per formed Under C o n t r a c t :
..DE-FC03-80ET1 410.3
Des ign P l a n f o r D e m o n s t r a t i o n of a S u r f a c e O i l S h a l e R e t o r t i n g Module
#
#
<&> DISTRIBUTION OF THIS DOCUMENT IS UNLIMITED

DISCLAIMER
This report was prepared as an account of work sponsored by an agency of the United States Government. Neither the United States Government nor any agency Thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.
DISCLAIMER
Portions of this document may be illegible in electronic image products. Images are produced from the best available original document.
TABLE OF CONTENTS
Section
1 1.0
11.1
SUMMARY—CRITICAL ITEMS
MINE AND PROCESSED SHALE AREAS
Page No.
i
11 .1
1.1 Mine Access 1.2 Mining System 1.3 Mine Classification (Gassy vs. Non-Gassy) 1.4 Mine Classification (Dry vs. Wet) 1.5 Resource Extraction 1.6 Bench Drilling (Upper and Lower) 1.7 Muck Removal (Underground) 1.8 Muck Removal (To Surface) 1.9 Mine Ventilation 1.10 Roof Bolting 1.11 Roof Monitoring 1.12 Scaling 1.13 Blasting 1.14 Primary Crushing 1.15 Processed-Shale Transport 1.16 Processed-Shale Retaining Structure
ABOVEGROUND PROCESS AREAS
1.2.1 Hot Conveyor Belts 1.2.2 Rotary Feeder Valves 1.2.3 Electrostatic Precipitator & Oil Recovery 1.2.4 Oxygen Analyzers 1.2.5 Safety Water Supply 1.2.6 Bearing Life 1.2.7 Mist Eliminator for Middle Gas Distributor 1.2.8 Refractory Selection 1.2.9 Instrumentation - Thermocouples 1.2.10 Grates 1.2.11 Air/Gas Distributors 1.2.12 Installed Spares 1.2.13 Tripper Conveyor Component Changeout Time 1.2.14 Tubesheet Flushing 1.2.15 Start-Up Procedure 1.2.16 Shale Dust as a Fire Hazard 1.2.17 Electrical Grounding 1.2.18 Operating Area Reduction Within Retort 1.2.19 Recycle-Gas Moisture Content 1.2.20 Product Oil/Water Separation 1.2.21 Recycle Gas Blowers 1.2.22 Scale-Up of Plant Components 1.2.23 Crusher Design ;.. 1.2.24 Screening 1.2.25 Recycle Gas Cooling 1.2.26 Raw Shale Feed Control 1.2.27 Retort Support Structure
BLR
Section
1 1 .3
TABLE OF CONTENTS cont.
ENVIRONMENTAL/RESOURCE
Page No.
11.28
1.3.1 Air Pollution Control (Sulfur & Nitrogen) 11.28 1.3.2 Fugitive Dust Abatement-Surface Plant 11.29 1.3.3 Fugitive Dust Abatement-Mine 11.30 1.3.4 Processed Shale Treatment 11.30 1.3.5 Wastewater Treatment 11.31 1.3.6 Hazardous Process Wastes 11.31 1.3.7 Water Requirements 11.32
- l a o A l —
11.0 SUMMARY - CRITICAL ITEMS
A critical item in the demonstration plant is one that has a
notable impact on plant performance. Generally, these items have
required that decisions be made throughout the course of the Phase
I work to facilitate design work and preparation of estimates. The
approach taken in each case represents the engineer's best
judgement, based on both experience and timely evaluations.
Certain critical items were identified as important enough to
justify formal trade-off studies to document the alternatives
considered and to justify explicitly the selected design. These
key trade-offs are included in the Topical Report for Task 12.
The listing which follows (Table 11-1) summarizes the critical
items addressed during the phase I work. This tabulation covers
both the critical items and the area of performance affected.
A brief description of each critical item is included in the text
of the Task 11 Topical Report.
i
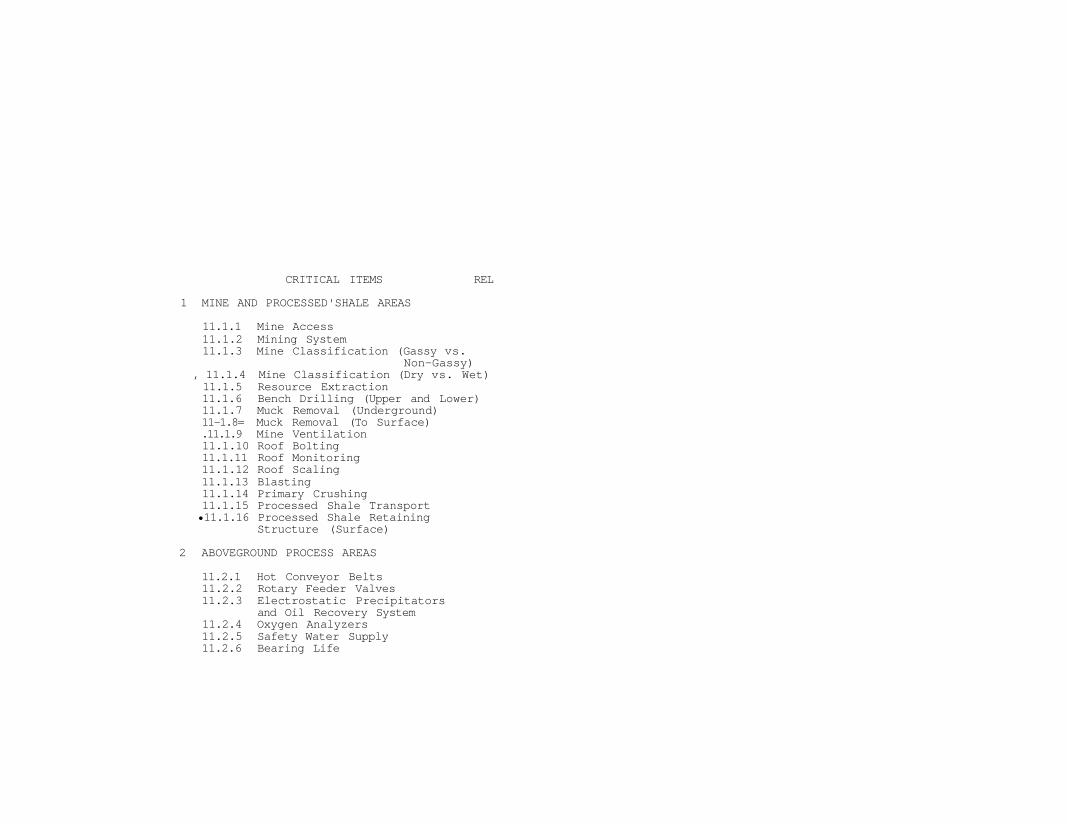
CRITICAL ITEMS REL
1 MINE AND PROCESSED'SHALE AREAS
11.1.1 Mine Access 11.1.2 Mining System 11.1.3 Mine Classification (Gassy vs.
Non-Gassy) , 11.1.4 Mine Classification (Dry vs. Wet) 11.1.5 Resource Extraction 11.1.6 Bench Drilling (Upper and Lower) 11.1.7 Muck Removal (Underground) 11-1.8= Muck Removal (To Surface) .11.1.9 Mine Ventilation 11.1.10 Roof Bolting 11.1.11 Roof Monitoring 11.1.12 Roof Scaling 11.1.13 Blasting 11.1.14 Primary Crushing 11.1.15 Processed Shale Transport •11.1.16 Processed Shale Retaining
Structure (Surface)
2 ABOVEGROUND PROCESS AREAS
11.2.1 Hot Conveyor Belts 11.2.2 Rotary Feeder Valves 11.2.3 Electrostatic Precipitators
and Oil Recovery System 11.2.4 Oxygen Analyzers 11.2.5 Safety Water Supply 11.2.6 Bearing Life
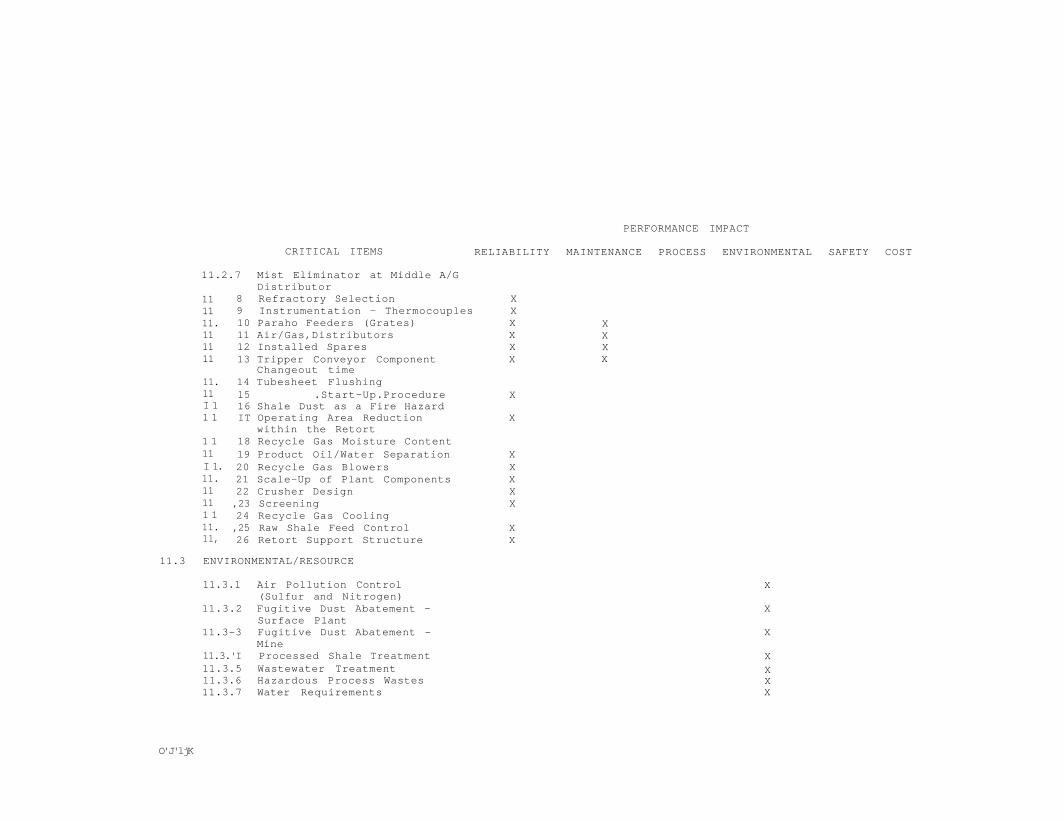
PERFORMANCE IMPACT
CRITICAL ITEMS RELIABILITY MAINTENANCE PROCESS ENVIRONMENTAL SAFETY COST
11.2.7 Mist Eliminator at Middle A/G
11 11 11. 11 11 11
11. 11 I 1 1 1
1 1 11 I 1. 11. 11 11 1 1 11. 11,
Distributor 8 Refractory Selection X 9 Instrumentation - Thermocouples X 10 Paraho Feeders (Grates) X 11 Air/Gas,Distributors X 12 Installed Spares X 13 Tripper Conveyor Component X
Changeout time 14 Tubesheet Flushing 15 .Start-Up.Procedure X 16 Shale Dust as a Fire Hazard IT Operating Area Reduction X
within the Retort 18 Recycle Gas Moisture Content 19 Product Oil/Water Separation X 20 Recycle Gas Blowers X 21 Scale-Up of Plant Components X 22 Crusher Design X ,23 Screening X 24 Recycle Gas Cooling ,25 Raw Shale Feed Control X 26 Retort Support Structure X
X X X X
11.3 ENVIRONMENTAL/RESOURCE
11.3.1 Air Pollution Control (Sulfur and Nitrogen)
11.3.2 Fugitive Dust Abatement -Surface Plant
11.3-3 Fugitive Dust Abatement -Mine
11.3.'I Processed Shale Treatment 11.3.5 Wastewater Treatment 11.3.6 Hazardous Process Wastes 11.3.7 Water Requirements
X
X
X
X X X X
O'J'ljK
—laoaM — 11.1 MINE AND PROCESSED SHALE AREAS
11.1.1 Mine Access
The method of accessing the mine is a key decision affecting
the efficiency, safety, and cost of the mining operation.
The system selected consists of inclined-conveyor shale
haulage, vertical-shaft access for men and material, and
heavy-equipment access through a ventilation adit. This
item is fully evaluated in a trade-off study (see Topical
Report, Task 12, Trade-Off Studies).
11.1.2 Mining System
Consideration was given to the use of underground mining
systems other than room and pillar, such as: block-caving,
long walling, boring or ripping, stoping, etc. However,
various factors, including the physical nature of western
shale, the vertical dimension of the projected mining zone
and its depth below the surface, the requirements of the
Paraho retorting method (minimization of minus 1/2-inch
material), and environmental restrictions related to
long-term stability of mined-out areas, effectively ruled
out all proven methods of extraction except room and
pillar.
11.1.3 Mine Classification (Gassy vs. Non-Gassy)
Available-data indicate that methane occurs sporadically and
in very small amounts in the projected mining zone in the
Section 32 locale. Since there is no assurance that the
mine can be operated as a non-gassy mine throughout the life
of the program, all mining activities meet established
ventilation requirements according to MSHA.
11.1

—laraM!
11.1.4 Mine Classification (Dry vs. Wet)
Core hole information indicates minor occurrence of
subsurface water in the stratigraphic interval penetrated by
the proposed mine workings. Thus, a dry mining environment
is expected and little or no water will be pumped to the
surface.
11.1.5 Resource Extraction
The shale resource to be mined is a strata 60 foot high. A
two-bench mining system has been selected since equipment is
not available for single pass mining.
11.1.6 Bench Drilling (Upper and Lower)
For purposes of bench drilling underground, vertically
oriented holes are usually the simplest method if: 1) the
mining configuration provides adequate headroom; 2)
horizontal dimensions are sufficient to allow rapid
maneuvering and set-up by the drilling unit; and 3) minimal
amounts of formation water are encountered in the drill
holes. All three requirements characterize the mining plan
for Section 32. A pattern of vertical holes was chosen as
the best means of drilling and blasting the lower-bench
portion of the mined interval.
In some instances, bench blasting and rubblizing by means of
horizontal drill holes may have a less-damaging effect on
adjacent pillars. Compared to vertical drilling, horizontal
drilling is less efficient and control of drill-hole
orientation is more difficult.
11.2
~taEaMi—— :
11.1.7 Muck Removal (Underground)
A trade-off study was conducted to select equipment for
upper-bench loading and hauling. The study indicates that a
front-end loader and truck system is superior to a
load-haul-dump (LHD) and conveyor system. That result led
to the predictable conclusion that an expansion of the same
system would be most appropriate for the lower bench loading
and hauling.
11.1.8 Muck Removal (To Surface)
The muck removal system from underground (inclined conveyor)
is an integral part of the mine access system that was
chosen by means of a trade-off study (see Topical Report,
Task 12, Trade-Off Studies).
11.1.9 Mine Ventilation
An exhaust fan ventilation system was chosen for the
project. This eliminates the need for the airlocks required
with positive pressure systems. Intake airways (the intake
adit and the service shaft) are to be used as accessways for
men and equipment. The installation of airlock doors in
these accessways would impede traffic and be an additional
maintenance item. A positive pressure system would also
require fan .installations on both the intake adit and the
service shaft in order to ensure fresh-air streams in both
locations.
Three types of stopings are contemplated for the mine:
permanent concrete stopings, temporary brattice stopings,
and air curtains. Concrete bulkheads will be used as
permanent stopings to conform with MSHA requirements for
'• :
11.3

—laiaUS
such stopings. Stopings made of brattice instead of
concrete or metal were chosen for use within the mining
panels. Brattice stopings are much cheaper and can be more
easily repaired or replaced if blasting damage occurs. Air
curtains will be used in lieu of airlock doors as a
drive-through stoping for the lower level truck haulage
crosscuts.
11.1.10 Roof Bolting
Except for shaft collars and adit portal areas, roof bolting
is the only means of roof or wall support that is considered
in the mine design study. Past experience in oil shale
mining has shown that no other means is needed.
Split-set bolts are recommended as they provide continuous
anchorage throughout the length of the bolt. Conventional
bolts provide only point anchorage. The support capability
of each bolt is dependent on the type of material the anchor
rests in.
The length of the bolts and the pattern in which they are
placed is determined by the results of the
rock-characterization study, the lateral dimensions of the
mine openings, and an allowance for an acceptable margin of
safety.
11.1.11 Roof Monitoring
Mine roof monitoring will be largely confined to the
installation and periodic checking of sagmeters at key
intersections. Other types of rock monitoring equipment
such as borescopes, extensometers, strain gauges, and
geophones are available if needed.
11.4
~~laucaMl
1 1 . 1 . 1 2 S c a l i n g
Scaling will consist of systematically raking and prying
loose slabs of rock from the mine walls and (to some extent)
from the roof, following the drilling, blasting, and mucking
cycles in each heading. The proposed unit will have a
hydraulically operated, telescopic boom equipped with a
ripper tooth capable of prying upward, downward, and
horizontally. No other viable alternative for accomplishing
the work is known.
As a followup to scaling, periodic visual wall examination
and roof monitoring, featuring the use of a remotely
controlled aerial platform, will be conducted in active
parts of the mine. This function will include some hand
scaling with pry bars.
11.1.13 Blasting
Blasting will be accomplished by the use of a bulk mixture
of ammonium nitrate and fuel oil (AN/FO). Other blasting
agents are available but AN/FO is the cheapest and safest
and has proved to be an effective oil shale blasting agent.
Single and dual high-strength primers, electric blasting
caps and detonating cord (for lower-bench downholes) will
make up the blasting array. This configuration is the most
reliable as. well as permissible if a gassy environment
should develop.
11.1.14 Primary Crushing
For the demonstration module an optimal method of primary
crushing must be tailored to the physical characteristics of
the mined material and to the retorting restrictions.
11.5
—EucaJjS Section 32 oil shale is a tough, abrasive sedimentary
(layered) rock of varying degrees of resiliency that must be
crushed to less than 12 inches with minimal degradation
below 1/2 inch. Although crushing data related to western
oil shale are lacking, enough is known to state that a
toothed-roll crusher creates less fine material than any
other type of crusher. Crushing units compatible with
module requirements are available; so a toothed-roll primary
crusher was chosen.
11.1.15 Processed Shale Transport
The processed shale disposal plan requires that the material
be transported to the disposal site, spread systematically
throughout the site, and compacted. The use of scrapers for
the final stage of transport is the most feasible, because
it provides controlled spreading by the hauling units. By
using a system of constantly varying routes, the same units
will provide most of the needed compactive effort in the
formation of the disposal pile. At the retort end of the
disposal system, belt conveying is considered to be most
reliable, the least expensive, and the most compatible with
the final delivery system, and it generates the least dust.
11.1.16 Processed Shale Retaining Structure (Surface)
For economic and environmental reasons (see Topical Report,
Task 12, Trade-Off Studies), rip-rap has been selected for
the facing of the processed shale retaining structure.
11.6
—iaraftiS 11.2 ABOVEGROUND PROCESS AREAS
11.2.1 Hot Conveyor Belts
The conveyor belts CO-2027 A & B are located at the bottom
of the retort discharge and serve to remove retorted shale
from the retort area. Normal operating temperature of the
conveyor belt is 295"F with a maximum design temperature of
395°F. The conveyor belts were designed to carry shale this
hot without adverse effects. The dust-collection system
also removes purge gas and dust from the immediate area.
This is done with hooded enclosures and skirtboards around
these two conveyors.
Each conveyor is designed to handle the full retorted shale
load. The installation of two conveyors increases operating
reliability.
The retorted shale will be removed from the retort in
essentially the same size distribution as the raw shale
entering the retort, some of which will be as large as three
inches. Surface temperatures should not exceed 295°F during
normal operation. under upset conditions, retorted shale
may exceed temperatures of 395UF, in which case water-sprays
on both the bottom and sides of the conveying belt would be
activated to prolong the life ,of the belt. Sprays will not
be necessary under normal operating conditions. in addition
to water sprays directed On the conveyor belting during
adverse conditions, the dust collection system blowdown
(from wet scrubbers) is deposited on the retorted shale
conveyors. This will also decrease the temperature of the
retorted shale.
In-house and vendor data were evaluated for proper selection
of belting material. Detailed engineering requisitions were
11.7
—SaEaft! written and quotations solicited from reputable suppliers to
meet operating conditions as specified. Quotations have
been received and evaluated to ensure proper
belting-materials selection.
11.2.2 Rotary Feeder Valves
The rotary feeder valves FE-2004 A through p are located at
the retort discharge below the retort hoppers and above the
retorted shale conveyors. These valves have dual functions.
The upper valve seals the retort from the downstream
equipment. The lower valve feeds the retorted shale
conveyors. Between the two valves, provisions are made for
injection of a purge gas. The design permits the use of
inert gas, air, or low pressure steam as purge gas.
The feeders are essentially the same as those used at the
Paraho Semi-Works except for the size. Paraho had
experienced bearing failures and excessive wear with seals
in the semi-works, but has worked with one vendor to develop
an acceptable, maintenance-free design. Care has been taken
to ensure that the valves supplied will incorporate the
design features developed for the semi-works. The valves
operate at a 50% volumetric fill factor in order to reduce
wear and shearing of retorted shale.
11.2.3 Electrostatic Precipitators and Oil Recovery
Four electrostatic precipitators (ESP) (Tags: M-4003 A, B,
C, D) are connected in parallel in the off-gas stream and
share equally in the gas flow. The purpose of these
precipitators is to.complete the separation of the oil
droplets from the gas.
11.8
-iaraMI The main design consideration with this system is to
maintain full retort production. Consulting with suppliers
experienced in similar applications has resulted in an
arrangement of four ESP's in parallel. This is the optimum
case for equipment sizing and operating requirements.
Normal operations consist of all four ESP's in operation;
however, three ESP's can handle 100% of the retort
production if one unit must be taken out of service. Other
components in the oil-recovery section, such as the
coalescer, recycle pumps, and knock-out drums, have been
duplicated in each train for operational flexibility.
11.2.4 Oxygen Analyzers
The oxygen content of the retort off-gas and of the gas in
the combustion zones in the retort will be monitored and
used to control the retort.
Oxygen content of the off-gas (O2 breakthrough) is related
to irregular pressure gradients in the combustion zone.
Adjustments in gas and air flows will be made to correct
this condition and obtain steady-state combustion. Total
pressure at the top of the retort will be controlled to
maintain steady-state operation.
To ensure continuous monitoring of oxygen, the analyzers
will be supplied with power from an uninterruptible power
supply.
11.2.5 Safety Water Supply
Safety-water supply will be integrated with the overall
plant water-supply system, which depends upon raw water
11.9
—EataMS supply from the White River . Raw-water pumps w i l l pump water from the- White River up to the p l a n t e l e v a t i o n . The water w i l l be?held in s to rage tanks for d i s t r i b u t i o n to the va r ious user sys tems.
-•The fixer-water supply isys-tem u t i l i ze - s a s e r v i c e water pump i: to ;maintain . sys tem-pressure and: both main ( e l e c t r i c ) and
s tandby ):(.diesel) f i r e - w a t e r pumps during emergency . c o n d i t i o n s . S ta r t ing ; :of- the f i r e - w a t e r pumps is'-' t r i g g e r e d
. ,. au tomat i ca l ly , by low rf i re : -water . system p r e s s u r e .
>. :-By; u t i l i s i n g - t h e . raw-water s t o r a g e -tanks as a source for
-f ir eh water yand/iSafeeFty syst«ms;,:uan-adequate supply of water : x i s ; assured? ;i-fUa. i p o t e n t i a l l y hazardous; cond i t ion a r i s e s . The • rawr7wateri;rsupply ipumpsiswild nnormalily smaitttarn : aosa t i s f a c to ry ^ s t o r a g e dejvel-cin-:the astorage :tanks;.-I S u c t i o n - l e v e l •:. l i m i t a t i o n s -fqrjneitheji p u r ^ ^ i l l i - p r e v e n t u l t i m a t e drawdown
b.y:ot;her sys tems.
.•:--,.::;-: =:Fire^wate:r--suppjly;:asystHiBSi have! gbeeTi rdesigned -to allow for
•;•••;: f i r e .^hydrantiS:caiid morcitorsnatr ;key loxrations -.throughout the
-.. ,, surfia^ie?sfaciil:iitijes..: tGKite:ria vused^lfox estab.li.s;hing these • : i • locations-: have! been- usedr-in :^^frinery.:;safety--systems for
s e v e r a l y e a r s .
11 .2 .6 Bearing Life
'<-:v;.- cBe^ri^sxareK-key-:^^ of
-;- !T;M j ro ta t ing . equipment and/ machinery;::': EquipjmentKoesigri and
, s e l e c t i o n rfor t h i s r p ro jec t ; adheEest to ••conventional r e f i n e r y p r a c t i c e s . ;Both custom-designed components and s tandard bea r ings have a minimum Ite-n-year l i f e u n d e r normal; main tenance . , ' This a l so vconformsvwith'AFBMAB-1 0 r a t i n g c r i t e r i a ; and inc ludes an accep tab le margin of sa fe ty to minimize f a i l u r e s during? upset o p e r a t i n g c o n d i t i o n s .
11.10

"laEaWKr Extensive use of "taconite" grease-purged bearing seals
should reduce maintenance in areas of severe service.
11.2.7 Mist Eliminator for Middle Gas Distributor
The electrostatic precipitator (M-3001) is located in the
recycle gas stream to the middle air/gas distributor. This
precipitator ensures that any oil mist carry-over in the
off-gas would be removed from the recycle gas stream, thus
preventing potential coke buildup on the retort middle
air/gas distributor orifices. In the semi-works it was
noted that during recycle overload conditions, some oil mist
was carried over and coked on the distributor.
11.2.8 Refractory Selection
Refractory selection is based on characteristics of oil
shale recycle gas and products of combustion within the
retort. Normal temperatures in the range of 1200"F to
1400"F are expected, with possible excursions to 1800T or
1900"F. Combinations of refractory and insulation have been
used in the roof, floor, and walls of the retort to keep
casing temperatures at an acceptable level.
Brick and block designs are used in this application. The
brick is retained by mild steel clips and alloy-steel
anchors. The roof and overhead portions of the retort are
installed in place using a gunned refractory containing
stainless-steel needles for interwoven strength. This
practice has been successful in other industries.
The design features ensure suitable expansion/contraction
joints in all vertical walls. Tube sheets have similar
provisions for temperature variations.
11.11
-laraftB 11.2.9 Instrumentation - Thermocouples
The most critical control requirement for retort operations
is successful temperature measurement and profiling. For
the demonstration module more than 600 thermocouples have
been included, each at a different point in the retort.
This many thermocouples is more than adequate to provide
redundancy for the temperature profiles in the various zones
of the retort. The retort can be operated even if some
thermocouples fail. The thermocouples can also be replaced
during operations if necessary. The extra thermocouples
also provide alternate locations that can be used for zonal
control.
11.2.10 Grates
The Paraho grate is a reciprocating mechanical device which
controls the volumetric flow rate of retorted shale leaving
the bottom of the retort. It also ensures a uniform rate of
descent of shale in all areas of the retort's cross
section.
The module retort grate is divided into 16 independent
sectiona located below the bottom gas distributors. Each of
these sections has five retorted shale discharge openings
between the bottom gas distributors, five retarder plates,
five pusher bars, and one pair of hydraulic cylinders. The
discharge openings, retarder plates, and pusher bars are
oriented longitudinally with the retort. The retorted shale
from two of the 16 grates drops into one of eight discharge
hoppers below the grates, i
11.12
-larsAB The retorted shale flows in the following manner: As the
retorted shale descends slowly from the main bed of the
retort, it passes through discharge openings between the
bottom gas distributors. The sloping sides of the bottom
gas distributors are the deflector or diverter plates which
cause the shale to flow through the discharge openings.
After the retorted shale lumps pass through the narrow
discharge openings they come to rest on the retarder plates.
The pusher bar on each retarder plate is reciprocated in a
motion less than the width of the discharge opening. A
volume of shale equal to the volume displaced by the
movement of the pusher bar falls from the edge of the
retarder plate and into the hopper below. Five pusher bars
are trussed together in a steel framework so that one pair
of hydraulic cylinders acting from opposite sides can pull
them back and forth in a reciprocating manner. The
controlled speed and stroke distance of the pusher bars
determine the flow rate of retorted shale from the retort as
well as the flow rate of raw shale through the retort. Wall
effects are compensated for by designing the grate so that
the volumetric displacement of retorted shale is somewhat
greater from the two retarder plates near the walls of the
retort than from the three center retarder plates.
The 16 sections are operated at about equal displacement
rates but act independently to control uniform longitudinal
temperatures in the retort! bed. Temperatures can be
fine-tuned by adjusting valves in the pipes leading to each
air/gas distributor.
11.2.11 Air/Gas Distributors
There are three levels of |air/gas distributors in the
retort. The lower distributor admits only recycle gas to
the retort. The middle and upper air/gas distributors
.
11.13
-|ara\H supply a mixture of air/gas to the shale bed. Orifices in
each distributor distribute the air and gas throughout the
shale bed. Uniform, repeatable gas distribution is critical
to stable combustion and retorting. The air/gas
distributors must perform this function while maintaining
their structural integrity.
The upper and middle air/gas distributors are insulated and
armor protected. A cooling water system for orifice cooling
is provided as a precaution against coking of the orifices
in the upper air/gas distributor. The bottom gas
distributor has provisions for injecting steam. This can
assist in the control of local temperature upsets and/or
maintaining constant moisture of the recycle gas.
The upper air/gas distributors will have control valves to
adjust the amount of air/gas mixture going to each end of a
distributor. Tests have been run on scale model facilities
to determine the optimum baffle position within the upper
air/gas distributors. These baffles are intended to ensure
reasonable temperature and pressure gradients across the
length of the distributor.
Expansion joints are supplied in the air/gas distributors to
minimize the transferal of thermal stresses to supporting
structures. Provisions have been made to allow for
incremental; removal of manifolds and distributors as
required during a .retort shutdown.
11.2.12 Installed Spares
• • ' ' • " '•• •' " ! V ' "
Spare equipment is provided throughout the plant to increase
the likelihood that the 90:% plant-operating factor can be
achieved. The selection of equipment items or systems for
which spare equipment would be provided represents a
judicious trade-off between expending capital and
11.14
-laiafyi maintaining operations. Industry practices and engineering
judgement prevail in such considerations. Installed spares
for the demonstration plant include:
One Spare Secondary Crusher
One Spare Secondary Screen
One Spare Tertiary Crusher
One Spare Tertiary Screen
One Spare Final Screen
One Spare Retorted Shale Conveyor
One Spare Pump for each Operating Pump
33% Spare Capacity in Oil/Gas Recovery Section
11.2.13 Tripper Conveyor Component Changeout Time
Tripper conveyor, CO-2025, is a key factor in retort
operations. The expense of adding a spare conveyor could
not be justified. Suitable design criteria have been
included to assure the 90% on-stream factor. These criteria
include additional tonnage capacity, direct connected speed
reducers, taconite seals, component service factors,
spare-part interchangeability, idler spacing and materials,
and belting-materials splicing methods. Further, the feed
hoppers on top of the retort have surge capacity to permit
continued retorting even in the event of a tripper failure.
11.2.14 Tubesheet Flushing
Solids buildup was experienced during the semi-works retort
operation at the above-bed off-gas collector. Operating
practice dictated periodic cleaning, using hand held hot-oil
or steam hoses. A commercial facility would require
excessive time to accomplish this by hand; therefore, a
mechanical flushing system is required.
11.15
"SaraMi An oil-flushing system has been included in the design to
flush the lower tubesheet. The function of the flush is to
permit in-place washing of the tubesheet to free shale fines
or solids which may be carried up with the retorted oil-mist
into a low velocity plenum chamber.
11.2.15 Start-Up Procedure
Semi-works operating experience and a thorough evaluation of
the particular, scaled-up needs of the module have been used
to develop the start-up procedure described below.
The Paraho Retort is designed to produce oil and gas from
sized oil shale. This is accomplished by controlled heating
of the shale and collection of the oil/gas mist for further
refining. The retorting is successful when the temperature
pattern within the retort has been established to an
acceptable predetermined, controllable profile.
At start-up, the retort is filled with oil shale, which is
then removed from the bottom at the rate of approximately
six inches of bed travel per hour. The oxygen content is
reduced to an acceptable level and the shale is preheated by
externally burning fuel oil and admitting the products of
combustion into the retort.' The heating medium is cycled
through the recycle gas equipment and flared as required.
This process is continued until the oil shale is heated to
approximately 70CTF.
When, the temperature is approximately 700"F, air preheated
via the start-up burner is introduced into the retort,
causing auto-ignition of the hydrocarbons. Once combustion
is confirmed, the shale drawn down rate is increased to one
11.16
-feraMl foot per hour and the gas/oil production begins. The
gas/air streams and grate speeds are gradually increased
until the predetermined temperature profile and product
stream-flow rates are realized.
11.2.16 Shale Dust As A Fire Hazard
Shale dust is generated as a natural consequence of crushing
and handling. These operations produce a shale in the
required retort feed-size range.
The main potential hazards of shale dust result from both
ignition sensitivity and explosivity. Results of ignition
and explosion hazards can be combined and expressed as an
"explosivity index". The index can then be compared to that
of Pittsburgh bituminous coal as a relative indication of
dust hazards. With Pittsburgh seam coal having a reference
value of 1.0, oil shale typically has an explosivity index
of 0.0001. In light of this, it was determined that
shale-handling areas can be classified as non-hazardous.
Further tests have indicated that oil shale dust in the
presence of hydrocarbons (such as retort gas) can be
explosive. This information is based on a report entitled
"An Evaluation of the Fire and Explosion Hazards of Oil
Shale Mining and Processing," prepared for the U.S. Dept. of
the Interior, by Tosco Corporation and Denver Research
Institute, 1978. For this reason, the area atop the retort
has been classified as Class I, Division II, and the
necessary electrical provisions have been included in the
design.
11.2.17 Electrical Grounding ,
Electrical grounding has been established in accordance with
general refinery practice.
1-1.17
"BaraMi The grounding system will be a loop-type system with
equipment taps. The system will include ground-driven rods
and bare copper cables throughout the plant. All electrical
equipment and process equipment will be grounded.
The electrical power system will consist of various levels
of high- and low-resistance grounding. The 13.8 kV will be
grounded, utilizing a 400 amp, low-resistance ground. The
4160-volt system will utilize 200-amp, low-resistance
ground, and the 480-volt system will utilize a high-
resistance ground of various ampere ratings. The main
grounding loop will utilize #00 cable, and process equipment
will use #2 stranded and annealed copper cable.
11.2.18 Operating Area Reduction Within the Retort
The demonstration module represents a considerable scale-up
of capacity from the semi-works. Therefore, having the
capability to isolate and operate a smaller section of the
retort may help in resolving start-up or operational
problems.
The retort design has been investigated for possible scaling
down during the operational phase to a capacity considerably
less than 10,000 barrels per day, utilizing the same grade
of oil shale. The investigations showed that the present
retort design theoretically permits independent operation of
a cell 1/8 the retort length.
To contain the oil shale, \a.
needed. This would require
refractory and steel work; - i
intermediate end wall would.
of the retort.
special brick wall would be
the removal of some existing
Operation utilizing this
preclude operating the remainder
11.18
-taraftll By utilizing three or more discharge hoppers it is possible
to evaluate the end-wall and straight-side effects for a
retort. Any less than that would result in the loss of the
sidewall effects and combine the end-walls into one
continuous variation for end-wall effects. The reduction of
size of the retort would considerably reduce the amount of
oil shale which would be used.
Retort support systems such as off-gas manifolds, gas supply
manifolds, recycle gas equipment, etc. require further
investigation to establish the number of components to be
onstream during reduced operations. Considering the modular
design and the spare capacity of downstream equipment, it is
likely that the equipment will be satisfactory for a
reduced-rate operation.
11.2.19 Recycle Gas Moisture Content
Provisions for adjusting the moisture in the recycle gas or
in the oil shale bed have been made by inserting
steam-injection tubes through the bottom gas distributor.
These steam-injection points have the capability of
adjusting individual zones of the retort for control of the
retort-bed temperature and optimizing moisture content of
the retort off-gas.
11.2.20 Product Oil/Water Separation
Achieving adequate oil/water separation after retorting is
critical in meeting product oil specifications.
The semi-works facility successfully used a stagnant
separation system (day-tanks) for separating water from
product oil. Because of tlhe relatively low capacity and
short operating life of the demonstration facilities, it is
not worthwhile investing in a more sophisticated separation
system than that used by Paraho at Anvil Points.
11.19
pL^i 1 Three day-tanks would permit a batched sequencing operation:
one is filling, one is settling, and the other is being
pumped out. Internal baffling in these day tanks permits
separate pumping of oil and water.
11.2.21 Recycle Gas Blowers
Recycle gas blowers were evaluated on the basis of capacity,
pressure relationship and vendor conventional designs.
Since the demonstration facility is not intended to utilize
unproven designs, various vendors were contacted for
evaluation of existing blower designs that can be used in
this service. Results of these discussions with vendors
indicated that the specified pressure flow-rate
relationships are taxing the existing capabilities of
centrifugal blowers when the total volume is put through one
blower casing. Alternates of this particular design are two
centrifugal blowers or one axial blower.
Since the axials have not yet been developed for this
particular service, severe cost penalties would be imposed
on the purchaser of this equpment in order to properly
design a compressor casing. A two-train system, which would
give spare-equipment capability to the recycle gas system,
has been determined to be the most practical. One of two
60%-capacity machines can support the retorting process at a
reduced rate when the second blower requires repairs.
Another consideration was a large, single-drive blower
(approximately 15,000 hp) in recycle gas service. It is
questionable whether the local power company could provide
suitable start-up inrush power for a single unit system and
the existing local power line capacity at 69 kV would have
to be increased to 138 kV.
11.20
"lataUS 11.2.22 Scale-Up of Plant Components
The increased capacity of the module has required that
certain items be scaled-up from the semi-works plant. The
increased retort size is the main change, although
supporting systems have obviously increased in size to match
the higher retort throughput.
The retort vessel itself is a direct scale-up in size of the
existing semi-works facility. Vertical dimensions and
retorting zones are identical to the semi-works. Horizontal
dimensions in width are increased from the semi-works
facility of approximately 8 feet in diameter to 24 feet in
width using the same air/gas distributor spacings as used in
the semi-works. The horizontal length of the retort has
been expanded to the minimum practical-size retort allowing
the same spacing of the air/gas distributors as used in the
semi-works facility. A more complete discussion of the
retort configuration is included in Task 12 Topical Report,
Trade-Off Studies.
The hopper feed system equipment is made up of standard
components used in the solids-handling industry.
The rotary valves at the lower end of the retort are sized
in accordance with those used by the existing semi-works
facility and are within the capabilities of manufacturers.
These are not off-the-shelf designs, but are considered
standard by many manufacturers. Sufficient volume has been
built-in to give performance equal to that of the
semi-works. Feed conveyor} components are based on
conventional solids-handling designs within their normal
capacities.
Recycle system equipment is based on conventional refinery
and coke-oven-type process designs. Compressors,
11.21
-fataM coalescers, knock-out drums, precipitators, etc., are based
on commercially available items which do not exceed limits
of previously proven equipment.
11.2.23 Crusher Design
Crushers are required in the surface plant to reduce the
minus 12" shale from the primary crusher to a size
distribution suitable for retort feed (nominally 3/8" to
3"). Maintaining retort feed and minimizing fines
generation are key design considerations in the crushing
systems.
Previous experience in crushing indicates that double roll
crushers are suitable for the demonstration facility. The
design incorporates a minimum number of stages to reduce
minus 12" shale to 3/8" to 3" with a minimum amount of
fines.
In order to accomplish this, double-roll crushers were
selected for secondary and tertiary stages of crushing. The
secondary stage would reduce the minus 12" shale to minus
6". The tertiary stage would reduce the minus 6" to 3/8" to
3".
Testing will be required to evaluate shale crushing
characteristics prior to procurement.
11.2.24 Screening
As with crushing, screening is a key operation to ensure an
acceptable shale size range for the retort feed.
There are three screening locations in the shale feed stream
to the retort. The first screening location is directly
upstream from the secondary crushers. These screens serve
11.22
QucahE to separate the 6" to 12" from the minus 6" shale. The plus
6" shale will be crushed and combined with the minus 6"
material downstream of the secondary crusher. Two screening
stations are located in this area with one operating and one
spare.
The next screening station is upstream of the tertiary
crushers. The purpose of these screens is to separate the
3" and larger shale from the 3" and smaller shale. This is
done through a double deck screen, which further separates
ths shale into two increments: 3/8" to 3" and minus 3/8".
This allows for the minus 3/8" to be sent to fines storage,
while the 3/8" to 3" (retort feed material) goes to the
blending site and the plus 3" goes to the tertiary crushers.
Crusher product is recycled back to the bin ahead of the
screen for closed circuit processing. In this lineup, three
screens are provided; two are normally operating and the
third is a spare. The closed-circuit system around the
tertiary crushers is designed to minimize generation of
minus 3/8" fines.
The third screening station is directly ahead of the retort
where blended shale is received. Three screen lines are
provided in this area; two are normal operation and one is a
spare. This location is a final or finish screening area to
ensure that all minus 3/8" particles are removed from the
retort feed.. The fines from this final separation are again
sent to fines storage. Single-deck screens are used in the
first station at,the secondary.crusher. Double-deck screens
are used in the tertiary-crusher area and for final
screening before retorting.
Woven-wire cloth has been specified with even-sided
openings. Quotations received indicate that a perforated
plate may be an acceptable alternate to the woven wire, and
crushing tests indicate that an oblong opening is more
11.23
-&tM desirable for splinters of prepared shale.
Screen selection, along with the crusher selection, should
be further evaluated by full-scale tests with potential
vendors.
11.2.25 Recycle Gas Cooling
Cooling of the off-gas external to the retort improves separation of the oil from the gas, reduces blower horsepower, reduces product gas volume, and cools the retorted shale.
The current design cools the gas/mist by oil-washing in the
knockout drum with cooled-oil circulation from the
coalescer. Further cooling upstream of the gas compressors
may prove advantageous in future designs. Obviously, the
benefits mentioned above (horsepower reduction, cooling of
retorted shale, etc.) must be contrasted with resulting
increase in capital cost and water required to achieve the
desired cooling.
11.2.26 Raw Shale Feed Control
Maintaining feed to the retort requires a fairly elaborate
mechanical system to ensure that shale is spread evenly
across the bed.
Conveyor #CO-2025 is equipped with a traveling tripper to
allow infinite discharge positions. The tripper itself is a
structure which runs on rails astride the tripper conveyor.
The belting for the tripper conveyor is reeved through the
tripper and thus provides a traveling discharge.
11.24
isucaJilS Both the tripper and a dust-collection car are without
traverse drives. They are towed by the rock distributor.
Shuttle conveyor #CO-2026, at normal tonnage, is 55% full
but the level of oil shale in it rises and falls dependent
on tripper movement.
The rock distributor is basically a bridge crane that spans
the width and travels the length of the retort. Atop the
bridge is the shuttle conveyor that can be indexed to any of
the four hopper rows. The rock distributor provides the
longitudinal movement, while the shuttle conveyor provides
the transverse movement across the area that is the top of
the retort.
Attached to the shuttle conveyor, and moving transversely
with the shuttle conveyor, is the traveling hopper. During
normal operation, the traveling hopper is kept half full.
To provide an equal volume discharge to all of the 320
compartments, regardless of the variable feed rate, and
still maintain a constant level in the traveling hopper, it
is necessary to vary the traverse speed of the rock
distributor.
As the rock distributor moves downstream (in the same
direction as the tripper conveyor), a volume of shale is
placed upon the shuttle conveyor. As the rock distributor
travels upstream, the shuttle conveyor carries a larger
volume.
Again, to equalize this uneven feed into the traveling
hopper with a constant discharge rate, it is necessary to
have the rock distributor travel at different upstream and
downstream speeds.
11.25

In addition to these obvious speed changes for the rock distributor, it is necessary to adjust the traverse speed to
account for the load fluctuations upon the tripper
conveyor.
The traveling hopper is mounted on load cells that sense the
level within the hopper and control the rock distributor
speed accordingly. This system is backed up by nuclear and
microwave systems that also read the level within the
hopper. In addition, sonic gages read the feed level at the
top of the retort on either side of the traveling hopper.
11.2.27 Retort Support Structure
The retort structure is a crucial design area because of the
special design and operating requirements of the retort
itself. These requirements include provisions for retort
expansion, air/gas distributor removal and rearrangement,
and accommodations of mobile tripper/shuttle arrangement.
The retort vessel is designed to be self-supporting in a
vertical direction, with its dead loads transmitted to
columns directly below it. All horizontal loading is to be
absorbed through structural steel external to the retort
itself. The retort vessel will be free to expand and
contract through thermal stresses separate from this support
structure.
Preliminary design for the support structure had allowed for
complete access to both side walls of the retort. During
detailed design, this provision resulted in box trusses
running the length of the iretort, with sections requiring a i '
19-foot by 21-foot box girder. This unit would require
excessive field fabrication and special handling for
transportation to the job site.
11.26
tamM Another design allows for a bay-type structure along the
length of the retort. This alternative permits future
expansion of the retort, as contrasted to the box structure.
Both alternatives were evaluated. The bay design proved to
be practical, more economical, easier to fabricate, easier
to ship to the job site, and easier to expand in the field.
Clearances required for the removal of the gas distributors
are acceptable.
The structure is designed to be satisfactory in the wind
zones and earthquake zones as established by The Uniform
Building Code. Provisions have been included to allow for
charge floor, its supported building and control systems,
and also access platforms, ladders, elevators, hydraulic
pump rooms, etc., at various levels throughout the elevation
of the retort.
11.27

—laoASS — 11.3 ENVIRONMENTAL/RESOURCE
11.3.1 Air Pollution Control (Sulfur and Nitrogen)
The Paraho Direct Heated Oil Shale Retorting Process
provides a low Btu fuel-gas by-product. This low Btu gas
contains 0.3% H2S (hydrogen sulfide) measured on a dry
basis. Of course, this H2S would convert to S02 (sulfur
dioxide) upon combustion. The gas also contains traces of
other sulfur compounds such as carbonyl sulfide, sulfur
dioxide, carbon disulfide, and mercaptans. While data on
the concentrations of these compounds is not conclusive, it
appears that sulfur emissions due to these trace
constituents should not be a problem. These sulfur
compounds will not be removed to any great extent in washing
processes.
Although specific regulations for SO2 emissions from shale
oil retorting facilities have not yet been promulgated, it
is obvious that the uncontrolled emission of more than six
pounds of SO2 per barrel is far too high and that
substantial reductions must be made. A target emission
factor of 0.3 pounds of S02 per barrel is realistic for
this project. Removal of about 98% of the H2S is
necessary if the suggested emission level is to be met.
Of the several processes examined, the Stretford Process
offers the lowest cost for H2S removal. The cost of
removing sulfur from Paraho- gas by this method is less than
half of that of the Alkazid; DIK Process and offers even
greater savings when compared to MDEA (mono and
diethanolamine) or ADIP (diisopropylamine), the other two
common processes that are reasonable for this application.
The Stretford Process renders sulfur less pure than that
from a selective absorption process followed by a Claus unit
(in order to produce sulfur from the concentrated H2S
11.28
-jacafyi
gas). Economics for the Stretford unit were calculated
assuming no value for the sulfur produced.
If the Stretford sulfur cannot be sold, it can be disposed
of at the same location as the retorted shale. As long as
the sulfur is produced in the form of cast blocks, rather
than finely divided powder which could be carried away by
wind, it should not be regarded as a dangerous waste.
Ammonia is removed from the product gas by means of a water
wash, which is adequate to meet projected emission
requirements.
11.3.2 Fugitive Dust Abatement - Surface Plant
Dust-abatement measures have been included throughout the
raw-shale preparation area and the retorted-shale removal
system. These are key systems to ensure that particulate
emission levels are met.
Six dust-collection stations have been provided to control
airborne dust generated in material handling. The bag house
locations have been selected to centrally locate the dust
collection points. The systems consist of dust collection
hoods, bag filters located in bag houses, exhaust fans,
rotary airlocks with screen conveyors, and discharge
stacks.
One dust collection station has been designed to collect
dust from wet air at the retort discharge. This system
consists of dust hoods, centrifugal fans with a water wash,
and the exhaust stacks.
Two additional dust collection stations have been designed
to collect fugitive dust and add moisture to both the
retorted shale and the raw-shale fines. These systems
11.29
—iaraMh consist of dust hoods, exhaust fans, cyclone separator with
water wash, and exhaust fans.
Water sprayed on the roads at the facility will suppress the
dust that could arise from them.
11.3.3 Fugitive Dust Abatement - Mine
Of the available mine-dust controls (including water spray,
baghouse, chemical suppressant, filtration, and reduced
velocity), emphasis was placed on the use of water sprays on
muck piles and automated sprays combined with wetting agents
at truck dumps, crushing stations, and transfer points. To
minimize gaseous pollutants, all diesel engine exhaust
systems will be equipped with catalytic converters or wet
scrubbers.
These suppressive methods are considered to be the simplest
and most reliable and are expected to confine mine-emission
rates to an acceptable level. For that reason, additional,
more costly methods of dust suppression are unnecessary.
11.3.4 Processed Shale Treatment
At issue are when and in what amounts to apply moisture in
the loading, hauling, spreading and compacting of processed
shale. Maintenance of acceptable levels of dust-emissions
will require dust suppression measures at all belt and bin
transfer points in the disposal system. Sprayed water is
recommended for dust-suppression for three reasons:
o The system is simpler and more cost effective than
baghouses or filtration systems.
11.30
—iaraMI
o Early introduction of moisture into the hot (about
300°F) waste product will exert a cooling effect which,
in turn, will enhance belt and tire life and improve
working conditions.
o A projected moisture content of seven percent will be
needed to attain the prescribed compaction standard in
the disposal pile, and twenty-two percent will be needed
to attain the maximum compaction standard required of
the disposal-area lining.
11.3.5 Wastewater Treatment
Wastewater treatment makes various process and sanitary
wastes suitable for direct use or disposal. A properly
designed wastewater treatment system makes possible "zero
discharge" disposal.
The sources of the water are process-contaminated runoff,
gas clean-up wastewater, oil-separation wastewater, process
wastewaters, boiler blow-downs, cooling-tower blow-down,
sanitary wastewater, water-treating waste and inorganic
contaminated runoff. These will be combined and treated
through equalization, aeration, clarification, disinfection,
and evaporation via disposal on the retorted-shale area.
11.3.6 Hazardous Process wastes
The disposal of hazardous wastes such as API separator
sludge, waste lubricating oil, biological treatment sludge,
and oil storage-tank residue may require an acceptable
hazardous-waste management program, transportation system,
and approved disposal site prior to disposal of such waste.
A hazardous-waste permit would be required from the State or
EPA before the waste is emitted. Therefore, identification
of hazardous wastes and development of a preliminary waste-
11.31
disposal plan will be results of the Phase I environmental
effort.
11.3.7 Water Requirements
The estimated water requirements for the plant are 609,120
GPD (0.94 cfs). The proposed source of water supply is the
White River under a statement of intent from the State of
Utah to provide 5,000 acre-feet per year. The construction
of the White River reservoir is pending BLM review and a
one-year study by the U.S. Fish and Wildlife Service of the
potential extinction of the endangered squawfish species.
In any event, a dam with sufficient reservoir capacity for
this withdrawal will not be built until 1985 at the
earliest.
To avoid dependence on the dam project, the current plan for
the module calls for drawing water from alluvial wells.
This approach also requires resolution of the squawfish
study before it can be implemented.
11.32