Embed Size (px)
Citation preview

REVISTA CONSTRUCŢIA DE MAŞINI
Anul 59, Nr. 4/ 2007
Din sumar
TRANSFER TEHNOLOGIC SI INOVARE
DEZVOLTARE DE PRODUS
CAD / CAM / CAE
TEHNOLOGII INOVATIVE
FABRICATIE VIRTUALA TRIBOLOGIE
ISSN 0573 – 7419 EDITOR: ICTCM – CITAf - OID.ICM 041303 Bucuresti Şos. Olteniţei nr. 103, sector 4, O.P. 8 Tel: 332.37.70/234 Fax: 332.07.75; sau 332.31.95 E-mail: [email protected], [email protected]
Redactor: Elena Baican Responsabil editor: Irina Rădulescu Responsabil marketing: Mariana Craciunoiu Tehnoredactor: Mihaela Neagu Coperta: ing. Ioana Dorobantu – ID Print INFORMAŢII, ABONAMENTE: Abonamentele se fac direct, prin dispoziţie de plată sau mandat poştal, trimis pe adresa revistei. CONT – ICTCM: nr. RO14 RNCB 5040 0000 0031 0001; BCR sector 4 TIPAR: OID.ICM COPYRIGHT 2003 Toate drepturile asupra acestei ediţii sunt rezervate OID.ICM. Nu este permisă reproducerea integrală sau parţială a articolelor din revista „Tehnologia Inovativă” fără consimţământul scris al editorului. Opiniile exprimate în revistă aparţin semnatarilor articolelor, fără să reflecte obligatoriu şi punctul de vedere al editorului.

TEHNOLOGIA INOVATIVĂ – Revista „Construcţia de maşini” nr. 4 / 2007
ANUL 59 / 2007 – NR. 4
TEHNOLOGIA INOVATIVĂ
REVISTA CONSTRUCŢIA DE MAŞINI
COMITET ŞTIINŢIFIC Octavian BOLOGA - Universitatea „Lucian Blaga” din Sibiu
Olivier BONNEAU – Universitatea din Poitiers, Franţa
Ion BOSTAN – Universitatea Tehnică a Moldovei
K.D. BOUZAKIS – Aristoteles University of Thessaloniki, Grecia
Doug BRANHAM - Lubrication Systems Company, Houston, Texas, USA
Dan BRÎNDAŞU - Universitatea „Lucian Blaga” din Sibiu
Mircea CIOBANU - Universitatea „Ştefan cel Mare” din Suceava
George DRĂGHICI - Universitatea „Politehnica” din Timişoara
Valeriu DULGHERU – Universitatea Tehnică a Moldovei
Igor FESENKO - Institute for Superhard Materials , National Academy of Sciences, Ukraine
Dan FILIPOIU - Universitatea POLITEHNICA din Bucureşti
Michel FILLON – Universitatea din Poitiers, Franţa
Mohamed HAJJAM – Universitatea din Poitiers, Franţa
Tudor ICLĂNZAN - Universitatea „Politehnica” din Timişoara
Nicolae Valentin IVAN - Universitatea „TRANSILVANIA” din Braşov
Branko IVKOVIC – Universitatea din Kragujevac, Serbia
Gheorghe MOGAN – Universitatea „TRANSILVANIA” din Braşov
Ilie MUSCĂ - Universitatea „Ştefan cel Mare” din Suceava
Nicolae OANCEA - Universitatea „Dunărea de Jos” din Galaţi
Dumitru OLARU - Universitatea Tehnică „Gheorghe Asachi” din Iaşi
Juozas PADGURSKAS – Lithuanian University of Agriculture, Lithuania
Tudor PRISĂCARU - Universitatea POLITEHNICA din Bucureşti
Vasile PUIU - Universitatea din Bacău
Stanisław PYTKO - University of Science and Technology, Kraków, Poland
R. Raghavendra RAO - University College of Engineering, India
Alexandru RĂDULESCU - Universitatea POLITEHNICA din Bucureşti
Minodora RÎPĂ - Universitatea „Dunărea de Jos” din Galaţi
Lucian TUDOSE - Universitatea din Cluj
Thami ZEGHLOUL – Universitatea din Poitiers, Franţa

TEHNOLOGIA INOVATIVĂ – Revista „Construcţia de maşini” nr. 4 / 2007
COMITET ONORIFIC
Gheorghe AMZA - Universitatea POLITEHNICA din Bucureşti
Niculae Napoleon ANTONESCU – Universitatea „Petrol şi Gaze” din Ploieşti
Traian AURITE - Universitatea POLITEHNICA din Bucureşti
Gavrilă CALEFARIU - Universitatea „TRANSILVANIA” din Braşov
Mircea COZMÎNCĂ - Universitatea Tehnică „Gheorghe Asachi” din Iaşi
Emanuel DIACONESCU – Universitatea „Ştefan cel Mare” din Suceava
Marian GHEORGHE - Universitatea POLITEHNICA din Bucureşti
Constantin ISPAS - Universitatea POLITEHNICA din Bucureşti
Valeriu JINESCU - Universitatea POLITEHNICA din Bucureşti
Aurel JULA - Universitatea „TRANSILVANIA” din Braşov
Constantin MINCIU - Universitatea POLITEHNICA din Bucureşti
Eugen PAY - Universitatea de Nord din Baia Mare
Iulian POPESCU - Universitatea din Craiova
Aurelian VLASE - Universitatea POLITEHNICA din Bucureşti
Ioan VOICA - Universitatea POLITEHNICA din Bucureşti
EDITOR
Oficiul de Informare Documentară pentru Industrie, Cercetare, Management din cadrul
Centrului Incubator Tehnologic de Afaceri S.C. ICTCM S.A. BUCUREŞTI
RESPONSABIL EDITOR
Irina Rădulescu
REDACTOR Irina Rădulescu
TEHNOREDACTOR
Mihaela Neagu
GRAFICA Ioana Dorobanţu – ID Print

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007 2
CUPRINS TRANSFER TEHNOLOGIC SI INOVARE
1. TRANSFER TEHNOLOGIC SI INOVARE IN DOMENIUL CONSTRUCTIEI DE MASINI AGRICOLE pag. 5 Muraru-Ionel Cornelia, Muraru Virgil Marian, Chesaru Mihaela, Dumitrascu Cristina
SC MAT SA Craiova 2. THE ALTRAN FOUNDATION FOR INNOVATION IS DUE TO LAUNCH ITS 2008 AWARD ON THE THEME: «REDUCING CO2 LEVELS IN THE ATMOSPHERE: OUR TECHNOLOGICAL CHALLENGE!».
The «Artificial Retina» project from Pr. José Sahel - Laureate of the Altran Foundation 2007 Award pag. 9 Baptiste Pavy Altran Foundation
DEZVOLTARE DE PRODUS 3. DEZVOLTAREA DE PRODUS ORIENTATĂ ASUPRA COSTURILOR
PE ÎNTREG CICLU DE VIAŢĂ AL ECHIPAMENTELOR pag. 13 Ioan Dan Filipoiu*, Stephan Műller**, Alexandra Műller *** *Universitatea “POLITEHNICA” Bucureşti, România, **EMC2 Computer Systems AG Zűrich, Elveţia, ***Credit Suisse Zűrich, Elveţia
CAD / CAM / CAE 4. CERCETĂRI PRIVIND MODELAREA SI SIMULAREA PROCESULUI DE NANOFINISARE
A SUPRAFETELOR COMPLEXE PRIN CURGERE ABRAZIVĂ CU MEDII DE LUCRU REOPECTICE pag. 19 Valeriu Avramescu1, Nicolae Ionescu2, Norvegia Elena Avramescu3,Constantin Dogariu4,Gheorghe Orasanu1, Aurelian Visan2, Adrian Dimon3, Roxana Grejdanescu1, Loredana Theodora Paun1, Catalin Horia Orasanu1 1SC ICTCM Institutul de Cercetare si Proiecatre Tehnologica pentru Constructii Masini SA Bucuresti; 2Universitatea Politehnica – Centrul de cercetare, Consulting si Asistenta Tehnica in Ingineria Materialelor si Sudura CAMIS, Bucuresti; 3Institutul de Cercetare Dezvoltare pentru Sectoare Calde INTEC Bucuresti; 4SC Tehnicom Group-D SRL Bucuresti
TEHNOLOGII INOVATIVE
5. ESTABLISHING ASSEMBLING TYPE BETWEEN THE BODIES FROM METALLIC CARBIDES AND THE TAMPING TOOLS pag. 31
Cristinel Beşleagă1, Sorin George Badea1, Dumitru Dan Dragoi2 1S.C. IMCF S.A. Bucureşti, 2University of Bacau
6. THE HARD PASTE ASSEMBLING BETWEEN THE BODIES FROM METALLIC CARBIDES AND THE TAMPING TOOLS pag. 39
S.G.Badea1, C. Beşleagă1 , D.D.Dragoi2 1S.C. IMCF S.A. Bucureşti, 2University of Bacau

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007 3
7. ANALIZA CARACTERISTICILOR MECANO-ELASTICE ŞI ELECTRICE
ALE ALIAJELOR ECOLOGICE CUATERNARE pag. 45 Vasilescu Dan Dragos1, Constantin Baciu2, Petrica Corabieru3, Anisoara Corabieru3, Mihai Lozovan4, Viorel Dobrea4
1 SC PROCOMIMPEX Iasi, 2 UNIVERSITATEA TEHNICA GH. ASACHI Iasi, 3 SC PRESUM PROIECT SA Iasi, 4 INCDFT Iasi
8. ETUDE D’OPTIMISATION ET DE ROBUSTESSE POUR LE PROCESSUS DE SEPARATION
ELECTROSTATIQUE pag. 49 Alexandra Dogaru* , Lucian Dascalescu** , Alexandru Radulescu*, Sorin Cananau* *Université “POLITEHNICA” Bucarest, ROUMANIE,**Université de Poitiers – IUT Angoulême, FRANCE
9. SPLIT SPHERICAL ROLLER BEARINGS – AN ECOLOGICAL SOLUTION
FOR REDUCING THE COSTS pag. 55 Luminita Madalina Draganus *, Alexandru Radulescu*, Mircea Despa** *University “POLITEHNICA” Bucharest, ROMANIA, **CN Industrial Group Bucharest, ROMANIA
10. CERCETĂRI PRIVIND REALIZAREA MEDIILOR DE LUCRU LA NANOFINISAREA
PRIN CURGERE ABRAZIVĂ CU MEDII DE LUCRU REOPECTICE pag. 59 Valeriu Avramescu, Cătălin Horia Orăşanu – ICTCM Norvegia Elena Avramescu, Adrian Dimon - INTEC
11. SISTEME SUPERFLEXIBILE ROBOTIZATE – NOI CONCEPTE pag. 65
Trygve Thomessen – Productive Programming Metods As, Trondheim, Norvegia, Vladimir Cardei, Valeriu Avramescu, Loredana Păun, Roxana Grejdănescu – ICTCM
12. ASPECTE PRIVIND FUNCŢIONAREA UNEI INSTALAŢII EXPERIMENTALE BAZATĂ
PE EFECTUL DE SEPARARE ENERGETICĂ A UNUI CURENT TURBIONAR DE AER pag. 69 Răducanu Petre1, Barbu Valentin2, Popescu Anghel2
1 Universitatea Politehnica din Bucureşti, 2 SC ICTCM SA Bucureşti
13. CONCEPTIA MODULARA IN CONSTRUCTIA DE MASINI-UNELTE pag. 73 Gheorghe Marin1, Aurel Costea2, Nicoleta Rachieru2 1SC ICTCM Institutul de Cercetare si Proiecatre Tehnologica pentru Constructii Masini SA Bucuresti 2SC APLAST Campulung Muscel
14. POWER LOSSES ESTIMATION IN PRECESSIONAL GEAR pag. 77
Ion Bostan, Valeriu Dulgheru, Ion Bodnariuc
Technical University of Moldova, Dept. “Theory of Machines and Machine Parts”, Republic of Moldova 15. SERVICIU DE DIAGNOSTICARE PRIN VIBRATII
A MASINILOR SI ECHIPAMENTELOR INDUSTRIALE REALIZAT IN SPRIJINUL IMM pag. 81 Miron Zapciu Universitatea POLITEHNICA din Bucureşti
FABRICATIE VIRTUALA
16. NEW APPROACHES REGARDING THE CREATION OF VIRTUAL ENTERPRISES
IN THE NATIONAL NETWORK pag. 87 Marian Topologeanu
SC ICTCM SA Bucuresti

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007 4
17. ASPECTE PRIVIND FABRICAŢIA VIRTUALĂ INTELIGENTĂ A PROCESELOR
CU GRAD RIDICAT DE RISC DIN INDUSTRIA CONSTRUCTOARE DE MAŞINI ÎN VEDEREA REDUCERII VULNERABILITĂŢII ŞI COMBATEREA CONSECINŢELOR ACCIDENTELOR INDUSTRIALE pag. 93 Avramescu Valeriu, Grejdănescu Roxana,Păun Loredana Theodora S.C. ICTCM S.A. Bucuresti
TRIBOLOGIE
18. THE BEHAVIOR OF THE PISTON-CYLINDER TRIBOSYSTEMS pag. 97 Gheorghe Poştaru1, Andrei Poştaru2, Victor Ceban3
Technical University of Moldova
19. WEAR BEHAVIOUR OF ALUMINA AND AISI 52100 STEEL AGAINST MOLYBDENIUM BORIDE COATED AISI D2 STEEL pag. 105 Ugur Sen, H Unal, A Mimaroglu, S.Yilmaz, S Sen
Sakarya University, Sakarya-Turkey
20. ELASTO-HYDRODYNAMIC LUBRICATION ANALYSIS OF PARTIAL ARC BEARINGS USING CFD & FSI pag. 109 Praveen Bhat, Satish Shenoy B, and R. Pai Dept. of Mech. & Mfg. Engg., Manipal Institute of Technology, Manipal, India.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
5
TRANSFER TEHNOLOGIC SI INOVARE IN DOMENIUL CONSTRUCTIEI DE MASINI AGRICOLE
Muraru-Ionel Cornelia, Muraru Virgil Marian, Chesaru Mihaela, Dumitrascu Cristina
SC MAT SA Craiova, [email protected]
ABSTRACT: MAT Craiova is currently one of the biggest companies in Romania, specialized in the production of agricultural and industrial tractors, agricultural machinery, equipments, installations and tools, specifical equipment for the agricultural farms, and also big tractors for construction and land improvement works. Through its competitive product gamma, MAT Craiova is striving to satisfy the needs of every customer, by offering an excellent price-performance ratio, professionalism of our employees and the servicing provided.
KEYWORDS: competitiveness, price-performance ratio, innovation.
1. INTRODUCERE
Compania MAT Craiova a fost fondata in anul 1878 prin infiintarea primului atelier de fabricat si reparat masini agricole, sucursala a firmei Clayton-Shussliworth din Anglia. In anul 1893, o data cu asocierea cu compania austro-ungara "Richard Graepel", productia si cifra de afaceri au crescut rapid, ca urmare, in anul 1910 au fost create noi ateliere pentru a sustine dezvoltarea productiei. O data cu terminarea lucrarilor de constructie a actualui amplasament, in anul 1974, s-au introdus in productie primele tipuri de tractoare universale agricole si a fost diversificata semnificativ gama de produse a companiei. Astazi, MAT Craiova, avand in spate peste 128 de ani de experienta in producerea de tehnica agricola si dispunand de capacitati moderne de productie, vine in intampinarea clientilor proprii cu solutii performante in domeniu. Compania este situata pe cea mai mare platforma industriala a municipiului Craiova, avand o suprafata de peste 16,5 hectare, compusa din hale industriale, cladiri administrative si alte constructii sau terenuri. In plus, compania are acces direct la magistralele feroviare si drumurile nationale si europene.
Productia de pluguri in SC MAT SA Craiova
Unul din obiectivele de activitate in MAT SA Craiova este si proiectarea de masini agricole pentru lucrarile solului.
In evolutia lor masinile pentru lucrarile solului au suferit o serie de modificari si perfectionari. Treptat constructia acestora a largit domeniul lor de utilizare si a usurat deservirea si comanda acestora.
La MAT Craiova productia de pluguri este structurata astfel:
- pluguri universale - pluguri universale cu discuri - pluguri pentru vie.
Fluxul de fabricatie actual
In prezent fluxul de fabricatie necesar
executiei plugurilor se realizeaza pe linii de fabricatie care au in componenta lor utilaje clasice, universale, in sectii de productie diferite, amplasate in locatii diferite, folosind tehnologia de grup.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
6
Fluxurile tehnologice de fabricatie au un circuit mare si greoi, drum critic neoptimizat, cu multe intretaieri, ingustari ale circuitului, cu tacte multiple, timpi interoperationali de lunga durata, executie pe loturi. Utilajele din fluxurile tehnologice sunt echipate cu dispozitive specifie produsului respectiv, au o productivitate scazuta si sunt depasite moral si fizic.
Fluxul de fabricatie modernizat
Pentru realizarea unor produse performante se impune modernizarea fluxurilor tehnologice prin achizitionarea de utilaje noi care sa realizeze produse la un nivel tehnic calitativ superior si la un pret de cost cat mai mic.
Prin produsele oferite, MAT Craiova urmareste satisfacerea in totalitate a cerintelor cumparatorilor, in primul rand prin oferirea unui raport pret-performanta extrem de competitiv, printr-o gama de produse diversificata, prin inaltul profesionalism de care personalul da dovada si prin serviciile aditionale oferite.
2. PREMISE FAVORABILE
TRANSFERULUI TEHNOLOGIC
MAT Craiova este dotata cu aparatura de ultima generatie, linii de productie automate, un departament propriu de cercetare-proiectare si un personal profesionist, cu un inalt nivel de calificare.Gama de produse fabricate de MAT Craiova este in conformitate cu standardele europene in domeniu, fiind adaptata si diversificata in functie de cerintele pietei.
Sistemul propriu de Management al Asigurarii Calitatii este aliniat la nivel european, fiind certificat in conformitate cu cerintele standardului ISO 9001:2000 de catre SGS/UKAS.
Avand in vedere utilajele moderne, de ultima generatie de care MAT Craiova dispune, societatea are capacitatea de a oferi urmatoarele servicii:
• Prelucrare prin aschiere, in serie mare • Debitare cu laser • Deformari plastice la rece • Deformari plastice la cald • Constructii metalice sudate • Acoperiri metalice • Tratamente termice Incubarea afacerii in cadrul INMA-ITA creaza
premisele realizarii de linii tehnologice dotate cu utilaje corespunzatoare, la nivelul calitativ si de securitate cerut de Piata Unica europeana.
In viitor startegia firmei, serviciile oferite de INMA-ITA, suportul tehnic oferit de specialistii din cadrul INMA, realizarea proiectului de servicii specializate din cadrul programului INFRATECH, reprezinta premise favorabile pentru realizarea obiectivelor prezentate si pentru castigarea unui nou segment de piata considerabil.
Avantajele si dezavantajele principale ale produselor SC MAT SA sunt: Avantaje:
• potentialul productiv important in domeniu, oferta diversificata, o calitate deosebita a produselor, peste nivelul concurentei interne, raport pret/calitate atractiv, cresterea volumului la export, incadrarea in standarde, imbunatatirea designului, modalitati diverse de achizitionare si plata, garantie si postgarantie, service.
Dezavantaje: • imaginea nu tocmai favorabila a
produselor romanesti, lipsa promovarii unor programe nationale clare, costuri relativ mari, un design uneori perimat, inglobarea in produse a unor colaborari ce nu au fiabilitatea scontata.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
7
3. STRATEGIE SI TRANSFER TEHNOLOGIC
Strategia SC MAT SA Craiova in domeniul
transferului tehnologic si incubarii este de a dezvolta fluxurile tehnologice de fabricatie pentru produse inovative - Plug purtat cu latime de lucu variabila sau fixa, pentru tractor de mare putere (brevet de inventie nr.113920C1/30.05.2000).
In acest sens MAT CRAIOVA a infiintat un punct de lucru in cadrul Incubatorului Tehnologic si de Afaceri INMA-ITA utilitatile fiind asigurate de acesta conform Contractului de incubare nr. 02/01.09.2006, pentru a avea acces rapid la tehnologia si produsele inovative aflata in portofoliul Institutului National de Cercetare Dezvoltare pentru Masini si Instalatii Destinate Agriculturii si Industriei Alimentare INMA.
Intr-o prima etapa se realizeaza transferal tehnologic pentru produsul inovativ, marketingul pentru acest produs se va realiza la punctual de lucru de la INMA-ITA.
Fluxurile de fabricatie aplicate acestui produs vor fi dotate cu echipamente tehnice corespunzătoare nivelului calitativ şi de securitate cerut de Piata Unica Europeana, in scopul realizarii produselor inovative in conditiile utilizarii de tehnologii performante, inclusiv echipamente tehnice care inglobeaza Know-How. Printre acestea se numara urmatoarele utilaje performante achizitionate in cadrul proiectului:
- masina de debitat oxigaz (1 cap plasma + 1 cap oxigaz)
- centru de strunjire si frezare multifunctional - convertizor sudura - masina de sudat CO2 - cuptor cementare - masina de prereglat scule pentru utilaje cu
comanda numerica - cuantovac - masina de ascutit scule pentru comanda
numerica - cabina sablare cu rezervor sub presiune.
Fiind executat in tara pretul produsului va fi accesibil, la o calitate aliniata la cerinte si la standarde europene. Se va asigura service in garantie si postgarantie precum si piesele de schimb necesare intretinerii si repararii, respectandu-se normele europene de securitate,calitate si de mediu.
Calitatea produselor MAT Craiova este in deplina conformitate cu standardele europene, fiind garantata si de principalii partenerii ai companiei printre care amintim: Deutz, Agrocelli.
Tehnologia moderna folosita precum si testele riguroase la care sunt supuse produsele ofera o garantie suplimentara asupra calitatii.
In plus, gama cuprinzatoare de produse oferita si raportul deosebit de avantajos pret-performanta asigura fiecarui client garantia ca va gasi produsele de care are nevoie.
In prezent firma SC MAT Craiova SA are o evolutie buna, este intr-un proces de modernizare si dezvoltare a produselor proprii si liniilor de fabricatie, exista un portofoliu substantial de cereri de oferta.
Reteaua de distributie MAT Craiova cuprinde 40 de dealeri autorizati, dispusi pe intreg teritoriul Romaniei, dar si o echipa proprie de agenti de vanzari care se pot deplasa in toate colturile tarii, pentru a fi mai aproape de fiecare client.
Grupurile tinta carora li se adreseaza serviciile SC MAT SA Craiova sunt:
- persoane fizice care presteaza sevicii in agricultura;
- persoane juridice care presteaza lucrari in agricultura, atat pentru piata interna cat si externa.
“Punctele tari” ale ratei de succes inalte estimate de catre firma SC MAT SA Craiova sunt:
- capacitatea de muncă si de productie modernizata
- cunoştinţe tehnologice in domeniul CNC - cunoştinţe de piaţă reale si aprofundate - capital disponibil pentru actiuni de
dezvoltare - relaţii in toate mediile agricole - produsul este nou, valorifica un brevet de
inventie INMA si rezultatele cercetarii in cadrul unui proiect finantat
- exista piata si potentiali clienti - produsele se utilizeaza pentru agricultura pe
mari suprafete, economica, eficienta, pentru culturile tehnice care au din ce in ce mai multa utilizare
- procesele nu afecteaza mediul inconjurator, emisiile in aer, sol si apa fiind in parametrii normali aliniati la Programul de conformare stabilit cu Agentia de Mediu Dolj”.
4. CONCLUZII
Rata de success a transferului tehnologic a
produsului inovativ – “Plug purtat cu latime de lucu variabila sau fixa, pentru tractor de mare putere “, cu brevetul inventie nr.113920C1/30.05.2000, este asigurata de:
- derularea transferului tehnologic prin intermediul unui incubator tehnologic si de afaceri inovativ;
- experienta tehnologica deosebita a beneficiarului transferului tehnologic;
- capacitatea de cercetare, dezvoltare si inovare a titularului brevetului;
- calitatea produsului precum si respectarea conditiilor de mediu.
BIBLIOGRAFIE
1. http://www.matcraiova.ro/ 2. Plan de afaceri SC MAT CRAIOVA SA

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
8
Quick Info
Double-sided timing belts in range of variants Transdev is adding the Conti Synchrotwin double-sided timing belt to its already wide range of power transmission products. Aimed at multiple synchronous drive applications where space and weight are at a premium, the double-sided timing belt can power same-direction or opposing-direction rotary systems with force distributed on both sides - and with efficiency to 98 per cent. The range is offered with a choice of tooth profiles and with materials and construction technologies to suit heavy-duty, high-torque or high-stress/high-speed drives. A standard version is also available for economic low- to mid-power performance. The Conti Synchrotwin double-sided timing belt range utilises a polychloroprene backing with aramide or glass cord tension members. In particular, the aramide tension member maintains a constant belt length with maximum resistance to tooth deformation that is especially advantageous under rapid direction reversal conditions.
The heavy-duty CXP III and CXA III belts also include an aramide reinforced polychloroprene elastomer tooth profile coated with a polyamide fabric for maximum durability. Its suitability to high-torque or high-speed applications is claimed to result in a 300 per cent extended life, reduced noise levels and high resistance to abrasion. The maintenance-free timing belt does not require lubrication or retensioning, is anti-static to ISO 9563 and is also partially resistant to oils. The high-torque CXP III version can achieve the same power rating with a 20 per cent narrower belt width when compared to the standard version. Conti Synchrotwin double-sided timing belts are offered in HTD and STD tooth profiles in 5, 8, and 14mm pitches, in lengths to 2310mm. The standard version is also available with the H 12.7mm (1/2inch) pitch trapezoidal tooth profile. Application areas for this range include printing, packaging and textile machinery, office automation equipment, heavy-duty roller conveyors, machine tools, compressors and chain drive replacements.
(http://www.engineerlive.com/news)

THE ALTRAN FOUNDATION FOR INNOVATION IS DUE TO LAUNCH ITS 2008 AWARD ON THE THEME:
« REDUCING CO2 LEVELS IN THE ATMOSPHERE: OUR TECHNOLOGICAL CHALLENGE! »
Baptiste Pavy,
In Charge of Marketing, Communication and Knowledge Management, Altran Foundation [email protected]
The Altran Foundation for Innovation launches its 2008 Award to get onto the issue of reducing CO2 concentration in the atmosphere. Today, climate warming is accepted as a major issue by the international community and we have no choice but to try and tackle it, and tackle it quickly. As we know, global warming is due to rising CO2 levels in the atmosphere, and many now accept that this increase is caused by our own day-to-day activities. During the last century, emissions of greenhouse gases have increased by 50%1 reaching unprecedented heights. Mankind is now living on an endangered planet where CO2 concentration means greenhouse gases and global warming… This situation disrupts climates and ecological balances. In this context, what can we do to stop this disaster?
WHAT IF TECHNOLOGICAL INNOVATION WERE THE SOLUTION?
As with previous years, the Altran Foundation has focussed on key issues that have wide ranging effect on everyday lives. This year is no different, and the theme for 2008 is: “Reducing CO2 levels in the atmosphere: our technological challenge!” The Award is open to international project leaders working on this theme and coming from environment, energy, transport, building, manufacturing industry, or aeronautics… An international jury composed of independent specialists is responsible for the selection of the best projects and the final Laureate. This international competition will reward an innovative technology-related project that takes into account one of the following issues:
1 Source CO2 solidaire : www.co2solidaire.org
Reducing energy consumption
Reducing CO2 production and improving energy efficiency through process optimization
Improving CO2 capture technologies
Improving CO2 storage technologies
Recycling through development of CO2
conversion techniques
A UNIQUE AND ORIGINAL GRANT A scientific and technological support that
could value up to €1 million! As every year, the award winner will be offered a financial grant of €16.000 plus one year of technological and personalised support, for use in the furtherance of the project. More precisely, the winner benefits from the unique expertise and know-how of the 17.000 international consultants and managers at Altran, in terms of research and scientific innovation: technological development, design, industrialisation, cost optimisation, project management, market studies, marketing, partnership searches, fund raising, communication, multimedia, corporate strategy, etc.
SOME KEY FIGURES • Atmospheric CO2 continue to increase: up by
more than 20% in 50 years (Source: ONF - National Office of Forests)
• Emissions of carbon dioxide (CO2) from human
activity have increased from an insignificant level two centuries ago to over 25 billion tons worldwide today. (Source: US department of Energy )
TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
9

• CO2 consumption increases every year. Even if this growth is arrested now, our consumption will rise by 70% between 2000 and 2030. (Source: IEA - International Energy Agency)
• If nothing is done to fight against greenhouse
gases emissions, temperatures are predicted to increase 1.4 to 5.8 degrees (2.52–10.44°F) by 2100. (Source: CEA - Commissariat à l’Energie Atomique)
• CO2 emissions caused by fossil fuels have
accelerated much faster than expected: by 1.1% per year in the 1990s and 3% per year between 2000 and 2005. (Source: IPCC - Intergovernmental Panel on Climate Change).
About the Altran Foundation
Since it was created in 1996, the Altran Foundation has been intended to support and promote innovation for the general good, in several areas of application. Altran wishes to be socially committed by mobilizing and uniting the group’s strengths around strong values such as creativity, innovation, independence, etc. The Foundation Award is international, with candidate projects coming from some twenty European countries as well as the United States and Brazil. The jury that decides who deserves the Foundation’s Innovation Award each year is totally independent from Altran. It consists of international experts chosen for their reputation and skill in the fields encompassed by the theme specific to the year. The members of the jury base their decision on several selection criteria. These include the response to the problem posed by the theme, the general interest of the project, its innovative nature, viability and the motives and competence of the project owner. A pioneer in the field of sponsoring competence, the Altran Foundation experience has been widely recognized, as evidenced by the 2006 Award of Admical (a corporate philanthropy association) - Fondation de France, which rewards the originality and durability of the Altran Foundation actions. Moreover, it won the 2002 Special Jury Prize. These awards recognize philanthropic and sponsorship programmes in all fields.
About Altran Altran is the European leader in innovation consulting and high technology. The Group’s 17,000 consultants, operating worldwide, cover the entire range of engineering specialities, including electronics, information technology, quality and organisation. Altran offers its clients ongoing support throughout the innovation cycle, from technology watch, applied basic research and management consulting to industrial systems engineering and information systems. The Group provides services to most industries, including the automotive, aeronautics, space and telecommunications sectors. Founded in 1982, Altran operates in 20 countries. In 2006, it generated a turnover of €1,495.4 million. (www.altran-foundation.org)
TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
10

The «Artificial Retina» project from Pr. José Sahel
Laureate of the Altran Foundation 2007 Award
Press release On Monday October 1st, the Award Ceremony took place at the Maison de la Chimie in Paris. On this occasion the name of the 2007Altran Foundation Award Laureate on the theme “Mending the human body, through technological innovation” was revealed. The Award went to the “Artificial Retina”project from Pr. José Sahel. After auditing the 6 finalists on September 7th, the jury headed by Pierre Tambourin - Chief Executive of Genopole - decided to reward the exceptional innovation supported by Pr. Sahel and his team.
AN “ARTIFICIAL RETINA” THAT ENABLES BLIND PEOPLE TO PARTLY RECOVER VISION Nowadays, 1.5 million people in the world suffer from retinal photoreceptor degeneration and this number is constantly increasing because of the extension of life expectancy. Professor Sahel and his team at the Vision Institute from the Quinze-Vingts hospital in Paris have set up an artificial retina. This project aims at enabling visually impaired and blind people to read big characters and to move in a limited space. The retinal prosthesis will be introduced at the original position of the photoreceptor to stimulate the remaining retinal cell layers and thus produce visual images. The current prototypes underline the need for a technological step at the tissue/implant interface. A multidisciplinary consortium - composed of physicians, ophthalmologists, chemists, micro-electricians, biologists, patients… - has therefore been constituted to produce retinal implants, new biocompatible diamond structures and highly photosensitive materials. Industrial partners will soon be involved with the project to handle production constraints regarding the prototypes’ realisation planned in 2009. The first artificial retina is intended to be available in 2011.
A UNIQUE AND ORIGINAL GRANT
A SCIENTIFIC AND TECHNOLOGICAL SUPPORT THAT COULD VALUE UP TO €1 MILLION!
As every year, the award winner will be offered a financial grant of €16.000 plus one year of technological and personalised support, for use in the furtherance of the project. More precisely, the winner benefits from the unique expertise and know-how of the 17.000 international consultants and managers at Altran, in terms of research and scientific innovation: technological development, design, industrialisation, cost optimisation, project management, market studies, marketing, partnership searches, fund raising, communication, multimedia, corporate strategy, ... An audit of the laureate project will be conducted soon in order to define the objectives of our collaboration.
SOME FIGURES ON THE 2007 AWARD This year again, the Altran Foundation Award has been a huge success. More than 500 people downloaded the application form on www.altran-foundation.org and finally 137 project leaders applied. During the different selection steps, the best 40 projects had been short listed in Mai and last June the 6 finalists were chosen.
(www.altran-foundation.org)
TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
11

Mission and action The mission
In 1996, the Altran group created the Altran Foundation for Innovation with a sole aim of :
Promoting technological innovation for the benefit of all.
This mission is in accordance with Altran’s policy to create and develop Technological Innovation Consulting. Since its creation in 1982, the Group has taken part in major innovations that have emerged over the last years and contributes to tomorrow’s innovations. Renewable energies, road safety, sustainable development are wide rang of subjects we tackle besides our clients.
As the European leader in Innovation Consulting, Altran has, naturally decided to make available its collaborators’ skills to all in order to:
• to promote the development of creative ideas • help and ensure project development • and finally guarantee achievement of these ideas
Our action
an international scientific competition
To accomplish this mission, the Altran Foundation organizes every year an international scientific competition on a specific theme, which rewards the most innovative project.
11 years of technological innovation for the interest of all:
- 1997 : Memory and heritage - 1998 : Pain and physical handicap - 1999 : Water quality and water access - 2000 : Food quality and safety - 2001 : Improving living conditions in urban areas - 2002 : Developing countries - 2003 : Early childhood - 2004 : Discovering, understanding and enjoying Science through innovation - 2005 : Overcoming social exclusion through scientific and technological innovation - 2006 : Technological innovation and energy - 2007 : Mending the human body through technological innovation
A recognized humankind commitment
The Foundation has gained a wealth of experience over the past 11 years.
This experience has been widely recognized, as evidenced by the 2006 Admical* - Fondation de France Award,, rewarding the originality and durability of the Altran Foundation’s actions.
Furthermore, the Altran Foundation has also been steadily supported by the European Commission.
*Association pour le Développement du Mécénat Industriel et Commercial - a corporate philanthropy association.
The reward Involving Altran's consultants and managers, this support is adapted to the laureate’s needs and covers all the areas of Altran know-how, in terms of research and scientific innovation:
• technologies development • design • industrialisation • costs optimisation • project management optimisation • market studies, marketing • partnerships researches, fund raising • communication, multimedia • corporate strategy • ...
A personalized support
The support process starts with an audit of the winning project by Altran to identify its strengths, its weaknesses, its opportunities and its risks. Then, with the laureates, the Altran team defines the objectives to reach during the year of support and the subsequent action plan. A team of expert consultants in their field is put in place. It can gather up to ten consultants, meaning its total value can reach 1 million euros.
After set-up phase, the consulting support can start. A real synergy builds up and final results are remarkable.
(www.altran-foundation.org)
TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
12

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
13
DEZVOLTAREA DE PRODUS ORIENTATĂ ASUPRA COSTURILOR PE ÎNTREG CICLU
DE VIAŢĂ AL ECHIPAMENTELOR
Ioan Dan Filipoiu*, Stephan Műller**, Alexandra Műller ***
*Universitatea “POLITEHNICA” Bucureşti, România, e-mail: [email protected] **EMC2 Computer Systems AG Zűrich, Elveţia, e-mail: [email protected]
***Credit Suisse Zűrich, Elveţia, e-mail: [email protected]
REZUMAT Pentru a optimiza din punct de vedere economic echipamentele de producţie, adiţional costului de achiziţie, în decizia de cumpărare, trebuie să se ia în considerare – acolo unde performanţa echipamentelor variază – diferite costuri şi venituri specifice diverselor etape din ciclul de viaţă al produsului. Necesitatea producătorilor de a ţine cont de costul ciclului de viaţă al echipamentului în faza de dezvoltare de noi produse devine importantă, deoarece tot mai mulţi clienţi decid să cumpere bazându-se pe analiza costurilor ciclului de viaţă şi cer informaţii legate de LCC de la producători. Scopul acestei lucrări este pe de-o parte de a sprijini utilizatorul în selectarea variantei optime dintre mai multe alternative, iar pe de altă parte oferă producătorilor metodologii aplicabile în dezvoltarea de produs pentru obţinerea unor configuraţii inovative de echipamente de producţie, raportate la calculul costului ciclului de viaţă. ABSTRACT In order to optimise procurement of production equipment from an economic point of view, in addition to acquisition cost, the procurement decision must also take into consideration such costs and – where performance of the production equipment varies – yields which result from the various life cycles of the investment good. The necessity of taking life cycle costs into account in the development of new machines and systems by the manufacturer becomes all the more urgent, the more customers make their procurement decisions on the basis of an LCC from the manufacturer. The goals of this paper are, on the one hand, supporting the operator in making a selection between various and on other hand for manufacturers provides a methodical framework for the development of innovative configurations of production equipment against the background of life cycle costs calculation. KEY WORDS: Life Cycle Costing; Optimised design; Product development; Manufacturer; Operator.
1. INTRODUCERE
Metoda Costului Ciclului de Viaţă (Life Cycle
Costing – LCC) a fost dezvoltată în SUA, în managementul proiectelor complexe de dezvoltare de produs, pentru calculul fezabilităţii economice a unor noi produse aflate în faza de concepţie [4]. Această idee iniţial formulată din punctul de vedere al utilizatorilor maşinilor şi sistemelor, producătorii au fost sfătuiţi să o folosească şi ei, pentru a putea calcula costul total al produsului pe întreg ciclul de viaţă din motive de politică a creşterii vânzărilor, iar apoi pentru a folosi aceste date în dezvoltarea produselor viitoare. Necesitatea producătorilor de a ţine cont de costul total al ciclului de viaţă (LCC) în faza de dezvoltare a maşinilor şi echipamentelor noi devine importantă, deoarece tot mai mulţi clienţi iau decizia de cumpărare bazându-se pe analiza LCC şi cer informaţii legate de LCC de la producători.
Configuraţia şi funcţionalitatea unui sistem tehnic, la fel ca şi materialele utilizate în procesul de fabricaţie, componentele cumpărate şi procese de producţie folosite, sunt toate stabilite în primele etape ale ciclului de viaţă al produsului. În diverse studii se arată că 70% până la 85% din costurile totale ale unui nou produs sunt stabilite prin decizii luate în faza de concepţie. Oricum, costurile care rezultă în urma deciziilor luate în dezvoltarea de produs şi de fabricaţie curentă au implicaţii majore în faza de utilizare şi exploatare a echipamentului. Din punctul de vedere al producătorului asta înseamnă că o maşină sau un sistem poate fi optimizat în termenii costului total, dacă performanţele şi costurile presupuse pe termen lung pot fi estimate şi luate în considerare. Devine clar faptul că determinarea costului ciclului de viaţă al unui produs poate fi făcut atât din perspectiva producătorului, cât şi a utilizatorului, a clientului. Trebuie făcută o distincţie

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
14
între cele două puncte de vedere: clientul este interesat să facă o selecţie între diversele oferte existente pe piaţă, iar producătorul trebuie să realizeze produse care să-i aducă profit şi să fie competitive. Drept urmare este necesar ca utilizatorul şi producătorul să dezvolte şi să aplice împreună, metode şi modele cu care – în funcţie de condiţiile specifice de aplicare – costurile pe de o parte şi performanţele şi beneficiile pe de altă parte, pot fi luate în considerare pe întreg ciclu de viaţă al produsului.
2. DEZVOLTAREA DE PRODUS
În multe domenii ale ingineriei desfăşurarea
activităţilor şi proceselor reprezintă rezultatul unei evoluţii istorice, care a marcat de-a lungul timpului aplicarea de legi şi principii ştiinţifice în desfăşurarea celor mai multe procese ale activităţii umane. Se poate spune că inginerul lucrează cu legi şi principii în realizarea activităţilor sale, între care este inclusă şi dezvoltarea de produs. Rezultă, de aici, componenta ştiinţifică a dezvoltării de produs.
Dezvoltarea de produs reprezintă una din
etapele semnificative ale ciclului de viaţă al unui
produs şi cuprinde totalitatea activităţilor desfăşurate în mod ştiinţific, prin aplicarea de legi, reguli şi principii ştiinţifice specifice, pornindu-se de la ideea de realizare a unui nou produs, clarificarea şi elucidarea temei şi încheindu-se cu omologarea şi certificarea acestuia cu scopul introducerii în fabricaţie. În dezvoltarea de produs, activităţile specifice, sunt într-o interacţiune continuă cu nivelul de cunoştinţe anterioare şi colaterale.
Pe de altă parte, activităţile desfăşurate în dezvoltarea de produs se realizează pe baza unor procese specifice care au caracter metodic.
Cel mai adesea, metodologia aplicată în desfăşurarea proceselor cuprinde paşi secvenţiali. Trebuie remarcat că metodologia include implicit latura ştiinţifică prin: aplicarea de legi, reguli şi principii ştiinţifice specifice, la care se adaugă adesea principii (reguli) ergonomice şi estetice.
Este relevant faptul că metodologia proceselor specifice dezvoltării de produs se bazează pe experienţă în domeniu. Spiritul creativ, intuiţia şi experienţa echipei de lucru sunt hotărâtoare sub aspectul calităţii produsului dezvoltat chiar în contextul aplicării principiilor ştiinţifice.
Fig. 1. Etapele şi activităţile specifice dezvoltării de produs
Dez
volta
rea
de p
rodu
s
Ideea şi tema pentru un nou produs Clarificarea şi elucidarea temei
Elaborare concepte, studii, metode, proceduri, analize tehnico-economice,
Elaborare planuri, scheme, documentaţii privind produsele şi tehnologiile. Elaborare referenţial iniţial
Proiectare, realizare, experimentare model experimental, model funcţional, prototip/ Instalaţie pilot. Definitivare referenţial.
Certificare prototip / Instalaţie pilot.
Cercetare industrială (aplicativă)
Dezvoltare experimentală (tehnologică)
Valorificarea rezultatelor la agenţi economici
Transfer tehnologic Consultanţă şi asistenţă tehnică. Elaborare documentaţie de analiză tehnico-economică. Transfer de cunoştinţe. Diseminare informaţii.
Proiectare serie zero. Pregătire de fabricaţie. Execuţie, experimentare şi certificate serie zero. Punere în fabricaţie.
Fabr
icaţ
ie
ACTIVITĂŢI ETAPE
Idee
a de
pro
dus
Piaţă-client (cerinţe social – economice)
PRODUS NOU
Organizaţie (resurse, ţintă – scop)
Mediu (resurse, protecţie, condiţii)
Practic, experienţa membrilor echipei este asociată cu aplicarea de legi şi principii ştiinţifice în cursa pentru
obţinerea unui nou produs, în timpul impus, având soluţii performante cerute de piaţă, la costuri minime

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
15
pe durata ciclului de viaţă, astfel încât să fie îndeplinite în totalitate exigenţele clientului. Aplicarea metodică a cunoaşterii, bazate pe experienţă, este determinantă pentru calitatea produsului dezvoltat şi pentru creşterea valorii de întrebuinţare a acestuia. Pornind de la ideea de realizare a unui nou produs etapele şi activităţile specifice dezvoltării de produs sunt prezentate în figura 1 [1], [2].
3. COSTUL CICLULUI DE VIAŢĂ
Costul Ciclului de Viaţă defineşte totalul costurilor generate de un sistem în timpul duratei sale de funcţionare, din punctul de vedere al utilizatorului. Această metodă ţinteşte optimizarea costului total şi vizează întregul sistem, dar şi activităţile şi procesele conexe ce se desfăşoară pe durata de funcţionare a echipamentului [3]. Metoda are în vedere:
• Prognoza: Costul ciclului de viaţă, ca şi urmărirea efectelor deciziilor alternative ce nu pot fi cuantificate în bani, trebuie să fie prevăzute. Aceasta permite o evaluare comparativă a alternativelor.
• Reprezentarea: Factorii ce urmează a fi calculaţi trebuie reprezentaţi în aşa fel încât să ofere un sprijin real procesului decizional.
• Explicarea: Relaţia între costuri şi producţie trebuie nu doar să fie recunoscută, ci să fie explicată, pentru că doar aşa se poate influenţa în mod activ costul şi calitatea.
• Design-ul: De la începutul procesului decizional, opţiunile variate de design optimizat şi influenţa acestuia asupra costului trebuie recunoscut, iar potenţialul de scădere a costului trebuie valorificat.
Domeniile de aplicare ale Costului Ciclului de Viaţă sunt foarte variate şi pot fi abordate astfel:
• Din punctul de vedere al utilizatorului prin:
- decizii asupra proceselor de producţie alternativă;
- decizii asupra conceptelor de producţie alternativă (de exemplu: producţie continuă sau discontinuă, numărul de linii de producţie etc.);
- decizii asupra conceptelor de mentenanţă şi logistică alternative.
• Din punctul de vedere al producătorului prin: - decizii asupra configuraţiilor alternative
ale echipamentelor de producţie (de exemplu: sisteme complementare de diagnoză, de automatizare pentru monitorizarea calităţii componentelor individuale şi a funcţiilor automate şi manuale);
- decizii asupra procedeelor alternative de refolosire şi reciclare a materialelor componente ale echipamentului realizat;
- decizii privind alegerea furnizorilor, respectiv a surselor alternative de achiziţii.
În Figura 2 sunt ilustrate diferite perspective ale producătorilor şi utilizatorilor cu privire la costurile echipamentelor de producţie pe întreaga durată de viaţă [2], [6]. Practica industrială arată că achiziţia echipamentelor de producţie este adesea caracterizată de opiniile divergente ale personalului din cadrul departamentelor: comercial, de producţie şi tehnic. Cu toate că specificaţiile echipamentelor sunt publicate cu detalii tehnice şi chestiuni legate de performanţă, acestea nu sunt suficiente pentru a lua o hotărâre privitoare la achiziţie, pe baza costurilor totale. În mod deosebit, acele caracteristici care conduc la costuri diferite în etapa de utilizare şi deci care au o influenţă substanţială asupra profitabilităţii, sunt comunicate pe cale verbală, ceea ce nu este suficient.
dezvoltare de produs şi fabricaţie durata de realizare a produsului
iniţiere planificare dezvoltare realizare
cost de producţie
cost pentru dezvoltare produs
preţul ţintă de vânzare a produsului
producător
Cos
tul
cicl
ului
de
viaţă
transfer – vânzare produs
durata de utilizare a produsului la beneficiar
preţul de cumpărare – valoarea investiţiei
cost mentenanţă
cost dezmembrare
cost operare
Fig. 2. Reprezentarea grafică a Costului pe întreg ciclul de viaţă al produsului
timp
utilizator
după utilizare
Cos
t

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
16
4. Condiţii de funcţionare / durata de viaţă
3. Stabilirea strategiei de mentenanţă
Procese de achiziţie şi aprovizionare Caiet de sarcini
Depunere de oferte
Acceptarea Analiza ofertelor
Înaintarea comenzii
1. Decizia pentru LCC
5. Identificarea factorilor relevanţi pentru LCC
2. Identificarea echipamentelor alternative de producţie
6. Înregistrarea costurilor şi a rezultatelor
7. Evaluarea documentelor obţinute
8. Luarea deciziei şi implementarea deciziei
Fig. 3. Influenţa LCC asupra proceselor de aprovizionare
Costurile totale ale echipamentelor alternative de producţie pe durata ciclului de viaţă, asigură faptul că, în afară de cerinţe de performanţă, calitate şi aspecte legate de fiabilitate, la fel ca şi costurile ce rezultă din operare şi mentenanţă, pot fi luate în considerare în decizia de cumpărare. Doar prin intensa colaborare a părţilor implicate, informaţiile necesare pot fi obţinute. În aceste condiţii, variantele alternative sunt identificate şi evaluate prin: procesarea informaţiilor şi o analiză amănunţită a documentelor elaborate. Figura 3 arată cum LCC se încadrează în ciclul de achiziţie. Factorii ce trebuie luaţi în considerare variază în funcţie de echipamentul de producţie ce urmează a fi achiziţionat. În paragrafele următoare sunt explicaţi paşii individuali ce trebuiesc făcuţi pentru achiziţie, reprezentaţi schematic în figura 3. Completările oferă ajutor pentru implementarea practică a lor. Pentru a putea decide dacă trebuie aplicată metoda LCC, trebuie răspuns la următoarele întrebări:
• Va genera echipamentul de producţie costuri recurente mari şi costuri ulterioare relative la costurile de achiziţie?
• Echipamentul de producţie are o durată de folosire îndelungată?
• Costurile ulterioare achiziţiei devin semnificative pe măsura trecerii timpului?
• Echipamentul de producţie necesită cheltuieli mari după ce este scos din folosinţă?
• Există vre-un potenţial de reducere a costurilor care să poată fi identificat prin aplicarea LCC?
Dacă la aceste întrebări se răspunde mai mult cu „da”, atunci se poate presupune că este utilă aplicarea LCC. Trebuie notat faptul că respectivele răspunsuri depind de discreţia subiectivă a celui ce ia decizia, şi deci, poate fi folosit în special pentru a aduce argumente împotriva utilizării LCC. Obiective clasice pentru care se aplică LCC în urma răspunsurilor pozitive la întrebările de mai sus sunt: sisteme mari, echipamente de producţie, clădiri, infrastructură pentru transport sau vehicule. Timpul şi efortul depus pentru achiziţia si evaluarea de date erau destul de mari în trecut, dar pe măsură ce se foloseşte din ce în ce mai mult tehnica modernă de calcul, acest aspect nu mai este relevant în multe dintre cazuri. Chiar şi din punctul de vedere al producătorului, accesul la informaţii relevante a devenit mult mai facil, datorită orientării către client. Din acest motiv, aplicarea LCC devine fezabil din punct de vedere economic pentru o gamă largă de echipamente de producţie. Exemplu: Se explică criteriile pentru aplicarea LCC pentru produsul „motostivuitor”. Costul mentenanţei pentru benzile transportoare (peste 16% din costul total) este foarte ridicat în comparaţie cu alte echipamente de producţie. De aceea, în multe cazuri merită ca în procesul de achiziţie să se facă o comparaţie între un motostivuitor care ar lucra în mod frecvent la capacitatea de încărcare maximă, şi unul care are capacitate de încărcare mai mare. Chiar dacă motostivuitoarele mai puternice necesită în general o investiţie mai mare, vehiculele care

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
17
lucrează în mod constant la capacitatea maximă tind să se defecteze mai des. În practică, s-a observat că atunci când costul total pe durata ciclului de viaţă este luat în calcul, versiunea mai puternică este de multe ori mai economică.
În general, folosirea LCC, din punctul de vedere al utilizatorului, serveşte ca ajutor în luarea unei decizii cu privire la echipamentele alternative de producţie. Pentru acest scop, echipamentul de producţie aflat pe piaţă, care corespunde cerinţelor, trebuie identificat. Este obligatoriu îndeplinirea cerinţelor din caietul de sarcini privitoare la performanţă şi calitate, pentru a fi eligibil într-o analiză ulterioară. Această primă selecţie adesea se face pe baza datelor legate de performanţă. Dacă datele despre performanţele echipamentelor
alternative de producţie se potrivesc cu cerinţele, analiza LCC poate să contribuie la găsirea alternativei optime din punct de vedere economic. Pentru a putea face o prognoză despre costurile de mentenanţă, trebuie stabilită o strategie de analiză a mentenanţei printr-o colaborare între producător şi utilizator. Strategia de mentenanţă se stabileşte în funcţie de principiile de bază ce vor fi aplicate procesului de mentenanţă, aşa cum se arată în figura 4 [5]. O gamă variată de factori de influenţă trebuie luaţi în considerare pentru această decizie. O importanţă deosebită o au:
- disponibilitatea tehnică convenită între părţi; - operaţiile de service se vor face de
personalul propriu, sau aceste sarcini se externalizează.
Strategia de mentenanţă
Strategia de mentenanţă corectivă Strategia de mentenanţă preventivă
Mentenanţă planificată periodică
Mentenanţă predictivă
Mentenanţă în funcţie de condiţii
Eliminarea defectelor când apar
Mentenanţă diferenţiată
Utilizarea sistemelor redundante
Fig. 4. Strategia privind mentenanţa produsului
Rezultatele variatelor consideraţii asupra strategiei de mentenanţă trebuie aplicate şi luate în considerare pas cu pas. Strategiile alternative de mentenanţă pot fi şi ele analizate cu ajutorul LCC. Pe lângă specificaţiile tehnice şi datele legate de performanţă, mai trebuie specificate condiţiile de funcţionare sub care sistemul va fi folosit şi durata de funcţionare a acestuia. De aici rezultă mai multe interdependenţe, care vor fi explicate pe scurt în cele ce urmează. Condiţiile de funcţionare specifice pot fi caracterizate prin: frecventa utilizării, intensitatea utilizării, mediul de lucru, şi condiţiile ambientale. Aceştia sunt factori cu influenţă puternică asupra fiabilităţii unui sistem. Asta înseamnă că, condiţiile de funcţionare specifice în care lucrează echipamentul de producţie, influenţează în mod direct operaţiunile de mentenanţă, si deci costul mentenanţei şi producţiei. Condiţiile de funcţionare relevante pentru mentenanţă pot fi descrise în concordanţă cu standardul VDI 2885 [7]. Informaţiile din fişa tehnică şi specificaţiile producătorului pot fi folosite pentru determinarea condiţiilor de funcţionare. Descrierea condiţiilor de funcţionare trebuie privite de către cumpărător ca un service preliminar, care permite producătorului să furnizeze date concrete despre cerinţele de mentenanţă. În prezent, un producător competent, orientat spre client, poate să furnizeze aceste date.
Costurile de mentenanţă pot fi previzionate pe baza cerinţelor de mentenanţă specifice. Descrierea condiţiilor de funcţionare este de asemenea necesară pentru a previziona cheltuielile de operare, ca şi câştigurile din diversele stadii de viaţă a produsului. Pentru a simplifica aplicarea LCC se poate presupune că, condiţiile de funcţionare rămân constante de-a lungul duratei de funcţionare. Cu toate acestea, nu este o condiţie în sine ci doar ridică semne de întrebare cu privire la timpul şi efortul ce trebuiesc depuse. Durata de funcţionare planificată este principala referinţă legată de timp pentru o aplicaţie LCC şi un factor decisiv când vine vorba de a opta între ofertele diverşilor producători de echipamente de producţie. Acest factor care intervine în planificare, determină de exemplu, dacă un echipament de producţie cu un preţ de achiziţie mai mare, dar cu costuri mai mici de operare, întreţinere şi casare, reprezintă o alternativă viabilă din punct de vedere economic faţă de procurarea unui echipament la preţ iniţial mai redus, dar cu costuri de întreţinere mai mari. Determinarea duratei de viaţă planificate a echipamentelor de producţie este influenţată de o gamă largă de factori, cum ar fi: pronosticul de marketing şi vânzare, avantaje tehnologice, sau decizii strategice. Din această cauză, determinarea duratei de funcţionare trebuie acceptată ca un criteriu de comparaţie. Cum numeroşi factori intervin în determinarea duratei de funcţionare planificată a

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
18
echipamentelor de producţie, este recomandat ca toţi factorii de decizie relevanţi dintr-o companie să fie implicaţi în estimarea duratei de funcţionare planificate. Trebuie luată o decizie individuală în cazul fiecărei achiziţii cu privire la costuri şi alţi factori ce nu pot fi cuantificaţi în termeni monetari de care trebuie să se ţină cont în evaluarea alternativelor. Costurile relevante şi restul factorilor trebuie determinate în comun de către departamentele comerciale şi tehnice implicate în procesul de achiziţie. Cum timpul şi efortul necesare pentru stabilirea unui LCC în general cresc cu numărul tipului de costuri şi de criterii de care trebuie să se ţină cont, aceste costuri şi factori în special trebuie să fie aduşi în atenţie numai dacă sunt cu adevărat relevanţi, adică dacă au cu adevărat o influenţă substanţială la costul total estimat şi deci dacă au un rol în diferenţierea diverselor variante posibile. Evaluarea echipamentelor de producţie alternative este bazată în principal pe compararea costurilor şi veniturilor anticipate pentru întregul ciclu de viaţă. Metodele statice de analiză sunt folosite frecvent în practica industrială datorită modului simplu de aplicare; totuşi există opinii contradictorii despre avantajele lor. Această abordare conduce la o situaţie în care numai veniturile şi cheltuielile care intervin pe durata ciclului de viaţă sunt luate în considerare. În realitate, veniturile şi cheltuielile nu sunt uniform distribuite pe perioada de viaţă, astfel încât va trebui luată în calcul o perioadă medie. Această perioadă medie nu oferă concluzii despre plăţile pe durata de funcţionare. În metodele statice, dobânda şi lichidităţile rezultate în urma plăţilor şi veniturilor sunt ignorate, deoarece aceste metode nu iau în considerare factorul de timp. În contrast cu metodele statice, metodele dinamice se bazează pe observarea duratei de utilizare totale. Această abordare corespunde unei viziuni largi a metodei Costului Ciclului de Viaţă, deoarece timpul total de funcţionare este luat drept bază. Factorii calitativi, cum ar fi timpul de livrare, poziţionarea producătorului pe piaţă, certificarea furnizorilor, trebuie aplicate în alte metode de evaluare. Pentru evaluarea factorilor calitativi, literatura de specialitate descrie metode – de exemplu analiza beneficilor – care şi-au demonstrat utilitatea în practica industrială. Este de notat faptul că, prin comparaţie cu analiza LCC, evaluarea factorilor calitativi trebuie făcută pe baza unui consens între părţile implicate. Evaluarea făcută reprezintă o bază în luarea unei decizii pentru alternativa de achiziţie potrivită. Decizia de a cumpăra un echipament de producţie se bazează pe un pronostic, şi de aceea o contribuţie importantă o are managementul riscului. Modelul de analiză prezentat este potrivit pentru a reduce gradul de incertitudine, şi pentru a lua în considerare aspectele importante legate de mentenanţă.
Pentru creşterea pe viitor a fiabilităţii metodei LCC, se poate face o analiză a sensibilităţii. Scopul analizei sensibilităţii este de a demonstra cum sunt interconectaţi parametrii folosiţi în analiza LCC şi rezultatele realizate.
4. CONCLUZII
Creşterea performanţelor echipamentelor de
producţie impun atât producătorilor cât şi utilizatorilor analiza Costului Ciclului de Viaţă al produselor pentru eficientizarea activităţilor la nivelul agenţilor economici.
În dezvoltarea de produs cel care concepe un nou echipament de producţie trebuie să ia în calcul nu numai costul de producţie şi preţului de vânzare, ci şi a costul total pe întreg ciclu de viaţă. El trebuie să fie orientat asupra pieţei, a potenţialilor clienţi, a condiţiilor ecologice şi a implicaţiilor utilizării produsului asupra mediului
Utilizatorul în procesele de achiziţie şi aprovizionare trebuie să facă o analiză a Costului Ciclului de Viaţă pentru variantele alternative de echipamente de producţie existente pe piaţă în condiţiile globalizării şi a tehnologiei informatice existente. El trebuie să aibă în vedere nu numai costul de cumpărare, aprovizionare, de transport, ci şi cheltuielile de punere în funcţiune, de pregătire a personalului, de exploatare, de protecţie a mediului, de menţinere în bună funcţionare, de întreţinere şi reparaţii, de scoatere din funcţionare, de dezmembrare şi de dezafectare.
BIBLIOGRAFIE
1. Filipoiu I.D., Transferul tehnologic – strategie promovată de
Programul RELANSIN, în Transferul tehnologic prin Programul RELANSIN proiecte realizate vol.1, Bucureşti, 2006, pag. 9 – 11.
2. Filipoiu I.D., Meier M., Kunz A., Müler St., - Tehnologii şi utilaje tehnologice * Fabricaţie şi costuri, ed. PRINTEH Bucureşti, 2003.
3. Gűnther, T., Life Cycle Costing, WISU Das Wirtschaftsstudium, 10/1997, pp. 900-912.
4. Kremin-Buch, B., Strategisches Kostmanagement – Grundlagen und moderne Instrumente. Wiesbaden, Gabler Verlag, 1998.
5. * * *DIN EN 13306:2001 – 09 Begriffe der Instandhaltung, Dreisprachige Fassung EN13306:2001 (Maintenance terminology, Trilingual version EN 13306:2001),Berlin, Beuth Verlag.
6. * * *VDI 2884:2005 Beschaffung, Betrieb und Instandhaltung von Produktionsmitteln unter Anwendung von Life Cycle Costing (LCC), Berlin, Beuth Verlag.
7. * * * VDI 2885:2003-12, Einheitliche Daten fűr die Instandhaltungsplanung und Ermittlung von Instandhaltungskostenş Daten und Datenermitlung, Berlin, Beuth Verlag.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
19
CERCETARI PRIVIND MODELAREA SI SIMULAREA PROCESULUI DE NANOFINISARE A SUPRAFETELOR
COMPLEXE PRIN CURGERE ABRAZIVA CU MEDII DE LUCRU REOPECTICE
Valeriu Avramescu1, Nicolae Ionescu2, Norvegia Elena Avramescu3, Constantin Dogariu4, Gheorghe Orasanu1, Aurelian Visan2, Adrian Dimon3, Roxana Grejdanescu1, Loredana Theodora Paun1, Catalin Horia Orasanu1 1SC ICTCM Institutul de Cercetare si Proiecatre Tehnologica pentru Constructii Masini SA Bucuresti; vavramescu@ ictcm.ro 2Universitatea Politehnica – Centrul de cercetare, Consulting si Asistenta Tehnica in Ingineria Materialelor si Sudura CAMIS, Bucuresti; 3Institutul de Cercetare Dezvoltare pentru Sectoare Calde INTEC Bucuresti; 4SC Tehnicom Group-D SRL Bucuresti REZUMAT Prezenta lucrare are la baza dezvoltarea unui concept integrator de nanoprelucrare AFM, in special nanofinisare prin medii ce utilizeaza nanomateriale, realizarea unei tehnologii si a unui echipament de nanofinisare a suprafetelor complexe folosind medii de lucru reopectice.
CUVINTE CHEIE : modelare, simulare, nanofinisare, suprafete complexe, curgere abraziva, medii de lucru reopectice
ABSTRACT This paper presents a new integrator concept about nanoprocessing AFM, specially nanofinishing, using nanomaterials medium and using technologies and equipment for nanofinishing complex surfaces with rheopectics mediums. KEY WORDS : modelling, simulation, nanofinishing, complex surfaces, abrasive flow, rheopectics mediums
.
1. INTRODUCERE Prezenta lucrare are la baza dezvoltarea unui
concept integrator de nanoprelucrare, in special nanofinisare prin medii ce utilizeaza nanomateriale, realizarea unei tehnologii si a unui echipament de nanofinisare a suprafetelor complexe folosind medii de lucru reopectice, care sa asigure o productivitate superioara celei obtinute prin aplicarea tehnologiei actuale si sa fie o tehnologie perfect ecologica, comparativ cu tehnologiile similare de pe plan mondial. Proiectul este relevant pentru dezvoltarea premiselor unei tehnologii specifice fabricatiei pieselor cu suprafete complexe care necesita nanofinisarea in industrii precum cea alimentara, electronica, realizarea de stante si matrite, farmacie, medicina etc.
2. PROCEDEUL DE NANOFINISARE A SUPRAFETELOR COMPLEXE PRN CURGERE ABRAZIVA CU MEDIU DE LUCRU REOPECTICE
Există, pe plan mondial, un efort constant de reducere
a costurilor producţiei în paralel cu ridicarea nivelului calitativ al produselor. Procedeele de nanoprelucrare sunt încă în fază de cunoaştere din lipsa unor concepte clare corelate cu o bază tehnico-ştiinţifică corespunzătoare. Procedeul de “Prelucrare prin Curgere Abrazivă” (Abrasive Flow Machining - A.F.M), utilizează un mediu de lucru reopectic care, conform denumirii, are drept proprietate fundamentală creşterea vâscozităţii la acţiunea unor forţe de compresiune.
Prin procedeul AFM pot fi finisate suprafeţe şi muchii prin extrudarea unui mediu abraziv cu vâscozitate variabilă, dependentă de presiunea la care este supus, direcţionat corespunzător pe zonele în care se doreşte realizarea finisării. Procesul de finisare prin abraziune se produce numai în porţiunile în care mediul

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
20
de lucru este direcţionat şi forţat să curgă prin secţiunea mai mică a suprafeţei care se prelucrează, fără a fi afectate alte suprafeţe.
In principiu, pentru o slefuire cu un mediu reopectic, de o anumita consistenta, este nevoie ca acesta din urma sa fie directionat, printr-un ajutaj, pe suprafata piesei ce se doreste a fi finisata. In functie de proprietatile materialului din care este confectionata piesa ale carei suprafete vor fi slefuite, de caracteristicile mediului reopectic si de calitatea ce se doreste a fi obtinuta in urma operatiei, se vor determina numarul de cicluri corespunzatoare. Astfel, cu ajutorul acestui mediu reopectic, se pot obtine finisari chiar si in zona nano.
Mediul de lucru folosit pentru realizarea prelucrarilor este un mediu reopectic si consta intr-un polimer in care se afla in dispersie particule abrazive intr-o anumita concentratie.
Granulele utilizate la prelucrarea prin curgere abraziva sunt din cele utilizate in mod frecvent: granule din carbura de siliciu, carbura de bor sau oxid de aluminiu si diamant.
Obiectivele principale urmarite sunt: • sa asigure o nanofinisare-curatare de
calitate ridicata; • sa permita realizarea unui grad marit
de flexibilitate in organizarea tehnologica;
• fiabilitate mare si pret de cost redus; • ecologizarea procesului, • protectia operatorilor umani.
Dintre avantajele aplicarii acestei tehnologii se pot enumera:
• obtinerea unei suprafete cu rugozitate foarte mica;
• productivitate mare obtinuta prin automatizarea intergrala a operatiei;
• flexibilitate mare prin aplicarea unei game dimensionale diverse de piese cu investitii minime;
• tehnologie nepoluanta cu respectarea normelor de protectie a mediului.
3. ELEMENTE CONSTRUCTIVE
SI METODE DE ANALIZA STRUCTURALA A
COMPONENTELOR PRINCIPALE
Sasiul echipamentului de prelucrat prin curgere abraziva se comporta ca un batiu pentru sistem, pe acesta asezandu-se celelalte elemente ale masinii, determinand astfel orientarea piesei de prelucrat precum si rezistenta sistemului in fata fortelor care apar in proces, sasiul reprezentand elementul fundamental de rezistenta a sistemului.
Cu ajutorul programului Catia v 5, editia 16, mai precis cu ajutorul modulului Analysis & Simulation, Generative Structural Analysis, s-a realizat o analiza structurala a sasiului, incercand sa se obtina o imagine precisa a fortelor principale la care acesta este supus precum si comportamentul in timpul prelucrarii. Aceasta analiza cu element finit este necesara pentru a gasi metoda cea mai buna de fabricare a elementului principal de rezistenta sau de a gasi solutii care sa contracareze efectele deformarilor ce apar in sistem, deoarece o rezistenta scazuta si implicit o deformare a sasiului, poate conduce la o prelucrare cu randament scazut prin scaderea presiunii de extrudare a mediului reopectic, la o prelucrare nedorita a unor susprafete, precum si la cedarea sistemului in timp ca urmare a solicitarilor la oboseala.
Pe sasiul masinii sunt montati cilindrii care creaza preziunea si imping mediul de lucru prin orificiile piesei de prelucrat, tijele cu ajutorul carora se transmite miscarea catre cilindrii, piesa de prelucrat precum si alte elemente care fac posibila realizarea ansamblului.
Cunoscand solicitarile care apar in sistem precum si constrangerile intre elemente, softul realizeaza reteaua de analiza formata din noduri si elemente, obtinandu-e o structura optimizata a modelului pentru a oferi, la final, date vizuale asupra evolutiei eforturilor precum si date numerice cu ajutorul carora se pot trage concluzii functionale.
Prin reducerea modelului la o retea de elemente unitare programul ofera informatii despre tensiunile la care este solicitat fiecare nod de retea, precum si o valoare maxima a acestora cu localizarea exacta a nodului in care sunt exercitate.
Primul pas al analizei a constat in realizarea modelului CAD si importarea acestuia in modulul Analysis & Simulation, urmand apoi algoritmul propriu-zis. Pasul urmaror a fost realizat prin aplicarea asupra modelului a constrangerilor si legaturilor dintre elemente pentru a-i preciza programului gradele de libertate admise si natura legaturilor care fac posibila constructia, considerand placa de baza a sasiului ca fiind incastrata deoarece, in realizate, aceasta este rigida, fara grade de libertate.
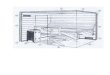
In Figura 1 este prezentata reteaua cu noduri si elemente si zonele de solicitare extrema ale sasiului, iar in Figura 2 sunt prezentate rezultatele aplicarii fortei asupra sasiului.
Avand in vedere rezultatele obtinute in urma analizei celor doua solutii constructive, se observa ca in zona de imbinare ale celor doua elemente principale care alcatuiesc sasiul, nodurile si elementele retelei sunt cel mai mult solicitate, exprimand in realitate o solicitare extrema a materialului in acele zone; in acelasi timp, alte zone raman nesolicitate; exista astfel riscul unei ruperi la oboseala in zona de imbinare sau o comportare neadecvata a sasiului, ceea ce poate duce la o functionare incorecta.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
21
Astfel se constata nevoia unei solutii care sa faca posibila reducerea solicitarii materialului sau
anularea fortelor din sistem.
Figura 1. Reteua de noduri si zonele de solicitare extrema
Figura 2. Rezultatele aplicarii fortelor de vascozitate
4. MODELARE ŞI SIMULARE PROCESE TEHNOLOGICE
SPECIFICE DE NANOFINISARE CU MEDII REOPECTICE
Simularea proceselor de nanofinisare utilizând
medii reopectice reprezintă un domeniu nou în inginerie. Mediul fluid este o structura complexă de diverse fluide în combinaţie cu particule solide de foarte mici dimensiuni. Corectitudinea rezultatelor
simulării depinde foarte mult de definirea corectă a caracteristicilor materialului reopectic. Suspensia de particule solide foarte fine este dificil de modelat.
Pentru o cat mai bună corelare cu rezultatele experimentale, modelul teoretic iniţial a fost realizat ca model 3D al sistemului experimental, figura 3, astfel încât rezultatele teoretice să poată fi comparate cu cele experimentale.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
22
Figura 3. Model dispozitiv pentru nanofinisare AFM. Componente
1 – Piesa de prelucrat; 2 – Caseta pentru fixarea piesei formată din două piese; 3 – Corp dispozitiv cu două flanşe; 4 – Cilindri pneumatici (reprezentaţi simplificat); 5 – Nipluri de legătură ale cilindrilor pneumatici cu corpul dispozitivului; 6 – Fluid reopectic.
Principiul de lucru al dispozitivului constă în vehicularea fluidului prin alezajul piesei, de către pistoanele celor doi cilindri acţionaţi pneumatic. În funcţie de presiunea şi de debitul aerului din cei doi cilindri, mediul reopectic va trece prin alezaj cu o anumită
presiune şi cu o anumită viteză. Presiunea fluidului va da apăsarea nanoparticulelor pe suprafaţa prelucrată, iar viteza va determina gradul de finisare.
Figura 4. Modele simplificate ale dispozitivului de nanofinisare AFM
Pozitia 1 reprezintă mediul reopectic, 2 sunt pistoanele din cilindrii pneumatici care vehiculează fluidul reopectic, iar 3 reprezintă modelul aerului din cei doi cilindri.
În cea de-a doua imagine se prezinta si modelul simplificat al dispozitivului de nanofonisare.
Analiza procesului de nanofonisare s-a făcut utilizând sistemul de analiză ANSYS CFD, iar modelul discretizat al mediului reopectic este reprezentat in figura 5.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
23
Figura 5. Modelul discretizat al mediului reopectic
În figurile următoare este reprezentată variaţia unor parametri pe timpul rulării
programului până la atingerea convergenţei soluţiilor.
Figura 6. Media maselor şi momentelor
Figura 7. Variatia vâscozităţii cu viteza
Figura 8. Transferul de căldură
Figura 9. Turbulenţe
(Disipare Eddy şi Energie cinetică)

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
24
Toate acestea au fost obţinute doar într-o singură analiză. La fiecare modificare, diagramele se schimbă în funcţie de parametrii procesului de lucru.
În urma analizei prin metoda elementelor finite se determină variaţiile presiunii, variaţiile vitezei precum şi turbulenţele ce apar în orice punct al domeniului analizat. Prin interpretarea acestor rezultate se poate vedea dacă procesul de nanofinisare se desfăşoară în bune condiţii. Prin
modificarea parametrilor de intrare se poate deduce cum aceştia influenţează procesul de nanofinisare, ceea ce se prezinta in detaliu in cele ce urmeaza.
S-a efectuat o simulare a procesului luandu-se ca presiune de lucru, pentru aer, o valoare de 6 bari (asupra pistonului care împinge) şi o contra-presiune de 1,5 bari asupra celuilalt piston. De acest culpu de presiuni depinde foarte mult desfăşurarea procesului.
Figura 10. Variaţia presiunii in masa de fluid
reopectic
Figura 11. Detaliu variaţie presiune în zona piesei
de finisat
Figura 12. Apăsarea exercitată asupra pereţilor alezajului de către fluidul reopectic
In figurile 10 si 11 se poate observa ca variatia
presiunii in masa de fluid reopectic este uniform distribuita insa, in zona suprafetei de prelucrat apar turbulente care modifica presiunea si efectul acesteia trebuie luat in considerare. In figura 12 se observă că în zona piesei apasarea este mult mai mare decât in celelalte zone ale dispozitivului, iar maximul are orientare in jos.
O analiza primara a fenomenului simulat arata ca exista posibilitatea unei prelucrari neuniforme a suprafetei alezajului, ceea ce aduce prejudicii asupra prelucrarii propriu-zise dar, exista si un
potential de uzura a anumitor suprafete ale dispozitivului cu repercursiuni asupra parametrilor procesului care nu mai pot fi controlati.
Situatia nu este acceptabila impunandu-se conditii specifice de constructie a dispozitivului si omogenitate a mediului.
O analiza a variaţiilor vitezei fluidului de lucru în diferite zone ale dispozitivului va da mai multe informatii asupra solutiilor constructive ce trebuie adoptate. In figura 13 se prezinta variatia vitezei fluidului de lucru.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
25
Figura 13. Variatia vitezei in zona de diametru minim (vmax =12,73 m/sec)
In figurile 13a si 13b sunt detaliate zonele de viteza interesante. Se constata că în zonele de colţ suprafeţele nu sunt bine acoperite de fluid, iar particulele abrazive pentru finisare nu ajung să
lucreze eficient în acele zone. Se recomandă creşterea contrapresiunii, ceea ce simularea a confirmat).
Figura 13a. Detaliu a
Figura 13b. Detaliu b
Variatia vitezelor liniilor de curent ale fluidului
de lucru are caracter de neregularitate si neliniaritate in zonele in care diametrul curgerii se micsoreaza.
Teoretic s-ar putea presupune ca exista aglomerari de particule, neomogenitati ale mediului, comportament neliniar al curgerii, constrangeri constructive prin ingustare rapida a ajutajului, parametrii de lucru necorelati cu parametrii de proces, aparitia de fenomene suplimentare neluate in calcul precum variatia necontrolata a vascozitatii si comportamentul real al mediului reopectic.
In figurile 13c si 13d se prezinta detalii mai pronuntate privind zona cea mai ingusta a ajutajului de curgere, chiar din zona de intrare-iesire in ajutajul piesei de prelucrat, o bucsa in acest caz. Se poate observa o curgere nelaminara in zona de prelucrare a piesei iar suprafata reala prelucrata are mici neregularitati observabile la microscop (vezi figura 13c). In figura 13d sunt observabile liniile de viteza specifice curgerii, cu o aglomerare centrala si rarefiere sau chiar lipsa locala pe diametrul exterior.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
26
Figura 13c. Detaliu c
Figura 13d. Detaliu d
In figura 13e sunt mai bine detaliate curbele de viteza, observandu-se zone de aglomerare a acestora. Interesant este faptul ca in zonele unde curbele de viteza sunt mai multe exista si o incalzire locala a mediului de lucru.
In figura 13f sunt prezentate liniile de curgere ale particulelor abrazive, adica traiectoriile de lucru ale acestora. Si aici se observa ca exista o mai mare
distributie a particulelor abrazive in zona centrala ceea ce indica o neomogenitate a mediului de lucru. In aceeasi unitate de timp, unele particule parcurg o distanta mai mare decat altele, ceea ce induce ideea ca prelucrarea este data de actiunea combinata a foarte multe microaschieri ale particulelor abrazive ca urmare a cresterii vascozitatii locale a mediului.
Figura 13e. Detaliu e Figura 13f. Detaliu f
Cresterea vascozitatii locale a mediului de
lucru nu ar trebui sa aibă loc. Prelucrarea AFM presupune o crestere uniforma si in masa a vascozitatii, crestere care sa confere mediului forte de aschiere de aceeasi intensitate pentru a se produce prelucrare uniforma si liniara.
Orice discontinuitate a vascozitatii duce la variatia presiunii care actioneaza asupra particulei abrazive si deregleaza traiectoria acesteia si induce variatii a curbelor de viteza.
In figura 13g se prezinta o sectiune transversala intr-o zona de curgere ingustata. Se observa ca exista o distributie a vitezelor nesimetrica. In modelul de analiza s-a considerat o
distributie aleatoare pentru particulele abrazive, omogenitatea mediului de lucru presupunandu-se dicil de obtinut in realitate.
Se pot face insa unele observatii legate de faptul ca
exista o deplasare a liniilor de curent catre exterior, in sensul actiunii microaschierii, cresterea vascozitatii actionand radial. Datorita vitezelor neliniare si actiunii aleatorii a particulelor abrazive, in aceeasi sectiune doar unele sectoare asigura prelucrabilitate. Daca, in timp, situatia se prezinta de acelasi aspect, zone din suprafata raman neprelucrate suficient ceea ce ar putea conduce la nerealizarea procesului de prelucrare la parametrii doriti.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
27
Figura 13g. Detaliu g
Trecerea fluidului cu viteză prin ajustajele piesei şi ale dispozitivului conduce la încălzirea, atât a fluidului, cât şi a pieselor metalice. Aceasta influenta este importanta deoarece poate induce
aspecte care modifica procesul de prelucrare. În figurile 14, 14a, 14b, 14c si 14d este reprezentată variaţia temperaturii în domeniul analizat, inclusiv detalii reprezentative si explicative.
Figura 14. Variatia temperaturii in procesul AFM In cazul analizat variatia temperaturii atinge
valoarea de aprox. 20oC, ceea ce nu inflenteaza foarte mult materialele din care sunt confectionate
elementele dispozitivului dar influenteaza vascozitatea mediului.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
28
Figura 14a. Detaliu a
Figura 14b. Detaliu b
In figura 14a se observa ca are loc o crestere a
temperaturii dupa intrarea in ajutajul piesei de prelucrat si, mai ales, in zona de iesire din acest ajutaj. Aceasta conduce la o prelucrare buna la intrarea in zona de prelucrare si o prelucrare mai slaba la iesire, lucru confirmat si practic.
Cresterea de temperatura de aproape 20oC conduce la variaţia importanta a vâscozităţii fluidului, dar şi la o modificare a turbulenţelor ce apar, aşa cum rezultă din figurile 14 b, 14c si 14d.
Figura 14c. Detaliu c
Figura 14d. Detaliu d

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
29
5. CONCLUZII
Pe plan mondial finisarea prin curgere abrazivă este larg utilizată pentru operaţii precum debavurarea, lustruirea, şi rotunjirea muchiilor în domenii ca industria aeronautică, construcţia de automobile, prelucrarea ştanţelor şi matriţelor etc.;
Una dintre cele mai importante aplicaţii o constituie lustruirea orificiilor de foarte mici dimensiuni ale injectorelor de combustibil cu avantaje privind creşterea randamentului şi reducerea emisiei de noxe a motorului;
În literatura de specialitate există foarte puţine preocupări privind modelarea şi optimizarea procesului de prelucrare prin curgere abraziva;
Datorita utilizarii unui program CAD pentru proiectarea echipamentului, adica CATIA versiunea V5 R16, se pot face simulari ale functionarii intregului echipament ce pot preveni eventualele neconcordante intre elementele ce il compun precum si modificarea si imbunatatorea continua a acestuia;
Datorita flexibilitatii programului de proiectare se poate modifica intregul sistem in functie de cerinta pietii, de tipo-dimensiunile pieselor de prelucrat si de modul de actionare a echipamentului pe diferite tipuri de masini.
Realizarea unor modele care să permită simularea procesului de nanofinisare cu fluide reopectice confirma posibilitatea determinarii parametrilor ce
influenţează procesul de nanofinisare (presiune, viteză, temperatură, vâscozitate, turbulenţe etc.). Cunoasterea dependenţei între aceşti parametri şi calitatea suprafeţelor prelucrate, cunoasterea bilanţului energetic al procesului si analiza mai multor medii reopectice bazate pe constituenti diferiti va permite o aprofundare a analizei procesului si optimizare prin simulare adaptiva a acestuia.
BIBLIOGRAFIE
[1]. Liebke, W.R., Method of Removing Excess Overlay Coating from within Cooling Holes of Aluminide Coated Gas Turbine Engine Components, Brevet USA.
[2]. Petri, K. L., Billo, R.E., Bidanda, B., Neural network process model for abrasive flow operations, Journal of Manufacturing Systems, Vol. 17, No.1, 1998.
[3]. Perry, K.E. Abrasive Flow Machining Method and Tooling, Brevet USA.
[4]. Rhoades, L.J., Method of Controlling Flow Resistance in Fluid Orifice Manufacture, Brevet USA.
[5]. Rhoades, L.J., AFM International, the Materials Information Society. operations, Journal of Manufacturing Systems, Vol. 17, No.1, 1998.
[6]. Rhoades, L.J., Brocess and Apparatus of Abrading by Extrusion, Brevet USA.
[7]. Ionescu. N., Curs Tehnologii Speciale, U.P.B., Romania.
[8]. Internet, http://www.extrudehone.com/
QUICK INFO
Intelligent software helps build perfect robotic hand
Scientists in Portsmouth and Shanghai are working on intelligent software that will take them a step closer to building the perfect robotic hand.
Using artificial intelligence, they are creating software which will learn and copy human hand movements.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
30
They hope to replicate this in a robotic device which will be able to perform the dexterous actions only capable today by the human hand.
Dr Honghai Liu, senior lecturer at the University of Portsmouth’s Institute of Industrial Research, and Professor Xiangyang Zhu from the Robotics Institute at Shanghai Jiao Tong University in China, were awarded a Royal Society grant to further their research.
The technology has the potential to revolutionise the manufacturing industry and medicine and scientists hope that in the future it could be used to produce the perfect artificial limb.
“A robotic hand which can perform tasks with the dexterity of a human hand is one of the holy grails of science,” said Dr Honghai Liu, who lectures artificial intelligence at the University’s Institute of Industrial Research. The Institute specialises in artificial intelligence including intelligent robotics, image processing and intelligent data analysis.
He said: “We are talking about having super high level control of a robotic device. Nothing which exists today even comes close.”
Dr Liu used a cyberglove covered in tiny sensors to capture data about how the human hand moves. It was filmed in a motion capture suite by eight high-resolution CCD cameras with infrared illumination and measurement accuracy up to a few millimetres.
Professor Xiangyang Zhu from The Robotics Institute at the Jiao Tong University in Shanghai, which is recognised as one of the world-class research institutions on robotics, said that the research partnership would strengthen the interface between artificial intelligence techniques and robotics and pave the way for a new chapter in robotics technology.
“Humans move efficiently and effectively in a continuous flowing motion, something we have perfected over generations of evolution and which we all learn to do as babies. Developments in science mean we will teach robots to move in the same way.”
(from Software Tech Briefs Newsletter)

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
31
ESTABLISHING ASSEMBLING TYPE BETWEEN THE BODIES FROM METALLIC CARBIDES
AND THE TAMPING TOOLS
Cristinel Beşleagă1, Sorin George Badea1, Dumitru Dan Dragoi2
1S.C. IMCF S.A. Bucureşti, [email protected] 2University of Bacau
ABSTRACT The researches regarding to the utilization of some assembling types of the bodies from metallic carbides to the active part (tine) of the tamping tools have as the main purpose the establishing of some adequate assembling type which are lead to a very good mechanical properties and in the end to increasing the lastingness of the active part of the tamping tools.
KEYWORDS: tamping tools, assembling types, metallic carbides, lastingness
1. INTRODUCTION Tamping is a technological operation of realizing a support under the inferior part of a sleeper [1], with the main purpose to assure a specific geometry and resistance of the railway (Fig.1).
Fig.1. Tamping operation
Tamping is being executed [2] with the help of the tamping tools (Fig.2).
a b Fig.2. The tamping tool P&T 09-32 CSM curved
- a and P&T 08-275 UM - b for the mechanized tamping: 1-active part – tine; 2 - body of the tool; 3 - the part of the tamping tool which is attach to the port tool; 4 - part of the tamping tool which prevent the rotate of the tamping tool into the port tool ; 5 - special part of tool for drawing out the tool from the port tool Mechanized tamping consists [3] in the vibration (oscillation) and squeeze of the ballast under the inferior part of the sleeper, at frequencies by 35 Hz, amplitude of the oscillation is 3÷5 mm and the force is 1000 kgf (10 kN) – Fig.3.
Fig. 3. Tamping mechanism:

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
32
1- tamping tool; 2 - port tool; 3 - hydraulic cylinder for squeeze movement; 4 - mechanical limitation for squeeze movement; 5 - pneumatic cylinder for mechanical limitation movement; 6 - axle with eccentric for vibration movement; 7 - guiding for vertical movement of the tamping mechanism; 8,9 - joints; 10 - chassis of the tamping mechanism.
2. TAMPING TOOLS TYPE
In the world are use many types of the tamping tools which are included many types of assembling. Some of them are presented below, with their particularity.
Johansson - Sweden solution [4] is present in the following picture – Fig. 4. His particularity is a dismountable assembling between the body of the tamping tool and the active part of this (tine, blade).
Fig. 4. Johansson - Sweden tamping tool A Plasser solution (Austria) [5] is present
in the following picture – Fig. 5. His particularity is a removable tine (blade) from the body (shaft) of the tamping tool.
Fig 5. Plasser – Austrian tamping tool
Crowell U.S. solution [6] is present in the following picture – Fig. 6. His particularities are using a special shape for the body and the tine (blade) with certain positions between them and the axle of the tamping tools, using the tungsten carbides and a special method for applied at the surfaces which are exposed to abrasion wear.
Fig. 6. Crowell - U.S. tamping tool
Richard – U.S. solution [7] is present in the following picture – Fig. 7. His particularities are using more bodies from tungsten carbides, with a special geometry and which are positioned at the end of the tine (blade) where the abrasive weariness and shock is intensive. The protection at the abrasive weariness and shock is on the front and rear surfaces.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
33
Fig. 7. Richard – U.S. tamping tool
Glenn – U.S. solution [8] is present in the following picture – Fig. 8. His particularities are using hardened steel for tine (blade or pad) and a wear resistant coating covers. The wear resistant bodies are placed at the inferior side of the tine, where absorb the shock and reduce the abrasive weariness.
Fig. 8. Glenn – U.S. tine (blade) for tamping tool
Ruban – Russia solution [9] is present in the picture – Fig. 9. His particularities are using a special casing from wear – resistant material, for increasing the abrasion resistance of the tine / pad of the tamping tool, and the core material for filling the tine / pad casing. The core material of the tine / pad is used for attach the tine / pad to the body of the tamping tool through welding.
Fig. 9. Ruban – Russia tine / pad for tamping tool
Williams – U.S. solution [10] is present in the picture – Fig. 10. His particularities are using a many various arrangements from bodies of wear – resistant material which are placed in all zones which are exposed at the abrasive wear and shock. It has also a special geometry at the end of the tine because the geometry of the bodies are specifically, and the wear – resistant material cover the front surface, the rear surface and the lateral surfaces.
Fig. 10. Williams – U.S. tamping tool
Isakov – U.S. solution [11] is present in the picture – Fig. 11. His particularities are using a plurality of insert bodies which are resisted at abrasive wear and shock (carbides material). The insert bodies are rigidly positioned therein at the end of the tine/ blade. The shape of the leading edge is arcuate between the opposed shoulders. Each insert body has a leading edge with a radius and from this composition result the leading edge of the tine / blade.
Fig. 11. Isakov – U.S. tamping tool
Another solution for the tine / blade of the tamping tool for Plasser& Theurer tamping machine [5] is present in the picture – Fig. 12. His particularities are using a special case / cover for tine/ blade from wear – resistant material, for increasing the resistance at the abrasive wear and shock. This

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
34
case/ cover are composed from many and variously shapes of bodies which are attached rigidly at the tine/ blade.
Fig. 12. Tamping tool for Plasser &Theurer tamping machine
3. THE ESTABLISHING ASSEMBLING TYPES
For assembling the tine/ blade at the
shank/ body of the tamping tool it can be use, in generally, two types by assembling:
- dismountable assembling - undismountable assembling
The most producers use the undismountable assembling between those two pieces, because it is sure. In Romania, we use since today, only the undismountable assembling between the tine and the body of the tamping tool which is realized through electrical welding or the tamping tool and the tine are realized together in the one piece version.
For assembling the bodies from metallic carbides (CMS) at the different types of tamping tools it can be use, in generally, two types by assembling:
- dismountable assembling - undismountable assembling
The dismountable assembling (with cotter, grooves, bolts or peg, thread, with pressing s.a.) in the case of plating / reinforcing the active part (tine) of the tamping tools are very difficult to use because:
- function in permanence in the vibrating conditions (f=35 Hz) of the tamping tools, because the tamping operation which contain the vibrating movement and which lead to the difficulties regarding to assure against dismountable of assembling and also to the mechanical strength – Fig. 13.
- the high stress on the different directions, with variable characteristics, fact which made difficult to realize the seating,
fastening and squeezing bases of the bodies from CMS – Fig. 13.
Fig. 13. The tine/blade movements and main stress
- the small space for realizing the assembling.
This space is limited by the dimensions and the shape of the active part (tine) of the tamping tools.
- decreasing the mechanical resistance of the bodies from CMS and the tine, especially to the bending and shock stress, in the case of designing of some shapes, channels, thresholds, grooves / slots s.a. for seating, fastening and squeezing of the bodies from CMS on the tine. Because of these reasons it is better to use
some undismountable assembling, stiffs and resistances, which it can realize the conditions to use at the tamping tools and in this way it is possible to increase the lastingness of these [12].
Among the undismountable assembling (with rivet, welding, pasting, brazing) depending by the materials which are assembled, the advantages and disadvantages of each undismountable assembling methods which are assembled and the experience which is been accumulated in the industrial field / area for the assembling of this couple by materials it can use the assembling through pasting/ brazing.
The assembling method through pasting, by comparison with the other types of the undismountable assembling methods has some advantage as follows:
- the fissures are missing or are very little - the stress concentrators are missing or are
very small - it can paste the different materials - the thermo stress and remanences stress are
small

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
35
For the paste assembling method is very important to prepare very well the surfaces of the pieces which follow to be paste. For this it is necessary to clean very well by the oxides, stranger materials s.a. for it produce a very good diffusion and interpenetration (Fig. 14) between the paste alloy and the base materials which follow to be paste, for don’t be produced the cold brazing which don’t assure a good mechanical resistance [13].
bodies from metallic carbides paste alloy diffusion area material of active part (tine) of the tamping tool
Fig. 14. Section in the paste assembling
For pasting the bodies from CMS by the
active part (tine) of the tamping tools it use the hard paste method or brazing for which it use paste alloys with fusion temperature more than 500 °C (620°C ÷ 900°C). Because of the properties of the paste alloy the mechanical resistance of some brazing it can reach the mechanical resistance of welding.
Having in view the fact that the hard paste method/brazing is used for pasting between the bodies from metallic carbides and the metallic alloy like support for many tools and also that for important brazing, it use especially paste alloy base on precious metals like Ag or alloy of this, in the case of the tamping tools it use a similar method.
The problems consist in the establishing what paste alloy it can use exactly, what method/process for paste it can use, what type of metallic carbides it can use, what type of metal it can use for tine (active part of the tamping tool) or for the whole tamping tool, what thermo treatment it can use for to obtain the mechanical properties for the material of the tamping tool s.a.
The paste methods are very many and different depending on by the mode of realizing the heating of the pieces and the fusing of the paste alloy: with flame (in the welding case); through the immersing of the pieces into the bath with fusing salts; with soldering hammer; through the heating into furnace or through induction.
For remove the oxides which are form
during the pasting process and also for improving of moistening of the surfaces for pasting, its use together with the paste alloy, the tides for pasting. These tides contain also the additions which have
the role for decreasing the superficial tension for realize/make diffusion much better.
In the experimental researches we have use the types of tine / blade which are presented below (Fig. 15, 16, 17, 18, 19, 20, 21).
Fig. 15. Tine/blade covered with bodies from metallic
carbides – version 1
Fig. 16. Tine/blade covered with bodies from metallic carbides – version 2

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
36
Fig. 17. Tine/blade covered with bodies from metallic carbides – version 3
Fig. 18. Tine/blade covered with bodies from metallic carbides – version 4
Fig. 19. Tine/blade covered with bodies from metallic carbides – version 5
Fig. 20. Tine/blade covered with bodies from metallic carbides – version 6

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
37
Fig. 21. Tine/blade covered with bodies from
metallic carbides – version 7
4. CONCLUSIONS
The world wide using of some materials and technologies to increase the lastingness of active part of the tamping tools is less known and wide spread, an example in this way is using metallic carbide like the tungsten carbide. Internal matter doesn’t exists achievements in this area, this problem is ignored because the information is less and there are a lot of difficulties at technical level. We have achieved so, for the firs time in Romania, the first tamping tools having the active part (tine) plated with plates of metallic carbide through brazing.
By experimentally covering with plates from metallic carbide of the tamping tools type P & T 09 – 32 CSM, using hard paste process (brazing), the obtained lastingness is until 270 % higher than the lastingness obtained in the present.
REFERENCES 1. ***Plasser&Theurer, Tamping depth control SDA-03/2-23, Adjusting instruction, Plasser&Theurer, Linz, 1994 2. ***Plasser&Theurer, Stopfpickel service vorschrift, ein-u, Ausbau, Regenerierung, S19-01, Plasser&Theurer, Linz, 1994 3. ***Instructiuni privind executarea lucrarilor de buraj, ridicarea caii la nivel longitudinal si tranversal si riparea caii cu masinile grele de cale tip BNRI sau BMNRI nr. 465/277-1973, Departamentul cailor ferate/Directia Linii si Instalatii, Bucuresti, 1980 4. Arne Johansson, Torsten Larsson, Tamping tool, Aktiebolaget Bofors, Bofors, Sweden, 1984 5. Franz Plasser Bahnbaumaschinen – Industriegesellschaft M.B.H., Stopfpickel s.a., Wien, Austria 6. Crowell James, Tool for tamping ballast and the like, Atherton, U.S., 1990 7. Richard W. Beiswenger, Tamping blade and a hard wear – resistant insert therefor, Penn Hills Township, U.S., 1975 8. Glenn Gevik, Tamping blade for a railroad tamping machine, Duluth, MN, U.S., 2006 9. Anatolij Ruban, Tamping tine for a tamping unit, Dlinnaja, Russia, 2003 10. Williams Edward, Tamping tool, Fair Oaks, St. Louis, U.S., 2004 11. Isakov Edmund, Manway Terry, Improved tamping blade with improved inserts, Raleigh, Monroeville, U.S., 1989 12. Cristinel Besleaga, Contributii privind marirea durabilitatii sculelor de burare, Teza de doctorat, Bucuresti, 2006 13.Pavelescu D., Radulescu Gh., s.a., Organe de masini (Machine Elements), Didactics and Pedagogical Publishing, Bucharest, 1985

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
38
Quick Info
New Software
ALGOR (Pittsburgh, PA) announced ALGOR V21 finite-element analysis software that includes new and improved features such as a behind-the-scenes representation of the CAD model (called the "virtual CAD" modeling layer) and meshing algorithms for better mesh matching and automatic contact in complex assemblies; calculation of mass transfer due to diffusion in 3-D transient analysis; full 3D display of 2D axisymmetric and planar model results; and enhanced reporting capabilities.
ALGOR, Inc. announced that its latest, major finite element analysis (FEA) software release, ALGOR V21, significantly upgrades the entire spectrum of FEA: modeling, solution and results evaluation and presentation. V21 provides ALGOR users with increased power, flexibility and ease-of-use for simulating engineering analyses of their product designs. New and improved features include a behind-the-scenes representation of the CAD model (called the "virtual CAD" modeling layer) and meshing algorithms for better mesh matching and automatic contact in complex assemblies; calculation of mass transfer due to diffusion in 3-D transient analysis; full 3-D display of 2-D axisymmetric and planar model results (using rotation or thickness values); and enhanced reporting capabilities including a WYSIWYG (What You See Is What You Get) dialog. ALGOR Product Manager Bob Williams said, "V21 provides extensive additions to our modeling, meshing, analysis and presentation tools based on customer requests. In particular, this major software release's expanded analysis capabilities -- including mass transfer, phase change, fracture mechanics and cyclic symmetry -- open up new areas that can be examined with our software, allowing users to perform more realistic and sophisticated simulations than ever before." For years, computer-aided engineering (CAE) software vendors have been telling users, "You should be studying everything in a product's operating environment, not just a single physical effect." Meanwhile, analysis software has been largely geared towards analyzing only one effect at a time. However, recent developments in computer hardware and software have produced powerful, affordable systems that can handle complex analyses in a practical amount of time.
In addition, CAE software now provides tools designed specifically for analyzing multiple effects on a single model.
ALGOR's latest finite element analysis (FEA) software allows you to define and analyze multiple design scenarios within a single FEA model. For example, using this capability, you can perform a variety of linear dynamic analyses – modal, response spectrum, random vibration, frequency response, critical buckling load and more – all on the same model without ever leaving the user interface.
The results of each scenario are saved in a separate folder under the main model folder. This allows you to switch between design scenarios and access the results immediately.
(http://www.validatecad.com/examples.html)

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
39
THE HARD PASTE ASSEMBLING BETWEEN THE BODIES FROM METALLIC CARBIDES
AND THE TAMPING TOOLS
S.G.Badea1, C. Beşleagă1 , D.D.Dragoi2
1S.C. IMCF S.A. Bucureşti, [email protected] 2University of Bacau
ABSTRACT By the quality of the paste assembling between the bodies from metallic carbides and the active part (the tine) of the tamping tool, and also the geometry of these depend very much the behavior in exploitation in a good / optimal conditions of the tamping tools and, in consequence the lastingness of these. That why it must to accord a special attention to the paste operation of the bodies from metallic carbides in a very good conditions.
KEYWORDS: metallic carbides, tamping tools, paste assembling, constructive design
1. INTRODUCTION
The paste assembling is a technological process with his specifically characteristics by which it must care at the dimension and especially at the constructive design.
The constructive design of the assembling through pasting, depend by the purpose and it is necessary to having in view the following:
- for to increase the mechanical resistance of the assembling through pasting, it is necessary to increase the size of the shape for pasting or to utilize a some combination of the geometries shapes. Also it is important the form of the bodies which will be paste.
- realizing a small space / distance between that two shapes which will be paste. This space / distance is 0,025 ÷ 0,25 mm.
- realizing the running of the paste alloy in the small space between the two shapes for pasting.
- realizing of some shapes forms for going out of gases The tamping tools brazed at the active part
of these (tine / blade) with different bodies from metallic carbides and which are mounted on the tamping mechanism / tamping machine are showed in Figure 1.
Fig. 1. Tamping tools brazed with metallic carbides
2. CONSTRUCTIVE DESIGN Having in view the specifically characteristics of the hard paste assembling, for a good constructive design it is necessary to go the following steps: 1) - the finding and identification of the real conditions for the functions of assembling between the bodies of metallic carbides (CMS) and the active part (tine) of the tamping tools. In this case it must having in view that the tamping tools work in the hard conditions and its are subdue to the high stress like shock, vibrations, bending, flexion s.a. Also it’s no very important the aspect / appearance of the assembling and about the techno economical conditions it is necessary to having in view the obtaining a high resistance of the

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
40
assembling. The functional conditions of the tamping tools are showed in picture – Fig. 2
Mechanized tamping [1, 2, 3] consists in the vibration (oscillation) and squeeze of the ballast under the inferior part of the sleeper, at frequencies by 35 Hz, amplitude of the oscillation is 3÷5 mm and the force is 1000 kgf (10 kN) – Fig. 2
Fig. 2. Tamping operation
2) - choosing of the paste alloy. For this it must having in view the following: - the capacity at paste of the materials which will be paste (the bodies from metallic carbides and the main material of the tine of the tamping tool); - running and moistening properties; - the temperature of melting (the melting temperature of the paste alloy it must be with 50 °C less than the temperature of melting of the tine’ material); - absence of the chemical reaction between the paste alloy and the main material of the tine; - the resistance properties of the paste alloy. In the case of the pasting of the bodies from metallic carbides (CMS) to the tine of the tamping tools, the paste alloys which can be use are according with the technical indications: -BAg40ZnCdCu, with temperature of work = 610 °C -BAg70CuZn, with temperature of work = 755 °C -BAg48CdNi, with temperature of work = 680 °C These entire paste alloys are indicated for pasting of the hard metals, steels, steels alloy, tungsten alloys. 3) - establishing the type of paste process. Having in view the real conditions for the functions of assembling which are present at point 1, the paste alloys which is choice and present at point 2 and the fact that for to increase the resistance of the paste assembling it is necessary to use the tides for remove the oxides which are form during the paste process and also for improving of moistening of the
surfaces and to decrease the superficial tension for to realize / make a diffusion much better. The tides which have been used are the “borax” (Na2B4O710H2O) or a mixture which is realize from 50 % Na2B4O710H2O, 40 % KF, 10 % B(OH)3. For decreasing the tension which are produced between the bodies from metallic carbides and the main material of the tine (steel alloy), in course of the paste process thanks to the different coefficients by the thermical dilatation between the metallic carbides (6 ÷ 7 • 10 -6) and the base material of the tine which is from steel alloy (11 ÷ 12 • 10 -6), it can use some special alloy between these two material like “permaloy” – Fe and Ni alloy which has coefficient by the thermical dilatation (8 ÷ 9 • 10 -6).
For heating the pieces which will be paste and the fuzion of the paste alloy we have selected the paste process with high frequencies current (105 Hz); The inductor has a shape similar with the shape of the bodies from metallic carbides.
For to execute a good assembling through pasting of the bodies from metallic carbides at the active part of the tamping tools (tine / blade) it must be executed before some operations which must to assure a quality, mechanical resistance and lastingness more high. It had in view so, especially, to prepare the channels / places from the tine / blade of the tamping tool, in which will be paste the bodies / plates from metallic carbides. The dimensions of the channels / places are very important and these it must be adjusted according with the optimal dimensions of the bodies from metallic carbides and the thickness of the paste alloy in the assembling (Fig. 3, 4, 5).
Fig. 3. Channels (places) at the tine (blade) for tamping tool – version 1

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
41
Fig. 4. Channels (places) at the tine (blade) for tamping tool – version 2
Fig. 5. Channels (places) at the tine (blade) for
tamping tool – version 2 4) - the calculation for dimensions and check of the paste assembling (Fig. 7, 8). This calculation for dimensions and resistance of the paste assembling it is influenced by the diffusion phenomenon (Fig. 6), by the parallelism between these two surfaces, by the thickness of the paste alloy.
bodies from metallic carbides paste alloy diffusion area material of active part (tine) of the tamping tool
Fig. 6. The diffusion phenomenon
The critical element into the assembling between the bodies of metallic carbides and the active part of the tamping tool are the layer of the paste alloy and that two zones of the diffusion, on the one side between the paste alloy and the bodies from CMS and the other side between paste alloy and the base material of the active part (tine) of the tamping tool [4].
Fig. 7. The tine (blade) surfaces
Fig. 8. The system’ forces which action on the tine [4]
ispspv FfFrFfFfFrFrFFr +′′+′′⋅+′′+′′+′′+′′= )(2 11 (1)
mgmSpAL
KApKApAp
ApApApFr
t
lls
pspv
⋅+⋅⋅⋅⋅+
⋅⋅⋅+⋅⋅⋅+⋅⋅⋅+
⋅⋅⋅+⋅⋅+⋅⋅=
1
)sincos(2sin
coscossin
ρ
µαµ
γµαγ (2)
µ – the friction coefficient between the ballast and the tamping tool (µ = 0,5 ÷ 0,7 steel-ballast) p – the pressure into the ballast (p ≤ 2 N/mm2) Ap – the main surface area As – the secondary surface area α, β, γ – the functional angles of active part of the tamping tool Al – the lateral surfaces areas K – the functional inclination angle on the lateral surfaces ρ – the ballast density ρmin = min. 2400 [kg/m3] L – the penetration drive of the tamping tool into the ballast L = 0,3 [m] At – the transversely section area of the tine, on the penetration direction into the ballast At = 140 · 30 [mm2] = 4,2 · 10-3 [m2] – the transversely section area of tine of the tamping tool P & T 09-32 type

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
42
p1 – pressure in the hydraulic cylinder which actions on the tamping mechanism to penetrate the tamping tools into the ballast S – the stroke area m – total weigh of the tamping mechanism, including the tamping tools g – the gravitational acceleration For obtaining a high resistance in the layers of the paste alloy, it is necessary to realize an optimal surface for pasting. For these reason it is necessary to increase the dimensions of the surfaces for pasting which means the utilization by the bodies from CMS with a certain surface dimensions. These dimensions are limited by the technological conditions for obtaining of the bodies from CMS and that which appear in the paste assembling.
For the cutting solicitation [5] between the body from metallic carbides and the tine/ blade of the tamping tool (Fig. 9), the tension is:
τfl = F / b · l ≤ τafl (3) For the condition by the equal resistance
between pasting and the pieces:
F = b · s · σatt = b · l · τafl (4)
l = s · σatt / τafl (5)
Fig. 9. The cutting solicitation
In situation like in picture (Fig. 10), the tension in the pasting for the cutting solicitation is: τfl = F · cos α / b · l ≤ τafl (6)
For the condition by the equal resistance between pasting and the pieces:
F = b · s · σatt = b · l · τafl / cos α (7) l = s · σatt · cos α / τafl (8)
Fig. 10. The cutting solicitation
For the stretch solicitation [5] between the body from metallic carbides and the tine/ blade of the tamping tool (Fig. 11), the tension is: σtl = F / b · s ≤ σatl (9)
Fig. 11. The stretch solicitation
For the bending solicitation between the
body from metallic carbides and the tine/ blade of the tamping tool (Fig. 12), the tension is:
σil = Mi / W = 6 F · l / b · s2 ≤ σail (10)
Fig. 12. The bending solicitation
σatt , σatl – the addmisible resistences at the stretch for tine material and the paste alloy τafl – the addmisible resistence at the cutting solicitation of the paste alloy σail – the addmisible resistence at the bending solicitation of the paste alloy σtl , σil , τfl - the real tensions from assembling/ pasting at the stretch, bending and cutting tensions
For the paste alloy from Ag: - the breakage resistence at the static cutting solicitation, τrf = 220 Mpa, - the breakage resistence at the stretch solicitation, σr = 300 ÷ 400 Mpa - the breakage resistence at the cutting solicitation, τr = 150 ÷ 280 Mpa
For the safety coefficient Srl = 2 ÷ 4 τ afl = τrf / Srl
At the dinamic solicitations, τ -1fl = 30 MPa, τ -1tl = 65 MPa, σ-1l = 50 MPa. The safety coefficient at the tiredness Srl = 2 ÷ 3.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
43
Fig. 13. Tamping tool, brazing with metallic carbides – version 1
Fig. 14. Tamping tool brazing with metallic carbides – version 2
Fig. 15. Tamping tool brazing with metallic
carbides – version 3
The metallic carbides which have been used are: - group of utilization: G 40 - composition: 80% WC, 20% Co - density: 13,5 [g/cm3] - hardness: 1100 [50HV] - resistance at bending: 2600 [N/mm2] - elasticity module: 500000 [N/mm2] - resistance at compression: 3800 [N/mm2] - thermic dilatation (0 – 600 °C) : 6,5 • 10-6
3. CONCLUSIONS
The researches in specialized literature
regarding at the actual stage of the researches, design, manufacture and exploitation of the tamping tools have showed a low level of information and technical details regarding these types of tools.
Worldwide using of some hard or extra hard materials and technologies to increase the wear resistance of the active part (tine) of the tamping tools is less known and spread, one example in this case is the usage of tungsten carbides.
For the first time in Romania, we have obtained the first tamping tools having the active part (tine) plated with plates of metallic carbide (Fig. 13, 14, 15) through brazing [4].
REFERENCES
1. ***Plasser&Theurer, Tamping depth control SDA-03/2-23, Adjusting instruction, Plasser&Theurer, Linz, 1994 2. ***Plasser&Theurer, Stopfpickel service vorschrift, ein-u, Ausbau, Regenerierung, S19-01, Plasser&Theurer, Linz, 1994 3. ***Instructiuni privind executarea lucrarilor de buraj, ridicarea caii la nivel longitudinal si tranversal si riparea caii cu masinile grele de cale tip BNRI sau BMNRI nr. 465/277-1973, Departamentul cailor ferate/Directia Linii si Instalatii, Bucuresti, 1980 4.Cristinel Besleaga, Contributii privind marirea durabilitatii sculelor de burare, Teza de doctorat, Bucuresti, 2006 5.Pavelescu D., Radulescu Gh., s.a., Organe de masini (Machine Elements), Didactics and Pedagogical Publishing, Bucharest, 1985

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
44
Quick Info Transforming the process of innovation PLM COMPONENTS
UGS PLM Software announces the latest release of the D-Cubed 3D Dimensional Constraint Manager (3D DCM), a software component that positions parts in assemblies, simulates their kinematic motion, and parametrically controls the configuration of 3D sketches and the shape of parts. New enhancements specific to version 37.0 are listed below.
Functional enhancement: introduction of directed distances
The 3D DCM is widely used to support 3D sketching, an important tool for mechanical, architectural and industrial designers. 3D sketching supports the creation of new parts and features, the routing of piping, electrical and HVAC systems, and sweep paths and guide curves for surface construction.
This release of the 3D DCM sees the addition of directed distance dimensions between points. A standard distance dimension between points is measured along the vector between the points. A directed distance is more flexible in that it can be measured along any given vector. One use is to support axis aligned dimension types - see the illustration below.
Directed distances are also relevant to other 3D DCM applications, such as assembly part positioning.
Integration enhancement: development environment extensions
The D-Cubed components are integrated into a wide range of applications. Hence, they are available for a wide range of application development environments which are continually being extended to keep pace with customer requirements. This release sees the addition of support for 32 and 64 bit versions of Windows Vista, Linux Suse v10, Linux Red Hat Enterprise 5 and the Intel 32-bit processor version of Mac OS X.
About the D-Cubed 3D DCM
First released in 1995, the 3D DCM is used in most major CAD applications and is widely acknowledged as the leading 3D geometric constraint solving technology. It provides a genuinely three-dimensional, variational (non-sequential) approach to solving a broad range of dimension and constraint schemes. It is the foundation of the latest interactive approaches to assembly part positioning and kinematic simulation, 3D sketching and direct (non-history based) part shape modification.
About UGS PLM Components; Parasolid and D-Cubed
UGS PLM Components are software tools that can help increase the profitability of software applications in the CAD, CAM, CAE and PLM marketplace by raising their value and lowering their costs. This is achieved by supporting innovation and interoperability with standard tools that ensure quality and reduce time to market. UGS PLM Software develops these components, uses them throughout its own applications and licenses them to independent software vendors and end-user organizations. Flexible licensing arrangements and a simple, proven integration process enable any organisation, large or small, to bring innovative capabilities to their applications quickly and economically. Part of the UGS PLM Components family of products, the Parasolid and D-Cubed components provide 3D part and assembly modeling, editing and interoperability, 2D/3D parametric sketching, motion simulation, collision detection, clearance measurement and visualization. Applications include mechanical CAD, CAM, CAE, mold design, sheet metal, AEC, GIS, structural, plant and ship design, CMM, reverse engineering and sales configuration.
(www.ugs.com/en_us/products/open)

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
45
ANALIZA CARACTERISTICILOR MECANO-ELASTICE ŞI ELECTRICE ALE ALIAJELOR ECOLOGICE CUATERNARE
Vasilescu Dan Dragos1, Constantin Baciu2, Petrica Corabieru3, Anisoara Corabieru3, Mihai Lozovan4,
Viorel Dobrea4 1 SC PROCOMIMPEX IASI, e-mail: [email protected], 2 UNIVERSITATEA TEHNICA GH. ASACHI
IASi, 3 SC PRESUM PROIECT SA Iasi, 4 INCDFT Iasi
REZUMAT Valorile caracteristicilor mecano-electrice ale aliajelor speciale ecologice cuaternare de tipul CuNiSiMn şi CuNi4AlSi se situează la limita inferioară a bronzurilor cu beriliu clasice.Valorile caracteristicilor mecano-elastice ale aliajelor de înlocuire pot fi crescute prin durificare mecanică ulterioară fără a influenţa valoarea conductivităţii electrice.Determinarea modulului de elasticitate E funcţie de temperatură al aliajelor speciale ecologice cuaternare s-a realizat folosind metoda neconvenţională a rezonanţei oscilaţiilor mecanice.Lucrarea analizează modulul de elasticitate E şi conductivitatea electrică ale aliajelor ecologice cuaternare. ABSTRACT The values of the mechanic-electric characteristics of the special ecological quaternary alloys of type CuNiSiMn and CuNi4AlSi are placed at the inferior limit of the classic bronzes with beryllium. The values of the mechanic-elastic characteristics of the replacing alloys can be increased by mechanical hardening without influencing the value of the electric conductivity. The determination of the elasticity modulus E depending on temperature of the special ecological quaternary alloys has been performed using the non-conventional method of mechanic oscillations resonance. The present work studies the elasticity modulus E and the electric conductivity of the ecological quaternary alloys. CUVINTE CHEIE: elasticitatea şi rezistivitatea aliajelor ecologice cuaternare KEYWORDS: elasticity and resistivity of the ecological quaternary alloys
1. INTRODUCERE
Măsurarea şi determinarea caracteristicilor fizico-mecanice ale aliajelor speciale ecologice cuaternare: modul de elasticitate şi rezistivitate (conductivitate) electrică, s-au realizat pe probe şi epruvete aflate în stare călită, respectiv îmbătrânită, în conformitate cu standardizarea în vigoare. Modulul de elasticitate, s-a determinat în urma efectuării încercărilor conform ASTM E111-82 Modulul de elasticitate (Young) al aliajelor speciale ecologice cuaternare s-a calculat pe baza prelucrării diagramelor tensiune-deformaţie (σ-ε).În domeniul elastic, standardul defineşte următoarele categorii de module de elasticitate (figura 1):
1. pentru domeniul de elasticitate reprezentat de o dreaptă, se defineşte modulul de elasticitate Young, calculat pe baza legii de proporţionalitate dintre tensiune şi alungire (legea lui Hooke):
E = tg α =σ/ε, în N/m2 (1) unde, σ este tensiunea (efortul specific), în N/m2, ε - alungirea (lungirea specifică), în mm/mm, iar α - panta curbei pe porţiunea liniară.
2. pentru domeniul de elasticitate reprezentat de o curbă, se definesc, modulul tangent, Eσ şi modulul de coardă, Ec, ambele egale cu tg α; media aritmetică a modulelor de coardă determină modulul de elasticitate mediu al materialului - Emed, (N/m2). Determinarea conductivităţii electrice a aliajelor speciale ecologice cuaternare – ca mărime cea mai des folosită în practică pentru a caracteriza din punct de vedere electric un material destinat sudării electrice prin presiune – s-a făcut după calcularea rezistivităţii electrice, în baza relaţiei de inversă proporţionalitate, σ.ρ = 1.
Valorile rezistenţei eşantioanelor utilizate pentru determinarea rezistivităţii aliajelor speciale ecologice sunt foarte mici.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
46
Indiferent de aliaj sau de starea de tratament a acestuia, aceste valori se încadrează între limitele 0,05-0,25 Ω.
Figura 1. Definirea modulelor de elasticitate în
domeniul elastic 2. ANALIZA MODULULUI DE
ELASTICITATE
În afară de metoda standardizată enunţată mai sus, pentru determinarea modulului de elasticitate E s-a folosit şi o metodă neconvenţională, precisă şi mai puţin costisitoare. Metoda se bazează pe principiul rezonanţei oscilaţiilor mecanice şi prezintă avantajul că poate fi utilizată şi pentru determinări la o gamă largă de temperaturi. Principiul de lucru al metodei se rezumă la determinarea frecvenţei de rezonanţă a oscilaţiilor mecanice longitudinale induse într-o epruvetă de anumite dimensiuni, şi calcularea modulului lui Young din relaţia de dependenţă a acestuia cu frecvenţa de rezonanţă, dimensiunile şi masa epruvetei. Pentru ca temperatura de lucru să nu afecteze dimensiunile şi masa epruvetei, încălzirea se realizează în atmosferă protectoare (argon).
O instalaţie de determinare a modulului lui Young, bazată pe principiul rezonanţei, este prezentată schematic în figura 2, cu scopul de a studia variaţia acestuia în funcţie de temperatură, la aliajele speciale ecologice cuaternare recent obţinute şi insufucient studiate. Deşi aparatura folosită este destul de complexă, metoda este destul de simplă şi permite obţinerea unor valori pentru modulul de elasticitate cu o precizie suficient de ridicată.
Instalaţia funcţionează în felul următor: proba de studiat (P) este introdusă în cuptorul cu încălzire electrică (C) suspendată de două fire (F) din crom-nichel cu diametrul de 0,1 mm. Aceste fire sunt conectate la excitatorul (Ex) respectiv la traductorul acustic (Ta). Excitatorul îl constituie membrana unui difuzor, iar traductorul este o cască fonică Tesla cu o membrană vibrantă de 0,1 mm grosime. Excitatorul se alimentează de la un generator de frecvenţă variabilă în domeniul 100 – 10.000 Hz (Gf) prin intermediul amplificatorului de putere (A1). Semnalul recepţionat de traductorul acustic este detectat şi amplificat de amplificatorul selectiv (A2) şi vizualizat pe osciloscopul (Osc).
În acelaşi timp, acest semnal se aplică pa intrarea Y a unui inscriptor (XY), în timp ce la
intrarea X se aplică un semnal de curent continuu dat de convertorul frecvenţă – tensiune (Cft), peste care se suprapun markerii de frecvenţă daţi de generatorul de markeri (Gm). Alimentarea cuptorului se face de la reţeaua de 220 V, 50 Hz prin intermediul unui regulator de temperatură (Rt) care primeşte semnalul de comandă de la termocuplul (Tc).
Temperatura poate fi reglată în domeniul 20 – 800 ºC cu o precizie de 0,5 ºC. Ea poate fi citită pe indicatorul de temperatură (I ºC).
Figura 2. Schema instalaţiei pentru
determinarea modulului de elasticitate (Young) Forma probei de studiat poate fi cilindrică sau
prismatică. Poziţionarea firelor de suspendare trebuie să se facă în vecinătatea nodurilor de vibraţie care se găsesc la o distanţă egală cu 0,224·L faţă de capetele probei. Formulele de calcul pentru modulul lui Young în cazul utilizării celor două tipuri de probe, sunt următoarele: pentru probe cilindrice,
24
fLm
dL1607,0E ⋅
⋅
⋅= (2)
pentru probe prismatice,
23
fbm
aL0947,0E ⋅
⋅
⋅= (3)
în care: E este modulul de elasticitate (Young), în N/m2, L – lungimea probei, în cm, d – diametru probei cilindrice (cm), a – latura secţiunii prismei paralelă cu firul de suspensie (cm), b –latura secţiunii prismei perpendiculară pe firul de suspensie (cm), m – masa probei (g), f – frecvenţa de rezonanţă a oscilaţiilor longitudinale din probă (Hz).
La o frecvenţă egală cu frecvenţa proprie de oscilaţie a probei, pe osciloscop se vizualizează imaginea de rezonanţă iar inscriptorul va trasa curba conform figurii 2.
Determinarea modulului de elasticitate pentru aliajele de înlocuire, prin metoda rezonanţei, la temperatura ambiantă, s-a făcut pe probe cilindrice cu dimensiunile de 180x1,6 cm.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
47
Rezultatele interpretării diagramelor sunt prezentate în tabelul 1, comparativ cu valorile caracteristicilor elastice ale bronzurilor clasice cu beriliu. Tabelul 1
Tabelul 1. Caracteristici mecano-elastice după tratamentul de îmbătrânire
∗) date pentru aliajele echivalente: Berylco 10 şi Berylco 25 (DIN 17666 W)
Valorile obţinute prin metoda neconvenţională sunt următoarele: 107 GPa pentru CuNi3SiMn şi 116 GPa pentru CuNi4AlSi cu aproximativ 3% mai mici decât valorile medii obţinute prin metoda standard.
3. STUDIUL CONDUCTIVITĂŢII ELECTRICE
În mod practic, măsurarea rezistivităţii,
respectiv determinarea conductivităţii electrice a reperelor tip sârme din aliajele speciale ecologice cuaternare, s-a făcut în conformitate cu standardizarea în domeniu, pe probe cu diametrul de 1,0 mm şi lungime 1 m cu ajutorul unei punţi duble Thomson de curent continuu, tip Rthir 8.05, cu domeniul de măsurare 10-4 ÷ 102 Ω, şi clasa de precizie 0,05, conform schemei de principiu din figura 3.
Figura 3. Schema electrică a instalaţiei pentru măsurarea rezistenţei electrice cu puntea dublă
Thomson – metoda celor patru puncte
Cele patru contacte de legătură ale sârmei de măsurat s-au asigurat prin prindere mecanică cu ajutorul unor cleme confecţionate dintr-un material rezistent la oxidare (Monel) având în vedere faptul că vor lucra şi la temperaturi mult mai mari de 20 ºC.
Conductoarele de conexiune cu puntea, confecţionate din sârme de Monel cu 1=φ mm, sau fixat de cleme prin brazare.
Determinarea rezistenţei Rx, a rezistivităţii ρx şi a conductivităţii electrice σx ale aliajelor, s-a făcut în baza relaţiilor:
Rx=R·Re/Ra , în Ω (4)
valabilă la echilibrul punţii, şi
L4dR
2
xx⋅π
⋅=ρ , în Ω⋅m,
x
x1ρ
=σ , în S/m (5, 6)
unde : R, Re , Ra sunt rezistenţele din braţele punţii, în Ω, iar d şi L sunt dimensiunile fizice ale probei utilizate, în m.
Valorile determinate pentru rezistivitatea electrică (ρx) respectiv valorile calculate pentru conductivitatea electrică (σx), ale celor două aliaje speciale ecologice obţinute în urma efectuării tratamentelor termice de călire de punere în soluţie şi îmbătrânire sunt prezentate în tabelul 2. Comparativ, în tabel sunt trecute şi valorile mărimilor electrice pentru bronzurile clasice cu beriliu. Valorile prezentate în tabel arată că, şi din punctul de vedere al caracteristicilor electrice, aliajele studiate pot fi echivalente cu bronzurile CuCo2Be respectiv CuBe2CoNi. Referitor la unitatea de măsură a conductivităţii electrice, trebuie menţionat că în unele lucrări de specialitate, pentru aliajele bogate în cupru, aceasta se exprimă în mod curent în procente din conductivitatea electrică a cuprului standard, care este 100 % IACS (International Annealed Copper Standard). Pentru conversie se foloseşte egalitatea: 100 % IACS = 58,001276 MS/m (0,017241 µΩ⋅m).
Analizând valorile mărimilor prezentate în tabelul 2 pentru aliajele speciale CuNi3SiMn şi CuNi4AlSi studiate, şi comparându-le cu cele ale bronzurilor CuCo2Be şi CuBe2CoNi, se observă că, pentru starea de îmbătrânire, caracteristicile fizico-mecanice sunt aproape egale. Se poate afirma că aliajele speciale ecologice pot constitui înlocuitori ai bronzurilor cu beriliu menţionate, cel puţin din punct de vedere al caracteristicii de conductivitate electrică.
Aliajul Caracteris tica
CuNi3SiMn CuCo2Be∗) CuNi4AlSi CuBe2CoNi∗)
E, GPa 109-112 - 118-120 120-123

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
48
Tabelul 2 Tabelul 2 Caracteristici electrice pentru aliajele
speciale ecologice Rezistivitatea, la 20 °C, µΩ⋅m
Conductivitatea, MS/m (% IACS)
Aliajul
călit îmbătrânit
călit îmbătrânit
CuNi3SiMn CuCo2Be
0,1031-0,0907 -
0,0493-0,0446 0,043478∗)
9,70-11,02 (16,72-19,0) -
20,3-22,4 (35,0-38,62) 23,0∗∗) (39,65)
CuNi4AlSi CuBe2CoNi
0,1938-0,1815 -
0,0828-0,0810 0,083333∗)
5,16-5,51 (8,9-9,5) -
12,08-12,35 (20,82-21,29) 12,0∗∗) (20,69)
∗) valori conform STAS 10624-76; ∗∗) valori conform STAS 10624-88
6. CONCLUZII
valorile modulului de elasticitate E obţinute
pentru aliajele ecologice CuNi3SiMn şi CuNi4AlSi sunt cu aproximativ 3% mai mici decât valorile medii obţinute prin metoda standardizată.
valorile caracteristicilor mecano-elastice ale aliajelor speciale ecologice pot fi crescute prin durificare mecanică ulterioară fără a influenţa valoarea conductivităţii electrice.
se observă că, pentru starea de îmbătrânire, caracteristicile fizico-mecanice ale aliajelor speciale ecologice şi bronzurile cu beriliu clasice sunt aproape egale, bronzurile cu beriliu păstrând un mic avantaj nesimnificativ.
aliajele speciale ecologice pot fi echivalente cu bronzurile CuCo2Be respectiv CuBe2CoNi. cel puţin din punct de vedere al caracteristicii de conductivitate electrică.
BIBLIOGRAFIE
1.Corăbieru A., Corăbieru P., Velicu S., Vasilescu D., - STUDY AND DETERMINATION OF THE ELECTRIC RESISTIVITY, OF THE COEFFICIENT OF VARIATION OF THE ELECTRIC RESISTIVITY AND OF THE ELASTIC MODULUS FOR THE BIMETALLIC BUSHINGS FOR AUTOMOBILES, Al VI-lea Congres Internaţional de Ştiinţa şi Ingineria Materialelor, Mai 2007, Buletinul Institutului Politehnic din Iaşi, Tomul LIII (LVII), fasc.2, Secţia Ştiinţa şi Ingineria materialelor, pag. 215, ISSN 1453-1690. 2.Corăbieru A., Corăbieru P., Predescu C., Vasilescu D., - STUDY OF THE PROCESSING BY HEAT TREATMENTS OF BIMETALLIC BUSHINGS FOR AUTOMOBILES, OF HYPOEUTECTOIDE CARBON STEEL-BRONZE , Al VI-lea Congres Internaţional de Ştiinţa şi Ingineria Materialelor, Mai 2007, Buletinul Institutului Politehnic din Iaşi, Tomul LIII (LVII), fasc.2, Secţia Ştiinţa şi Ingineria materialelor, pag. 221, ISSN 1453-1690. 3.Corăbieru P., Corăbieru A., Sohaciu M., Vasilescu D. - INDUSTRIAL APPLICATIONS OF THE BIMETALLIC BUSHINGS ECONOMIC ASPECTS, Al VI-lea Congres Internaţional de Ştiinţa şi Ingineria Materialelor, Mai 2007, Buletinul Institutului Politehnic din Iaşi, Tomul LIII (LVII), fasc.2, Secţia Ştiinţa şi Ingineria materialelor, pag.225, ISSN 1453-1690. 4.Vasilescu D., Baciu C., Lozovan M., Corăbieru A., Corăbieru P., - STUDY OF THE THERMO-PHYSICAL PARAMETERS AND THEIR CORRELATION IN THE RAPID TREATING WITH BORON-CARBON-VANADIUM, ELECTRO-CHEMICALLY CONTROLLED, OF THE COLD PLASTIC DEFORMATION TOOLS - Al VI-lea Congres Internaţional de Ştiinţa şi Ingineria Materialelor, Mai 2007, Buletinul Institutului Politehnic din Iaşi, Tomul LIII (LVII), fasc.2, Secţia Ştiinţa şi Ingineria materialelor, pag.231, ISSN 1453-1690. 5. Dan Dragos Vasilescu, Constantin Baciu, Costica Bejinariu, Liviu Adomnicai, Petrica Corabieru, Anisoara Corabieru, Laura Solonariu
- STUDY OF THE SUPERFICIAL LAYERS FRAGILITY AND OF THE WEAR RESISTANCE OF THE STEEL COMPLEXLY ALLOYED BY RAPID BORON-CARBON-VANADIUM TREATMENT ELECTROCHEMICALLY CONTROLLED BOVACONTROL - Conference Excellence Research - a Way to E.R.A.- Braşov 2007, Ed. Tehnica,Bucuresti, ISSN 1843-5904. 6. Topologeanu M., Marian A., Mitulescu C., Velicu S., Pocris C., Ragalie S., Popescu D., Corabieru A., Corabieru P. – New approaches regarding the creation of virtual enterprises in the national network – Annals of the Oradea University, Fascicle of Management and Technological Engineering, volume VI (XVI), pag. 1629- 1636, 2007, ISSN 1583-0691.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
49
ETUDE D’OPTIMISATION ET DE ROBUSTESSE POUR LE PROCESSUS DE SEPARATION ELECTROSTATIQUE
Alexandra Dogaru* , Lucian Dascalescu** , Alexandru Radulescu*, Sorin Cananau*
*Université “POLITEHNICA” Bucarest, ROUMANIE, e-mail: [email protected] **Université de Poitiers – IUT Angoulême, FRANCE, e-mail: [email protected]
REZUMAT Echipamentele electrice şi electronice (EEE) precum şi deşeurile acestor tipuri de echipamente (DEEE) sunt reglementate pe plan european prin directivele 2002/96/EC şi 2002/95/EC, al căror scop principal este reducerea cantităţii de deşeuri eliminate. Lucrarea de faţă îşi propune să prezinte o tehnologie modernă, utilizată în industria reciclării deşeurilor echipamentelor electrice şi electronice, în conformitate cu particularităţile lor specifice. Scopul final al lucrării este realizarea unui studiu de robusteţe al procedeului de separare electrostatică, în vederea optimizării parametrilor tehnologici. RESUME Les équipements électriques et électroniques (EEE) et les déchets d’équipements électriques et électroniques (DEEE) sont réglementés sur le plan européen par les directives 2002/96/EC et 2002/95/EC, avec le but principal de réduire la quantité de déchets à éliminer. Ce travail propose de présenter une technologie moderne utilisée dans l’industrie du recyclage des DEEE, en conformité avec leurs particularitées spécifiques. Le but final de l’article est de réaliser une étude de robustesse du processus de séparation électrostatique, pour l’optimisation des paramètres technologiques. MOTS-CLÉ: Séparation, recyclage, déchets, electrostatique, récuperation.
1. INTRODUCTION
Annuel, entre 20 et 50 millions des tonnes de déchets d’équipements électriques et électroniques sont produits dans tout le monde. Les déchets électroniques sont ceux auxquels volume se dévloppe le plus rapid. Parfois ceux-ci sont hors d’usage ou sont brûlé sans aucun traitement préalable, par conséquent se produit une pollution de l’air et du sol. La quantité des déchets est dans une évolution ininterrompue, du 3 jusqu'à 5 % par anne. Les déchets provenents du consommateurs domestiques sont estimés a 14 Kg/ tête d’habitant annuel. Ceux-ci représente 50% de la quantité totale des déchets électiques et électroniques. Chaque jour, 350000 des ordinateurs sont vendues dans tout le monde. Seulement en 2004 la vente du téléphones portables a connue une augumentation avec 30%, plus de 674 millions des unites. A la fin du 2005 130 millions de ces téléphones arrive au fin de vie, en produisant 65 mille de tonnes des déchets.
Le grand nombre d’équipements électriques et électroniques et la grande variété des déchets gêneres complique la gestion et la prelucration.
2. LES DECHETS ELECTRIQUES ET ELECTRONIQUES
Les équipements électriques et électroniques (EEE) et les déchets d’équipements électriques et électroniques (DEEE) sont réglementés sur le plan européen par deux directives, 2002/96/EC et 2002/95/EC, dont l’objectif : d’une part, de delimiter l’utilisation des substances dangereuses dans les EEE et, d’autre part, de favoriser leurs réutilisation, le recyclage et les autres formes de valorisation des DEEE afin de réduire la quantité de déchets à éliminer. Les équipements électriques et électroniques destinés aux ménages sont souvent séparés en trois principales catégories : • Les produits blancs ou appareils
électroménagers, qui recouvrent les appareils de lavage, de cuisson, de conservation, etc. 77%

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
50
• Les produits bruns, qui recouvrent les appareils audiovisuels (télevision, magnétoscope, Hi-Fi) -14%
• Les produits gris (IT), qui recouvrent les équipements informatiques et bureautiques : micro-ordinateurs, téléphonie, fax, etc. – 9%
Dans la figure 1 on a fait une classification des matériaux dans la composition des déchets électriques et électroniques.
Fig 1. Materiaux dans les déchets électriques et électroniques
Les types des matériaux plastiques présents dans les déchets électriques et électroniques peuvent être analyser dans la figure 2.
Fig. 2. Matériaux plastiques dans les déchets
électriques et électroniques
Concernant le flux de récupération des DEEE, le consommateur apporte son appareil à un récupérateur (Figure 3). Ici, l’appareil est jugé réutilisable ou non . Deux chemains s’offrent a lui : la voie de la réutilisation ou celle du recyclage. Si l’appareil peut être réutilisé, il est réparé si nécessaire, remis à niveau et revendu comme équipement usagé. Si l’appareil est trop vieux on jugé irréparable, il est démonte, ses composantes sont triées par matière et le tout est recueilli par un recycleteur.
Fig.3. Flux de récupération des DEEE Le recycleteur destine à la réutilisation une partie de ce qu’il collecte en revendant les pièces, notamment les puces des circuits imprimés. Les métaux sont triés et revendus à différents raffineries selon qu’elles refondent du cuivre, de l’aluminium ou des métaux précieux. La diversité des types de matériaux devient un véritable casse-tête en ce qui concerne le plastique puisque trop de différents sous-groups, appelés résines, sont incorporés à la fabrication des ordinateures. Plus de cinq résines, possédant chacune un profil moléculaire distinct, ne pouvant donc pas être traitées conjointement.
3. PRINCIPE DE LA METHODE DE SEPARATION ELECTROSTATIQUE
La séparation électrostatique des matériaux isolants et des matériaux conducteurs constituants d’un mélange granulaire, est une méthode de plus en plus utilisée dans l’industrie du recyclage des déchets de variété provenance. Suivant on va étudié : • L’optimisation d’un procédé de séparation électrostatique en utilisant un séparateur avec électrode plaque, pour la séparation d’un mélange de 20% sel et 80% sable ; • La robustesse de ce procédé; • D’améliorer le modèle.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
51
Le séparateur électrostatique (Figure 4) avec électrode à plaque est un séparateur qui permet de séparer un mélange granulaire isolant-conducteur. Dans ce type de séparateur, le champ électrique est créé entre deux électrodes : l’électrode plaque (1) et l’électrode statique (2) reliée à un générateur de haute tension de polarité négative. Le mélange granulaire est déposé sur l’électrode plaque par le vibro-transporteur (3) et est introduit dans la zone du champ électrique. En contact avec l’électrode plaque, les particules conductrices (sel) viennent de se chargées avec une charge positive, sont attirées par l’électrode statique et déposée dans le collecteur (4), au partie droite. Les particules isolantes glissent sur la plaque, et elles se projettent sur la partie gauche du collecteur (soumises à leurs propres poids).
Fig. 4. Séparateur électrostatique avec électrode plaque
4. OPTIMISATION DU PROCÉDÉ
L’optimisation d’un procédé expérimental devrait permettre l’identification du point de fonctionnement, c’est à dire les valeurs de contrôle pour lesquels la réponse du processus est maximum, minimum ou proche d’une cible. Pour les procédés électrostatiques de séparation, la minimisation de la fraction du produit mixte est le critère choisi de l’optimisation.
Les facteurs choisis faire les plans d’expériences sont (Tab. 1) : - Le niveau de la haute tension U[kV] ; - La distance entre les électrodes rapportée au
centre du séparateur D[mm] ; - L’angle que fait l’électrode statique par rapport à
l’axe de l’électrode plaque α2 ; - L’inclinaison d’électrode statique α1.
Tab. 1. Les niveaux des facteurs
Niveau U[kV] α1[o] α2[o] D[mm] +1 30 80 50 220 0 28 65 45 210 -1 26 50 40 200
Pour trouver le point de fonctionnement, on utilise la méthode des surfaces de réponses appliquées à un plan composite à faces centrées. Les coefficients de ce plan composite sont présentées dans le tableau 2. Une analyse de l’importance des coefficients ne peut dire que la distance entre les deux électrodes et le niveau de la haute tension est la plus importante dans les processus de séparation.
Tab. 2. Les coefficients du plan composite
Coefficient sable mixe sel Constant 83,95 13,85 2,19
ten -0,42 -0,56 0.89 A1 0,36 0,49 -0,86 A2 0,51 -0,68 0,17 Dis 1,69 4,18 -5,87
ten*ten -2,13 -0,58 2,71 A1*A1 -0,19 -0,95 1,14 A2*A2 0,44 -1,34 0,90 Dis*Dis -2,75 -0,58 3,32 ten*A1 -0,18 0,25 -0,06 ten*A2 -0,13 -0.02 0,16 ten*Dis -0,41 -0,54 0,95 A1*A2 -0,07 -0,30 0,38 A1*Dis 0,50 -0,19 -0,31 A2*Dis 0,14 -0.90 0,76
En utilisant logiciel Modde5.0 on a trouve, après 5005 itérations, que le point optimum de fonctionnement se trouve pour : Uopt=30kV, α1opt=50o, α2opt=40o, Dopt=200 mm. (Figure 5).
Fig 5. Le point optimum de fonctionnement

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
52
5. ETUDE DE LA ROBUSTESSE
La robustesse est une notion très importante dans beaucoup de domaines. On peut la définir de la manière suivante : si les variations significatives du niveau d’un facteur n’entraînent que de faibles variations de la réponse, celle-ci est dire robuste pour ce facteur. Une réponse est donc robuste vis-à-vis d’un facteur, si elle conserve à peu près la même valeur malgré les changements de niveau de ce facteur. Dans un processus les facteurs qui interviennent appartenant à deux catégories : • Facteurs contrôlables : facteurs qui sont
modifiables, avec précision par l’operator ; • Facteurs non-contrôlables : sont nommés facteurs
de bruit tel que la température, humidité, etc. Les testes de robustesse sont utilisés pour : • Trouver l’intervalle de variation des facteurs
contrôlables en utilisant un test fait autour du point optimum de fonctionnement ;
• Trouver l’intervalle de variation des facteurs contrôlables pour diminuer l’influence des facteurs de bruit. Pour ça, on utilise le test de Taguchi et un test fait en utilisant la méthode des surfaces de réponse.
Pour effectuer le test autour du point optimum de fonctionnement, on utilise un plan factoriel fractionnaire. Pour une variation de facteurs contrôlables (tableau 3), les résultats sont montrés dans le tableau 4. Tab. 3. La variation des facteurs controlables
+1 0 -1
U 29.3 30 30.3
α1 47 50 53
α2 37 40 43
D 197 200 203
Tab. 4. Résultats
Nr crt Tens A1 A2 Dist sable mixe sel
1 29,5 47 37 197 78,32 6,84 14,842 30,5 47 37 203 80,64 13,53 5,823 29,5 53 37 203 79,63 14,57 5,814 30,5 53 37 197 79,31 11,36 9,335 29,5 47 43 203 78,84 15,83 5,346 30,5 47 43 197 80,56 13,38 6,067 29,5 53 43 197 82,25 13,23 4,528 30,5 53 43 203 82,62 14,25 3,149 30 50 40 200 82,25 13,40 4,3510 30 50 40 200 82,60 13,23 4,1811 30 50 40 200 82,12 14,05 3,83
On traitant les résultats obtenus (tableau 4), par le logiciel modde5.0 et on obtient le modèle de ce test (tableau 5). L’analyse des coefficients de ce modèle à montrer qu’aucun facteur n’a d’importante influence, cela signifie que le processus est robuste.
Tab. 5. Modèle du test
Coefficient sable mixe Sel Ct. 80,70 12,96 6,34 U 0,51 0,26 -0,77
A1 0,68 0,48 -1,16 A2 0,80 1,30 -2,09 D 0,16 1,67 -1,83
La robustesse fait avec la méthode proposée par Taguchi a montrer que pour diminuer l’influence des facteurs de bruit, les facteurs contrôlables doivent se situer autour des valeurs suivantes : U=29 [KV] et D=205 [mm]. A ces niveaux des paramètres contrôlables, la moyenne du produit mixte à la plus petite valeur minimale et la dispersion est (tableau 6). Taguchi a démontré que pour minimiser la cible, la fonction )log(10 22 σϕ +−=y doit être maximiser. Cette fonction fait la liaison entre la moyenne et la variance. En utilisant la méthode des surfaces des réponses, on peut déterminer les relations entre les deux catégories des facteurs (contrôlable et bruit). Pour une meilleure qualité de la plage de variation des facteurs contrôlables, on opte pour le plan composite. D’aprés les résultats du tableau 7, on remarque qu’aucun coefficient n’est très important pour le procédés de séparation, donc le system est robuste.
Tab. 7. Les valeurs du coefficients
coefficient sable mixe sel Constant 78,84 15,92 5,24
ten -0,83 -0,01 0,84 dis 1,57 0,61 -2,18
com -3,50 2,72 0,78 deb -0,27 0,59 -0,31
ten*ten 0,79 0,50 -1,29 dis*dis -2,95 -1,80 4,75
com*com 2,16 -0,24 -1,93 deb*deb -0,11 1,86 -1,74 ten*dis -0,08 0,56 -0,48
ten*com 0,07 0,04 -0,11 ten*deb 0,31 -0,16 -0,15 dis*com -0,31 0,23 0,09 dis*deb 0,70 -0,81 0,11
com*deb -0,30 -0,01 0,31

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
53
Dans tout nos essais, on a pu observer que les résultats de séparation deviendront de plus en plus mouvais, par rapport au nombre de réutilisation du même produit chaque test effectué. Cette dégradation a été constatée spécialement pour les granules du sel. Dans ces conditions on a essayer de corriger cette dégradation du sel. Pour voir quelle sont les facteurs qui causent la
dégradation du sel, on a fait deux tests : le premier
avec les mêmes conditions et le deuxième, on a fait varier les conditions. Les dernières trois expériences sont similaires pour les deux tests. Si on fait une comparaison entre les résultats obtenus (tableau 8), on peut dire que la dégradation est à peu près la même, on conclu que le principal facteur de la dégradation est la répéti.
Tab. 6.Résultats apres la méthode de Taguchi
Tab. 8. La comparaison des resultats
nombre cond.dif Le même cond. 9 2,15 2,33 10 2,06 2,23 11 1,88 2,15
Chaque fois on utilise le produit, ce dernier se dégrade pour importe quelles conditions de fonctionnement. Pour trouver le niveau de la dégradation qui a eu lieu a chaque fois, on suppose que la première masse du sel résulté de la séparation est la meilleure. On cherche une courbe d’approximation (Figure 6) pour les résultats obtenus dans le test avec les même conditions.
Fig.6. La courbe d’approximation
Si on fait le rapport entre la première valeur mesure et ceux obtenus avec la courbe d’approximation, on obtient les coefficients de dégradation pour chaque fois. Avec ces coefficients on multiplie les résultats du test, fait avec conditions différentes, et on obtient le modelé corrigé (Figure 7).
Le modèle mesuré est décrit par l’équation suivante :
y=6.68-0.567U-0.915D-1.637Comp+0.03Déb
Le modèle corrigé est décrit par l’équation :
y=9.93-0.241U-0.541D-0.628Comp-2.089Déb
Fig.7. L’amélioration du modèle
Psi Vari Y distance temps Nc Mix Co Nc Mix Co Nc Mix Co
210 28 78,00 15,61 6,40 20,94 4,52 10,13 -37,86 -23,95 -17,08 200 28 75,23 16,44 8,33 23,56 3,54 10,82 -37,55 -24,37 -19,04 210 30 77,26 15,35 6,64 13,54 2,52 3,82 -37,77 -23,77 -16,81 200 30 74,73 17,77 7,50 10,09 1,52 5,78 -37,48 -25,02 -17,93 205 29 79,45 14,84 5,72 4,30 1,29 1,67 -38,01 -23,45 -15,36

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
54
6. CONCLUSIONS
• Les méthodes numériques et d’analyse utilisées
pour étudier les processus de séparation électrostatiques sont très utiles et sont faciles d’appliques dans beaucoup de domaines.
• Le processus de séparation est très sensible au petit changement, pour ça on doit être attentif au niveau de facteurs et au condition d’ambiant.
• La séparation électrostatique est un processus multifactoriel fonctionnant avec de nombreux paramètres qui sont réglables et inter-dépendants.
BIBLIOGRAPHIE
1.Douglas Montgomery, 2005, Design and analysis of experiments, John Wiley&Souns, Inc 2. Jacques Goupy, 2005, Pratiques les plans d’experiences, Dunod, Paris 3.Jacques Goupy, 1999, Plans d’experiences pour surfaces de réponse, Dunod, Paris 4. Karim Medles &Co, 2004, Set point identification and robustness testing of electrostatic separation processes 5. Lucian Dascalescu & Co, Effect of ambient humidity on the outcome electrostatic separation processes 6. Ministerul agriculturii, padurilor, apelor si mediului, Strategia nationala de gestiune a deseurilor Quick Info
SLA material uses nanocomposite technology 3D Systems Corporation is introducing Accura Greystone material, a new engineered nanocomposite material for use in its stereolithography (SLA) systems. Designed for motorsport and aerospace applications, Accura Greystone material delivers exceptional accuracy, stiffness, thermal performance and long-term stability.
The grey-coloured nanocomposite material was developed for rigorous, high-pressure wind-tunnel testing, under-the-hood automotive applications and other applications requiring high thermal resistance and insulating electrical components, as well as for building accurate and stable jigs and fixtures. Accura Greystone material resists high temperatures and is intended for tooling and other demanding applications. 3D Systems says that stereolithography users, especially racecar and aerospace development teams, will find easy-to-use, easy-to-clean Accura Greystone to be a best-in-class material for their development, testing and preproduction applications. Abe Reichental, 3D Systems' president and chief executive officer, comments: "Accura Greystone material is our latest breakthrough in material science and technology as we continue to emphasise the importance of engineered materials and composites to our business. We believe that it takes breakthrough materials like Accura Greystone to push and expand the end-use applications' envelope and broaden the adoption of additive manufacturing technology into the mainstream of automotive and aerospace design, development and manufacturing. As a leader and innovator in this exciting space, we are intensifying our commitment to material science research and expect to introduce additional high functionality breakthrough materials in the near future."
(http://www.3dsystems.com)

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
55
SPLIT SPHERICAL ROLLER BEARINGS – AN ECOLOGICAL SOLUTION FOR REDUCING THE COSTS
Luminita Madalina Draganus *, Alexandru Radulescu*, Mircea Despa** *University “POLITEHNICA” Bucharest, ROMANIA, e-mail: [email protected]
**CN Industrial Group Bucharest, ROMANIA, e-mail: [email protected]
REZUMAT Rulmentii cu inele sectionate sunt recomandati deoarece faciliteaza asamblarea si simplfica operatiile de montare-demontare. Cu ajutorul acestui tip de rulmenţi timpul de staţionare al maşinilor şi instalaţiilor se reduce, acest lucru implicand la randul sau scaderea costului de producţie. Desi varianta cu inele secţionate este mai scumpă din punct de vedere al costurilor directe, raportata la costurile totale- ce includ activităţile curente de întreţinere precum şi pe cele determinate de reparaţii şi schimbul de rulmenţi,-devine net mai avantajoasă decât varianta cu rulmenti clasici.
ABSTRACT With new constructions split spherical roller bearings help in many cases to save considerable cost since they simplify the assembly and facilitate mounting.With this type of bearings, the downtimes of machines and plants is reduced and thus the production cost as well. Although the split bearing variant is more expensive than unsplit bearing variant, refering to total costs witch contain current activities with maintenance and roller replacement, is distinctly advantageous then unsplit bearing variant.
CUVINTE CHEIE: Rulmenţi, tehnologie, cost de producţie, ecologie.
KEYWORDS: Roller bearings, technology, cost, ecology.
1. INTRODUCTION
Replacing or removing damaged or worn parts on heavy machinery and equipment that requires regular servicing or maintenance, can be a real headache for manufacturing companies, particularly those in the mining, quarrying and mineral processing sector, where the value of capital equipment and production machinery is normally high, [1], [2]. Repair and overhaul of components soaks up valuable time and resources, often resulting in costly production downtime, while the equipment or machinery is offline being repaired. The harsh operating environment may also result in more regular maintenance and overhaul being required on machinery. Dismantling and assembly procedures can be complicated and often involve drives being disconnected, belts, pulleys, gears, bearings, couplings and shafts being disassembled or removed. Equipment such as bucket wheel excavators, winch drums, screw conveyors, mixers and stirrers, mills, crushers, rotary kilns, fans and blowers, drive and line
shafts - all require regular maintenance, repair and overhaul. Where solid rather than split spherical roller bearings are used, companies should choose to fit the split type instead. Mounting of split bearings normally leads to a reduction of machinery downtime and maintenance costs. In many cases, split bearings can also reduce the cost of new designs, because the bearings simplify the assembly process and mounting procedure. Split spherical roller bearings are particularly useful when several solid spherical roller bearings are being used to support a complex drive shaft, or where the bearing needs replacing but is located in a tight space on a machine, so access is restricted. With split spherical roller bearings, the inner ring, outer ring and cage assembly are split. A cylindrical bore provides direct mounting onto the shaft. These bearings typically offer high thrust load capability and dynamically compensate for any misalignment.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
56
2. TECHNICAL ASPECTS OF THE SPLIT SPHERICAL ROLLER BEARINGS
The dimensions of FAG split spherical roller bearings were adapted so that they can be used instead of unsplit spherical roller bearings and their adapter sleeves. Outside diameter, outer ring width and shaft seat diameter are identical. FAG split spherical roller bearings can be mounted into FAG split plummer block housings without requiring any further machining of the housings. The same applies to housings from other manufacturers provided that the internal dimensions are identical. FAG split spherical roller bearings have a cylindrical bore. Inner ring, outer ring and roller/cage assembly are split into halves. The split bearing rings are bolted together. The main advantages of the split spherical roller bearings are, [5]: • Easy bearing replacement as split spherical roller
bearings (top) require the same mounting space as unsplit bearings with adapter sleeves (bottom) (Figure 1);
• Easy to inspect, fast and easy mounting-the FAG split spherical roller bearing directly before mounting into an SNV housing (Figure 2);
• The internal design of split spherical roller bearings is identical to the proven high capacity FAG E1 design spherical roller bearing (Figure 3).
Fig. 1. Replacement of the split spherical roller bearings
Fig. 2. Inspection for the split roller bearings
Fig.3. Internal design of the bearings Split spherical roller bearings have the normal tolerances of unsplit radial bearings and the normal clearance of unsplit spherical roller bearings with a cylindrical bore. The shaft has to be machined to h6...h9 in order to attain the required tight inner ring fit after bolting. These shaft tolerances are also used for unsplit bearings mounted with adapter sleeves. Usually, the housing bore is machined to H7 or H8. FAG split spherical roller bearings with separate locking rings are recommended for applications where considerable temperature differences between shaft and inner ring halves may have to be accommodated, e.g. dryer rolls of paper machines. The bearings are equipped either with a split moulded cage of glass-fibre reinforced polyamide or with a split machined brass cage. The load carryng capacity of split spherical roller bearings is smaller than that of unsplit spherical roller bearings since the pitch circle for the roller/cage assembly is reduced due to the outer ring bolting. Nevertheless, a high load carrying capacity is achieved by providing the largest possible number of rollers with the largest possible diameter. FAG split spherical roller bearings are usually lubricated with a lithium soap base grease of penetration class 2 with EP additives. The lubrication intervals are identical with those of unsplit bearings. Split spherical roller bearings may be relubricated via a groove and holes in the outer ring The replace of the old bearing with the split spherical roller bearing supposes the following steps, presented in Table 1. Table 1. Replacement technology for split bearings
Replace-ment stage
Example
Bearing dis-assemble

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
57
Replace-ment stage
Example
Half-bearing assembly
Shaft turning
Assembly of the other half-bearing
3. ECONOMICAL ANALYSIS FOR THE SPLIT SPHERICAL ROLLER BEARINGS
The economical analysis for the split spherical roller bearings was made in the case of a centrifugal fan (Figure 4), [4], [6].
Fig. 4. General view of the centrifugal fan, [6]
The required steps in bearing mounting and dismounting for the case of the centrifugal fan are presented in Table 2.
Table 2. Mounting and dismounting for the fan
Unsplit bearing Split bearing
Disassemble couplings at transmission input ends Not required
Loosen conection between foundation and electric motor Not required
Loosen fastening bolts Not required
Remove coverfor easier lifting Not required
Use loops to suspend impeller Not required
Lift rotor usig a crane Not required
Remove transmission using a crane(access to coupling) Not required
Remove coupling Not required
Remove bearing at drive end Yes
Remove bearing at opposite end Yes
Install new bearing at opposite end Yes
Install new bearing at drive end Not required
Assembly in reverse order Not required
The methodology for the costs calculation was used by the supplier, CN Industrial Group, to find the production price for each component part, [1], [3], [5]. The results and estimative expenses dictated by disassembly,assembly, alignment, and function are presenting in Table 3.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
58
Table 3. Estimative expenses for split bearings
replacement
Cost factors Unsplit bearing
Split bearing
Downtime (1350 Euro/hour)
36 hours: 48600 Euro
6 hours: 8100 Euro
Manual labour: (5 Euro/hour)
3 people working 18 hours each: 270 Euro
2 people working 6 hours each:
60 Euro
Alignment (35 Euro/hour)
3 hours: 105 Euro
Not required
Crane rental: 105 Euro/hour
24 hours: 2520 Euro
Not required
Replacement bearing
(drive end) 2200 Euro Not
required
Replacement bearing
(oposite end) 2200Euro 8800 Euro
Hidraulic nut (RKP 260) 2510 Euro Not
required
Total Cost 58405 Euro 16960 Euro
The main prices for each component of the bearing are: • Standard variant of bearing (classic unsplit
ball bearing) : - SNV 120-L Housing: 88 Euro - Conical bearing 22313EK: 81 Euro - Conical sleeve T41A: 19 Euro - Sealing 2 pcs x 2 Euro= 4 Euro - Total costs: 192 Euro
• Split bearing variant:
- SNV 120-L Housing: 88 Euro - Split bearing: 219 Euro - Sealing 2 pcs x 2 Euro= 4 Euro - Total costs: 311 Euro
4. CONCLUSIONS
Split spherical roller bearings are mainly used for applications where the replacement of an unsplit spherical roller bearing would require intricate additional work, e.g. where gear-wheels or couplings have to be withdrawn, drives dismounted, and shaftings disassembled. With split spherical roller bearings the downtimes of machines and plants is reduced and thus the production cost as well. With new constructions split spherical roller bearings help in many cases to save considerable cost since they simplify the assembly and facilitate mounting. The ranges of application are from shafts supported by several bearings to bearing locations of restricted access, for example: belt drives, ships, conveyor plants, rolling mills, ventilation systems, paper machines etc. Although the split bearing endurance is smaller then normal bearings, it is recommended to use this type of bearings because they simplify the mounting and dismounting operations. The variant with split roller bearings is more expensive than unsplit bearings variant, but refering to total costs witch contain current activities with maintenance and roller replacement, is distinctly advantageous then unsplit bearing variant. Also, it became more advantageous if we take in consideration the costs involved by tehnological downtimes.
REFERENCES
1. *** Split spherical roller bearings, INA, Catalogue 611. 2. *** Business Planner, User’s Guide, B-Plan International
Software Ltd., Israel, 1993. 3. Mayers, J-H., Marketing, McGrow Hill Book Company,
New York, 1986. 4. Filipoiu, D.I. et al., Tehnologii si utilaje tehnologice.
Fabricatie si costuri, Ed. Printech, Bucuresti, 2003 (in Romanian)
5. www.inacn.ro 6. www.saveb.ro

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
59
CERCETĂRI PRIVIND REALIZAREA MEDIILOR DE LUCRU LA NANOFINISAREA PRIN CURGERE ABRAZIVĂ
CU MEDII DE LUCRU REOPECTICE
Valeriu Avramescu, Cătălin Horia Orăşanu – ICTCM Bucuresti, vavramescu@ ictcm.ro Norvegia Elena Avramescu, Adrian Dimon – INTEC Bucuresti
ABSTRACT The nano-finishing technologies for complex surfaces is an integral concept which uses concentrated energy sources and fluid mediums with reopectic properties, fluids which have in there dispersion abrasive materials. The realization of this kind of fluids requires the obtaining of abrasive grains with specific dimensions, in the nano- area, with properties and technical characteristics required by the abrasive flow finishing process with reopectic work mediums. KEY WORDS: nano-finishing technologies, complex surfaces, fluid mediums, abrasive materials, reopectic work mediums
1. INTRODUCERE Necesitatea de a obţine suprafeţe de o calitate tot
mai ridicată şi cât mai repede posibil a determinat pe cei care lucrează în industria prelucrătoare să caute noi procedee de finisare. Prelucrarea cu abrazivi este cel mai vechi, dar şi cel mai modern procedeu de prelucrare. Este procedeul cel mai vechi deoarece a fost folosit la confecţionarea uneltelor şi armelor, dar este şi un procedeu modern, deoarece astăzi tehnica utilizează materiale cu duritate foarte mare, ce nu pot fi prelucrate decât cu ajutorul materialelor abrazive noi, cu proprietăţi superioare şi cu performanţe deosebite.
.Obiectivele propuse au în vedere dezvoltarea unui concept integrator de nanoprelucrare, în special nanofinisare prin medii de lucru reopectice ce utilizează nanomateriale abrazive. Cercetările privesc realizarea granulelor abrazive: stadiul actual al utilizării mediilor abrazive, tehnologii de obţinere, tipuri, proprietăţi, date tehnice, caracteristici tehnice ale granulelor abrazive etc.
Obiectivele procedeelor de prelucrare foarte fină sunt: creşterea calităţii suprafeţelor prin micşorarea rugozităţii; îmbunătăţirea geometriei formei suprafeţei; mărirea preciziei dimensionale; îmbunătăţirea stării de tensiuni din stratul superficial.
2. TEHNOLOGII DE OBŢINERE A GRANULELOR ABRAZIVE
A. Metode mecanice (măcinarea)
Fragmentarea materialelor compacte prin metode mecanice este larg răspândită, permiţând obţinerea de particule între 40-250 µm. Metoda este eficientă dacă materialul are plasticitate redusă deoarece în încercarea de dezintegrare, se deformează plastic. În perioada măcinării, datorită efectului combinat al strivirii şi
şocului, apar particule grosolane iar datorită efectului de uzare prin frecare apar granule fine.
După H. Kramer fragmentarea se produce în exclusivitate prin impactul particulelor mici cu rol de proiectil asupra particulelor mari ce au rol de ţintă. Prin aceste procedee nu pot fi obţinute materiale cu granulaţia sub 1 µm. G. Hutting, analizând echilibrul dinamic stabilit în procesul de fragmentare, arată că în procesul de măcinare apar şi efecte chimice. De aceea el consideră că prin măcinare nu se pot obţine particule de material foarte fine.
B. Metode fizico – chimice Pulverizarea constă în dezintegrarea materialului
topit cu ajutorul unui agent extern (apă, aer, gaze) care are o energie cinetică foarte ridicată şi o viteză mare de curgere. În literatura de specialitate se arată că pulverizarea se desfăşoară în condiţii de maximă eficienţă când temperatura agentului de pulverizare este egală cu cea a topiturii materialului supus pulverizării. Acest lucru este greu de realizat practic; de aceea se apelează la alte metode precum folosirea creuzetului rotitor, a electrodului consumabil rotitor, dezintegrarea unei mase topite prin impact cu paletele unei turbine de mare viteza, cu ajutorul plasmei sau prin împrăştiere dintr-un recipient perforat antrenat în mişcare de rotaţie.
Pulverizarea sub acţiunea fortelor centrifuge se realizează prin mai multe procedee ca: metoda electrodului rotitor, metoda cu creuzet rotitor, metoda cu disc rotitor prevăzut cu fante şi aripioare.
Pulverizarea cu ajutorul câmpurilor electromagnetice sau a impulsurilor electrice de mare putere, anulează tendinţa de modificare a compoziţiei chimice a materialului care apare la pulverizarea cu gaze sau apă. Pentru obţinerea materialelor cu granulaţie mai mare de 0,5 mm se apelează la dezintegrarea jetului de topitură cu ajutorul unui câmp electromagnetic.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
60
3. TIPURI DE GRANULE ABRAZIVE ŞI UTILIZAREA LOR
A. Granule abrazive din material minerale
Materialele abrazive cele mai utilizate în
prelucrările mecanice sunt oxidul de aluminiu şi carbura de siliciu. Granulele ceramice abrazive pot fi unul din aceste minerale sau un amestec al celor două, nelegate chimic între ele. Au putere tăietoare foarte bună şi sunt destul de scumpe. Pentru eficientizarea procesului sunt utilizate diferite combinaţii granulometrice, precum: 8, 10, 12, 14, 16 (foarte înaltă), 20, 24, 30, 36, 46 (înaltă), 54, 60, 80, 90, 120 (medie), 150, 180, 200 (fină), 240, 320 (foarte fină) şi 400, 500, 600 (ultra fină).
B. Granule abrazive din materiale
plastice
Granulele acrilice sunt cele mai durabile materiale. Au fineţe mare şi sunt folosite pentru un grad mare de finisare al suprafeţelor prelucrate. Mărimile standard sunt 12-16, 10-16, 16-20, 20-30, 30-40 mesh iar mărimile speciale sunt 12-20, 20-40, 40-60, 60-80 mesh.
Granulele de melamină sunt folosite pentru curăţirea suprafeţelor dificile care necesită viteză mare de impact suprafaţă – granulă abrazivă. Au capacitate mare de curăţire şi pot fi folosite ca înlocuitori ai bilelor de sticlă sau altor materiale abrazive. Mărimile standard sunt 8-12, 12-16, 16-20, 20-30; 20-40 mesh şi 40-60 mesh sunt mărimi speciale.
Granulele de urea sunt dintr-un material plastic dintre cele mai utlizabile şi se folosesc la curăţirea pieselor turnate din nisip. Reprezintă un mediu ecologic şi reciclabil folosit ca alternativă la curăţirea chimică. Ele asigură creşterea nivelului de finisare şi curăţirea suprafeţelor cu asperităţi mari. Mărimile standard sunt 8-12, 10-20, 12-16, 16-20, 20-30, 30-40 si 40-60 mesh.
C. Granule abrazive pe bază de cuarţ
Nisipul dur este utilizat pentru curăţirea formelor coji de turnare. Când este folosit ca mediu abraziv este foarte eficient, fiind durabil şi având feţe multiunghiulare. Este un excelent înlocuitor al nisipului de turnătorie. Curăţirea cu nisip dur este indicată a fi folosită acolo unde substratul acoperit cu vopsea, murdărie, gresat, crustă, carbon etc va rămâne neschimbat.
D. Granule abrazive din Cubit 321-3M
Materialul Cubitron 321-3M propus de Corporate Technical Achievement Award este un compozit cu o mare eficienţă în prelucrarea suprafeţelor putând înlocui alumina sau granulele de diamant. Este un material ranforsat cu o structură de plăci microcristaline, cu o distribuţie uniformă a componentelor structurale.
Este folosit la prelucrarea sub presiune a suprafeţelor forjate, tratate termic, vopsite, conferind o fineţe relativ bună.
E. Granule abrazive din Cubit 321-3M
Materialul Cubitron 321-3M propus de Corporate Technical Achievement Award este un compozit cu o mare eficienţă în prelucrarea suprafeţelor putând înlocui alumina sau granulele de diamant. Este un material ranforsat cu o structură de plăci microcristaline, cu o distribuţie uniformă a componentelor structurale. Este folosit la prelucrarea sub presiune a suprafeţelor forjate, tratate termic, vopsite, conferind o fineţe relativ bună.
F. Granule abrazive din oxidul alb de
aluminiu
Oxidul alb de aluminiu (alumina) este folosit în proporţie de 99,5% pentru prelucrări de precizie a suprafeţelor metalice. Funcţie de puritatea sa are o largă clasă granulometrică de livrare respectiv 16, 24, 36, 60, 100, 120, 180, 240 mesh. Are putere de tăiere comparată cu cea a carburilor sinterizate. Este folosit ca material de curăţire pentru suprafeţe lustruite, valve, pistoane, palete de turbine în industria auto şi aerospaţială.
G. Granule abrazive din carbură de siliciu
Carbura de siliciu sub formă de granule este cel
mai frecvent mediu abraziv folosit la abraziune. Ea poate fi reciclată şi are un randament mai bun decât alumina putând fi folosită de mai multe ori. Ea are aceleaşi clase granulometrice ca şi alumina. Prezintă o duritate mai mare şi poate fi folosită şi pentru prelucrarea suprafeţelor din sticlă.
H. Granule abrazive utilizate pentru prelucrarea hidroabrazivă
Un numãr mare şi diferite tipuri de materiale
abrazive sunt utilizate în prelucrãrile cu jet abraziv, amestecul apă + abraziv + aer fiind, într-un fel, asemănător amestecului abraziv + polimer utilizat de AFM, mai ales dacă ţinem cont şi de faptul că în apă se introduce un polimer cu lanţ lung pentru diminuarea frecării la perete (fenomen opus celui necesar în cadrul AFM).

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
61
4. CARACTERISTICI ŞI PARAMETRII REPREZENTATIVI
În tabelul 1 sunt prezentate valori ale parametrilor pentru diferite materiale abrazive, iar în tabelul 2 sunt prezentate date tehnice şi caracteristici fizice pentru diferite pulberi abrazive.
Tabelul 1: Proprietãţi ale materialelor abrazive
Material Deprecierea particulelor, (%) Volumul particulei, [A3] Almandine 5 – 60 1529.62 Spessartine - 1566.15 Pyrope - 1503.88 Grossulare 30 1671.18 Andradite 80 – 90 1767.61
Cunoaşterea caracteristicilor particulelor este crucialã. În tabelul 2 sunt prezentate 22 de caracteristici fizice şi chimice pentru pulberile abrazive Barton-garnet.
Particulele trebuie sã fie dure; ele realizează erodarea materialului fără sã se uzeze. Forma particulei este foarte importantã.
Tabelul 2: Date tehnice si caracteristici fizice pentru pulberile abrazive Barton
Proprietãţi Comentarii
Descriere generalã
- Combinaţie de almandite şi pyrope - Mineral omogen - Nu sunt chimicale libere - Oxizii şi dioxizii se combinã chimic: Fe3Al2(SiO4)3 - Ionii de fier şi aluminiu sunt parţial înlocuibili de Ca, Mg şi Mn
Analiza chimicã
- Dioxid de siliciu (SiO2) 41.34 % - Oxid de fier (Fe2O3) 12.55 % - Oxid de calciu (CaO) 2.97 % - Oxid de mangan (MnO) 0.85 %
- Oxid feros (FeO) 9.72 % - Oxid de aluminiu (Al2O3) 20.36% - Oxid de magneziu (MgO) 12.35%
Duritatea Între 8 şi 9 pe scara Mohs Rezistenţa De la sfãrâmicios pânã la dur Forma particulei Ascuţitã, unghiularã, iregulatã Fragilitatea Laminãri pronunţate, plane de clivaj iregulate Culoarea Între roşu şi roz Streaks Alb Transparenţa Translucent Lustre Sticlos Gravitatea specificã 3.9 g/cm3 to 4.1 g/cm3 Indice de refracţie 1.83 Unghiul faţetelor 37 °C şi 42 °P Cristalizarea Cubic, rombic, sau tetragonal Punct de topire 1,315 °C (2,300 °F) Propr. electrostatice - Coductivitatea: 18,000 V - Nereversibilã Absorbţia de umezealã Inert Dispersia Auto-dispersie Fără efecte patologice Fără silicaţi liberi dãunãtori
Particulele cu forme ascuţite erodează foarte bine materialul şi, dupã impact, pot cauza tensiuni mari.
În figura 1 sunt prezentate câteva forme ale particulelor utilizate în procesul de erodare.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
62
Figura 1. – Forme ale particulelor abrazive
Tabelul 3: Relaţia dintre scala Mohs şi duritatea Knoop
Duritate Material Mohs Knoop
Oxid de aluminiu 8 - 9 2,100 Zgurã de cupru - 1,050 Minerale silicate 7.5 1,350 Sticlã 5.5 400 – 600 Rocã de minerale silicate 8+ - Carburã de siliciu 9.15 2,500 Oxid de siliciu - 700 Oţel - 400 – 800 Zirconiu - 1,300
Cea mai importantă proprietate fizică pentru prelucrarea cu abraziv este duritatea particulei abrazive. Ea se determinã prin unul sau douã teste. Primul, testul duritãţii Mohs, este un test de zgâriere în care un material va fi zgâriat dacã acesta este mai moale decât materialul abraziv şi nu va fi zgâriat dacã este mai dur. Celãlalt test, testul duritãţii Knoop, este un test prin care se comparã
adâncitura lãsatã de materialul abraziv. Relaţia dintre scala Mohs şi duritatea Knoop este datã de tabelul 3. Carbura de siliciu, alãturi de oxidul de aluminiu şi mineralele silicate sunt dintre cele mai dure.
Douã relaţii diferite definesc forma particulei. Prima defineşte mãsura prin calcularea raportului alungirii relative, cea de-a doua planeitatea:
Ra=p
p
bl
şi Rp=p
p
tb
(1, 2)
Dimensiunile sunt arãtate în figura 2 pentru trei forme diferite de particule abrazive:
O altã relaţie aratã cât de aproape este particula studiatã de o formã idealã (spre exemplu sferã, cub, tetraedru etc.). Cei mai importanţi factori sunt sfericitatea şi rotunjimea (conform figurii 3):
Sp=cerc
pp
d
bl **4π şi Sr=
colturi
p
colt
Ndr*2
∑
(3, 4)
Figura 2 – Raportul alungirii şi planeitãţii

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
63
Vasek şi Martinec au propus un factor de circularitate care mai întâi a fost dezvoltat de Cox pentru a caracteriza particulele abrazive şi un factor de formã dat de relaţia 6.
F0= 2
4P
Ap∗∗π , unde P=Px+Py+ 2 Pxy şi Fformã=
max
min
dd
(5, 6)
Este imposibil sã descriem ficare tip de particulã
folosind relaţiile prezentate mai înainte. De aceea este utilizatã o descriere statisticã a
dimensiunii şi formei particulelor abrazive.
5. MEDII DE LUCRU REOPECTICE UTILIZATE LA PRELUCRAREA AFM
Sunt mulţi parametri care afectează modul în care decurge procesul AFM. Mediul abraziv utilizat este în strânsă legătură cu parametrii procesului şi, de aceea, nu poate fi analizat decât în strânsă corelare. Parametrii principali sunt mărimea granulei, materialul granulei şi baza mediului. - Mărime granulă. În procesul AFM, scula de tăiere
este identificată cu actualele granule abrazive din mediul abraziv. Granulele mediului abraziv au cea mai mare influenţă asupra calităţii suprafeţelor. Cu cât mai mică este mărimea lor, cu atât mai mică cantitatea de material îndepărtat şi, în consecinţă, cu atât mai bună suprafaţa finisată. Mărimea granulelor se încadrează între 0,005 mm şi 1,5 mm. Rugozitatea suprafeţei este determinată de mărimea granulelor folosite. Atât rugozitatea iniţială a suprafeţei cât şi cea care trebuie să rezulte în final trebuie să fie luate în considerare. Este un procedeu comun de a nu limita procesarea la o singura mărime a granulei în fiecare mediu de bază. Două sau trei mărimi diferite de granule se pot folosi în cadrul aceluiaşi mediu de bază, depinzând de rezultatele cerute.
- Odată ce procesul de extruziune s-a terminat, mediul care rămâne pe piesa de lucru poate fi uşor îndepărtat cu aer comprimat sau cu vacuum.
- Materialul granulei. Materialul din care sunt fabricate granulele abrazive este, în mod normal, carbura de siliciu dar se poate folosi şi carbura de
bor, oxidul de aluminiu şi diamantul. Alegerea materialului abraziv depinde de doi factori de bază. În primul rând materialul care este finisat adică densitatea şi proprietăţile fizice. În al doilea rând cerinţele rugozităţii suprafeţei finale.
- Mediul de bază. Temperatura mediului poate fi modificată sau variată pe întreaga durată a procesului de către maşină. Menţinerea temperaturii în timpul procesului este complicată deoarece mediul este extrudat sub presiune prin cavitatea piesei. Principalul motiv pentru luarea în calcul a temperaturii mediului de bază este faptul că vâscozitatea mediului se modifică odată cu temperatura. Cu cât temperatura este mai înaltă cu atât vâscozitatea este mai mică, deci dacă mediul atinge temperaturi ridicate, suspensia granulelor abrazive este în pericol.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
64
6. CONCLUZII
Necesitatea obţinerii unei suprafeţe de înaltă precizie şi calitate este un obiectiv extrem de important care este impus de funcţionalitatea pieselor aflate în acţiune. Avantajul metodei este că procesul, prin manipularea unui mediu abraziv special, permite asigurarea unei precizii funcţionale oricărui tip de suprafaţă.
Mediul abraziv deţine rolul de bază în cadrul procesului. De proprietăţile lui, în strânsă legătură cu materialul suprafeţei supuse prelucrării, depinde efectul final al procesului. De mărimea grăunţilor, de duritatea lor, dar, mai ales, de formula de realizare a acestui mediu abraziv cu proprietăţi reologice, depinde gradul de superfinisare a suprafeţei supuse prelucrării.
Quick Info
New Software ALGOR DesignCheck™ With ALGOR DesignCheck finite element analysis (FEA) software, you can verify your designs with a first-pass stress analysis to virtually test the behavior of product designs, speed up time to market and make better, safer products at a lower cost.
Examples
ONE OF THESE PARTS IS NOT LIKE THE OTHER
BIBLIOGRAFIE [1]. Hugh Jack, Abrasive Jet Machining (AJM), version 1.0, August 2001 [2]. Kozak, Kamlakar, Pajurkar, Hybrid Machining proces evaluation and development, Unyversity of Nebraska, Lincoln, SUA (2004) [3]. Dr. John H. Olson, Abrasive Jet Mechanics, Contributing Wrier, March 8, 2005 [4]. Perry, K.E. Abrasive Flow Machining Method and Tooling, Brevet USA. [5]. Rhoades, L.J., Method of Controlling Flow Resistance in Fluid Orifice Manufacture, Brevet USA. [6]. Rhoades, L.J., AFM International, the Materials Information Society. operations, Journal of Manufacturing Systems, Vol. 17, No.1, 1998. [7]. Lam, Smith, Process monitoring of Abrasive Flow Machining using a Neural Network predictive model, Departament of Industrial Engeenering, University of Pittsburgh, 2005. Kubotek Validation Tool™ Kubotek Validation Tool™ assures manufacturers that two CAD models visually appearing the same truly are geometrically identical.
KUBOTEK VALIDATION TOOL™ IN ACTION
CHECK FOR DIFFERENCES BETWEEN 2 SIMILAR MODELS
(http://www.validatecad.com/examples.html)

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
65
SISTEME SUPERFLEXIBILE ROBOTIZATE – NOI CONCEPTE
Trygve Thomessen – Productive Programming Metods As, Trondheim, Norvegia,
Vladimir Cardei, Valeriu Avramescu, Loredana Păun, Roxana Grejdănescu – ICTCM Bucuresti, vavramescu@ ictcm.ro
ABSTRACT The new superflexibility concept of a robotized system represents a high level in the industrial robots applying. This fact allows a special impact to the robots users and producers. The paper presents some aspects regarding a high flexibility robotized system for applications in some technological processes for small - scale productions. This system suppose a correlation between the new requirements, which are imposed by the high flexibility, both on the robot’s structure and programming and on the robotized system components.
KEY WORDS: superflexibility, robotized system, technological processes,
small - scale production
I. INTRODUCERE
Astăzi roboţii industriali reprezintă cea mai bună
soluţie pentru combinarea celor două nevoi principale şi anume productivitatea şi flexibilitatea, caracteristici care îi recomandă şi pentru fabricaţia de serie mică. Nu în ultimul rând roboţii industriali sunt construiţi pentru un anumit tip de produs, prin aceasta satisfacându-se şi cerinţele industriale referitoare la scurtarea timpilor de producţie şi la menţinerea riguroasă a valorilor parametrilor tehnologici.
Superflexibilitatea unui sistem robotizat impune noi concepte de programare pentru a obţine timpi minimi de setare şi implică un grad mult mai mare de tipizare, de modularizare al mâinilor mecanice şi dispozitivelor de lucru manevrate de roboţii industriali şi de control computerizat al parametrilor tehnologici, decât cel actual, pentru a obţine o mare eficienţă în aplicaţiile industriale.
Realizarea unui sistem flexibil implică pe langă robotul industrial, utilajul deservit şi sisteme flexibile de adaptare între robot şi elementele sistemului – mâini mecanice (grippere), dispozitive de lucru, dispozitive de complianţă, soft – cărora trebuie de asemenea să li se confere flexibilitate.
Acest sistem robotizat prezintă un mare grad de noutate deoarece rezolvă noi cerinţe de mare flexibilitate în robotică atât pe partea de structură a robotului şi de programare a acestuia, cât şi pe partea de componente ale sistemului robotizat, gradul ridicat de flexibilitate fiind obţinut prin unificarea flexibilităţii componentelor sistemului cu cea a structurii sistemului.
II. SOLUŢII CONSTRUCTIVE
CARE ASIGURĂ SUPERFLEXIBILITATEA SISTEMULUI ROBOTIZAT
La baza superflexibilitatii stă posibilitatea
schimbării rapide şi sigure de către robot a mâinilor mecanice, a portbacurilor şi a dispozitivelor de lucru prin acţionarea directă a sistemului de zăvorâre/dezăvorâre doar prin deplasarea braţului robotului în raport cu magaziile în care sunt depuse componentele respective.
În componenţa unui sistem robotizat superflexibil sunt incluse o serie de mâini mecanice simple sau cu portbacuri interschimbabile, precum şi dispozitive de lucru care sunt depozitate în magazii specifice, de unde robotul le extrage conform programului, pentru efectuarea unor anumite activităţi, dupa care le depune înapoi în magazii.
Pentru mâinile mecanice şi pentru suporţii specifici ai dispozitivelor de lucru s-a adoptat un mecanism de zăvorâre care are la bază un sistem de blocare cu elemente lise a carui element de blocare este acţionat, producând dezăvorârea doar atunci când componenta respectivă este depusă în magazie şi când ştutul dispozitivului de cuplare automată, fixat pe braţul robotului, este retras din componenta respectivă.
Pentru portbacuri s-au adoptat mecanisme de zăvorâre cu ştifturi cilindrice care, intrând în alezajele aferente din portbacuri, blochează deplasarea transversală a acestora în ghidajele suporţilor din structura mâinilor mecanice.
Pentru realizarea dezăvorârii portbacurilor, după introducerea completă a mâinii mecanice cu portbacurile cuplate în magazia aferentă, zavoarele sunt acţionate prin împingerea ansamblului către tampoanele aferente din structura magaziei, acestea intrând în alezajele zavoarelor din portbacuri,

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
66
împingându-le, realizându-se decuplarea transversală a portbacurilor faţă de suporţii lor din structura mâinii mecanice.
Dispozitivele de lucru sunt fixate prin piese de adaptare de suporţii lor specifici, prevăzuţi cu sisteme de cuplare automată cu braţul robotului, suporţi care sunt depuşi în magaziile aferente.
Sistemul de complianţa are rolul de a menţine ferma poziţia dispozitivului de lucru atunci când forţele care acţionează asupra sculei sunt mai mici decat o valoare prereglată şi de a permite o deplasare controlată a acestuia atunci când forţele depăşesc această valoare.
Instalaţia pneumatică asigură alimentarea cu aer comprimat a mâinilor mecanice, a dispozitivelor de lucru sau a senzorilor pneumoelectrici instalaţi pe aceste componente asigurând o presiune de lucru în domeniul 4…6 bar pentru un diametru nominal Dn 6 mm.
Instalaţia electrică asigură alimentarea cu energie electrică a unor dispozitive de lucru, a unor componente ale sistemului robotizat, sau a unor senzori pneumoelectrici, furnizând semnale de interblocare catre echipamentul de comandă al robotului şi putând servi
şi ca o interfaţă între robot şi celelalte componente ale sistemului.
Au fost urmarite urmatoarele obiective ştiinţifice şi tehnice: dezvoltarea conceptului de modulizare a
componentelor sistemului robotizat, modulizarea mâinilor mecanice, a unor dispozitive de
lucru şi a altor echipamente aferente sistemului, standardizarea interfeţelor dintre diferitele tipuri de
roboţi si de echipamente, programarea rapidă şi intuitivă a robotului,
dezvoltarea sistemelor senzoriale pentru creşterea flexibilităţii sistemului robotizat.
În figura 1 sunt prezentate componentele modulare reprezentative care permit realizarea unor celule robotizate cu o mare flexibilitate. A fost organizat un Stand pentru experimentarea componentelor flexibile reprezentative ale unui sistem robotizat superflexibil, destinat atât testării în condiţii reale de manipulare robotizată a componentelor reprezentative, cât şi elaborarii unor metodologii de programare a unui sistem robotizat superflexibil.
COMPONENTA VARIANTE
Mâna mecanică cu fixare directă pe braţul robotului cu posibilităţi de prindere multiplă a unor semifabricate sau piese diferite
Mâini mecanice interschimbabile automat cu portbacuri fixe cu bacuri reglabile cu posibilităţi de prindere multiplă
Mâna mecanică cu portbacuri interschimbabile automat cu portbacuri fixe cu bacuri reglabile cu posibilităţi de prindere multiplă
Magazii mâini mecanice portbacuri dispozitive de lucru
Dispozitiv de cuplare automată cu braţul robotului cuplare mecanică cuplare mecanică şi energetică cuplare mecanică şi informaţională cuplare mecanică, energetică şi informaţională
Dispozitiv de complianţă dupa o direcţie dupa două direcţii
Senzor electropneumatic poziţia corectă a piesei închiderea matriţei faţă pe faţă
Dispozitiv pentru fixarea unor semifabricate cu senzori de prezenţă corectă a piesei
Unelte si dispozitive specifice de lucru maşină de gaurit maşină de înşurubat daltă polizor (biax)
Figura 1. Componente reprezentative ale unei celule robotizate superflexibile

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
67
Flexibilitatea deosebită a sistemului robotizat superflexibil se datorează principiilor originale care stau la baza soluţiilor funcţionale şi constructive ale componentelor mecanice ale acestuia; pe baza lor s-au definit obiectivele specifice şi direcţiile tematice: - acţionarea sistemului de zăvorâre/dezăvorâre doar
prin deplasarea braţului robotului faţă de magaziile în care sunt depuse mâinile mecanice şi dispozitivele de lucru, fără a mai fi necesar un element de execuţie special pentru acţionarea mecanismului de cuplare mecanică şi pneumatică a acestora cu braţul robotului,
- interschimbabilitatea automată a mâinilor mecanice şi a dispozitivelor de lucru în raport cu braţul robotului, caracteristică realizată prin tipizarea mecanismului de cuplare mecanică, energetică şi informaţională,
- cuplarea mecanică automată a portbacurilor cu mâna mecanică, obiectiv realizat doar prin deplasarea de catre braţul robotului a mâinii mecanice faţă de magaziile în care sunt depuse portbacurile, făra a mai fi necesar un element de execuţie special pentru acţionarea mecanismului de cuplare/decuplare mecanică a portbacurilor cu mâna mecanică,
- interschimbabilitatea automată a portbacurilor în raport cu mâinile mecanice, obiectiv realizat prin tipizarea mecanismului de cuplare mecanică şi a structurii magaziilor în care portbacurile sunt depuse,
- prinderea reglabilă şi fermă a semifabricatelor cu mâna mecanică, obiectiv realizat prin alegerea sistemului de bazare şi fixare a semifabricatelor în portbacuri,
- orientarea suporţilor mâinilor mecanice a magaziilor cu portbacuri şi a dispozitivelor de lucru cu scopul simplificării procedurilor de programare şi de rulare a programului robotului, prin activarea unui numar cât mai redus de mişcări pentru realizarea funcţiilor de cuplare/decuplare, funcţii care impun deplasări precise şi cu viteză redusă. În elaborarea soluţiilor componentelor
reprezentative executate s-au avut în vedere urmatoarele cerinţe constructive şi funcţionale:
realizarea unei structuri modulare compacte, cu cât mai puţine elemente în mişcare, posibilităţi de adaptare uşoară a structurii componentelor pentru lărgirea domeniului de dimensiuni sau de aplicaţii, siguranţa deosebită în realizarea funcţiei de cuplare/decuplare a mâinilor mecanice sau a dispozitivelor de lucru cu braţul robotului şi a mâinilor mecanice cu portbacurile aferente, posibilităţi de adaptare uşoară a structurii echipamentului complex de testare pentru noi teme de studiu în domeniul aplicaţiilor sistemelor robotizate superflexibile în diverse procese tehnologice.
Magazie pentru mâini mecanice cu
portbacuri interschimbabile Magazie pentru mâini mecanice cu
bacuri reglabile sau fixe Magazie cu portbacuri
interschimbabile I
Magazie cu portbacuri interschimbabile II
Mâna mecanică cu portbacuri
interschimbabile Mâna mecanică cu bacuri reglabile
sau fixe Suport dispozitiv de
lucru Magazie pentru
dispozitiv de lucru
Magazie cu portbacuri
interschimbabile III Dispozitiv de complianţă
Dispozitiv de cuplare automată cu braţul robotului
Instalaţie electrică
Figura 2. Componente reprezentative

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
68
III. METODOLOGIE DE REALIZARE A
PROGRAMELOR SISTEMULUI FLEXIBIL ROBOTIZAT
În cadrul unui program de manipulare a unor semifabricate sau de prelucrare robotizată în cadrul unei celule superflexibile, robotul industrial efectuează, în principiu, urmatoarele tipuri de activităţi, pentru care, în program, sunt incluse o serie de condiţii de interblocare care condiţionează rularea acestuia: - pornirea rulării programului de lucru atunci când toate condiţiile iniţiale specifice procesului tehnologic robotizat sunt îndeplinite, (utilajele din sistem pornite şi în configuraţie aptă să permită rularea programului robotului, parametrii tehnologici încadraţi în valorile prescrise etc.), - preluarea/depunerea unor mâini mecanice sau dispozitive de lucru din magaziile specifice, - preluarea/depunerea unor portbacuri din/în magaziile specifice, - rularea unor secvenţe de manipulare din program, (deplasarea braţului robotului pentru apucarea unor semifabricate etc.), - rularea unor secvenţe de prelucrare din program, (deplasarea braţului robotului cu dispozitivul de lucru şi realizarea unor prelucrări prin găurire, polizare, şlefuire, măsurare etc.), - preluarea unui semifabricat din postul de livrare, (existenţa şi pozitia precisă a semifabricatului în postul de preluare etc.), - rularea unor secvenţe din program, (deplasarea braţului robotului pentru aducerea semifabricatului în postul de lucru al unui utilaj etc.), - comanda unor secvenţe din programul unor utilaje din sistem, (deschiderea unor dispozitive de prindere, efectuarea unor operaţii asupra semifabricatului manipulat de către robot etc.), - transferul semifabricatului la alt utilaj sau depunerea lui în postul de evacuare, retragerea robotului în poziţia de aşteptare pentru reluarea unui nou ciclu de lucru, - oprirea rulării programului robotului pâna la îndeplinirea condiţiilor de interblocare aferente secvenţelor programului, - oprirea rulării programului robotului datorită neîndeplinirii unei condiţii de interblocare aferente secvenţelor programului, reluarea rulării programului fiind comandată de către operator numai după înlaturarea, de către acesta, a cauzelor care au generat neîndeplinirea condiţiei de interblocare, - trecerea pe alte secvenţe din program daca nu sunt îndeplinite anumite condiţii tehnologice, (evacuarea unor semifabricate insuficient încalzite, evacuarea unor semifabricate necorespunzatoare etc.), - trecerea pe alte subprograme la un număr prescris de cicluri, (ungerea şi/sau răcirea matriţelor dupa executarea unui număr prescris de cicluri etc.).
IV. CONCLUZII
Conceptul nou, de superflexibilitate a unui sistem robotizat reprezintă o treaptă superioară în activitatea de utilizare a roboţilor industriali, fapt care conduce la un impact deosebit asupra utilizatorilor şi al fabricanţilor de roboţi.
Creşterea cerinţelor de productivitate şi mediile noi de lucru impun utilizarea roboţilor industriali în industrie. Aceasta este deosebit de important în medii dificile de lucru pentru limitarea îmbolnavirilor posibile şi pentru limitarea factorilor care pot conduce la o productivitate şi calitate scăzută.
Prin introducerea robotizării superflexibile pentru producţia de serie mică pot fi obţinute urmatoarele efecte economice si sociale:
- creşterea productivităţii: 75 %; - creşterea calităţii operaţiilor executate şi reducerea rebuturilor cu 80%; - ridicarea calificării profesionale a personalului de deservire a sistemului robotizat superflexibil şi crearea de noi locuri de muncă ; - deschiderea unui nou domeniu de cercetare cu aplicaţii directe în industrie; - deschiderea de noi pieţe de desfacere pentru componentele şi programele specifice care asigură superflexibilitatea sistemelor robotizate.
V. BIBLIOGRAFIE
[1] Ciobanu., L., Manipulatoare şi roboţi industriali, Rotaprint Univ. Tehnică „Gh. Asachi” Iaşi, 1994. [2] D. Drăgulescu, M. Toth-Taşcău, Planificarea şi generarea mişcării roboţilor, Ed. Orizonturi Universitare, Timişoara, 2002. [3] Everett, H. R., Sensors for Mobile Robots: Theory and Application, A. K. Peters Ltd, 1995. [4] Ispas, V., Aplicaţiile cinematicii în construcţia manipulatoarelor şi a roboţilor industriali Ed. Tehnică, Bucureşti, 1990. [5] Latombe, J.-C, Robot Motion Planning, Kluwer Academic Publishers, 1995. [6] Russel, S., P. Norvig, Artificial Intelligence - A Modern Approach, Prentice-Hall International, Inc., New Jersey, 1995.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
69
ASPECTE PRIVIND FUNCŢIONAREA UNEI INSTALAŢII EXPERIMENTALE BAZATĂ PE EFECTUL DE SEPARARE
ENERGETICĂ A UNUI CURENT TURBIONAR DE AER
Răducanu Petre1, Barbu Valentin2, Popescu Anghel2
1 Universitatea Politehnica din Bucureşti, 2 SC ICTCM SA Bucureşti
[email protected] , [email protected]
REZUMAT Această lucrare prezintă rezultatele obţinute cu ajutorul unei instalaţii experimentale bazate pe efectul de separare energetică a unui curent turbionar de aer pentru generarea de frig sau căldură. Instalaţia, de dimensiuni şi greutate reduse, a fost testată în condiţii de laborator pentru a se vedea parametrii ce pot fi realizaţi. Se prezintă rezultatele experimentale obţinute. ABSTRACT This paper presents the results got with an experimetal installation using a vortex tube to freeze or heat a precinct. The installation, having small sites and weight, was tested in laboratory conditions in order to see what parameters can be got. The paper presents the results obtained. CUVINTE CHEIE: instalaţie experimentala, separare energetică KEY WORDS: experimental installation, vortex tube
1. INTRODUCERE
Efectul de separare energetică a unui curent turbionar de gaz comprimat în doi curenţi, unul rece şi altul cald, a fost descoperit de către inginerul metalurg francez George Ranque, care a studiat procesul de separare ce avea loc într-un ciclon de desprăfuire[1], în vederea separării gazului de praf. Ranque a obţinut, în anul 1931, un brevet de invenţie pentru descoperirea sa [2]. În anul 1946 fizicianul german Robert Hilsch a publicat un articol [3] în legătură cu cercetările experimentale pe care le-a făcut asupra tubului de vârtej, făcând şi recomandări privind construcţia şi exploatarea lui. Astăzi tubul Ranque-Hilsch este pe deplin acceptat şi recunoscut, el continuând să fie studiat pentru a se descifra pe deplin mecanismele care permit obţinerea acestui efect curios.
Studii efectuate în domeniu [4], [5], [6] au pus în evidenţă că, ţinând seama de utilizarea în diverse scopuri a energiei termice a curentului de gaz, economicitatea sistemelor de separare energetică turbionară devine favorabilă în situaţii în care sistemele convenţionale de tipul instalaţiilor frigorifice, instalaţiilor de climatizare sau pompelor de căldură cu comprimare mecanică de vapori nu pot fi aplicate. Astfel, este de preferat utilizarea turbionatoarelor de separare energetică în următoarele direcţii:
• Valorificarea resurselor de gaz comprimat pentru producerea concomitentă a frigului şi căldurii. • La microsistemele frigorifice cu acţiune periodică, folosite în domeniul mijloacelor de transport prevăzute cu surse de aer comprimat.
Instalaţia, bazată pe separarea energetică a unui curent turbionar de gaz comprimat în doi curenţi, unul rece şi altul cald, datorită avantajelor pe care le prezintă, şi care o fac utlilizabilă in numeroase domenii, îşi poate găsi actualmente o serie diversă de utilizări, cum ar fi: • Condiţionarea (răcirea) sau încălzirea unor incinte la mijloacele de transport (autocare, aotocamioane, locomotive, vapoare, aeronave etc.). • Refrigerarea produselor perisabile în timpul transportului lor cu mijloacele de transport (vagoane frigorifice, nave frigorifice, izoterme auto etc). • Răcirea în unele procese tehnologice (răcirea burghielor, a unor componente electronice etc).
O astfel de instalaţie este simplă din punct de vedere constructiv, neavând piese în mişcare şi deci posibilităţile de defectare fiind reduse iar uzurile extrem de mici. Dimensiunile de gabarit şi greutatea tubului Ranque-Hilsch sunt reduse, ceea ce permite integrarea lui uşor în cele mai diverite locaţii, fiind un argument de bază în cazul utilizării instalaţiei pe mijloace de transport.
Rapiditatea conectării şi a deconectării lui îi

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
70
permite să intre în funcţiune foarte rapid, fiind deci lipsit de inerţie. Simplitatea şi continuitatea reglajului parametrilor asiguraţi de instalaţie într-un interval larg de valori este un alt atu important al instalaţiei. Nu în ultimul rând trebuie menţionat faptul că poluarea produsă de un astfel de dispozitiv este practic inexistentă.
Reglementările cuprinse în legislaţia UE în domeniul ecologic, al introducerii de tehnologii avansate şi al economisirii de combustibil constituie un factor ce trebuie să contribuie la introducerea şi în ţara noastră a instalaţiilor bazate pe turbionatoare Ranque-Hilsch pentru diverse domenii de aplicaţie, dintre ele detaşându-se domeniul transportului, unde climatizarea/încălzirea cabinelor de conducere şi a spaţiului călătorilor conduce, cu costuri reduse, atât la creşterea confortului pasagerilor, cât şi la asigurarea unor condiţii optime de lucru personalului de deservire, lucru care contribuie la creşterea securităţii şi siguranţei în transporturi.
Prin utilizarea acestei metodologii în ţara noastră se poate asigura introducerea unei tehnologii moderne, ecologice, pentru condiţionarea/încălzirea mijloacelor de transport, în concordanţă cu directivele CE.
Varianta de instalaţie ce a fost studiată a urmărit obţinerea climatizării/încălzirii unor mijloace de transport şi realizarea eventual a unor mini-spaţii răcite (pentru păstrarea unor băuturi, alimente etc), deci utilizarea atât a efectului de răcire cât şi a celui de încălzire. Utilizarea tubului Ranque-Hilsch în domeniul climatizării mijloacelor de transport se înscrie în direcţiile recunoscute de aplicabilitate pentru această instalaţie, dar care au fost totuşi puţin sau deloc investigate şi aplicate, constitind o soluţie ecologică într-un domeniu în care diminuarea poluării se impune cu deosebită acuitate. Acest studiu are un carater de cercetare aplicativă ce îl plasează la frontiera dintre cunoaşterea ştiinţifică şi aplicabilitatea sa tehnică în practică.
Pe plan extern interesul pentru astfel de instalaţii se află în continuă creştere, diverse firme începând studii în această direcţie, unele introducând în producţia de serie aceste tuburi turbionare.
2. DESCRIEREA FENOMENULUI FIZIC
În figura 1 se prezintă schema constructivă a unui astfel de dispozitiv.
Debitul de gaz comprimat, în cazul studiat aerul, caracterizat în starea iniţială de anumiţi parametri presiune şi temperatură (pi* şi Ti*) este introdus în tubul ce constituie corpul generatorului turbionar printr-un ajutaj, care pote fi convergent sau convergent-divergent. Ajutajul accelerează gazul până la viteze egale sau apropiate de cea a sunetului.
Jetul iniţial de gaz, care părăseşte ajutajul prin secţiunea Aa, se împarte în doi curenţi.
Unul se deplasează în lungul corpului cilindric C de secţiune At. La capătul prin care acest curent iese din tub se află un ventil de reglaj V care permite modificarea secţiunii Av. Al doilea curent se deplasează prin diafragma D de secţiune constantă Ad.
Se constată experimental că zona periferică a curentului iniţial de gaz, cea care se deplasează în lungul tubului şi iese prin secţiunea Av, va avea la ieşirea din tub o temperatură Tc mai mare decât temperatura de intrare a aerului comprimat în tub. În acelaşi timp, zona centrală a jetului iniţial de gaz, care trece prin diafragmă şi iese din tub pe la capătul opus, va avea o temperatură Tf mai coborâtă decât temperatura de intrare a aerului comprimat în tub. Prin manevrarea ventilului V se poate modifica secţiunea de curgere Av şi implicit debitele de gaz cald şi respectiv rece ce părăsesc tubul. Această variaţie a debitelor conduce la o modificare importantă a temperaturilor celor doi curenţi.
În procesul de formare şi curgere a celor două jeturi turbionare are loc o distribuire a energiei jetului iniţial de gaz comprimat, proces în care zona periferică se încălzeşte iar cea centrală se răceşte. Această redistribuire a energiei este rezultatul unor procese gazodinamice deosebit de complexe al căror mecanism nu a fost încă pe deplin elucidat. Cercetările efectuate până în prezent scot în evidenţă faptul că la baza fenomenului analizat se află un schimb turbulent de energie între zona centrală şi cea periferică, asociat cu redistribuirea câmpurilor de viteză între cele două zone.
Fig.1. Schema constructivă a unui generator turbionar

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
71
3. ANALIZA POSIBILITĂŢILOR
DE FUNCŢIONARE A INSTALAŢIEI
O analiză a dispozitivului pune în evidenţă faptul că acesta nu poate funcţiona în orice condiţii, el putând constitui, în afara limitelor de lucru un perpetuum mobile, deci un lucru irelizabil în practică.
Analiza prezentată în continuare se face pe baza legilor generale ale naturii, a cele două principii ale termodinamicii, pentru a se vedea dacă în principiu este posibilă funcţionarea lui [7].
Se analizează, spre exemplificare, două variante de funcţionare, prezentate în tabelul 1.
Tabelul 1
Varianta Aer comprimat Aer rece Aer cald a 2 kmol, 4 bar, 20oC 1 kmol, 1 bar, -10oC 1 kmol, 1 bar, 50oC b 2 kmol, 4 bar, 20oC 1,8 kmol, 1 bar, -10oC 0,2 kmol, 1 bar, 290oC
Se verifică întâi dacă aparatul nu contravine
principiului I al termodinamicii (varianta a)
∆H=∆H1+ ∆H2= ∆(n CM,pT)=n1CM,p(t1,e-t1,i)+n2CM,p(t2,e-t2,i)=Cm,p[1(-10-20)+1(50-20)]=0
Deoarece variaţia entalpiei sistemului este nulă, rezultă că din punct de vedere al principiului I sistemul poate funcţiona.
Se verifică apoi dacă aparatul nu contravine principiului II al termodinamicii:
∆S=∆S1+∆S2
∆S1=n1(CM,plni
eM
i
e
pp
RTT
,1
,1
,1
,1 ln− )=
=29,3ln41ln8315
2027310273
−+− =8,37 kJ/K
∆S2=n2(CM,plni
eM
i
e
pp
RTT
,2
,2
,2
,2 ln− )=
=29,3ln41ln8315
2027350273
−++ =14,39 kJ/K
∆S=∆S1+∆S2=22,76 kJ/K>0 Datorită faptului că ∆S>0, rezultă că din punct de vedere al principiului II sistemul poate funcţiona. În plus, deoarece ∆S este destul de mare, funcţionarea dispozitivului poate fi optimizată, ştiind că pentru ca un proces să fie posibil, este suficient ca ∆S să fie numai infinitezimal mai mare decât zero.
Deci procesele au un caracter de ireversibilitate destul de pronunţat, fiind posibil să reducem caracterul de ireversibilitate.
Se încearcă optimizarea funcţionării instalaţiei (varianta b)
Dispozitivul poate fi perfecţionat, de exemplu pentru parametrii variantei b. Se vede că în acest caz ∆H=0 (deci principiul I nu este contrazis), dar ∆S=-0,29<0, deci dispozitivul nu poate funcţiona.
Se observă că trebuie făcută o analiză foarte atentă a parametrilor funcţionali pentru ca aparatul să poată funcţiona, dar si pentru ca pierderile energetice să fie minime iar randamentul instalaţiei să fie cât mai ridicat.
4. INSTALAŢIA EXPERIMENTALĂ.
REZULTATE OBŢINUTE Instalaţia experimentală realizată şi studiată a urmărit să evidenţieze care sunt parametrii care pot fi obţinuţi, posibilităţile de reglaj ale instalaţiei şi modul în care un astfel de dispozitiv poate fi folosit la condiţionarea (răcirea) sau încalzirea unor incinte la mijloacele de transport (autocare, aotocamioane, locomotive, vapoare, aeronave etc.). Instalaţiei i-au fost ataşate o serie de aparate de măsură şi control, care au permis să se urmărească variaţia în timp a principalilor parametrii ce caracterizează regimurile funcţionale. Principalii parametrii ce s-au monitorizat au fost: debitul de aer de intrare, debitul de aer cu temperatură ridicată la ieşire, debitul de aer cu temperatură scăzută la ieşire, temperatura aerului la intrare, temperatura aerului cald la ieşire, temperatura aerului rece la ieşire, presiunea aerului la intrare, presiunea aerului rece la ieşire, presiunea aerului cald la ieşire, posibilităţile de reglare ale dispozitivului de reglaj (modul cum se poate comanda o cantitate mai mare de aer rece sau una mai mare de aer cald, funcţie de necesităţile consumatorului), temperatura mediului ambiant (din incinta a cărei încălzire/răcire se realizează), temperatura mediului ambiant (exterior incintei a cărei încălzire/răcire se realizează), consumul de energie (aer comprimat) al instalaţie pentru realizarea unui anumit grad de încălzire/răcire a incintei.
Experimentele au fost împărţite în două etape: • Etapa I, care a cuprins încercarea instalaţiei pentru a vedea modul în care aceasta funcţionează. • Etapa a II-a, care a cuprins testarea instalaţiei în regim, care a fost modificat, pentru a se putea vedea cum se modifică parametrii aerului la ieşire.
Rezultatele experimentale obţinute au fost prelucrate statistic pentru a se obţine atât estimarea adevăratei valori a unei mărimi şi a preciziei măsurătorilor, cât şi pentru a se corela numărul de măsurători cu precizia aparatelor, în scopul stabilirii valorii măsurate cu precizia impusă.
Pe baza înregistrărilor variaţiei parametrilor de funcţionare s-a trasat diagrama de funcţionare a dispozitivului, care permite o vizualizare rapidă a regimului de funcţionare a instalaţiei, permiţând tragerea unor concluzii pe baza cărora să se poată lua cele mai adecvate decizii.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
72
În figura 2 se prezintă diagrama de funcţionare a dispozitivului, obţinută pe baza prelucrării statistice a datelor experimentale.
5. CONCLUZII
Pe baza diagramei de funcţionare obţinute se pot desprinde următoarele concluzii: • Instalaţia experimentală realizează parametrii
estimaţi iniţial. • Reglarea temperaturilor pentru curentul de aer
rece, respectiv cald se poate face din ventilul de reglaj al instalaţiei, care modifică fracţiunile de aer distribuite între cei doi curenţi.
• Se observă că pentru curentul de aer rece există o valoare maximă care se obţine pentru o fracţie µ=0,25. Este evident că pentru cazurile µ=0 şi µ=1 ∆tR se anulează.
• Pe măsură ce fracţiunea de gaz rece creşte, temperatura acestuia se micşorează.
• Pentru curentul de aer cald acest maxim nu există, temperatura crescând aproximativ liniar cu fracţiunea µ.
În concluzie, se poate aprecia, pe baza rezultatelor experimentale obţinute, că instalaţia bazată pe separarea energetică a unui curent turbionar de aer permite obţinerea unor temperaturi ce pot realiza, în funcţie de necesitate, fie răcirea, fie încălzirea unei incinte.
BIBLIOGRAFIE
1. Ranque, G.J., Experiences sur la detente giratoire avec productions simultanes d’un echappament d’air chaud et d’air froid, Journal de Physique 1933, vol 7, nr 4.
2. Ranque, G.J., Method and apparatus for obtaining from fluid under pressure two curents of fluid at different temperatures, Patent USA nr 1.952.281, March 1934.
3. Hilsch, R., Die Expansion von Gasen in Zentrifugalfeld als Kalteprocess, Zeitschrift fur Naturforschung, vol 1, Ianuarie 1946.
4. Otten, E.H., Vortex tube, Engineering, august 1958. 5. Radcenco, Vs., Generatoare turbionare de frig şi căldură, Ed
Tehnică, Bucureşti 1990. 6. Suslov, A.D., Ivanov, S.V., Vihrevie apparati, Masinostroienie 1985. 7. Răducanu, P., Procese termogazodinamice în aparatele, maşinile şi instalaţiile termice şi frigorifice, Ed Printech, Bucureşti 2005.
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1 µ[-]
40
30
20
10
0
∆tf [oC] ∆tC[oC]
∆tf [oC] ∆tC[oC]
Fig. 2 Diagrama de funcţionare ∆tf=f(µ) şi ∆tC=f(µ)
Observatie: S-a notat fracţiunea dintre debitul de fluid rece ( fm& ) şi cel total ( m& ):m
m f
&
&=µ ; ∆tf=t a-tf ∆tC= t C-ta

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
73
CONCEPTIA MODULARA IN CONSTRUCTIA DE MASINI-UNELTE
Gheorghe Marin1, Aurel Costea2, Nicoleta Rachieru2
1SC ICTCM Institutul de Cercetare si Proiectare Tehnologica pentru Constructii Masini SA Bucuresti, [email protected]
2SC APLAST Campulung Muscel
REZUMAT Lucrarea se refera la necesitatea unei abordari sistemice, bine argumentata stiintific, tehnic si economic, a flexibilitatii de componente, echipamente si sisteme de fabricatie, prin cresterea gradului de modulizare a componentelor si dezvoltarea de caracteristici si functiuni noi ale acestora. Sunt oferite solutii de structuri modulare noi cu caracteristici si performante superioare si cu grad ridicat de adaptabilitate.
ABSTRACT The paper refers to the necesity of a systemic approach, scientifically validated from the technical and economical point of view, regarding to the flexible components of the equipment and manufacturing systems. The purpose of the paper is to analyse the modulating degree of the main parts from machine tools, in order to develop new function and to explore their characterisitcs. New solutions of modulating structures are offered, with high adaptability performances.
CUVINTE CHEIE: Sisteme de fabricatie, Constructie modulara, Masini-unelte.
KEYWORDS: Manufacturing sistems, Modular construction, Machine-tools.
1. CONSIDERATII GENERALE
Tendinta de a executa, in conditii rationale din punct de vedere tehnic si economic, utilaje si echipamente cu flexibilitate ridicata care sa corespunda necesitatilor tehnologice specifice beneficiarilor, a condus la utilizarea principiului inrudirii constructive ce presupune conceptia, prin derivare de la masina de baza, a diferitelor ei variante constructive, refolosind de la o masina la alta subansambluri, mecanisme si elemente adaptabile care transforma variantele in masini cu caracteristici functionale distincte. Extinderea utilizarii acestui principiu ofera avantajul refolosirii subansamblurilor interschimbabile pentru constructia unor linii tehnologice dupa terminarea unui program de fabricatie. Una din aplicatiile conceptiei modulare sunt masinile-unelte agregat realizate intr-o structura care sa inlocuiasca, in unele cazuri masinile-unelte universale si pe cele speciale, coreland doua caracteristici contradictorii in proiectarea de masini-unelte: prelucrarea unei diversitati de piese, specifice masinilor universale si realizarea unor productivitati si precizii de fabricatie ridicate obtinuta pe masini speciale.
La prelucrarea pe masinile-unelte agregat, piesa semifabricat, fixata o singura data, ramane nemiscata in timp ce mai multe scule pot prelucra simultan sau simultan-succesiv diferite suprafete ale piesei, de unde rezulta o reducere semnificativa a timpilor auxiliari. Principiul agregarii a fost aplicat la constructia masinilor de gaurit, strunjit, frezat, alezat si frezat sau a centrelor de prelucrare.
2. APLICATII ALE CONCEPTIEI MODULARE
Aplicarea conceptiei modulare in constructia de masini-unelte poate fi ilustrata la solutiile alese pentru masinile de frezat longitudinal unde prin folosirea unor subansambluri identice, in cadrul aceleiasi tipodimensiuni de masina se obtin variante constructive modulare cu functiuni diferite (fig.1): un montant si cap de frezat orizontal a; un montant, consola si cap de frezat vertical b; un montant, consola, cap de frezat orizontal si vertical c; doi montanti – dintre care unul auxiliar, traversa si cap de frezat orizontal d; doi montanti si doua capete de frezat orizontale e; doi montanti, traversa si doua capete de frezat verticale f; doi montanti, traversa, doua capete de frezat orizontale si doua capete de frezat verticale g.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
74
Sub aspectul tipizarii si unificarii masinilor-unelte modulele constructive ale acestora pot fi diferentiate in module de baza, principale si auxiliare.
Figura 1
Modulele de baza sunt acele subansambluri si piese de masini-unelte care alcatuiesc cadrul de rezistenta al utilajului (batiu, montanti, suporti) si sustin celelalte grupe constructive. In categoria modulelor principale sunt incluse totalitatea subansamblurilor constructive care indeplinesc una sau mai multe functii (suport-scula, suport-piesa, transmisii) iar drept module auxiliare sunt considerate sistemele de programare cu comanda numerica, alte reglari si comenzi, regulatoare, dispozitive de transport etc., servind la extinderea functiunilor masinii si automatizarea acesteia (fig.2).
Figura 2
Pentru a ilustra gradul de realizare a unui produs sau grupa de produse dupa principiile construirii pe baza de module, proiectantii de masini-unelte folosesc urmatorii doi indicatori mai importanti: gradul de refolosire Gr si gradul de tipizare Gt definiti matematic dupa cum urmeaza:
100⋅
+=
rnrGr
(1)
100⋅=Rt
Gt (2),
unde:
r – este numarul de repere (subansambluri) refolosite in noua constructie de la produsele anterioare; n – numarul de repere (subansambluri) noi introduse in proiect; t – numarul de piese (subansambluri) tipizate; R – numarul total de piese (subansambluri) din componenta produsului.
Indicatorii pot sa reflecte gradul de unificare in cadrul aceleiasi tipodimensiuni, familii sau sistem de masini, marimea lor influentand costul proiectarii si executiei produselor si scurtand sau prelungind durata lor de asimilare si fabricatie. In ansamblu avantajele oferite de aplicarea sistemului conceptiei modulare pot fi sintetizate prin urmatoarele: conceperea celor mai reusite constructii cu o inalta siguranta in functionare; diminuarea muncii de proiectare si cresterea productivitatii in sectoarele de conceptie inclusiv cel al pregatirii tehnologice, unde procesele pot fi tipizate; asigurarea unor loturi mai mari de produse si prin aceasta a unor conditii de fabricatie superioare; realizarea in conditii economice optime a masinilor-unelte de diferite tipuri si variante constructive corespunzand unei multitudini de scopuri tehnologice; livrarea rapida, eventual din depozite a subansamblurilor si pieselor de schimb; convertirea rapida a unei variante de masina in alta si de la un gen de productie la altul, in cazul schimbarii programului de productie ceea ce inseamna cresterea flexibilitatii acesteia etc. In cele ce urmeaza sunt prezentate cateva exemple de tipizare a masinilor-unelte, din care se poate desprinde metodologia aplicata in prezent de catre institutele de profil si posibilitatile tehnice pe care le ofera aceasta activitate.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
75
Figura 3 Masinile-unelte din aceasta subgrupa sunt destinate prelucrarii pieselor turnate sau sudate cu gabarite mari de tipul carcaselor, prin operatii de frezare, gaurire, alezare, strunjire plana, prelucrare dupa contur etc. In general, o masina orizontala de alezat si frezat prezinta urmatoarea structura modulara (fig.3): batiu 1, sanie longitudinala 2, sanie transversala 3, masa rotativa 4, papusa 5 si montant 6. Variantele constructive de masini orizontale, pentru alezat si frezat impuse de cerintele tehnologice sunt urmatoarele (fig. 4): cu montant fix a; cu montant deplasabil transversal b; cu montant deplasabil longitudinal si transversal c; cu batiu in cruce, montant deplasabil longitudinal si masa deplasabila transversal d; cu montant deplasabil transversal si pinola culisanta e.
Figura 4
Toate acestea sunt concepute prin combinarea montantului 1, pe care se afla capul de frezat 2 cu batiul avand, dupa caz: sanie port-piesa deplasabila transversal 3, masa fixa si sania montantului deplasabila transversal 4, doua sanii din care una transversala si alta longitudinala 5, magazin de scule si mana mecanica 6 etc. O serie tipodimensionala completa si de perspectiva a masinilor orizontale de alezat si frezat avand drept parametru principal diametrul arborelui de alezare, se compune din marimile: 100, 125, 130, 160 si 180, fiecare dintre variantele constructive mentionate mai inainte putand sa fie executata intr-una din aceste marimi. Prin adaugarea de module auxiliare care imprima utilajului diferite grade de automatizare: comanda conventionala, cu afisaj de cote, cu comanda numerica dupa program etc., variantele pot fi derivate in continuare. Spre exemplu, prin trecerea la proiectarea si asimilarea marimilor 100, 125 si 180 mm au rezultat pe langa tipodimensiunile de baza alte 14 variante constructive din care: patru variante marimea 100 mm, sapte variante marimea 125 mm si trei variante marimea 180 mm. Din figura 5 rezulta conceptia de tipizare aplicata la constructia masinilor orizontale de alezat si frezat unde, prin combinarea modulelor principale – masa port-piesa 1, batiu 2, capul de forta 3 si sania transversala 4, se obtin diferite variante constructive ale acestor masini.
Figura 5 Cele analizate se refera numai la rezultatele obtinute prin combinarea diferitelor posibilitati constructive sau functionale ale subansamblurilor principale ale masinilor orizontale de alezat si frezat, fara a se opera

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
76
modificari dimensionale mai importante la piesele turnate. Aceste modificari cum sunt schimbarea lungimii batiului, a mesei sau montantilor se pot realiza la piesele turnate prin pastrarea unui modul de baza la care se adauga tronsoanele de diferite marimi. Spre exemplu batiul (fig.6) – piesa turnata de baza a acestor utilaje, este modulat permitand realizarea diferitelor curse pentru sania longitudinala.
Figura 6
O solutie similara este adoptata si pentru montat care se poate refolosi in cadrul aceleiasi tipodimensiuni, in vederea realizarii de masini apartinand diferitelor clase (fig.7).
Figura 7
3. CONCLUZII
Dat fiind numarul foarte mare de variante realizate la proiectarea in conceptia modulara a masinilor-unlete, se impune organizarea documentatiei tehnice astfel incat sa se asigure un volum minim de desene executate, o usurinta de manipulare a acestora si, mai ales, posibilitatea de selectionare in timpul cel mai scurt posibil a subansamblurilor si reperelor necesare pentru obtinerea variantei solicitate. In acest scop tot mai multe unitati de conceptie din tara si din strainatate incep sa-si perfectioneze sistemul clasic de elaborare si organizare a documentatiei avand la baza impartirea si codificarea produselor in ansambluri, subansambluri si piese, inlocuindu-l cu codificari bazate pe criterii tehnologice, constructive, functionale si morfologice.
BIBLIOGRAFIE
1. Brăgaru, A., Armeanu, A., Pănuş, V., Dulgheru, L. – Sistemul dispozitivelor din elemente modulare (DEM), sistem modern de optimizare a pregătirii tehnologice a fabricaţiei. Revista Construcţia de Maşini, nr.6/1981, Bucureşti.
2. Brăgaru, A. ş.a. – SEFA-DISROM. Sistem şi metodă. Teoria şi practica proiectării dispozitivelor de maşini-unelte. Editura Tehnică, Bucureşti, 1982.
3. Brăgaru, A., Picoş, C., Ivan, N.V. – Optimizarea proceselor şi echipamentelor tehnologice. Editura Didactică şi Pedagogică, Bucureşti, 1996, ISBN 973-30-4447-4.
4. Costea, A., Rachieru, N., Apostol, B. – Contribuţii privind construcţia modulară şi performanţele tehnologice ale dispozitivelor de prelucrare. În Buletin Ştiinţific. Secţiunea 18-Tehnologie, pag.83, Editura Academiei Tehnice Militare, Bucureşti, 1999, B 25899, CD-817.
5. Costea, A., Rachieru, N. – Flexibilitatea şi performanţele echipamentelor de prelucrare. Optimizarea proiectării dispozitivelor. Editura Bren, Bucureşti, 2005, ISBN 973-648-391-8.
6. Crişan, I. – Tehnologia ca sistem. Editura Ştiinţifică şi Enciclopedică, Bucureşti, 1980.
7. Ivan, N.-V. – Bazele optimizării proceselor tehnologice. Editura Universităţii din Braşov, Braşov, 1983.
8. Maliţa, M., Gheorghe, A., - Inginerie industrială. Prezent şi perspectivă. Editura Academiei Române, Bucureşti, 1990.
9. Vasii Roşculeţ, S. , Gojineţchi, N., Andronic, C., Şelariu, M., Gherghel, I. – Proiectarea dispozitivelor Editura Didactică şi Pedagogică, Bucureşti, 1982.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
77
POWER LOSSES ESTIMATION IN PRECESSIONAL GEAR
Ion Bostan, Valeriu Dulgheru, Ion Bodnariuc
Technical University of Moldova, Dept. “Theory of Machines and Machine Parts”, Republic of Moldova
ABSTRACT The planetary precessional transmissions represent a new principled type of the mechanical transmission. The specific of the relative sphere-spatial movement of the precessional gearing elements makes the sliding friction to persist. The study of the contact between two working surfaces of one gearing is very important, because the duration of the gearing running, its reliability and efficiency depend on the materials behavior, from which are produced the prehension elements. The study of the contact in the kinematical precessional gearing has a major importance, because in the kinematical precessional gearing there is present the slipping friction, which leads to big power losses and to a big heat elimination in the contact zone. KEYWORDS: Precessional transmission, friction coefficient, slipping
INTRODUCTION The planetary precessional transmissions represent a new principled type of the mechanical transmission. The specific of the relative sphere-spatial movement of the precessional gearing elements makes the sliding friction to persist. The study of the contact between two working surfaces of one gearing is very important, because the duration of the gearing running, its reliability and efficiency depend on the materials behavior, from which the prehension elements are produced. The study of the contact in the kinematical precessional gearing has a major importance, because in the kinematical precessional gearing there is slipping friction, which leads to big power losses and to big heat elimination in the contact zone.
1. ANALYSIS OF POWER LOSSES IN KINEMATICAL
PRECESSIONAL TRANSMISSION
Power planetary precessional transmissions have been studied amply. To exclude the sliding friction in the gearing of the power precessional transmission, the tooth-roller gearing has been utilized, which replaced the sliding friction by rolling friction of the gearing. This fact allowed increasing the efficiency, and solution of problems related to fabrication technologies for the crown gears of the satellite block. The utilization of tooth-roller gearing in kinematical planetary precessional transmission is almost impossible because of small dimensions of the teeth. In such case it is reasonable to utilize the tooth-tooth continuous gear. The teeth of the central wheel have nonstandard convex-concave profile described by parametric equations according to the fundamental theory of the precessional gear [1].
The teeth of the planet gear are shaped with a
circular arc profile (fig.1). The geometry of the circular teeth profile in normal section is marked by:
rd – teeth radius of sphericity; γ − angle of inclination of flank (technological
parameter to ease the removal of the satellite from the cast); rr – radius of notch (to reduce the possibility of
appearance of tension concentrator at the flank); h – parameter which is determined by the shape of
the central wheel tooth. In planetary precessional transmissions which
represent a rather complicated mechanism the total power losses are determined as the sum of power losses in the friction elements.
For this purpose ample analysis of the kinematical precessional transmission has been carried out, from the point of view of energy losses.
rr hh
rrrr
γγ
a. b.
Fig. 1. The tooth profile of the central wheel (a) and satellite wheel (b)

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
78
On the basis of the performed analysis a structural model of the kinematical precessional reducer was elaborated (fig.2). It allows the determination of power losses in the friction torque.
Fig. 2. Structural model of the kinematic precessional
reducer
Structural analysis of the kinematic precessional transmission conducted to pointing out basic friction torque, which allows the determination of transmission efficiency. This fact allowed us to estimate quantitatively the power losses sources in the kinematical precessional transmission. The block diagram of power losses in the kinematical precessional transmission is shown in fig. 3.
Fig. 3. Block diagram of power losses in the reducer.
Further on, the study of power losses in each,
previously presented, joint is described.
2. ESTIMATION OF THE KINEMATICAL PRECESSIONAL
GEAR EFFICIENCY
To determine the losses in the gear it is necessary to carry out the study of the frictional coefficient dependent on: − Various kinetostatic parameters; − Geometry of gear elements; − Material of the friction torque elements.
The sliding friction is predominant in the „tooth-tooth” kinematical precessional transmission. Research on the frictional coefficient demands the estimation of the sliding velocity in the gear, of the forces that drive in the gear and of the lubrication conditions.
The kinematical study of the precessional gear was performed in order to estimate the sliding velocity.
A number of analytical calculus of precessional gear sliding velocity for various geometrical parameters has been done by using MATHCAD software: z1, z2 =10÷50; δ = 0÷30°; β = 2÷5°; θ = 1,5÷3,5°.
0 50 100 150 200 250 300 350 400100
150
200
250
300
350
400Viteza punctului E
grade
mm
/s
391.536
140.79
V Eψ10 3⋅
4001 ψ Fig. 4. The sliding velocity graphic for the number of
revolutions of the leading shaft n a.c.=3000 min-1
For the examined variants experimental investigations will be carried out regarding the friction coefficient of the materials couples.
Fig. 5. Laboratory installation „Amsler A 135” The experiment has been carried out on the laboratory installation „Amsler A 135” presented in the Fig. 5, which is placed in the laboratory of Machine Elements, the Technical University „Gh. Asachi”, Iaşi, Romania. Plastic mass „Hostaform C9021” [2] and steel 40Х has been used as testing material.
Efficiency estimation of the precessional gear was carried out as result of ample research on the sliding coefficient of the precessional gear according to the geometry and material of the gear elements, and various kinetostatic parameters.
Efficiency is defined by the relation:
iesang
ies fr. ang
Tη = ,T + T
(1)
⋅t m4
iesF dT = ,
2 (2)
where: Tfr. ang. gear moment of friction; Ties– outlet moment of torsion; Ft – gear tangential force t n wF = F /cosα ; Fn – gear normal force; dm4 – average diameter of the gear wheel crown; αw – gearing angle (20-70o).
Power losses in the kinematical precessional reducer
Power losses in the gearing
Power losses in the bearings of the
crank shaft
Power losses in the bearings of the outlet
shaft
CCrraannkk--sshhaafftt OOuuttppuutt hhaafftt
SSaatteelllliittee
d 2
d 1
d 1
d 3
R RC RD RB RE RF
RZ
d 4
d 5
Tfr.ang
Tfr.ang
Tfr.A Tfr.FTfr.D Tfr.C
Tfr.B Tfr.E
β δ
θ
z2 z1

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
79
3. DETERMINATION OF BEARINGS’ MECHANICAL LOSSES
To estimate the losses in the kinematical
precessional transmission bearings the following basic notions have been established: Vint- velocity of the inlet shaft; Vieş- velocity of the outlet shift ; Vsatel- satellite velocity; z1; z2- number of teeth of the gear elements.
Satellite velocity is defined by the relation: Vsatel = -Vint/z2=- Vieş⋅i/z2. (3) Relative velocity of the satellite friction bearing.
Vrel= Vint± Vsatel= Vint±Vint/z2= Vint(1±1/z2), (4) where i – is gear reduction rate.
A. ESTIMATION OF THE FRICTION MOMENT IN THE CRANK SECTOR BEARINGS OF THE INLET SHAFT The shaft diameter was defined (the fitting bore of
the sliding bearing) d1, in order to estimate the friction moment in the crank sector bearings of the inlet shaft. Then, the sliding velocity of the kinematical joint „crank-satellite wheel hub” will be:
⋅
1 1 1 1rel int sat
2
πd n πd nV = V ±V = ± ,m/s60 60 z
(5)
where n1 is the inlet speed. The friction moment of bearings C and D (fig.2) is
defined by the relations:
⋅ ⋅ ⋅1frC C
dT = R µ , N mm,2 (6)
⋅ ⋅ ⋅1frD D
dT = R µ , N mm,2 (7)
where µ is the sliding friction coefficient; RC – reacting force in bearing C; RD – reacting force in bearing D.
The summing friction moment in the sliding bearings of the satellite wheel is defined by the relation ⋅fr. satΣ frC frDT = T + T , N mm. (8)
B. ESTIMATION OF THE FRICTION MOMENT IN THE INLET SHAFT BEARINGS
For bearing A of the inlet shaft its diameter is d2, mm. Sliding velocity in the bearing A is:
2 1
al Aπd n
V = ,m/s,60 (9)
and the friction moment in bearing A is:
⋅ ⋅ ⋅2frA A
dT = R µ , N mm2 , (10)
where RA is the reacting force of bearing A For bearing B shaft diameter is d3, mm. Sliding velocity in bearing B will be:
3 1al B
πd nV = ,m/s60
, (11)
and the friction moment in bearing B is:
⋅ ⋅ ⋅3frB B
dT = R µ , N mm2 , (12)
where RB is the reacting force of bearing B. The summing friction moment in the inlet shaft
bearings is: ⋅fr.intΣ frA frBT = T + T , N mm. (13)
C. ESTIMATION OF THE FRICTION MOMENT IN THE OUTLET SHAFT BEARINGS
To define the friction moment in the outlet shaft bearings the following geometrical and kinematical parameters have been established:
− Outlet shaft diameter d4, mm. − Average diameter of the axial bearing surface
d5, mm. − Sliding velocity of bearing E with the
diameter d4 will be:
4 2al E
πd nV = ,m/s60
, (14)
where n2 is the outlet speed. The friction moment in bearing E is:
⋅ ⋅ ⋅4frE E
dT = R µ , N mm2 , (15)
where RE is the reacting force in bearing E. The friction moment in bearing F:
⋅ ⋅ ⋅4frF F
dT = R µ , N mm.2 (16)
where RF is the reacting force in bearing F. The friction moment in the axial bearing Z is:
⋅ ⋅ ⋅5frZ Z
dT = R µ , N mm.2 (17)
where RZ is the reacting force in bearing Z. The summing friction moment in the outlet shaft
bearings:
⋅fr.iesΣ frE frF frZT = T + T + T , N mm. (18)
4. ESTIMATION OF ENERGETIC PARAMETERS
IN THE PRECESSIONAL TRANSMISSION BEARINGS
The summing friction moment in the transmission bearings is equal to components sum: ⋅fr.Σ fr.intΣ fr.cotΣ fr.iesΣT = T + T + T , N mm. (19)
Then the efficiency of sliding bearings is defined by the relation:
iesl.a
ies fr.Σ
Tη =T + T
. (20)
Estimation of power losses in bearings:

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
80
In the sliding bearing of the crankshaft: ⋅ ⋅ ⋅fr.sat fr.satΣ rel fr.satΣ iesP = T V = T V i, (21)
where i is the transmission ratio. In the sliding bearings of the inlet shaft:
⋅ ⋅ ⋅fr.int fr.intΣ int fr.intΣ iesP = T V = T V i . (22) In the sliding bearing of the outlet shaft:
⋅fr.ies fr.iesΣ iesP = T V . (23) Summing losses at the time of sliding bearings
friction: fr.Σ fr.sat fr.int fr.iesP = P + P + P . (24)
Efficiency of sliding bearings:
iesl.a.
ies fr.Σ
Pη =P + P
. (25)
QUICK INFO Supercomputing Helps Saves Lives in Bangladesh Storm Surge On November 16, Cyclone Sidr hit Bangladesh, killing thousands and leaving hundreds of thousands homeless. But nearly 24 hours in advance of the storm, Hassan Mashriqui, an assistant extension professor of coastal engineering with Louisinana State University (LSU), was able to give Bangladesh emergency officials storm surge maps so detailed that area agencies were able to take action, saving lives. Four days earlier, Mashriqui saw the cyclone in the Bay of Bengal and was able to access a large portion of the LSU's Shell Coastal Environmental Modeling Laboratory's (CEML's) supercomputing capabilities to develop storm surge models. He immediately contacted Bangladesh officials. Using the highly detailed models, he was able to pinpoint events down to small counties and towns. "We were looking at a 10- to 12-foot storm surge that would devastate anything in its path," he said.
5. MECHANICAL EFFICIENCY OF KINEMATICAL PRECESSIONAL
TRANSMISSION
Having established the estimation relations of power losses in basic kinematical joints, it becomes relatively simple to establish the estimation relation of kinematical precessional transmission efficiency which, on the whole, is equal to the product of the two components (efficiency of sliding bearings and gear efficiency):
⋅tr l.a angη = η η . (26)
On the basis of the obtained relation an algorithm for the estimation of power losses in the kinematical precessional transmissions will be elaborated. Also a series of graphs for various geometrical and kinetostatic parameters will be produced. This thing will be useful to designers who will estimate quantitatively kinematical precessional transmissions at the phase of design.
REFERENCES [1] Bostan I. Precessionnye peredaçi s mnogoparnym zacepleniem.
Izd. Štiintza, 1991, 356 p. [2] Hostaform, Acetal’nyi sopolimer (POM), 2001 Ticona GmbH,
Frankfurt-on-Maine.
"The advance notice we were able to provide certainly saved lives and helped to lessen the devastation," said Mashriqui. "When you can pinpoint the areas of impact and determine the level of storm surge that far ahead of landfall, it provides critical time for agencies and officials to focus energy and resources to the areas that will need them most."
(from Software Tech Briefs Newsletter)
The original storm surge model sent to Bangladeshofficials about 20 hours before the eye made landfall.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
81
SERVICIU DE DIAGNOSTICARE PRIN VIBRATII A MASINILOR SI ECHIPAMENTELOR INDUSTRIALE
REALIZAT IN SPRIJINUL IMM
Miron Zapciu
Universitatea POLITEHNICA din Bucureşti, [email protected]
REZUMAT Această lucrare prezintă realizarile Centrului Naţional de Cercetare a Performanţelor Sistemelor Tehnologice CNCPST-Optimum, ce oferă întreprinderilor mici şi mijlocii interesate un serviciu inovativ de diagnosticare a starii tehnice a masinilor si echipamentelor industriale pe baza unei analize combinate vibratii si/sau zgomot. ABSTRACT This paper presents theachievements of National Research Centre for Technological Systems Performances CNCPST-Optimum,which offers to SME’s an innovating service for the diagnosis of the technical estate of machines and industrial equipments, based on the vibrations and noise analysis. CUVINTE CHEIE: IMM, masini, echipamente industriale, diagnosticare, vibratii KEY WORDS: SME, machines, industrial equipments, diagnosis, vibrations
1. INTRODUCERE Universitatea POLITEHNICA din Bucureşti, prin Centrul Naţional de Cercetare a Performanţelor Sistemelor Tehnologice CNCPST-Optimum oferă întreprinderilor mici şi mijlocii interesate un serviciu inovativ de diagnosticare a starii tehnice a masinilor si echipamentelor industriale pe baza unei analize combinate vibratii si/sau zgomot, dupa o procedura care sa elimine factorii perturbatori ce ascund defectul.
Se vor obtine spectre de vibratii care vor fi dublate de investigatii pe baza de zgomot la functionarea in-situ. Proiectul creeaza un serviciu nou, special destinat utilizatorilor de echipamente industriale din constructia de masini-unelte, echipamente complexe, masini agricole si instalatii conexe.
Obiectivul acestei tehnici de diagnosticare este de a lua una din deciziile urmatoare:
- masina poate continua sa opereze fara a lua nici o masura;
- trebuie realizate anumite actiuni de mentenanta planificate in timp;
- trebuie efectuat un diagnostic analitic pentru a elimina cauzele ce pot produce avarii masinii;
- masina trebuie oprita imediat pentru a evita o avarie iminentă.
In evaluarea starii normale de functionare a unei masini se remarca faptul ca nu este disponibila o singura variabila direct masurabila. Ca si in domeniul medical, nu exista doar o singura variabila pentru a determina conditia de sanatate a unei persoane, deci in termeni tehnici, doar semne individuale ale avariilor pot fi masurate, iar o decizie poate fi luata in conditii generale. Cu cat vor fi mai evidente semnele avariilor care sunt masurate, cu atat va fi mai exacta evaluarea starii de functionare a masinii. Evaluarea conditiei de functionare a unei masini utilizand valorile generale ale nivelului de vibratii si zgomot este metoda cea mai simpla si mai rapida de a realiza o diagnosticare.
Necesitand costuri scazute, aceasta metoda produce rezultate de incredere si genereaza informatii pentru o recunoastere timpurie a avariilor si dezechilibrelor, o planificare optima a actiunii de mentinere si de prevenire a unor avarii sau intreruperi ale proceselor productive.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
82
Obiectivul acestei tehnici de diagnosticare este de a lua una din deciziile urmatoare:
1.- Masina poate continua sa opereze fara a
lua nici o masura; 2.- Trebuie realizate anumite actiuni de
mentenanta planificate in timp; 3.- Trebuie efectuat un diagnostic analitic
pentru a elimina cauzele ce pot produce avarii masinii;
4.- Masina trebuie oprita imediat pentru a evita o avarie iminenta.
In figura 1 sunt detaliate activităţile de
inspecţie şi de intervenţie în cadrul unei mentenanţe de tip preventiv.
MENTENANTA MASINILOR SI ECHIPAMENTELOR INDUSTRIALE
INSPECTIE INTERVENTIE
EVALUAREA STARII MASINII
DIAGNOSTICAREA MASINII
Determinarea unor parametri generali
(nivel vibraţie, temperatura, zgomot etc.)
Analiza in frecventa-FFT-
Analiza la pornirea sauoprirea masinii
-Tracking-
Functia de transfer
Stroboscop
Osciloscop
MENTENANTA PREVENTIVA
REPARATIE A MASINII
Echilibrare
Aliniere
Fig. 1 Posibilităţi de intervenţie pentru diagnosticare şi pentru mentenanţă preventivă
Scopul urmărit de constituirea
serviciului de diagnosticare Va fi creat un serviciu de diagnosticare
oferit gratuit IMM-urilor selectate de către un consorţiu format din cinci parteneri. Institutul National pentru Intreprinderi Mici si Mijlocii are ca sarcină selectarea potenţialilor beneficiari ai acestui serviciu.
Se vor obtine spectre de vibratii/ zgomot la functionarea masinilor in conditii de regim stabil de functionare, care vor fi utile pentru corecta utilizare a respectivelor echipamente.
Proiectul se adreseaza IMM-urilor cu profil productiv, creeaza un serviciu nou, si este destinat utilizarii corecte a echipamentor industriale, masinilor-unelte, echipamentelor complexe, masini agricole si instalatii conexe.
Scopul acestui proiect este ca masinile cu
probleme sa reprezinte un procent de sub 6-8% din totalul celor existente in cadrul unei firme.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
83
2. SITUAŢIA LA NIVEL EUROPEAN In literatura internationala de specialitate, analiza vibroacustica este utilizata de mult timp pentru detectarea si identificarea conditiilor masinilor-unelte. Intretinerea predictiva este posibila prin recunoasterea celor mai mici schimbari in starea de functionare a masinii. In contrast cu intretinerea corectiva in care raspunsul rapid este prima cerinta, monitorizarea predictiva nu este limitata de timp si foloseste o mare diversitate de caracteristici complexe. Mentenanta se concentreaza in principal asupra identificarii unei proceduri de obtinere a frecventelor proprii pentru arborele principal al unei masini-unelte folosind analiza de tip «tracking ».
Cele mai multe organizatii din Europa (in special din Austria, Germania, Suedia etc.) doresc sa se indrepte catre un program de mentenanta predictiva care include seturi de masuratori experimentale facute prin intermediul unor traductoare instalate permanent si masuratori periodice facute cu intrumente portabile si ultraportabile. Intretinerea predictiva se poate realiza on-line de la senzorii instalati (ex : vibratii si temperaturi-limita) in mod periodic cu un colector de date sau cu o combinatie dintre cele doua variante.
Comparand amplitundinile generale ale vibratiilor, inregistrate la intervale periodice si utilizand echipamente specializate ( de exemplu colector de date 2526 al companiei Brüel & Kjaer) se obtine un exemplu de program de monitorizare predictiva de baza.
Tratarea acestui subiect aduce cunostinte
noi in domeniul mecanic si mecatronic, face apel la cunostinte interdisciplinare de IT, abordare neuronala, electronica de semnal, senzori, sisteme expert, masini-unelte si controlul proceselor de prelucrare.
Programele pentru monitorizarea predictiva au 3 obiective principale :
a- Avertizarea cat mai repede posibil a unor potentiale defecte ale echipamentului dotat cu sisteme continue de monitorizare
b- Monitorizarea conditiei tehnice a masinii sau echipamentului pe baza nivelului general de vibratii sau zgomot
c- Avertizarea din timp a unor defecte care pot ramane ascunse, utilizand caracteristici complexe, de exemplu un spectru CPB.
Mentenanta
predictiva
Procedura mixta, on-line si colectare de date
Date on-line, continua, cu senzori instalati
Colectarea periodica a datelor
2 1 3
Fig. 2 Posibilitati de mentenanta predictiva
În figura 2 se detaliază cele trei tipuri de mentenanţă predictivă. In general, cele mai multe din pogramele de mentenanta predictiva incorporeaza o mare varietate de parametri pentru a caracteriza cu acuratete starea tehnica a masinii si pentru a avertiza din timp schimbarile semnificative.
Serviciul care se propune are mai multe niveluri, nivelul de baza fiind acela in care se verifica nivelul general de vibratie si zgomot pe baza unei diagrame de tip TRACKING la pornirea echipamentului si aducerea acestuia pana la functionarea in regim normal de lucru.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
84
Ultimul nivel consta in obtinerea cauzelor, detectarea componentelor care conduc la functionarea defectuoasa a masinii monitorizate.
Principalul obiectiv al acestui serviciu
inovativ este acela de a propune o mentenanta predictiva pentru domeniul masinilor si echipamentelor industriale. In acest context, subiectul actual este extrem de important si permite elaborarea unui serviciu pentru mentenanta predictiva. Obiectivul secundar il reprezinta gasirea unui model dinamic care sa elimine din spectru acele frecvente care nu se datoreaza unor defecte.
Aceasta actiune a fost validata pana acum de rezultate experimentale extrem de incurajatoare bazate pe masurarea nivelului de vibratii a arborelui principal la doua masini de frezat folosind modulul « tracking » al aparatului Vibroport 41. Atunci cand componenta de vibratie sau zgomot domina spectrul general la o anumita frecventa, nivelul general de vibratii sau zgomot poate fi un bun parametru pentru detectarea timpurie a defectelor elementelor in functiune si a altor parti mecanice rotative ale masinilor si echipamentelor din domeniul ingineriei industriale.
2
1
Analiza componentelor masinii
Folosirea amplitudinii generale pentru monitorizarea masinii
Prima analiza generala
R Nivel de reparatie
3
Nivelul 1
Nivelul 2
Nivelul 3
Date de intrare
Date de intrare
Supraveghere atenta
Fig. 3. Trei niveluri tipice ale programului de mentenanta predictiva
Nu este nici o coincidenta in faptul că
figura 3 considera trei niveluri ale deciziei. Un program de monitorizare trebuie sa fie conceput pentru a recunoaste cu acuratete cele mai mici schimbari si sa foloseasca cele mai simple si mai putin costisitoare metode de identificare a masinii cu probleme de restul masinilor care au o comportare dinamica bună.
Organizatiile experimentate sustin ca un
program cu o monitorizare regulata predictiva implementat va elimina total masinile in pana si va reduce numarul de masini care functioneaza in conditii improprii (masinile cu probleme vor reprezenta un procent de sub 6-8% din totalul celor existente).

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
85
3. EXEMPLU DE PROCEDURA Câteva exemple de rezultate obţinute până în acest moment sunt prezentate în figurile următoare: – Pentru centrul de prelucrare vertical MIKRON HSM 600U
Fig. 4. Nivelurile de vibraţie pentru domeniul 36000-28000 rot/min; axa X-X Următoarele turaţii se recomandă a se
evita: 29130 rot/min (485 Hz) ; 14550 rot/min (242.5 Hz) ; 12.600 rot/min (210 Hz)
Fig. 5 Nivelurile de vibraţie pentru domeniul 36000-28000 rot/min – axa Y-Y
Au fost obţinute următoarele frecvenţe ce trebuie evitate: 128, 210, 242.5 şi armonica sa de 485 Hz.
Determinări experimentale pentru masina PC MILL100 (EMCO)
Fig. 6. Determinari experimentale in domeniul de viteza 5000-200 rot/min

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
86
4. IMPACTUL CREAT DE NOUL SERVICIU Impactul economic preconizat al acestui
serviciu consta in: a) cresterea capacitatii de cercetare-
dezvoltare a firmelor din economia romaneasca si cresterea capacitatii de transfer tehnologic a unor servicii noi oferite pe piata, in special IMM-urilor;
b) cresterea duratei de viata a masinilor si echipamentelor industriale cu 8-10%, dezvoltare economica durabila, prin reconsiderarea ciclului normal de viata al echipamentelor;
c) respectarea preciziei de prelucrare si eliminarea rebuturilor prin functionarea defectuoasa a masinilor si echipamentelor complexe; stabilirea momentului pentru remanufacturare, reciclare a masinilor din dotarea firmei;
d) cresterea productivitatii muncii, reducerea numarului de masini cu functionare defectuoasa la 6-8% din totalul parcului de masini; dezvoltarea de noi capacitati tehnologice;
e) transferul fortei de munca spre activitati de conceptie in cazul unor agenti economici beneficiari ai rezultatelor cercetarii. Cel mai important impact social este
asigurat prin dezvoltarea educatiei spre inovare, spre cunoastere si utilizare judicioasa a masinilor complexe si care au costuri ridicate. Tinerii cercetatori sunt implicati in viitoare dezvoltari ale proceselor din intreprinderi, precum si in colective de concepere a unor produse noi. Un alt impact social puternic este acela de a crea posibilitatea transferului fortei de munca de la activitati productive spre cel de conceptie a produselor. Se poate aprecia ca impactul asupra mediului este unul favorabil prin reducerea emisiilor de zgomot si reducerea nivelului vibratiilor care sunt transmise in mediul industrial. Serviciul propus urmăreşte permanent respectarea legislatiei in domeniu in ceea ce priveste limitele de vibratii si zgomot pentru masini si echipamente industriale.
BIBLIOGRAFIE
1) Zapciu, M.; Bisu, Cl.Fl. (2007). Dynamic issues and
procedure to obtain useful domain of dynamometers used in machine tool research aria, Proceedings of 7th International Multidisciplinary Conference, pp. 735-742, ISSN -1224-3264, Baia Mare, Romania.
2) Zapciu, M.; Paraschiv, M. (2007). Predictive maintenance and use of tracking concept to analyze dynamics of machine tool spindle. The 11th International Conference - TMCR’2007, pp.512-516, May 31th – June 3th, 2007, Chisinau, Modavia.
3) Sutter, G.; Molinari, A. (2005). Analysis of the Cutting Force Components and Friction in High Speed Machining. Journal of Manufacturing Science and Engineering, Trans. of the ASME, May 2005, Vol.127, pp. 245-250.
4) Zapciu, M.; Anania, Fl.D.; Tănăsescu, A.; Bisu, Cl.Fl. (2004). Analyzing the fondation to have accurate dynamic behavior for industrial robots included into FMS. Proceedings of the International Conference ICMaS 2004, Romanian Academy Edition, pp. 425-428, ISSN 0035-4074.
5) Ispas, C.; Gerard, A.; Zapciu, M., Mohora, Cr. (2004). Condition monitoring and dynamic behavior for CNC turn main spindle turning with 6000 rpm. Proceedings of the International Conference ICMaS 2004, Romanian Academy Edition, pp. 113-116, ISSN 0035-4074.
6) Bisu, C. (2007). Study of Self-Maintained Vibration in 3D Cutting – A new modelling applied on turning, PhD Thesis, University POLITEHNICA of Bucharest.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
87
NEW APPROACHES REGARDING THE CREATION OF VIRTUAL ENTERPRISES IN THE NATIONAL NETWORK
Marian Topologeanu
SC ICTCM SA Bucuresti, [email protected] ABSTRACT
The paper presents a new concept of Virtual Enterprises (V.E.) in a complex approach as a regional network of economic entities as potential constitutes of a V.E. That make possible creation of a data base of technological, collaborative and behaviorist attributes allowing a selection process by clustering in the attribute space potential selections of V.E. groups able to produce the goal product. The attributes classification is a good support to reengineering works, inside the network entities, to achieve organizational need imposed by the V.E. participation.
KEYWORDS: virtual enterprise, entity, network.
1. INTRODUCTION
The Virtual Enterprise is an advanced form of associative and collaborative economic activity and the start is contemporaneous with first manufacturing production. One of actual definition of V.E. describes this concept like “a temporary network of independent companies, in relation any with other through informatics technology by which divided the competences, the infrastructure and the business process in the purpose to satisfy the requests of the market”. The definition of the network can be the “cooperation unofficial form which develop by change methods of informations, people and social norms”.
2. THE MODEL OF V. E.
The creation of V.E. is a initiative at competition of two primary requests:
- investors request to start the product in manufacturing and on market, with short production cycle and minimum costs;
- manufacturing economic entities request, the potential participants in the structure of V.E. is to fructify the production capacities on maximum.
- The V.E has the life cycle divided on six stages:
- the conception – establish the relation and the strategy of V.E.;
- the competition – the primary test of the product on the market;
- the configuration –development and adaptation of the infrastructure and production capacities;
- the operative management – V.E manage the production, delivery and support product in profit conditions
- the final – the end of agreements and the results.
3. CONCEPT OF NATIONAL
NETWORK FOR V.E. – RENIV - PREMISES
The common development of V.E. pass
following stages:creation a) seting the request of investitors and the
definition of the object (product, service); b) extractions of technological and constructive
dates of product ; c) appeal to potential participants, possessor of
technologies, from lisr or by Internet on base of specialized portal, specify the technological requests;
d) partners selection. e) In these stages the approach by informatical
product must make in c) stage. The approach by national network concept of
potential participants/partners in evolution of differents V.E. offers many advantages:
- creation of a data base of technological,
collaborative and behaviorist attributes allowing a selection process

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
88
- are using only representations for
technological attributes describe by „processes” (fractal approach) allowing a optimal selection by attributes clusters of potential partners;
- potential partners included in data base can to organize the technological processes in according with the requests by definition of attributes in network by reenginering works and virtual simulation;
- complex informaticl approach of registration process and selection of partners in network.
4. ASPECTS REGARDING
THE SELECTION OF PARAMETERS FOR CREATION OF V.E.
IN THE NETWORK The success of V.E. like efficiency and finality depends by the partners quality and adequate of this for objective/object.The existence of data base of registration entities in network is a favored premise. The selection criterions must to vise the technological requests and behavioural/collaborative.
In esence the partners selection for V.E. with defined objective, attended by adequate informatic system crossing stages following: - the representace of the object (product/service) of V.E. by technological attribute which defined him - the entities selection from data base of network must make in two stages:
Stage 1 – selecting in the technological attributes space, the attributes of object and to ensure that these find in attributes set declarate by the partners from network.
Stage 2 – selections refining of stage 1 must make in the behavioural and collaborative attributes space.
5. INFORMATIC MECHANISM
OF V.E. NETWORK
The informatics system V.E. will be a complex product which contains modulus:
- logging modulus in network; - requirement modulus; - communication modulus in network; - operative modulus; selection tools of clusters; - optimizing and modeling tools. The public information, dissemination and
access in system will be making by specialized site.
6. TECHNOLOGICAL CLASSES AND
SPECIFIED ATTRIBUTES
The realization of the product is the development result of parallel/sequential technological processes row, the architecture production system can be compound by working technological nucleus, with conceptual equivalent type holistic and fractorial. The working technological nucleus can be:
The feature „ working technological nucleus” is defined by 3 zones:
a) – input with defining of material type which enter in process or the product compounds of the product, semi-products or assembly entered in process;
b) – technological zone in which the technological concept reunites the technological process with specified operations, machineries and necessary equipments and the process features which is refer at processing requests, necessary qualities, production type;
c) – output from nucleus defined by processing compound, compound, manufacturing material, assembly, product.
Was defined in project 6 classes (A-F) with 14
parameters categories which will define the technological attributes frame like clustering space and a associated technological class (S).
The classes define: a) the technologies, b) operations and techniques, c) Compounds type, d) technological machineries, e)semi-product materials, f) technological dates, s) fabrication preparation
Example with development stages of a registration:
Element,semi-product
Materials
Technological process, machi- nery, equipment, technical dates
Process
Technology Productivity
a b c

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
89
CUMULATIVE CODE No.
Registra- tion
stage CUMULATIVE TEXT CT A1 A2 B1 B2 C D1 D2 E1 E2 E3 F1 F2 F3
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
1 Metal 01
2 Metal cutting 01 08
3 Metal, cutting, turning 01 08 01
4 Metal, cutting, turning, horizontal spindle 01 08 01 01
1
5 Metal, cutting, turning, automatic 01 08 01 01 03
6 Metal, cutting, turning, automatic, spindle 01 08 01 01 03 04
7 Metal, cutting, turning, automatic, CNC with automatic control automatic contr
01 08 01 01 03 04 05
8 Metal, cutting, turning, automatic, CNC with automatic control
01 08 01 01 03 04 05 02
9 Metal, cutting, turning, automatic, from carbon steel 01 08 01 01 03 04 05 02 02
10 Metal, cutting, turning, automatic, from carbon steel, usual
01 08 01 01 03 04 05 02 02 01
11 Metal, cutting, turning, automatic, laminate bar 01 08 01 01 03 04 05 02 02 01 02
1
12 Metal, cutting, turning, automatic, diameter <10mm 01 08 01 01 03 04 05 02 02 01 02 03 X
2 12 Metal, cutting, turning, auto-matic and diameter 10–100 mm 01 08 01 01 03 04 05 02 02 01 02 04 X
1, 2 13 Metal, cutting, turning, auto-matic, manufacturing precision IT 07
01 08 01 01 03 04 05 02 02 01 02 04 X 04
Example with two registrations:
CUMULATIVE CODE No. CUMULATIVE TEXT
CT A1 A2 B1 B2 C D1 D2 E1 E2 E3 F1 F2 F3
1
Metal, cutting, turning, horizontal spindle, automatic, spindles, machinery with high productivity, CNC with automatic control, carbon steel material, usual, from laminate bar, diameter Ø10mm, manufacturing precision IT 07
01 08 01 01 03 04 05 02 02 01 02 03 X 0
2
Metal, cutting, turning, horizontal spindle, automatic, spindles, machinery with high productivity, CNC with automatic control, carbon steel material, usual, from laminate bar, diameter Ø10-100 mm, manufacturing precision IT 07
01 08 01 01 03 04 05 02 02 01 02 03 X 0

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
90
7. ECONOMIC, LOGISTIC AND BEHAVIORAL ATTRIBUTES
These sub serve at selections refining on
technological attributes Economic parameters Parameter expression Dynamic of turnover
Percentage increase or decrease on 3 years on percentage scale
Dynamic of human resources
Percentage increase or decrease of human resources reported of dynamic turnover
Company near money
Percentage increase or decrease of near money in last years
Duty degree of company Fluctuation in last 3 years.
The weights are in unitary scales (1-4 or 1-5)
with optimal value “1”. Behavioral Parameters The administrator must check the declarations.
Parameters Scalar expression The degree of completion of contractual business
Evaluation in 4 percentage scales according by economic entity
Contracts/orders weight/ with delay on delivery
Evaluation in 4 percentage scales
Weight of cancellation Contracts or cancellation orders from the contacts total
Evaluation in 4 percentage scales
Logistic parameters These parameters look at acquisition evaluation and delivery of partners in network. Acqusition Degree
Acquisition must be sure and qualitative with suppliers list
Evaluation YES/NO
Scheduled acquisition from market without suppliers list YES/NO
Uncertain acquisition YES/NO These registrations can be controlled by “network Administrator”. Delivery of the product
With respect of delivery diagram
Evaluation YES/NO
With delivery delays Evaluation in 3 percentage scales
Management Parameters
These parameters reflect the technical level of manager act. Informatics of all departments
Percentage evaluation of activities number, functional departments
Technological informatics
În 3 stages, one point for: - designing informatics; - production norm informatics; - informatics of technical control and production automation
Commercial and marketing informatics
Evaluation: YES / PARTIAL (over 50%) /NO Declaration
8. TECHNOLOGICAL
CHARACTERIZATION
The defining of functional dates put the product in users zone who define not the technological parameters, first informations regarding requests like: human security, environment protection, the form, size, mass, medium (industrial processes, infrastructure, transport, personal use).
The importance of constructive date which determine technologic the products class present that the assembly operations, control, final testing are technological operations which must be in a specialized enterprise.
The constructive levels of product The product is represent in this schedule:
The diagram lattice points represent assembly operations specifically in AB lattice points and not in lattice points BCD and CD.
Regarding the production/realization of V.E. objective is important to tell the security source for production of assembly, subassembly, compounds.
For assembly, subassembly, compounds the source can be:
- acquisition from free market; - partial realization in V.E. - total realization in V.E.
The compounds can be: • commune; usual assembly compounds
from the market;
AProduct
Bassembly
C subassembly
Dcompounds
compoundsD3
compounds D2

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
91
• specific – realize in product manufacturing.
Example of operation sheet for a compound
For example we choose one type piece - connecting rod.
Date for Operation Sheet Assembly: heat engine Unit: connecting road - link Compound: connecting rod Compound weight: 960 gr. (Fz: 03) Technological principal dimension: Ø60 (F01: 04)1 Pieces/product Number : 4 Piece Material : (example: OLC 45) Heat Treatment: (example nitridation)
For execution of the piece is necessary the TECHNOLOGICAL FLOW: 1. Drop Forging; 2. Cutting (turning) of surface A; 3. Cutting (milling) of plane surface C; 4. Cutting (milling) of plane surface D; 5. Cutting (turning) of surface B; 6. Cutting (milling) of plane surface E; 7. Cutting(milling) of plane surface F; 8. Cutting (milling) of plane surface G; 9. Cutting (milling) of plane surface H; 10. Cutting (boring) of surface A; 11. Cutting (boring) of surface B; 12. Cutting(drilling) Ø5; 13. Heat Treatment (nitridation); 14. Cutting(grinding) of plane surface C; 15. Cutting(grinding) of plane surface E; 16. Cutting (grinding) of plane surface D; 17. Cutting(grinding) of plane surface F; 18. Cutting (grinding) of surface C; 19. Cutting(grinding) of surface B; 20. Cutting(grinding) for surface G balancing 21. Cutting (grinding) for surface H balancing; 22. Control.
Connecting rod
CUMULATIVE TECHNOLOGICAL OPERATIONS - Forging – operation: 1; - Cutting – operations: 1, 5; - Milling – operations: 3,4,6,7,8,9; - Boring – operations: 10, 11; - Drilling – operations: 12; - Heat Treatment (nitridation) – operation: 13; - Grinding – operations: 14, 15, 16, 17, 18, 19, 20, 21; - Control – operation: 22.
Technological operations: the 21 technological operations presented in technological sheet Cumulative technologies: technological operations 2)
A … presented in technological sheet Special requests : lot and quality mark 3); The definition of technological chain: Cumulative operations Chain: B… H Free operation / independent: A.4)

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
92
Operation Sheet of the compounds / section operation in cumulative code
EXPERT NOTES
TECHNOLOGICAL OPERATIONS CODE EXPERT RECOMMAND
ATIONS
TYPE TOOLS COMPLEX TOOLS
Compound: Connecting Rod
Cumulative code CT A1 A2 B1 C E1 E2 E3 F1 F2 F3 C2 D1 D2 S1 S2 1 2 3 4 5
A Forging 01 04 03 X 07 02 02 02 09 03 10 01 02 X
B Cutting 01 08 01 X 07 02 02 02 04 03 07 02 03 02 03 1)
C Milling 01 08 02 01 07 02 02 02 08 03 08 02 03 02 03 2)
D Boring 01 08 09 X 07 02 02 02 04 03 04 02 03 02 03 3)
E Drilling 01 08 03 X 07 02 02 02 03 03 06 02 03 03 01 X 4)
F Heat treatment nitridation 01 16 03 X 07 02 02 02 13 03 X 5)
G Grinding 01 08 06 X 07 02 02 02 04 03 04 02 03 02 03 6)
H Control 7)
9. CONCLUSIONS
The regional approach makes possible creation of a data base of technological and behavioral attributes.
That makes possible selection by clustering of partners of V.E. on ask objectif.
The attributes classification is a good support to reengineering works, inside the network entities, to achieve organizational need imposed by the V.E. participation.
One informatics mechanism will assist the national network of V.E. in selection stage and in life cycle of creation entity.
REFERENCES 1 Adrian CURAJ. The management of integrated manufacturing systems in virtual enterprise Ed. Didactica si Pedagogica. 2000 Bucharest; 2. CEEX Contract 13 I/07.10.2005. Development of an open wide of economic manufacturing entities, as a clustering dynamic space, to build up virtual enterprises defined by set of attributes–REINVIR. Project Manager -SC ICTCM SA ; 3. Virtual Enterprise in the concept of national network. Constructia de Masini Revue.Year No.1/2006. 4 www.ictcm.ro/ceex2005/infosoc13-2005/; 5. www.ictcm.ro/projects in working

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
93
Fig. 2.1 Sisteme de fabricaţie
ASPECTE PRIVIND FABRICAŢIA VIRTUALĂ INTELIGENTĂ A PROCESELOR CU GRAD RIDICAT DE RISC
DIN INDUSTRIA CONSTRUCTOARE DE MAŞINI ÎN VEDEREA REDUCERII VULNERABILITĂŢII
ŞI COMBATEREA CONSECINŢELOR ACCIDENTELOR INDUSTRIALE
Avramescu Valeriu, Grejdănescu Roxana,Păun Loredana Theodora
S.C. ICTCM S.A. Bucuresti, vavramescu@ ictcm.ro
ABSTRACT This paper reffers to the aspects regarding the new integrator concept which answers to the industrial security requirements and assures the sure approach of the work processes in hard conditions in order to descrease the vulnerability and combat the industrial accidentes’ risk. The regarded work processes are the ones with haigh risk level, which require special work enclosures and/or equipments: sandblasting / shot-peening, welding, thermic cutting, covering and painting. These aspects are on the base of some technological models developments for high risk processes, which will be able to integrate equipments, processes, robots, work parts, with aid of specific sensorisation and of monitoring and inspecting cameras integrated in a multifunctional modulated specialized enclosure. KEY WORDS: industrial security, industrial fabrication.
1. INTRODUCERE Procesele de lucru avute în vedere sunt cele cu grad ridicat de risc, care necesită incinte şi/sau echipamente speciale de lucru: sablare/alicare de curăţire, metalizare, sudare, tăiere termică şi vopsire; ele presupun condiţii foarte grele şi periculoase de muncă iar unele sunt cu atât mai periculoase cu cât sunt realizate de către factorul uman în condiţii în care nu există întotdeauna suficientă protecţie. Pentru toate aceste procese, reprezentative, introducerea noului concept de fabricaţie virtuală inteligentă, poate îndepărta intervenţia directă a omului asupra procesului, poate asigura îmbinarea şi repetabilitatea parametrilor tehnologici prescrişi şi a calităţii operaţiei executate în condiţii de lucru ’’curate’’, poate asigura securitatea oamenilor şi securitatea industrială, inclusiv protecţia mediului de lucru.
2. FABRICAŢIA VIRTUALĂ INTELIGENTĂ
Fabricaţia virtuală este un concept cheie care însumează
activităţi de fabricaţie şi care presupune modele şi simulări în loc de obiecte şi operaţii în lumea reală. Conceptul de fabricaţie virtuală inteligentă este deosebit de importantă pentru implementarea în procesele tehnologice cu grad ridicat de risc.
Aşa cum se poate observa în figura 2.1 a) sistemele de fabricaţie tradiţionale, fără un concept virtual, presupun procesarea materialului şi datelor prin intermediul operării unui utilizator şi prin facilităţi fizice.
Sistemele de fabricaţie virtuală au un sistem fizic şi unul virtual. Întrucât sistemele virtuale sunt construite şi operate computerizat, ele sunt mai sigure şi mai economice. Mai mult, după ce datele sunt verificate în mediul virtual, eroarea este transmisă în mediul fizic.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
94
În acest fel, relaţia dintre sistemul de fabricaţie fizic şi cel virtual este una de colaborare, aşa cum este arătat în figura 2.1 b). Fabricaţia virtuală inteligentă reprezintă soluţia care ar putea rezolva consecinţele datorate riscului tehnologic.
3. IDENTIFICAREA PROCESELOR CU GRAD RIDICAT DE RISC
Procesele de lucru vizate sunt cele cu grad ridicat de risc: sablare/alicare de curăţire, metalizare, sudare, tăiere termică şi vopsire. Sablarea, proces de curăţire sau de finisare, cu ajutorul unui jet de particule abrazive uscate sau în suspensie, aplicat unei suprafeţe pentru a îndepărta toate defectele provenite din prelucrări sau din acţiunea agenţilor atmosferici, prezintă riscuri în zona noxelor şi a acţiunii periculoase a particulelor abrazive. Alicarea, procedeu de ecruisare superficială a suprafeţelor pieselor metalice prin bombardarea suprafeţelor pieselor cu alice metalice sferice proiectate cu viteză ridicată de pe paletele unei turbine sau printr-un jet de aer comprimat, induce aceleaşi riscuri.
Metalizarea prin pulverizare termică, procedeu bazat pe proiectarea unui jet de particule topite ale unui material pe o suprafaţă neconformă sau deteriorată, prezintă riscuri prin acţiunea jetului de particule topite şi a gazelor emanate. Vopsirea, procedeu de acoperire a suprafeţelor cu diverse straturi şi pelicule de protecţie, decorative etc., prezintă atât riscuri funcţionale neconforme cât şi riscuri accidentale potenţiale; există măsuri de protecţie a cabinelor de lucru, de eliminare a noxelor şi a dispersiei prafului de vopsea în mediul ambiant.
Sudarea (ex.: cu arc electric), procedeu de îmbinare nedemontabilă a materialelor, prezintă riscuri ale procesului şi noxe locale, inclusiv agresiune asupra omului prin intensitatea luminoasă.
Metalizare Sablare Sudare Vopsire
Fig. 3.1 Aplicaţii robotizate
4. CONCEPTUL INTEGRAT DE CABINĂ MULTIFUNCŢIONALĂ MODULARĂ
Noul concept, conform concepţiei anterioare, asigură: • protecţia omului prin îndepărtarea din zona de lucru şi
coordonarea adaptivă a procesului direct de către robot;
• izolarea procesului de mediul industrial prin instalarea lui într-o cabină specializată;
• creşterea pregătirii profesionale a operatorilor; • limitarea riscului de accidente umane şi reducerea
costurilor; • reducerea substantială a spaţiilor de lucru specifice prin
integrarea lor în aceeaşi celulă. Organizarea virtuală a unui post de lucru are în vedere
următoarele elemente: • tipul procesului tehnologic (mecanic, fizico-chimic,
termic); • numărul parametrilor de control ai procesului
tehnologic; • tipul funcţiei de transfer pentru senzori şi postul de comandă
al sistemului virtual.
O organizare eficientă a unui post virtual de lucru respectă cerinţele: • controlul şi virtualizarea în timp real ale parametrilor
procesului tehnologic; • posibilitatea efectuării de reglaje ale parametrilor; • verificarea rezultatelor obţinute prin efectuarea
procesului tehnologic; • supravegherea noxelor şi emisiilor rezultate din proces
(praf, noxe, gaze fierbinţi) şi semnalizarea depăşirii limitelor receptibile;
• supravegherea consumurilor energetice aferente aplicării tehnologiei.
Soluţia originală implică obţinerea de performanţe tehnice deosebite într-o singură concepţie unitară, folosind robotizarea şi automatizarea proceselor menţionate, inclusiv funcţionarea virtuală a unei/unor cabine multifuncţionale. Realizarea unei cabine modulare robotizată implică elaborarea de algoritmi tehnologici specifici pentru procesele tehnologice cu grad ridicat de risc enunţate.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
95
Ele se modelează virtual pentru reducerea vulnerabilităţii şi combaterea consecinţelor accidentelor industriale, inclusiv realizarea de echipamente tehnologice, de monitorizare şi senzorizare pentru echipamentele de protecţie.
În principiu se desfăşoară următoarele secvenţe tehnologice: • produsul sau piesa supusă procesului este dezvoltată
într-un mediu CAD; • odată modelate procesele, se stabilesc traiectoriile de
lucru ale roboţilor; • o cameră specializată de luat vederi descrie piesa sau
produsul; • cele două semnale suprapuse vor defini integral şi exact
obiectul din cabină; • trebuie respectate condiţii de siguranţă referitoare la
interacţiunea dintre utilaje; • se personalizează camera multifuncţională pentru
operaţia prescrisă; • se introduce piesa şi se poziţionează faţă de roboţi,
camerele TV şi/sau senzori; roboţii efectuează operaţia tehnologică conform programului transmis şi corelat cu imaginea tridimensională a piesei; totul se desfăşoară ’’în orb’’;
• la terminarea procesului robotul, cu o cameră mobilă sau camere poziţionate specific, face inspecţii; imaginile sunt analizate şi se fac corecţiile necesare;
• acelaşi robot va putea modifica accesoriile din cabină şi o va putea pregăti rapid pentru o altă operaţie funcţie de cerinţa tehnologică.
5. CONCLUZII
Lucrarea vizează un concept integrator care să raspundă cerinţelor de securitate industrială şi să asigure abordarea sigură a proceselor de lucru în condiţii grele pentru atenuarea vulnerabilităţii şi combaterea riscului accidentelor industriale. Modele tehnologice ale proceselor cu grad ridicat de risc, integreză echipamente, procese, roboţi şi piese de lucru, cu ajutorul condiţionat al senzorilor specifici şi camerelor de monitorizare şi inspectare integrate într-o cabină specializată, modulată, multifuncţională.
BIBLIOGRAFIE 1. Cristina Mohora, Costel Cotet, Gabriela Patrascu, Simularea sistemelor de productie, Editura Academiei Romane, Bucuresti, 2001. 2. Camarinha-Matos L.M, Virtual Enterprises: Life cycle supporting tools and technologies – funded in parts by the European Comission, through the Esprit PRODNET II and INCO SCM, 1999. 3. SUHNER, Usinage economique et rationnel, Germany, 1990 4.Weinert K., Friedhoff J, Efficient discrete simulation of 3-axis-milling for sculptured surfaces, Production Engineering, Vol. II/2, 1997. Quick Info
New Software Kubotek USA (Marlborough, MA) introduced Kubotek Validation Tool(TM), which assures manufactures that two revisions of the same CAD model, which visually appear the same, are geometrically identical. The report generation capabilities of the software include pass-fail indicators, a tamper-proof validation certificate, and a listing of any differences found. It features Face Logic(TM) technology to analyze the geometric data types found in solid models based on a specified tolerance. ALGOR DesignCheck™ With ALGOR DesignCheck finite element analysis (FEA) software, you can verify your designs with a first-pass stress analysis to virtually test the behavior of product designs, speed up time to market and make better, safer products at a lower cost.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
96
Examples
ONE OF THESE PARTS IS NOT LIKE THE OTHER
CHECK FOR DESIGN CHANGES IN A SUPPLIER MODEL
CHECK FOR CHANGES IN MASS PROPERTIES
PERMIT MIXED MATH TYPES
PERMIT SPLIT FACES
Kubotek is a registered trademark of Kubotek USA, Inc.
(http://www.validatecad.com/examples.html)

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
97
THE BEHAVIOR OF THE PISTON-CYLINDER TRIBOSYSTEMS
Gheorghe Poştaru1, Andrei Poştaru2, Victor Ceban1
1 Technical University of Moldova, Dept. “Theory of Machines and Machine Elements”
2Technical University of Moldova, Dept. “Automatics and Information Technology”
ABSTRACT: The paper presents researches concerning the functioning and the reliability of certain types of machines and mechanisms as internal-combustion engines, hydraulic machines and devices, compressors and others, which is mostly determined by the functioning of the piston-cylinder assembly. Having diverse specific constructive forms the piston-cylinder assembly is executing more than one function (sealing the workspace of the cylinder, effective load transmission, transport of material, movement guiding, etc.) which determines the large diversity and complexity of the work conditions. Taking into account the type and the laws of relative movement, the diversity of the contact forms and the work conditions, the friction couple of this assembly must be examined and analyzed as distinct systems in the context of systemic analysis and modeling. KEYWORDS: tribosystem, tribomodels, friction.
1. INTRODUCTION
The functioning and the reliability of certain types of machines and mechanisms as internal-combustion engines, hydraulic machines and devices, compressors and others, is mostly determined by the functioning of the piston-cylinder assembly. Having diverse specific constructive forms the piston-cylinder assembly is executing more than one function (sealing the workspace of the cylinder, effective load transmission, transport of material, movement guiding, etc.) which determines the large diversity and complexity of the work conditions.
Taking into account the type and the laws of relative movement, the diversity of the contact forms and the work conditions, the friction couple of this assembly must be examined and analyzed as distinct systems in the context of systemic analysis and modeling.
2. EXPERIMENTAL RESULTS
While researching behavior and predicting normal and critical functioning of tribosystems, it is necessary to apply the methodology for the analysis of multifactor systems [4, 5]. The essence of this methodology is decomposition of the system into elements and elemental processes, structure, state and triboelements’ properties analysis, establishing evolution of structures, processes and of their degree of mutual influence, establishing transformation operators and factors of inputs and outputs.
Generally, from the point of view of complementary processes, the tribosystem may be examined as a structure of subsystems with distinct functions and processes. Parts of this structure represent: a – a mechanical subsystem that establishes the main function which is mostly determined by the type and function of the cinematic couple, mechanical deformation processes that appear in the contact zone and evolution of defects, of their dislocation density distribution in superficial contact layer structures, change of the mechanical properties of triboelements, b- hydrodynamic subsystem, whose function is to separate contact surfaces and create efficient functioning states in the whole variation scale of loading conditions; c – chemical subsystem, intended to create or modify, by means of chemical interactions, some superficial structures with tribologic properties able to ensure normal functioning capacity of the tribosystem in extreme loading situations; d – thermodynamic system, where transformations and dissipations of energy take place, those which should ensure transfer of entropy flux produced at the dissipation in the contact zone. Contact processes from subsystems and their influence on elements’ structures and properties may be researched taking a complex approach as well as separately, making direct measurements during the attempts and by physical and chemical analysis methods, structural as well as quantitative. Internal communications between subsystems (within the same material constituent triboelements of the tribosystem) and of the tribosystem with other external systems are realized by matter fluxes (material) and

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
98
energy fluxes. According to earlier research, a special role in these communications is played by information [9, 10, 21, 22]. New concepts and scientific paradigms also impose new approaches on the conceptual definition of the tribosystem and on the establishing of the research methods.
L Linfsup sup
v(x)
F n
dxxF f (x),
N
0
1
2
F f (x)
v (x),m/s
0
0
-vm
ax+
v max
T (x), °C
100200300400
-100-200-300-400
1,02,03,0
-1,0-2,0-3,0
4080
120160200
Fig.1. The reamer of the tribosystem cycle with cyclic
slips of the piston ring - cylinder.
Symbols: “sup” and “inf” indicate the position on the stroke (L) of the superior dead point and respectively inferior dead point of the ring;
1 - the piston ring triboelement; 2 - the cylinder triboelement.
While examining a tribosystem with cyclic movement, piston-cylinder type, it is necessary to clarify some particular aspects (fig. 1) and namely: the variable speed motion v(x) of the contact on stroke (L), force of friction Ff(x) with a variable character within the limits of the cycle and local fluctuations of temperature T(x) in the contact zone. From the thermodynamic point of view, tribosystems are dissipative open and irreversible systems, which can comprise stationary and non-stationary unfolding of the contact processes. The dissipation of mechanical energy is realized on the real contact surface, changing the thermodynamic state as well as the structural state of the triboelements. Thus, processes of auto-organization or degradation of
material structure in superficial contact layers take place [3, 4, 6, 7, 8, 20]. These processes are decisive as far as it concerns the behavior of the tribosystem and determine its evolution in time. The thermodynamic state and the intensity of dissipation processes (entropy production) on the macro level are reflected in the variation of dynamic parameters (especially of the average temperature T(x) in the contact zone and its local fluctuation on stroke) Functional behavior of the tribosystem, which is highly complex, almost excludes the possibilities of final research by purely analytical methods (on the basis of non-linear differential equation systems). That’s why the basis of tribosystems’ study, taken by the majority of researchers, was mainly experimental methods. The experimental model should fully comply with the requirements of similarity with the real tribosystem, according to the following: relative movement law; contact form and size; laws of command parameters upon the contact states and unfolding of the contact processes. The peculiarity of the tribosystem under research consists in both the dynamic character of the triboelements’ surface interaction and, as a consequence, in the dynamism of the contact processes and their evolution. The states the tribosystem goes through may be completely assessed by traditional tribological research methods, which is why new approaches are taken to establish the research methodology. According to the methodology proposed by the authors [1, 2, 3], the state of the tribosystem and the contact processes is appreciated in complex with two groups of parameters. The variables and parameters from the first group (which are recorded in real time during the experiment) determine the state of the tribosystem at the local state on the cycle stroke. Some of the most important local variables are (fig.1, fig.2) local force of friction Ff(x) and its variation on stroke, local average temperature in the contact zone T(x) and the thickness of the lubricant layer during the contact h(x). The second group comprises variables and parameters of the tribosystem state assessment on the global level, integrated in the limits of a motion cycle with double stroke 2L or within the limits of a τ period of time of the evolution trajectory. Two variables are significant for this group: mechanical work (Afc) required at the overcoming of friction forces and average temperature (T) in the contact zone determined by the integration within the limits of a cycle.
Afc= ∫L
f xF0
)( dx + ∫0
)(L
f xF dx (1)
T= ∫L
xTL
2
0
)(21
dx (2)
The experiments describe the behavior of the tribosystem in the whole range of loading regimes (command parameters variation) including state of catastrophic gripping as well. The command parameters for the cyclic motion tribosystems are the following: cyclic frequency of contact (nc); normal

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
99
actual load (Fn); sliding speed on stroke (v(x)). A typical sequence of the experiment unfolding is shown in fig. 2 where: a – the oscillograms of the variation of friction force (1) and of the thickness of the lubrication film (2) at the variation of the temperature in the contact zone; b – the oscillograms of the temperature variation in the contact zone for different actual loads; c – the oscillograms of the friction forces (1) and the thickness of the lubrication film (2) for stable regimes in tribosystem functioning and different actual loads.
Fig.2. The graphic of a typical experimental sequence of the tribosystem with cyclic and translation slips. During the experiment, the contact goes through various states and regimes of friction-lubrication, being separated into several distinct periods of the evolution. In the limits of the first period, at relatively low temperatures (up to 70-80 C) the tribosystem is in a slightly unstable balance with a non-essential response to the fluctuation of command parameters. During the second period, at higher temperatures - 100-120 C – the tribosystem undergoes states that cause essential destabilization in the contact zone, being far from balance. The duration of this period is different for different load regimes. At the end of this period the tribosystem enters another period with a stable regime. There is a transition period that appears between the two periods. Having analyzed a great number of samples of experimental data, obtained by tests on tribomodels of piston ring - cylinder type, it was determined that there is a non-linear and chaotic behavior in the dynamics of tribosystem state. In the case of realization of relative stability, the state of the tribosystem tends to strange attractors with reduced stability, which may be left at the slightest external or internal fluctuations. In these zones, on the attractor trajectories under the action of fluctuations points of bifurcation may appear in the evolution of the tribosystem [8, 10, 11, 12, 13]. The stability of the attractor or the ulterior direction of tribosystem evolution depends on a series of factors, such as: amplitude, form and period of command parameters fluctuations, response of internal parameters to these fluctuations (such as parameters of spatial and chemical structural organization of triboelements); structural stability and capacity to auto-organize into new ordered structures of superficial layers of the triboelements, capacity of the contact
surfaces to adapt to complex conditions imposed by new situations. A well-outlined non-linear behavior on the evolution trajectory may be noticed at the rapprochement to the zone of catastrophic gripping. In this zone a high level of non-determination persists where the slightest fluctuation can shift the system into a point of bifurcation and can launch the process of avalanche towards the catastrophic state [11]. This behavior of the tribosystem raises new requirements for research concepts and methods in the field of tribology of dynamic systems. A decisive role, in this context, must be attributed to modern experimental research methods. From the conceptual point of view the methodological base must be built on the analysis of fluxes of materials, energy and information about internal communication between the elements of the system and communication of the system with other internal systems. The complex examination of such peculiarities of this type of communications and their influences on the general behavior of dynamic tribosystems of piston-cylinder type will allow a further elucidation of more numerous problems linked to the increase of machine reliability and decrease of their impact on the environment. Communications by flux of materials. The spatial and chemical structure of triboelements’ materials and material communications between them are decisive in the behavior of the tribosystem. These very communications determine: spatial time structure of surface contact layers [14, 15, 16, 20] and the capacity to auto-organize in new structures ordered under the influence of working conditions; adapting capacity of the microgeometric characteristics of the surfaces to new interaction situations; material transfer from one triboelements to another. Some mechanisms of material transfer (absorption, chemosorbtion, diffusion, selective transfer) are well known in the area. Finding new mechanisms of communicating with materials [14, 17] relates to present day and future research. The possibility to choose initial chemical composition of the triboelements possessing capacities that were enumerated will allow realizing such migrating dynamic material structures in the area of surface contact layers having optimum tribologic properties for the whole variation range of command parameters, as well as for the early realization of catastrophic situations. Direct monitoring of materials transfer during the experiment is impossible, due to the dynamic character of the flux. That’s why these processes may be established and assessed only at the phenomenological level on the basis of the information extracted from the tribosystem dynamic parameters signals. In the previously conducted experiments, whose data were at the basis of the analysis, for the triboelements of the tribomodel were used materials of the piston-cylinder group and oils widely used in the construction and exploitation of internal-combustion engines and of hydraulic engines, as well as a series of experimental materials, additives and oils. The lubricant flux in the contact zone is emitted continually or periodically. The quantity is chosen depending on the purpose of the

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
100
experiment. The material which is used is transported from the contact zone by means of the lubricant flux. Communication by means of energy flux. The mechanical work at the shift of the contact on stroke is used to overcome friction forces and is dissipated on the real contact surfaces, being transformed into internal thermal energy of the triboelements (increasing thermodynamic entropy of the tribosystem), in structural internal changes (of various degree) of triboelements’ materials and at the material transfer on the material flux. Materials transfer is made on two diametric directions. In the first direction, it is linked to ordered changes in the surface layers, whereas in the second one there is structural degradation (wear) of the surface contact layer (increasing of structural entropy). The energy transfer process is produced by mobile and discrete contact on stroke where contact time of local realization (implicitly of sliding speed) is highly important. That’s why time duration and its repeat frequency determine the unfolding of the contact processes.
-vmax +vmax
0 v(x), m/s1.0 2.0 3.0-1.0-2.0-3.0
F f (x),N
100
200
300
-100
-200
-300
Fig.3. Trajectory of local energetic states of the
contact in the plane of phases. (The directions of the arrows indicate the branches of the trajectory at the increase and, correspondingly, decrease of sliding speed on stroke L). At the local level the energetic state of the contact is determined by the trajectory in the plane of phases (fig.3) constructed on the sliding speed on stroke (v(x)) and of friction force (Ff(x)). The result Ff(x) ×v(x) =P(x) represents the local energy dissipation power in the zone of the examined point x of the trajectory (fig.1). From the thermodynamic point of view this result also represents local speed of producing entropy in the process of dissipation. The position and form of the trajectory branches and the increase and decrease of sliding speed differs considerably on both directions of the motion on stroke, thus forming a trajectory with 2 closed contours. On the basis of form and position of trajectory in the plane of phases we may also determine regimes of friction-lubrication realized at the contact in the zones of each point from the stroke.
The average local temperature (T(x)) from the contact zone (fig.1), being a correlative parameter with dissipated power P(x), has the same tendencies to vary as the friction force Ff(x) however in a different form of the trajectory and at another amplitude scale. In the plane of phases may be projected and observed the motion of the system in the areas of strange attractors through sections of evolution trajectory. The global energetic state of the contact may be analyzed at different hierarchical levels. The inferior global energetic level is introduced in the limits of the motion cycle. Energy quantity dissipated in a cycle (Afc), represents a minimal discrete portion of assessment of global energetic state of the contact in a certain point on the evolution trajectory. On a higher hierarchical level, included in a given segment of the trajectory (ti, ti+τ), the energetic state (work used Afτ) of the tribosystem is determined by the integration of cycle Afc energy in the limits of this segment.
Afτ = ∫+τi
i
t
tfcc tAn )( dt (3)
From the thermodynamic point of view, the energy dissipated ant the global level determines the production of entropy on the examined hierarchical level. An important role in the assessment of states that the tribosystem undergoes is played by the temperature in the contact zone. The temperature field that firstly results from the energy consumption at dissipation and on the transfer of the entropy flux implicitly includes the influence of other hidden factors of the system. This implies the use of temperature as and indicator of processes of structural change in the surface layers of the triboelements. Correlation between dissipated energy on cycle Afc and average temperature (T) in the contact zone on the evolution trajectory is presented in figure 4. Variation curves for these two variables (being appreciated as basic dynamic variables V(t) of contact processes) are obtained by measurements and real time processing, on the entire cycle of the experiment and are presented as temporal series (also named time series). As the experimental data results indicate (fig.4), the trajectories of dynamic variables on certain sections correlate among themselves, also bearing chaotic variations with different amplitudes and frequencies, going from one unstable attractor to another, until reaching state of stability. The level and the tendency to modify the global state of contact on various sections of the trajectory may be appreciated by analyzing variations and jumps by various orders of variable derivates and with the correlation parameters between them. Additional information may be obtained by assessing correlation between local and global state parameters.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
101
A fc, J
0
10
20
30
40
50
0
40
80
120
160
200
10 20 30
T , °C
2
1
t, min Fig.4. Time correlation curves of the work of friction forces (1) and of the temperature in the contact zone
(2) obtained for normal actual loads of contact Fn=3500N. Materials used: electrolytic chrome-steel,
synthetic motor oil. Communications by information flux. In the course of the last decades a new characteristic is more and more frequently used in the system analysis, and namely – the information flux. Using information to assess the states of the systems has reached high degrees in different areas. This fact is firstly due to the present level of information theory and information technology development within traditional theories and concepts. In order to examine the behavior of the tribosystem from the informational point of view it is necessary to clarify certain essential issues and namely: what is a tribosystem as a complex structure, and how are the triboelements organized at the microstructural level; how is the structural architecture of triboelements modified under the influence of entropy flux produced by the tribosystem and how are these changes reflected upon triboelements’ properties; which of the meanings attributed to information better correspond to tribosystem behavior; what are the possibilities to extract information from material and energy fluxes (and supports and bearers of information). Searching for answers to the enumerated questions represent a certain difficulty due to their spread over several branches of science. Here, the priority will be given to recent research in the field of science of materials, physics of the solid body, thermodynamics of open dissipative systems, theory of information and information technology, chaos theory and synergetics, non-linear dynamics, modern theories of signal processing and philosophical aspect of the enumerated issues [7, 8, 9, 10, 11, 12, 15, 16, 17, 18]. General theory of complex system analysis determines structure as a construction possessing hierarchical architecture. Thus, each element that is in the system, irrespective of origin, may be examined at its hierarchical level as a separate subsystem having its own structure and function. As for tribosystems, the upper hierarchical level constitutes the two solid triboelements that, in the process of contact, are in relative motion and two liquid or gas elements, one of which is interposed between contact surfaces (working as a lubricant), whereas the other one constitutes the working environment. Each of the triboelements at the upper hierarchic level should have a spatial and
chemical structure that would be able to ensure tribologic properties imposed by the general function of the tribosystem and by the compatibility requirements of the triboelements. In order to ensure the function of the tribosystem, the structure of the elements must also comply with the requirements of stability to external and internal fluctuations of command and commanded parameters. According to experimental data, the structural stability requirement is almost impossible to achieve in real conditions of functioning. In this context, a special attention should be given to solid triboelements. As the materials of these triboelements change their structure in the surface contact zone, they will also modify their tribologic properties. Here, the following questions arise: which is the direction in which change evolves and which will be the organization (auto-organization) possibilities of structures with adequate properties. This mode of approaching the problem has probably lead to the introduction of a new communication flux between elements, and systems, and namely, the information flux, that comes to elucidate more aspects in the tribosystems’ behavior. The notion of information [10, 21, 22], has not acquired clear contours yet, that would establish its place in the hierarchy of fundamental scientific categories, all due to its complexity and diversity of its use. On the basis of the sources that were consulted, information may be defined as a property of the interaction of material world’s components that determines the direction of the motion of energy and substance. In this context, information is attributed the following three associated functions: determination of the direction for motion, form and structure of substance (of the material), of form and structure (modulation) of the fields that appear under the influence of spatial forces that accompany substance motion. This formulation, being more explicit, illustrates the physical aspect of the category of information, where its support is specified (form and structure of the material part of the world). This notion may be made more particular and accepted as basis for the examination of triboelements’ behavior. At the interaction of triboelements the information flux altogether with the material flux and the energy flux between elements all determine the motion direction of the system on the evolution trajectory. Taking this premise as basis we may conclude that any structure change movement concerning triboelements and form of contact (information support) will be also accompanied by changes in the fields (thermal, of deformation and of tension) by means of which the information flux is transmitted and distributed. Thus, natural architecture of layers adjacent to contact is achieved. The modified structure and form of contact will obviously depend on the antecedent composition and structure of the triboelements and on the loading conditions of the contact. An important role while achieving new structures is attributed to the time of irreversible change of the contact from one hierarchical state to another, both at the local level on stroke as well as on the global level.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
102
The information about the direction and modification span of the structures (synthesis or loss of information) may be observed during experiments, only by means of signals modulated in energetic and force fields. These signals represent dynamic variables V(t) of the system and may be recorded in certain conditions, as it was mentioned above, as time series. The number of dynamic variables is limited (due to monitoring and access peculiarities). Usually, just one variable is recorded, less often two or three variables may also appear. Real dynamic systems are complex and multifactorial, having several mobility degrees, that’s why they may be analytically described by means of differential equations with a certain number of variables and parameters equal to the number of mobility degrees. That’s why the problem of reconstructing the minimal number of variables that would determine the state of the system appears. This procedure is executed on the basis of the analysis of time series of the system variables recorded during the experiment. In the case of dynamic tribosystems, such as piston-cylinder systems, it is easier to monitor the variation of the contact zone temperature fields. Samples of time series for the variation of contact zone temperature fields are presented in fig. 5. On each section of the time series the fluctuations of contact zone field temperature in the given conditions of the experiment occurred exclusively due to internal system parameter fluctuations. These fluctuations confirm the fact that there are processes of structural modification in the zones adjacent to surface contact layers, accompanied by changes in tribological properties of triboelements’ materials. Structural level transition is produced periodically when states with unstable strange attractors are reached. Unstable attractors are spontaneously left, in a sequence of irreversible “event” steps that have variable periods. The transition process is completed when entering the domain of the next stable attractor (right hand branch of the series). The system will stay in this attractor until a new unstable state or conditions to spontaneously leave it are created. On the basis of experimental results obtained on tribomodels for a number of materials in various combinations it was certainly established that the form of the signal fluctuations, amplitude and period, as well as total period of system transition differ from case to case and have a random and chaotic character. a)
0
40
80
120
160
10 20 30 t, min
T , °C
b)
0
40
80
120
160
10 20 30 t, min
T , °C
c)
0
40
80
120
160
10 20 30 t, min
T , °C
Fig.5. Consecutive sections of the temporal series with temperature fluctuations in the contact zone obtained
in the case of certain experimental materials of triboelements in different loading conditions with
normal actual load: a – Fn =1200N; b – Fn =1600N; c –Fn =2000N.
The dotted line represents a possible trajectory of attractor deviation. Here is were the most important and difficult problem appears, and namely, the extraction of information contained (modulated) in the signals of the dynamic variables, the decoding and its interpretation relative to the behavior of the contact processes and the evolution of contact condition. The information aspect has not found yet a satisfying reflection in the research of tribosystems with dynamic behavior. Still, the results of the developments made in other interdisciplinary sciences, like tribology, show that the solution of this problem can be found in the new research of the fields like: non-linear dynamical system analysis, chaos theory, modern theories of signal analysis [14, 15, 16, 17, 18, 19, 20]. One of the efficient methods for rating the information flux refers to the study and analysis of strange attractors of dissipative systems. The information is coded [23] on the stationary orbits of the attractor and is extracted through intermittency points with chaotic trajectories. The characteristics of the strange attractor, in another method [26, 29, 30], are determined on the basis of the fractal analysis from which the correlative entropy Kolmogorov-K2 is computed. The K2 entropy indicates the speed of information loss, thus the system evolution direction, if rising – to chaos, if lowing – to organizing.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
103
The method of extracting the information from the strange attractor through the synchronization with the moves of another attractor [24] also presents interest. The information, in this case, is determined as the difference between the entropies of the two attractors. In the [26, 27] works an efficient method of information computing is presented. It is based on the analysis of the time series of the dynamic variables V(t)at the phenomenological level. The authors named methodology developed in these works The Flicker-Noise Spectroscopy – FNS. According to the concept of this methodology the flicker noise is the carrier of the information regarding the condition and the evolution direction of the system. From the analysis of the dynamic variable signal the spectral power S(f) of the variations and the differential moment of order (n) of the jumps Φ(n) are found. These characteristics are used as “markers” of the system structural modifications process, and their sequence indicates the evolution direction. A special meaning is assigned to a specific infinitely little time interval named “Now” which can present the “instant” step of irreversible transition of the system towards another state. The “markers” are transferred to the “Now” period with the help of the δ-function. The Flicker noise can be found in a wide area of systems, including the tribosystems. That’s why the FNS methodology can be successfully adapted and specified for the research of the tribosystems with dynamic behavior. The problem of researching the information aspect of the tribosystems has its specific. For the extraction of information existing methods can be used. Still, the subtleties that can undoubtedly come to surface will need new fundamental methodological approach.
3. CONCLUSION The peculiarities of the piston-cylinder type tribosystems with dynamic behavior have led to of a new research methodology. According to the methodology, the behavior of the tribosystem can be appreciated at different hierarchical levels: 1 – local level (inferior), for the points of the contact position on the stroke; 2 – inferior global level (integrated in the cycle limits); 3 – superior global level (integrated in some time interval limits). The dynamic variables of the system are integrated as time series from which the fluxes of energy dissipated at local and global levels can be extracted. These fluxes determine the energetic condition of the contact at the three hierarchical levels. In order to find the direction of the contact state evolution the information extracted from the dynamic variables signals can be used. The use of information and the energy flux will allow, during the experiment, the estimation of the structural modifications in the surface layer zones of triboelement contacts and the evaluation of the new structure state. The problem of selecting or development of a method
for information extracting from the dynamic variables signals and its processing requires additional research both in the dynamic tribosystems and information technologies fields. The research in this area can establish a new branch in informatics – “triboinformatics”.
REFERENCES [1] Crudu I. A Principle Tribosystematization and Tribomodelling, Balkantrib 99, The 3rd International Conferense of Tribology, (1999), Iunie, 2-4, Sinaia, România. [2] Crudu I. On the Concept of Tribo-System and a Tribomodelling Criterion, Proc. of 4th European Tribology Congress, Eurotrib 85 Lion, (1985). [3] Ajder V, Crudu I, Poştaru Gh.. Tomescu L. Tribomodeeling the contact between piston-ring and cilinder in internal combustion engines, (1994). [4] Czicos H. Tribology, Elsevier Scientific Publighing Company, Amsterdam-Oxford-New York, (1978). [5] Гриб, Общий методологический подход к разработке математических моделей изнашивания сопряженных поверхтостей деталей машин. Трение и износ, (1987), Том 8, 6, с. 996-1003. [6] Николис Дж. Динамика иерархических систем. Эволюционное представление. М., Мир, (1989). [7] Николис Г., Пригожин И. Познание сложного. Введение. М., Мир, (1990). [8] Prigogine I. The End of Certainity. Time, Chaos and the New Laws of Nature. The Free Press. N.Y., London, Toronto, (1997). [9] Haken H. Advanced Synergetic. _ Springer-Verlag. Berlin, (1983), 356 p. [10] Haken H. Information and Selforganization. Springer-Verlag. Berlin Heidelberg, 1988. [11] Арнольд В.И. Теория катастроф. -3-е изд., доп.-М.: Наука. Гл. ред. Физ. мат. лит., (1990). С. 128.- ISBN 5-02-014271-9. [12] Шустер Г. Детерминированный хаос. Введение. М.: Мир. (1988), 240 с. [13] Schuster H. G. Deterministic Chaos. Physik _ Verlag, Weinheim, (1984), 240 p. [14] Т. А. Шахназаров, Ю.А. Тахтарова, Т. С. Лугуев. Диссипативные процессы в сплавах при проявлении безызносного трения. Журнал технической физики, (2006), том 76. вып. 10, с.66-73. [15] П. В. Макаров. Нагружаемый материал как нелинейная динамическая система. Физ. мезомех.-(2005).- Т.8. - 6, с. 39-56. [16] Нащекин А.В., Колмаков А. Г., Встовский Г.В. Баранов Е.Е Формирование кластеров при синтезе наноструктурных пленок С60-CdTe Физика и xимия обработки материалов, (2006), 4, с.26-34. [17] В. Л. Гиляров. Кинетическая концепция прочности и самоорганизованная критичность в процессе разрушения материалов. Физика твердого тела, (2005), том 47, выпю5, с.808-811. [18] А. А. Потапов, В.В. Булавкин, В. А. Герман. С. Ф. Вячеславова. Исследование микрорельефа обработанных поверхностей с помощью фрактальных сигнатур. Журнал технической физики, (2005), том 75. вып. 5, с.28-45. [19] Встовский Г.В., Колмаков А.Г., Бунин И.Ж. Введение в мультифрактальную параметризацию структур материалов. Москва-Ижевск: РХД, (2001), 116 с. [20] Мусалимов В.М., Валетов В.А. Динамика фрикционного взаимодействия.- СПб: СПбГУ ИТМО, (2006).-191 с.:илл. [21] Brillouin, L. Science and Information theory. Academic Press INC. Publishers, N.Y. 1956 [22] Norton M.J. Introductory Concepts in Information Science. Information Today, Inc. Medford, New Jersey, (2000). [23] Ю. В. Андреев, А. С. Дмитриев, Д. А. Куминов Хаотические процессоры. Успехи современной радиоэлектроники 10, (1997), с.50-79. [24] А. В. Шабунин, В.В Демидов, В.В.Астахов, В.С. Анищенко. Количество информации как мера синхронизации хаоса. Письма в ЖТФ, (2001), том 27,вып. 11, с.78-85.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
104
[25] Hegger R., Kantz H., Schreiber T. // Practical implementation of nonlinear time series methods: the TISEAN package. Chaos. (1999). V.9. P.413. [26] Р.М. Кроновер. Фракталы и хаос в динамических системах. – М.: Постмаркет, (2000), 350 с. [27] Timashev S.F., Vstovsky G.V. and Solovieva A.B. Informative essence of chaos. In: Unsolved problems of noise and fluctuations in physics, biology and high technology – UPoN (2005).
[28] Тимашев С.Ф. Информационная значимость хаотических сигналов: фликкер-шумовая спектроскопия и ее приложения // Электрохимия. (2006). Т.42. 5. [29] Колмогоров А.Н. Три подхода к определению понятия количества информации. - Проблемы передачи информации, (1965), т. 1, c. 3–7. [30] S.G.Basiladze. The threshold and up-limit boundary informatics relations for the signals. Preprint NPI MSU (2004)–20/759
12 Quick Info Expanding market for sensor interfacing Ics The past few decades have witnessed a substantial growth in sensors and sensor-based applications, which has led to a greater demand for sensor interfacing integrated circuits (ICs). Additionally, the dominance of electronic controls over mechanical controls further influences the growth of sensor interfacing ICs. New analysis from Frost & Sullivan, 'Developments in Sensor Interfaces', finds that data acquisition systems form an important end-user segment for sensor interfacing. The numerous applications for smart sensor systems require efficient data acquisition strategies to handle the variety of sensory data produced. Frost & Sullivan Research Analyst Prithvi Raj comments: "The cost of the underlying technology employed in sensor interface design and development propels advancements in this area. Modern manufacturing processes and the advent of advanced technologies such as improved amplifier designs have facilitated a significant reduction in the manufacturing costs of typical sensor interfacing ICs." End-user markets represent one of the primary drivers for the adoption of sensor interfacing. The applications that need signal conditioning as well as interfacing fall into the categories of communication, consumer, automotive and industrial. These end-user application markets will continue to drive developments in sensor interfacing. With new application areas evolving at a rapid pace, interfacing techniques will be forced to keep up, thereby fostering an environment of constant innovation and improvement. However, given the sheer number of sensors currently available in the market, and the fact that various devices have adopted numerous sensing principles, the task of designing appropriate interfacing ICs to satisfy them all appears daunting. Raj says: "Since a majority of these sensors output analogue signals, analogue interfacing is a must. However, it is not possible to employ the same type of interfacing as there could be a significant difference between the type of output (for example, resistive, capacitive or inductive)." Designing a system requires the proper knowledge of the various output parameters of the sensor interfaces. Despite the presence of many highly versatile sensor interface chips in the market, they remain limited to specific sensor types.
(http://www.frost.com/prod/servlet/frost-home.pag)

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
105
WEAR BEHAVIOUR OF ALUMINA AND AISI 52100 STEEL AGAINST
MOLYBDENIUM BORIDE COATED AISI D2 STEEL
Ugur Sen, H Unal, A Mimaroglu, S.Yilmaz, S Sen
Sakarya University, Engineering Faculty, Department of Materials and Metallurgical Engineering,
Sakarya-Turkey, e-mail: [email protected], [email protected]
ABSTRACT In the present study, the tribological behaviour of Alumina and AISI 52100 steel were investigated. Wear tests were carried out under atmospheric conditions and using ball-on disc tribometer. Molybdenum boride coated AISI D2 Steel was used as counterface surface. Molybdenum boride was realized on AISI D2 steel by thermo-reactive deposition technique. The phases formed on the coated steel were MoB, Mo2B, FeMo and FeB. Wear tests conditions were 2 and 5N loads and sliding speeds of 0.1, 0.3 and 0.5 m/s. The results showed that the coefficient of friction decreases with the increase in sliding speed while there is a drop in wear rate with the increasing sliding speed. The results also showed that the coefficient of friction of AISI 52100 steel and alumina were ranging between 0.296 – 0.622 and 0.474 – 0.908 respectively. Wear rates of AISI 52100 steel and alumina were ranging between 2.27x10-8 – 3.39x10-9 and 2.344x10-9 – 3.94x10-11 mm3/m respectively. KEYWORDS: Molybdenum boride, Thermo-reactive deposition, Wear
1. INTRODUCTION ModeMolybdenum (Mo) has a wide range of industrial applications due to its unique combination of physical, chemical and mechanical properties [1]. Molybdenum borides have attracted considerable interest for technical applications because of their high melting point, chemical stability, high hardness, high strength and excellent resistance against mechanical and corrosive wear [2], [3], [4] and [5]. Molybdenum borides are very hard but also brittle. This limitation may be partially circumvented if they are used as coatings over less brittle metallic molybdenum substrates. But there are very few investigations dealing with the boriding of molybdenum [6] and [7]. Due to the high melting points (2600, 2375, and 2140C°) for MoB, MoB2 and Mo2B5 respectively, chemical stability, extremely high hardness, good corrosion resistance, and excellent high-temperature strength, molybdenum borides have attracted considerable interest for structural applications [7]. Additionally, the Mo–B–Si ternary system indicates that at least two of the
molybdenum borides, namely MoB and Mo2B5, are in equilibrium with MoSi2 at temperature around 1600 C]. Besides the aforementioned properties, MoB and Mo2B5 have good thermal conductivity and relatively high coefficients of thermal expansion, which makes them promising candidates for reinforcing MoSi2 . As a result of the important properties of molybdenum borides, it was decided to investigate the tribological behavior of alumina and AISI 52100 steel rubbing against a counteface material of and AISI D2 boronized coated steel.
2. MATERIALS AND EXPERİMENTAL WORK
2.1. MATERIALS
The material used in this investigation are Alumina, AISI 52100 steel and AISI D2 boronized coated steel. The steel consists of 0.129% C, 0.182% Si, 0.766% Mn, 0.0416% P, 0.0576% S, 0.038% Cr, 0.018%Mo, 0.012% Ni, 0.0012% V and balance iron.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
106
Before treatment, the samples were cut to the dimensions of 20mm in diameter and 5mm in length, and ground by 1200 grit emery paper and cleaned for 15 min in the ethyl alcohol, ultrasonically. Salt bath boronizing treatment was carried out in the first step of the boromolybedening treatment at 1000 C° for 2 hrs in the slury salth bath consisting of borax, boric acid and ferro-silicon. In the second step, pre-boronized steel samples were molybdenized by pack method in the powder mixture consisting of ferromolybdenum, ammonium chloride and alumina at 1000 C° for 1–4 hrs. The samples were directly immersed in the powder mixture in the alumina crucible. An alumina lid was used to close the box and alumina cement was used for sealing the crucible. After the treatment the samples were cooled in the box for 1 hr in the open air. The boromolybdenized samples were ground and polished up to 0.3 µm with alumina paste and then etched with 3% Nital, for metallographic examinations. Olympus BO 71 optical microscope with optical micrometer was used for optical microstructure and measurement of the coating layer formed on the steel samples. The samples were analyzed on the cross-sections. Micro-hardness measurements of the layers from surface to interior on the cross-sections were utilized using Future-Tech FM-700 micro-hardness tester under the loads of 10 g. Xray diffraction (XRD) analysis of the layers realized on the surfaces of the coated sample with 2θ varying from 20° to 100°, using CuKa radiation.
2.2.WEAR TESTS
The friction and wear test parameters are shown in Table X.
In these tests an ball-on- disc tribomrter was used.In this arrangement the balls were firmly fixed to a stationary and discs were attached to a horizontal chuck driven by a variable-speed electric motor. The frictional force, monitored by a load cell attached to the ball holder, was
recorded continuously. A schematic diagram of the test device is shown in Fig. 1.
Figure 1. Ball-on-disc tribometer Wear was measured primarily by volumetric (volume loss) means. Volumetric wear of the spherical ball specimens was determined by measuring the diameter of the wear scar and calculated using the radius of the ball the volume of material that had been removed. Multiple tests (up to five repeats) for some test conditions showed that the wear rate data were very reproducible, with standard deviations being less than 13.2% of the mean value (within a 95% confidence level). Finally, average value was considered.
3. RESULTS AND DISCUSSIONS Figure 2 and 3 present the variation in coefficient of friction of alumina and AISI 52100 steel with sliding speed respectively.
Figure 2. Variation of coefficient of friction with sliding speed for Alumina

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
107
Figure 3. Variation of coefficient of friction with sliding speed for AISI 52100 steel
It is clear from these figures that the coefficient of friction is higher at higher load values. In case of alumina the friction coefficient variation with sliding speed is following an increasing then to decreasing profile and the maximum values are at 0.3 sliding speed. In case of steel the coefficient of friction is increasing with the increase in sliding speed value. The results also showed that the coefficient of friction of AISI 52100 steel and alumina were ranging between 0.296 – 0.622 and 0.474 – 0.908 respectively. Figure 4 present the variation in wear rate for alumina with the change in sliding speed and under 2 and 5N load values.
Figure 4. Variation in wear rate of alumina and 52100 steel with sliding speed and applied load
It is clear from this figure that the wear rate is in decrease with the increase in sliding speed and applied load values. Generally the results showed that the coefficient of friction increases with the
increase in sliding speed while there is a drop in wear rate with the increasing sliding speed. Wear rates of AISI 52100 steel and alumina were ranging between 1.506x10-2 – 8.748x10-6 and 1.560x10-3 – 1.019x10-7 mm3/m respectively. Figure 5 present the microgragh of the boronized coated surface of AISI DE steel. Figure 5b and c present alumina and 52100 steel balls worn surfaces. Figur 5a shows the phases of the coating layer. Figure 5a and 5b shows the grooved and the formation of the film patches on the worn surfaces during wear process. (a)
(a)
(b)
(c)
Figure 5. Micrography of the worn surfaces

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
108
CONCLUSIONS - The coefficient of friction decreases with
the increase in sliding speed while there is a drop in wear rate with the increasing sliding speed.
- The coefficient of friction of AISI 52100 steel and alumina were ranging between 0.296 – 0.622 and 0.474 – 0.908 respectively.
- Wear rates of AISI 52100 steel and alumina were ranging between 2.27x10-8 – 3.39x10-9 and 2.344x10-9 – 3.94x10-11 mm3/m respectively.
REFERENCES [1] Srivatsan, B.G. Ravi, M. Petraroli and T.S. Sudarshan, Int. J. Refract. Met. Hard Mater. 20 (2002), p. 181 [2] R.Thomson, Borides: their chemistry and applications, London, Royal Institute of Chemistry 5 (1965). [3] In: A.W. Weimer, Editor, Carbide, Nitride and Boride Materials Synthesis and Processing, Chapman & Hall, London (1997). [4] Y.Z. Li, Y.N. Fan and Y. Chen, J. Solid State Chem. 170 (2003), p. 135. [5] K. Kudaka, K. Iizumi, T. Sasaki and S. Okada, J. Alloys Compd. 315 (2001), p. 104. [6] A. Bonomi, H. Giess and C. Gentaz, Electrodepos. Surface Treat. vol. 1 (1972/73), pp. 419–427. [7] C.L. Yeh and W.S. Hsu , Journal of Alloys and Compounds 440 (2007) 193–198.
Quick Info
Hydraulic cylinders have option of sensors Rexroth is launching a new CDM1 series of hydraulic cylinders with an innovative modular design. Offering engineers greater flexibility in design and configuration, the hydraulic cylinder series consists of three variants: CDM1 single-rod, CGM1 double-rod and CSM1 cylinder with position measuring system. Rexroth also offers the new cylinders, which are built in accordance with ISO 6020-1, as complete cylinder axes with position measuring system and sub-plate.
With bores ranging from 25-200mm and piston rod diameters of 14-140mm, Rexroth's CDM1 cylinder series covers a wide performance spectrum at a standard nominal pressure of 160bar. All sizes are available with stroke lengths of up to 3000mm and are provided with self-adjusting and adjustable end position cushioning. The effective cushioning length adjusts to the requirements and allows short cushioning times. Furthermore, the innovative geometry of the cushioning bushes prevents pressure peaks while the end position is being approached. Integrated proximity switches sense the position of the piston rod in both end positions. To simplify positioning and open- and closed-loop control of the cylinder, a contact-free absolute position measuring system is available optionally. Complementing the standard seal system supplied with the CDM1 series, Rexroth also offers a selection of seals that can be fitted to help increase servo performance by reducing friction. In addition, Rexroth can provide chevron seal kits and seals optimised specifically for high-temperature applications up to +150 degrees C. Further still, Rexroth installation and service engineers can accommodate enlarged pipe ports and new flanged connections with new sub-plates for high-response control valves, as well as for SL and SV valves. All in all, Rexroth offers a total of nine mounting types for this cylinder series. To help ease the engineering design and selection process, Rexroth offers a practical and intuitive interactive Hydraulic Designer tool. By using this online guide, engineers can obtain dimensional drawings for the selected cylinder, as well as all technical details, including 2D and 3D files for direct upload to common CAD systems.
(http://www.boschrexroth.co.uk)

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
109
ELASTO-HYDRODYNAMIC LUBRICATION ANALYSIS OF PARTIAL ARC BEARINGS USING CFD & FSI
Praveen Bhat, Satish Shenoy B, and R. Pai
Dept. of Mech. & Mfg. Engg., Manipal Institute of Technology, Manipal, India.
ABSTRACT For the theoretical calculations of the pressure distribution and, in turn, of the performance characteristics of the partial arc bearing system, it is necessary to know accurately the fluid film geometry. Since, in practice, the runner and the bearing shell are elastic and deform under hydrodynamic pressure, the correct film geometry cannot be established without taking into account elastic deformations. The journal material is more rigid than the bearing shell material, so the deformation of the journal surface can be neglected. In the present analysis, the modified film geometry is obtained by including the deformation in the bearing and its effect on the performance characteristics of a partial arc bearing is studied. This paper presents the overall Elasto-hydrodynamic Lubrication(EHL) analysis of a Externally adjustable Single 60º partial arc bearing with different tilts and different radial adjustments using the sequential application of Computational Fluid Dynamics(CFD) and Computational Structural Dynamics(CSD). Here the coupled field analysis uses the capabilities of commercially available Finite Element Software ANSYS/FLOTRAN and the technique of Fluid Structure Interaction (FSI). The pressure field has been obtained considering the laminar flow regime using CFD. Stress distribution and deformation in the pad due to resulting pressure force is obtained using FEM, satisfying the boundary conditions. The stress distribution indicates the critical points in the pad. ANSYS/FLOTRAN is applied to simulate the pressure field and calculate the static characteristics of a Single 60º partial arc bearing for various eccentricity ratios and length to diameter (L/D) ratios. The results show reasonable agreement in general.
KEYWORDS: Partial arc bearing, FSI, CFD
1. INTRODUCTION
Partial arc bearings are used in relatively low-speed applications. They reduce power loss by not having the upper pad but allow large vertical vibrations. In real bearings, it can be advantageous for the bush not to encircle the shaft completely. If the load is acting in an approximately constant direction then only part of a bearing arc is often employed. The most common bearings of this type are 180° arc bearings, although narrower arcs are also in use.
Pressure in the oil film satisfies the Reynolds equation which intern is a function of film thickness, and hence the housing distortion, play a very important role. Therefore the structural distortion and the pressure distribution are very strongly coupled and a combined solution is needed.
Traditional method of overall Elasto-Hydrodynamic Lubrication analysis for a partial arc bearing usually involves the development of complicated numerical calculation programs.
The actual physical model is simplified in analytical research which uses the Reynolds equation to simulate the pressure field using FEM, in the hydrodynamic lubrication of bearings. In several research papers the application of general CFD codes makes this analysis effective when complex flow geometries are involved or when more detailed solutions are needed.
2. THEORY
The fluid-solid interaction solver is an automated tool specifically designed for fluid-solid interaction problems. It uses ANSYS FLOTRAN elements for fluid elements and ANSYS structural or coupled-field elements for solid elements. Fig. 1 shows the algorithm for the time and stagger loops of a fluid-solid interaction analysis.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
110
Fig. 1: Fluid-Solid Interaction Solution Algorithm The fluid-solid interaction solver solves the equations for the fluid and solid domains independently of each other. It transfers fluid forces and heat fluxes and solid displacements, velocities, and temperatures across the fluid-solid interface. The algorithm continues to loop through the solid and fluid analyses until convergence is reached for that time step (or until the maximum number of stagger iterations is reached). Convergence in the stagger loop is based on the quantities being transferred at the fluid-solid interface. Fluid-Solid Interface In most applications, the fluid and solid mesh are dissimilar along the fluid-solid interface because the fluid and solid mesh have different resolution requirements. The fluid-solid interaction solver supports load transfer across a dissimilar mesh. It uses a linear search algorithm for the global search to locate the nodes belonging to a finite element mesh. It uses a point to segment search algorithm for the local search to locate the nodal locations on an element face. The interpolation method determines what quantities are transferred at the interface. Mesh Updating Many a time coupled-field analysis involving a fluid domain and a structural domain yields significant structural deflections. In this case, to obtain an overall converged coupled-field solution it is often necessary to update the finite element mesh in the non-structural region to coincide with the structural deflection and recursively cycle between the field solution and structural solution. Mesh Morphing Technique is used to move nodes and elements of the "field" mesh to coincide with the deformed structural mesh.
3. SOLUTION PROCEDURE
The partial arc bearing analysis is done using ANSYS/FLOTRAN and the technique of FSI. The procedure for doing a FSI on a partial arc bearing mainly consists of the following main steps: STEP1: Setup the fluid and solid analysis The fluid-solid interaction analysis for Elasto-hydrodynamic lubrication can be performed as follows:
• Create the oil film model and the finite element mesh for this region.
• Apply the appropriate boundary conditions, material properties for the fluid analysis, and select the appropriate solution options.
• Create the solid model of the bearing housing and the finite element mesh for this region.
• Apply the appropriate boundary conditions and material properties for the structural analysis.
Fig. 2: Fluid and Solid Boundary Conditions STEP2: Flag the Fluid-Solid Interface. The next step is to flag film-bearing interface where load transfer takes place with a FSI number. Apply the field-surface interface flag twice: once for the fluid side of the interface and once for the solid side of the interface. Load transfer occurs between film and bearing interface with the same interface number. STEP3: Specify the Fluid-Solid Interaction solution option. The options that are required to specify the film-bearing interaction solution are described below.
• Specify basic analysis options like the solution order, the interpolation method and the method for load transfer across the interface
• Maximum number of stagger iterations (depends on convergence criterion)
• Convergence values (0.5e-2) • Specify output frequency (100) • Specify Relaxation Values (0.5)
STEP4: Obtain and Post process the results. The analysis is performed and the results are obtained. To post process FSI analysis, the database must be resumed.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
111
You can review results using standard ANSYS postprocessor commands. Simultaneous post processing of the fluid and solid results files is not supported. Read in the fluid or the solid result file one at a time and post process the results.
4. RESULTS AND DISCUSSIONS The radial adjustment is given in addition to the radial clearance and these adjustments are obtained by inter - changeable spacers and small tilting motion about the leading edge of the pad or bearing element. The radial adjustments in the partial arc bearing is given in terms of 12.5 &25% of the radial clearance in both upward and downward direction and a tilt of 1,2 and 3º is provided in downward direction for various L/D and eccentricity ratios. The results obtained are plotted.
Fig. 3: Pressure contour in oil film for radial adjustment of 12.5% of clearance (downward direction) and 1º tilt (downward direction) for L/D=0.5 and eccentricity ratio=0.6
Fig. 4: Stress distribution in the bearing for radial adjustment of 12.5% of clearance(downward direction) and 1º tilt (downward direction) for L/D=0.5 and eccentricity ratio=0.6
Fig. 5:Pressure contour in oil film for radial adjustment of 25% of clearance(upward direction) and 2º tilt (downward direction) for L/D=0.5 and eccentricity ratio=0.6.
Fig. 6: Stress distribution in bearings for radial adjustment of 25% of clearance(upward direction) and 2º tilt (downward direction) for L/D=0.5 and eccentricity ratio=0.6
Fig. 7: Plot of non dimensional pressure in the circumferential direction for radial adjustment of 25% of clearance (upward direction) and various tilt at L/D= 0.5 and eccentricity ratio=0.6.

TEHNOLOGIA INOVATIVA – Revista „Construcţia de maşini” nr. 4 / 2007
112
Fig. 8: Non dimensional deformation plot for radial adjustment of 25% of clearance(upward direction) and various tilt at L/D=0.5 and eccentricity ratio=0.6
5. CONCLUSION
• EHL analysis of partial arc bearing is proposed which includes deformation of the bearing surface.
• Simulation results show that the level of the structural deformation depends on the radial adjustments given in addition to the bearing clearance, the tilt and the lubricant film thickness.
• The plots and figures above show that the results agree in general.
REFERENCES
[1] Jain.S.C, Sinhasan. R, and Singh.D.V, ”Elasto-hydrodynamic Lubrication analysis of Partial arc journal bearings”, Tribology International, June 1982, p 161-169. [2] Praveen Bhat, Satish Shenoy B, R.Pai, “Overall Elasto-hydrodynamic Lubrication analysis of a 60º Partial Arc Bearing using Fluid Structure Interaction”, Proceedings of INDO NAFEMS Symposium, January 2007. [3] Satish Shenoy B, R.Pai, “Overall Elasto-hydrodynamic Lubrication analysis of Journal Bearing using CFD and FSI”, International Conference in Industrial Tribology (ICIT 06), November 2006. [4] Wechsler, L., “Analysis of Partial Arc Bearings including effects of elasticity and viscosity”, American Society of Mechanical Engineers (paper), n 73-DGP-6 1973, p 10 [5] Wechsler, Laskar, “Analysis of Partial Arc bearings including effects of elasticity and viscosity”, Naval Engineers Journal, v 85, n 1, Feb, 1973, p 50-57 [6] ANSYS INC. ANSYS 10.0 Documentation.
12 Quick Info
CNC platform is customisable and scalable NUM is launching a new CNC platform for machine tool manufacturers. Called Flexium, the modular platform is claimed to have
unprecedented scalability that can be applied economically on a machine with a few axes, or as many as 200 or more. This is combined with open programmability that gives users complete freedom to customise the man-machine interface (MMI) and add value. Flexium provides machine builders with a common platform for all system building activities, from standard machines to special-purpose equipment such as transfer machines and integrated production lines. Underpinning the platform is the exceptional fidelity and control accuracy that is made possible by NUM's complete product line and
proprietary communication interfaces - from controller to motor - and decades of intellectual property in designing machine tool control systems and software. At the heart of the new platform is an advanced new CNC kernel. This is at least four times more powerful than the fastest version of NUM's existing Axium controller, which is a popular choice today in a number of machine tool applications including tool grinding, gear manufacturing, woodworking, high-speed cutting, and transfer and special-purpose machinery. Software flexibility has been at the core of NUM's development project. The resulting Flexium platform gives machine tool OEMs complete control over the look and feel of the machine. The system's PLC is programmed according to IEC 61131-3 standards, and offers a choice of development software, providing machine control programming environment in forms to suit individual programmers. Flexium's man-machine interface is also completely adaptable, and can be easily programmed using standard tools such as HTML, Java Script, or one of the PC-based rapid software development environments such Visual Basic, Delphi, Visual C or C++. This flexibility, which enables users to add their own 'look and feel' branding to each machine, is in stark contrast with some competitive platforms, which have fixed user interfaces that may only be modified by the vendor.
(http://www.num.com/)

TEHNOLOGIA INOVATIVĂ – Revista „Construcţia de maşini” nr. 3 / 2007 87
REVISTA CONSTRUCŢIA DE MAŞINI
SERIE NOUĂ
îşi propune să prezinte cele mai valoroase realizări din domeniul
Cercetării - Dezvoltării româneşti şi internaţionale.
Revista oferă specialiştilor
posibilitatea de a publica articole şi studii, de a-şi prezenta produsele realizate
şi de a face cunoscută activitatea firmei sau instituţiei
în paginile Revistei.
Instrucţiunile privind redactarea şi trimiterea lucrărilor pot fi obţinute la adresa:
Irina Rădulescu S.C. ICTCM S.A. Bucureşti Şos. Olteniţei nr. 103 Sect. 4 Bucureşti Tel: (021) 3321870, Fax: 3323195 E-mail: [email protected]
REVISTA CONSTRUCŢIA DE MAŞINI
SERIE NOUĂ
S. C. ICTCM S. A. Bucureşti şi OID – ICTCM
vă oferă posibilitatea unui abonament pentru 4 numere revistă ⁄ an
la preţul de 60 lei ⁄ an. Pentru detalii şi informaţii suplimentare vă rugăm să luaţi legătura cu:
Irina Rădulescu S.C. ICTCM S.A. Bucureşti Şos. Olteniţei nr. 103 Sect. 4 Bucureşti Tel: (021) 3321870, Fax: 3323195 E-mail: [email protected]
REVISTA CONSTRUCŢIA DE MAŞINI SERIE NOUĂ
Pentru a face cunoscute realizările din cercetare şi productie, Oficiul de Informare Documentară pentru Industrie, Cercetare, Management
din cadrul Centrului Incubator Tehnologic de Afaceri
S.C. ICTCM S.A. BUCUREŞTI
publică revistele: "Tehnologia Inovativă” – seria nouă a Revistei "Construcţia de maşini" şi Revista de "Ecologie industrială",
realizează prospecte, cataloage, postere, la comandă, în condiţii grafice deosebite,
cu macheta beneficiarului sau cu design şi machete proprii.