Embed Size (px)
Citation preview

Hindawi Publishing CorporationAdvances in Materials Science and EngineeringVolume 2013 Article ID 630984 6 pageshttpdxdoiorg1011552013630984
Review ArticleReview on Techniques for On-Line Monitoring ofResistance Spot Welding Process
Yanhua Ma Pei Wu Chuanzhong Xuan Yongan Zhang and He Su
College of Mechanical and Electrical Engineering Inner Mongolia Agricultural University Hohhot 010018 China
Correspondence should be addressed to Pei Wu jdwupei163com
Received 2 August 2013 Accepted 26 November 2013
Academic Editor Daolun Chen
Copyright copy 2013 Yanhua Ma et al This is an open access article distributed under the Creative Commons Attribution Licensewhich permits unrestricted use distribution and reproduction in any medium provided the original work is properly cited
Resistance spot welding has been widely used for joining sheet metals especially in automotive and aerospace industries Howeversince the formation of weld nugget is invisible in resistance spot welding traditionally off-line destructive test is applied forinspection of the weld quality which is costly and inefficientTherefore in recent years a lot of efforts have beenmade in estimatingor detecting theweld quality nondestructively by on-linewelding parametermonitoringThis paper presents a review on techniquesof monitoring resistance spot welding process or weld quality and the advantages as well as limitations of these techniques arediscussed
1 Introduction
Resistance spot welding (RSW) is widely used for joiningsheet metals and is recognized as the most rapid and eco-nomic joining method its unique advantages have kept it asone of themost productive and competitive joining technolo-gies in automotive aerospace and other metal processingindustries [1ndash4] However due to the fact that the weldingtime is short and the weld nugget (as shown in Figure 1)is formed inside the workpiece in resistance spot weldingwhich is invisible and the weld quality can not be assessedby simply observing the nugget destructive test and such aspeel test shear test traditionally has to be used for inspectionof the weld quality which is unsatisfactory
(1) wasteful of time and materials
(2) if the test reveals a defect all the components weldedsince the last test may have to be scrapped
(3) since the inspection is on sampling basis it cannot beguaranteed that all the welds in the accepted lot aredefect-free
(4) difference between poor and good weld is not visibleto naked eye
In addition there is a large number of interrelated vari-ables in resistance welding weld quality is extremely oper-ation dependent and varied from part to part due to suchchanges as workpiece surface condition electrode tip fit-upcircuit impedance shunt effect and so forth Therefore inrecent years a lot of efforts have been made in estimatingor detecting the weld quality nondestructively by on-linewelding parameter monitoring or on-line visual inspectionof the welding spot which is especially beneficial to thecontinuous production of automated system as the faults maybe immediately identified and rectified [5 6]
The principle of in-process monitoring and weld qualitycontrol is monitoring some phenomena or characteristicswhich occurs or changes during the formation of the nuggetAlthough in-process weld quality monitoring or control isstill not universally proved it is certainly the ideal andpromising approach [7 8] In this paper a comprehensivereview onmonitoring resistance spot welding process or weldquality is presented
2 By On-Line Welding Parameter Monitoring
Actually the process of resistance spot welding is compli-cated involving mechanical electrical thermal and metal-lurgical problems due to the large number of interrelated
2 Advances in Materials Science and Engineering
Electrode
Nugget
Workpiece
Figure 1 Resistance spot welding
variables Normally the parameters monitored for weldquality detection are classified into two types one is theparameters related to the power input (eg welding currentelectrode tip voltage or dynamic resistance) of the weldingprocess and the other is the one related to mechanicalresponse such as dynamic electrode displacement appliedelectrode force and acoustic emission
21 Monitoring the Welding Parameters Related to PowerInput The power or heat source is closely correlated to thenugget formation the parameters measured for monitoringthe welding process or weld quality include welding currentand tip voltage between electrodes but normally they are notdirectly used and the dynamic resistance or energy obtainedbased on them is used instead
211 Dynamic Resistance Dynamic resistance is computedbased on the instantaneous value of electrode tip volt-age divided by the corresponding welding current at thatmoment For the resistance welding with AC power thepeak values of tip voltage and welding current are usedfor computing the dynamic electrode resistance in order toreduce the effect of electromagnets [9ndash17] Gedeon et al [18]in 1987 improved the accuracy of resistance estimation byrepresenting each half cycle of the voltage and current with acurved line In recent years Cho and Rhee [19ndash21] proposedthat dynamic resistance could be obtained from the primarycircuit and voltage instead of secondary circuit and voltagebecause the primary voltage and current can be measuredmuchmore easily compared to the othermethodsmentionedearlier
A typical curve of time variation in dynamic resistancefor welding different materials is presented in Figure 2 [9]It can be seen that each metal or alloy has its typicalpattern of dynamic resistance curve but only the one ofthe dynamic resistance curve for mild steel has apparentfeatures correlated with nugget growth and provides a meansof monitoring weld quality The curve for mild steel canbe clearly identified in three regions region Ι where theresistance has a sharp drop corresponding to the breakdownof contact insulation in the beginning of current input regionΙΙ where there is increasing dynamic resistance owing to theincrease of temperature of work piece region ΙΙΙ where thereis decreasing dynamic resistance as the growth of the fused
0
20
40
60
80
100
120
140
160
0 005 01 015 02 025 03
Resis
tanc
e (120583Ω
)
Time (s)
Mild steelStainlessAluminum
Figure 2 A typical curve of dynamic resistance for welding differentmaterials
metallic bond The fall in resistance will be more abrupt ifmetal splash takes place Comparable correlation in stainlesssteel and aluminum is made difficult by the very natureof the curves and it provides insufficient information formonitoring weld quality
The dynamic resistance is therefore a goodmethod for themonitoring conditions of welding processes and developingfaults of the welds formild steel However itsmajor drawbackis the accuracy of the dynamic resistance as a function oftimeThe time-record is highly discontinuous as it is actuallyperformed at a single moment belonging to every half cycleMore recently input impedance has been used as a signaturefor monitoring the resistance welding process [22 23]
An advantage of dynamic resistance methods is thatthey do not require the use of complicated sensors formeasurement of relevant electrical parameters and theypermit straightforward implementation of real-time systemsfor controlling the quality of each welded spot
212 Input Impedance A resistance spot welding machineis equivalent to an electrical circuit consisting of resistance(119877) inductance (119871) and capacitance (119862) in series as shownin Figure 3 The input impedance of this electrical system isdefined as the quotient between the excitation voltage andresponse current at the input port which is a function ofthe system parameters 119877 119871 and 119862 and appears as a complexnumber depending on frequency The real part representsthe resistance and the imaginary part and the reactance ofthe electrical circuit The input impedance characterizes theequivalent circuit of a welding system independent of theexcitations For a RSW system however the parameters par-ticularly the resistance change dramatically by the successivephases of heating melting fusion and solidification during awelding period The real part and imaginary part of its inputimpedance appear therefore as two time-domain recordsThe patterns of these two time records directly represent thevarying conditions of welding process point by point andindirectly reflect the resulting weld quality
Advances in Materials Science and Engineering 3
V
L
R
C
I I
Figure 3 Equivalent 119877119871119862 circuit
0
20
40
60
80
100
120
140
160
180
0 002 004 006 008 01Time (s)
ExpulsionGoodBad
Zr(120583Ω)
Figure 4 119885119903(119905) of a typical resistance spot welding process
The input electrical impedance 119885in can be expressed as
119885in (119905) =V (119905)119894 (119905)=1003816100381610038161003816119885in (119905)1003816100381610038161003816 119890119895120593(119905)
119885in (119905) = 119885119903 (119905) + 119895120596119885119909 (119905)
(1)
In the above equations V(119905) and 119894(119905) are the analytical signalsof real voltage and current signal respectivelyThe amplitude|119885in(119905)| and the phase 120593(119905) of the impedance 119885in(119905) representthe amplitude ratio and the phase between the input voltageand input current signal respectively The real part 119885
119903(119905) and
imaginary part 119885119909(119905) of 119885in(119905) are actually the resistance and
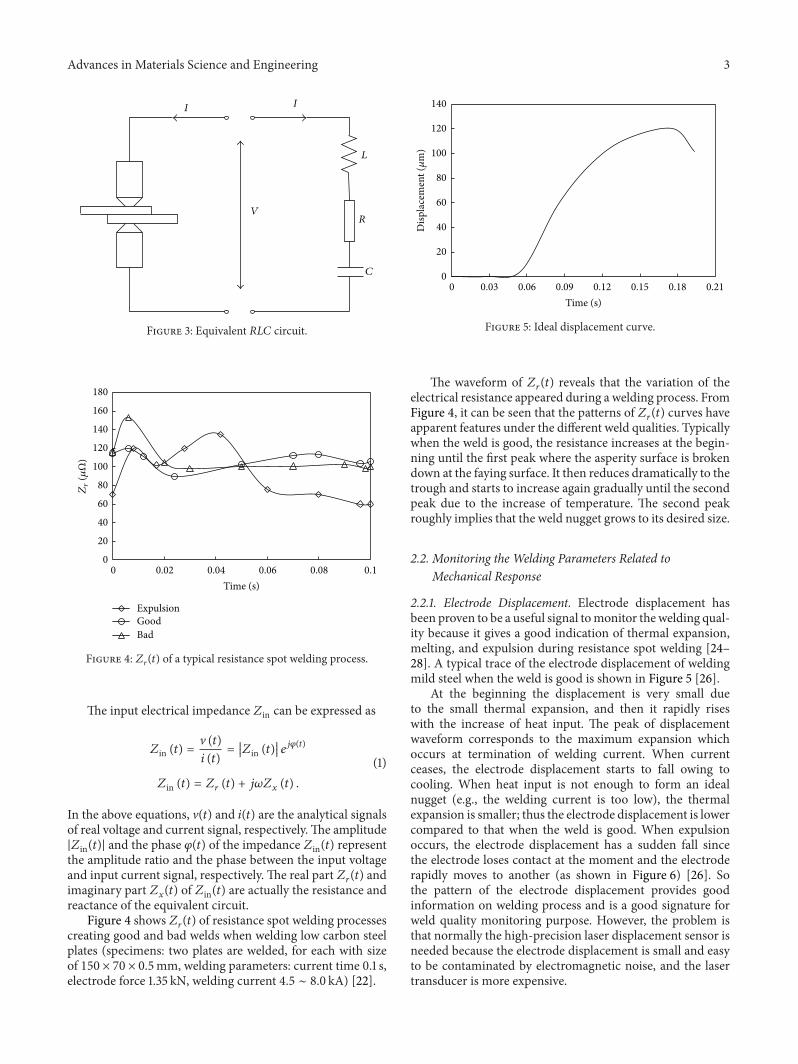
reactance of the equivalent circuitFigure 4 shows 119885
119903(119905) of resistance spot welding processes
creating good and bad welds when welding low carbon steelplates (specimens two plates are welded for each with sizeof 150 times 70 times 05mm welding parameters current time 01 selectrode force 135 kN welding current 45 sim 80 kA) [22]
0
20
40
60
80
100
120
140
0 003 006 009 012 015 018 021Time (s)
Disp
lace
men
t (120583
m)
Figure 5 Ideal displacement curve
The waveform of 119885119903(119905) reveals that the variation of the
electrical resistance appeared during a welding process FromFigure 4 it can be seen that the patterns of 119885
119903(119905) curves have
apparent features under the different weld qualities Typicallywhen the weld is good the resistance increases at the begin-ning until the first peak where the asperity surface is brokendown at the faying surface It then reduces dramatically to thetrough and starts to increase again gradually until the secondpeak due to the increase of temperature The second peakroughly implies that the weld nugget grows to its desired size
22 Monitoring the Welding Parameters Related toMechanical Response
221 Electrode Displacement Electrode displacement hasbeen proven to be a useful signal tomonitor thewelding qual-ity because it gives a good indication of thermal expansionmelting and expulsion during resistance spot welding [24ndash28] A typical trace of the electrode displacement of weldingmild steel when the weld is good is shown in Figure 5 [26]
At the beginning the displacement is very small dueto the small thermal expansion and then it rapidly riseswith the increase of heat input The peak of displacementwaveform corresponds to the maximum expansion whichoccurs at termination of welding current When currentceases the electrode displacement starts to fall owing tocooling When heat input is not enough to form an idealnugget (eg the welding current is too low) the thermalexpansion is smaller thus the electrode displacement is lowercompared to that when the weld is good When expulsionoccurs the electrode displacement has a sudden fall sincethe electrode loses contact at the moment and the electroderapidly moves to another (as shown in Figure 6) [26] Sothe pattern of the electrode displacement provides goodinformation on welding process and is a good signature forweld quality monitoring purpose However the problem isthat normally the high-precision laser displacement sensor isneeded because the electrode displacement is small and easyto be contaminated by electromagnetic noise and the lasertransducer is more expensive
4 Advances in Materials Science and Engineering
0
20
40
60
80
100
120
0 003 006 009 012 015 018 021Time (s)
Disp
lace
men
t (120583
m)
Figure 6 Expulsion displacement curve
Elec
trode
forc
e (kN
)
Time (s)
33
325
32
315
31
305
3
2950 003 006 009 012 015
Figure 7 Typical electrode force curve when welding stainless steel
222 Electrode Force In resistance spot welding the elec-trode force is applied to squeeze the metal sheets to bejoined together The required electrode force must overcomedistort of the material so that the sheet metals to be weldedat the weld zone have an intimate contact before weldingcurrent flow However the force must not be too large asit might cause other problems such as indentation of themetal During a resistance spot weld the electrode forceexerted on the material is dynamic and closely related to thecontact resistance at faying surface When the electrode forceis increased the contact resistance will decrease and thus theheat energy will decrease This means that a higher electrodeforce requires a higher weld current [29ndash31]
A typical electrode force curve of stainless steel at presetvalue of 30 kN during welding is shown in Figure 7 It can beseen that the actual force during welding stage is greater thanthe preset one (30 kN) it increases rapidly at the beginningof welding current application and then the force reachesits maximum value before the current terminates The basicreason for the force increase is the thermal expansion of theweld nugget due to Joule heating which makes the electrodetips apart After a certain welding time as the further heatinput the electrode force begins to drop when the weld zone
Elec
trode
forc
e (kN
)
Time (s)
45
4
35
3
25
20 004 008 012 016
Figure 8 Typical electrode force curve with expulsion
softens and has less resistance to electrode squeezing at hightemperature [15]
Figure 8 is the electrode force curve of welding stainlesssteel with expulsion [29] It clearly reveals that the electrodeforce suddenly drops and subsequently has a sharp increaseagain and then up and down with a fluctuation This isbecause when an expulsion happens the electrode willsuddenly move into another and collide on the part due tothe loss of support and an impact will be excited
Therefore the electrode force indicates the welding statusand can be used as a signature formonitoring theweld qualitybut the drawback is that the transducer is normally morecomplicated and easy to be polluted by the electromagneticforce compared to the methods of dynamic resistance orelectrode displacement [11 32 33] In resistance spot weldinga strong magnetic field is generated due to a high currentbeing applied and the electromagnetic force has an effect ofreducing the electrode force [34]
223 Acoustic Emission Whenmetal is deformed or crackedby force it normally releases deformation energy in the formof elastic wave If this deformation energy is big enoughit will emit audible sound Resistance spot welding is aprocess coupled by heat force and metallurgy During thenugget formation it will generate sound wave when themetal in welding zone has deformation and metallurgictransformation For different welding quality the soundwaveis different which is the principle of monitoring weldingprocess by using structure-borne acoustic emission signals[35ndash38]
As an example Figures 9 and 10 show the acousticemission signals with resistance spot welding aluminumalloy For the welding cases in both Figures 9 and 10 thespecimen is two-layer aluminum alloy plates with size of 25times100times2mm thewelding current is 24 kA and current durationis 016 s but the electrode pressure force is 01MPa for theweld in Figure 9 and 028MPa for Figure 10 [37] It can befound that the stage features presented by the sound signalsin welding process are distinguished including the electrode
Advances in Materials Science and Engineering 5
1 2 34
5
25
0
minus25
minus50 05 1 15 2 25 3
Am
plitu
de
Time (s)
Figure 9 Typical acoustic emission signal with cracking
55
25
0
minus25
minus50 05 1 15 2 25 3
Am
plitu
de
Time (s)
Figure 10 Typical acoustic emission signal with expulsion
loading event (arrow 1 in Figure 9) nugget nucleation event(arrow 2 in Figure 9) electrode unloading event (arrow 3in Figure 9) and cracking event (arrow 4 in Figure 9) Theexpulsion event is indicated as arrow 5 in Figure 10
3 Discussions
Resistance spot welding is a process coupling themechanicalelectrical thermal and metallurgical problems Thereforethe weld quality can be monitored by detecting the processvariables correlated to these problems and these variables aredivided into two types one is the parameters related to thepower input and the other is the one related to mechanicalresponse during the welding process
The power input is the heat source which is directlyreflected by welding current and tip voltage between elec-trodes normally they are not used directly but the dynamicresistance obtained by them is used for monitoring thewelding process The dynamic resistance is a very goodparameter for monitoring the welding process for mildsteel but it has some problems in working with stainlesssteel and aluminum Since the signal of tip voltage betweenelectrodes is relatively small and the measuring leads have aninterruption to the movement of electrode some researcherssuggested measuring the process variables in primary circuitof the welding machine and obtained the variation of thedynamic resistance across electrodes A similar method isthat the dynamic resistance is obtained by the real part ofimpedance calculated based on the primary current andvoltage
The parameters concerning themechanical response dur-ing resistance spot welding include electrode displacement
electrode force and acoustic emission Displacement moni-toring has been shown to provide themost reliable indicationof spot weld quality through weld expansion measurementsno matter what materials are welded however this approachis less applicable to flexible equipment such as welding gunsin production Electrode force waveform especially the rela-tionship between force peak and its subsequent force drop isthe basis formonitoring the formation of the weld nugget theproblem is that it is less likely to be continuously monitoredand easy to be affected by electromagnetic force Acousticemission can characterize the resistance spotwelding processand the challenge is that the signal is likely to be contaminatedby noise and a sophisticated signal processing method isneeded to abstract the features for monitoring the weldingprocess
References
[1] RWMA Resistance Welding Manual Resistance Welder Manu-facturerrsquos Association Philadelphia Pennsylvania 4th edition1989
[2] A Stiebel C Ulmer D Kodrack and B Holmes ldquoMonitoringand control of spot weld operationsrdquo SAE Technical Paper860579 International Congress and Exposition DetroitMichi-gan 1986
[3] S A Westgate ldquoResistance weldingmdashstate of the artrdquo Weldingand Cutting vol 55 no 5 pp 256ndash260 2003
[4] S A Westgate ldquoA general overview of recent developments inresistance weldingrdquo in Proceedings of the 2nd International Sem-inar on Advances in Resistance Welding Aachen Germany2002
[5] D W Dickinson J E Franklin and A Stanya ldquoCharacteriza-tion of spot welding behavior by dynamic electrical parametermonitoringrdquoWelding Journal vol 59 no 6 pp 170ndash176 1980
[6] J Ruisz J Biber and M Loipetsberger ldquoQuality evaluation inresistance spot welding by analysing the weld fingerprint onmetal bands by computer visionrdquo International Journal of Adv-anced Manufacturing Technology vol 33 no 9-10 pp 952ndash9602007
[7] Y V Kamat and K D Lagoo ldquoIn-process monitoring of resis-tance spot weldingrdquo Measurement Technology and IntelligentInstruments vol 2101 no 1 pp 650ndash659 1993
[8] T Kim Y Lee J Lee and S Rhee ldquoA study of nondestructiveweld quality inspection and estimation during resistance spotweldingrdquo in Advances in Nondestructive Evaluation vol 270ndash273 of Key Engineering Materials pp 2338ndash2344
[9] D R Andrews and S Bhattacharya ldquoDynamic resistance andits application to in-process control of spot weldingrdquo ExploitingWelding in Production Technology no 1 pp 221ndash227 1975
[10] C S Chien and E Kannatey-Asibu ldquoInvestigation of monitor-ing systems for resistance spot weldingrdquo Welding Journal vol81 no 9 pp 195sndash199s 2002
[11] A G Livshits ldquoUniversal quality assurance method for resis-tance spot welding based on dynamic resistancerdquo Welding Jou-rnal vol 76 no 9 pp 383sndash390s 1997
[12] X Chen and K Araki ldquoFuzzy adaptive process control of re-sistance spot welding with a current reference modelrdquo in Pro-ceedings of the IEEE International Conference on IntelligentProcessing Systems pp 190ndash194 Beijing China 1997
[13] X Wang G Meng Y Li W Xie and Z Feng ldquoMeasurement ofprimary dynamic resistance of AC resistance spot welding using
6 Advances in Materials Science and Engineering
power factor and piecewise spline interpolationrdquo AdvancedScience Letters vol 4 no 6-7 pp 1939ndash1944 2011
[14] JWen C SWang G C Xu and X Q Zhang ldquoReal timemoni-toring weld quality of resistance spot welding for stainless steelrdquoISIJ International vol 49 no 4 pp 553ndash556 2009
[15] G Xu J Wen C Wang and X Zhang ldquoQuality monitoring forresistance spot welding using dynamic signalsrdquo in Proceedingsof the IEEE International Conference onMechatronics and Auto-mation (ICMArsquo 09) pp 2495ndash2499 Changchun China 2009
[16] S C Wang and P S Wei ldquoModeling dynamic electrical resis-tance during resistance spot weldingrdquo Journal of Heat Transfervol 123 no 3 pp 576ndash585 2000
[17] F Garza and M Das ldquoOn real time monitoring and control ofresistance spot welds using dynamic-DC resistance signaturesrdquoin Proceedings of the 44th IEEE Midwest Symposium on Circuitsand Systems vol 1 pp 41ndash44 2001
[18] S A Gedeon C D Ulrich K T Ululrich and T W EagerldquoMeasurement of dynamic electrical andmechanical propertiesof resistance spot weldsrdquo Welding Journal vol 66 no 6 pp378sndash385s 1987
[19] Y Cho and S Rhee ldquoNew technology for measuring dynamicresistance and estimating strength in resistance spot weldingrdquoMeasurement Science amp Technology vol 11 no 8 pp 1173ndash11782000
[20] Y Cho and S Rhee ldquoPrimary circuit dynamic resistance moni-toring and its application to quality estimation during resistancespot weldingrdquoWelding Journal vol 81 no 6 pp 40ndash43 2002
[21] Y Cho Y Kim and S Rhee ldquoDevelopment of a quality esti-mationmodel usingmultivariate analysis during resistance spotweldingrdquo Proceedings of the Institution of Mechanical EngineersPart B Journal of Engineering Manufacture vol 215 no 11 pp1529ndash1538 2001
[22] S-F Ling L-XWan Y-RWong andD-N Li ldquoInput electricalimpedance as quality monitoring signature for characterizingresistance spot weldingrdquo NDT amp E International vol 43 no 6pp 200ndash205 2010
[23] S F Ling and L X Wan ldquoMonitoring a spot welding processvia electrical input impedancerdquo in Proceeding of the 19thInternational Conference on Experimental Mechanics pp 348ndash351 2000
[24] D Hu R Zheng and D Ji ldquoStudy of electrodes displacementsmonitoring system in resistance spot weldingrdquo Journal of Nan-chang Institue of Aeronautical Technology China no 1 pp 16ndash22(Chinese)
[25] H S Cho and D W Chun ldquoA microprocessor-based electrodemovement controller for spot weld quality assurancerdquo IEEETransactions on Industrial Electronics vol 32 no 3 pp 234ndash2381985
[26] H Wang Y Zhang and A Chen ldquoResistance spot weldingprocessing monitoring based on electrode displacement curveusingmoving range chartrdquoMeasurement vol 42 no 7 pp 1032ndash1038 2009
[27] Y S Zhang X Y Zhang X M Lai and G L Chen ldquoOnlinequality inspection of resistance spot welded joint based on elec-trode indentation using servo gunrdquo Science and Technology ofWelding and Joining vol 12 no 5 pp 449ndash454 2007
[28] Y Li J Xu G Chen and Z Lin ldquoReal-time measuring systemdesign and application of thermal expansion displacement dur-ing resistance spot welding processrdquo Proceedings of the Societyof Photo-Optical Instrumentation Engineers vol 6041 pp T411ndashT411 2005
[29] Y J Park and H Cho ldquoQuality evaluation by classification ofelectrode force patterns in the resistance spot welding processusing neural networksrdquoProceedings of the Institution ofMechan-ical Engineers B vol 218 no 11 pp 1513ndash1524 2004
[30] CMa S D Bhole D L Chen A Lee E Biro andG BoudreauldquoExpulsion monitoring in spot welded advanced high strengthautomotive steelsrdquo Science and Technology of Welding andJoining vol 11 no 4 pp 480ndash487 2006
[31] C T Ji andY Zhou ldquoDynamic electrode force and displacementin resistance spot welding of aluminumrdquo Journal ofManufactur-ing Science and Engineering vol 126 no 3 pp 605ndash610 2004
[32] R B Hirsch ldquoTip force control equals spot weld qualityrdquoWeld-ing Journal vol 72 no 2 pp 57ndash60 1993
[33] H TangWWu S J Hu andH Zhang ldquoForce characteristics inresistance spot weldingrdquoWelding Journal vol 79 no 7 pp 175sndash183s 2000
[34] PWu Y HMa B S Han and J Y Han ldquoExperiment and anal-ysis on electromagnetic force in resistance spot weldingrdquo Trans-action of Welding vol 27 no 10 pp 4ndash6 2006 (Chinese)
[35] S I Rocklin and L Adler ldquoUltra evaluation of spot weldingqualityrdquoWelding Journal vol 64 no 3 pp 191ndash200 1985
[36] Z Luo S Hu and P Shan ldquoApplication of time frequency anal-ysis to air borne acoustic signals of aluminum alloys spot weld-ingrdquo Transactions of the ChinaWelding Institution no 1 pp 36ndash37 2004 (Chinese)
[37] Y luo J Li and W Wu ldquoCharacterization of nugget nucleationquality based on the structure-borne acoustic emission signalsdetected during resistance spot welding processrdquoMeasurementvol 46 pp 1053ndash1060 2013
[38] H-T Lee M Wang R Maev and E Maeva ldquoA study on usingscanning acoustic microscopy and neural network techniquesto evaluate the quality of resistance spot weldingrdquo InternationalJournal of AdvancedManufacturing Technology vol 22 no 9-10pp 727ndash732 2003
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

2 Advances in Materials Science and Engineering
Electrode
Nugget
Workpiece
Figure 1 Resistance spot welding
variables Normally the parameters monitored for weldquality detection are classified into two types one is theparameters related to the power input (eg welding currentelectrode tip voltage or dynamic resistance) of the weldingprocess and the other is the one related to mechanicalresponse such as dynamic electrode displacement appliedelectrode force and acoustic emission
21 Monitoring the Welding Parameters Related to PowerInput The power or heat source is closely correlated to thenugget formation the parameters measured for monitoringthe welding process or weld quality include welding currentand tip voltage between electrodes but normally they are notdirectly used and the dynamic resistance or energy obtainedbased on them is used instead
211 Dynamic Resistance Dynamic resistance is computedbased on the instantaneous value of electrode tip volt-age divided by the corresponding welding current at thatmoment For the resistance welding with AC power thepeak values of tip voltage and welding current are usedfor computing the dynamic electrode resistance in order toreduce the effect of electromagnets [9ndash17] Gedeon et al [18]in 1987 improved the accuracy of resistance estimation byrepresenting each half cycle of the voltage and current with acurved line In recent years Cho and Rhee [19ndash21] proposedthat dynamic resistance could be obtained from the primarycircuit and voltage instead of secondary circuit and voltagebecause the primary voltage and current can be measuredmuchmore easily compared to the othermethodsmentionedearlier
A typical curve of time variation in dynamic resistancefor welding different materials is presented in Figure 2 [9]It can be seen that each metal or alloy has its typicalpattern of dynamic resistance curve but only the one ofthe dynamic resistance curve for mild steel has apparentfeatures correlated with nugget growth and provides a meansof monitoring weld quality The curve for mild steel canbe clearly identified in three regions region Ι where theresistance has a sharp drop corresponding to the breakdownof contact insulation in the beginning of current input regionΙΙ where there is increasing dynamic resistance owing to theincrease of temperature of work piece region ΙΙΙ where thereis decreasing dynamic resistance as the growth of the fused
0
20
40
60
80
100
120
140
160
0 005 01 015 02 025 03
Resis
tanc
e (120583Ω
)
Time (s)
Mild steelStainlessAluminum
Figure 2 A typical curve of dynamic resistance for welding differentmaterials
metallic bond The fall in resistance will be more abrupt ifmetal splash takes place Comparable correlation in stainlesssteel and aluminum is made difficult by the very natureof the curves and it provides insufficient information formonitoring weld quality
The dynamic resistance is therefore a goodmethod for themonitoring conditions of welding processes and developingfaults of the welds formild steel However itsmajor drawbackis the accuracy of the dynamic resistance as a function oftimeThe time-record is highly discontinuous as it is actuallyperformed at a single moment belonging to every half cycleMore recently input impedance has been used as a signaturefor monitoring the resistance welding process [22 23]
An advantage of dynamic resistance methods is thatthey do not require the use of complicated sensors formeasurement of relevant electrical parameters and theypermit straightforward implementation of real-time systemsfor controlling the quality of each welded spot
212 Input Impedance A resistance spot welding machineis equivalent to an electrical circuit consisting of resistance(119877) inductance (119871) and capacitance (119862) in series as shownin Figure 3 The input impedance of this electrical system isdefined as the quotient between the excitation voltage andresponse current at the input port which is a function ofthe system parameters 119877 119871 and 119862 and appears as a complexnumber depending on frequency The real part representsthe resistance and the imaginary part and the reactance ofthe electrical circuit The input impedance characterizes theequivalent circuit of a welding system independent of theexcitations For a RSW system however the parameters par-ticularly the resistance change dramatically by the successivephases of heating melting fusion and solidification during awelding period The real part and imaginary part of its inputimpedance appear therefore as two time-domain recordsThe patterns of these two time records directly represent thevarying conditions of welding process point by point andindirectly reflect the resulting weld quality
Advances in Materials Science and Engineering 3
V
L
R
C
I I
Figure 3 Equivalent 119877119871119862 circuit
0
20
40
60
80
100
120
140
160
180
0 002 004 006 008 01Time (s)
ExpulsionGoodBad
Zr(120583Ω)
Figure 4 119885119903(119905) of a typical resistance spot welding process
The input electrical impedance 119885in can be expressed as
119885in (119905) =V (119905)119894 (119905)=1003816100381610038161003816119885in (119905)1003816100381610038161003816 119890119895120593(119905)
119885in (119905) = 119885119903 (119905) + 119895120596119885119909 (119905)
(1)
In the above equations V(119905) and 119894(119905) are the analytical signalsof real voltage and current signal respectivelyThe amplitude|119885in(119905)| and the phase 120593(119905) of the impedance 119885in(119905) representthe amplitude ratio and the phase between the input voltageand input current signal respectively The real part 119885
119903(119905) and
imaginary part 119885119909(119905) of 119885in(119905) are actually the resistance and
reactance of the equivalent circuitFigure 4 shows 119885
119903(119905) of resistance spot welding processes
creating good and bad welds when welding low carbon steelplates (specimens two plates are welded for each with sizeof 150 times 70 times 05mm welding parameters current time 01 selectrode force 135 kN welding current 45 sim 80 kA) [22]
0
20
40
60
80
100
120
140
0 003 006 009 012 015 018 021Time (s)
Disp
lace
men
t (120583
m)
Figure 5 Ideal displacement curve
The waveform of 119885119903(119905) reveals that the variation of the
electrical resistance appeared during a welding process FromFigure 4 it can be seen that the patterns of 119885
119903(119905) curves have
apparent features under the different weld qualities Typicallywhen the weld is good the resistance increases at the begin-ning until the first peak where the asperity surface is brokendown at the faying surface It then reduces dramatically to thetrough and starts to increase again gradually until the secondpeak due to the increase of temperature The second peakroughly implies that the weld nugget grows to its desired size
22 Monitoring the Welding Parameters Related toMechanical Response
221 Electrode Displacement Electrode displacement hasbeen proven to be a useful signal tomonitor thewelding qual-ity because it gives a good indication of thermal expansionmelting and expulsion during resistance spot welding [24ndash28] A typical trace of the electrode displacement of weldingmild steel when the weld is good is shown in Figure 5 [26]
At the beginning the displacement is very small dueto the small thermal expansion and then it rapidly riseswith the increase of heat input The peak of displacementwaveform corresponds to the maximum expansion whichoccurs at termination of welding current When currentceases the electrode displacement starts to fall owing tocooling When heat input is not enough to form an idealnugget (eg the welding current is too low) the thermalexpansion is smaller thus the electrode displacement is lowercompared to that when the weld is good When expulsionoccurs the electrode displacement has a sudden fall sincethe electrode loses contact at the moment and the electroderapidly moves to another (as shown in Figure 6) [26] Sothe pattern of the electrode displacement provides goodinformation on welding process and is a good signature forweld quality monitoring purpose However the problem isthat normally the high-precision laser displacement sensor isneeded because the electrode displacement is small and easyto be contaminated by electromagnetic noise and the lasertransducer is more expensive
4 Advances in Materials Science and Engineering
0
20
40
60
80
100
120
0 003 006 009 012 015 018 021Time (s)
Disp
lace
men
t (120583
m)
Figure 6 Expulsion displacement curve
Elec
trode
forc
e (kN
)
Time (s)
33
325
32
315
31
305
3
2950 003 006 009 012 015
Figure 7 Typical electrode force curve when welding stainless steel
222 Electrode Force In resistance spot welding the elec-trode force is applied to squeeze the metal sheets to bejoined together The required electrode force must overcomedistort of the material so that the sheet metals to be weldedat the weld zone have an intimate contact before weldingcurrent flow However the force must not be too large asit might cause other problems such as indentation of themetal During a resistance spot weld the electrode forceexerted on the material is dynamic and closely related to thecontact resistance at faying surface When the electrode forceis increased the contact resistance will decrease and thus theheat energy will decrease This means that a higher electrodeforce requires a higher weld current [29ndash31]
A typical electrode force curve of stainless steel at presetvalue of 30 kN during welding is shown in Figure 7 It can beseen that the actual force during welding stage is greater thanthe preset one (30 kN) it increases rapidly at the beginningof welding current application and then the force reachesits maximum value before the current terminates The basicreason for the force increase is the thermal expansion of theweld nugget due to Joule heating which makes the electrodetips apart After a certain welding time as the further heatinput the electrode force begins to drop when the weld zone
Elec
trode
forc
e (kN
)
Time (s)
45
4
35
3
25
20 004 008 012 016
Figure 8 Typical electrode force curve with expulsion
softens and has less resistance to electrode squeezing at hightemperature [15]
Figure 8 is the electrode force curve of welding stainlesssteel with expulsion [29] It clearly reveals that the electrodeforce suddenly drops and subsequently has a sharp increaseagain and then up and down with a fluctuation This isbecause when an expulsion happens the electrode willsuddenly move into another and collide on the part due tothe loss of support and an impact will be excited
Therefore the electrode force indicates the welding statusand can be used as a signature formonitoring theweld qualitybut the drawback is that the transducer is normally morecomplicated and easy to be polluted by the electromagneticforce compared to the methods of dynamic resistance orelectrode displacement [11 32 33] In resistance spot weldinga strong magnetic field is generated due to a high currentbeing applied and the electromagnetic force has an effect ofreducing the electrode force [34]
223 Acoustic Emission Whenmetal is deformed or crackedby force it normally releases deformation energy in the formof elastic wave If this deformation energy is big enoughit will emit audible sound Resistance spot welding is aprocess coupled by heat force and metallurgy During thenugget formation it will generate sound wave when themetal in welding zone has deformation and metallurgictransformation For different welding quality the soundwaveis different which is the principle of monitoring weldingprocess by using structure-borne acoustic emission signals[35ndash38]
As an example Figures 9 and 10 show the acousticemission signals with resistance spot welding aluminumalloy For the welding cases in both Figures 9 and 10 thespecimen is two-layer aluminum alloy plates with size of 25times100times2mm thewelding current is 24 kA and current durationis 016 s but the electrode pressure force is 01MPa for theweld in Figure 9 and 028MPa for Figure 10 [37] It can befound that the stage features presented by the sound signalsin welding process are distinguished including the electrode
Advances in Materials Science and Engineering 5
1 2 34
5
25
0
minus25
minus50 05 1 15 2 25 3
Am
plitu
de
Time (s)
Figure 9 Typical acoustic emission signal with cracking
55
25
0
minus25
minus50 05 1 15 2 25 3
Am
plitu
de
Time (s)
Figure 10 Typical acoustic emission signal with expulsion
loading event (arrow 1 in Figure 9) nugget nucleation event(arrow 2 in Figure 9) electrode unloading event (arrow 3in Figure 9) and cracking event (arrow 4 in Figure 9) Theexpulsion event is indicated as arrow 5 in Figure 10
3 Discussions
Resistance spot welding is a process coupling themechanicalelectrical thermal and metallurgical problems Thereforethe weld quality can be monitored by detecting the processvariables correlated to these problems and these variables aredivided into two types one is the parameters related to thepower input and the other is the one related to mechanicalresponse during the welding process
The power input is the heat source which is directlyreflected by welding current and tip voltage between elec-trodes normally they are not used directly but the dynamicresistance obtained by them is used for monitoring thewelding process The dynamic resistance is a very goodparameter for monitoring the welding process for mildsteel but it has some problems in working with stainlesssteel and aluminum Since the signal of tip voltage betweenelectrodes is relatively small and the measuring leads have aninterruption to the movement of electrode some researcherssuggested measuring the process variables in primary circuitof the welding machine and obtained the variation of thedynamic resistance across electrodes A similar method isthat the dynamic resistance is obtained by the real part ofimpedance calculated based on the primary current andvoltage
The parameters concerning themechanical response dur-ing resistance spot welding include electrode displacement
electrode force and acoustic emission Displacement moni-toring has been shown to provide themost reliable indicationof spot weld quality through weld expansion measurementsno matter what materials are welded however this approachis less applicable to flexible equipment such as welding gunsin production Electrode force waveform especially the rela-tionship between force peak and its subsequent force drop isthe basis formonitoring the formation of the weld nugget theproblem is that it is less likely to be continuously monitoredand easy to be affected by electromagnetic force Acousticemission can characterize the resistance spotwelding processand the challenge is that the signal is likely to be contaminatedby noise and a sophisticated signal processing method isneeded to abstract the features for monitoring the weldingprocess
References
[1] RWMA Resistance Welding Manual Resistance Welder Manu-facturerrsquos Association Philadelphia Pennsylvania 4th edition1989
[2] A Stiebel C Ulmer D Kodrack and B Holmes ldquoMonitoringand control of spot weld operationsrdquo SAE Technical Paper860579 International Congress and Exposition DetroitMichi-gan 1986
[3] S A Westgate ldquoResistance weldingmdashstate of the artrdquo Weldingand Cutting vol 55 no 5 pp 256ndash260 2003
[4] S A Westgate ldquoA general overview of recent developments inresistance weldingrdquo in Proceedings of the 2nd International Sem-inar on Advances in Resistance Welding Aachen Germany2002
[5] D W Dickinson J E Franklin and A Stanya ldquoCharacteriza-tion of spot welding behavior by dynamic electrical parametermonitoringrdquoWelding Journal vol 59 no 6 pp 170ndash176 1980
[6] J Ruisz J Biber and M Loipetsberger ldquoQuality evaluation inresistance spot welding by analysing the weld fingerprint onmetal bands by computer visionrdquo International Journal of Adv-anced Manufacturing Technology vol 33 no 9-10 pp 952ndash9602007
[7] Y V Kamat and K D Lagoo ldquoIn-process monitoring of resis-tance spot weldingrdquo Measurement Technology and IntelligentInstruments vol 2101 no 1 pp 650ndash659 1993
[8] T Kim Y Lee J Lee and S Rhee ldquoA study of nondestructiveweld quality inspection and estimation during resistance spotweldingrdquo in Advances in Nondestructive Evaluation vol 270ndash273 of Key Engineering Materials pp 2338ndash2344
[9] D R Andrews and S Bhattacharya ldquoDynamic resistance andits application to in-process control of spot weldingrdquo ExploitingWelding in Production Technology no 1 pp 221ndash227 1975
[10] C S Chien and E Kannatey-Asibu ldquoInvestigation of monitor-ing systems for resistance spot weldingrdquo Welding Journal vol81 no 9 pp 195sndash199s 2002
[11] A G Livshits ldquoUniversal quality assurance method for resis-tance spot welding based on dynamic resistancerdquo Welding Jou-rnal vol 76 no 9 pp 383sndash390s 1997
[12] X Chen and K Araki ldquoFuzzy adaptive process control of re-sistance spot welding with a current reference modelrdquo in Pro-ceedings of the IEEE International Conference on IntelligentProcessing Systems pp 190ndash194 Beijing China 1997
[13] X Wang G Meng Y Li W Xie and Z Feng ldquoMeasurement ofprimary dynamic resistance of AC resistance spot welding using
6 Advances in Materials Science and Engineering
power factor and piecewise spline interpolationrdquo AdvancedScience Letters vol 4 no 6-7 pp 1939ndash1944 2011
[14] JWen C SWang G C Xu and X Q Zhang ldquoReal timemoni-toring weld quality of resistance spot welding for stainless steelrdquoISIJ International vol 49 no 4 pp 553ndash556 2009
[15] G Xu J Wen C Wang and X Zhang ldquoQuality monitoring forresistance spot welding using dynamic signalsrdquo in Proceedingsof the IEEE International Conference onMechatronics and Auto-mation (ICMArsquo 09) pp 2495ndash2499 Changchun China 2009
[16] S C Wang and P S Wei ldquoModeling dynamic electrical resis-tance during resistance spot weldingrdquo Journal of Heat Transfervol 123 no 3 pp 576ndash585 2000
[17] F Garza and M Das ldquoOn real time monitoring and control ofresistance spot welds using dynamic-DC resistance signaturesrdquoin Proceedings of the 44th IEEE Midwest Symposium on Circuitsand Systems vol 1 pp 41ndash44 2001
[18] S A Gedeon C D Ulrich K T Ululrich and T W EagerldquoMeasurement of dynamic electrical andmechanical propertiesof resistance spot weldsrdquo Welding Journal vol 66 no 6 pp378sndash385s 1987
[19] Y Cho and S Rhee ldquoNew technology for measuring dynamicresistance and estimating strength in resistance spot weldingrdquoMeasurement Science amp Technology vol 11 no 8 pp 1173ndash11782000
[20] Y Cho and S Rhee ldquoPrimary circuit dynamic resistance moni-toring and its application to quality estimation during resistancespot weldingrdquoWelding Journal vol 81 no 6 pp 40ndash43 2002
[21] Y Cho Y Kim and S Rhee ldquoDevelopment of a quality esti-mationmodel usingmultivariate analysis during resistance spotweldingrdquo Proceedings of the Institution of Mechanical EngineersPart B Journal of Engineering Manufacture vol 215 no 11 pp1529ndash1538 2001
[22] S-F Ling L-XWan Y-RWong andD-N Li ldquoInput electricalimpedance as quality monitoring signature for characterizingresistance spot weldingrdquo NDT amp E International vol 43 no 6pp 200ndash205 2010
[23] S F Ling and L X Wan ldquoMonitoring a spot welding processvia electrical input impedancerdquo in Proceeding of the 19thInternational Conference on Experimental Mechanics pp 348ndash351 2000
[24] D Hu R Zheng and D Ji ldquoStudy of electrodes displacementsmonitoring system in resistance spot weldingrdquo Journal of Nan-chang Institue of Aeronautical Technology China no 1 pp 16ndash22(Chinese)
[25] H S Cho and D W Chun ldquoA microprocessor-based electrodemovement controller for spot weld quality assurancerdquo IEEETransactions on Industrial Electronics vol 32 no 3 pp 234ndash2381985
[26] H Wang Y Zhang and A Chen ldquoResistance spot weldingprocessing monitoring based on electrode displacement curveusingmoving range chartrdquoMeasurement vol 42 no 7 pp 1032ndash1038 2009
[27] Y S Zhang X Y Zhang X M Lai and G L Chen ldquoOnlinequality inspection of resistance spot welded joint based on elec-trode indentation using servo gunrdquo Science and Technology ofWelding and Joining vol 12 no 5 pp 449ndash454 2007
[28] Y Li J Xu G Chen and Z Lin ldquoReal-time measuring systemdesign and application of thermal expansion displacement dur-ing resistance spot welding processrdquo Proceedings of the Societyof Photo-Optical Instrumentation Engineers vol 6041 pp T411ndashT411 2005
[29] Y J Park and H Cho ldquoQuality evaluation by classification ofelectrode force patterns in the resistance spot welding processusing neural networksrdquoProceedings of the Institution ofMechan-ical Engineers B vol 218 no 11 pp 1513ndash1524 2004
[30] CMa S D Bhole D L Chen A Lee E Biro andG BoudreauldquoExpulsion monitoring in spot welded advanced high strengthautomotive steelsrdquo Science and Technology of Welding andJoining vol 11 no 4 pp 480ndash487 2006
[31] C T Ji andY Zhou ldquoDynamic electrode force and displacementin resistance spot welding of aluminumrdquo Journal ofManufactur-ing Science and Engineering vol 126 no 3 pp 605ndash610 2004
[32] R B Hirsch ldquoTip force control equals spot weld qualityrdquoWeld-ing Journal vol 72 no 2 pp 57ndash60 1993
[33] H TangWWu S J Hu andH Zhang ldquoForce characteristics inresistance spot weldingrdquoWelding Journal vol 79 no 7 pp 175sndash183s 2000
[34] PWu Y HMa B S Han and J Y Han ldquoExperiment and anal-ysis on electromagnetic force in resistance spot weldingrdquo Trans-action of Welding vol 27 no 10 pp 4ndash6 2006 (Chinese)
[35] S I Rocklin and L Adler ldquoUltra evaluation of spot weldingqualityrdquoWelding Journal vol 64 no 3 pp 191ndash200 1985
[36] Z Luo S Hu and P Shan ldquoApplication of time frequency anal-ysis to air borne acoustic signals of aluminum alloys spot weld-ingrdquo Transactions of the ChinaWelding Institution no 1 pp 36ndash37 2004 (Chinese)
[37] Y luo J Li and W Wu ldquoCharacterization of nugget nucleationquality based on the structure-borne acoustic emission signalsdetected during resistance spot welding processrdquoMeasurementvol 46 pp 1053ndash1060 2013
[38] H-T Lee M Wang R Maev and E Maeva ldquoA study on usingscanning acoustic microscopy and neural network techniquesto evaluate the quality of resistance spot weldingrdquo InternationalJournal of AdvancedManufacturing Technology vol 22 no 9-10pp 727ndash732 2003
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials
Advances in Materials Science and Engineering 3
V
L
R
C
I I
Figure 3 Equivalent 119877119871119862 circuit
0
20
40
60
80
100
120
140
160
180
0 002 004 006 008 01Time (s)
ExpulsionGoodBad
Zr(120583Ω)
Figure 4 119885119903(119905) of a typical resistance spot welding process
The input electrical impedance 119885in can be expressed as
119885in (119905) =V (119905)119894 (119905)=1003816100381610038161003816119885in (119905)1003816100381610038161003816 119890119895120593(119905)
119885in (119905) = 119885119903 (119905) + 119895120596119885119909 (119905)
(1)
In the above equations V(119905) and 119894(119905) are the analytical signalsof real voltage and current signal respectivelyThe amplitude|119885in(119905)| and the phase 120593(119905) of the impedance 119885in(119905) representthe amplitude ratio and the phase between the input voltageand input current signal respectively The real part 119885
119903(119905) and
imaginary part 119885119909(119905) of 119885in(119905) are actually the resistance and
reactance of the equivalent circuitFigure 4 shows 119885
119903(119905) of resistance spot welding processes
creating good and bad welds when welding low carbon steelplates (specimens two plates are welded for each with sizeof 150 times 70 times 05mm welding parameters current time 01 selectrode force 135 kN welding current 45 sim 80 kA) [22]
0
20
40
60
80
100
120
140
0 003 006 009 012 015 018 021Time (s)
Disp
lace
men
t (120583
m)
Figure 5 Ideal displacement curve
The waveform of 119885119903(119905) reveals that the variation of the
electrical resistance appeared during a welding process FromFigure 4 it can be seen that the patterns of 119885
119903(119905) curves have
apparent features under the different weld qualities Typicallywhen the weld is good the resistance increases at the begin-ning until the first peak where the asperity surface is brokendown at the faying surface It then reduces dramatically to thetrough and starts to increase again gradually until the secondpeak due to the increase of temperature The second peakroughly implies that the weld nugget grows to its desired size
22 Monitoring the Welding Parameters Related toMechanical Response
221 Electrode Displacement Electrode displacement hasbeen proven to be a useful signal tomonitor thewelding qual-ity because it gives a good indication of thermal expansionmelting and expulsion during resistance spot welding [24ndash28] A typical trace of the electrode displacement of weldingmild steel when the weld is good is shown in Figure 5 [26]
At the beginning the displacement is very small dueto the small thermal expansion and then it rapidly riseswith the increase of heat input The peak of displacementwaveform corresponds to the maximum expansion whichoccurs at termination of welding current When currentceases the electrode displacement starts to fall owing tocooling When heat input is not enough to form an idealnugget (eg the welding current is too low) the thermalexpansion is smaller thus the electrode displacement is lowercompared to that when the weld is good When expulsionoccurs the electrode displacement has a sudden fall sincethe electrode loses contact at the moment and the electroderapidly moves to another (as shown in Figure 6) [26] Sothe pattern of the electrode displacement provides goodinformation on welding process and is a good signature forweld quality monitoring purpose However the problem isthat normally the high-precision laser displacement sensor isneeded because the electrode displacement is small and easyto be contaminated by electromagnetic noise and the lasertransducer is more expensive
4 Advances in Materials Science and Engineering
0
20
40
60
80
100
120
0 003 006 009 012 015 018 021Time (s)
Disp
lace
men
t (120583
m)
Figure 6 Expulsion displacement curve
Elec
trode
forc
e (kN
)
Time (s)
33
325
32
315
31
305
3
2950 003 006 009 012 015
Figure 7 Typical electrode force curve when welding stainless steel
222 Electrode Force In resistance spot welding the elec-trode force is applied to squeeze the metal sheets to bejoined together The required electrode force must overcomedistort of the material so that the sheet metals to be weldedat the weld zone have an intimate contact before weldingcurrent flow However the force must not be too large asit might cause other problems such as indentation of themetal During a resistance spot weld the electrode forceexerted on the material is dynamic and closely related to thecontact resistance at faying surface When the electrode forceis increased the contact resistance will decrease and thus theheat energy will decrease This means that a higher electrodeforce requires a higher weld current [29ndash31]
A typical electrode force curve of stainless steel at presetvalue of 30 kN during welding is shown in Figure 7 It can beseen that the actual force during welding stage is greater thanthe preset one (30 kN) it increases rapidly at the beginningof welding current application and then the force reachesits maximum value before the current terminates The basicreason for the force increase is the thermal expansion of theweld nugget due to Joule heating which makes the electrodetips apart After a certain welding time as the further heatinput the electrode force begins to drop when the weld zone
Elec
trode
forc
e (kN
)
Time (s)
45
4
35
3
25
20 004 008 012 016
Figure 8 Typical electrode force curve with expulsion
softens and has less resistance to electrode squeezing at hightemperature [15]
Figure 8 is the electrode force curve of welding stainlesssteel with expulsion [29] It clearly reveals that the electrodeforce suddenly drops and subsequently has a sharp increaseagain and then up and down with a fluctuation This isbecause when an expulsion happens the electrode willsuddenly move into another and collide on the part due tothe loss of support and an impact will be excited
Therefore the electrode force indicates the welding statusand can be used as a signature formonitoring theweld qualitybut the drawback is that the transducer is normally morecomplicated and easy to be polluted by the electromagneticforce compared to the methods of dynamic resistance orelectrode displacement [11 32 33] In resistance spot weldinga strong magnetic field is generated due to a high currentbeing applied and the electromagnetic force has an effect ofreducing the electrode force [34]
223 Acoustic Emission Whenmetal is deformed or crackedby force it normally releases deformation energy in the formof elastic wave If this deformation energy is big enoughit will emit audible sound Resistance spot welding is aprocess coupled by heat force and metallurgy During thenugget formation it will generate sound wave when themetal in welding zone has deformation and metallurgictransformation For different welding quality the soundwaveis different which is the principle of monitoring weldingprocess by using structure-borne acoustic emission signals[35ndash38]
As an example Figures 9 and 10 show the acousticemission signals with resistance spot welding aluminumalloy For the welding cases in both Figures 9 and 10 thespecimen is two-layer aluminum alloy plates with size of 25times100times2mm thewelding current is 24 kA and current durationis 016 s but the electrode pressure force is 01MPa for theweld in Figure 9 and 028MPa for Figure 10 [37] It can befound that the stage features presented by the sound signalsin welding process are distinguished including the electrode
Advances in Materials Science and Engineering 5
1 2 34
5
25
0
minus25
minus50 05 1 15 2 25 3
Am
plitu
de
Time (s)
Figure 9 Typical acoustic emission signal with cracking
55
25
0
minus25
minus50 05 1 15 2 25 3
Am
plitu
de
Time (s)
Figure 10 Typical acoustic emission signal with expulsion
loading event (arrow 1 in Figure 9) nugget nucleation event(arrow 2 in Figure 9) electrode unloading event (arrow 3in Figure 9) and cracking event (arrow 4 in Figure 9) Theexpulsion event is indicated as arrow 5 in Figure 10
3 Discussions
Resistance spot welding is a process coupling themechanicalelectrical thermal and metallurgical problems Thereforethe weld quality can be monitored by detecting the processvariables correlated to these problems and these variables aredivided into two types one is the parameters related to thepower input and the other is the one related to mechanicalresponse during the welding process
The power input is the heat source which is directlyreflected by welding current and tip voltage between elec-trodes normally they are not used directly but the dynamicresistance obtained by them is used for monitoring thewelding process The dynamic resistance is a very goodparameter for monitoring the welding process for mildsteel but it has some problems in working with stainlesssteel and aluminum Since the signal of tip voltage betweenelectrodes is relatively small and the measuring leads have aninterruption to the movement of electrode some researcherssuggested measuring the process variables in primary circuitof the welding machine and obtained the variation of thedynamic resistance across electrodes A similar method isthat the dynamic resistance is obtained by the real part ofimpedance calculated based on the primary current andvoltage
The parameters concerning themechanical response dur-ing resistance spot welding include electrode displacement
electrode force and acoustic emission Displacement moni-toring has been shown to provide themost reliable indicationof spot weld quality through weld expansion measurementsno matter what materials are welded however this approachis less applicable to flexible equipment such as welding gunsin production Electrode force waveform especially the rela-tionship between force peak and its subsequent force drop isthe basis formonitoring the formation of the weld nugget theproblem is that it is less likely to be continuously monitoredand easy to be affected by electromagnetic force Acousticemission can characterize the resistance spotwelding processand the challenge is that the signal is likely to be contaminatedby noise and a sophisticated signal processing method isneeded to abstract the features for monitoring the weldingprocess
References
[1] RWMA Resistance Welding Manual Resistance Welder Manu-facturerrsquos Association Philadelphia Pennsylvania 4th edition1989
[2] A Stiebel C Ulmer D Kodrack and B Holmes ldquoMonitoringand control of spot weld operationsrdquo SAE Technical Paper860579 International Congress and Exposition DetroitMichi-gan 1986
[3] S A Westgate ldquoResistance weldingmdashstate of the artrdquo Weldingand Cutting vol 55 no 5 pp 256ndash260 2003
[4] S A Westgate ldquoA general overview of recent developments inresistance weldingrdquo in Proceedings of the 2nd International Sem-inar on Advances in Resistance Welding Aachen Germany2002
[5] D W Dickinson J E Franklin and A Stanya ldquoCharacteriza-tion of spot welding behavior by dynamic electrical parametermonitoringrdquoWelding Journal vol 59 no 6 pp 170ndash176 1980
[6] J Ruisz J Biber and M Loipetsberger ldquoQuality evaluation inresistance spot welding by analysing the weld fingerprint onmetal bands by computer visionrdquo International Journal of Adv-anced Manufacturing Technology vol 33 no 9-10 pp 952ndash9602007
[7] Y V Kamat and K D Lagoo ldquoIn-process monitoring of resis-tance spot weldingrdquo Measurement Technology and IntelligentInstruments vol 2101 no 1 pp 650ndash659 1993
[8] T Kim Y Lee J Lee and S Rhee ldquoA study of nondestructiveweld quality inspection and estimation during resistance spotweldingrdquo in Advances in Nondestructive Evaluation vol 270ndash273 of Key Engineering Materials pp 2338ndash2344
[9] D R Andrews and S Bhattacharya ldquoDynamic resistance andits application to in-process control of spot weldingrdquo ExploitingWelding in Production Technology no 1 pp 221ndash227 1975
[10] C S Chien and E Kannatey-Asibu ldquoInvestigation of monitor-ing systems for resistance spot weldingrdquo Welding Journal vol81 no 9 pp 195sndash199s 2002
[11] A G Livshits ldquoUniversal quality assurance method for resis-tance spot welding based on dynamic resistancerdquo Welding Jou-rnal vol 76 no 9 pp 383sndash390s 1997
[12] X Chen and K Araki ldquoFuzzy adaptive process control of re-sistance spot welding with a current reference modelrdquo in Pro-ceedings of the IEEE International Conference on IntelligentProcessing Systems pp 190ndash194 Beijing China 1997
[13] X Wang G Meng Y Li W Xie and Z Feng ldquoMeasurement ofprimary dynamic resistance of AC resistance spot welding using
6 Advances in Materials Science and Engineering
power factor and piecewise spline interpolationrdquo AdvancedScience Letters vol 4 no 6-7 pp 1939ndash1944 2011
[14] JWen C SWang G C Xu and X Q Zhang ldquoReal timemoni-toring weld quality of resistance spot welding for stainless steelrdquoISIJ International vol 49 no 4 pp 553ndash556 2009
[15] G Xu J Wen C Wang and X Zhang ldquoQuality monitoring forresistance spot welding using dynamic signalsrdquo in Proceedingsof the IEEE International Conference onMechatronics and Auto-mation (ICMArsquo 09) pp 2495ndash2499 Changchun China 2009
[16] S C Wang and P S Wei ldquoModeling dynamic electrical resis-tance during resistance spot weldingrdquo Journal of Heat Transfervol 123 no 3 pp 576ndash585 2000
[17] F Garza and M Das ldquoOn real time monitoring and control ofresistance spot welds using dynamic-DC resistance signaturesrdquoin Proceedings of the 44th IEEE Midwest Symposium on Circuitsand Systems vol 1 pp 41ndash44 2001
[18] S A Gedeon C D Ulrich K T Ululrich and T W EagerldquoMeasurement of dynamic electrical andmechanical propertiesof resistance spot weldsrdquo Welding Journal vol 66 no 6 pp378sndash385s 1987
[19] Y Cho and S Rhee ldquoNew technology for measuring dynamicresistance and estimating strength in resistance spot weldingrdquoMeasurement Science amp Technology vol 11 no 8 pp 1173ndash11782000
[20] Y Cho and S Rhee ldquoPrimary circuit dynamic resistance moni-toring and its application to quality estimation during resistancespot weldingrdquoWelding Journal vol 81 no 6 pp 40ndash43 2002
[21] Y Cho Y Kim and S Rhee ldquoDevelopment of a quality esti-mationmodel usingmultivariate analysis during resistance spotweldingrdquo Proceedings of the Institution of Mechanical EngineersPart B Journal of Engineering Manufacture vol 215 no 11 pp1529ndash1538 2001
[22] S-F Ling L-XWan Y-RWong andD-N Li ldquoInput electricalimpedance as quality monitoring signature for characterizingresistance spot weldingrdquo NDT amp E International vol 43 no 6pp 200ndash205 2010
[23] S F Ling and L X Wan ldquoMonitoring a spot welding processvia electrical input impedancerdquo in Proceeding of the 19thInternational Conference on Experimental Mechanics pp 348ndash351 2000
[24] D Hu R Zheng and D Ji ldquoStudy of electrodes displacementsmonitoring system in resistance spot weldingrdquo Journal of Nan-chang Institue of Aeronautical Technology China no 1 pp 16ndash22(Chinese)
[25] H S Cho and D W Chun ldquoA microprocessor-based electrodemovement controller for spot weld quality assurancerdquo IEEETransactions on Industrial Electronics vol 32 no 3 pp 234ndash2381985
[26] H Wang Y Zhang and A Chen ldquoResistance spot weldingprocessing monitoring based on electrode displacement curveusingmoving range chartrdquoMeasurement vol 42 no 7 pp 1032ndash1038 2009
[27] Y S Zhang X Y Zhang X M Lai and G L Chen ldquoOnlinequality inspection of resistance spot welded joint based on elec-trode indentation using servo gunrdquo Science and Technology ofWelding and Joining vol 12 no 5 pp 449ndash454 2007
[28] Y Li J Xu G Chen and Z Lin ldquoReal-time measuring systemdesign and application of thermal expansion displacement dur-ing resistance spot welding processrdquo Proceedings of the Societyof Photo-Optical Instrumentation Engineers vol 6041 pp T411ndashT411 2005
[29] Y J Park and H Cho ldquoQuality evaluation by classification ofelectrode force patterns in the resistance spot welding processusing neural networksrdquoProceedings of the Institution ofMechan-ical Engineers B vol 218 no 11 pp 1513ndash1524 2004
[30] CMa S D Bhole D L Chen A Lee E Biro andG BoudreauldquoExpulsion monitoring in spot welded advanced high strengthautomotive steelsrdquo Science and Technology of Welding andJoining vol 11 no 4 pp 480ndash487 2006
[31] C T Ji andY Zhou ldquoDynamic electrode force and displacementin resistance spot welding of aluminumrdquo Journal ofManufactur-ing Science and Engineering vol 126 no 3 pp 605ndash610 2004
[32] R B Hirsch ldquoTip force control equals spot weld qualityrdquoWeld-ing Journal vol 72 no 2 pp 57ndash60 1993
[33] H TangWWu S J Hu andH Zhang ldquoForce characteristics inresistance spot weldingrdquoWelding Journal vol 79 no 7 pp 175sndash183s 2000
[34] PWu Y HMa B S Han and J Y Han ldquoExperiment and anal-ysis on electromagnetic force in resistance spot weldingrdquo Trans-action of Welding vol 27 no 10 pp 4ndash6 2006 (Chinese)
[35] S I Rocklin and L Adler ldquoUltra evaluation of spot weldingqualityrdquoWelding Journal vol 64 no 3 pp 191ndash200 1985
[36] Z Luo S Hu and P Shan ldquoApplication of time frequency anal-ysis to air borne acoustic signals of aluminum alloys spot weld-ingrdquo Transactions of the ChinaWelding Institution no 1 pp 36ndash37 2004 (Chinese)
[37] Y luo J Li and W Wu ldquoCharacterization of nugget nucleationquality based on the structure-borne acoustic emission signalsdetected during resistance spot welding processrdquoMeasurementvol 46 pp 1053ndash1060 2013
[38] H-T Lee M Wang R Maev and E Maeva ldquoA study on usingscanning acoustic microscopy and neural network techniquesto evaluate the quality of resistance spot weldingrdquo InternationalJournal of AdvancedManufacturing Technology vol 22 no 9-10pp 727ndash732 2003
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

4 Advances in Materials Science and Engineering
0
20
40
60
80
100
120
0 003 006 009 012 015 018 021Time (s)
Disp
lace
men
t (120583
m)
Figure 6 Expulsion displacement curve
Elec
trode
forc
e (kN
)
Time (s)
33
325
32
315
31
305
3
2950 003 006 009 012 015
Figure 7 Typical electrode force curve when welding stainless steel
222 Electrode Force In resistance spot welding the elec-trode force is applied to squeeze the metal sheets to bejoined together The required electrode force must overcomedistort of the material so that the sheet metals to be weldedat the weld zone have an intimate contact before weldingcurrent flow However the force must not be too large asit might cause other problems such as indentation of themetal During a resistance spot weld the electrode forceexerted on the material is dynamic and closely related to thecontact resistance at faying surface When the electrode forceis increased the contact resistance will decrease and thus theheat energy will decrease This means that a higher electrodeforce requires a higher weld current [29ndash31]
A typical electrode force curve of stainless steel at presetvalue of 30 kN during welding is shown in Figure 7 It can beseen that the actual force during welding stage is greater thanthe preset one (30 kN) it increases rapidly at the beginningof welding current application and then the force reachesits maximum value before the current terminates The basicreason for the force increase is the thermal expansion of theweld nugget due to Joule heating which makes the electrodetips apart After a certain welding time as the further heatinput the electrode force begins to drop when the weld zone
Elec
trode
forc
e (kN
)
Time (s)
45
4
35
3
25
20 004 008 012 016
Figure 8 Typical electrode force curve with expulsion
softens and has less resistance to electrode squeezing at hightemperature [15]
Figure 8 is the electrode force curve of welding stainlesssteel with expulsion [29] It clearly reveals that the electrodeforce suddenly drops and subsequently has a sharp increaseagain and then up and down with a fluctuation This isbecause when an expulsion happens the electrode willsuddenly move into another and collide on the part due tothe loss of support and an impact will be excited
Therefore the electrode force indicates the welding statusand can be used as a signature formonitoring theweld qualitybut the drawback is that the transducer is normally morecomplicated and easy to be polluted by the electromagneticforce compared to the methods of dynamic resistance orelectrode displacement [11 32 33] In resistance spot weldinga strong magnetic field is generated due to a high currentbeing applied and the electromagnetic force has an effect ofreducing the electrode force [34]
223 Acoustic Emission Whenmetal is deformed or crackedby force it normally releases deformation energy in the formof elastic wave If this deformation energy is big enoughit will emit audible sound Resistance spot welding is aprocess coupled by heat force and metallurgy During thenugget formation it will generate sound wave when themetal in welding zone has deformation and metallurgictransformation For different welding quality the soundwaveis different which is the principle of monitoring weldingprocess by using structure-borne acoustic emission signals[35ndash38]
As an example Figures 9 and 10 show the acousticemission signals with resistance spot welding aluminumalloy For the welding cases in both Figures 9 and 10 thespecimen is two-layer aluminum alloy plates with size of 25times100times2mm thewelding current is 24 kA and current durationis 016 s but the electrode pressure force is 01MPa for theweld in Figure 9 and 028MPa for Figure 10 [37] It can befound that the stage features presented by the sound signalsin welding process are distinguished including the electrode
Advances in Materials Science and Engineering 5
1 2 34
5
25
0
minus25
minus50 05 1 15 2 25 3
Am
plitu
de
Time (s)
Figure 9 Typical acoustic emission signal with cracking
55
25
0
minus25
minus50 05 1 15 2 25 3
Am
plitu
de
Time (s)
Figure 10 Typical acoustic emission signal with expulsion
loading event (arrow 1 in Figure 9) nugget nucleation event(arrow 2 in Figure 9) electrode unloading event (arrow 3in Figure 9) and cracking event (arrow 4 in Figure 9) Theexpulsion event is indicated as arrow 5 in Figure 10
3 Discussions
Resistance spot welding is a process coupling themechanicalelectrical thermal and metallurgical problems Thereforethe weld quality can be monitored by detecting the processvariables correlated to these problems and these variables aredivided into two types one is the parameters related to thepower input and the other is the one related to mechanicalresponse during the welding process
The power input is the heat source which is directlyreflected by welding current and tip voltage between elec-trodes normally they are not used directly but the dynamicresistance obtained by them is used for monitoring thewelding process The dynamic resistance is a very goodparameter for monitoring the welding process for mildsteel but it has some problems in working with stainlesssteel and aluminum Since the signal of tip voltage betweenelectrodes is relatively small and the measuring leads have aninterruption to the movement of electrode some researcherssuggested measuring the process variables in primary circuitof the welding machine and obtained the variation of thedynamic resistance across electrodes A similar method isthat the dynamic resistance is obtained by the real part ofimpedance calculated based on the primary current andvoltage
The parameters concerning themechanical response dur-ing resistance spot welding include electrode displacement
electrode force and acoustic emission Displacement moni-toring has been shown to provide themost reliable indicationof spot weld quality through weld expansion measurementsno matter what materials are welded however this approachis less applicable to flexible equipment such as welding gunsin production Electrode force waveform especially the rela-tionship between force peak and its subsequent force drop isthe basis formonitoring the formation of the weld nugget theproblem is that it is less likely to be continuously monitoredand easy to be affected by electromagnetic force Acousticemission can characterize the resistance spotwelding processand the challenge is that the signal is likely to be contaminatedby noise and a sophisticated signal processing method isneeded to abstract the features for monitoring the weldingprocess
References
[1] RWMA Resistance Welding Manual Resistance Welder Manu-facturerrsquos Association Philadelphia Pennsylvania 4th edition1989
[2] A Stiebel C Ulmer D Kodrack and B Holmes ldquoMonitoringand control of spot weld operationsrdquo SAE Technical Paper860579 International Congress and Exposition DetroitMichi-gan 1986
[3] S A Westgate ldquoResistance weldingmdashstate of the artrdquo Weldingand Cutting vol 55 no 5 pp 256ndash260 2003
[4] S A Westgate ldquoA general overview of recent developments inresistance weldingrdquo in Proceedings of the 2nd International Sem-inar on Advances in Resistance Welding Aachen Germany2002
[5] D W Dickinson J E Franklin and A Stanya ldquoCharacteriza-tion of spot welding behavior by dynamic electrical parametermonitoringrdquoWelding Journal vol 59 no 6 pp 170ndash176 1980
[6] J Ruisz J Biber and M Loipetsberger ldquoQuality evaluation inresistance spot welding by analysing the weld fingerprint onmetal bands by computer visionrdquo International Journal of Adv-anced Manufacturing Technology vol 33 no 9-10 pp 952ndash9602007
[7] Y V Kamat and K D Lagoo ldquoIn-process monitoring of resis-tance spot weldingrdquo Measurement Technology and IntelligentInstruments vol 2101 no 1 pp 650ndash659 1993
[8] T Kim Y Lee J Lee and S Rhee ldquoA study of nondestructiveweld quality inspection and estimation during resistance spotweldingrdquo in Advances in Nondestructive Evaluation vol 270ndash273 of Key Engineering Materials pp 2338ndash2344
[9] D R Andrews and S Bhattacharya ldquoDynamic resistance andits application to in-process control of spot weldingrdquo ExploitingWelding in Production Technology no 1 pp 221ndash227 1975
[10] C S Chien and E Kannatey-Asibu ldquoInvestigation of monitor-ing systems for resistance spot weldingrdquo Welding Journal vol81 no 9 pp 195sndash199s 2002
[11] A G Livshits ldquoUniversal quality assurance method for resis-tance spot welding based on dynamic resistancerdquo Welding Jou-rnal vol 76 no 9 pp 383sndash390s 1997
[12] X Chen and K Araki ldquoFuzzy adaptive process control of re-sistance spot welding with a current reference modelrdquo in Pro-ceedings of the IEEE International Conference on IntelligentProcessing Systems pp 190ndash194 Beijing China 1997
[13] X Wang G Meng Y Li W Xie and Z Feng ldquoMeasurement ofprimary dynamic resistance of AC resistance spot welding using
6 Advances in Materials Science and Engineering
power factor and piecewise spline interpolationrdquo AdvancedScience Letters vol 4 no 6-7 pp 1939ndash1944 2011
[14] JWen C SWang G C Xu and X Q Zhang ldquoReal timemoni-toring weld quality of resistance spot welding for stainless steelrdquoISIJ International vol 49 no 4 pp 553ndash556 2009
[15] G Xu J Wen C Wang and X Zhang ldquoQuality monitoring forresistance spot welding using dynamic signalsrdquo in Proceedingsof the IEEE International Conference onMechatronics and Auto-mation (ICMArsquo 09) pp 2495ndash2499 Changchun China 2009
[16] S C Wang and P S Wei ldquoModeling dynamic electrical resis-tance during resistance spot weldingrdquo Journal of Heat Transfervol 123 no 3 pp 576ndash585 2000
[17] F Garza and M Das ldquoOn real time monitoring and control ofresistance spot welds using dynamic-DC resistance signaturesrdquoin Proceedings of the 44th IEEE Midwest Symposium on Circuitsand Systems vol 1 pp 41ndash44 2001
[18] S A Gedeon C D Ulrich K T Ululrich and T W EagerldquoMeasurement of dynamic electrical andmechanical propertiesof resistance spot weldsrdquo Welding Journal vol 66 no 6 pp378sndash385s 1987
[19] Y Cho and S Rhee ldquoNew technology for measuring dynamicresistance and estimating strength in resistance spot weldingrdquoMeasurement Science amp Technology vol 11 no 8 pp 1173ndash11782000
[20] Y Cho and S Rhee ldquoPrimary circuit dynamic resistance moni-toring and its application to quality estimation during resistancespot weldingrdquoWelding Journal vol 81 no 6 pp 40ndash43 2002
[21] Y Cho Y Kim and S Rhee ldquoDevelopment of a quality esti-mationmodel usingmultivariate analysis during resistance spotweldingrdquo Proceedings of the Institution of Mechanical EngineersPart B Journal of Engineering Manufacture vol 215 no 11 pp1529ndash1538 2001
[22] S-F Ling L-XWan Y-RWong andD-N Li ldquoInput electricalimpedance as quality monitoring signature for characterizingresistance spot weldingrdquo NDT amp E International vol 43 no 6pp 200ndash205 2010
[23] S F Ling and L X Wan ldquoMonitoring a spot welding processvia electrical input impedancerdquo in Proceeding of the 19thInternational Conference on Experimental Mechanics pp 348ndash351 2000
[24] D Hu R Zheng and D Ji ldquoStudy of electrodes displacementsmonitoring system in resistance spot weldingrdquo Journal of Nan-chang Institue of Aeronautical Technology China no 1 pp 16ndash22(Chinese)
[25] H S Cho and D W Chun ldquoA microprocessor-based electrodemovement controller for spot weld quality assurancerdquo IEEETransactions on Industrial Electronics vol 32 no 3 pp 234ndash2381985
[26] H Wang Y Zhang and A Chen ldquoResistance spot weldingprocessing monitoring based on electrode displacement curveusingmoving range chartrdquoMeasurement vol 42 no 7 pp 1032ndash1038 2009
[27] Y S Zhang X Y Zhang X M Lai and G L Chen ldquoOnlinequality inspection of resistance spot welded joint based on elec-trode indentation using servo gunrdquo Science and Technology ofWelding and Joining vol 12 no 5 pp 449ndash454 2007
[28] Y Li J Xu G Chen and Z Lin ldquoReal-time measuring systemdesign and application of thermal expansion displacement dur-ing resistance spot welding processrdquo Proceedings of the Societyof Photo-Optical Instrumentation Engineers vol 6041 pp T411ndashT411 2005
[29] Y J Park and H Cho ldquoQuality evaluation by classification ofelectrode force patterns in the resistance spot welding processusing neural networksrdquoProceedings of the Institution ofMechan-ical Engineers B vol 218 no 11 pp 1513ndash1524 2004
[30] CMa S D Bhole D L Chen A Lee E Biro andG BoudreauldquoExpulsion monitoring in spot welded advanced high strengthautomotive steelsrdquo Science and Technology of Welding andJoining vol 11 no 4 pp 480ndash487 2006
[31] C T Ji andY Zhou ldquoDynamic electrode force and displacementin resistance spot welding of aluminumrdquo Journal ofManufactur-ing Science and Engineering vol 126 no 3 pp 605ndash610 2004
[32] R B Hirsch ldquoTip force control equals spot weld qualityrdquoWeld-ing Journal vol 72 no 2 pp 57ndash60 1993
[33] H TangWWu S J Hu andH Zhang ldquoForce characteristics inresistance spot weldingrdquoWelding Journal vol 79 no 7 pp 175sndash183s 2000
[34] PWu Y HMa B S Han and J Y Han ldquoExperiment and anal-ysis on electromagnetic force in resistance spot weldingrdquo Trans-action of Welding vol 27 no 10 pp 4ndash6 2006 (Chinese)
[35] S I Rocklin and L Adler ldquoUltra evaluation of spot weldingqualityrdquoWelding Journal vol 64 no 3 pp 191ndash200 1985
[36] Z Luo S Hu and P Shan ldquoApplication of time frequency anal-ysis to air borne acoustic signals of aluminum alloys spot weld-ingrdquo Transactions of the ChinaWelding Institution no 1 pp 36ndash37 2004 (Chinese)
[37] Y luo J Li and W Wu ldquoCharacterization of nugget nucleationquality based on the structure-borne acoustic emission signalsdetected during resistance spot welding processrdquoMeasurementvol 46 pp 1053ndash1060 2013
[38] H-T Lee M Wang R Maev and E Maeva ldquoA study on usingscanning acoustic microscopy and neural network techniquesto evaluate the quality of resistance spot weldingrdquo InternationalJournal of AdvancedManufacturing Technology vol 22 no 9-10pp 727ndash732 2003
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

Advances in Materials Science and Engineering 5
1 2 34
5
25
0
minus25
minus50 05 1 15 2 25 3
Am
plitu
de
Time (s)
Figure 9 Typical acoustic emission signal with cracking
55
25
0
minus25
minus50 05 1 15 2 25 3
Am
plitu
de
Time (s)
Figure 10 Typical acoustic emission signal with expulsion
loading event (arrow 1 in Figure 9) nugget nucleation event(arrow 2 in Figure 9) electrode unloading event (arrow 3in Figure 9) and cracking event (arrow 4 in Figure 9) Theexpulsion event is indicated as arrow 5 in Figure 10
3 Discussions
Resistance spot welding is a process coupling themechanicalelectrical thermal and metallurgical problems Thereforethe weld quality can be monitored by detecting the processvariables correlated to these problems and these variables aredivided into two types one is the parameters related to thepower input and the other is the one related to mechanicalresponse during the welding process
The power input is the heat source which is directlyreflected by welding current and tip voltage between elec-trodes normally they are not used directly but the dynamicresistance obtained by them is used for monitoring thewelding process The dynamic resistance is a very goodparameter for monitoring the welding process for mildsteel but it has some problems in working with stainlesssteel and aluminum Since the signal of tip voltage betweenelectrodes is relatively small and the measuring leads have aninterruption to the movement of electrode some researcherssuggested measuring the process variables in primary circuitof the welding machine and obtained the variation of thedynamic resistance across electrodes A similar method isthat the dynamic resistance is obtained by the real part ofimpedance calculated based on the primary current andvoltage
The parameters concerning themechanical response dur-ing resistance spot welding include electrode displacement
electrode force and acoustic emission Displacement moni-toring has been shown to provide themost reliable indicationof spot weld quality through weld expansion measurementsno matter what materials are welded however this approachis less applicable to flexible equipment such as welding gunsin production Electrode force waveform especially the rela-tionship between force peak and its subsequent force drop isthe basis formonitoring the formation of the weld nugget theproblem is that it is less likely to be continuously monitoredand easy to be affected by electromagnetic force Acousticemission can characterize the resistance spotwelding processand the challenge is that the signal is likely to be contaminatedby noise and a sophisticated signal processing method isneeded to abstract the features for monitoring the weldingprocess
References
[1] RWMA Resistance Welding Manual Resistance Welder Manu-facturerrsquos Association Philadelphia Pennsylvania 4th edition1989
[2] A Stiebel C Ulmer D Kodrack and B Holmes ldquoMonitoringand control of spot weld operationsrdquo SAE Technical Paper860579 International Congress and Exposition DetroitMichi-gan 1986
[3] S A Westgate ldquoResistance weldingmdashstate of the artrdquo Weldingand Cutting vol 55 no 5 pp 256ndash260 2003
[4] S A Westgate ldquoA general overview of recent developments inresistance weldingrdquo in Proceedings of the 2nd International Sem-inar on Advances in Resistance Welding Aachen Germany2002
[5] D W Dickinson J E Franklin and A Stanya ldquoCharacteriza-tion of spot welding behavior by dynamic electrical parametermonitoringrdquoWelding Journal vol 59 no 6 pp 170ndash176 1980
[6] J Ruisz J Biber and M Loipetsberger ldquoQuality evaluation inresistance spot welding by analysing the weld fingerprint onmetal bands by computer visionrdquo International Journal of Adv-anced Manufacturing Technology vol 33 no 9-10 pp 952ndash9602007
[7] Y V Kamat and K D Lagoo ldquoIn-process monitoring of resis-tance spot weldingrdquo Measurement Technology and IntelligentInstruments vol 2101 no 1 pp 650ndash659 1993
[8] T Kim Y Lee J Lee and S Rhee ldquoA study of nondestructiveweld quality inspection and estimation during resistance spotweldingrdquo in Advances in Nondestructive Evaluation vol 270ndash273 of Key Engineering Materials pp 2338ndash2344
[9] D R Andrews and S Bhattacharya ldquoDynamic resistance andits application to in-process control of spot weldingrdquo ExploitingWelding in Production Technology no 1 pp 221ndash227 1975
[10] C S Chien and E Kannatey-Asibu ldquoInvestigation of monitor-ing systems for resistance spot weldingrdquo Welding Journal vol81 no 9 pp 195sndash199s 2002
[11] A G Livshits ldquoUniversal quality assurance method for resis-tance spot welding based on dynamic resistancerdquo Welding Jou-rnal vol 76 no 9 pp 383sndash390s 1997
[12] X Chen and K Araki ldquoFuzzy adaptive process control of re-sistance spot welding with a current reference modelrdquo in Pro-ceedings of the IEEE International Conference on IntelligentProcessing Systems pp 190ndash194 Beijing China 1997
[13] X Wang G Meng Y Li W Xie and Z Feng ldquoMeasurement ofprimary dynamic resistance of AC resistance spot welding using
6 Advances in Materials Science and Engineering
power factor and piecewise spline interpolationrdquo AdvancedScience Letters vol 4 no 6-7 pp 1939ndash1944 2011
[14] JWen C SWang G C Xu and X Q Zhang ldquoReal timemoni-toring weld quality of resistance spot welding for stainless steelrdquoISIJ International vol 49 no 4 pp 553ndash556 2009
[15] G Xu J Wen C Wang and X Zhang ldquoQuality monitoring forresistance spot welding using dynamic signalsrdquo in Proceedingsof the IEEE International Conference onMechatronics and Auto-mation (ICMArsquo 09) pp 2495ndash2499 Changchun China 2009
[16] S C Wang and P S Wei ldquoModeling dynamic electrical resis-tance during resistance spot weldingrdquo Journal of Heat Transfervol 123 no 3 pp 576ndash585 2000
[17] F Garza and M Das ldquoOn real time monitoring and control ofresistance spot welds using dynamic-DC resistance signaturesrdquoin Proceedings of the 44th IEEE Midwest Symposium on Circuitsand Systems vol 1 pp 41ndash44 2001
[18] S A Gedeon C D Ulrich K T Ululrich and T W EagerldquoMeasurement of dynamic electrical andmechanical propertiesof resistance spot weldsrdquo Welding Journal vol 66 no 6 pp378sndash385s 1987
[19] Y Cho and S Rhee ldquoNew technology for measuring dynamicresistance and estimating strength in resistance spot weldingrdquoMeasurement Science amp Technology vol 11 no 8 pp 1173ndash11782000
[20] Y Cho and S Rhee ldquoPrimary circuit dynamic resistance moni-toring and its application to quality estimation during resistancespot weldingrdquoWelding Journal vol 81 no 6 pp 40ndash43 2002
[21] Y Cho Y Kim and S Rhee ldquoDevelopment of a quality esti-mationmodel usingmultivariate analysis during resistance spotweldingrdquo Proceedings of the Institution of Mechanical EngineersPart B Journal of Engineering Manufacture vol 215 no 11 pp1529ndash1538 2001
[22] S-F Ling L-XWan Y-RWong andD-N Li ldquoInput electricalimpedance as quality monitoring signature for characterizingresistance spot weldingrdquo NDT amp E International vol 43 no 6pp 200ndash205 2010
[23] S F Ling and L X Wan ldquoMonitoring a spot welding processvia electrical input impedancerdquo in Proceeding of the 19thInternational Conference on Experimental Mechanics pp 348ndash351 2000
[24] D Hu R Zheng and D Ji ldquoStudy of electrodes displacementsmonitoring system in resistance spot weldingrdquo Journal of Nan-chang Institue of Aeronautical Technology China no 1 pp 16ndash22(Chinese)
[25] H S Cho and D W Chun ldquoA microprocessor-based electrodemovement controller for spot weld quality assurancerdquo IEEETransactions on Industrial Electronics vol 32 no 3 pp 234ndash2381985
[26] H Wang Y Zhang and A Chen ldquoResistance spot weldingprocessing monitoring based on electrode displacement curveusingmoving range chartrdquoMeasurement vol 42 no 7 pp 1032ndash1038 2009
[27] Y S Zhang X Y Zhang X M Lai and G L Chen ldquoOnlinequality inspection of resistance spot welded joint based on elec-trode indentation using servo gunrdquo Science and Technology ofWelding and Joining vol 12 no 5 pp 449ndash454 2007
[28] Y Li J Xu G Chen and Z Lin ldquoReal-time measuring systemdesign and application of thermal expansion displacement dur-ing resistance spot welding processrdquo Proceedings of the Societyof Photo-Optical Instrumentation Engineers vol 6041 pp T411ndashT411 2005
[29] Y J Park and H Cho ldquoQuality evaluation by classification ofelectrode force patterns in the resistance spot welding processusing neural networksrdquoProceedings of the Institution ofMechan-ical Engineers B vol 218 no 11 pp 1513ndash1524 2004
[30] CMa S D Bhole D L Chen A Lee E Biro andG BoudreauldquoExpulsion monitoring in spot welded advanced high strengthautomotive steelsrdquo Science and Technology of Welding andJoining vol 11 no 4 pp 480ndash487 2006
[31] C T Ji andY Zhou ldquoDynamic electrode force and displacementin resistance spot welding of aluminumrdquo Journal ofManufactur-ing Science and Engineering vol 126 no 3 pp 605ndash610 2004
[32] R B Hirsch ldquoTip force control equals spot weld qualityrdquoWeld-ing Journal vol 72 no 2 pp 57ndash60 1993
[33] H TangWWu S J Hu andH Zhang ldquoForce characteristics inresistance spot weldingrdquoWelding Journal vol 79 no 7 pp 175sndash183s 2000
[34] PWu Y HMa B S Han and J Y Han ldquoExperiment and anal-ysis on electromagnetic force in resistance spot weldingrdquo Trans-action of Welding vol 27 no 10 pp 4ndash6 2006 (Chinese)
[35] S I Rocklin and L Adler ldquoUltra evaluation of spot weldingqualityrdquoWelding Journal vol 64 no 3 pp 191ndash200 1985
[36] Z Luo S Hu and P Shan ldquoApplication of time frequency anal-ysis to air borne acoustic signals of aluminum alloys spot weld-ingrdquo Transactions of the ChinaWelding Institution no 1 pp 36ndash37 2004 (Chinese)
[37] Y luo J Li and W Wu ldquoCharacterization of nugget nucleationquality based on the structure-borne acoustic emission signalsdetected during resistance spot welding processrdquoMeasurementvol 46 pp 1053ndash1060 2013
[38] H-T Lee M Wang R Maev and E Maeva ldquoA study on usingscanning acoustic microscopy and neural network techniquesto evaluate the quality of resistance spot weldingrdquo InternationalJournal of AdvancedManufacturing Technology vol 22 no 9-10pp 727ndash732 2003
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials

6 Advances in Materials Science and Engineering
power factor and piecewise spline interpolationrdquo AdvancedScience Letters vol 4 no 6-7 pp 1939ndash1944 2011
[14] JWen C SWang G C Xu and X Q Zhang ldquoReal timemoni-toring weld quality of resistance spot welding for stainless steelrdquoISIJ International vol 49 no 4 pp 553ndash556 2009
[15] G Xu J Wen C Wang and X Zhang ldquoQuality monitoring forresistance spot welding using dynamic signalsrdquo in Proceedingsof the IEEE International Conference onMechatronics and Auto-mation (ICMArsquo 09) pp 2495ndash2499 Changchun China 2009
[16] S C Wang and P S Wei ldquoModeling dynamic electrical resis-tance during resistance spot weldingrdquo Journal of Heat Transfervol 123 no 3 pp 576ndash585 2000
[17] F Garza and M Das ldquoOn real time monitoring and control ofresistance spot welds using dynamic-DC resistance signaturesrdquoin Proceedings of the 44th IEEE Midwest Symposium on Circuitsand Systems vol 1 pp 41ndash44 2001
[18] S A Gedeon C D Ulrich K T Ululrich and T W EagerldquoMeasurement of dynamic electrical andmechanical propertiesof resistance spot weldsrdquo Welding Journal vol 66 no 6 pp378sndash385s 1987
[19] Y Cho and S Rhee ldquoNew technology for measuring dynamicresistance and estimating strength in resistance spot weldingrdquoMeasurement Science amp Technology vol 11 no 8 pp 1173ndash11782000
[20] Y Cho and S Rhee ldquoPrimary circuit dynamic resistance moni-toring and its application to quality estimation during resistancespot weldingrdquoWelding Journal vol 81 no 6 pp 40ndash43 2002
[21] Y Cho Y Kim and S Rhee ldquoDevelopment of a quality esti-mationmodel usingmultivariate analysis during resistance spotweldingrdquo Proceedings of the Institution of Mechanical EngineersPart B Journal of Engineering Manufacture vol 215 no 11 pp1529ndash1538 2001
[22] S-F Ling L-XWan Y-RWong andD-N Li ldquoInput electricalimpedance as quality monitoring signature for characterizingresistance spot weldingrdquo NDT amp E International vol 43 no 6pp 200ndash205 2010
[23] S F Ling and L X Wan ldquoMonitoring a spot welding processvia electrical input impedancerdquo in Proceeding of the 19thInternational Conference on Experimental Mechanics pp 348ndash351 2000
[24] D Hu R Zheng and D Ji ldquoStudy of electrodes displacementsmonitoring system in resistance spot weldingrdquo Journal of Nan-chang Institue of Aeronautical Technology China no 1 pp 16ndash22(Chinese)
[25] H S Cho and D W Chun ldquoA microprocessor-based electrodemovement controller for spot weld quality assurancerdquo IEEETransactions on Industrial Electronics vol 32 no 3 pp 234ndash2381985
[26] H Wang Y Zhang and A Chen ldquoResistance spot weldingprocessing monitoring based on electrode displacement curveusingmoving range chartrdquoMeasurement vol 42 no 7 pp 1032ndash1038 2009
[27] Y S Zhang X Y Zhang X M Lai and G L Chen ldquoOnlinequality inspection of resistance spot welded joint based on elec-trode indentation using servo gunrdquo Science and Technology ofWelding and Joining vol 12 no 5 pp 449ndash454 2007
[28] Y Li J Xu G Chen and Z Lin ldquoReal-time measuring systemdesign and application of thermal expansion displacement dur-ing resistance spot welding processrdquo Proceedings of the Societyof Photo-Optical Instrumentation Engineers vol 6041 pp T411ndashT411 2005
[29] Y J Park and H Cho ldquoQuality evaluation by classification ofelectrode force patterns in the resistance spot welding processusing neural networksrdquoProceedings of the Institution ofMechan-ical Engineers B vol 218 no 11 pp 1513ndash1524 2004
[30] CMa S D Bhole D L Chen A Lee E Biro andG BoudreauldquoExpulsion monitoring in spot welded advanced high strengthautomotive steelsrdquo Science and Technology of Welding andJoining vol 11 no 4 pp 480ndash487 2006
[31] C T Ji andY Zhou ldquoDynamic electrode force and displacementin resistance spot welding of aluminumrdquo Journal ofManufactur-ing Science and Engineering vol 126 no 3 pp 605ndash610 2004
[32] R B Hirsch ldquoTip force control equals spot weld qualityrdquoWeld-ing Journal vol 72 no 2 pp 57ndash60 1993
[33] H TangWWu S J Hu andH Zhang ldquoForce characteristics inresistance spot weldingrdquoWelding Journal vol 79 no 7 pp 175sndash183s 2000
[34] PWu Y HMa B S Han and J Y Han ldquoExperiment and anal-ysis on electromagnetic force in resistance spot weldingrdquo Trans-action of Welding vol 27 no 10 pp 4ndash6 2006 (Chinese)
[35] S I Rocklin and L Adler ldquoUltra evaluation of spot weldingqualityrdquoWelding Journal vol 64 no 3 pp 191ndash200 1985
[36] Z Luo S Hu and P Shan ldquoApplication of time frequency anal-ysis to air borne acoustic signals of aluminum alloys spot weld-ingrdquo Transactions of the ChinaWelding Institution no 1 pp 36ndash37 2004 (Chinese)
[37] Y luo J Li and W Wu ldquoCharacterization of nugget nucleationquality based on the structure-borne acoustic emission signalsdetected during resistance spot welding processrdquoMeasurementvol 46 pp 1053ndash1060 2013
[38] H-T Lee M Wang R Maev and E Maeva ldquoA study on usingscanning acoustic microscopy and neural network techniquesto evaluate the quality of resistance spot weldingrdquo InternationalJournal of AdvancedManufacturing Technology vol 22 no 9-10pp 727ndash732 2003
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials
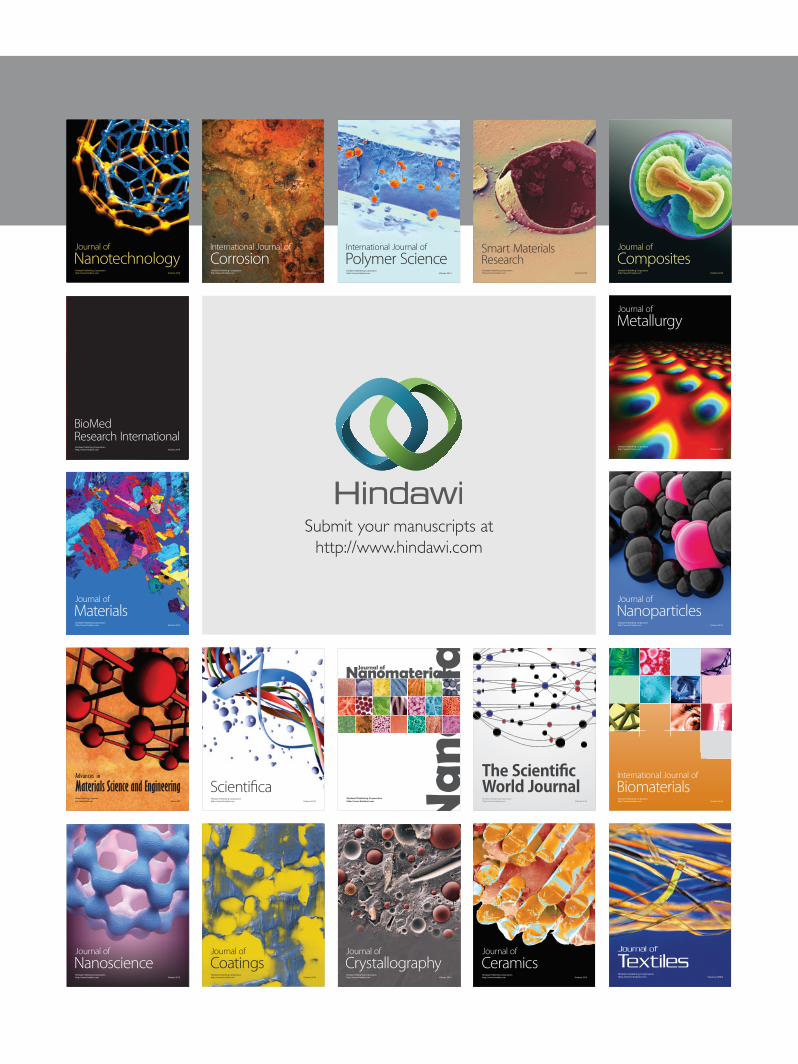
Submit your manuscripts athttpwwwhindawicom
ScientificaHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CorrosionInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Polymer ScienceInternational Journal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CeramicsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CompositesJournal of
NanoparticlesJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
International Journal of
Biomaterials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
NanoscienceJournal of
TextilesHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Journal of
NanotechnologyHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal of
CrystallographyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
The Scientific World JournalHindawi Publishing Corporation httpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
CoatingsJournal of
Advances in
Materials Science and EngineeringHindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Smart Materials Research
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
MetallurgyJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
BioMed Research International
MaterialsJournal of
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Nano
materials
Hindawi Publishing Corporationhttpwwwhindawicom Volume 2014
Journal ofNanomaterials





























