Embed Size (px)
Citation preview
AUTOMAÇÃO: OTIMIZAÇÃO DOS FLUIDOS REFRIGERANTES NOS
PROCESSOS DE USINAGEM
Matheus Augusto D. Dos Santos [email protected]
Robson Willian Ferreira [email protected]
ABSTRACT
With the coming of technology in industrial mechatronics, is possible to automate industrial
processes, with sustainable projects, taking into account the economic view, generating a
mechatronic system consistent with the sustainability of industrial processes, hence the social
relevance of the theme chosen for the research. Nowadays, in the metal industry, realizes the
difficulty in dealing with ecological aspects, because the laws, patterns and ecological public
agencies charge intensively, industries, better handling of these products and processes. The
prototype has realized the purpose of demonstrating the improvement of the refrigerant in its
process of reuse, and lubricating oils by separating the emulsion coolant found in refrigerated
tanks on machining centers. This research is theoretically based on the available literature,
and methodology as the realization of a prototype
Keywords - Sustainable Projects. Separation. Economy.
RESUMO
Com o advento da tecnologia em mecatrônica industrial, foi possível automatizar processos
industriais, juntamente com projetos sustentáveis, levando em conta a visão econômica,
gerando um sistema mecatrônico condizente com a sustentabilidade desses processos, o que
justifica a relevância social do tema escolhido para a pesquisa. Atualmente, no
ramo metalúrgico, percebe-se a dificuldade em lidar com aspectos ecológicos, pois as leis, os
padrões ecológicos e os órgãos públicos cobram de modo intensivo, das indústrias, um melhor
manuseio destes produtos e processos. O protótipo realizado tem o intuito de demonstrar o
melhoramento do fluido refrigerante em seu processo de reutilização, e dos óleos lubrificantes
através da separação da emulsão refrigerante encontrados em tanques de refrigeração, em
centros de usinagens. O trabalho de pesquisa está fundamentado teoricamente na literatura
disponível, e como metodologia, a realização de um protótipo.
Palavras-chave – Projetos Sustentáveis. Separação. Economia.

1 INTRODUÇÃO
Há décadas, empresas e organizações, veem sofrendo mudanças em sua metodologia
de produção, afetadas por questões financeiras, prazos e confiabilidade, requisitos básicos
para a sobrevivência no mercado. Atualmente, empresas e organizações estão buscando
atender as exigências de qualidade de um determinado produto, promovendo padrões, normas
de qualidade, satisfazendo, portanto, as necessidades do cliente.
Desta forma, as empresas e as organizações que focam na qualidade como um
processo de melhoria contínua, têm se destacado, e assim veem conquistando um diferencial
em relação às outras. Essa preocupação se deve a globalização e as novas tecnologias.
Segundo Thomazini e Albuquerque (2006, p.9) “quanto mais tecnologias são
desenvolvidas e quanto mais competitivas se tornam as economias, mais complexos e
rigorosos se tornam os processos industriais.”
Nesse contexto, as empresas são obrigadas a investir cada vez mais em recursos
tecnológicos, econômicos e sustentáveis, por exemplo, através da automação de métodos
produtivos, gerando menor perda, maior produtividade e menor tempo de processo. Assim,
cria-se um sistema eficaz, capaz de obter resultados mais satisfatórios.
Através de pesquisa, foi projetado e implementado um protótipo capaz de diminuir os
custos e desgastes das máquinas ferramentas de indústrias metal-mecânica. Encontrados
normalmente em tanques de refrigeração de máquinas de usinagem, esse processo prolonga a
vida útil do óleo refrigerante, tornando-o mais lucrativo, não permitindo a proliferação de
bactérias que causam a deterioração do mesmo, e indiretamente aumenta o nível de
acabamento das peças e se aplica a lei do descarte correto do óleo lubrificante.
Fialho (2008, p. 18) afirma
É comum ainda nos tempos atuais, algumas empresas, ao exporem aos seus profissionais a necessidade de que alguns processos devam ser automatizados objetivando com isso melhorias de produtividade, tê-los, sugerindo, ou mesmo implementando automatizações em todo e qualquer processo produtivo de sua empresa, sem muitas vezes ter procedido de um estudo profundo de viabilidade técnica, financeira e, principalmente, sem analisar com clareza a relação custo benefício.
O modelo pode ser instalado em qualquer máquina de usinagem, lavadora de peças,
sistemas de filtragem, tratamento de efluentes, tanques de decantação, cabines de lavagem,

entre outros. Entretanto o protótipo desenvolvido é especialmente para máquinas operatrizes
de centros de usinagem.
As indústrias estão cada vez mais empenhadas em buscar por novos meios, ou
sistemas de produtividade, ou até mesmo por processos integrantes desses sistemas que lhe
gerem um maior custo benefício em relação ao mercado atual. Porem nem todas são
capazes de custearem um projeto grande de automação, por exemplo, devido a maior parte
das empresas serem de micro e pequenas empresas, essas visam em processos que lhe
agreguem maior beneficio num curto prazo e com que não comprometam seus negócios.
Não há sentido investir em equipamentos ou mecanismos (automatismos) caros que, dentro do processo geral, não contribuam efetivamente com a produtividade, qualidade e, salvaguarda do elemento humano (quando se faz presente no processo), mesmo quando analisado a médio e longo prazos. (FIALHO, 2008, p.18).
O projeto tem um custo relativamente baixo de implementação, é flexível a vários
processos das indústrias, e se torna eficaz podendo gerar em médio prazo grande economia.
2 REFERENCIAL TEÓRICO
Com o intuito de entender melhor o conceito e importância do projeto, elaboramos um
referencial teórico no qual falamos sobre os óleos e suas características, e o quanto ele se faz
necessário nos processos de usinagem, desde economia a qualidade, através de suas variáveis
de processos. Tem – se também a questão ambiental, no qual refere – se à norma da ISO
14001, onde é citado sobre o derramamento de óleo. Com esse referencial utilizado que
justificamos a necessidade de tal processo separador de óleo.
2.1 Introdução ao Fluido Refrigerante
Também chamados de fluido de corte, são aqueles líquidos ou gases aplicados na
ferramenta e no material que esta sendo usinado, a fim de facilitar a operação de corte.
(MARK’S, 1995).
Ele é um dos muitos derivados de petróleo, devido a isso o fluido tem uma
composição extremamente rica em carbono, constituinte de uma fonte de matéria-prima para
o desenvolvimento de microrganismos, estes metabolizam o fluido diminuindo sua vida útil e
sua qualidade, além de que tornam o descarte do óleo nocivo ao meio ambiente.
Então, com o intuito de aumentar a vida útil, bem como diminuir a corrosão que pode
ocorrer na máquina e na peça, impedindo assim um gasto desnecessário de dinheiro, foi-se

desenvolvido um protótipo capaz de aperfeiçoar esse tipo de fluido, retardando o
envelhecimento do mesmo, diminuindo custo e obtendo maior qualidade nos processos
industriais.
Abaixo se tem a relação dos tipos de fluidos de corte em relação as suas
características, conceituando o tipo de fluido ideal para cada aplicação.
Quadro 1 – Características de cada tipo de fluído de corte
Fonte: Webster (2002).
2.2 Funções do Fluido de Corte
Os fluidos de corte são geralmente uma mistura líquida e basicamente são utilizados
para:
Refrigerar;
Lubrificar;
Proteger contra oxidações;
Limpar regiões usinadas (remoção de cavaco).
Os fluidos de corte como lubrificante trabalham na dissipação do calor gerado pela
alta velocidade da ferramenta em contato com a peça, aumentando assim sua energia térmica.
Para isso os fluidos térmicos (a base de água), são responsáveis para diminuir essa energia e
evitar que o efeito lubrificante diminua.
A ação lubrificante do fluido de corte age como uma película entre a peça a ser
usinada e a ferramenta, evitando assim possíveis microsoldagens do cavaco na ponta da
ferramenta, podendo existir arestas indesejáveis.

2.2.1 Caráter Funcional
Entre outros o fluido de corte acaba influenciando indiretamente na:
Redução de atrito entre ferramenta e cavaco;
Refrigeração da ferramenta;
Refrigeração da peça (controle de qualidade – danos técnicos, manutenção da
medição);
Melhor acabamento da superfície das peças;
Expulsão dos cavacos gerados.
2.2.2 Caráter Econômico
Pensando em aspectos financeiros, com o bom funcionamento do sistema de
refrigeração dos processos de usinagem podemos obter certa redução de custo, desde a
diminuição da energia gerada até o aumento da vida útil das ferramentas e do próprio fluído
lubrificante, que no caso custa em torno de R$15,00 o litro, tornando – o pouco econômico.
Assim temos como caráter econômico:
Redução no custo de energia;
Redução no custo das ferramentas;
Aumento da vida útil dos fluídos;
Diminuição ou eliminação da corrosão das peças.
2.3 A Relevância
Nas indústrias o óleo solúvel é um elemento fundamental para a qualidade final do
produto processado, além de prolongar a vida útil das ferramentas de corte. A importância do
óleo solúvel é vital para a produção em grande escala, em vários setores da indústria
mecânica, predominantemente na utilização em máquinas ferramentas como retíficas, centros
de usinagem, mandrilhadoras, rosqueadeiras, entre outras, ou ainda na laminação/trefilação de
metais, estes no setor de transformação de materiais.
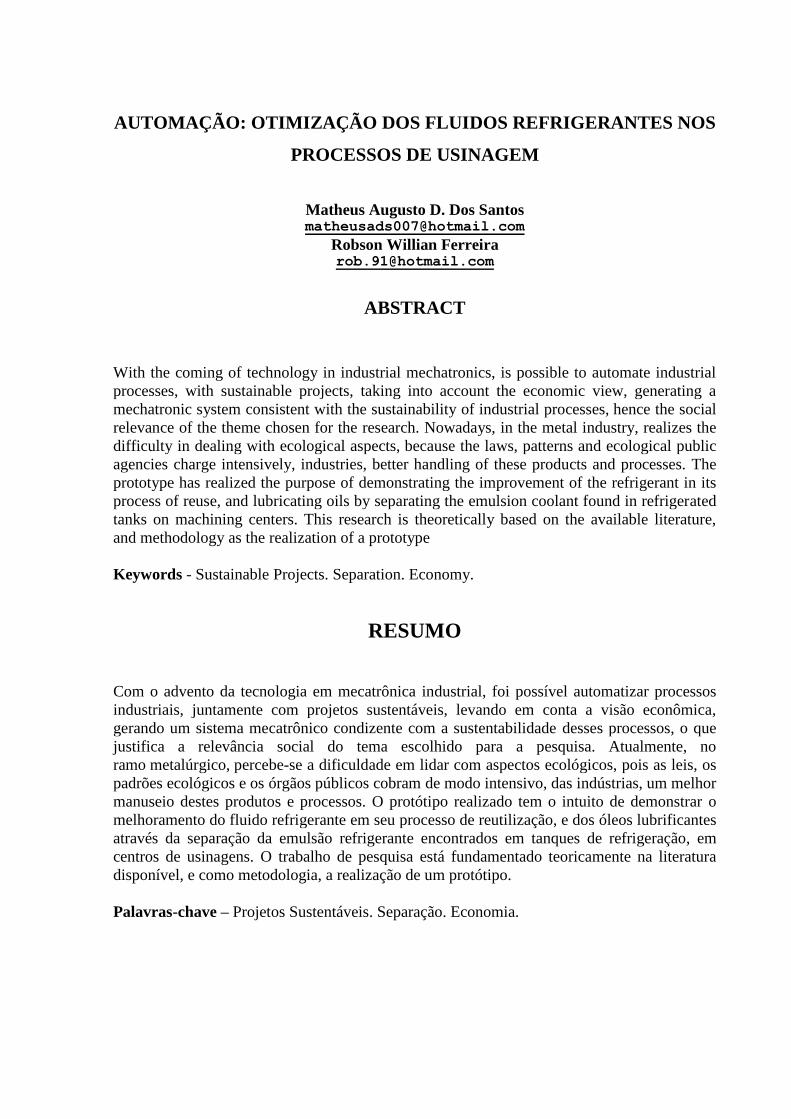
A função específica do óleo solúvel é a transferência do calor produzido entre a
ferramenta de corte e a peça que está sendo usinada/conformada através do efeito físico-
químico chamado efeito Joule.
A energia gerada através do atrito entre as ferramentas e as peças é muito alta,
devido a sua alta rotação que é o caso de um torno CNC (Comando Numérico
Computadorizado), por exemplo, o que proporciona altíssimas temperaturas, levando a
deformação química/estrutural do material em contato e por sua vez tornando o processo
pouco controlado, gerando uma má qualidade do produto.
Para que possamos ter um maior controle de tal processo necessitamos trabalhar com
uma temperatura de trabalho ideal (25º a 35ºC), fazendo assim com que a temperatura não
influencie na estrutura química do material tornando mais preciso suas medições, e assim
gerando maior acabamento de suas superfícies e aumentando a vida útil de suas ferramentas.
Basicamente o óleo solúvel funciona como um anticorrosivo, lubrificante das
ferramentas de corte, escoador de cavaco, e por ultimo e mais importante como um agente
controlador de temperatura.
Logo abaixo temos uma imagem de como o fluido de corte influencia no processo de
usinagem.
Figura 01 – Regiões de Ação do Fluído de Corte
Fonte: http://www.geocities.ws/cmovbr73/ProcFabr_Cap6_FluidoCorte.pdf

A – Diminuição do atrito entre ferramenta- cavaco (Diminuição do calor gerado);
B – Diminuição do atrito entre peça- ferramenta (Diminuição de calor gerado);
C – Diminuição de atrito entre a ferramenta e o cavaco (Aumento do ângulo de cisalhamento
f e, diminuição na taxa de deformação).
2.4 Agentes Contaminantes
(Óleos Lubrificantes)
Os óleos lubrificantes tem um grande papel que é a função de reduzir o atrito e os
desgastes entre as partes móveis. São também sua função dependendo do tipo de aplicação, a
refrigeração e a limpeza de partes móveis, entre outros fatores mecânicos do sistema
hidráulico.
Suas aplicações são desde a simples lubrificação até ao funcionamento de partes
complexas, eles podem apresentar-se tanto na forma liquida quanto pastosas, devido a sua
viscosidade. No Brasil todos os óleos devem atender as normas exigidas pela Agencia
Nacional do Petróleo, Gás Natural e Biocombustível – ANP, e ter registo perante esse órgão
para garantia de qualidade e segurança do mesmo.
No projeto tratamos com ênfase os óleos industriais, utilizados em centros de
usinagem com o objetivo de minimizar o desgaste entre as peças ferramentas aumentando sua
vida útil.
Além de se maximizar o desempenho, os óleos são capazes de melhorar a
produtividade, reduzindo o tempo de inatividade e diminuindo até mesmo os custos de
manutenção.
Porém, os óleos lubrificantes agem como agentes contaminantes frente aos fluídos
refrigerantes no processo de usinagem. Eles podem diminuir as propriedades físico-químicas
desses fluídos e acarretando em vários problemas.
2.5 A Relevância de sua Separação
Como dito anteriormente o óleo solúvel é extremamente importante no processo
termodinâmico de usinagem de uma peça mecânica, entretanto, só ele não é capaz de deixar
em condições adequadas o funcionamento do sistema, para isso necessita-se também dos

óleos lubrificantes que fazem a parte da lubrificação das partes moveis das máquinas
ferramentas.
Embora seja essencial a presença dos dois óleos num mesmo processo, eles têm de
trabalhar de forma isolada, ou seja, um não pode entrar em contato direto com o outro ou pelo
menos minimizar esse contato.
O que acontece é que por meio do óleo lubrificante o óleo solúvel se torna menos
eficaz no processo de resfriamento, perdendo suas ótimas propriedades físico-químicas,
fazendo com que as ferramentas e os fluídos refrigerantes diminuam suas vidas uteis, e acaba
que piorando o acabamento das peças usinadas; Assim o sistema se torna menos produtivo, e
de menor qualidade de controle.
“A eficiência do lubrificante vai depender das características e da sua habilidade em
penetrar na região entre o cavaco e a ferramenta, formando um filme com resistência ao
cisalhamento menor que a resistência do material na interface.” (CIMM, 2002).
2.6 Questão Ambiental
Após a separação, teremos um óleo sujo, do qual não será mais reaproveitado nos
processos industriais, devido o óleo lubrificante ser de origem mineral, vinda do petróleo, sua
deterioração ocasiona em compostos orgânicos, tais como: ácidos orgânicos, compostos
aromáticos, resinas e lascas, tornando assim um risco ambiental e publico devido a isso esses
óleos já tem destino estabelecido.
Segundo Moura (2011, p.314) “Quando o óleo é coletado, cerca de 65% de sua
composição é ainda óleo que pode ser reconvertido em óleo básico, que é a parte
reaproveitada.” Devido a vários processos tecnológicos, chamados de rerrefino, esse processo
é capaz de extrair desses óleos a matéria prima original, com a mesma qualidade do primeiro
refino do petróleo e atendendo as especificações técnicas da ANP.
As melhores soluções passam pelo conceito de ‘produção limpa’ [...]
indústrias com maior nível de responsabilidade ambiental e que buscam
qualidade: prevenção da geração de resíduos, principalmente os perigosos e
tóxicos; uso mais racional, com economia e parcimônia, de água e energia.
(MOURA, 2011, p.289)
Portanto essa técnica foi escolhida pelo Conselho Nacional de Meio Ambiente –
CONAMA, Através da resolução nº362/2005, como sendo o destino obrigatório desses óleos
lubrificantes usados ou contaminados.
3 O PROJETO
Continuação do projeto de AAP – Atividade Autônoma de Projeto, realizada no V
termo de Mecatrônica Industrial, o projeto obteve algumas mudanças e aprimoramentos no
decorrer do semestre que segue.
Uma das mudanças foi à troca do modelo de controle que era feita pelo Controlador
Lógico Programável - (CLP), da Festo, pelo microcontrolador da Freescale, assim diminuindo
seus custos e a flexibilidade de controle e espaço físico.
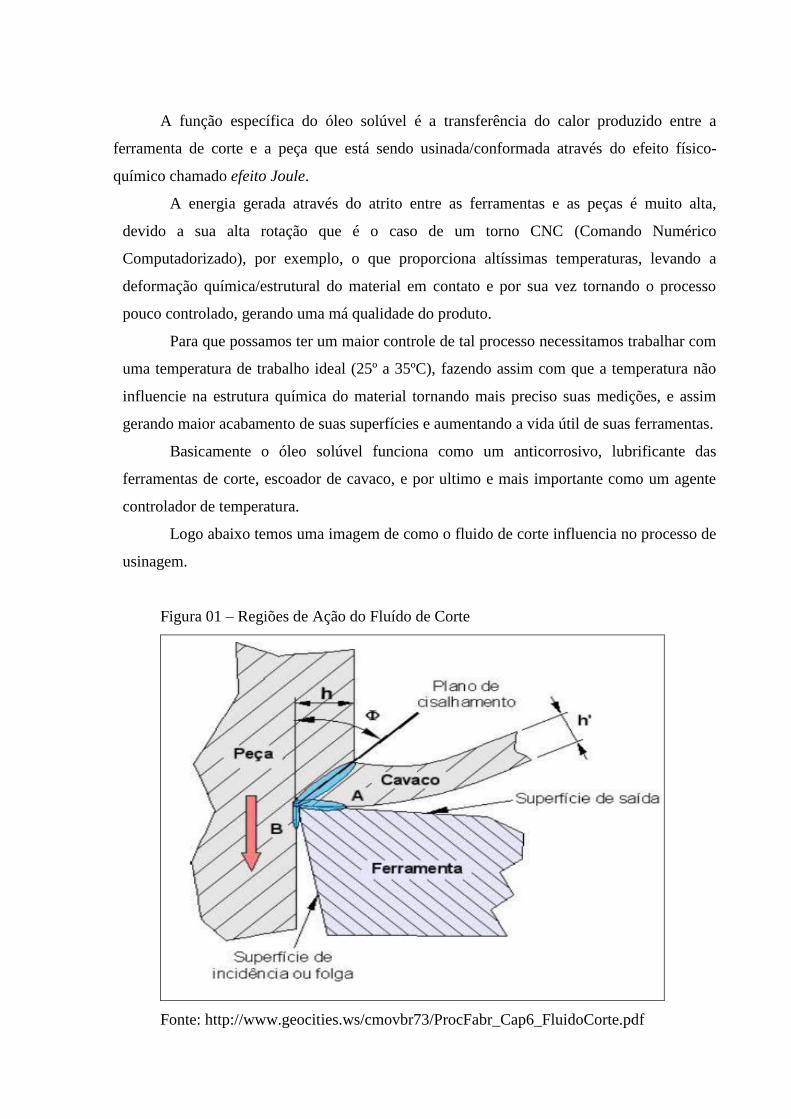
Foi implementado um novo reservatório anexo ao reservatório principal, no qual será
armazenado o óleo contaminante, e estarão inseridos os eletrodos metálicos do sensor de nível
para melhor controle de descarte do mesmo.
Figura02: O protótipo
Fonte: (O Autor. 2012).
3.1 O Funcionamento
Tem-se um disco de acrílico de 200 mm de diâmetro acoplado ao eixo do motor DC –
Corrente Contínua, que gira em velocidade constante e baixa o suficiente para a aderência do
óleo sobre ele, submerso a 1/3 do reservatório principal, no qual temos uma emulsão
refrigerante (METCUT SC 101 – Sintético, Aichem), misturada com os óleos contaminantes
(óleos lubrificantes).
Esse óleo contaminante será separado em um recipiente a parte, no qual estará contido
o sensor de nível capaz de detectar o nível máximo desse reservatório, permitindo o controle,
e, assim evitando o derrame desnecessário, consequentemente agindo conforme as legislações
de manuseio dos óleos industriais.
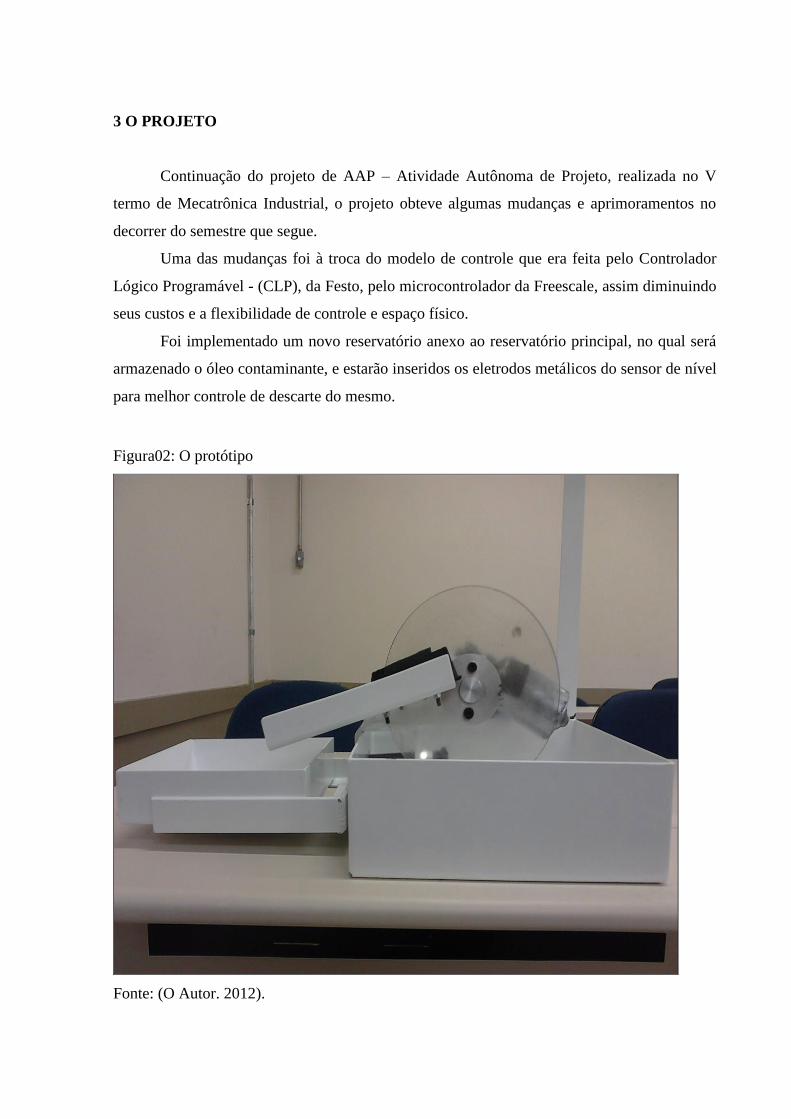
Figura03: Funcionamento
Fonte: (O Autor. 2012).
Através da figura acima, podemos demonstrar o funcionamento elétrico do sistema
como um todo. Temos uma fonte de 12V, 5A chaveada que alimenta a placa de controle de
velocidade do motor, reduzindo a 15% de sua velocidade original, através do dutycicle do
PWM.

Feito isso o transistor chaveia a saída do PWM para o negativo do motor, e assim, o
positivo do motor vai para o comum do rele, que faz parte do controlador de nível, o contato
NF do rele fecha o circuito com o motor.
Quando os três eletrodos metálicos fecharem contato, o motor para de girar, e assim
que for esvaziado o reservatório volta o sistema a funcionar.
Para funcionar esse processo, baseamos nosso controle no fluxograma gerado pela
tabela verdade, que segue abaixo.
Fluxograma: Controle
Sim
Não
Sim
Sim
Fonte: (O Autor. 2012).
Tabela 01 – Tabela Verdade do Controle
Sensor
De Nível
Chave
(Start)
Led
Verde
Led
Vermelho
Motor
(Funcionamento)
0 0 1 0 0
0 1 0 1 1
1 0 1 0 0
1 1 1 0 0
Fonte: (O Autor. 2012).
Inicio
Sensor
=1?
Chave
=1?
Led1=0
Led2=1
Motor=1
Led1=1
Led2=0
Motor=0
Essa tabela nos mostra que o sensor é a variável mais importante do processo, pois se
ela estiver em nível lógico 1 (reservatório cheio), o processo não funciona.
Portanto o controle se da pelas variáveis sensor e chave liga/desliga.
3.2 Listas de Materiais
3.2.1 Lista Mecânica
Fluido de Corte - METCUT SC 101 – Sintético da Aichem;
2 Raspadores;
1 Canaleta de escoamento de óleo – Chapa de aço ABNT 1020;
1 Suporte para o motor – Chapa de aço ABNT 1020;
1 Viga tipo “U” (trava) – Aço ABNT 1020;
1 Disco de acrílico – 200mm de diâmetro;
1 Acoplamento para o disco – Alumínio ;
1 Reservatório principal – Aço ABNT 1020 (300x300x3);
1 Reservatório secundário – Aço ABNT 1020 (200x200x3);
2 Parafusos M10x80 (cabeça sextavada);
4 Parafusos M3x20 (fenda);
5 Parafusos M6x10 (aliem sem cabeça);
1 Chapa para suporte do painel – Aço ABNT 1020 (500x50x2);
1 Chapa para frente do painel – Aço ABNT 1020 (120x120x2);
3 Cantoneiras – Aço ABNT 1020.
3.2.2 Lista Eletroeletrônica
1 Motor DC com redutor 12V – 1.8A ~ 25W;
1 Microcontrolador MC9S08QD4-DIP8 / 8 bits;
1 Sensor de nível por eletrodos metálicos.
Fios elétricos;
1 led vermelho;
1 led verde;
Fonte chaveada de 12V – 5A;
Resistores;
Diodos;

Transistor;
Capacitores;
Bornes.
3.3 Microcontrolador
“Em poucas palavras, poderíamos definir o microcontrolador como um “pequeno”
componente eletrônico, dotado de uma “inteligência” programável, utilizada no controle de
processos lógicos.” (SOUZA, 2011, p.21).
O controle do protótipo baseia-se em alguns parâmetros, dos quais farão com que o
processo funcione de maneira correta e ordenada.
Um dos principais parâmetros a ser levado em consideração é o nível do reservatório
de óleo contaminante e a velocidade de giro do motor no qual girara o disco de acrílico
submerso a um terço da emulsão refrigerante e dos óleos contaminantes encontrados no
reservatório.
Para tal controle necessitamos da tecnologia em microcontroladores para manter a
velocidade de giro baixo e constante, fazendo com que esses óleos tenham a capacidade de
interagir a tempo com o disco e assim ser separado.
Utilizamos o microcontrolador MC9S08QD4-DIP8 de 8 bits e um software para a
compilação do algoritmo gerado no software CodeWarrior IDE, e após isso é feito o
download no micro.
Figura 04 – Pinos do Microcontrolador
Fonte - Datasheet
PTA0 – PWM;
PTA1 – Sensor;
PTA2 – Led1;

PTA3 – Chave Liga/Desliga;
PTA4 – Led2.
Para que esse microcontrolador possa funcionar corretamente, utilizamos de algumas
tecnologias eletrônicas. De acordo com a figura abaixo, podemos observar alguns itens como:
diodos, capacitores, resistores, regulador de tensão, transistores e leds.
Figura 05 – Esquema Elétrico
Fonte: (O Autor. 2012).
3.3.1 PWM – Pulse Width Modulation
Assim como dito anteriormente, uma das necessidades do motor D.C (Direct Corrent)
é o controle de sua rotação, que precisa ser constante e com baixo R.P.M (Rotação por
Minuto).
Para isso utilizamos um dos recursos do microcontrolador, o PWM, ou Modulação por
Largura de Pulso. Através dele e da programação em C, conseguimos diminuir a largura de
pulso suficiente para o funcionamento.

“O PWM é provavelmente o recurso mais utilizado dentro do CCP, já que possibilita
criarmos uma saída analógica, porque quando uma onda PWM passa por um filtro externo,
pode ser convertida em um sinal variável de 0 a 5VDC.” (SOUZA, 2011, p.168).
Maiores detalhes da placa como Layout e seu desenho em 3D encontram – se no
Apêndice A.
3.4 Linguagem C
A utilização da linguagem C teve como objetivo deixar a programação mais intuitiva e
objetiva, melhorando o aspecto lógico e visual. Através dela e da tabela verdade, podemos
gerar seu algoritmo em linguagem C e assim compilar no programa CodeWarrior IDE.
Contudo o algoritmo do programa a ser utilizado deve ser coerente e coeso em relação
a seus códigos fontes e a sua própria lógica de funcionamento, fazendo assim uma sequencia
lógica e sistêmica de tarefas bem estruturadas e relacionadas.
“Para que um programa seja escrito e funcione corretamente, basta que as instruções
certas sejam colocadas na ordem correta.” (SOUZA, 2011, p.71).
Maiores detalhes da linguagem C e a configuração do micro, segue em anexo no
apêndice B.
3.5 Sensor de Nível por Eletrodos Metálicos
Os processos que utilizam óleos devem-se ter cuidado no manuseio, pois de acordo
com legislações estabelecidas pelo CONAMA e a ABNT – Agencia Brasileira de Normas
Técnicas, o uso incorreto desses óleos, que no caso são o refino do petróleo, matéria orgânica,
pode acarretar em situações de risco as pessoas e o meio.
Pensando nisso, o sensor de nível objetiva a detecção de quando estiver cheio o
reservatório coletor, prevenindo possível derrame de óleo no local de trabalho.
“Uso de processos, práticas, materiais ou produtos que evitam, reduzem ou controlam
a poluição, os quais podem incluir reciclagem, tratamento, modificações de processo,
mecanismos de controle, uso eficiente de recursos e substituição de materiais.” (ISO 14001,
2003).
Utilizamos um controlador de nível por eletrodo metálico, no qual temos os eletrodos
de referencia (ER), inferior (EI) e superior (ES).

“São usados em tambores de tanques, proteções contra funcionamento de bombas a
seco, controle de nível máximo e mínimo, etc. Se o reservatório for de material não
condutivo, uma referência deve ser instalada.” (THOMAZINI; DANIEL 2006, p.135).
4 CONSIDERAÇÕES FINAIS
No decorrer do projeto tivemos alguns imprevistos, tais como ajustes no protótipo
como: o dimensionamento das partes mecânicas, escolha do motor ideal, ajuste das
configurações da placa, entre outros. Tivemos certa dificuldade em montar a parte elétrica,
devido a alguns conhecimentos específicos; Na parte escrita houve pouca informação
referente a alguns itens. Porem o projeto teve grande evolução desde a parte escrita quanto à
prática.
O protótipo que é parte prática do referencial teórico, nos mostra como se faz
necessária a utilização de um separador de óleo, desde caráter econômico até a seus requisitos
de qualidades e legislações que juntas são favoráveis a seu uso.
Depois de montado e testado o protótipo, constatou-se que o conceito de sensor de
nível por eletrodo metálico não seria o mais adequado para tal processo, devido ao óleo ser
um isolante, e, assim não havendo a passagem de corrente entre os contatos do sensor. Para
solucionar esse problema foi sugerida a troca pelo sensor capacitivo (informação verbal) 1.
O desenvolvimento do projeto nos proporcionou certo amadurecimento em relação ao
projeto em si e aos conhecimentos específicos do mesmo.
REFERÊNCIAS
CIMM – Centro de Informação Metal Mecânica, Disponível em:
<http://www.cimm.com.br/portal/noticia/material_didatico> Acesso em: 10 out 2012.
FIALHO, Arivelto Bustamante. Automação Pneumática: Projetos, Dimensionamento e
Análise de Circuitos. 6ª ed. São Paulo: Érica, 2008.
MARK’S Standard Handbook for Mechanical Engineers, 8ª ed., 1995.
MOURA, Luiz Antônio Abdalla. Qualidade e gestão ambiental. 6ª ed. Belo Horizonte: Del
Rey, 2011.
NORMA ISO 14001. Sistema de Gestão Ambiental, Especificação e Diretrizes Para Uso.
São Paulo, 2003. Disponível em:
1 Informação fornecida pelo Prof. Edson Mancuzo – Fatec Garça - 2012

<http://www.google.com.br/url?sa=t&rct=j&q=&esrc=s&source=web&cd=1&ved=0CDoQFj
AA&url=http%3A%2F%2F200.144.189.97%2Fphd%2FLeArq.aspx%3Fid_arq%3D2236&ei
=3nGyUKGPGobc8wSf-
oD4BQ&usg=AFQjCNF_qCAVYl2rmeNJo0GHW4SS40nXvw&sig2=IqI3F1DlxVReNMgy
Bp_tMw&cad=rjt> Acesso em: 10 nov 2012.
SOHN, Hassan. Gerenciamento de óleos lubrificantes usados ou contaminados. 2007.
Disponível em:
< http://www.sindirepa-sp.org.br/pdfs/guia.pdf> Acesso em: 20 set 2012.
SOUZA, David José de. Desbravando o PIC: Ampliado e Atualizado para PIC16628A.
12ª ed. São Paulo: Érica, 2011.
THOMAZINI, Daniel; ALBUQUERQUE, Pedro Urbano Braga de. Sensores Industriais:
Fundamentos e Aplicações. 2ª ed. Tatuapé: Érica, 2006.
APÊNDICE A
Figura 06 – Layout
Fonte: (O Autor. 2012).
Figura 07 – Desenho em 3D

Fonte: (O Autor. 2012).
APÊNDICE B
/* MCUinit.c */
/* este arquivo contém as configurações dos timers usados e do PWM */
/*
** ###################################################################
** This code is generated by the Device Initialization Tool.
** It is overwritten during code generation.
** USER MODIFICATION ARE PRESERVED ONLY INSIDE INTERRUPT
SERVICE ROUTINES
** OR EXPLICITLY MARKED SECTIONS
**
** Project : Bauru
** Processor : MC9S08QD4CPC
** Version : Component 01.037, Driver 01.07, CPU db: 3.00.002
** Datasheet : MC9S08QD4 Rev. 4 9/2008
** Date/Time : 22/11/2012, 17:38
** Abstract :
** This module contains device initialization code
** for selected on-chip peripherals.
** Contents :
** Function "MCU_init" initializes selected peripherals
**
** Copyright : 1997 - 2010 Freescale Semiconductor, Inc. All Rights Reserved.
**
** http : www.freescale.com
** mail : [email protected]
** ###################################################################
*/
/* MODULE MCUinit */
#include <mc9s08qd4.h> /* I/O map for MC9S08QD4CPC */
#include "MCUinit.h"
/* User declarations and definitions */
/* Code, declarations and definitions here will be preserved during code generation */
/* End of user declarations and definitions */
/*
**
===================================================================
** Method : MCU_init (component MC9S08QD4_8)
**
** Description :
** Device initialization code for selected peripherals.
**
===================================================================
*/
void MCU_init(void)
{
/* ### MC9S08QD4_8 "Cpu" init code ... */
/* PE initialization code after reset */

/* Common initialization of the write once registers */
/* SOPT1: COPE=0,COPT=1,STOPE=0,BKGDPE=1,RSTPE=0 */
SOPT1 = 0x52;
/* SPMSC1:
LVDF=0,LVDACK=0,LVDIE=0,LVDRE=1,LVDSE=1,LVDE=1,BGBE=0 */
SPMSC1 = 0x1C;
/* SPMSC2:
LVWF=0,LVWACK=0,LVDV=0,LVWV=0,PPDF=0,PPDACK=0,PPDC=0 */
SPMSC2 = 0x00;
/* System clock initialization */
if (*(unsigned char*far)0xFFAF != 0xFF) { /* Test if the device trim value is stored on
the specified address */
ICSTRM = *(unsigned char*far)0xFFAF; /* Initialize ICSTRM register from a non
volatile memory */
ICSSC = *(unsigned char*far)0xFFAE; /* Initialize ICSSC register from a non
volatile memory */
}
/* ICSC1: CLKS=0,IREFSTEN=0 */
ICSC1 = 0x06; /* Initialization of the ICS control register 1 */
/* ICSC2: BDIV=0,LP=0 */
ICSC2 = 0x00; /* Initialization of the ICS control register 2 */
/* Common initialization of the CPU registers */
/* PTAPE: PTAPE0=0 */
PTAPE &= (unsigned char)~0x01;
/* PTASE: PTASE4=1,PTASE3=1,PTASE2=1,PTASE1=1,PTASE0=1 */
PTASE |= (unsigned char)0x1F;
/* PTADS: PTADS5=0,PTADS4=0,PTADS3=0,PTADS2=0,PTADS1=0,PTADS0=0
*/
PTADS = 0x00;
/* ### Init_RTI init code */
/* SRTISC: RTIF=0,RTIACK=1,RTICLKS=0,RTIE=0,RTIS2=0,RTIS1=0,RTIS0=1
*/
SRTISC = 0x41;

/* ### Init_TPM init code */
/* TPM2SC: TOF=0,TOIE=0,CPWMS=0,CLKSB=0,CLKSA=0,PS2=0,PS1=0,PS0=0
*/
TPM2SC = 0x00; /* Stop and reset counter */
TPM2MOD = 0x2710U; /* Period value setting */
(void)(TPM2SC == 0); /* Overflow int. flag clearing (first part) */
/* TPM2SC: TOF=0,TOIE=1,CPWMS=0,CLKSB=0,CLKSA=1,PS2=0,PS1=0,PS0=0
*/
TPM2SC = 0x48; /* Int. flag clearing (2nd part) and timer control
register setting */
/* ### Init_GPIO init code */
/* PTAPE: PTAPE3=1,PTAPE2=1,PTAPE1=1 */
PTAPE |= (unsigned char)0x0E;
/* PTADD: PTADD3=0,PTADD2=1,PTADD1=0 */
PTADD = (PTADD & (unsigned char)~0x0A) | (unsigned char)0x04;
/* ### Init_TPM init code */
(void)(TPMC0SC == 0); /* Channel 0 int. flag clearing (first part) */
/* TPMC0SC: CH0F=0,CH0IE=0,MS0B=1,MS0A=0,ELS0B=0,ELS0A=1 */
/* configuração do PWM */
TPMC0SC = 0x24; /* Int. flag clearing (2nd part) and channel 0 contr.
register setting */
TPMC0V = 0x02EEU; /* Compare 0 value setting */
/* TPMSC: TOF=0,TOIE=0,CPWMS=0,CLKSB=0,CLKSA=0,PS2=0,PS1=0,PS0=0
*/
TPMSC = 0x00; /* Stop and reset counter */
TPMMOD = 0x1387U; /* Period value setting */
(void)(TPMSC == 0); /* Overflow int. flag clearing (first part) */
/* TPMSC: TOF=0,TOIE=0,CPWMS=0,CLKSB=0,CLKSA=1,PS2=0,PS1=0,PS0=0
*/
TPMSC = 0x08; /* Int. flag clearing (2nd part) and timer control register
setting */
/* ### */
asm CLI; /* Enable interrupts */
} /*MCU_init*/
/*
**
===================================================================
** Interrupt handler : isrVrti
**
** Description :
** User interrupt service routine.
** Parameters : None
** Returns : Nothing
**
===================================================================
*/
__interrupt void isrVrti(void)
{
TPM2SC = 0x00; /* Stop and reset counter */
TPM2MOD = 0x2710U; /* Period value setting */
(void)(TPM2SC == 0); /* Overflow int. flag clearing (first part) */
/* TPM2SC: TOF=0,TOIE=1,CPWMS=0,CLKSB=0,CLKSA=1,PS2=0,PS1=0,PS0=0
*/
TPM2SC = 0x48; /* Int. flag clearing (2nd part) and timer control
register setting */
Start = 1;
}
/* end of isrVrti */





























