Embed Size (px)
DESCRIPTION
xxxxx
Citation preview

MJERNA NESIGURNOST
REDŽIĆ AIDA
Rezime: Mjerenje predstavlja skup aktivnosti čiji je cilj dobivanje mjerne veličine (fizičke veličine) i rezultat je procesa sa više ili manje izraženim slučajnim djelovanjem koje rezultira greškama u mjerenju.
Postoje dvije osnovne kategorije od kojih se sastoji nesigurnost u rezultatu mjerenja, a razliuju se prema načinu nakoji su procjenjene njihove numeričke vrijednosti, pa imamo:
tip A-komponente dobijene statističkim metodama, i
tip B-komponente dobijene ostalim načinima određivanja uticaja na mjerenja.
S obzirom na veliki broj uzoraka koji ih uslovljavaju, greške nije lako kvalifikovati i dijelimo ih na dvije velike skupine:.
- odredive, i
- neodredive.
Odredive greške se dalje dijele na sistematske i grube. S obzirom na to da postoji više faktora koji mogu utjecati na sistematske greške, one se dalje dijele na metodske, greške instrumenta, lične i dinamičke. Nakon izvršenog mjerenja dobivene rezultate potrebno je obraditi uzimajući u obzir način na koji je ta veličina određena, direktno ili posredno. Uzroci mjerne nesigurnosti su: mjerna oprema, mjerni postupak, mjerni objekat, vanjski utjecaj i mjeritelj.
Standard GUM bavi se izražavanjem mjerne nesigurnosti.
Ključne riječi: mjerna nesigurnost,mjerenje,tip A, tip B, greške, GUM
UVOD
Mjerna tehnika predstavlja vrlo staru naučnu disciplinu. Ona je povezana za tok čovjekovog života, kao i za njegov način razmišljanja. Tokom razvoja civilizacije, izvodila su se razna mjerenja pri tome su se koristila različita sredstva i jedinice za izražavanje vrijednosti veličina. Kako je mjerenje povezano sa proizvodnim procesom, a s ciljem ostvarivanja procesa mjerenja, izdaju se zahtjevi prema kojima je potrebno definisati broj, a koji će pokazivati koliko će se puta jedinica mjera nalaziti u mjernoj veličini. Postoje dvije komponente koje čine mjerni rezultat, a to su:
Procjena mjerene veličine Nesigurnost rezultata mjerenja.
Nesigurnost rezultata mjerenja, što je i tema ovog seminarskog rada, predstavlja tačnost izvođenja procesa mjerenja. Pri tome izmjerene veličine moraju da imaju nesigurnost, jer ne postoji mogućnost da se dobije tačno izmjerena veličina. Tako npr. nedostatak potpunih saznanja o vrijednosti mjerene veličine odražava se preko nesigurnosti rezultata mjerenja, a to će predstavljati rasipanje vrijednosti. Kako razvoj mjerne tehnike u svijetu doživljava široku ekspanziju, razvijene su i metode za ocjenu procesa mjerenja (za pronalaženje vrijednosti proširene mjerne nesigurnosti). Glavni cilj svega ovoga je da u svijetu budu izjednačeni
1

metodi izračunavanja mjerne nesigurnosti,a da se na osnovu toga mogu da vrše poređenja mjerenja.
DEFINICIJE OSNOVNIH TERMINA U MJERNOJ TEHNICI
Mjerna nesigurnost predstavlja parametar koji je pridružen rezultatu mjerenja, a pomoću kojeg se može izvršiti opis rasipanja vrijednosti tako da se one mogu prepisati mjernoj veličini. Mjerna nesigurnost, uspostavljena na gore pomenut način, odnosi se na mjerni rezultat i na njegovu proračunatu vrijednost, no ova izračunata mjerna nesigurnost, može da se odnosi i na druge pojave kao što su:
Greška – ona se javlja u procjenjenoj vrijednosti mjerene veličinekoja je ostvarena mjernim rezultatom,
Procjena – opisuje područje vrijednosti koje mogu biti istinite.
Ova dva pojma, greška i procjena, u prvi plan postavljaju neutvrdive veličine, grešku mjernog rezultata i istinitu vrijednost mjerene veličine. Tako parametar koji je pridružen rezultatu mjerenja može da bude procjenjeno standardno odstupanje ili polu širina intervala sa navedenim nivoom povjerenja. Izračunavanje mjerne nesigurnosti prevodi se pomoću ISO vodiča(GUM- vodič za izražavanje nesigurnosti mjerenja), koji se pojavio 1993.godine, u njemu postoje sljedeći termini:
1. Mjerna nesigurnost2. Standardna nesigurnost3. Procjena mjerne nesigurnosti na osnovu A tipa4. Procjena mjerne nesigurnosti na osnovu B tipa5. Sastavljena(kombinovana) mjerna nesigurnost6. Proširena mjerna nesigurnost7. Faktor pokrivanja.
NEŠTO O GUM-u
Kako je već rečeno GUM kao ISO vodič (GUM- The Guidethe expression oof uncertainty measurement) namjenjenje u cilju olakšanog izračunavanja nesigurnosti u merenju, od strane ISO/TAG 4/WG3. Predstavlja principe i smjernice za procjenu mjerne nesigurnosti koje se primjenjuju u većini oblasti testiranja. GUM je štampan na mnogim jezicima. Prihvaćen je od strane sedam međunarodnih organizacija, neke od njih su:
1. BIMP – Međunarodna organizacija za tegove i mjere,2. IEC – Međunarodna elektro-tehnička komisija,3. IFCC – Međunarodni savez za kliničku hemiju i dr.,4. OIML – Međunarodna unija za čistu primjenu fizike,5. ISO – Međunarodna organizacija za standardizaciju.
GUM je namjenjen za mnoga mjerenja,a neka od njih su:
Održavanje kontrolekvaliteta i kvalitetnog osiguranja osiguranja u proizvodnji, Upoređivanje sa postavljenim zakonima i odredbama, Kalibriranje etalona i instrumenata, provođenje kroz nacionalni mjerni sistem, Poređenje međunarodnih i nacionalnih fizički referenci standarda i sl.
2

IZVOĐENJE KALIBRACIJA KOD AKREDITOVANIH (OVLAŠTENIH) LABARATORIJA SA MJERNOM NESIGURNOŠĆU
Kalibracija predstavlja skup postupaka na osnovu kojih može da se uspostavi odnos između vrijednosti veličina koje pokazuju neko mjerilo ili vrijednost koja se izražava preko referentnog materijala i odgovarajučih vrijednosti ostvarenih na osnovu etalona. Sav taj postupak se izvodi u određenim uslovima.
Akreditacija predstavlja priznanje koje izdaje ovlašteni organ za akreditaciju i to u svrhu formiranja jedne laboratorije, odnosno da je laboratorija tehnički sposobna za izvođenje određenih kalibracija i ispitivanja. Na osnovu gore navedenog vidimo da labaratorije mogu da budu usmjerene ili za kalibraciju ili za ispitivanja.
Formiranje laboratorija se sastoji iz toga da oni moraju da ispune određene kriterije koji predstavljaju zbirku propisa, a koje donosi tim za akreditaciju. Kriterij koje postavlja nadležni organ za akreditaciju laboratorija, a koje treba da ispuni ista, su:
Pravni identitet, Tehnička osposobljenost, Saradnja.
Pod pravnim identitetom neke laboratorije može da se podrazumijeva stručna organizovanost rada laboratorije, zatim politika poslovanja. Uticaj spoljašnjih faktora ne smiju da budu prisutni ni u kojem slučaju u toku rada laboratorije, a što je najvažnije ne smije da bude nekih uticaja na stručno osoblje pri nekim važnim ocjenama.
Tehnička osposobljenost laboratorija podrazumijeva to da ona mora biti opremljena kako stručnim osobljem, kao pred uslovom za rad, tako i odgovarajućom opremom. Tehnički stručno osoblje mora da ima zadovoljavajući (kvalitetan) nivo znanja, oni također moraju biti svjesni i činjenice da su to vrlo odgovorni poslovi, tako da se moraju držati pravila koje provodi jedna laboratorija.
Saradnja laboratorija sa organima koji su joj izdali akreditaciju za rad treba da bude kontinuirana. To znači da organi za akreditaciju moraju, od strane laboratorija, da budu non stop obavještavani o njihovom radu,a sve u cilju postavljanja i drugih kriterija prema kojima bi ona i dalje ispravno radila. Saradnja s kupcem je donekle drugačija, tj. ona se kupcu predočava u onom domenu koje je za njega zadovoljavajući. Dogovor između akreditovane i ne akreditovane laboratorije može se ostvariti ukoliko se ispune zahtjevi akreditovane organizacije,a to su:
Poštivanje svih relevantnih zahtjeva norme EN 45001, Predočavanje razlika između ispitnog posla (koje je samo ona izvodila) i
poddogovorenog posla.
Međutim, može se napomenuti da pored uspostavljanja poddogovora između akreditovane i ne akreditovane laboratorije može biti uspostavljeno i sa akreditovanim laboratorijama u cilju međulaboratorijskog poređenja. Postoje dva metoda međupoređenja, a to su:
Kružno laboratorijsko poređenje, Međulaboratorijsko poređenje u obliku zvijezde.
Kružni tip međulaboratorijskog poređenja koristi se prilikom kalibracija, pri tom instrument kruži oko učesnika kalibrisanja. Nakon svega toga on prolazi i završava u referentnim laboratorijama. Međulaboratorijsko poređenje u obliku zvijezde je namjenjeno za ispitivanje u
3

laboratorijama, uzorci se šalju učesnicima u cilju mjerenja pripremaju se od homogenog referentnog materijala. Problemi se javljaju u procesu međulaboratorijskog poređenja, koji naizgled nisu komplikovani, ali u toku izvođenja poređenja ti problemi se pojavljuju. Izbjegavanje tih problema može se izvesti na sljedeći način:
Etaloni u toku prenošenja moraju biti jaki, ne smiju da utiču na transport, Osiguranje opreme koja treba da bude pod kontrolom referentne laboratorije, Pakovanje etalona za transport treba da obezbjedi referentna laboratorija, Laboratorije treba da budu informisane o predviđenom vremenu u kojem i kada treba
da učestvujudruge laboratorije, Informisanje laboratorija o tome šta se nalazi u paketu, zatim njegovom načinu
otvaranja, a zatim obavještavanju o načinu daljeg transporta do naručioca, Potrebno je da se u referentnoj laboratoriji nalazi kontakt osoba koja će prosljeđivati
informacije o laboratoriji, za slučaj nekih problema, Davanje završnih rezultata u određenom vremenskom periodu od strane laboratorije, Izdavanje nacrta izvještaja od strane referentne laboratorije, laboratoriji koja je radila
loše (ispravka njenih napravljenih grešaka).
Rezultati kalibracije mogu se predstaviti pomoću odstupanja En pri tome dobivene apsolutne vrijednosti odstupanja trebaju da budu manje od jedinice (da bi mjerenja bila prihvaćena).
Pri tome su:
Xlab –mjerni rezultat laboratorije koja je u tom poslu učestvovala,
Ulab – nesigurnost mjernog rezultata laboratorije učesnice,
Xref – referentna vrijednost koja se prepisuje mjernom instrumentu za vrijeme kada ga je laboratorija dobila,
Uref – nesigurnost referentne vrijednosti koja treba da sadrži dopuštene perfomanse uređaja.
IZVORI NESIGURNOSTI MJERENJA
Ono što možemo konstatovati je da nema nepogrešnog mjerenja. To znači da kada dobijemo neke vrijednosti u toku nekog mjerenja one ne mogu biti tačne, jer praktično postoji mnogo izvora (faktora) koji će dovesti do pojave greške mjerenja. Sa svim ovim je vezana i nesigurnost mjerenja. Tako, faktori koji se mogu predstaviti kao izvori nesigurnosti mjerenja su:
Veličina koja se mjeri ili je već mjerena, nije u potpunosti definisana, Mjerenje veličine mjerenog uzorka nisu zadovoljavajuće realizovane, Izmjereni uzorak ne predstavlja tačno određenu mjernu veličinu, Uticaj djelovanja (atmosferski pritisak, temperatura, vlažnost, sadržaj CO u vazduhu), Izvor nesigurnosti je i čovjek lično i to zbog nepažnje pri očitavanju analognih
instrumenata (sa kazaljkom), Osjetljivost instrumenata (buka,temperatura) ili prag osjetljivosti, Dobivene vrijednosti mjernih etalona su netačne,
4

Uvođenje približnog(aproksimativnog)određivanja i pretpostavki u metode i postupke mjerenja,
Varijacije pri ponovljenim mjerenjima veličina i to pri identičnim uslovima ispitivanja.
IZRAČUNAVANJE MJERNE NESIGURNOSTI
Pri određivanju mjerne nesigurnosti i rezultata mjerenja bilo analitičkim putem ili eksperimentalno izvest ćemo sljedeće:
Izračunavanje vrijednosti mjerne nesigurnosti procjene ulaznih veličina, Izračunavanje vrijednosti mjerne nesigurnosti procjene izlaznih veličina.
Izjava o rezultatu je potpuna ukoliko ta izjava sadrži vrijednost koja je pridodata mjernoj veličini i mjernoj nesigurnosti. Tako npr. može se navesti da je mjerna nesigurnost parametar koji je pridružen rezultatu i kao takavmože da opiše rasipanje vrijednosti, da se pridruži mjernoj veličini. Izlazna velilina „Y“ kao poseban oblik mjerenih veličina dobivenih mjerenjem, zavisi od ulaznih veličina „X“,(i=1,2,3,...,n), ona je u skladu sa funkcijskim odnosom.
U zavisnosti od toga kako su određene vrijednosti mjerene veličine ulaznih veličina i nesigurnosti mjerenja koja im se pridružuju, ulazne veličine „X“ se djele u dvije grupe:
Direktno određene veličine (sa odgovoarajućim procjenama i pridruživanjem mjerne nesigurnosti). Ove veličinese zasnivaju naposmatranjima, ponovljenim posmatranjima ili iskazima zasnovanim na dugotrajnom iskustvu,
Indirektno određene veličine sa procjenjenim i pridruženim mjernim nesigurnostima.
IZRAČUNAVANJE VRIJEDNOSTI MJERNE NESIGURNOSTIPROCJENE ULAZNIH VELIČINA
Razlikuju se dva metoda određivanja mjerne nesigurnosti, a to su:
1. Tip A procjene mjerne nesigurnosti,2. Tip B procjene mjerne nesigursnoti.
PROCJENA STANDARDNE NESIGURNOSTI TIP A
Ova procjena standardne nesigurnosti zasniva se na statičkoj analizi. Tako da bi to bilo izvodljivo, definisat ćemo neke osnovne statističke parametre. Statička analiza predstavlja skup tehnika i metoda analize masovnih pojava i događaja.
Srednja vrijednost je vrlo važan parametar, razliikuje se više tipova, a za nas je najvažnija prosta aritmetička vrijednost.
5

Pri tome je N broj posmataranih ili izmjerenih veličina.
Varijansa je aritmetička srednja kvadratna razlika individualnih vrijednosti statičkog niza i aritmetičke sredine (mjera rasipanja promjenjive Xi oko srednje vrijednosti), njom se apsolutno odstupanje izražava kvadratnim mjernim jedinicama. Oblik varijanse je sljedeći:
Standardna devijacija je pozitivna vrijednost kvadratnog korjena iz varijasne, ali za razliku od ona predstavlja srednja odstupanja pojedinačnih veličina Xi od njhove aritmetičke sredine.Kod standardne devijacije apsolutno odstupanje se izražava mjernim jedinicama kojima su one mjerene.Ova devijacija se računa na sljedeći način:
PROCJENA STANDARDNE NESIGURNOSTI TIPA B
Određivanje standardne nesigurnosti B tipa je određivanje nesigurnosti koja se pri tom pridružuju nekoj procjeni xi ulazne veličine Xi pomoću metoda različitih od statičke analize niza opažanja. Standardna nesigurnost U(xi) određuje se na račun naučnih prosuđivanja, koja se temelji na svim raspoloživim podacima o mogućoj promjenjivosti veličine Xi. Tako npr.vrijednosti koje potiču iz tih gore spomenutih kategorija izvode se iz sljedećeg:
Podaci koji su dobijeni iz prijašnjih mjerenja, Iskustva sa gradivom (materijom) i mjerilima, poznavanje ponašanje i svojstva bitnih
gradivai mjerila od ranije, Proizvođačkih specifikacija, Podataka koji su ostvareni na osnovu kalibriranja i podataka iz nekih drugih potvrda o
kalibriranju, Nesigurnosti koje su pridodate referencijskim podacima, pri čemu su isti uzeti iz
odgovarajućih priručnika.
Ispravna upotreba dostupnih podataka za određivanje standardne mjerne nesigurnosti tipa B zahjteva sticanje iskustava i opštih znanja koja se ostvaruju vježbom kroz praksu. Dobro utemeljeno određivanje standardne nesigurnosti tipa B može biti pouzdana tako dobro kao i kod tipa A, što je posebno izraženo u slučajevima gdje se određivanje tipa A temelji samo na srazmjerno malom broju statističkih nezavisnih zapažanja, pri tome se uočavaju sljedeći slučajevi:
1. Kada je poznata samo jedna vrijednost veličine Xi kao npr. jedna izmjerena vrijednost rezultata prijašnjeg mjerenja, itd.,
2. Kada se na temelju teorije ili iskustva za veličinu X i može pretpostaviti raspodjela vjerovatnoće, tada kao procjenu x ulazne veličine i pridruženu standardnu nesigurnost u(x) treba uzeti redom odgovarajuće očekivane ili očekivanu vrijednost i dr.pozitivni korjen varijancije te rapodjele.
6

3. Ako se mogu procjeniti i gornja i donja granica (a+ i a-) vrijednosti veličine Xi (npr.proizvođačke specifikacije mjerila, temperaturno područje, greške pri zaokruživanju...) za moguće vrijednosti ulazne veličine Xi treba se pretpostaviti raspodjela vjerovatnoće sa stalnom gustoćom vjerovatnoćom između tih spomenutih granica (ai, ai).
Primjena nekih od ovih metoda raspodjele koje su gore navedene, zavise od niza faktora koji se rješavaju pomoću statičke analize.Tako npr.,neke od tih metoda su:
Normalna (Gauss-ova)raspodjela, Pravougaona raspodjela, Trouglasta(trougaona)raspodjela, Trapezna raspodjela, i dr.raspodjele.
GAUSS-OVA RASPODJELA
Ovaj metod statističkih raspodjela koristi se za veličine koje imaju kontinuiran oblik mjerenja, no većinom on se koristi za mjerenje veličine kod kojih se razlika mjerenja teži da bude rasuta oko srednje vrijednosti i to na simetričan način.Ova Gauss-ova raspodjela ima sljedeći oblik:
Pri tome je:
y-vjerovatnoća,
σ-standardna devijacija,
-aritmetička sredina.
Maksimalna vrijednost Gaussove raspodjele je u njegovoj srednjoj vrijednosti pri tom ova funkcija zavisi od varijanse. Kod računanja ove raspodjele usvaja se da vjerovatnoća ima vrijednost u nekom intervalu, tada je
Parametri Gaussove raspodjele su aritmetička sredina i standardna devijacija. S obzirom da je za mjernu nesigurnost i mjerne razultate obrađen veći broj podataka, no najčešće se uzimaju sljedeće vrijednosti: 68,26% i 99,73%. S obzirom na ove navedene vrijednosti, sada ćemo ovdje predstaviti kako se računa Gaussova raspodjela:
1. Procjena izračunate vrijednosti:
2. Kvadrat standardne nesigurnosti:
7

3. Standardna nesigurnost:
4. Poluprečnik intervala:
Za vjerovatnoću od 99,73% za datu gornju i donju vrijednost:
5. Procjena proračunate vrijednosti:
6. Kvadrat standardne nesigurnosti:
7. Standardna nesigurnost:
8. Poluprečnik intervala:
8

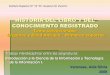
Slika 1. GAUSS-OVA RASPODJELA [1]
PRAVOUGAONA JEDNOLIKA RASPODJELA
Kod ove raspodjele smatra se da je vjerovatnoća da će se iste veličine X i naći unutar granica a+ i a- tako da će se rezultat naći u tim granicama jednak 1(100%), a ukoliko Xi leži izvan tog intervala, tada će biti jednak nuli (0%). Tako elementi karakteristični za ovu raspodjelu su:
1) Procjena proračunate vrijednosti
2) Kvadrat standardne nesigurnosti
3) Ako se usvojene granice nalazeu intervalu
4) Tada kvadrat standardne nesigurnosti ima sljedeći oblik
ili
TROUGAONA (TROKUTNA) RASPODJELA
Kod ove raspodjele može se očekivati da su vrijednosti u blizini granica intervala manje vjerovatne od vrijednosti u blizini sredine tog intervala, tako da je u nekim slučajevima realno pravougaonu raspodjelu zamjeniti trapeznom raspodjelom sa istm bočnim stranicama
sa širinom osnovice 2a=a+ - a-,i širinom gornje stranice 2aβ(0 ).U slučaju da je β 1,
tadaće trapezna raspodjela da teži pravougaonoj raspodjeli, u suprotnom ako β 0, tada će
trapezna raspodjela težiti trougaonoj raspodjeli. Trougaona raspodjela opisuje se sljedećom funkcijom, uzimajući u obzir interval [xi-a, xi+a]:
Za trougaonu raspodjelu važniji elemnti su:
A. Procjena proračunate vrijednosti
9

B. Kvadrat standardne nesigurnosti
C. Sa granicama intervala na rastojanju
D. Tada izraz za kvadrat standardne nesigurnosti ima oblik
E. Standardna nesigurnost
F. Poluprečnik intervala
10

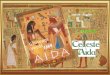
Slika 2. [2]
IZRAČUNAVANJE STANDARDNE NESIGURNOSTI
ZA IZLAZNU PROCJENU
Za izračunavanje standardne nesigurnosti izlazne procjene Y potrebno je poznavati da li su te iste ulazne veličine:
Korelisane- tako na primjer dvije veličine su korelisane, ukoliko one zavise jedna od druge, pri takvim slučajevima javlja se kovarijancija, pridružuje se dvjema ulaznim veličinama, izvor je nesigurnosti, ili su
Nekorelisane-suprotno od korelisanih.
Kod nekorelisanih ulaznih veličina procjeni izlazne veličine y pridodaje se kvadrat standardne nesigurnosti.
POVEĆANA (PROŠIRENA) MJERNA NESIGURNOST
U EAL-u donesena je odluka da mjeriteljski laboratoriji, koje su ovlastili članovi EAL-a, moraju da iskazuju povečanu mjernu nesigurnost U. Taj oblik mjerne nesigurnosti se dobije tako što se standardna nesigurnost u(y) procjene y izlazne veličine pomnoži sa faktorom pokrivanja k, tj.:
U=k*u(y)
Pri tome se mjerni rezultat predstavlja sa proširenom nesigurnosti Y=y ili sa y-U
.
11

ZAKLJUČAK
Mjerna nesigurnost je važna komponenta koja čini mjerni rezultat i njen izvještaj je neophodan da bi se mogla donijeti odluka da li je rezultat adekvatan za određenu upotrebu. S obzirom da svaki rezultat mjerenja u sebi sadrži grešku mjerenja, rezultat mjerenja se dobije samo približno tačnoj vrijednosti mjerene fizičke veličine.
12

LITERATURA
[1,2] Mr. Muriz Arifović, dipl.maš.inž., Mjerna tehnika - Vježbe- Funkcije raspodjele-Mašinski fakultet u Zenici, Zenica oktobar 2013.godine ()
- Prof.dr. Nermina Zaimović-Uzunović, Mjeriteljska infrastruktura, Mašinski fakultet u Zenici, Zenica, 2003 godine
- Zaimović-Uzunović N.,Denjo D.:Vrste i načini različitih distribucija pri računanju mjerne nesigurnosti, Zbornik radova 5.međunarodnog naučno-stručnog skupa „TMT 2000“, Zenica 2000
- Publikacija EA-3/02: Izražavanje mjerne nesigurnosti pri količinskom mjerenju, Državni zavod za normalizaciju i mjeriteljstvo, Zagreb 2000,
- Publikacija EA-4/=“:Izračunavanje mjerne nesigurnosti pri kalibrisanju, Državni zavod za normalizaciju i mjeriteljstvo, Zagreb 2000 godine.
- R.prof.dr Nermina Zaimović-Uzunović, Mjerna tehnika, Mašinski fakultet u Zenici, Zenica, 2006 godine
- http://www.wmo.int/pages/prog/gcos/documents/gruanmanuals/UK_NPL/mgpg11.pdf
- http://www.dit.ie/media/physics/documents/GPG36.pdf
13