Embed Size (px)
DESCRIPTION
Literatura
Citation preview

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 1/99
STRUGANJE
Dr Miroslav Radovanović, red. profesor

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 2/99
STRUGANJE predstavlja najstariju i najrasprostranjeniju
metodu obrade. Namenjeno je za obradu spoljašnjih iunutrašnjih rotacionih površina alatom koji se naziva
strugarski nož.

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 3/99
Predmeti koji se izraĎuju na strugu

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 4/99
Predmeti koji se izraĎuju na strugu

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 5/99
Predmeti koji se izraĎuju na strugu

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 6/99
Predmeti koji se izraĎuju na strugu

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 7/99
PRINCIP OBRADE
Proces rezanja omogućavaju dva kretanja- glavno i pomoćno.
Glavno kretanje pri struganju je obrtno kretanje obratkaodreĊeno brojem obrtaja n (o/min).
Brzina rezanja vc (m/min) jednaka je obimnoj brzini na
spoljašnjem preĉniku obratka.
Pomoćno kretanje je pravolinijsko kretanje alata odreĊenobrzinom pomoćnog kretanja vf (mm/min) ili korakom f (mm/o).
Korak f je put koji preĊe
alat –strugarski nož(uzdužno ili popreĉno)
dok obradak izvrši jedan
obrtaj.

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 8/99
PODELA STRUGANJA
Struganje se može podeliti na osnovi više kriterijuma.
• Prema kvalitetu obraĊene površine:
grubo i fino
• Prema kinematici:uzdužno i popreĉno
• Prema položaju obraĊene površine:
spoljašnje i unutrašnje.
• Prema obliku obraĊene površine:
okruglo, ravno(popreĉno), konusno, profilno, kopirno,
struganje navoja i neokruglo.

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 9/99
METODE STRUGANJA
Prema DIN 8589, metode struganja su:
- struganje ravno,
- struganje okruglo,- struganje navoja,
- struganje relativnim kotrljanjem,
- struganje profilno i
- oblikovanje struganjem.

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 10/99
STRUGANJE RAVNO
a) b) c)

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 11/99
Ravno (poprečno) struganje
Struganje ravno

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 12/99
Odsecanje na strugu

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 13/99
STRUGANJE OKRUGLO
a) b) c)
d) e)

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 14/99
Uzduţno spoljašnje struganje
Struganje okruglo

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 15/99
Uzduţno unutrašnje struganje
Struganje okruglo

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 16/99
Struganje konusa
Struganje okruglo

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 17/99
STRUGANJE NAVOJA
a) b) c)

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 18/99
Struganje navoja
Struganje navoja

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 19/99
STRUGANJE PROFILNO
a) b) c)
d) e)

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 20/99
Profilno struganje - ţleb
Struganje profilno

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 21/99
OBLIKOVANJE STRUGANJEM
a) b) c) d)

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 22/99
Oblikovanje struganjem

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 23/99
Neokruglo struganje
Neokruglo struganje

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 24/99
ELEMENTI PRESEKA REZNOG SLOJA
Rezni sloj je sloj materijala obratka koji zahvati nož u
procesu rezanja.
Elementi preseka reznog sloja kod struganja su:- debljina reznog sloja,
- širina reznog sloja i
- površina popreĉnog preseka reznog sloja.
Rezni sloj se odnosi na sloj materijala obratkaneposredno pre njegovog pretvaranja u strugotinu.

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 25/99
ELEMENTI PRESEKA REZNOG SLOJA
f a bhA
sin
a b
sinf h
p
p

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 26/99
BRZINA REZANJA
Brzina rezanja je brzina kojom rezni klin alata skida
zahvaćeni sloj materijala obratka.
Kod struganja brzina rezanja jednaka je obimnoj brziniglavnog (obrtnog) kretanja.
Brzina rezanja se može odrediti na osnovu kinematike
rezanja i na osnovu tenoloških parametara.

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 27/99
Kinematska brzina rezanja
Kinematska brzina rezanja je izraţena pomoću osnovnih
kinematskih veličina: broja obrtaja i prečnika obratka.
OdreĎuje se pomoću jednačine:
gde je: vc (m/min)-brzina rezanja,
D (mm)-najveći prečnik povr šine rezanja,n (o/min)-broj obrtaja obratka
(glavnog vretena mašine).
1000Dnvc

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 28/99
Tehnološka brzina rezanjaTehnološka brzina rezanja pokazuje zavisnost od fizičkih
parametara procesa rezanja. OdreĎuje se pomoću jednačine:
gde je: T (min)-postojanost alata,
a p (mm)-dubina rezanja,f (mm/o)-korak,
Cv, m, x, y-faktori koji zavise od fizičko-mehaničkih
karakteristika materijala alata i obratka i od uslova obrade.
vyx
p
m
vc k f aT
Cv

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 29/99
SILE I OTPORI REZANJAProces rezanja je moguć samo ako se deluje
mehaničkom silom preko reznog alata na obradak.
Pod dejstvom ove sile, koja se zove sila rezanja,
počinje prodiranje reznog klina alata u materijal
obratka a time i proces rezanja.Otporom rezanja naziva se sila koja je po pravcu i
intenzitetu jednaka sili rezanja, ali je suprotnog
smera. Za razliku od sile rezanja, kojom rezni klin
alata deluje na zahvaćeni sloj, otpor rezanjaopterećuje rezni klin alata u procesu rezanja.

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 30/99
Rezultujući otpor rezanja kod struganju razlaţe se na tri
meĎusobno upravne komponente:
- glavni otpor rezanja Fc,- otpor prodiranja F p i
- otpor u pravcu pomoćnog
kretanja Ff .

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 31/99
ALATI ZA STRUGANJE
Rezni alat je deo obradnog sistema rezanja koji direktno deluje na
obradak skidajući sloj materijala (strugotinu).
Kod struganja, kao osnovni rezni alati, koriste se:
strugarski noţevi, zabušivači, spiralne burgije, proširivači,
razvrtači, i ureznice i nareznice.
Strugarski noţ ima definisanu geometrijureznog dela, s jednim glavnim sečivom.
Rezni deo izraĎuje se od materijala znatnoveće tvrdoće od obraĎivanog materijala,
a najčešće se koriste brzorezni čelici,tvrdi metali, cermet, keramika i kubni
nitrid bora.

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 32/99
Strugarski nožStrugarski noţ se sastoji iz dva osnovna dela: glave noţa, na kojoj
se nalaze rezni elementi sa sečivima, i tela noţa, preko kojeg se postavlja i pričvr šćuje alat za nosač na mašini.

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 33/99
Statiĉka geometrija strugarskog noža
Statička rezna geometrijastrugarskog noţa odreĎuje se:
а) uglovima koji odreĎuju poloţajsečiva, a to su:
napadni ugao i
ugao nagiba sečiva с.б) uglovima koji odreĎuju rezniklin, a to su:
grudni ugao ,
ugao reznog klina i
leĎni ugao .
LeĎni ugao mora biti uvek
pozitivan, dok grudni ugao i
ugao nagiba sečiva с mogu biti
pozitivni i negativni.

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 34/99
Rezna geometrija alata ima odlučujuću ulogu u procesu rezanja. Od nje direktnozavisi obraĎena površina (oblik, tačnost, kvalitet).
Kinematiĉka rezna geometrija strugarskog noža
Kinematička geometrija strugarskog noţa definiše geometriju reznog dela utoku procesa rezanja. Kao posledica pomoćnog kretanja alata, sečivo alataopisuje zavojnu površinu sa uglom penjanja zavojnice . Usled toga, leĎniugao noţa u normalnom preseku se smanjuje za ugao penjanja zavojnice, dok segrudni ugao noţa u normalnom preseku za isti ugao povećava.
nne
nne

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 35/99
PODELA STRUGARSKIH NOŽEVA
- Prema vrsti obrade:
strugarski noţevi za grubu obradu i
strugarski noţevi za finu obradu.
- Prema poloţaju glavnog sečiva:
levi strugarski noţevi idesni strugarski noţevi.
- Prema načinu izrade:
strugarski noţevi napravljeni iscela,
strugarski noţevi sa lemljenim reznim pločicama istrugarski noţevi sa mehanički pričvr šćenim
(izmenljivim, okretnim) reznim pločicama.

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 36/99
Levi i desni strugarski noţ

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 37/99
Podela strugarskih noţeva prema obradi
P d l kih ţ ISO d d

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 38/99
Podela strugarskih noţeva prema ISO standardu

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 39/99
NOŽEVI SA PLOĈICOM OD TVRDOG METALA
Kod ovih noţeva rezni deo je od tvrdog metala , dok je dr ška noţa
od konstruktivnog čelika .Tvrdi metal se na glavu noţa postavlja u obliku posebnih pločica
koje mogu biti lemljene ili mehanicki pričvr šćene.

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 40/99
1
.
Presek A-B Presek C-D
.
Rezna geometrija
strugarskog noţasa reznom pločicom
N ţ i i lji l či

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 41/99
Noţevi sa izmenljivom reznom pločicom
Izbor strugarskih noževa

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 42/99
Oblik strugarskog noţa bira se u zavisnosti da li se obraĎuje spoljašnja ili unutrašnja površina, uzduţno ili poprečno.U zavisnosti od dubine rezanja, reţima obrade i dimenzija obradka biraju sedimenzije noţa. U najvećem broju slučajeva dimenzije poprečnog preseka drške noţasu 16x16, 20x20, 25x25 i 32x32. Kod noţeva za poprečnu obradu često se bira noţ sa
dimenzijama poprečnog preseka drške 20x25 i 25x32. Duţina strugarskog noţa zavisiod dimenzija poprečnog preseka drške.Sam oblik glave noţa zavisi od oblika površine koja se obraĎuje. Napadni ugaoglavnog sečiva odreĎen je geometrijom predmeta obrade i najčešće je 90°, 60° i 45°,
s tim da moţe imati i druge vrednosti.
Kod univerzalnih strugova, i u najvećem broju slučajeva, bira se desnorezni noţ.
Izbor strugarskih noževa

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 43/99
Oblici držaĉa i reznih ploĉica strugarskih noževa

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 44/99
Oblici držaĉa i reznih ploĉica strugarskih noževa

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 45/99
Izbor reznih ploĉica za strugarske noževe
Prilkom izbora rezne pločicemora se voditi računa o materijaluobradka i kvalitetu obraĎene površine. Najzastupljenije sutrugaone, kvadratne i romboidne
pločice sa negativnomgeometrijom (=0, oznaka N) i
sa pozitivnom geometrijom
(=11, oznaka P). Najčešćekorišćena debljina rezne pločice
je 3 i 4 mm, a radijus vrha pločice0.8, 1.2 i 1.6 mm. Duţina sečiva
pločice je različita za različiteoblike pločica.

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 46/99
Rezna geometrija – po izboru proizvoĎača
Fina obrada Srednja obrada Gruba obrada
Izbor materijala rezne ploĉice za struganje

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 47/99
Izbor materijala rezne ploĉice za struganje

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 48/99
O t p o r n o s t n a h a b a n j e
B r z i n a r e z a
n j a
Č v r s t o ć a i t v r d o ć a n a p o v i š e n
i m t e
m p .
Čvrstoća i žilavost
Brzorezni čelici
Prevučeni brzorezni čelici
Sitnozrnati
tvrdi metal
Prevučeni
tvrdi metal
tvrdi metal na
bazi WC
Cermet
Idealni rezni
materijal
Vlaknimaojačana
keramika
Nitridna
keramika
Si3N4
Oksidna
keramika
Al2O3
PCDCBN
MATERIJAL REZNOG ALATA

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 49/99
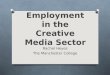
Na slici je prikazan istorijski razvoj materijala za rezne alate i njihova primena s
obzirom na materijal obratka i brzinu rezanja. Razvoj materijala za rezne alate
doveo je do značajnih povećanja reţima rezanja i sk r aćenja mašinskog vremenaizrade, što ima za posledicu povećanje produktivnosti i ekonomičnosti.
Period posle 2000. godine se moţe smatrati teţnjom ka obradi velikim brzinama
rezanja (High Speed Cutting), koja bi u budućnosti mogla biti široko primenjena.
Osnovni elementi pri struganju

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 50/99
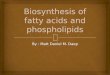
Osnovni elementi pri struganju
UZDUŢ NO STRUGANJE OKRUGLO:
d1-prethodni prečnik,
d2-obraĎeni prečnik,
L-put noţa u zahvatu,
l-duţina obrade,
l1-put ulaska noţa u zahvat,
-napadni ugao,
i-broj prolaza,
-dodatak za obradu,
a p -dubina rezanja,
v-brzina rezanja,
n-broj obrta,
f-korak uzduţni,
vf -brzina pomoćnog kretanja
(aksijalna),
b-širina reznog sloja,h-debljina reznog sloja,
tg-glavno vreme,
q-proizvodnost
1l l L
tg
al
p
1
1000
ndv 1c
nf vf
2
21 d d
pai
inf
Ltg
c pfvaq
L
l1
d1
d2 ap
. v f
nl1

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 51/99
STRUGOVIStrugovi su alatne mašine predviĎene za obradu
spoljašnjih i unutrašnjih cilindričnih povr šina, kao i
ravnih čeonih povr šina rotacionih delova.
Na strugovima se mogu izraĎivati spoljašnji iunutrašnji navoji strugarskim noţevima za rezanje
navoja, ureznicima i nareznicima i specijalnim
reznim glavama za navoje.
Na strugu se mogu izraĎivati i obraĎivati rupe i
otvori burgijama, proširivačima i razvrtačima.

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 52/99
PODELA STRUGOVA- Prema obimu i vrsti proizvodnje:
strugovi za pojedinačnu i maloserijsku proizvodnju, strugovi zaserijsku proizvodnju, strugovi za velikoserijsku i masovnu
proizvodnju.
- Prema stepenu automatizacije:
univerzalni strugovi, revolver strugovi, kopirni strugovi, vertikalnistrugovi i automatski strugovi.
- Prema vrsti upravljanja:
strugovi sa ručnim upravljanjem, strugovi sa numeričkim
upravljanjem (NC-strugovi) i strugovi sa kompjuterskim
numeričkim upravljanjem (CNC-strugovi).
- Posebnu vrstu čine centri za struganje na kojima se pored
strugarskih operacija obavljaju i operacije glodanja, bušenja i druge.
Uni er alni str g

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 53/99
Univerzalni strugovi su alatne mašine predviĎene za pojedinačnu proizvodnju
rotacionih delova. Uključivanje i posluţivanje mašine obavlja se ručno. Veličine
koje karakterišu univerzalne strugove su: visina šiljaka i duţina struganja.
Univerzalni strug
l i i l

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 54/99
Delovi univerzalnog struga
Bočni prenos
Vretenište sa nortonom
Delovi univerzalnog struga

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 55/99
Delovi univerzalnog struga
Vretenište Vreteno
Norton prenosnik
Delovi univerzalnog struga

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 56/99
Delovi univerzalnog struga
Postolje sa
voĎicama Linete
Delovi univerzalnog struga

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 57/99
Delovi univerzalnog struga
Konjić
Suport Nosač alata

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 58/99
Operacije na strugu

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 59/99
Univerzalni strug PA-45
Potisje – Ada

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 60/99
Tehniĉke karakteristike

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 61/99
Tehniĉke karakteristike

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 62/99
Tablica navoja i koraka
P ib k d i l

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 63/99
Pribor kod univerzalnog struga
Univerzalni strug TVP-200 i TVP-250

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 64/99
Univerzalni strug TVP-200 i TVP-250
Prvomajska –Raša

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 65/99
Ĉeoni strug
Ĉeoni strug

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 66/99
Ĉeoni strug
Revolver strug

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 67/99
Revolver strugovi se razlikuju od univerzalnih po tome što umesto nosača
šiljka (konjića) imaju revolversku glavu u koju se smeštaju alati.Revolverska glava je uglavnom šestougaona i moţe biti vertikalna,
horizontalna i pod uglom. U revolversku glavu se pozicioniraju alati za
uzduţne a u dr ţaču za poprečne obrade. Operacije rezanja obavljaju se
sukcesivnim okretanjem revolverske glave. Pri tome ne postoji potreba da
se alati menjaju. Uključivanje i posluţivanje mašine obavlja se ručno.
Revolver strug
Kopirni strug

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 68/99
Kopirni strugovi su najčešće univerzalni strugovi sa dodatkom kopirnog
ureĎaja. Koriste se u serijskoj proizvodnji delova sa sloţenim cilindričnim
povr šinama. Znatno smanjuju vreme obrade uz istovremeno povećanje tačnosti iistovetnosti mera na svim delovima. Kopirni ureĎaji mogu biti hidraulični ili
elektronsko-hidraulični. Upravljanje i posluţivanje je ručno.
Kopirni strug

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 69/99
Kopirni ureĎaj
Vertikalni strug

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 70/99
Vertikalni strugovi se karakterišu kruţnim horizontalnim stolom i vertikalno
postavljenim glavnim vretenom. Dr ţači alata, koji se nalaze na vertikalnim
nosačima, kreću se po horizontalnim voĎicama na poprečnom nosaču i po
vertikalnim voĎicama na stubovima. Vertikalni strugovi mogu biti sa jednim i dva
stuba i sa jednim ili dva vertikalna nosača. Namenjeni su obradi delova velikih
dimenzija i masa. Odnos visine i prečnika obratka kreće se od 0,3 do 0,7.
Upravljanje i posluţivanje je ručno.
Vertikalni strug
Vertikalni strug sa jednim stubom

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 71/99
Vertikalni strug sa jednim stubom
Vertikalni strug sa dva stuba

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 72/99
g
Vertikalni strug Dorries

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 73/99
Automatski strug

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 74/99
Automatski strugovi su mašine sa velikim brojem povezanih operacija. Na njima
se vr ši obrada rotacionih delova, u velikoserijskoj i masovnoj proizvodnji.
Automatski strugovi mogu biti jednovreteni i viševreteni. Automatizacijom suobuhvaćeni: donošenje materijala ili pripremaka, stezanje i otpuštanje obratka,
ciklus pomoćnih kretanja i automatska orijentacija obratka.
g
Automatski strug ‘Potisje-Mahurin’
Automatski strug ‘Prvomajska’

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 75/99
Automatski strug Prvomajska

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 76/99
NC-strugovi (NC-Numerical Control) su fleksibilno
automatizovani strugovi sa numeričkim upravljanjem.
Namenjeni su za automatizovanu pojedinačnu i maloserijsku
proizvodnju.
Geometrijske i tehnološke naredbe u programu predstavljajuformalizovani tehnološki postupak obrade ili NC-program.
Program se najčešće nanosi na bušenu traku čijim se čitanjem
u upravljačkoj jedinici dobijaju signali kojima se upravlja
radom mašine. NC-strug karakteriše daljinsko upravljanjemašinom. Sve ose kretanja imaju sopstvene pogone (motore),
merne sisteme i povratnu spregu do upravljačke jedinice.
NC strug
NC strug ‘Potisje Ada’

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 77/99
NC strug Potisje-Ada
NC strug ‘Prvomajska’

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 78/99
NC strug Prvomajska

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 79/99
CNC-strugovi (CNC-Computerized Numerical Control) su
fleksibilno automatizovani strugovi sa računarskim numeričkim
upravljanjem. Namenjeni su za automatizovanu pojedinačnu imaloserijsku proizvodnju. Upravljačka funkcija se ostvaruje
pomoću programa u CNC-računaru. Kod CNC-struga bušena
traka se učitava samo jedanput. U toku obrade upravljački CNC-
sistem koristi memorisani program za upravljanje mašinom.
Povećana je tačnost rada izbacivanjem iz upotrebe čitača trake.
CNC strug
CNC strug

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 80/99
CNC strug
CNC strug

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 81/99
g
Simulacija obrade na CNC strugu

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 82/99
Ob d CNC

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 83/99
Obrada na CNC strugu

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 84/99
Centri za struganje omogućavaju izvoĎenje operacija bušenja
i glodanja, obezbeĎujući obrtno kretanje alata u revolverskoj
glavi, pri čemu obradak miruje. Mašina je numerički
upravljana. Proširila je operacije na obradu glodanjem čime je preuzela funkciju glodalice. Na centrima za struganje moguće
je izvesti, pri jednom stezanju, spoljašnje i unutrašnje, uzduţno
i poprečno struganje, aksijalno i radijalno bušenje,
proširivanje, razvrtanje, rezanje navoja i glodanje. Centri za
struganje su opremljeni sa automatskim izmenjivačima alata i
sistemom za automatsko odvoĎenje strugotine iz zone rezanja.
Centar za struganje
Centar za struganje

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 85/99
g j
Fleksibilni obradni sistem za struganje

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 86/99

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 87/99
Automatizovano manipulisanje predmetom obrade
Automatizovano manipulisanje predmetom obrade

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 88/99

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 89/99
Automatizovan dotur šipkastog mterijala
CNC strug sa ureĎajem za automatski dotur materijala

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 90/99

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 91/99
POMOĆNI PRIBOR
Koristi se za pozicioniranje, postavljanje, stezanje i
pridr ţavanje obratka.
Najčešće korišćeni pomoćni pribor kod struga je:
- stezna glava,
- stezna ploča,
- pokretna i nepokretna lineta,
- trnovi i
- stišljive čaure.
Standardni (univerzalni) pomoćni pribor

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 92/99
Stezna glava
Standardni (univerzalni) pomoćni pribor
Stezna glava se upotrebljava za brzo stezanje okruglih predmeta i predmeta pravilnog oblika. Stezne šape su spregnute preko spirale tako da izvoderavnomerno pomeranje i na taj način centrično steţu predmet obrade. Postojestezne glave sa dve, tri i četiri stezne šape.
Standardni (univerzalni) pomoćni pribor

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 93/99
Stezna ploča
Stezna ploča se upotrebljava za brzo stezanje neokruglih predmeta i predmetanepravilnog oblika. Stezne šape nisu spregnute tako da mogu nezavisno da se pomeraju i na taj način steţu predmet obrade.
Standardni (univerzalni) pomoćni pribor

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 94/99
Šiljci
Za centrično stezanje dugačkih predmeta koriste se šiljci koji se postavljaju uradno vreteno i pinolu konjića na strugu ili u podeoni aparat na glodalici. Prenosobrtnog kretanja na predmet vrši prenosna ploča sa srcastim povlakačem. Postojenormalni šiljci i polušiljci. Polušiljci su pogodni za struganje čeonih površina.Okretni šiljci se koriste da bi se izbeglo trenje izmeĎu predmeta i šiljka.
Standardni (univerzalni) pomoćni pribor

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 95/99
Čeoni okretač se koristi za obrtanje predmeta pri obradi na strugu. Aksijalnim pristiskom klinovi ovih okretača prodiru u čeonu površinu predmeta. Na taj načinse obezbeĎuje spoj predmeta sa okretačem i prenos obrtnog momenta. Čeoniokretači omogućavaju obradu predmeta po celoj njegovoj duţini u jednom zahvatu.
Čeoni okretač
Standardni (univerzalni) pomoćni pribor

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 96/99
Stezna čaura se koristi na strugu za brzo stezanje predmeta valjčastog oblika malog prečnika i naglodalici za stezanje vretenastih glodala sa
valjčastom drškom.
Stezna čaura
Standardni (univerzalni) pomoćni pribor

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 97/99
Srcasti povlakač
Standardni (univerzalni) pomoćni pribor

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 98/99
Stezač noţa
( ) p p

7/17/2019 PT2-Struganje-2014
http://slidepdf.com/reader/full/pt2-struganje-2014 99/99
KRAJ