Embed Size (px)
Citation preview

56
PRZEGL�D MODELI OCENY STOPNIA WDRO�ENIA KONCEPCJI LEAN SIX
SIGMA I MO�LIWO�CI ICH ZASTOSOWANIA DO SEKTORA M�P – STUDIUM
PRZYPADKU
SŁAWOMIR �WITEK
Streszczenie
Artykuł przedstawia kilka kluczowych modeli stosowanych do oceny dojrzało�ci
szczupłego wytwarzania i six sigma. Zaprezentowane studia przypadków doprowa-
dziły do wniosku, �e modele oceny pierwotnie zaprojektowane do oceny całych
organizacji, mog� by� zastosowane do mniejszych, wyselekcjonowanych obszarów
w firmie jako integralna cz��� fazy Zdefiniuj i Analizuj w projektach six sigma, wyda-
rze� Kaizen oraz do małych i �rednich przedsi�biorstw (M�P).
W wyniku przeprowadzonych rozwa�a�, zaproponowano now� wersj� tabeli de-
cyzyjnej, pomagaj�cej firmom z sektora M�P w doborze wła�ciwej metodyki
usprawnie�, która zale�y od ich potrzeb i zdolno�ci. Ponadto zasugerowano u�ycie
modelu TAM do badania behawioralnej intencji u�ycia koncepcji Lean Six Sigma
przez uczestników programu oraz zaprezentowano wyniki wst�pnego badania
pilota�owego.
Słowa kluczowe: six sigma, szczupłe wytwarzanie, małe i �rednie przedsi�biorstwa (M�P), Model
Akceptacji Technologii (TAM)
Wprowadzenie
W tym roku mija 26 lat od opublikowania ksi��ki Womacka i Jonesa – „Maszyna, która
zmieniła �wiat”, która obwie�ciła zachodniemu �wiatu powstanie w Toyocie nowego systemu
zarz�dzania produkcj�, którego uczeni z MIT nazwali szczupłym wytwarzaniem (z ang. lean
manufacturing), za� kilka lat wcze�niej powstała w Motoroli koncepcja six sigma, b�d�ca
odpowiedzi� zagro�onej upadło�ci� firmy zmagaj�cej si� z problemami jako�ciowymi i konkurencj�dobrych i tanich wyrobów z Japonii.
Chocia� obydwa podej�cia wyrosły w ró�nych gał�ziach przemysłu (motoryzacja,
elektrotechnika), to szybko zacz�ły by� na�ladowane przez inne firmy i stały si� trzonem
korporacyjnych programów Operacyjnej Doskonało�ci (z ang. Operational Excellence). Porter
u�ywa okre�lenia operacyjnej efektywno�ci (z ang. operational effectiveness), gdy� osi�gni�cie jej
�wiadczy o wykonywaniu tych samych aktywno�ci lepiej ni� konkurencja, u�ywaj�c do ich
wykonania optymalnych zasobów. Ju� w 1996 roku zauwa�a korzy�ci płyn�ce z tych programów
i podkre�la, �e wzmacniaj� one dwie podstawowe strategie konkurowania na rynku – bycie ta�szym
(przywództwo kosztowe) i bycie innym (odró�nianie si� od konkurentów). Porter zwraca uwag�, �e
doskonało�� operacyjna nie jest strategi� i nie zapewnia trwałej przewagi konkurencyjnej [1].
Poł�czenie obydwu koncepcji nast�piło w 2001 roku, gdy� szybko stwierdzono, �e na poziomie
narz�dziowym s� one komplementarne i uzupełniaj� si� nawzajem [2].
Z czasem, na zasadzie dyfuzji i rozpowszechniania praktyk w przemy�le, obydwie koncepcje
zacz�ły by� stosowane w sektorze przedsi�biorstw M�P. Grudowski zauwa�a, powołuj�c si� na
wielu autorów, �e koncepcja lean six sigma stała si� wiod�c�, mi�dzynarodow� metodyk� u�ywan�do poprawiania operacyjnej efektywno�ci [3].

Studies & Proceedings of Polish Association for Knowledge Management
Nr 83, 2017
57
Kluczowym dla firm, tak�e sektora M�P, jest okre�lenie pozycji wyj�ciowej (stopnia gotowo�ci
organizacji) po podj�ciu przez zarz�d decyzji o wdro�eniu koncepcji lean six sigma oraz
umiej�tno�� oceniania stopnia jej wdro�enia. Zestandaryzowany wynik takiej oceny staje si�elementem przegl�du spełnienia celów wdro�eniowych oraz okre�lenia planu działa� do
zniwelowania luk pomi�dzy stanem obecnym a po��danym.
Celem artykułu jest omówienie modeli oceny wdro�enia obydwu koncepcji, okre�lenie ich
przydatno�ci do oceny firm M�P poprzez porównanie prezentowanych w rozdziale drugim trzech
studiów przypadku, zaproponowanie zmodyfikowanej tabeli decyzyjno�ci u�ycia lean six sigma
w organizacji M�P oraz mo�liwo�ci dalszej analizy gotowo�ci organizacji do przyj�cia tej
zintegrowanej koncepcji usprawniania.
Z punktu widzenia zarz�dzania wiedz�, lean i six sigma, b�d�ce interdyscyplinarnymi
koncepcjami rozwa�aj�cymi w swojej metodologii nie tylko narz�dzia ale równie� aspekty
psychospołeczne (np. zagadnienia pracy zespołowej, umiej�tno�ci interpersonalnych oraz
przygotowania i zarz�dzania zmian�), słu�� w organizacji gromadzeniu wiedzy o zarz�dzanych
procesach i jej nowelizacji za pomoc� formalnych repozytoriów dotycz�cych przeprowadzonych
projektów, specyficznych dokumentów jak arkusz pracy standardowej, lekcji jednopunktowych, czy
baz danych tzw. dobrych praktyk, które wypracowane w jednym obszarze, mog� zosta� zastosowane
i w innym. Taka kumulacja i analiza zgromadzonej wiedzy ma swoje implikacje w praktyce
gospodarczej chocia�by w postaci lepszego podejmowania decyzji.
1. Przegl�d literatury
Nale�y przyj��, �e pierwsz� prób� oceny dojrzało�ci organizacji była tzw. siatka dojrzało�ci
systemu zarz�dzania jako�ci� (z ang. Quality Management Maturity Grid, w skrócie QMMG)
opublikowana przez jednego z ameryka�skich guru jako�ci – Philipa Crosby’ego, w jego słynnej
ksi��ce „Jako�� jest za darmo” [8]. W czterech na sze�� ocenianych aspektów, dojrzało�� jest
osi�gana, gdy w firmie zaczyna dominowa� podej�cie proaktywne (prewencyjne) w stosunku do
powstawania defektów. Aby zainteresowa� zarz�d, Crosby, jako praktyk-przemysłowiec proponuje
miernik operacyjny opisuj�cy poziom wykonawstwa (z ang. performance), polegaj�cy na wyra�eniu
kosztów złej jako�ci jako procentowego ułamka sprzeda�y firmy. Aspekt kultury organizacyjnej jest
zawarty w podej�ciu zarz�du i postawie samej organizacji do zarz�dzania jako�ci� oraz roli
mened�era i działu jako�ci w firmie.
Urban stwierdza [9], �e od lat 90-tych ubiegłego stulecia badacze i konsultanci zacz�li proponowa� modele oceny dojrzało�ci organizacji, które współgrały z rozwojem i skal� aplikacji
koncepcji szczupłego wytwarzania, cho� nie zawsze ródło ich powstania dotyczyło tej wła�nie
koncepcji. Przykładem takiego modelu jest słynny model dojrzało�ci i zdolno�ci (z ang. Capability
Maturity Model, w skrócie CMM), powstały na potrzeby kontrahentów oprogramowania dla
ameryka�skiego Departamentu Obrony. Tworz�c go Humphrey [10] wyszedł z wcze�niejszych
opracowa� Crosbiego. Jego model zawiera równie� pi�� poziomów dojrzało�ci, s� one jednak na
tyle uniwersalnie okre�lone (co było zreszt� przedmiotem krytyki), �e mog� by� stosowane do
okre�lenia dojrzało�ci organizacyjnej tak�e w innych obszarach, ni� tylko IT. Według Humphrey’a
dojrzało�� ro�nie wraz ze stopniem sformalizowania i powtarzalno�ci dokonywanego procesu
według przyj�tego standardu (poziom 3), a ko�czy si� przemy�lanym procesem realizacji
usprawnie� w organizacji. Jest on jednym z procesów zarz�dzania w firmie. Jak wida�,

Sławomir �witek
Przegl�d modeli oceny stopnia wdro�enia koncepcji lean six sigma i mo�liwo�ci ich zastosowania
do sektora M�P – studium przypadku
58
wprowadzonym poj�ciom przyj�tego standardu i procesowi usprawniania jest blisko do elementów
szczupłej koncepcji zarz�dania – pracy standardowej i procesu ci�głego usprawniania (z jap. kairyo).
Kolejnym znacz�cym etapem w rozwoju modeli dojrzało�ci był projekt realizowany przez MIT
(Massachusetss Institute of Technology) dla przemysłu lotniczego. Wychodz�c z wysokich
wymaga�, specyficznych dla tego sektora, zdefiniowano zło�ony model oceny dojrzało�ci
wdro�enia szczupłego wytwarzania, którym miała posługiwa� si� sama organizacja (st�d nazwa
modelu – z ang. Lean Enterprise Self-Assesment Tool, w skrócie LESAT). Jego głównym celem jest
okre�lenie obecnego stanu „wyszczuplenia” organizacji oraz jej gotowo�ci do dalszych zmian.
W ka�dej z trzech cz��ci tego modelu okre�lono specyficzne praktyki, których nale�y si�spodziewa� w „szczupłej organizacji”, podlegaj�ce jako�ciowej ocenie polegaj�cej na okre�leniu
stopnia wypełnienia danej praktyki i przypisaniu go do jednego z pi�ciu poziomów, z których ostatni
jest najbardziej zaawansowany i odwołuje si� do podejmowanych działa� innowacyjnych, które
staj� si� najlepszymi praktykami (z ang. best practices) dla podobnych organizacji na całym �wiecie.
Poziomy dojrzało�ci zaproponowane przez Nightingale’a [11] w tym modelu nale�y uzna� jako
rozwini�cie poziomów oceny dokonanej przez Humphrey’a. Z uwagi na swoj� zło�ono��, u�ycie
tego modelu jest bardzo pomocne do okre�lenia stanu obecnego organizacji. Stanowi on jedn�z kluczowych danych wej�ciowych do okre�lenia mapy drogowej wdro�enia szczupłego
wytwarzania.
W�ród prac badawczych z poza ameryka�skiego kr�gu nale�y wymieni� opracowanie
Jorgensena [12], który zarekomendował własny model zdolno�ci do szczupłego wytwarzania (z ang.
lean capability model,w skrócie LCM) na bazie analizy dwunastu firm du�skich, gdzie wdra�ano t�koncepcj�. Jego model opiera si� na dwóch wymiarach – organizacyjnym i technicznym. Jorgensen
wskazał na trudno�ci tych firm w utrzymaniu usprawnie� w dłu�szej perspektywie czasowej
uzale�niaj�c ten aspekt od systematycznego budowania kompetencji okre�laj�cych zdolno��organizacji do wła�ciwego u�ywania narz�dzi i metod szczupłego wytwarzania. Typowe „gaszenie
po�arów” uznał za czynnik behawioralny danej organizacji i przeciwstawił jemu systematyczne
budowanie systemów, procesów i procedur wspieraj�cych ci�głe doskonalenie. Podobnie jak
w LESAT, model uwzgl�dnia potrzeb� wprowadzenia tego typu praktyk w całym ła�cuchu dostaw,
obejmuj�c równie� dostawców.
W jednej z najnowszych prac, Elnadi & Shehab [13] proponuj� model oceny szczupło�ci
systemu produkt – usługa (z ang. Product-Service System Lean Assesment Model, w skrócie PSS
LAM), oparty na pi�ciu czynnikach umo�liwiaj�cych wdro�enie szczupłej koncepcji zarz�dzania
i odpowiadaj�cym jej atrybutom. Atrybuty jak i ich wagi zostały okre�lone po przeprowadzeniu
wywiadów z ekspertami szczupłego wytwarzania i przedstawicielami firm brytyjskich, gdzie
wdro�ono t� koncepcj�. Spo�ród badaczy polskich nale�y wymieni� Urbana [9], który na bazie studiów literatury
przedmiotu zaproponował narz�dzie oceny dojrzało�ci szczupłego zarz�dzania (z ang. Lean
Management Maturity Assesment Tool, w skrócie LMMAT) uwzgl�dniaj�ce czynnik kulturowy
organizacji, jako jeden z głównych czynników umo�liwiaj�cych wdro�enie koncepcji lean (z ang.
lean enablers). Wymienia w�ród nich nieuwzgl�dniony przez Womacka i Jones’a jak
i w póniejszych pracach Likera, aspekt „szacunku dla pracownika”. Drug� cz��ci� oceny s�osi�gni�te wyniki. To bardzo wa�na praca, która odpowiada na fal� krytyki dotycz�c� tego podej�cia
wynikaj�c� z bł�dów poznawczych popełnionych przy interpretacji systemu TPS. Niektórzy
z najbardziej krytycznych autorów [14] stwierdzaj� wr�cz, �e szczupłe wytwarzanie nie jest równe

Studies & Proceedings of Polish Association for Knowledge Management
Nr 83, 2017
59
Systemowi Produkcyjnemu Toyoty i podkre�laj� ró�nice, w szczególno�ci dotycz�ce przywództwa
(np. ró�na definicja lidera, proces uczenia si�). Jedn� z ostatnich propozycji podał Pie�kowski [15], który wykorzystał model
zestandaryzowanego wdra�ania szczupłego wytwarzania (z ang. Leadership People Process
Outcome implementation model – model wdro�eniowy Przywództwo Ludzie Proces Wynik,
w skrócie LPPO), zdefiniowanego przez Dibia i inn. [16], do dokonania oceny tego� wdro�enia
poprzez przyj�cie pi�ciostopniowej skali wg LESAT.
Oprócz opracowa� autorskich o rodowodzie akademickim, jest te� wiele modeli oceny
wypracowanych przez praktyków i konsultantów zajmuj�cych si� problematyk� wdra�ania
koncepcji lean i six sigma. Jednym z najwcze�niej zaproponowanych modeli jest tzw. ocena
szczupło�ci (z ang. Lean Assesment, w skrócie LA), w której dokonuje si� trójstopniowej oceny
o�miu atrybutów szczupłej organizacji. Znamiennym jest tutaj integracja koncepcji six sigma
w ogóln� koncepcj� szczupłego przedsi�biorstwa (z ang. lean enterprise), zaledwie dwa lata po
propozycji zintegrowanego podej�cia lean six sigma. Specyficznym dla tego modelu jest jego
„techniczno��”, gdzie elementy mi�kkie zwi�zane z organizacj� i przywództwem nie stanowi�wyodr�bionych obszarów, a jedynie pojawiaj� si� zaszeregowane w poszczególnych obszarach
oceny. Jest to checha charakterystyczna dla modeli z tego okresu.
Podobnymi cechami charakteryzuje si� model stosowany przez jedn� z mi�dzynarodowych
firm doradczych (z ang. Lean Six Sigma Maturity Model), stosowany przez Autora tego artykułu
przez wiele lat dla oceny wdro�enia koncepcji lean six sigma. Stanowi on dobry balans pomi�dzy
kilkuczynnikowymi, uproszczonymi modelami oceny a zło�onym modelem LESAT i jest zupełnie
wystarczaj�cy do wła�ciwego zdiagnozowania danej organizacji. Pi�ciostopniowa skala oceny
korzysta znacz�co ze skali modelu CMM.
Tabela nr 1 nie ujmuje pełnej dyskusji pozycji literaturowych. Dokonany przegl�d literaturowy
ogranicza si� do kilku kluczowych pozycji, które z perspektywy czasowej mo�na okre�li� jako
„kamienie milowe” w rozwoju proponowanych modeli dojrzało�ci przedsi�biorstwa.
Tabela 1. – Przegl�d modeli dojrzało�ci organizacji
Model dojrzało�ci Główne cechy modelu
Crosby (1979) – QMMG Zawiera pi�� poziomów dojrzało�ci – 1/niepewno��, 2/budzenie si�, 3/o�wiecenie, 4/m�dro�� i 5/ pew-
no��. Poziomy te dotycz� nast�puj�cych aspektów:
podej�cia zarz�du i jego zrozumienia zasad zarz�-dzania jako�ci�, bie��cego statusu co do zasad
zarz�dzania jako�ci�, w której dana organizacja si�znajduje, sposobu rozwi�zywania problemów,
koszty złej jako�ci jako % sprzeda�y firmy, działa-
nia usprawniaj�ce jako�� oraz ogólna postawa
organizacji dotycz�ca zarz�dzania jako�ci�.Humphrey (1989–1995) – CMM i jego dalsze mo-
dyfikacje
5 poziomów: wst�pny (chaotyczny), powtarzalny,
zdefiniowany, zarz�dzany oraz optymalizuj�cy
Model oceny dojrzało�ci lean six sigma jednej z glo-
balnych firm doradczych (1996), wraz z
póniejszymi modyfikacjami – LSS MM
20 ocenianych aspektów: czysto��, szkolenia krzy-
�owe, umocnienie pracowników, cele zarz�dzania,
wskaniki, organizacja miejsca pracy, komunikacja,
prewencyjne i autonomiczne utrzymanie ruchu, me-
toda rozwi�zywania problemów, sterowanie

Sławomir �witek
Przegl�d modeli oceny stopnia wdro�enia koncepcji lean six sigma i mo�liwo�ci ich zastosowania
do sektora M�P – studium przypadku
60
Model dojrzało�ci Główne cechy modelu
procesami, planowanie produkcyjne, zarz�dzanie ja-
ko�ci�, role i odpowiedzialno�ci, bezpiecze�stwo,
redukcja czasów przezbroje�, grupy robocze, termi-
nowo��/absencja, systemy zarz�dzania wizualnego,
poziomowanie pracy i zarz�dzanie zapasami, praca
standardowa
Nightingale & Mize (2002–2005) – LESAT i jego
modyfikacje
Zło�ony z trzech sekcji – transformacji i przywódz-
twa, procesów cyklu �ycia wyrobów oraz
infratruktury sprzyjaj�cej wdro�eniu szczupłego za-
rz�dzania. W ka�dej sekcji ocenieniu podlegaj�praktyki szczupłego zarz�dzania.
Henderson & Larco (2003) – LA Podlega ocenie 8 atrybutów Szczupłego Przedsi�-biorstwa – 1/porz�dek i bezpiecze�stwo miejsca
pracy, 2/ produkcja „just in time”, 3/six sigma wbu-
dowana w produkt i proces, 4/ umocnione zespoły,
5/ zarz�dzanie wizualne, 6/ ci�głe d��enie do perfek-
cji, 7/ cało�ciowa organizacja firmy i styl
zarz�dzania, 8/ procesy nieprodukcyjne firmy (usłu-
gowe)
Jorgensen (2007) – LCM 5 etapów dojrzało�ci: 1/ sporadyczna optymalizacja
produkcji, 2/podstawowe zrozumienie zasad szczu-
płego wytwarzania i wdro�enie, 3/ strategiczne
interwencje, 4/proaktywna kultura szczupłego wy-
twarzania, 5/ szczupłe wytwarzanie w całym
ła�cuchu dostaw
Elnadi & Shehab (2015) – PSS LAM 5 czynników umo�liwiaj�cych wdro�enie: 1/relacje
z dostawcami, 2/ szczupło�� praktyk w zarz�dzie,
3/szczupło�c praktyk stosowanych w�ród pracowni-
ków, 4/ doskonało�� procesów, 5/ relacje z klientem
Urban (2015) – LMMAT Narz�dzie składa si� z dwóch cz��ci: pierwszej, do-
tycz�cej kultury w organizacji, podzielonej na 5
sekcji podlegaj�cych ocenie: 1/ organizacyjne kom-
ponenty wizji firmy, 2/ przywództwo, 3/aspekty
zwi�zane z przepływem strumienia warto�ci,
4/usprawnienia operacyjne, 5/traktowanie pracow-
ników oraz drugiej, dotycz�cej wyników.
Pie�kowski (2016) – adaptacja modelu LPPO Oceniane obszary: przywództwo, pracownicy, pro-
ces i wyniki
�ródło: opracowanie własne na podstawie przegl�du literatury badawczej.
1.2 Wdraanie szczupłego wytwarzania i six sigma w przedsi�biorstwach M�P
Nowosielski zauwa�a [4] na bazie krytycznego przegl�du literatury, �e wdra�anie tych
koncepcji w firmach M�P to nadal do�� słabo opisany zakres implementacji tych koncepcji. Z jednej
strony obydwa podej�cia szeroko zago�ciły w du�ych firmach korporacyjnych, z drugiej za�koncepcja szczupłego wytwarzania mo�e by� stosowana wsz�dzie do eliminacji marnotrawstwa.

Studies & Proceedings of Polish Association for Knowledge Management
Nr 83, 2017
61
Z uwagi jednak na swoj� specyfik�, przed wdro�eniem tych�e koncepcji nale�y rozwa�y�ograniczenia i aspekty sprzyjaj�ce w danej firmie. Najcz��ciej wyst�puj�ce, wymienione zostały
w poni�szej tabeli:
Tabela 2. Cechy sprzyjaj�ce i ograniczaj�ce wdro�enie szczupłego wytwarzania
w firmach M�P
Cechy sprzyjaj�ce Ograniczenia
– transparentno�� przepływu rzeczowego (produk-
tów)
– prostota struktury organizacyjnej
– szybko�� przepływu informacji i podejmowania
decyzji
– brak anonimowo�ci pracowników i funkcji
– wysokie motywacje pracowników i kierowników
– ograniczone zasoby personalne
– niestabilno�� i zmienno�� zatrudnienia
– problemy z planowaniem, szczególnie strategicz-
nym
– koszty wdro�e�, szkole� i konsultacji i wynikaj�ca
z niej bariera wiedzy
– problemy z przygotowaniemi prowadzeniem do-
kumentacji
– nieufno�� zarz�du wła�cicielskiego wobec inno-
wacyjnych metod z zakresu zarz�dzania
– uproszczone zbieranie danych
– trudno�ci z płynno�ci� finansow�
�ródło: opracowanie własne na podstawie Nowosielski S. (2015), Koncepcja lean management
w małym przedsi�biorstwie. Mo�liwo�ci i ograniczenia zastosowania. Przedsi�biorczo��i Zarz�dzanie tom XVI, zeszyt 3 cz. 2, 69–80.
Gollinger – Tarajko i Podsiadło, tłumacz�c ró�nice we wdra�aniu koncepcji szczupłego
wytwarzania w firmie korporacyjnej i �redniej wielko�ci, wymienia problemy zasobowe, które
w efekcie doprowadziły do weryfikacji planu szkoleniowego i jego zaw��eniu [11].
Grudowski, przeprowadziwszy ankiet� w�ród sze��dziesi�ciu polskich i francuskich firm M�P
spo�ród ogranicze� wymienił równie� brak wykwalifikowanego i do�wiadczonego specjalisty
w zakresie metodyki ci�głego usprawniania, co prowadziło do wielu bł�dów i nieefektywnego
wdro�enia przez osoby, które zostały dopiero przeszkolone. Zauwa�ył równie�, �e wiele narz�dzi
nale��cych do podej�cia six sigma było uwa�anych jako "skomplikowane" i z tego powodu zwykle
nieu�ywane. Ponadto six sigma wymaga odpowiedniego gromadzenia ilo�ci danych, co cz�sto
systemy IT obecne w tych firmach nie wspieraj� [8].
Walentynowicz zwrócił uwag� na inny aspekt ograniczaj�cy stosowanie narz�dzi szczupłego
wytwarzania – typ i wielko�� produkcji [12], który pokazuje tabela nr 3.

Sławomir �witek
Przegl�d modeli oceny stopnia wdro�enia koncepcji lean six sigma i mo�liwo�ci ich zastosowania
do sektora M�P – studium przypadku
62
Tabela 3. Mo�liwo�� zastosowania koncepcji szczupłego wytwarzania w zale�no�ci od typu
i rodzaju organizacji produkcji
Typ/rodzaj
organizacji
produkcji
Produkcja
warsztatowa
Gniazda tech-
nologiczne
Gniazda
przedmiotowe
Linie produk-
cyjne zmienne
Linie produk-
cyjne stałe
Produkcja
jednostkowa
W W - - -
Produkcja
małoseryjna
- W K - -
Produkcja
�rednioseryjna
- W K K -
Produkcja
wielkoseryjna
- - K K -
Produkcja
masowa
- - - W W
K – kompleksowe zastosowanie metody
W – wybiórcze zastosowanie metody
�ródło: Walentynowicz P. (2013), Zakres zastosowania lean management w przedsi�biorstwach
produkcyjnych – wyniki bada� empirycznych. Innowacje w zarz�dzaniu i in�ynierii
produkcji, Uniwersytet Gda�ski.
Dla niektórych wyrobów jest mo�liwe przej�cie na inny rodzaj organizacji produkcji, jednak
zasadno�� tego działania zale�y od danego przypadku (zysk vs. nakład).
Grudowski zarekomendował [8] na bazie przyj�tego modelu oceny dojrzało�ci firmy M�P
tabel� decyzyjn� (tabela nr 4), według której decyzja o podj�ciu wdro�enia projektu lean six sigma
zale�y od wielko�ci firmy i obecnych cech przedsi�biorstwa.
Tabela 4. Interpretacja wska�nika dojrzało�ci firmy M�P przed wdro�eniem projektu
lean six sigma
Po
trze
by f
irm
y
M�
P
due Strefa 1 (przygoto-
wanie do strefy 2)
Strefa 1 lub 2
(decyzja firmy)
Strefa 2
�redniej wielko-
�ci
Strefa 1 Strefa 1 lub 2
(decyzja firmy)
Strefa 1 lub 2
(decyzja firmy)
małe Strefa 1 Strefa 1 Strefa 1
Małe �rednie due
Zdolno�ci firmy M�P
�ródło: Grudowski P. (2016), How to assess the maturity of small and medium-sized enterprises to
lean six sigma projects. Argumenta Oeconomica no. 2 (37).
W zwi�zku z powy�szym firma mo�e znale� si� w strefie 1, w której projekt lean six sigma
jest przeprowadzany na poziomie podstawowym (uproszczonym), za� w strefie 2 projekt winien by�przeprowadzony u�ywaj�c w pełni narz�dzi, metod i wskaników.
Studies & Proceedings of Polish Association for Knowledge Management
Nr 83, 2017
63
2. Metodyka bada�
Autor tego opracowania posłu�ył si� jako�ciow� metodyk� badania w postaci wielokrotnego
studium przypadku. Studium przypadku b�dzie adekwatn� metod� do skorzystania z bogactwa
informacji i opisu problemu, który ma tutaj charakter poznawczy. Zastosowana w badaniu tzw.
replikacja dosłowna podobnych przypadków, winna dostarczy� według badacza (a priori)
rozwi�zania problemu eksploracyjnego, czy wybrany model dojrzało�ci mo�e by� równie� u�yty do
oceny przedsi�biorstw z grupy M�P. Obiektami bada� s�: • firma A b�d�ca małym przedsi�biorstwem (do 30 osób) z kapitałem południowoameryka�skim
produkuj�ca prefabrykaty z polimerbetonu, w�ród których znajduj� si� mi�dzy innymi:
odwodnienia liniowe, studnie, elementy mostowe, pokrywy wpustów ulicznych czy korytka
odwadniaj�ce
• wydział galwanizerni (12 pracowników) du�ej firmy produkcyjnej z bran�y elektrotechnicznej,
gdzie zdecydowano si� przeprowadzi� projekt lean six sigma zgodnie z metodyk� DMAIC
anga�uj�c kilkuosobowy, interdyscyplinarny zespół w usprawnienia jako�ci
• wydział kilku wtryskarek tej samej firmy na których produkuje si� wypraski z tworzyw
technicznych (np. PA, PBT) z wypełniaczem z włókien szklanych dla jednego z kluczowych
wyrobów tej firmy. Aby poprawi� ogóln� ocen� wydziału (głównie koncentruj�c si� na
redukcji czasów przezbroje�), przeprowadzono pi�ciodniowe wydarzenie Kaizen.
W t� produkcj� zaanga�owanych było do 10 osób.
Wszystkie trzy przypadki dobrano w taki sposób, aby zakres tych projektów spełniał kryteria
wielko�ciowe M�P.
Tak jak wspomniano wcze�niej, do oceny stopnia wdro�enia szczupłych praktyk przyj�to model
LSS MM, co pozwala oceni� wszystkie obiekty badawcze wg tego samego zestawu kryteriów.
W firmie A, wła�ciciel zdecydował si� na wdro�enie koncepcji szczupłego wytwarzania
głównie dla poprawy transparentno�ci firmy, zrozumienia miejsc wyst�powania strat oraz
zwi�kszenia produktywno�ci poprzez zwi�kszenie dost�pno�ci krytycznego wyposa�enia (redukcja
awarii). Do okre�lenia stanu obecnego dyrektor generalny zatrudnił konsultanta, który wraz
z zespołem sporz�dził pierwsz� wersj� mapy przepływu warto�ci stanu obecnego (z ang. value
stream map – current state). Charakterystyczn� cech� była jej ogólnikowo��, wskazywano na szereg
problemów w poszczególnych etapach procesu produkcyjnego, jednak cz�sto brakowało przyj�tego
miernika, aby zmierzy� stan obecny.
Jednym z głównych punktów do poprawy okazało si� rozmieszczenie wyposa�enia,
rozproszone w kilku niewielkich budynkach powoduj�ce du�e drogi do przebycia zarówno dla
personelu, jak i produktu. Wskazano równie� na wpływ technologii (obecno�� chemikalii jak aceton
czy styren w produkcji polimerbetonu), który agresywnie działał na elementy robocze urz�dze�transportowych wywołuj�c awarie i przestoje, jako �e ci��kie wyroby nie mogły opuszcza� linii.
Dawało to du�e mo�liwo�ci do wprowadzenia elementów Kompleksowego Utrzymania Ruchu
(z ang. Total Productive Maintenance, w skrócie TPM) jak prewencyjne utrzymanie ruchu i własne
przekonstruowywanie maszyny w celu zmniejszenia ilo�ci awarii.
Zespół produkcyjny odebrał inicjatyw� wdro�enia tej koncepcji z otwarto�ci�i zainteresowaniem, wszyscy członkowie zespołu rozumieli potencjalne korzy�ci dla firmy i dla
stabilno�ci ich miejsc pracy, jednak�e wkrótce pojawiły si� głosy sceptyczne zwi�zane z nowymi
obowi�zkami, które narzucała ta inicjatywa. Zdecydowano, �e skoro wnosi� ona b�dzie nowe dla
zespołu praktyki zarz�dzania produkcj�, to dyrektor produkcji b�dzie odpowiedzialny za

Sławomir �witek
Przegl�d modeli oceny stopnia wdro�enia koncepcji lean six sigma i mo�liwo�ci ich zastosowania
do sektora M�P – studium przypadku
64
bezpo�rednie wdra�anie narz�dzi szczupłego wytwarzania redefiniuj�c obowi�zki kluczowych
pracowników w swoim zespole.
Zewn�trzny moderator (konsultant) wraz z zespołem posługuj�c si� wspomnian� wcze�niej
metodyk� ocenił poziom praktyk w firmie, który został zwizualizowany za pomoc� wykresu
radarowego. Dalej sponsor tego podej�cia (dyrektor generalny firmy) uzgodnił z zespołem cele,
które nale�ało osi�gn�� w poszczególnych kategoriach oceny w ci�gu najbli�szych trzech lat.
Priorytetyzacja działa� powinna skoncentrowa� zespół najpierw na praktykach 5S, rozmieszczeniu
maszyn oraz TPM na krytycznym wyposa�eniu. Równolegle winno nast�pi� wdro�enie KPI’s
(tj. kluczowych wskaników procesu) oraz ich monitorowanie.
Rysunek 1. Ocena wdro�enia praktyk LM w firmie A
�ródło: opracowanie własne.
W innej sytuacji znajdował si� kilkunastoosobowy zespół pracuj�cy na wydziale galwanizerni.
Korzystał on z dost�pno�ci koncepcji lean six sigma, które wdro�yła kilka lat wcze�niej firma
macierzysta. Zespół przeszedł cykl szkole� i anga�owany był cyklicznie w projekty
usprawnieniowe. Taki sposób działania powoli stawał si� rutyn�. Poniewa� projekt ten dotyczył
kluczowego dla firmy wyrobu, zdecydowano si� wykorzysta� metodyk� oceny wdro�enia praktyk
szczupłego wytwarzania dla oceny tego obszaru bazuj�c na danych zebranych na potrzeby fazy
Zdefiniuj i Analizuj procesu DMAIC. Analiza FMEA wykazała szereg ryzyk dotycz�cych stanu
narz�dzi, jak i potrzeby przeprojektowania tych stacji roboczych linii galwanicznej, które wpływały
na podstawowy typ defektu w tym procesie – wad� wizualn� polegaj�c� na niejednorodnym
odcieniu pokrycia strefy cynowej. W kontek�cie metodyki six sigma, zmieniono tu metod�maskowania produktu uzyskuj�c mniejszy poziom zmienno�ci w procesie. Dało to w efekcie
praktycznie wyeliminowanie tej wady obni�aj�c wskanik wadliwo�ci o 50% i redukuj�c koszty złej
jako�ci (z ang. Cost of Poor Quality, w skrócie COPQ) o 25 000 USD rocznie.

Studies & Proceedings of Polish Association for Knowledge Management
Nr 83, 2017
65
Podobnie post�piono ze sposobem pracy operatora linni. Dotychczas parametry wej�ciowe linii
(nat��enie pr�du, pr�dko�� przesuwu, napi�cie itp.) ustawiane były na poszczególnych sekcjach
roboczych linii. Reakcja operatora była cz�sto spóniona, gdy� aby wyregulowa� proces musiał
przej�� kilkadziesi�t metrów. Aby to wyeliminowa�, wdro�ono program wizualizacyjny, za pomoc�którego kluczowe zmienne wej�ciowe w procesie (z ang. key proces input variables, w skrócie
KPIV) mógł nastawi� z jednego miejsca (stacji komputerowej) zdalnie. Warto�ci pocz�tkowe tych
wielko�ci (nastawy) zostały umieszczone w programie i stanowiły odniesienie dla ka�dego nowego
zlecenia produkcyjnego dla danego wyrobu. Był to rodzaj pracy standardowej, dzi�ki której mo�na
było uzyska� korzy�ci tak�e na innych wyrobach (z ang. best practice – najlepsza praktyka).
Podsumowuj�c, projekt ten pomógł zespołowi w realizacji przyj�tych celów dotycz�cych pracy
standardowej, mierników i poprawy jako�ci a dokonana ocena wdro�enia praktyk pokazała pełny
obraz na tym wydziale i mo�liwo�� jego porównania z innymi obszarami produkcyjnymi firmy.
Rysunek 2. Wdro�one zarz�dzanie KPIV dla linii galwanicznej jako przykład
jednego z podstawowych konceptów six sigma
�ródło: opracowanie własne.
Rysunek 3. Ocena wdro�enia szczupłego wytwarzania dla przypadku drugiego
�ródło: opracowanie własne.
W trzecim omawianym przypadku zespół skupił si� na redukcji czasów przezbroje� dla grupy
najbardziej obci��onych form wtryskowych pod��aj�c zgodnie z cyklem rozwi�zywania problemów
PDCA, b�d�cym baz� metodyczn� dedykowanego wydarzenia Kaizen. Zgodnie z przyj�t� agend�spotkania, zdefiniowano stan obecny wdro�enia metod organizacji miejsca pracy 5S oraz
zarz�dzania wizualnego oraz przyj�to tzw. niezwłoczny plan działania, aby usun�� zauwa�one

Sławomir �witek
Przegl�d modeli oceny stopnia wdro�enia koncepcji lean six sigma i mo�liwo�ci ich zastosowania
do sektora M�P – studium przypadku
66
mankamenty. Oceniono równie� inne elementy szczupłego wytwarzania, a ocena ta stała si�podstaw� do okre�lania kolejnych inicjatyw usprawnieniowych:
Rysunek 4. Ocena wdro�enia szczupłych praktyk w przypadku nr 3
�ródło: opracowanie własne.
Nast�pnie przyst�piono do mapowania przezbrojenia za pomoc� wideofilmowania, analizy
podejmowanych kroków i ich sekwencji. Po burzy mózgu i przyj�ciu nowych rozwi�za� (w tym
wdro�eniu stacji wst�pnego grzania form), podejmowano kolejn� prób� przezbrojenia i analizy jej
zapisu. Po trzeciej próbie okre�lono prac� standardow� (dokument) dla tego przebrojenia
i zarejestrowano w systemie zarz�dzania do jej stosowania. Dzi�ki kilkuetapowemu podej�ciu
i uczeniu si� zespołu uzyskano 80% redukcj� czasu przezbrojenia. Był on monitorowany przez
kolejne miesi�ce zgodnie z wymogami kroku cyklu Deminga – Sprawd (z ang. Check).
Rysunek 5. Utrzymanie czasu przezbroje� po kaizenie (skala procentowa)
�ródło: opracowanie własne.

Studies & Proceedings of Polish Association for Knowledge Management
Nr 83, 2017
67
Pomimo intensywnych szkole� przygotowuj�cych zespół do wykorzystania nowowdra�anego
w firmie podej�cia Kaizen, członkowie zespołu poczynili kilka bł�dów podczas u�ywania narz�dzi
analizy. Dla przykładu diagram Ishikawy został wykorzystany do rozpisania planu działa�, podczas
gdy jego podstawowe zastosowanie dotyczy grupowania przyczyn ródłowych i inspirowania burzy
mózgów. Nale�y tu podkre�li� rol� do�wiadczonego konsultanta, który moderował grup�utrzymuj�c jej działania we wła�ciwym kierunku. Kilkudniowa inicjatywa skupienia si� na szybkich
usprawnieniach wymaga odpowiedniego przygotowania i przeprowadzenia, aby zespół zbyt
pochopnie nie podejmował usprawnie� pod presj� czasu rezygnuj�c z narz�dzi analizy, z drugiej
strony praca grupowa wymagała ci�głego wypracowywania consensusu co do dalszych,
podejmowanych kroków. Trzeba przyzna�, �e na tym konkretnym etapie dojrzało�ci zespołu
moderator okazał si� by� bezcennym w sytuacjach konfliktowych.
2.1. Wnioski z analizy studium przypadku
Pomimo faktu, �e wykorzystany model dojrzało�ci jest zwykle u�ywany do oceny całych
organizacji, przyj�te a priori przypadki potwierdziły, �e mo�e on by� zarekomendowany do oceny
stanu obecnego firm M�P.
Zestawiaj�c oceny stanu obecnego wg kryteriów modelu LSS MM na jednym wykresie
radarowym mo�na jednoznacznie stwierdzi�, �e badane obszary były na ró�nym poziomie
dojrzało�ci organizacyjnej – na najbardziej zaawansowanym był obszar nr 3 a na podstawowym –
firma opisywana w przypadku nr 1.
Rysunek 6. Porównanie stanu obecnego w analizowanych firmach
Inicjatywa Zarz�du co do wdra�ania praktyk optymalizacyjnych była ta sama we wszystkich
badanych firmach, jednak okoliczno�ci ró�ne (inne problemy, z którymi borykały si� firmy, inne
do�wiadczenie i przygotowanie zespołów usprawnieniowych), co stanowi punkt wyj�ciowy do
dostosowania planów wdro�eniowych do danych warunków panuj�cych w firmie.
Poprzez porównanie ró�nych obszarów według tych samych kryteriów oceny, tworzona jest
nowa, pełniejsza wiedza o stanie procesów w firmie. Mo�na dalej sobie wyobrazi�, �e szczegółowo
opisany przypadek wdro�enia, z doł�czonym bogatym materiałem empirycznym, stanowi przykład

Sławomir �witek
Przegl�d modeli oceny stopnia wdro�enia koncepcji lean six sigma i mo�liwo�ci ich zastosowania
do sektora M�P – studium przypadku
68
dobrej praktyki dla biznesu funkcjonuj�cego w podobnych warunkach i charakteryzuj�cymi si�podobnymi cechami organizacyjnymi.
Potrzeba u�ywania oceny wdro�enia wg przyj�tego modelu w firmie mo�e wynika� nie tylko
z procedury wdro�eniowej, ale te� z konieczno�ci bardziej szczegółowego porównania
poszczególnych obszarów firmy, czy analizy ich mocnych i słabych stron.
Z punktu widzenia podniesienia �wiadomo�ci członków zespołu o usprawnianym obszarze,
nale�y zarekomendowa� u�ycie modelu oceny stopnia wdro�enia lean six sigma tak�e przy
pojedynczych inicjatywach usprawnieniowych jak projekty czy wydarzenia kaizen. W tym
aspekcie, zadanie moderuj�ce tego narz�dzia mo�e by� porównane do wykorzystania mapy
przepływu warto�ci czy diagramu Ishikawy.
Przedstawione studium przypadku modyfikuje zatem zakres stosowania tych modeli oceny,
których dotychczasowe zastosowanie ograniczało si� wył�cznie do poziomu całej organizacji.
2.2. Wskazówki na przyszło�
Bior�c pod uwag� ograniczenia sektora M�P wymienione w punkcie 1.2 nale�y dostosowa�metodyk� wdra�ania do mo�liwo�ci tych�e firm. Tabela decyzyjna Grudowskiego (tabela nr 4) jest
interesuj�cym narz�dziem dla zarz�du pomagaj�cym w podj�ciu decyzji o wdra�aniu podej�cia lean
six sigma. Model bierze pod uwag� warunki brzegowe firmy (jej kompetencje i potrzeby), a relacja
mi�dzy nimi decyduje o uruchomieniu uproszczonego lub zaawansowanego projektu lean six sigma.
Brak rozró�nienia, czym jest uproszczony a zaawansowany projekt lean six sigma jest główn�słabo�ci� tego rozwi�zania. Autor tego artykułu na bazie zdobytego do�wiadczenia oraz przegl�du
literatury przedmiotu nie potwierdza istnienia takiej metodyki. Pomimo, �e koncepcja lean six sigma
jest podej�ciem ustrukturyzowanym (w poszczególnych fazach procesu DMAIC s� u�ywane
okre�lone narz�dzia), to jednak pozwala na pewn� swobod� w doborze narz�dzi uzale�niaj�c ich
u�ycie od ilo�ci zmiennych wej�ciowych, zło�ono�ci analizowanego procesu czy rodzaju strat.
Ta pewna swoboda nie mo�e by� podstaw� do dokonywania uproszcze�. Generalnie nale�y
podkre�li�, �e projekt lean six sigma jest inicjatyw� o du�ym wysiłku organizacyjnym, a wi�c
i problem do rozwi�zania winien by� odpowiednio du�y.
Ł�cz�c te rozwa�ania z dojrzało�ci� firmy, nale�y zaproponowa� modyfikacj� tabeli decyzyjnej
Grudowskiego, aby u�ywa� bardziej zaawansowanego narz�dzia, jakim jest lean six sigma, dopiero
na dalszych etapach dojrzało�ci. Proponuje si�, aby w strefie 1 pozosta� (lub wdro�y�) techniki
rozwi�zywania problemów jedynie na bazie metodyki Deminga (koło PDCA) oraz do analizy
problemu wykorzysta� tzw. 7 podstawowych narz�dzi jako�ci (diagram przyczynowo-skutkowy,
arkusz sprawdze�, karty kontrolne, histogram, pareto, diagram rozproszenia i diagram przepływu).
Takie post�powanie zmniejszy ilo�� roboczogodzin sp�dzonych nad projektem oraz potrzeb� u�ycia
du�ej ilo�ci danych. Ponadto, do�wiadczenie nabyte przez zespół w u�yciu metodyki PDCA b�dzie
procentowa� przy wdro�eniu podej�cia lean six sigma, jako �e proces DMAIC bazuje na cyklu
PDCA.

Studies & Proceedings of Polish Association for Knowledge Management
Nr 83, 2017
69
Znowelizowana tabela decyzyjno�ci winna wygl�da� nast�puj�co (tabela 6).
Tabela 6. Zmodyfikowana tabela decyzyjno�ci wdro�enia projektu lean six sigma
Po
trze
by f
irm
y M�
P
due Strefa 1 (przygoto-
wanie do strefy 2)
Strefa 1 lub 2
(PDCA i/lub
DMAIC)
Strefa 2
(PDCA i/lub
DMAIC)
�redniej
wielko�ci
Strefa 1
(tylko PDCA)
Strefa 1 lub 2
(PDCA i/lub
DMAIC)
Strefa 1 lub 2
(PDCA i/lub
DMAIC)
małe Strefa 1
(tylko PDCA)
Strefa 1
(tylko PDCA)
Strefa 1
(tylko PDCA)
Małe �rednie due
Zdolno�ci firmy M�P
�ródło: opracowanie własne na podstawie Grudowski P. (2016), How to assess the maturity of
small and medium-sized enterprises to lean six sigma projects. Argumenta Oeconomica
no. 2 (37).
Oczywi�cie, wdro�enie projektów lean six sigma nie wyklucza w firmie dalszego stosowania
metodyki kaizen. Docelowo wi�c, ka�da firma winna stworzy� swój własny zestaw kryteriów, aby
w sposób racjonalny dobiera� metodyk� do skali problemu (potencjalne nakłady vs. spodziewane
zyski).
Ponadto nale�y zauwa�y�, �e Grudowski traktuje wdro�enie lean six sigma jak wprowadzenie
do organizacji pewnego rodzaju projektów, które nale�y wykorzysta� w okre�lonych sytuacjach.
To du�e uproszczenie dla inicjatywy o znaczeniu strategicznym dla firmy.
Jak wida� na przykładzie przeanalizowanych modeli oceny, autorzy staraj� si� uwypukla�w nich te elementy, które na podstawie ich bada� lepiej oddaj� dojrzało�� organizacyjn� danej firmy.
Bardzo niewielka ich cz��� dotyczy aspektów „mi�kkich”, które wi��� si� z obecnym sposobem
funkcjonowania organizacji, cho� czasami wyodr�bniaj� elementy behawioralne, którymi nale�y si�zaj�� (np. wspominane wcze�niej „gaszenie po�arów”). aden z nich jednak nie analizuje gotowo�ci
do przyj�cia tak kompleksowego programu na poziomie pojedynczego pracownika.
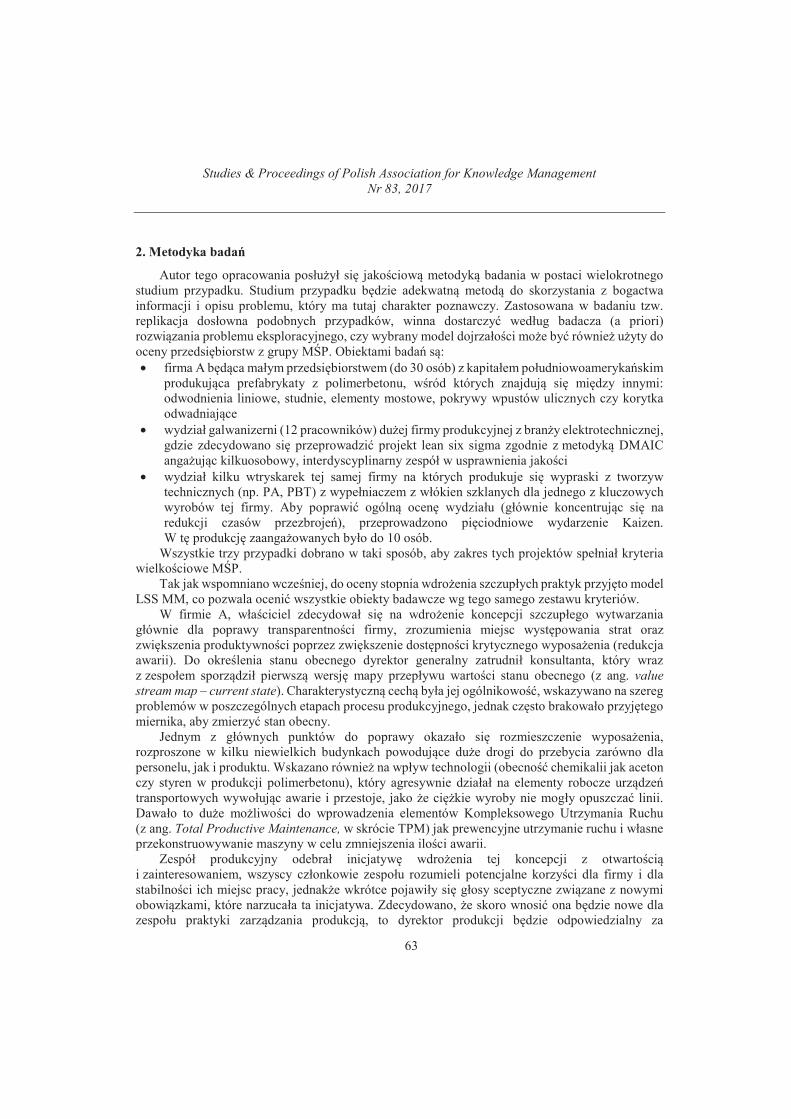
Tak� mo�liwo�� daje model TAM (z ang. Technology Acceptance Model), pierwotnie
zaproponowany do badania zachowania uczestników rynku tj. u�ytkowników konkretnego
e-produktu, analizuj�c zarówno czynniki psychospołeczne (zachowania, postawy) jak i rozwa�aj�c
stron� techniczn� badanego systemu (rys. 7).
Przyjmuj�c tez�, �e koncepcja lean six sigma, jako system wirtualny mo�e by� potraktowany
jako system, w którym równie� czynniki techniczne (zawarte narz�dzia, struktura, specyficzne
praktyki) zwi�zane z tym programem oddziałuj� na postawy i zachowania u�ytkowników – to
wdro�enie lean six sigma mo�na potraktowa� tak samo jak wdro�enie nowej technologii i bada�zachowania tych�e u�ytkowników tj. Beltów, Championów itp. (przyp. aut. – nazwy własne
w koncepcji LSS) za pomoc� tego modelu. Przeprowadzony w tym zakresie przegl�d literatury
naukowej nie wykazał zastosowania modelu TAM do tematyki lean six sigma.
Stanowi to co prawda dodatkowy wniosek eksploracyjny w stosunku do celu tego artykułu,
jednak ta propozycja definiuje nowy obszar badawczy, b�d�cy ciekawym uzupełnieniem
istniej�cych ju� modeli oceny, jako �e model TAM wyja�nia socjotechniczny proces substantywny
akceptacji technologii na poziomie u�ytkownika systemu. Wyniki tych bada� zostan�zaprezentowane w innej publikacji naukowej.
Sławomir �witek
Przegl�d modeli oceny stopnia wdro�enia koncepcji lean six sigma i mo�liwo�ci ich zastosowania
do sektora M�P – studium przypadku
70
Rysunek 7. Model Akceptacji Technologii
�ródło: Davis F. D., Venkatesh V. (1996). A critical assessment of potential measurement biases
in the technology acceptance model: three experiments. International Journal of Human
Computer Studies, vol. 45, issue 1, 19–45.
3. Podsumowanie
W niniejszej pracy dokonano przegl�du podstawowych modeli oceny dojrzało�ci tych
organizacji, które stoj� przed decyzj� o wdro�eniu szczupłego wytwarzania i six sigma lub chc� si�dowiedzie�, na jakim etapie obecnie si� znajduj� w stosunku do przyj�tego celu wdro�eniowego.
Jak wykazano w pracy, w�ród omówionych modeli s� takie (tj. o wystarczaj�cym stopniu
zło�ono�ci), które z łatwo�ci� daj� si� zastosowa� do oceny przygotowania przedsi�biorstw M�P
lub stopnia wdro�enia narz�dzi lean six sigma w tej grupie przedsi�biorstw.
Zaproponowana modyfikacja tabeli decyzyjnej wdro�enia projektów lean six sigma
dopasowuje narz�dziownik do poziomu potrzeb i aktualnych kompetencji organizacji, a poprzez
stosowanie narz�dzi podstawowych jak kaizen i PDCA wskazuje, �e budowanie dojrzało�ci jest
procesem wieloetapowym i długoterminowym.
Podczas gdy istnieje wiele modeli opisuj�cych dojrzało�� wdro�enia koncepcji lean six sigma,
to niewielka ich cz��� dotyczy aspektów psychospołecznych na poziomie u�ytkownika
(pracownika). Model TAM daje ciekaw� mo�liwo�� przeanalizowania postaw i zachowa�potencjalnych u�ytkowników na t� zło�on� koncepcj� usprawniania.

Studies & Proceedings of Polish Association for Knowledge Management
Nr 83, 2017
71
Bibliografia
[1] Porter M., What is strategy?, Harvard Business Review, Nov-Dec 1996.
[2] Grudowski P. (2016), How to assess the maturity of small and medium-sized enterprises to
lean six sigma projects. Argumenta Oeconomica no. 2 (37).
[3] tam�e, s. 314.
[4] Nowosielski S. (2015), Koncepcja lean management w małym przedsi�biorstwie. Mo�liwo�ci
i ograniczenia zastosowania. Przedsi�biorczo�� i Zarz�dzanie tom XVI, zeszyt 3 cz. 2, 69–
80.
[5] Gollinger-Tarajko M., Podsiadło J. (2012), Lean six sigma – metodologia usprawniaj�ca
i optymalizuj�ca procesy oraz struktury produkcyjne. Praktyka zarz�dzania jako�ci� w XXI
wieku. UE w Krakowie, 535–553.
[6] Walentynowicz P. (2013), Zakres zastosowania lean management w przedsi�biorstwach
produkcyjnych – wyniki bada� empirycznych. Innowacje w zarz�dzaniu i in�ynierii
produkcji, Uniwersytet Gda�ski, 407–418.
[7] Drucker P.F., Zarz�dzanie w XXI wieku, MUZA S.A., Warszawa 2000.
[8] Crosby P., Quality is free, Mc-GrawHill, New York 1979.
[9] Urban W., The lean management maturity self-assesment tool based on organizational
culture diagnosis, 20-th International Scientific Conference Economics and Management,
Procedia – Social and Behavioral Sciences 213 (2015), 728–733.
[10] Humphrey W. S., Managing the software process. SEI series in software engineering,
Addison-Wesley, 1989.
[11] Nightingale, D.J., & Mize, J.H. (2002), Development of a lean enterprise transformation
maturity model. Information Knowledge Systems Management, 3,15–30.
[12] Jørgensen, F., Mathiessen, R., Nielsen, J., & Johansen, J. (2007). Lean Maturity, Lean
Sustainability. In J. Olhager, & F. Persson (Eds.), Advances in Production Management
Systems (pp. 371–378). Boston: Springer.
[13] Elnadi, M and Shehab E M. (2015). A Multiple-Case Assessment of Product-Service System
Leanness in UK Manufacturing Companies. Proceedings of IMechE, Part B: Journal of
Engineering Manufacture vol. 230 (3), 574–586.
[14] Emiliani B., Practical Lean Leadership – a strategic leadership guide for executives, The
Center for Lean Business Management, Wethersfield, Connecticut 2008.
[15] Pie�kowski M., Zało�enia oceny dojrzało�ci Lean Manufacturing w przedsi�biorstwach
produkcyjnych, Acta Universitatis Nicolai Copernici, Zarz�dzanie XLIII- nr 1 (2016), 157–
172.
[16] Dibia i. k., Dhakal h. n., onuh s., (2014), Lean “Leadership People Process Outcome”
(LPPO) implementation model, Journal of Manufacturing Technology Management, 25.
[17] Bobek S., Sternad S., (2012), End user’s knowledge issues in ERP solutions use, Studies &
Proceedings of Polish Association for Knowledge Management no. 58.
Sławomir �witek
Przegl�d modeli oceny stopnia wdro�enia koncepcji lean six sigma i mo�liwo�ci ich zastosowania
do sektora M�P – studium przypadku
72
REVIEW OF LEAN SIX SIGMA MATURITY ASSESMENT MODELS
AND OPPORTUNITIES THEIR APPLICATION TO SME ENTERPRISES –
A CASE STUDY
Summary
This paper describes several key models used to assess lean and six sigma ma-
turity. The presented case studies led to conclusion that primarily designed assessment
models to assess whole, large organizations can be applied to selected, smaller areas
as an integrated part of Define & Analyze stage in six sigma projects, Kaizen events
and to small and medium sized (SME) companies.
As a result of consideration taken, a new version of decision table has been pro-
posed to help out SME companies in selecting right improvement methodology which
is depended on their needs and capabilities. Besides, TAM model was suggested to
analyse behavioural intention to use Lean Six Sigma approach by users of the program
and preliminary, pilot research results have been presented aacordingly.
Keywords: six sigma, lean manufacturing, small and medium sized companies (SME),
Technology Acceptance Model (TAM)
Sławomir �witek
Instytut Ekonomii i Zarz�dzania
Wy�sza Szkoła Gospodarki w Bydgoszczy
e-mail: [email protected]





![przedsi~biorstw - michalskig.ue.wroc.plmichalskig.ue.wroc.pl/[24SHORT].pdf · Elastycznosc przedsi~biorstwa korzystaj~cego z danego irodla, wynikaj~ca z istnienia, lub Die, mozliwosci](https://img.dokumen.tips/doc/110x75/5c7885c809d3f2c9458b58a2/przedsibiorstw-24shortpdf-elastycznosc-przedsibiorstwa-korzystajcego.jpg)