Embed Size (px)
Citation preview

Protecting your Products and your Brands
Overview of Microbial Control
Drywall Finishing CouncilSeptember 18, 2012

Discussion Topics
“In-Can Protection” for Gypsum Finishing Products Need for In-Can Protection Failure Issues Testing protocols Ecolabels
“Mold Control” for Wall Board and Finishing Products Paper Gypsum Core Testing protocols
Importance of Plant Hygiene and Raw Material Protection

In-Can Preservation
3

4
Types of MicroorganismsMicrobes
Bacteria Fungi Algae
Mold Yeast
Filamentous Single cell
Key Organism forIn-Can Preservation

5
Bacteria Growth Requirements Water Degradable nutrient source containing carbon
Latex emulsion Cellulosic thickener
Favorable temperature ~25 to 37°C
Varying oxygen concentrations Favorable pH
Bacteria: acidic or alkaline Fungi: acidic

66
In-Can Issues due to Lack of Preservation
Odor
Discoloration
Viscosity change
Off-gassing
Lack of product performance for consumer

7
In-can Preservation Example
Unpreserved paint Spoiled paint
Water
Solvent
Binder
Additives
Pigments
Historically solvents have aided product preservation
Water
Solvent
Binder
Additives
Pigments
Low VOC

Wall Finishing Products Needing Protection
Premixed Compounds Similar to Paint example Potential contamination from Raw Materials Bacterial inoculation in product use
Dry Mix Compounds Product is contaminated in mixing process Contractors retain mixed product for
days/weeks
8
9
Detecting and Enumerating Bacterial Contamination in Products and Raw Materials
Dip slides
Streak plates Agar plate swabs
Dilution plating (agar) Total viable counts (TVCs)
Applicable to manufacturing facilities and formulation labs

10
Dip Slides Agar on a paddle
Bacterial agar side 1 Fungal agar side 2
Common brands Hycheck Easicult (TTC indicator dye)
Quick and easy to use Solid surfaces Water-based materials Best used for +/- contamination evaluations

11
Dip Slide Bacteria Enumeration Approximate CFU/mL measurements can be determined in liquid
materials (very rough estimate) CFU/mL = Colony Forming Units per milliliter = number of cells
Difficult to read due to product viscosity and colony color Dilution of product may be required (sterile water) TTC indicator dye is helpful
Paint: assume ~1 mL deposited Latex or slurry: assume ~0.25 mL deposited
~1 x 101 ~5 x 101 ~102 ~102 - 103 >103 ~5 x 101 ~2.5 x 102 ~102 - 103 ~103 - 104 >104
CFU/mL measurements

12
Streak Plates Swab product on agar
Sterile swab Agar plate (TSA)
~0.1 mL spread evenly on agar surface
More accurate than dip slides Approximate volume known Easier to read due to spreading of product
Standard challenge test “streaks” Rating score commonly used instead of CFU/mL values
Commercially available

13
Streak Plate Scores
SampleA
Sample B
Sample C
Sample D
Score: 004 3
Plating Results Score Approximate CFU/mL
No detectable survival 0 < 1 x 101
1–9 colonies 1 1 x 101 - 9 x 101
10–99 colonies 2 1 x 102 – 9.9 x 102
100–300 colonies 3 1 x 103 - 3 x 103
>300 colonies (smear) 4 > 3 x 103
Passing score: 0 or 1Failing score: 2 - 4

14
Dilution Plating Total viable counts (TVCs)
Product sample is serially diluted to thin out the microbe population
Exactly 100 µl is evenly spread on an agar plate surface Cells grow into colonies for counting and CFU/mL determination Accurately enumerate from 101 to 109 CFU/mL Time consuming as compared to streak plates and dip slides

15
Dilution Plating
Sample A
Sample B
10-8 dilution10-7 dilution10-6 dilution
3 x 108 CFU/mL
8 x 108 CFU/mL

16
High-Throughput Challenge EvaluationsDow Proprietary Methodology
Validated to standard agar plate tests Generate large amounts of comparative performance data Quickly evaluate combinations for synergy or antagonism
Important for biocide optimization studies as VOC content becomes lower In-can preservative plus co-biocide Compare lab strains vs. manufacturing facility contaminants

17
Ecolabels – Steps towards Sustainability
Originated primarily in USA and Europe Rapid global expansion – over 330 ecolabels Ecolabels certify final consumer products, however have lists of
accepted ingredients and/or ecological criteriea Most prohibit ingredients that could be classified as:
carcinogens, mutagens, reproductive toxins, hazardous air pollutants, or ozone-depleting compounds

Sustainability Staircase
Future Sustainability
Most Sustainable
More Sustainable
Not Sustainable
18

19
Surface Protection
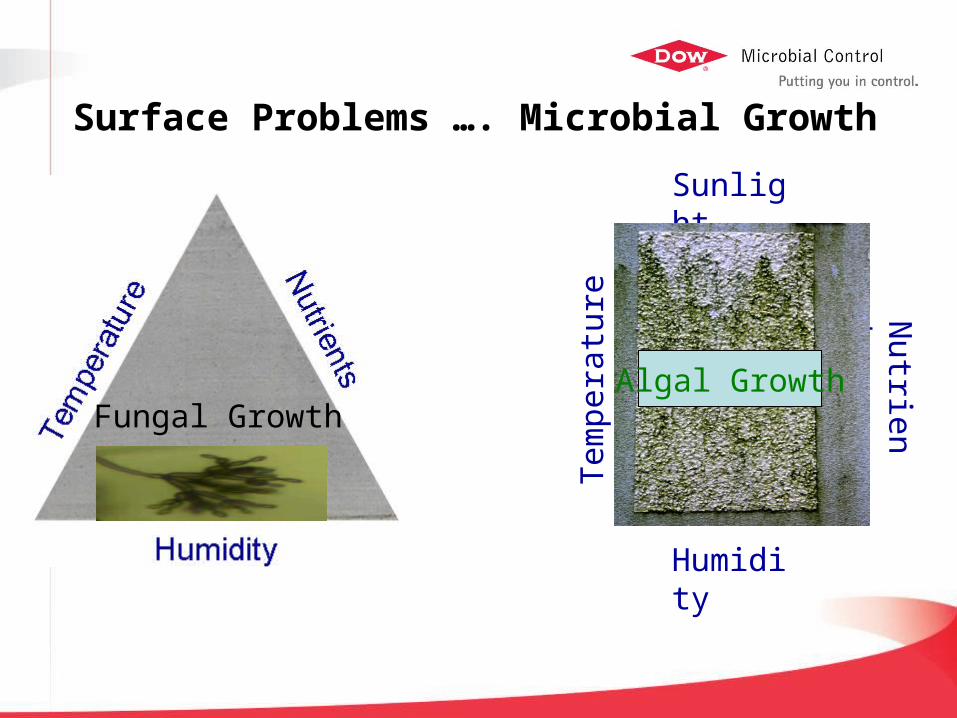
Surface Problems …. Microbial Growth
Nutrients
Humidity
Sunlight
Tem
pera
ture
Algal GrowthFungal Growth

21
Types of Microorganisms
Microbes
Bacteria Fungi Algae
Mold Yeast
Key Organism forSurface Protection

Gypsum is hygroscopic and therefore can act as a reservoir of moisture to sustain mold
Both paper liners and additives to gypsum core and finishing products serve as carbon sources for mold
Presence of moisture necessary for mold growth
Mold Issues with Wallboard and Finishing Products

Other Potential Issues with Mold
Vinyl Wallcovering with either fabric or cellulosic backings
Wallcovering adhesives and sealants Coating surfaces Wood used in basic construction

Control of Mold
First line of defense are engineering considerations. Mold spores are everywhere and conditions of moisture must be right.
Since impractical at times and tight controls are not easily kept, “Material Preservation” is needed.
If possible, as many of the susceptible building materials should contain an effective fungicide that has a good environmental profile, is compatible with the substrates and of course safe to incorporate and an acceptable risk to the end use customer.

25
Prevention of Dry Film Contamination:Add Effective Biocides
Physical properties requirements Low water solubility pH stable Compatible with wide range of products No effect on product properties No color Low mammalian toxicity and low ecotoxicity
Efficacy Against targeted microbes

Laboratory Methods for Measuring Fungal Resistance of Surfaces
ASTM D-3273: Resistance of a surface to mold growth via exposure in an environmental chamber (Coatings Test)

ASTM G-21: Determining the Resistance of Synthetic Polymeric Materials to Fungi
Method designed for polymers Direct inoculation
Aspergillus niger, Penicillium pinophilum, Chaetomium globosum, Trichoderma virens (Gliocladium), Aureobasidium pullulans
Samples in petri dish with agar 0-4 scoring
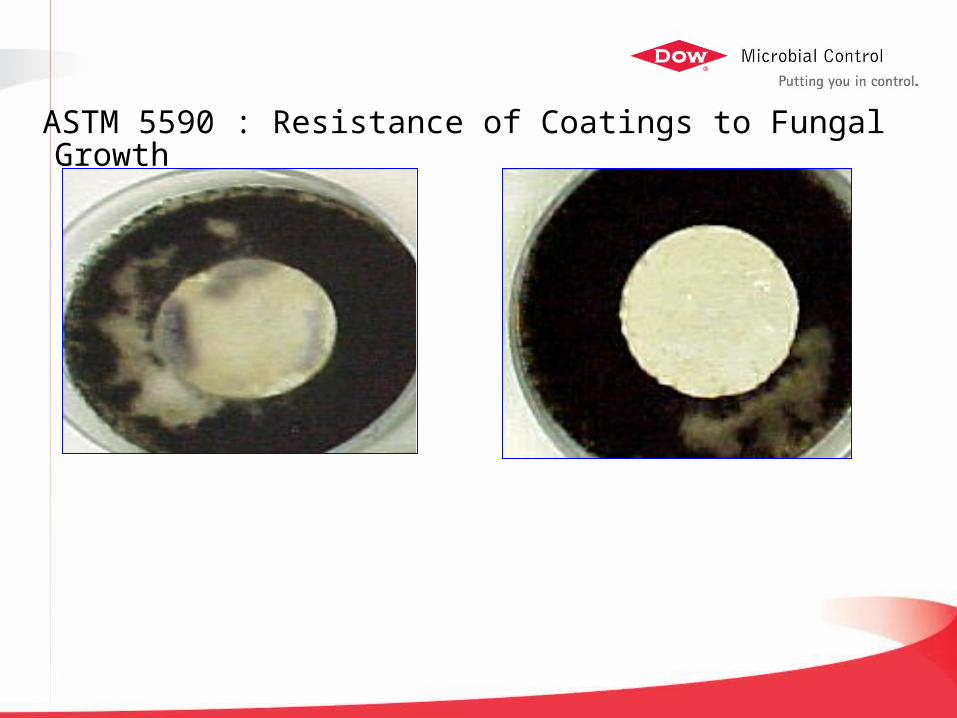
ASTM 5590 : Resistance of Coatings to Fungal Growth
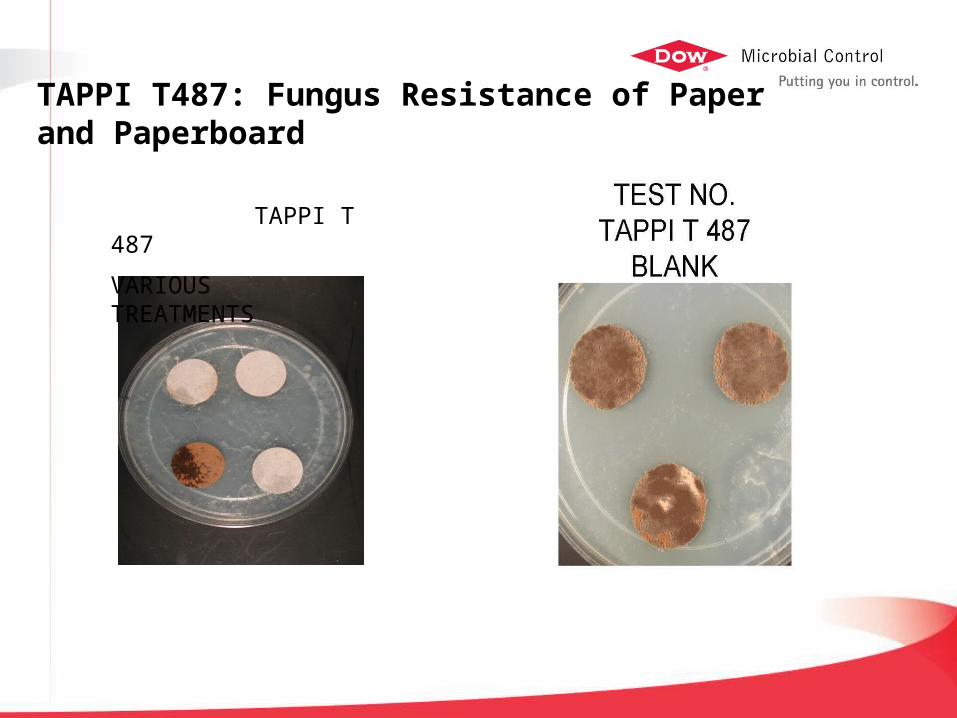
TAPPI T487: Fungus Resistance of Paper and Paperboard
TAPPI T 487
VARIOUS TREATMENTS

3030
Industrial Hygiene

31
Industrial Hygiene (IH)
Improving a manufacturing site’s physical condition, cleaning practices and sanitization procedures with respect to controlling and minimizing microbial contamination
Dual approach Manual cleaning Biocide treatments
Proactive microbial control Minimize manufacturing facility (“wild”) strains Maximize in-can preservative longevity and product shelf-life

32
Importance of IH “Green” movement
Products are more susceptible to spoilage Use of natural materials Minimization of ingredients
Less robust in-can preservative systems Eco-certification programs
Lower biocide use levels Increased use of less effective biocides
More difficult to eliminate waste (“wash”) water Equipment cleaning Use in finished products

33
Consequences of Poor IH Practices
Manufacturing facility impact Plugged filters, transfer lines, and spray nozzles Equipment corrosion Pump/machine failure
Facility operations interrupted Decreased production rate
Finished product contamination Consumer complaints Product recalls

34
Reducing Microbial Dissemination
Internal industrial hygiene auditing Visual inspections (spoilage, odor)
Establish a stringent microbial sampling process (monthly) Dip slides (raw materials, paint) Swabbing to agar plates (equipment, raw materials, paint)
In-house testing capabilities 3rd party laboratory for microbial analysis
Plant audit by biocide supplier 1x per year

35
Reducing Microbial Dissemination
General housekeeping Focus hygiene efforts on high water content areas Clean aqueous spills immediately Eliminate stagnate water (floor, trenches)
Equipment storage Avoid resting equipment on the floor
Transfer hoses, weigh-off buckets, sample dippers Close tank lids and cap hoses, lines, ports Flush, drain, dry, cap/cover

Conclusions
Dry wall applications present real opportunities for advanced Microbial Control
In Can Preservation Mold Control
Manufacturers can gain real value by partnering with a key biocide supplier
36

37
Dow Microbial Control Industry Leadership
•Largest portfolio of globally registered biocide active chemistries
– Biocides to protect the finished product from mold and mildew (e.g. fungicides, algaecides)
– “Wet-state” preservatives – in-product and process– Biocides for decontamination (clean-up) and disinfection
•Best in class microbial testing capabilities
•Global manufacturing and supply
•Global product registration and stewardship– Product handling/safety expertise, regulatory support

Buffalo Grove, Illinois, USA
DMC Center of Excellence:
Microbiological Methodology
Shanghai, China
SingaporeMumbai, IndiaSão Paulo,Brazil
Dubai, United Arab Emirates
Querétaro, Mexico
Customer Application Centers: Laboratory Facilities
Buchs, Switzerland
DMC Center of Excellence:
Formulations
Spring House, Pennsylvania, USA
DMC Center of Excellence: Actives
Delivery
Soma, Japan
Warsaw, Poland
Altona, Australia





























