Embed Size (px)
Citation preview

Progetto ILON@SARDEGNA RETE REGIONALE PER L’INNOVAZIONE
POR Sardegna 200-2006 Mis. 3.13
“Studi di fattibilità e azioni pilota in favore delle piccole e medie imprese”
Azioni di promozione realizzate dal Liaison Office dell’Università di Cagliari
Progetto CERAMICHE
Rapporto finale Luglio 2009

Sommario
Pagina 1 di 88
Sommario
1. Introduzione ..................................................................................................................................... 3
2. Cenni storici ..................................................................................................................................... 4
3. Ceramica artigianale in Sardegna .................................................................................................... 5
3.1 Le materie prime ................................................................................................................. 5 3.2 Caratteristiche del settore .................................................................................................. 6
4. Materie prime ceramiche ................................................................................................................ 9
5. Le argille ......................................................................................................................................... 10
5.1 I minerali argillosi .............................................................................................................. 10 5.2 Genesi e proprietà chimico – fisiche delle argille ............................................................. 13 5.3 Le argille e l’industria ceramica ......................................................................................... 17 5.3.1 Composizione mineralogica .......................................................................................... 17 5.3.2 Composizione chimica ................................................................................................... 18 5.3.3 Granulometria e cristallinità ......................................................................................... 18 5.3.4 Plasticità e dispersibilità in acqua ................................................................................. 18 5.3.5 Temperatura di fusione ................................................................................................. 18 5.3.6 Resistenza meccanica di crudo ed essiccato ................................................................. 18 5.3.7 Ritiro dell’essiccato (in crudo) ....................................................................................... 19 5.3.8 Comportamento alla cottura (colore, ritiro, resistenza meccanica) ............................. 19 5.4 I giacimenti di argille della Sardegna ................................................................................. 19
6. I prodotti ceramici .......................................................................................................................... 23
6.1 Le terrecotte .......................................................................................................................... 24 6.2 I refrattari .............................................................................................................................. 24 6.3 Le faenze ............................................................................................................................... 24 6.4 Le terraglie ............................................................................................................................ 26 6.5 I gres ...................................................................................................................................... 27 6.6 Le porcellane ......................................................................................................................... 27
7 Indagine sperimentale ................................................................................................................... 29
7.1 Premessa ............................................................................................................................... 29 7.2 Materie prime del centro Italia ............................................................................................. 29 7.3 Materie prime locali .............................................................................................................. 30 Fig. 7.2 ‐ Campione di argilla dell’area di Assemini (Comune di Assemini) ...................................... 32 Fig. 7.3 ‐ Campione di argilla dell’area di Assemini (Comune di Pabillonis) ..................................... 32 Fig. 7.4 ‐ Campione di argilla dell’area di Assemini (Comune di Sestu) ............................................ 32 7.4 Determinazioni e relative metodiche .................................................................................... 33
7.4.1 Trattamento del campione............................................................................................ 33 7.4.2 Analisi Carbonio‐Zolfo ................................................................................................... 33 7.4.3 Analisi granulometrica .................................................................................................. 33 7.4.4 Analisi chimica ............................................................................................................... 33
7.4.5 Analisi mineralogica .......................................................................................................... 33 7.4.6 Analisi dilatometrica .......................................................................................................... 33 7.4.7 Assorbimento d’acqua ...................................................................................................... 34

Sommario
Pagina 2 di 88
7.4.8 Parametri tecnologici ........................................................................................................ 34 7.4.9 Limiti di Atterberg ............................................................................................................. 34 7.5 Risultati .................................................................................................................................. 35
7.5.1 Campioni di riferimento (NAC, NAB) ............................................................................................. 35
7.5.2 Campioni di argille locali ................................................................................................................ 37
7.5.3 Considerazioni conclusive dell’indagine preliminare ..................................................................... 42
8 Proposta di una possibile miscela con materie prime sarde ......................................................... 43
8.1 Introduzione .......................................................................................................................... 43 8.2 Le argille illitico‐caolinitiche della miniera di Funtana Piroi (Escalaplano) ........................... 43 8.3 Le marne calcaree dei depositi miocenici dell’area Sestu – Dolianova – Ussana ................ 45 8.4 Le argille montmorillonitiche di scarto del trattamento delle sabbie feldspatiche di Ardara 46 8.5 La bentonite di Banari ........................................................................................................... 47 8.6 Caratterizzazione chimica e tecnologica dei materiali prescelti ........................................... 48 8.7 Le miscele sperimentali ......................................................................................................... 49
9 Valutazione dei risultati ................................................................................................................. 54
10. Proposta di un modello previsionale ............................................................................................. 55
10.1 Studio delle variazioni ....................................................................................................... 57 10.2 Statistica descrittiva .......................................................................................................... 59
10.2.1 Caratteristiche Chimiche, fisiche e dimensionali .......................................................... 59 10.2.2 Caratteristiche tecnologiche ......................................................................................... 60
10.3 Analisi statistica multivariata ............................................................................................ 61 10.3.1 Matrice di correlazione semplice .................................................................................. 62 10.3.2 Analisi dei Cluster .......................................................................................................... 66 10.3.3 Regressione Multipla ..................................................................................................... 68 10.3.4 L’uso di R2 modificato .................................................................................................... 73 10.3.5 Modello previsionale ..................................................................................................... 74
11. Considerazioni finali ....................................................................................................................... 77
12. Allegati ........................................................................................................................................... 78
12.1 Analisi granulometriche .................................................................................................... 79 12.2 Diffrattogrammi ................................................................................................................ 83

1 – Introduzione ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 3 di 88
1. Introduzione Questo lavoro di ricerca è inserito nel PROGETTO ILONET, in particolare nel settore di intervento “CERAMICHE”. Lo studio si propone di verificare la possibilità di reperire in Sardegna le argille da utilizzare come materia prima per il comparto regionale delle ceramiche artistiche e di valutare tale possibilità sul piano tecnico‐economico.
L’idea di questo progetto è nata quando analizzando il settore delle ceramiche artistiche ci si è resi conto che, oltre ai problemi legati al mercato e alla vendita dei loro prodotti, la materia prima, cioè l’argilla, utilizzata dagli artigiani sardi ha un alto costo ed è acquistata presso fornitori dell’Italia centro settentrionale, principalmente Toscana, Umbria e Veneto.
Il lavoro è stato realizzato dal Dipartimento di Geoingegneria e Tecnologie Ambientali dell’Università degli Studi di Cagliari e coordinato dai professori Marcello Ghiani e Pier Paolo Manca. Per la realizzazione dello studio il DIGITA si è avvalso della collaborazione di un gruppo di lavoro della Società sarda SVIMISA (SViluppo Industriale MIniere SArde) SpA composto dall’ing. Salvatore Lai, dal dott. Geologo Paolo Cau e dalla dott.ssa Geologa Manila Arrigo.
Lo studio ha richiesto un notevole impegno di lavoro in quanto il settore dei prodotti ceramici e delle metodologie per la caratterizzazione di materie prime e manufatti sono molto sviluppati e fortemente specialistici. Ciò è vero particolarmente in Italia da sempre paese leader nella produzione di materie prime e lavorati ed è testimoniato dalla presenza in Italia di alcuni Centri di eccellenza di studio e sperimentazione di questi materiali. In questo quadro ci si è proposti di contribuire all’obiettivo citato sia valutando sperimentalmente alcuni materiali locali e alcune miscele con questi realizzate, ma anche proponendo una metodologia di analisi di risultati in grado di fornire rapidamente indirizzi nelle scelte e rapide valutazioni sull’idoneità di nuovi materiali argillosi non ancora sperimentati.
Lo studio analizza preliminarmente le caratteristiche del comparto, la composizione delle unità produttive e le caratteristiche della materia prima, in riferimento a tipologie e distribuzione territoriale. Viene poi sviluppata un’analisi comparata tra un prodotto commerciale non sardo, abitualmente utilizzato dai nostri ceramisti, e una serie di argille locali. Dal confronto vengono messe in evidenza le marcate differenze di composizione e proprietà tecnologiche e le difficoltà ad individuare un unico prodotto locale sostitutivo tal quale. Emerge invece la possibilità di ottenere tale risultato attraverso la composizione di una miscela degli stessi prodotti locali di cui si forniscono tre esempi significativi.
La vasta sperimentazione sviluppata ha infine suggerito la possibilità di migliorare il criterio di scelta dei componenti la miscela attraverso l’uso di un modello previsionale costruito in base ai legami di tipo statistico esistenti tra proprietà tecnologiche e caratteristiche chimiche, fisiche, mineralogiche e dimensionali di ciascuno dei componenti utilizzati.
Benché il modello proposto potrebbe essere ancora migliorato, lo studio si conclude con una sua applicazione finalizzata alla definizione della composizione di una miscela che minimizzi le differenze di comportamento tecnologico rispetto al campione assunto come riferimento.

2 ‐ Cenni Storici ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 4 di 88
2. Cenni storici I materiali ceramici di tipo tradizionale sono stati prodotti e utilizzati fin dal neolitico (9000‐5000 a.C.). I manufatti considerati più antichi risalirebbero al XI millennio a.C. e sono stati ritrovati in Kyushu, Giappone.
Già intorno al 6000 a.C. nell’Egitto predinastico si usavano mattoni cotti al sole nelle costruzioni; la ceramica fiorisce nell’Egitto faraonico e in Mesopotamia e raggiunge la ben nota perfezione in Grecia e in Etruria.
Per quanto riguarda i composti ceramici utilizzati nella tecnica costruttiva la loro produzione è dipesa dalla disponibilità di argille e fonti energetiche per la loro cottura. Fin dall’epoca preistorica l’argilla fu utilizzata per la formazione dei piani di calpestio della capanne e per sigillare gli orifizi. Più tardi (4000 a.C.), in Mesopotamia, nella zona compresa tra il Tigri e l’Eufrate, furono utilizzati mattoni crudi (adobe), preformati per pressatura in appositi stampi ed essiccati, per la costruzione delle torri templari (ziggurat) e a Babilonia per le cinte murarie. La tecnica, che prevedeva l’impasto dell’argilla con paglia triturata, si diffuse nelle regioni asiatiche e africane (in cui il clima permetteva l’essicazione dei mattoni): ne sono una testimonianza le cinta murarie di Persepoli.
In Egitto si fece largo uso di mattoni crudi prodotti dagli schiavi per realizzare non solo le comuni abitazioni, ma anche le regge e le case patrizie; perfino una piramide fu costruita in mattoni crudi (Aseska, 2500 a.C.).
Nonostante la tecnica della cottura dell’argilla fosse già conosciuta e praticata molti secoli prima per la produzione di stoviglie ed oggetti artistici, solo nel 3000 a.C. cominciarono ad essere utilizzati nel Medio Oriente mattoni cotti, inizialmente come rivestimento esterno di murature realizzate in mattoni essiccati. Le prime sperimentazioni sulla possibilità di fornire continuità alla struttura muraria mediante un legante interessarono inizialmente impasti molto liquidi di argilla, in Mesopotamia fu utilizzato (2100 – 1950 a.C.) il bitume, mentre la calce fu introdotta in Campania nel 300‐180 a.C. E’ comunque la civiltà romana ad utilizzare su larga scala, per esigenze di rapida urbanizzazione della Roma imperiale, i laterizi in alternativa ai blocchi di materiale lapideo come calcare, tufo, granito.
Per quanto riguarda i prodotti ceramici per uso domestico ed artistico questi ebbero un notevole sviluppo nell'antica Grecia che ereditò la tecnica della ceramica dalla civiltà minoico ‐ micenea. Dal VI al V sec. a.C. Atene dominò i mercati con la sua produzione di vasi, ma nel IV sec. a.C. questa decadde. Sorsero altre fabbriche locali in Beozia, Etruria, Magna Grecia e Sicilia. La produzione di queste lasciò un segno tanto profondo che, molti secoli dopo, Josiah Wedgwood chiamò Etruria la sua manifattura di porcellane, destinata a diventare una delle più famose del mondo.
In età augustea si diffuse la ceramica aretina, con decorazione a rilievo. A questa seguì in tutto l'Occidente romano la ceramica. a rilievo detta terra sigillata, che rimase in uso fino al termine dell'impero. Nel tardo medioevo le ceramiche venivano realizzate con il tornio, cotte al forno e impermeabilizzate con una vernice vetrosa. Dopo il XIII secolo si incominciano ad usare anche altri colori e decorazioni più sofisticate.
Tutti i prodotti ceramici del passato sono oggetto di continui studi come strumento per la datazione di insediamenti e culture antichissime: criteri estetico – stilistici e, più recentemente, metodi di analisi chimico – fisica sono alla base di queste ricerche.
Dai vasi arabi colorati e smaltati, fabbricati in epoca più tarda anche in Spagna, e dal centro di smistamento più attivo nel Medio Evo, rappresentato dall’isola di Maiorca, ebbe origine il nome generico di maiolica, esteso poi a tutte le ceramiche smaltate.
Dopo il Medio Evo, nell’Italia umanistica i prodotti di Faenza presero il nome di faenze e Luca della Robbia, a Firenze, creò un nuovo tipo di maioliche decorate e smaltate con smalto opaco. Più tardi, intorno al XVI secolo, si conobbe in Europa la porcellana che già era in uso in Cina dal VI secolo a.C.. Bernardo Buontalenti preparò la prima porcellana in Italia nel 1580, ma le prime industrie per la produzione di porcellane sorsero in Europa nel XVIII secolo (in Italia nel 1735, a Doccia, per opera del marchese Carlo Ginori).
Sia pure con molte innovazioni di carattere tecnologico l’industria dei prodotti ceramici rimase tradizionalmente legata alla produzione di mattoni, vasellame e normali refrattari fino ad un periodo che può farsi corrispondere grosso modo all’inizio della seconda guerra mondiale: da quel momento si registrano sviluppi completamente nuovi nella produzione di materiali ceramici per applicazioni elettroniche, aeronautiche, nel campo dell’energia nucleare e delle altissime temperature, con l’aggiunta anche di alcuni materiali non tradizionali nella preparazione dei prodotti stessi.

3 – Ceramica artigianale in Sardegna ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 5 di 88
3. Ceramica artigianale in Sardegna Le ceramiche in Sardegna hanno una lunga tradizione. Peraltro, in questa sede non si vuole analizzare la ricchissima e variegata produzione ceramica sarda, si vuole soltanto ricordare che in tutta l’isola sono presenti numerosi laboratori artigiani e che le produzioni, prima legate a oggetti di uso quotidiano, ora sono destinate prevalentemente a oggetti ornamentali che vanno da forme e decorazioni tradizionali al gusto moderno.
Sul territorio sardo sono presenti numerosi artigiani prevalentemente concentrati nei comprensori di Assemini e Oristano ma non mancano presenze importanti di piccole imprese anche nell’Ogliastra, nel Sassarese e in Gallura. Molti di loro hanno bottega e esperienza tramandate da generazioni, altri si sono avvicinati da soli a questa arte. Tutti o quasi lamentano delle difficoltà economiche a causa di un mercato che non esige più stoviglierie e che fa a meno di manufatti artistici. A questo si sommano i costi energetici e della materia prima.
Per adattarsi alle sempre più esigenti richieste del mercato in termini qualitativi e produttivi il ceramista oggi non può prescindere dall’investire in processi di lavorazione tecnologicamente avanzati, migliorare le tecniche di preparazione, cottura e rifinitura dei manufatti artistici. L’esempio della Cerasarda (la Ceramica della Costa Smeralda) è significativo e propone un modello di impresa artigiana di elevato livello qualitativo ove, con l’ausilio di tecnologie modernissime nella preparazione dell’impasto, si privilegia la manualità nella cura straordinaria di ogni pezzo ceramico.
La manualità è ancora oggi il patrimonio del ceramista sardo, la materia prima no.
La materia prima è parte di questo nuovo processo qualitativo e l’utilizzo di argille locali e terre varie senza specifiche conoscenze non è più sostenibile, sia per ragioni tecniche sia di trattamento e finalizzazione delle stesse.
Pertanto è giustificato il ricorso a materie prime e semilavorati non di provenienza regionale.
3.1 Le materie prime
Gli artigiani in passato utilizzavano la materia prima situata nelle vicinanze delle loro abitazioni. Proprio per questo motivo la tradizione del ceramista è legata alle aree ricche di argille in particolare la zona del Campidano (Assemini e Oristano), nel Sarcidano (Nurallao e Laconi), nelle Baronie (Siniscola) e nel Sassarese. Si utilizzavano prevalentemente argille e comunemente terre argillose, spesso con presenza di radici e altre componenti organiche che venivano eliminate con semplici filtrature e setacciature a secco. Si ottenevano pertanto delle argille finissime che in funzione della natura geologica del territorio potevano essere carbonatiche e/o magnesiache, ricche in ossidi di ferro e feldspati oppure chiare con scarse proprietà plastiche leganti e poco fondenti.
Perciò il loro utilizzo era esclusivamente legato alla fabbricazione di oggetti di arte povera o oggetti di uso quotidiano come la stoviglieria, le brocche , etc..
Oggi questi prodotti non sono più utilizzati e l’artigiano opera nel settore delle ceramiche artistiche e ornamentali per cui sono richiesti altri canoni estetici e di utilizzo. Quindi le argille locali non sono più tecnicamente ed economicamente vantaggiose ed il loro parziale utilizzo necessita di un preliminare trattamento (macinazione, raffinazione, etc.) che molti artigiani non possono permettersi.
Inoltre, l’apertura e l’estrazione di nuove cave è oggi regolata da leggi molto severe ed attente al tema ambientale del ripristino e la conduzione e l’attività di una cava in esercizio comporta un onere economico non indifferente.
Grazie alla disponibilità degli artigiani intervistati si è venuti a conoscenza del fatto che tutti acquistano l’argilla già pronta per l’utilizzo presso fornitori dell’Italia centro settentrionale (principalmente Toscana, Umbria e Veneto). Tali argille (miscele) preconfezionate sono praticamente pronte all’uso e permettono di produrre la

3 – Ceramica artigianale in Sardegna ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 6 di 88
quasi totalità dei manufatti ceramici sollevando il ceramista da processi di trattamento che non sono economicamente sostenibili.
La funzione delle argille locali è pertanto relegata a produzioni tradizionali e di parziale inserimento nell’impasto principale. Tali materiali sono ottimi per l’utilizzo con le vecchie tecniche, quali ad esempio stoviglierie cotte in forni alimentati a legna, oppure come ingobbio (tecnica di pittura per la decorazione di terracotta e ceramica) quando si utilizza la tecnica dell’incisione per dare contrasto di colore.
3.2 Caratteristiche del settore
Da alcuni capitoli del testo Ceramiche, storia, linguaggio e prospettive in Sardegna (440 pp, 2007 ILISSO Edizioni, Autori vari) si traggono utili indicazioni sulla struttura del settore della ceramica artistica in Sardegna, benché sia difficile trovare i dati specifici disaggregati rispetto al settore più ampio dei prodotti in ceramica.
Le fonti ufficiali utilizzate sono due: i censimenti dell’industria effettuati dall’ISTAT e il database dell’Unioncamere Movimprese. La Tabella 3.1 riporta l’andamento della popolazione delle imprese e degli addetti nel comparto tra il 1991 e il 2007. I dati fino al 2001 provengono dai censimenti dell’industria e dei servizi. La fonte dei valori relativi agli anni 2005 e 2007 è invece il database Movimprese.
La Tabella citata mette in evidenza una continua crescita del numero di imprese(pari al 4% annuale), con un aumento particolare (pari al 9% annuo) tra il 1996 e il 2001. Il numero di addetti ufficiali non raggiunge in Sardegna (sino al 2001) i due ad impresa, contro i tre – quattro di quelle nazionali, a dimostrazione del carattere artigianale e familiare dell’attività.
La produzione di argille rientra tra le categorie dei minerali industriali il cui settore è ben rappresentato dalle seguenti Tabelle, tratte dal recente aggiornamento del Piano Regionale delle Attività Estrattive (PRAE Sardegna). Le Tabelle si riferiscono, rispettivamente, alle concessioni minerarie vigenti (Tabella 3.2), ai materiali di sfrido e alle discariche (Tabella 3.3) e alle produzioni e agli addetti del settore (Tabella 3.4).
Tabella 3.1 – Imprese e addetti nel settore della ceramica per usi domestici e ornamentali (Fonte ISTAT censimenti dell’industria e Unioncamere Movimprese).
1991 1996 2001 2005 2007
Imprese Addetti Imprese Addetti Imprese Addetti Imprese Imprese
Cagliari 32 60 39 56 48 76 79 87
Nuoro 16 34 18 36 24 46 35 37
Oristano 7 11 10 19 8 11 13 13
Sassari 12 16 17 19 23 26 36 40
SARDEGNA 67 121 84 130 103 159 163 177
ITALIA 2505 9672 2859 8474 3047 8792
L’esame della Tabella 3.3 evidenzia il forte impatto ambientale prodotto dall’attività estrattiva dei materiali di uso ceramico i cui scarti rappresentano circa 1/3 del totale degli sfridi prodotti.

3 – Ceramica artigianale in Sardegna ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 7 di 88
La produzione regionale di argille a prevalente uso ceramico nel 2004 (dati del nuovo aggiornamento PRAE) è stato pari a circa 123.000 t di minerale estratto principalmente dalle aree di Pitzu Rubiu (Nurallao), Funtana Piroi (Escalaplano), Figarba (Sadali) e Bruncu de Murdegu (Nurri‐Orroli). Dai giacimenti di Escalaplano e di Sadali è provenuto oltre l’80% della produzione regionale. Le litologie presenti vanno dai conglomerati quarzosi alle sequenze argilloso‐caoliniche con presenza di minerali feldspatici, piriti e gesso. Le caratteristiche merceologiche sono strettamente legate ai tenori in allumina e ossidi di ferro. Il grande pregio di tali giacimenti è di essere suscettibili di coltivazioni selettive che consentono di rispondere in termini compositivi a specifiche richieste dell’industria. Maggiori informazioni sulla situazione delle cave di argilla ceramica in Sardegna e sulle tipologie di materiali estratti verranno illustrati più avanti.
Tabella 3.2 ‐ Concessioni minerarie vigenti (Piano Regionale delle Attività Estrattive, luglio 2007)
Tabella 3.3 – Materiali di sfrido e discariche dalla coltivazione dei minerali industriali (PR AE, luglio 2007)
PRODOTTI
U.P. o
perative RESA DI CAVA
Sfridi di cava
Mm
3
Totale discariche
Mm
3
min
max
med
Argille refrattarie 3 0,21 0,74 0,46 0,28 5,00Bentoniti e Caolini con argille 9 0,29 0,98 0,65 0,44 1,65Feldspati 8 0,24 1,00 0,55 1,64 6,15Sabbie silicee, feldspatiche e caoliniche 3 0,70 1,00 0,88 0,07 0,23Bario 3 0,54 0,93 0,80 0,01 0,22Fluoro 1 0,00 0,05Carbonati ferrosi 1 0,83 0,83 0,83 0,00 0,00Talco 1 0,10 0,10 0,10 0,30 3,00Sale 1 0,00 0,00Combustibili fossili 1 0,00 2,50TOTALE 31 2,74 18,81
PROVINCIA
Concession
i vigen
ti
MINERALI INDUSTRIALI
ARG
ILLE
BENTO
NITE
CAOLINO
FELSPA
TO
FERR
O
SILICA
TI idrati di A
l
TALCO
Cagliari 13 4 3 ‐ 2 ‐ 1 ‐Carbonia Iglesias 12 ‐ 4 ‐ ‐ 1 ‐ Medio Campidano 1 ‐ ‐ ‐ ‐ ‐ ‐ ‐Nuoro 11 1 6 1 3Ogliastra 1 1 Oristano 6 1 2 2 Olbia_Tempio 1 1 Sassari 16 7 3 5 SARDEGNA 61 6 16 5 15 2 1 3

3 – Ceramica artigianale in Sardegna ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 8 di 88
A livello nazionale nel settore dei minerali industriali spiccano due settori in particolare, che ne fanno un grande: il settore dell'industria ceramica e il settore dell’industria vetraria.
Tabella 3.4 – Produzioni e addetti (Piano Regionale delle Attività Estrattive, luglio 2007)
PRODOTTI
U.P. o
perative
Superficie ha
Produzione Addetti estrazione
normalizzati, n. kt %
Argille refrattarie 3 109 123 3,3 19Bentoniti e Caolini con argille 9 109 441 11,9 29Feldspati 8 219 890 23,9 39Sabbie silicee, feldspatiche e caoliniche 3 36 970 26,1 51Bario 3 64 30 0,8 6Fluoro 1 16 74 2,0 181Carbonati ferrosi 1 4 2 0,1 2Talco 1 68 34 0,9 18Sale 1 210 5,7 Combustibili fossili 1 147 24 0,7 314TOTALE 31 774 2.799 661
Il settore dell'industria ceramica è un settore con una gamma di produzione vastissima (laterizi, piastrelle, materiali ceramici da tavola, porcellane, materiali per le attrezzature specialistiche ecc.) e consuma una quantità impressionante di materie prime.
Il settore delle piastrelle, per quel che concerne le quantità, consuma 11 milioni circa di tonnellate di materie prime l'anno. I dati in questione sono rilevanti: il 70% dei minerali usati nei settori della ceramica e delle piastrelle sono di produzione nazionale. La produzione italiana di piastrelle ha superato i 600 milioni di metri quadri di prodotto. L’attività produttiva è concentrata prevalentemente nelle province di Modena e di Reggio Emilia, il cui export contribuisce positivamente alla bilancia commerciale italiana.
Le tendenze del mercato negli ultimi anni mostrano che la produzione e il consumo di minerali industriali sono mediamente in crescita, in Italia come nel resto d'Europa. Tale crescita è dovuta in parte dal settore della ceramica, che è in evoluzione in tutti i suoi comparti, come d’altro canto lo è anche il settore della vetreria. Grazie alla globalizzazione si assiste poi ad una trasformazione notevole e ad una diversa percezione della struttura produttiva internazionale nel settore dei minerali industriali.
4 –Materia prime ceramiche ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 9 di 88
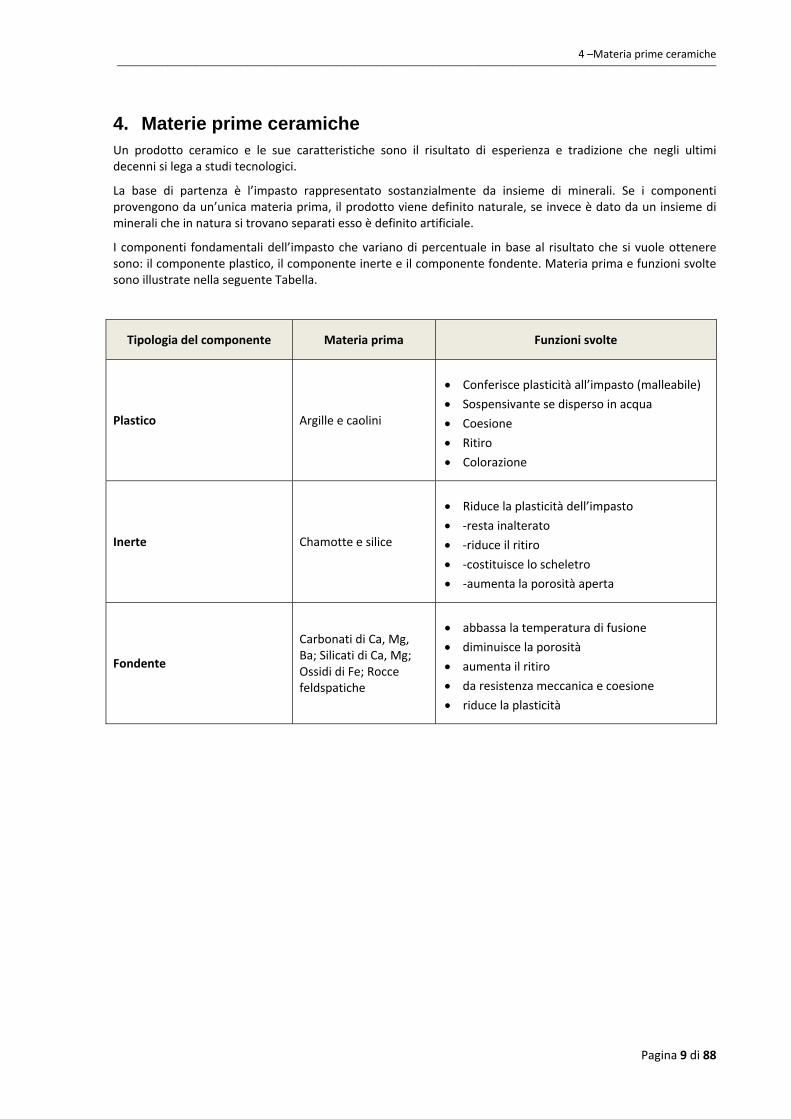
4. Materie prime ceramiche Un prodotto ceramico e le sue caratteristiche sono il risultato di esperienza e tradizione che negli ultimi decenni si lega a studi tecnologici.
La base di partenza è l’impasto rappresentato sostanzialmente da insieme di minerali. Se i componenti provengono da un’unica materia prima, il prodotto viene definito naturale, se invece è dato da un insieme di minerali che in natura si trovano separati esso è definito artificiale.
I componenti fondamentali dell’impasto che variano di percentuale in base al risultato che si vuole ottenere sono: il componente plastico, il componente inerte e il componente fondente. Materia prima e funzioni svolte sono illustrate nella seguente Tabella.
Tipologia del componente Materia prima Funzioni svolte
Plastico Argille e caolini
• Conferisce plasticità all’impasto (malleabile)
• Sospensivante se disperso in acqua
• Coesione
• Ritiro
• Colorazione
Inerte Chamotte e silice
• Riduce la plasticità dell’impasto
• ‐resta inalterato
• ‐riduce il ritiro
• ‐costituisce lo scheletro
• ‐aumenta la porosità aperta
Fondente
Carbonati di Ca, Mg, Ba; Silicati di Ca, Mg; Ossidi di Fe; Rocce feldspatiche
• abbassa la temperatura di fusione
• diminuisce la porosità
• aumenta il ritiro
• da resistenza meccanica e coesione
• riduce la plasticità

5 – Le argille ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 10 di 88
Fig. 5. 1‐ Strutture tetraedriche e ottaedriche di base dei minerali argillosi.
5. Le argille
5.1 I minerali argillosi
I minerali costitutivi delle argille sono definiti minerali argillosi oppure minerali delle argille. I minerali argillosi sono in genere dei minerali secondari caratterizzati da elevata superficie specifica. Essi sono dei silicati dotati di struttura stratificata (fillosilicati) e possono essere distinti in gruppi diversi in funzione del cristallo unitario di base (cella) formante gli strati elementari e gli strati unitari di base, della sovrapposizione di tali strati unitari e della natura degli interstrati, cioè degli strati che separano gli strati unitari.
In Figura 5.1 sono mostrate le strutture tetraedriche e ottaedriche dei cristalli unitari di base formanti gli strati elementari. La formazione degli strati unitari a partire dalle celle unitarie e dagli strati elementari, così come la sovrapposizione di questi strati elementari in strati unitari è mostrata in Figura 5.2 per quanto riguarda la Caolinite.
La Caolinite di formula chimica (Al2Si2O5(OH)4, appartiene all’unico gruppo di minerali argillosi (gruppo delle Caoliniti‐Serpentiniti) che possiede una struttura del tipo 1:1, cioè uno strato elementare tetraedrico ed uno ottaedrico, con lo strato tetraedrico sovrapposto allo strato ottaedrico (struttura triclinica). In generale come mostra la Figura 5.1, ma in modo ancora più chiaro le Figure 5.3 (a e b), le posizioni tetraedriche sono occupate da ioni Si e due terzi delle posizioni ottaedriche sono occupate da ioni Al.
Lo strato tetraedrico è formato dalla connessione dei tetraedri in forma esagonale, la base dei tetraedri essendo all’incirca coplanare, mentre i vertici ed i relativi ossigeni apicali, assieme agli ioni OH‐ localizzati al centro degli esagoni, formano la base dello strato ottaedrico

5 – Le argille ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 11 di 88
Fig. 5.2 ‐ Cella unitaria di base e strati elementari formanti lo strato unitario di base della Caolinite
Fig.5.3,a – Proiezione di un cristallo di caolinite sul piano (001). (Altezza degli atomi sopra il piano 001).
Fig. 5.3,b – Proiezione di un cristallo di caolinite lungo gli assi y ed x evidenzianti la sovrapposizione degli strati elementari ed unitari successivi nelle direzioni x ed y rispettivamente.
5 – Le argille ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 12 di 88
Talvolta la struttura triclinica è più o meno disordinata: i corrispondenti minerali si considerano appartenenti ad un altro gruppo e vengono denominati Kanditi. Le Serpentiniti, appartenenti allo stesso gruppo della Caolinite possiedono la medesima struttura di questa, eccetto che le posizioni ottaedriche possono essere occupate da Mg, Al, Fe ed altri ioni, che le conferiscono proprietà mineralogiche e chimiche più complesse, sebbene esse sono meno comunemente presenti nei suoli poiché, essendo forme meno stabili, vengono facilmente trasformate in altri minerali. Tutti gli altri gruppi di minerali argillosi hanno una struttura del tipo 2:1, costituita cioè da due strati elementari tetraedrici ed uno ottaedrico. Lo strato ottaedrico con gli ioni Al che occupano due terzi delle posizioni disponibili è conosciuta come struttura gibbsite con formula chimica Al2(OH)6. Quando il Mg è presente nello strato elementare ottaedrico, tutte le posizioni sono occupate perché è necessario bilanciare la struttura, detta struttura brucite, e la formula chimica diventa Mg3(OH)6.
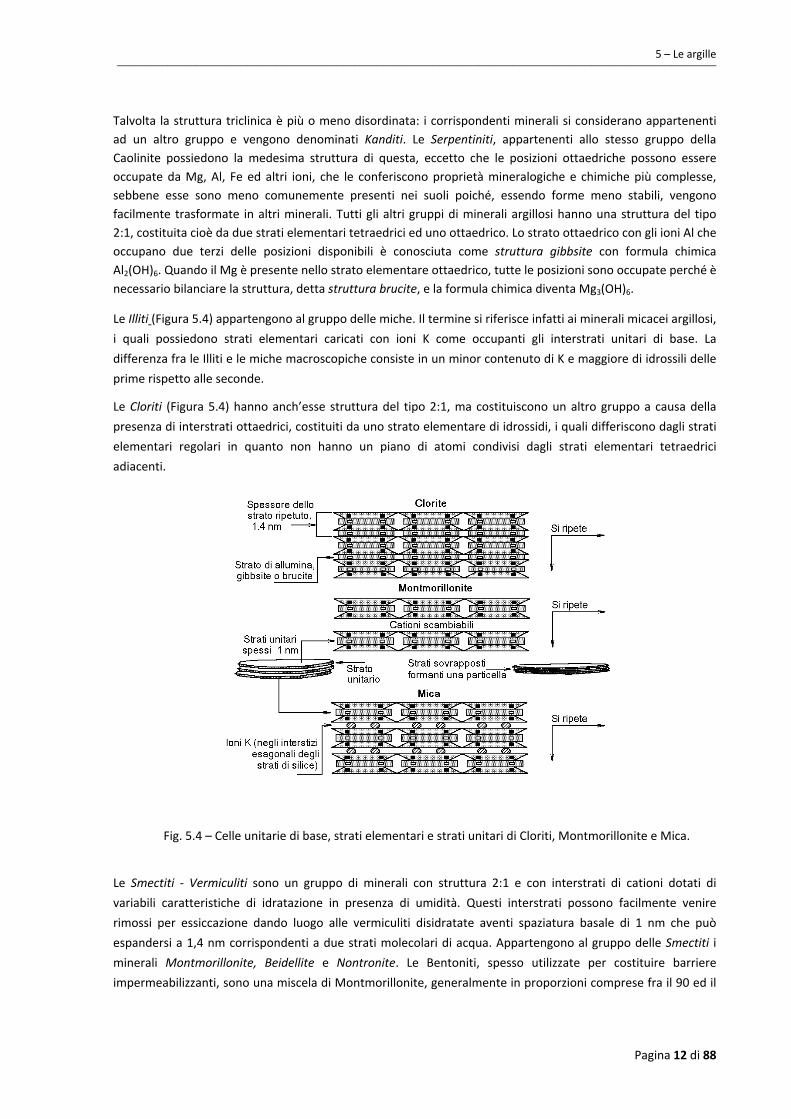
Le Illiti (Figura 5.4) appartengono al gruppo delle miche. Il termine si riferisce infatti ai minerali micacei argillosi,
i quali possiedono strati elementari caricati con ioni K come occupanti gli interstrati unitari di base. La
differenza fra le Illiti e le miche macroscopiche consiste in un minor contenuto di K e maggiore di idrossili delle
prime rispetto alle seconde.
Le Cloriti (Figura 5.4) hanno anch’esse struttura del tipo 2:1, ma costituiscono un altro gruppo a causa della
presenza di interstrati ottaedrici, costituiti da uno strato elementare di idrossidi, i quali differiscono dagli strati
elementari regolari in quanto non hanno un piano di atomi condivisi dagli strati elementari tetraedrici
adiacenti.
Le Smectiti ‐ Vermiculiti sono un gruppo di minerali con struttura 2:1 e con interstrati di cationi dotati di
variabili caratteristiche di idratazione in presenza di umidità. Questi interstrati possono facilmente venire
rimossi per essiccazione dando luogo alle vermiculiti disidratate aventi spaziatura basale di 1 nm che può
espandersi a 1,4 nm corrispondenti a due strati molecolari di acqua. Appartengono al gruppo delle Smectiti i
minerali Montmorillonite, Beidellite e Nontronite. Le Bentoniti, spesso utilizzate per costituire barriere
impermeabilizzanti, sono una miscela di Montmorillonite, generalmente in proporzioni comprese fra il 90 ed il
Fig. 5.4 – Celle unitarie di base, strati elementari e strati unitari di Cloriti, Montmorillonite e Mica.

5 – Le argille ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 13 di 88
50%, e di Beidellite. Uno degli aspetti peculiari della Montmorillonite [formula chimica (Na,Ca)0,33 (Al,Mg)2 Si4O10 . n H2O] è rappresentato dalla capacità rigonfiante determinata appunto dalle caratteristiche di idratazione
degli interstrati di cationi (vedi dopo).
5.2 Genesi e proprietà chimico – fisiche delle argille La genesi dei minerali argillosi nelle rocce è, come si è detto, secondaria, per alterazione chimica (in ambiente acido o alcalino) di rocce magmatiche silicee, per decomposizione da soluzioni idrotermali, metamorfismo di basso grado (nel caso delle cloriti). La formazione delle argille come sedimenti clastici sciolti e quindi come suoli avviene per dilavamento di rocce contenenti minerali argillosi e successiva concentrazione del sedimento fine, a seguito di un lungo trasporto prevalentemente in acqua, in ambienti lacustri, marini e/o lagunari.
I minerali argillosi possiedono caratteristiche fisico‐chimiche peculiari, quali la già citata dimensione micrometrica dei cristalli che, unita alla presenza di una carica elettrica superficiale non bilanciata, ne determina la notevole capacità di assorbimento d’acqua, la capacità di scambio cationico e l’adsorbimento di cationi.
Lo stabilirsi di una carica elettrica non bilanciata nei minerali argillosi deriva dalle loro condizioni di formazione. La sostituzione di cui si è detto di uno ione con un altro di minore valenza positiva nel reticolo cristallino (per esempio di Si4+ con Al3+ negli strati elementari di silice, o di Al3+ con Mg, Fe o Li negli strati elementari di allumina), oppure le imperfezioni della superficie (specialmente ai bordi) che si verificano durante la formazione, determinano lo sviluppo di una carica elettrica negativa sulle particelle, denominata carica fissa. Questo aspetto è importante in quanto, per esempio, i metalli pesanti sono caricati positivamente e dunque vengono attratti elettrostaticamente dalle superfici caricate negativamente. Come si è detto, l’effetto è tanto più significativo in relazione con l’elevata superficie specifica che caratterizza i minerali argillosi.
.
Fig. 5.5 – Schema di doppio strato elettrico di una particella di minerale argilloso con cationi ed anioni nello strato diffuso.

5 – Le argille ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 14 di 88
Ma oltre alla carica fissa di cui si è detto, talune argille possono essere dotate di carica variabile, cioè di carica elettrica positiva o negativa in funzione del pH dell’ambiente liquido circostante. Le relativi superfici (superfici reattive) sono dette superfici amfoteriche o a carica variabile in contrapposizione con le citate superfici a carica fissa. Fra i minerali argillosi solo la Caolinite è dotata di carica fissa e di carica variabile, in particolare le superfici sono considerate a carica fissa ed i bordi a carica variabile. La somma delle cariche elettriche distribuite sulla superficie di una particella costituisce la densità di carica superficiale netta della particella, che per semplicità viene denominata densità di carica.
Quando una particella di suolo viene a contatto con una soluzione acquosa, le superfici reattive della particella interagiscono con gli ioni e le molecole in soluzione e, poiché le anzidette superfici sono elettricamente cariche, i controioni (cioè gli ioni caricati di segno opposto) in soluzione interagiscono con tali superfici. Poiché, come si è detto, la carica netta delle particelle dei minerali argillosi è negativa, ciò significa che i cationi in soluzione tendono ad accumularsi in prossimità della superficie della particella.
Il fenomeno viene schematizzato con lo stabilirsi di un doppio strato elettrico per il quale nel tempo sono stati suggeriti vari modelli. Helmoltz per primo lo descrisse assimilandolo alle piastre di un condensatore piano con lo strato di cariche sulla superficie del solido e lo strato di cariche in soluzione affacciate ad una distanza definita. Secondo Gouy‐Chapman invece, dovendo esistere un equilibrio fra le forze elettriche responsabili del doppio strato e le forze osmotiche che tendono a mantenere l’omogeneità, la densità di carica elettrica nell’atmosfera ionica decresce secondo una legge esponenziale (strato diffuso) (vedi Fig. 5.5).
Poiché le interazioni fra ioni in soluzione (cationi e anioni) e le superfici cariche delle particelle solide sono di natura coulombiana, le considerazioni quantitative relative alla distribuzione dei potenziali ψ e delle cariche, secondo il modello a strato diffuso di Gouy‐Chapman, possono essere sviluppate a partire dall’equazione di Poisson ‐ Boltzmann (1), qui per semplicità non riportata. La soluzione di quella equazione fornisce la seguente
espressione della distribuzione del potenziale Ψ in funzione della distanza x dalla superficie della particella.
in cui ni e zi rappresentano la concentrazione e la valenza della i specie di ioni in soluzione, e, k, ε e T sono
rispettivamente la carica elettronica, la costante di Boltzmann, la costante dielettrica e la temperatura.
A sua volta, Stern suggerì un modello di doppio strato elettrico che è la combinazione del modello a strato fisso di Helmoltz e di quello a strato diffuso di Gouy‐Chapman. Questo modello sembra descrivere meglio la reale distribuzione dei potenziali quando ha luogo uno specifico adsorbimento di contro‐ioni che possiedono affinità specifica nei confronti della superficie solida e che vengono adsorbiti da forze diverse da quelle di natura puramente elettrostatica.
Il modello di Stern come sopra descritto è stato modificato da Graham, secondo il quale lo strato di Stern, in effetti consiste di due strati:
‐ uno più interno, detto piano interno di Helmoltz (phi), costituito da ioni che sono specificamente e chimicamente adsorbiti e che hanno dunque la capacità di influenzare il segno e l’entità della carica superficiale;
‐ uno più esterno, immediatamente a contatto del precedente, detto piano esterno di Helmoltz (phe).
)2()8
2coth(ln2 22
Tnezx
eT ii
εκπκψ −=

5 – Le argille ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 15 di 88
Nel modello di Stern‐Graham il potenziale di Stern (ψδ) è appunto assegnato al phe. La Figura 5.6 mostra una rappresentazione schematica degli anioni e cationi idratati immediatamente adiacenti alla superficie reattiva di una particella. La Figura 5.7 mostra la corrispondente localizzazione dei vari potenziali.
A partire dal valore di ψδ = ψphe , ψ � può determinarsi con la precedente relazione (2).
Rilevanza particolarmente interessante rivestono i minerali argillosi denominati argille rigonfianti, comunemente usate per costituire le cosiddette barriere naturali a bassa permeabilità. Si è già visto come siano
Fig.5.6 ‐ Diagramma schematico della distribuzione degli anioni e dei cationi nelle immediate adiacenze della superficie reattiva.
Fig.5.7 – Localizzazione dei vari potenziali rispetto alla superficie di una particella.

5 – Le argille ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 16 di 88
costituiti gli strati unitari delle Smectiti. Una caratteristica importante di tali argille è rappresentata dalla capacità di immagazzinare acqua con conseguente effetto di rigonfiamento ed aumento di volume che può arrivare a circa il 100% del volume iniziale del solido secco. La spaziatura basale delle Smectiti anidre, dell’ordine di 0,95 ‐1,00 nm, può infatti espandersi sino a 1,25 ‐ 1,92 nm in relazione con la quantità di acqua immagazzinata (idratazione). Quest’ultima dipende dalla natura dei cationi scambiabili presenti negli interstrati e dal contenuto iniziale di acqua del suolo. Nell’esposizione all’acqua predomina dapprima il fenomeno di idratazione dei cationi presenti nell’interstrato (rigonfiamento cristallino), successivamente l’acqua viene immagazzinata a causa delle forze del doppio strato, cioè delle forze osmotiche determinate dai cationi dell’interstrato.
Lo scambio cationico nei suoli si verifica quando ioni positivamente caricati presenti nelle acque interstiziali sono attratti dalle superfici delle frazioni argillose. Il processo si genera per la necessità di soddisfare l’elettroneutralità ed è stechiometrico. L’elettroneutralità richiede che i cationi sostituenti compensino la carica elettrica negativa sbilanciata delle superfici dei minerali argillosi. Nel modello di doppio strato elettrico ciò significa che, se le cariche negative delle superfici dei minerali argillosi devono essere bilanciate, i cationi che abbandonano lo strato diffuso devono essere sostituiti da un’equivalente quantità di cationi. I cationi sostituiti sono detti cationi scambiabili perché un catione può essere facilmente sostituito da un altro di uguale valenza, o da due di valenza pari alla metà del catione originario. Questo aspetto è particolarmente importante per quanto riguarda la previsione della ripartizione degli inquinanti. Così, per esempio, se il substrato di suolo è un materiale che contiene sodio come catione scambiabile, lo scambio cationico con una subentrante soluzione di PbCl2, dovrebbe avvenire secondo la reazione:
Na2 argilla + PbCl2 < Pb argilla + 2 NaCl
La quantità di cationi scambiabili trattenuta dal suolo è detta capacità di scambio cationico (CEC) del suolo, ed è generalmente uguale all’entità della carica negativa. Essa viene espressa in milliequivalenti per 100 g di suolo (meq/100 g di suolo). I cationi scambiabili prevalenti nei suoli sono il calcio ed il magnesio, con il potassio ed il sodio presenti in piccola quantità. Nei suoli acidi i cationi scambiabili prevalenti sono l’alluminio e l’idrogeno.
Poiché la valenza dei cationi ha la maggiore influenza dal punto di vista della facilità di sostituzione, quanto più elevata è la valenza del catione tanto maggiore è la sua potenza sostituente. Inversamente, quanto più alta è la valenza del catione alla superficie delle particelle argillose, tanto più difficile è la sua sostituzione. Per ioni della stessa valenza, un aumento della dimensione fornisce una maggior potenza sostituente.
La relativa potenza sostituente dei principali cationi può essere rappresentata come segue:
Na+ < Li+ < K+ < Rb+ < Cs+ < Mg2+ < Ca2+ < Ba2+ < Cu2+ < Al3+ < Fe3+ < Th4+
Il numero dei cationi scambiabili sostituiti dipende ovviamente dalla concentrazione di ioni nella soluzione sostituente (soluzione contaminante). Se un’argilla contenente cationi sodio è messa in contatto con una soluzione contaminante contenente ioni bivalenti, lo scambio avverrà sino a che, all’equilibrio, una certa percentuale di ioni scambiabili saranno ancora sodio e i rimanenti saranno gli ioni bivalenti contaminanti (es. Pb2+ , Cd2+ , ecc.).

5 – Le argille ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 17 di 88
5.3 Le argille e l’industria ceramica L’attività umana che per prima ha utilizzato l’argilla come materia prima prevalente per la preparazione di oggetti e manufatti è la ceramica. Sebbene con questo termine si intenda qualsiasi oggetto, prodotto artificialmente dall’uomo, composto con materia inorganiche, non metalliche foggiate a temperatura ambiente e consolidate a caldo, il settore della ceramica classica è rimasto vincolato all’argilla, sia pure con l’utilizzo di tecnologie sempre più aggiornate e moderne.
Si deve osservare che per molte produzioni, specie per le più povere, il tipo di argilla utilizzato è spesso vincolato alle disponibilità locali: in questo caso la distribuzione geografica dei sedimenti argillosi è importante. Nel caso dei prodotti di maggior pregio o di prestazioni speciali, la diffusione della materia prima argillosa da paesi che ne possiedono verso altri, è divenuta pratica normale con conseguente internazionalizzazione di composizione ed in definitiva, di tipo di prodotto.
In tutti i casi comunque l’argilla è importante, in quanto esplica una combinazione di proprietà che permettono l’uso del materiale ceramico nei diversi stadi della lavorazione e nell’esercizio finale cui è destinato.
Va ricordato che il processo ceramico prevede una cottura delle materie prime argillose nell’intervallo da 900 a 1500°C. L’argilla esplica le seguenti funzioni.
• Permette la formatura e determina la resistenza meccanica dei pezzi crudi. La formatura è possibile come massa plastica o come sospensione acquosa. Nel primo caso il film di acqua che si forma tra le particelle determina la plasticità che permette di trasformare un ammasso informe in un corpo modellato. Nel secondo caso, la presenza prevalente di acqua permette alle particelle di argilla di restare deflocculate il tempo sufficiente a perdere l’acqua e ad assumere la forma dello stampo assorbitore d’acqua entro il quale la sospensione è stata introdotta.
In ambedue i casi l’argilla funge da legante o supporto per le particelle non plastiche presenti nella massa, ed impartisce resistenza meccanica sufficiente a far mantenere al pezzo la forma anche al cessare delle tensioni che l’hanno determinata.
• Mantiene la forma impartitale anche nello stadio successivo, cioè dopo che la plasticità è stata distrutta a causa della rimozione dell’acqua fra le particelle per effetto termico (essiccamento).
Le proprietà delle argille che permettono loro di esplicare le funzioni ceramiche sopra citate, sono molto differenziate da argilla ad argilla e vengono determinate per mezzo della misura dei seguenti parametri:
‐ composizione mineralogica, ‐ composizione chimica, ‐ natura e quantità delle impurezze, ‐ granulometria e cristallinità, ‐ plasticità, dispersibilità in acqua, ‐ temperatura di fusione, ‐ resistenza meccanica al crudo, ‐ ritiro e resistenza meccanica dell’essiccato, ‐ comportamento alla cottura, ‐ colore, ritiro, porosità, resistenza meccanica del cotto.
5.3.1 Composizione mineralogica La composizione mineralogica che interessa è quella complessiva. I componenti accessori infatti sono spesso più importanti degli stessi minerali argillosi, questi ultimi possono essere differenziati distinguendo l’eventuale

5 – Le argille ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 18 di 88
importante presenza di minerali argillosi non plastici (micacei) dagli altri più propriamente argillosi e plastici. I metodi di individuazione della composizione mineralogica sono la diffrattometria‐X e la DTA (Analisi Termica Differenziale).
5.3.2 Composizione chimica La composizione chimica viene espressa in ossidi, determinati per mezzo della normale analisi chimica ponderale o strumentale.
Gli ossidi e la già citata analisi mineralogica permettono una buona previsione del comportamento della materia prima durante l’utilizzo industriale. Ad esempio: un basso valore della perdita al fuoco indica un probabile piccolo ritiro alla cottura e minor difficoltà nell’essiccamento fra 600 e 900 °C; la presenza di CaO e MgO abbinata al CO2 indica la presenza di materie prime calcaree, di cui va tenuto conto durante la cottura ai 700‐900 °C; un contenuto elevato in ossidi alcalini indica la probabile presenza di Feldspati e la fusibilità della materia prima a basse temperature.
5.3.3 Granulometria e cristallinità Questo parametro è importante in quanto i grani più fini possiedono superficie specifica maggiore e hanno pertanto plasticità, dispersibilità e fusibilità maggiori. La cristallinità scarsa di alcuni componenti della materia prima (silice, specie argillose, ecc) facilita le reazioni in cottura e può essere rilevata con la diffrattometria‐X o al microscopio ottico.
5.3.4 Plasticità e dispersibilità in acqua La plasticità, essendo legata a numerosi parametri, non viene misurata da uno strumento specifico. La plasticità dipende infatti dal tipo di minerali presenti, dalla loro dimensione, dal pH, dal tipo di lavorazione, ecc. Una misura indiretta della plasticità di un’argilla intesa come capacità a farsi plasmare può essere valutata attraverso la misura dei limiti di Atterberg. La plasticità è importante specie nei casi in cui il tipo di formatura dei pezzi viene ottenuto su impasti con contenuto di acqua fra il 15 ed il 30%. Per valori di acqua più alti (40‐60%) si entra nel campo delle sospensioni la cui reologia è influenzata dalle medesime caratteristiche influenzanti la plasticità. La misura della dispersibilità può essere effettuata per mezzo di un viscosimetro.
5.3.5 Temperatura di fusione La temperatura di fusione dipende dal contenuto di componenti refrattari (es. Al2O3) in rapporto al contenuto di fondenti (es. ossidi alcalini). La silice, sempre presente, funge da componente di un tipo o dell’altro a seconda della composizione complessiva. Il parametro viene determinato per mezzo di forni entro i quali la miscela da esaminare viene posta a confronto con una miscela a temperatura di fusione nota.
5.3.6 Resistenza meccanica di crudo ed essiccato Questa caratteristica, importante per poter maneggiare i pezzi crudi, dipende da numerosi fattori quali la granulometria, il tipo di materia prima, il metodo di formatura, la forma e la dimensione del pezzo, ecc. Si

5 – Le argille ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 19 di 88
misura la caratteristica sottoponendo una barretta del materiale crudo ad una prova di resistenza a flessione e determinando il modulo di rottura.
5.3.7 Ritiro dell’essiccato (in crudo) Il pezzo formato, sottoposto ad essiccamento, perde l’acqua per evaporazione e le particelle si avvicinano fra loro fino al contatto. Ciò determina un restringimento del pezzo o ritiro, che dipende perciò prevalentemente dal quantitativo di acqua eliminata con l’essiccamento. Il ritiro in crudo di una comune argilla da vasaio è dell’ordine del 5‐7%. Il ritiro influenza la porosità. Esso si misura linearmente per mezzo di semplici regoli.
5.3.8 Comportamento alla cottura (colore, ritiro, resistenza meccanica) Durante la cottura del pezzo avvengono reazioni e trasformazioni chimico ‐ fisiche che determinano una microstruttura comprendente anche dei pori dovuti a evaporazioni o sviluppo di gas. Il colore cambia quasi sempre a seconda delle reazioni chimiche intervenute. Si verifica un ritiro ulteriore (ritiro in cotto), dovuto all’eliminazione di acqua reticolare, alla decomposizione del carbonato di calcio, ai fenomeni di sinterizzazione ed a reazioni chimiche. Il pezzo ceramico cotto deve avere infine una resistenza meccanica tale da poter essere utilizzato per l’uso cui è destinato. I metodi di misura di queste caratteristiche sono semplici: il colore si misura confrontando il pezzo ottenuto con campioni standard; il ritiro e la resistenza meccanica con i metodi già detti; la porosità si misura per mezzo del quantitativo di acqua che il pezzo assorbe per immersione.
5.4 I giacimenti di argille della Sardegna
Le argille più diffuse e di impiego comune, a seconda della predominanza dei minerali argillosi contenuti si distinguono in caolinitiche, smectitiche, illitiche e cloritiche. Tutte queste argille possono contenere minerali diversi da quelli argillosi, come ad esempio carbonati, solfati, solfuri, ossidi coloranti (di Fe, Mn e Ti), sostanze organiche e vari oligoelementi, che ne condizionano proprietà e reologia e dunque l’utilizzazione nell’industria ceramica.
Si denominano argille primarie quelle che non hanno subito sostanziali dislocazioni rispetto alla roccia madre. Esse dunque sono le più pure e sono essenzialmente rappresentate dalla tipologia di argilla nota con la denominazione di caolino. Le argille secondarie, più diffuse di quelle primarie, si trovano invece in depositi situati a distanza dalle rocce madri originarie, a causa del trasporto dovuto a fenomeni naturali come correnti, vento erosione, ecc.. Queste argille hanno in genere una composizione più complessa, con presenza di più minerali, granulometria più fine e maggior contenuto di sostanze carboniose.
5.4.1 Il caolino e le argille a base di caolinite L’argilla più nota per il suo impiego nell’industria ceramica è il caolino, il cui minerale costitutivo è la caolinite. Questa argilla pregiata ha un’importanza rilevante in molti processi industriali: in ceramica nella fabbricazione delle piastrelle, stoviglieria, porcellana, nell’industria della carta, gomma, plastica, ecc.
I caolini utilizzati in ceramica non devono avere attitudine al rigonfiamento, mentre sono fattori positivi la difficile dispersibilità in acqua, la debole capacità di scambio ionico, la buona refrattarietà alle alte temperature
5 – Le argille ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 20 di 88
e la capacità di conservare una colorazione bianca o comunque chiara, dopo cottura. Un buon caolino è poi caratterizzato da un alto punto di fusione ma non rappresenta un’argilla particolarmente plastica.
Si definiscono depositi caolinitici quelli che contengono uno o più minerali del gruppo della caolinite, cioè la
stessa caolinite, l’halloysite (o caolinite idrata), la dikite e la nacrite. Questi depositi possono essere
sedimentari, idrotermali o residuali. I depositi sedimentari trovano origine nella dislocazione del giacimento
primario e nel trasporto via acqua in un bacino di sedimentazione ove possono essersi instaurati successivi
processi di costipazione e diagenesi. Quelli idrotermali traggono origine da rocce vulcaniche che a causa della
circolazione di fluidi di varia composizione e temperatura sono interessati da processi di argillificazione. I
depositi residuali infine si formano per effetto degli agenti atmosferici in ambienti caldo‐umidi e in presenza di
sostanze acide nel suolo.
I giacimenti caolinitici della Sardegna sono tutti di origine idrotermale, collegati al vulcanismo calcalcalino oligo‐
miocenico. Si tratta di un vulcanismo caratterizzato da una serie costituita da un’alternanza di lave andesitiche
e riolitiche‐riodacitiche, queste ultime accompagnate da prodotti piroclastici su cui si è di preferenza impostata
la caolinizzazione.
I depositi sono situati nelle aree di Serrenti‐Furtei, di Tresnuraghes e Laconi, di Mara e Romana,
rispettivamente nel sud, nel centro e nel nord dell’isola. Le argille caolinitiche di questi giacimenti sono tuttavia
poco adatte all’impiego nell’industria ceramica a causa della scarsa qualità in quanto generalmente
caratterizzate da relativamente modeste concentrazioni di allumina e dalla presenza di sostanze inquinanti,
quali pirite (Serrenti‐Furtei), alunite, silice libera, ossidi coloranti ed altre impurezze (Romana, Laconi e
Tresnuraghes).
In passato i minerali provenienti da alcuni di questi giacimenti sono stati sfruttati per la preparazione di
refrattari e di cementi bianchi, ma anche queste destinazioni d’uso sono state anch’esse ormai abbandonate a
causa della presenza delle citate carenze qualitative, oltre che delle diseconomie derivanti dagli eccessivi costi
del trasporto (gli utilizzatori sono infatti situati oltre Tirreno).
Produzioni di caolino possono essere ottenute dalla coltivazioni di giacimenti sabbiosi dai quali il caolino è
separato con operazioni di lavaggio. A Florinas, per esempio, una buona argilla caolinica, utilizzata a Sassuolo
nella fabbricazione di piastrelle, è ottenuta per questa via.
5.4.2 Le argille smectitiche e la bentonite
Tra le argille smectitiche quella più importante è la bentonite. Si tratta di un’argilla con grana finissima
costituita in prevalenza da montmorillonite, la cui genesi è legata al processo di devetrificazione e parziale
decomposizione di ceneri vulcaniche, processo favorito da un attacco alla superficie delle singole particelle
dalla circolazione di soluzioni idrotermali, in ambiente alcalino. E’ un’argilla molto diffusa che ha svariate
possibilità d’impiego, per esempio nell’ingegneria civile (soprattutto nelle operazioni di impermeabilizzazione),
nei fanghi di perforazione, nella fabbricazione della carta, delle lettiere, in agricoltura, enologia, fonderia (come
legante per sabbie nella formatura dei getti), ceramica (l’aggiunta all’impasto ceramico di piccole quantità di
bentonite, dell’ordine dell’1‐3%, aumenta la plasticità e la resistenza al verde), nella pellettizzazione dei
minerali di ferro, ecc.
Dal punto di vista del loro comportamento le bentoniti possono essere raggruppate in due tipi principali in
relazione al tipo di catione scambiabile predominante nel reticolo montmorillonitico:

5 – Le argille ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 21 di 88
‐ al primo tipo appartengono le cosiddette bentoniti sodiche che hanno la proprietà di assorbire grandi
quantità di acqua, rigonfiando notevolmente durante il processo e rimanendo per lunghi tempi in
sospensione;
‐ al secondo tipo appartengono le bentoniti calciche che rigonfiano assai poco ma che possono essere
attivate, almeno parzialmente in bentonite sodiche. A questa tipologia appartiene la maggior parte
delle bentonite sarde.
In Sardegna i primi giacimenti di bentonite furono individuati nel 1942 a Laconi, nel Sarcidano, e da allora in
molte altre località del Nuorese (Villanovatulo), a Nurallao, a S. Antioco, nell’Iglesiente, ecc. In effetti, nell’isola
è possibile ritrovare manifestazioni bentonitiche in quasi tutte le vulcaniti calcalcaline terziarie, sebbene i
giacimenti di interesse industriale siano coltivati esclusivamente nella Nurra, nel Sulcis e nel Sarcidano.
Come è stato accennato in ceramica, le smectiti possono essere utilizzate solo marginalmente per aumentare la
plasticità dell’impasto e la resistenza meccanica al crudo del manufatto. L’eccessiva plasticità, infatti, rende le
bentoniti non lavorabili tal quali: la forte plasticità rende viscoso questo minerale che rappresenta la cosiddetta
argilla molto grassa, untuosa al tatto, che si appiccica alle mani del vasaio, impedendo la modellazione sia a
mano che al tornio. Il ritiro durante l’essiccamento è talmente forte da provocare fessurazioni ed anche rotture
vere e proprie. In piccole quantità, può quindi servire come correttivo per argille magre, poiché ne migliora la
lavorabilità e la coesione in crudo: comporta però un aumento del ritiro.
5.4.3 Le argille illitiche e le argille a strati misti
L’illite, come si è visto, possiede un’unità strutturale simile a quella della montmorillonite, con la differenza che
gli ioni di silicio sono sempre parzialmente sostituiti da alluminio. Questa sostituzione permette l’ingresso di
ioni potassio che si posizionano fra un’unità strutturale e l’altra.
L’illite non si trova mai pura in concentrazioni significative ma sempre associata ad altri minerali argillosi
(caolinite, montmorillonite). Si forma per alterazione delle miche e dei feldspati in ambiente alcalino ed è
presente nella maggior parte delle cosiddette argille miste, cioè argille costituite da combinazioni più o meno
complesse (regolari o irregolari) la cui classificazione è alquanto problematica a causa della grande
eterogeneità.
Le argille miste sono le più diffuse nelle rocce sedimentarie e nei suoli ed assumono la loro denominazione in
base ai principali costituenti: illiti‐montmorilloniti, caoliniti montmorilloniti, illiti‐caoliniti, illiti‐cloriti‐
montmorilloniti, cloriti‐verminuliti, ecc. Appartengono a questa categoria molte argille a più basso valore
commerciale, utilizzate per la fabbricazione delle cosiddette terrecotte. Il componente plastico è costituito
principalmente da illite, montmorillonite e clorite, mentre la caolinite è scarsa. I componenti non argillosi sono
costituiti da quarzo, calcite e poco feldspato. E’ anche presente spesso materiale carbonioso. Contengono
sempre alti tenori di ossidi di ferro (sino al 16%), da cui il tipico colore del cotto che, al crudo è sui toni del
grigio, verdazzurro, giallo. Queste argille vengono impiegate nell’industria dei laterizi (mattoni, tegole),
dell’oggettistica comune, smaltata e non (vasi, brocche, ceramica artistica, ecc), delle pavimentazioni (cotto),
ecc.
L’argilla illitica è stata ed è tuttora modellata in tutte le forme possibili, dalla brocca di uso quotidiano al
manufatto di grande pregio estetico ed artistico. Grazie alle sue proprietà (plasticità, coesione in crudo, valore

5 – Le argille ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 22 di 88
medio del ritiro, comportamento in cottura e soprattutto colore in cotto) ha rappresentato nei secoli la materia
prima di maggior utilizzo in campo ceramico.
In Sardegna, i giacimenti di questi materiali sono così numerosi che diventa difficile una puntuale elencazione.
Sono presenti cave un po’ ovunque nel Campidano meridionale, nel Guspinese, nel Sarcidano, nell’Ogliastra,
nell’Oristanese, nell’agro di Siniscola, di Orosei e di Dorgali, a Barigadu, nella Gallura, nel Sassarese, ecc.,
sebbene i depositi di maggior interesse industriale siano quelli compresi nelle formazioni del Cixerri, di Ussana,
Samassi e nella zona fra Alghero e Porto Torres (cave di Canaglia).
Fra le argille illitico‐caolinitiche meritano di essere citate le cosiddette argille refrattarie del Sarcidano, nel
recente passato massicciamente utilizzate nella fabbricazione di grès, terraglia e cottoforte. I relativi giacimenti,
oggi non più coltivati a causa degli alti costi di coltivazione (le formazioni argillose presentano coperture
dell’ordine di decine di metri di rocce carbonatiche) sono situati alla base delle successioni carbonatiche marine
del Mesozoico che caratterizzano i cosiddetti tacchi.
Meritano citazione anche le miniere non più attive di Funtanedda (Laconi) e di Putzu Rubiu a Nurallao e,
soprattutto, quella ancora aperta di Funtana Piroi in agro di Escalaplano, dalla quale si estraggono argille
utilizzate a Sassuolo in certi impasti ceramici per la produzione di piastrelle.

6 – I prodotti ceramici ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 23 di 88
6. I prodotti ceramici Per ceramica si intende qualsiasi oggetto, prodotto artificialmente dall’uomo, composto con materie inorganiche, non metalliche, foggiate a temperatura ambiente e consolidate a caldo. I prodotti ceramici sono classificati in base alla natura della materia prima costituente il prodotto:
ceramiche silicatiche a base argillosa; ceramiche silicatiche a base non argillosa; ceramiche a base di ossidi; ceramiche non costituite da ossidi; ceramiche fosfatiche.
Tabella 6.1 – Classificazione delle ceramiche silicatiche a base argillosa
Dimensione dei granuli Assorbimento d’acqua Colore Prodotto
Grossolane
Porose >6% Colorate
• ‐terrecotte
• ‐refrattari
• ‐abrasivi
• ‐fire clay
Dense <6% Colorate
• ‐klinker
• ‐gres chimico
• ‐gres artistico
Fini
Porose >2%
colorate • ‐faenze
bianche • ‐terraglie
Dense <2%
colorate
• ‐gres per piastrelle
• ‐gres rosso
• ‐gres porcellanato
bianche
• ‐gres artistico
• ‐vitreous
• ‐porcellana
Tabella 6.2 – Classificazione delle ceramiche silicatiche a base non argillosa
Dimensione dei granuli Assorbimento d’acqua Prodotto
Grossolane
Porose • faenze silicee
• refrattari
Dense • refrattari
Fini
Porose • cordieriti
Dense
• steatiti
• cordieriti
• porcellane – Z Silico Al‐Li

6 – I prodotti ceramici ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 24 di 88
Le argille oggetto del nostro studio si collocano all’interno della prima categoria, ceramiche silicatiche a base argillosa. Queste si possono ulteriormente suddividere in base alla dimensione dei granuli costituenti la struttura del corpo ceramico (ceramica grossolana o fine, a seconda che i granuli siano o no visibili), all’assorbimento d’acqua e al colore.
Faremo riferimento neo corso dello studio a questa classificazione, anche se spesso le denominazioni utilizzate sono quelle legate alla tradizione.
6.1 Le terrecotte Le terre cotte sono ceramiche con colorazione variabile dal giallo al rosso mattone, con alta porosità e a struttura prevalentemente cristallina. Sono ottenute per cottura in ambiente ossidante ad una temperatura compresa tra 800 e 980°C. Queste ceramiche non hanno rivestimento e sono impiegate principalmente in edilizia con la comune denominazione di laterizi.
Per la produzione di laterizi non smaltati vengono utilizzati materiali dalla composizione variabile, caratterizzata da frazione argillosa (illite, clorite e piccole percentuali di montmorillonite, allo scopo di evitare eccessivi ritiri, e di caolinite, per non innalzare troppo la temperatura di cottura) compresa tra il 25 ed il 50% dell’impasto, da elevato contenuto di ossido di ferro (a cui si deve la colorazione bruna del cotto) e carbonato di calcio, e da uno scheletro sabbioso abbondante che costituisce la frazione inerte. Il calcare, la cui proporzione nell’impasto può variare dallo 0 al 25‐30%, costituisce, assieme agli ossidi di ferro, la parte fondente che impartisce solidità e coesione ai cotti ed è responsabile della porosità aperta. Può essere presente una frazione organica responsabile del difetto del cuore nero.
Generalmente, le argille utilizzate nella produzione di laterizi si trovano in depositi di tipo continentale alluvionale nelle zone di pianura dell’olocene e pleistocene.
6.2 I refrattari Le ceramiche refrattarie, denominate semplicemente refrattari, sono caratterizzate da un alto punto di fusione (sopra i 1500°C), da un’alta resistenza meccanica e chimica anche a caldo, da un’elevata conduttività termica e dalla resistenza agli sbalzi di temperatura e alla corrosione.
Le argille da refrattari sono generalmente costituite da caolinite le cui caratteristiche sono l’assenza di ferro, alcali e alcalino terrosi. Possono essere utilizzati componenti non caolinitici anche se riducono la refrattarietà. Il quarzo ad esempio può causare una riduzione del ritiro. È frequente l’associazione di illite, mentre non è consigliata la montmorillonite, sebbene se ne possono utilizzare piccole proporzioni per aumentare la plasticità e la resistenza a secco. Il tenore di allumina deve essere compreso tra il 20 ed il 45%. L’impasto dei prodotti refrattari ha in generale una struttura cristallina e grossolana; la porosità è variabile e dipende dall’uso a cui essi sono destinati. I componenti rammolliscono e fondono solo a temperature superiori a 1500°C.
Queste ceramiche sono utilizzate principalmente per la realizzazione di forni, crogioli di fusione. schermi protettivi nei confronti dell’azione del calore e rivestimenti di reattori chimici.
6.3 Le faenze Le faenze sono ceramiche con colorazione variabile da giallo‐beige al bruno rosso sino al nocciola dopo cottura. Sono caratterizzate da una porosità di tipo aperto, con un assorbimento d’acqua intorno al 18%, da una grana fine e omogenea che le distingue dalle terrecotte. Infatti, anche queste hanno un impasto composto da argille

6 – I prodotti ceramici ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 25 di 88
ferruginose o argille ferruginoso calcaree. I principali componenti mineralogici sono: quarzo (25%); carbonati (20%, calcite e piccole percentuali di dolomite); plagioclasi sodici (5‐15%); clorite (15%); illite e muscovite (20‐30%); quantità inferiori di montmorillonite, caolinite, feldspato potassico, ossidi e idrossidi di ferro e idrossidi di alluminio. Chimicamente hanno percentuali dell’ordine: 50% silice, 14% allumina, 10‐12% ossido di calcio. 4‐5% ossido di ferro, 2‐4% potassio e sodio.
È uno dei tipi ceramici più diffusi al mondo per la facile reperibilità della materia prima e per la tecnologia di produzione. La temperatura di cottura delle faenze è intorno a 920‐970°C.
Le faenze a seconda del rivestimento si possono distinguere in:
faenze con vetrina: sono ceramiche a pasta colorata, solitamente rossa, ricoperte in parte o totalmente da un rivestimento vetroso più o meno trasparente che impermeabilizza la superficie del manufatto.
La stoviglieria cioè le faenze di ampio utilizzo prodotte abbondantemente fino alla metà del secolo scorso erano composte da argilla ferruginosa molto grassa, priva di carbonati di metalli alcalino terrosi e un inerte come sabbia o chamotte. Questo dava al manufatto una buona conducibilità termica, basso coefficiente di dilatazione e modulo di elasticità, rendendolo resistente agli sbalzi termici. Per questo tipo di impasto la cottura viene eseguita in forni a fiamma libera, in atmosfera ossidante. La temperatura di cottura è compresa tra 940 e 960°C. Il ciclo di cottura ha tempi lunghi, tali che permettano la completa decomposizione del calcare.
Per gli impasti non carbonatici ad una temperatura compresa tra 900 e 1050°C in tempi brevi, in modo tale da non avere deformazioni o ritiri eccessivi.
Tutti e due gli impasti subisco una seconda cottura per l’applicazione delle vetrine (900‐950°C). Ora i rivestimenti sono a base di fritte apiombiche o piombiche a bassa cessione di piombo, mentre in passato era costituito da una miscela di composti di piombo (come minio, galena o carbonato di piombo), quarzo e del caolino.
faenze con ingobbio: sono ceramiche ricoperte interamente o parzialmente da una sottile pellicola di materiale terroso, di composizione simile a quella dell’impasto ceramico. Questo viene applicato sul manufatto crudo e semisecco per ridurre la porosità e per un fattore estetico, coprire il colore della pasta di base e creare variazioni di colore quando si utilizza la tecnica del graffito mettendo in risalto la differenza di colore tra pasta e ingobbio. Successivamente, possono essere ricoperti anche da una vetrina. L’ingobbio bianco può essere una soluzione economica se utilizzato in sostituzione dello smalto, dando una base adatta a essere dipinta. Le decorazioni possono essere eseguite anche con barbottine colorate. L’ingobbio può anche costituire una patina lucida e levigata quando si utilizzano argille illitiche estremamente fini, ottenute per decantazione e ricche di composti alcalini.
L’impasto è simile a quello delle faenze con vetrina, preferendo quello con bassi contenuti di carbonati. L’ingobbio è costituito da argilla illitica, cuocente bianco, con cottura tra 900 e 1000°C. la composizione media è data da argille 50‐55%, calcare e dolomite 20‐30% e inerte 20‐25%.
faenze con smalto: sono ceramiche a pasta colorata che vengono ricoperte da smalto, in modo tale da impermeabilizzare il manufatto e costituire una base per la decorazione. Quando lo smalto è bianco stannifero la faenza è comunemente chiamata maiolica.
La composizione media di una argilla da maiolica è:
‐ SiO2 30‐45% (minerali argillosi e micacei, plagioclasi e quarzo);

6 – I prodotti ceramici ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 26 di 88
‐ Al2O3 15‐18% (minerali argillosi e micacei, plagioclasi); ‐ CaO 12‐15% (carbonato di calcio e dolomite); ‐ MgO e alcali 2‐ 3% (dolomite e minerali micacei) ‐ Fe2O3 3‐ 5% (idrati di ferro)
La percentuale di ossido di ferro si preferisce bassa, in quanto responsabile della colorazione dell’impasto. Il biscotto viene cotto a una temperatura inferiore a 1000°C, ha un colore bruno nocciola, un ritiro non superiore al 10% e un assorbimento d’acqua intorno al 15‐20%. Successivamente viene smaltato e decorato. La cottura dello smalto avviene intorno ai 900‐940°C.
Può essere effettuata anche una terza cottura intorno ai 750°C per ottenere particolari effetti decorativi come i lustri. Gli smalti sono costituiti da fritte piombiche o apiombiche.
Oltre alle ceramiche artistiche rientrano nella categoria delle faenze smaltate anche quelle per la produzione di piastrelle da pavimento e da rivestimento. Queste sono suddivise in:
‐ tipo maiolica: impasto ferruginoso calcareo a base di argille carbonatiche, assorbimento d’acqua 16‐22% e ritiro più o meno dello 0,2%. La cottura del biscotto era eseguita con cicli lenti (35‐45 ore) a temperatura di 940‐1000°C, ora con i forni a rulli i cicli sono ridotti e le temperature sono tra i 980 e 1050 °C. la cottura dello smalto avviene tra i 920 e i 980°C. Sono particolarmente adatte al rivestimento di pareti.
‐ cottoforte: è una ceramica tipica della zona di Sassuolo ed è realizzata con argille con maggiori quantità di illite e silice libera, e contenuto di carbonati intorno al 12‐14%. Hanno un assorbimento d’acqua del 10‐16% e ritiro più o meno dello 0,2%. Le temperatura di cottura sono superiori a quelle per le maioliche.
‐ monoporosa: è una nuova tecnologia nata negli anni ’80 che soddisfa l’esigenza di un risparmio energetico. Hanno pasta colorata, in cotto è variabile da rosa a bruno, assorbimento d’acqua 13‐18% e ritiro inferiore all’1%. L’impasto artificiale è studiato per sostenere una monocottura rapida (1080‐1100°C, ciclo 30‐50 minuti).
6.4 Le terraglie La caratteristica principale delle terraglie, considerato un prodotto di pregio, è il colore della pasta che varia da bianco a bianco – avorio, mentre le caratteristiche tecniche sono comprese fra quelle di una ceramica porosa e quelle di una ceramica greificata. L’impasto è artificiale con tessitura fine ed omogenea, il rivestimento è vetroso trasparente¸ con questo si produce la maggior parte di stoviglie di tipo economico. Subiscono un processo di bicottura lenta, biscotto e rivestimento.
Le terraglie in base alle caratteristiche tecniche si suddividono in:
tenere: molto porose con assorbimento d’acqua intorno al 18‐20% e resistenza a flessione di 9 ‐ 15 MPa (vicino a quello delle faenze). L’impasto è così composto:
‐ argille illitiche 25‐35% ‐ caolini 15‐20% ‐ fondente ( generalmente calcare bianco) 25‐30% ‐ inerte (sabbia quarzifera o feldspatica) ‐ impurità ferrose al massimo 1‐ 1,5%
La temperatura di cottura è compresa tra 950‐1060°C (se il fondente è calcare e/o dolomite; 1000‐1100°C se è talco).

6 – I prodotti ceramici ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 27 di 88
forti: compatte con assorbimento d’acqua intorno al 9‐12% e resistenza a flessione di 15‐25 MPa (vicino a quello dei gres). L’impasto è così composto:
‐ argille illitiche‐caolinitiche 45‐65% ‐ fondente: feldspati 8‐15% ‐ inerte: sabbia quarzifera o chamotte (dello stesso impasto) ‐ Le impurità di ferro e titanio possono essere massimo dello 0,5%.
La temperatura di cottura del biscotto è compresa tra 1150‐1250°C.
Vengono prodotte anche piastrelle di terraglia di tipo calcareo o intermedio utilizzate per rivestimenti interni. Sono leggere e sottili, caratterizzate da ritiro minimo o quasi nullo e consentono una grossa gamma di colori per la decorazione utilizzabili per la bassa temperatura di cottura.
6.5 I gres I gres, principalmente utilizzati per prodotti industriali, si caratterizzano per la presenza di materiale vetroso nella loro pasta, perciò sono detti anche ceramiche vetrificate. Il loro impasto artificiale è il risultato di miscele di argille che greificano a temperature tra 1050 ‐ 1100°C e 1200 ‐ 1250°C. Questo consente una porosità di tipo aperto molto bassa (quasi impermeabile), mentre è più importante quella di tipo chiuso. Hanno una buona resistenza meccanica alla flessione, alla scalfittura e all’abrasione, allo schiacciamento, e un’ottima resistenza all’attacco chimico, mentre hanno scarsa resistenza agli sbalzi di temperatura e alla trazione. Il materiale ha tessitura molto fine e un alto grado di compattezza.
Il colore della pasta può essere naturale, da bianco crema a bruno scuro nel caso di presenza di ossidi di ferro e titanio, oppure artificiale, con l’aggiunta di ossidi e sali di elementi cromofori o pigmenti.
La sua composizione è data da 35 ‐ 65% di sostanza argillosa illitico‐caolinitica, 35 ‐ 45% di quarzo e 5 ‐ 20% di feldspati.
I gres per uso artistico possono presentare caratteristiche diverse a seconda del risultato che si vuole ottenere, diverso grado di greificazione, tessitura e resistenza meccanica, colore e densità. Queste differenze si ottengono variando le quantità delle diverse materie prime: 45‐60% di sostanza argillosa, 35‐45% di quarzo e/o inerti e 12‐20% di fondente feldspatico, e, una temperatura di cottura a ciclo lento tra 1200‐1300°C.
Il gres per uso sanitario (lavabi, bidet ed altri accessori per l’igiene) comprendono due tipi di materiali: il vitreous, ricoperto da una vetrina per i sanitari di pregio e per quelli adibiti all’arredo di bagni pubblici e privati, ed il fire clay, ricoperto con uno smalto o con un ingobbio a base di porcellana per i sanitari più economici e per quelli adibiti all’igiene domestica. In entrambi i casi l’impasto è a base di argille, caolini e feldspati, addizionato di chamotte.
6.6 Le porcellane Le porcellane sono ceramiche dalla compattezza molto elevata e dalla porosità molto bassa. La densità si colloca infatti tra 2,2 e 2,6 g/cm3 e l’assorbimento d’acqua non supera lo 0.1%. Queste caratteristiche sono date dalla composizione (caolino 42‐66%, quarzo 12‐30%, feldspato 17‐37%) e dalla temperatura di cottura che dà luogo ad un processo di vetrificazione che nella porcellana raggiunge il massimo livello possibile sia perché le formulazioni degli impasti sono più ricche di fondenti rispetto agli altri materiali ceramici, sia perché la loro cottura si attua a temperature più elevate.

6 – I prodotti ceramici ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 28 di 88
Le porcellane si distinguono in porcellane dure e porcellane tenere: questa distinzione fa riferimento alla composizione dell’impasto, alla temperatura di cottura e alla resistenza alla scalfittura mediante una punta d’acciaio. Si considerano porcellane dure quelle nella cui formulazione si usa come unico componente plastico il caolino; sono cotte ad una temperatura superiore a 1280°C e fino a 1400°C e non sono scalfite da una punta d’acciaio. Si considerano invece porcellane tenere quelle che nella formulazione, oltre al caolino, prevedono come componente plastico anche l’argilla, utilizzano fondenti molto fusibili, sono cotte al di sotto di 1280°C e possono essere scalfite da una punta d’acciaio.

7 – Indagine sperimentale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 29 di 88
7 Indagine sperimentale
7.1 Premessa Lo studio effettuato è prevalentemente rivolto alla caratterizzazione chimico ‐ fisica e tecnologica delle diverse materie prime utilizzate dai ceramisti locali col fine di ricavare informazioni sulle costituenti mineralogiche e poter così definire se nell’isola è possibile individuare giacimenti idonei all’approvvigionamento delle stesse.
A tale scopo è stata pianificata una sequenza organica e sistematica di ricerca e analisi, articolata nelle seguenti fasi:
• visita di alcuni laboratori ceramici del comprensorio di Oristano e Assemini, verifica e discussione sulle tecniche di produzione;
• acquisizione di campioni di miscele semilavorate nazionali di riferimento;
• raccolta e classificazione di campioni di materie prime locali suggerite e utilizzate da alcuni dei noti ceramisti dell’isola;
• indagini di laboratorio e e scelta di metodiche di analisi;
• analisi e considerazioni sulle determinazioni effettuate: risultati del confronto delle materie prime locali con le miscele nazionali;
• definizione di una miscela ceramica di materie prime sarde
• analisi della miscela proposta e confronto tecnico con la miscela nazionale
• indicazioni geo‐giacimentologiche sulle materie prime della miscela proposta con particolare riguardo all’argilla illitico‐caolinitica di Escalaplano e l’argilla smectica del settore di Banari.
7.2 Materie prime del centro Italia Le argille sono acquistate da un importante produttore di miscele ceramiche del Centro Italia. Si tratta di prodotti commerciali, ottenuti attraverso la miscelazione di varie componenti, comunemente utilizzati dai ceramisti sardi come materia prima di base, o come unico componente. Le principali caratteristiche e le sigle convenzionali utilizzate in questa relazione sono riportate nello schema allegato.
AREA di PROVENIENZA
SIGLA CARATTERISTICHE
Italia cen
trale
NAC Argilla grigia finemente macinata, confezionata in panetti da 25 kg con umidità adatta alla lavorazione. Comportamento plastico, si lascia facilmente modellare. Utilizzazione prevalente produzione del biscotto. (Fig.7.1)
NAB Argilla bianca finemente macinata. confezionata in panetti da 25 kg con umidità adatta alla lavorazione Comportamento plastico, si lascia facilmente modellare. Utilizzazione prevalente formazione dell’ingobbio.

7 – Indagine sperimentale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 30 di 88
7.3 Materie prime locali I campioni analizzali provengono dai principali comprensori di ceramica artistica dell’isola, ovvero i comprensori di Assemini e Oristano (Figure 7.2, 7.3 e 7.4).
Di seguito si elencano i campioni raccolti nelle due aree indagate, corredata da una breve descrizione delle caratteristiche litologiche e delle caratteristiche tecniche fornite dai ceramisti sul loro comportamento ceramico.
AREA di
PROVENIENZA Comune SIGLA DESCRIZIONE CARATTERISTICHE
ASSEM
INI
Assemini N/AA
Provengono da depositi superficiali, parzialmente pedogenizzati (contengono parti organiche come radici) e si presentano in zolle.
• Colore rosso, discreta plasticità,
• Probabilmente parte della formazione del Cixerri,
• Viene utilizzata per la produzione del biscotto.
Pabillonis N/AP
• Colore bruno, buona plasticità,
• di origine quaternaria, presente in depositi superficiali.
• Viene utilizzata per la produzione del biscotto.
Sestu N/AS
• Colore giallo ocra, poca plasticità,
• appare in blocchi più definiti ma friabili.
• Probabilmente una marna arenacea che proviene dalla formazione del fangario (miocene).
• Viene utilizzata per la produzione del biscotto.

7 – Indagine sperimentale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 31 di 88
Fig. 7.1 ‐ Campione di argilla NAC del centro Italia
AREA di
PROVENIENZA Comune SIGLA CARATTERISTICHE
ORISTANO
Oristano MO
Colore grigio‐bruno, il campione è stato fornito sotto forma di un vecchio mattone essiccato prelevato da una fabbrica di laterizi ormai chiusa, esso contiene infatti anche materiale aggiunto artificialmente come chamotte degli stessi laterizi. Il luogo di approvvigionamento del materiale, costituito da depositi alluvionali quaternari, non è più accessibile a causa dell’urbanizzazione. Viene utilizzata per la produzione del biscotto.
Laconi GL
Colore rosa, è un prodotto industriale di scarto, a base di caolino, ottenuto dal lavaggio del conglomerato situato alla base dei tacchi per la produzione di quarzo.
Viene utilizzata come ingobbio
Seneghe TS Colore rosso‐bruno, probabilmente vulcaniti alterate
Viene utilizzata come ingobbio
Portoscuso TP
colore giallo ocra, aspetto massivo, probabilmente un affioramento di vulcaniti mioceniche alterate.
Viene utilizzata come ingobbio.

7 – Indagine sperimentale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 32 di 88
Fig. 7.2 ‐ Campione di argilla dell’area di Assemini (Comune di Assemini)
Fig. 7.3 ‐ Campione di argilla dell’area di Assemini (Comune di Pabillonis)
Fig. 7.4 ‐ Campione di argilla dell’area di Assemini (Comune di Sestu)

7 – Indagine sperimentale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 33 di 88
7.4 Determinazioni e relative metodiche
7.4.1 Trattamento del campione
I campioni non sono stati macinati, ma analizzati tal quali come nel caso delle materie prime acquistate, frantumati, sciolti in acqua, setacciati, essiccati e polverizzati con un mulino a martelli nel caso dei materiali locali, processo simile a quello che subiscono nelle botteghe ceramiche.
7.4.2 Analisi Carbonio‐Zolfo
La determinazione di questi elementi è importante perché la loro presenza in percentuali discrete può essere la causa del cosiddetto cuore nero. Questa determinazione nei vari campioni studiati è stata effettuata per via strumentale con l’apparecchio LECO C‐S 125.
7.4.3 Analisi granulometrica
L’analisi granulometrica indica la finezza o meno del materiale, questa caratteristica influisce sul comportamento in fase di lavorazione in quanto permette di intervenire su talune proprietà del materiale come la lavorabilità, il ritiro, la reattività, la porosità, la resistenza meccanica ed il colore della pasta. I parametri statistici d50 e d90 che rappresentano i diametri al di sotto dei quali si trovano rispettivamente il 50% e il 90% in peso del materiale, sono stati determinati con un granulometro laser presso laboratorio Meta.
7.4.4 Analisi chimica
Il comportamento in crudo e in cotto di un impasto dipende principalmente dagli elementi chimici di cui esso è composto. L’analisi chimica permette di esprimere questa composizione fornendone la percentuale in ossidi. Gli ossidi che comunemente vengono presi in considerazione sono quelli di silicio, titanio, alluminio, ferro, magnesio, calcio, potassio, sodio, ai quali si aggiunge la perdita al fuoco.
La determinazione degli otto ossidi anzidetti è stata effettuata, nei campioni studiati, tramite fluorescenza ai raggi X. Questa metodologia di analisi permette, a differenza dell’analisi diffrattometrica di cui al seguito, di riconoscere gli elementi piuttosto che i composti e non richiede che il campione sia cristallino.
7.4.5 Analisi mineralogica
L’analisi mineralogica qualitativa è stata effettuata per diffrazione con diffrattometro xxxx presso i Laboratorio dell’IGAG CNR che ha sede presso il Dipartimento di Geoingegneria e Tecnologie dell’Università di Cagliari. L’analisi diffrattometrica permette il riconoscimento dei minerali, anche di dimensioni molto piccole, a condizione che abbiano struttura cristallina.
7.4.6 Analisi dilatometrica
L’analisi dilatometrica, che registra la variazione di lunghezza del provino prodotta dalla variazione di temperatura, fornisce dati importanti sul comportamento in riscaldamento e in raffreddamento del materiale al fine di evitare tensioni e rotture nella cottura dei manufatti. Essa fornisce indicazioni importanti per la programmazione del riscaldamento e del raffreddamento di un impasto al fine di evitare rotture nella fase di cottura.

7 – Indagine sperimentale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 34 di 88
7.4.7 Assorbimento d’acqua
L’assorbimento d’acqua è il fenomeno fisico riguardante la penetrazione dell’acqua all’interno di un corpo. Questo parametro, la cui misura viene effettuata immergendo i provini cotti in acqua e facendoli bollire per due ore, è importante perché quantifica la porosità aperta di un materiale ceramico.
7.4.8 Parametri tecnologici
La determinazione dei parametri tecnologici è stata eseguita su dei bottoni con diametro 50 mm, pressati a 450 kg/cm2 e cotti a temperature di 800°C, 900°C, 1000°C in muffola con risalita dai 35 ai 45 minuti. Da notare che le ceramiche artistiche vengono cotte a temperatura tra 920‐970°C ma in tempi lunghi, dalle 8 alle 10‐12 ore, solitamente in forni a gas.
7.4.9 Limiti di Atterberg
I limiti di Atterberg sono particolari valori del contenuto d’acqua che caratterizzano i passaggi di un materiale coesivo dallo stato liquido a quello plastico (limite di liquidità LL) e dallo stato plastico a quello semisolido (limite di plasticità LP). La differenza fra il limite di liquidità (determinato con il cucchiaio di Casagrande) e il limite di plasticità (contenuto d’acqua al di sotto del quale è impossibile modellare l’argilla senza provocare fessurazioni o sbriciolamenti di opportuni provini cilindrici) viene detta Indice di plasticità (IP = LL‐LP). Questo indice costituisce un efficace parametro per valutare la plasticità complessiva di un’argilla, in quanto indica un intervallo di contenuto d’acqua entro cui il materiale può essere lavorato allo stato plastico. In effetti la relazione fra i limiti di Atterberg degli impasti argillosi e la loro attitudine a farsi plasmare può essere efficacemente valutata dal seguente diagramma di Bain che individua i campi dei valori IP‐LP e IP‐LL di plasticità idonea per una lavorabilità ottimale ed accettabile delle argille.

7 – Indagine sperimentale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 35 di 88
7.5 Risultati I risultati ottenuti dalle analisi sperimentali sono di seguito presentati partendo dai campioni che si assumono come confronto, identificati con la sigla NAC e NAB.
7.5.1 Campioni di riferimento (NAC, NAB)
Le seguenti tabelle riportano i risultati delle anzidette determinazioni eseguite sui campioni NAC ed NAB i quali, in relazione con la loro utilizzazione pressoché generalizzata da parte dei ceramisti isolani per la produzione rispettivamente del biscotto e per l’ingobbio, vengono assunti come campioni di riferimento. Come è stato accennato si tratta di campioni di semilavorati, prodotti da “Colorobbia”, importante gruppo italiano che opera nella produzione e distribuzione di materiali per l'industria della ceramica.
Analisi chimica (tenori%) Campioni SiO2 Al2O3 Fe2O3 CaO MgO Na2O K2O TiO2 LoI
Argilla grigia NAC 54,70 11,61 6,13 8,96 2,94 0,73 2,47 0,89 11,58 Argilla bianca NAB 44,08 11,28 0,43 12,81 8,41 0,18 0,90 0,80 21,10
Analisi diffrattometrica (qualitativa) CAMPIONE COMPONENTI MINERALOGICHE
Argilla grigia NAC Quarzo Caolinite Illite Smectite Calcite Argilla bianca NAB Quarzo Caolinite Mica/illite Talco clorite Dolomite
Tenori carbonio‐zolfo % CAMPIONE Carbonio % Zolfo %
Argilla grigia NAC 2,100 0,010 Argilla bianca NAB 4,660 0,090
Ritiro in Cottura (% a 800‐900‐1000‐1100‐1200°C) CAMPIONE 800 °C 900 °C 1000 °C 1100°C 1200°C
Argilla grigia NAC 0,10 0,40 0,20 0,2 fuso Argilla bianca NAB 0,50 0 0,70 0,5 0,4
Perdita al fuoco (%) CAMPIONE 800 °C 900 °C 1000 °C 1100°C 1200°C
Argilla grigia NAC 8,08 10,93 11,58 10,74 10,75 Argilla bianca NAB 12,94 17,6 21,1 21,3 21,44
Assorbimento d’acqua (% a 800‐900‐1000‐1100‐1200°C) CAMPIONE 800 °C 900 °C 1000 °C 1100°C 1200°C
Argilla grigia NAC 12,0 9,7 8,0 4,9 0,5 Argilla bianca NAB 19,1 20,4 18,9 18,9 19,1
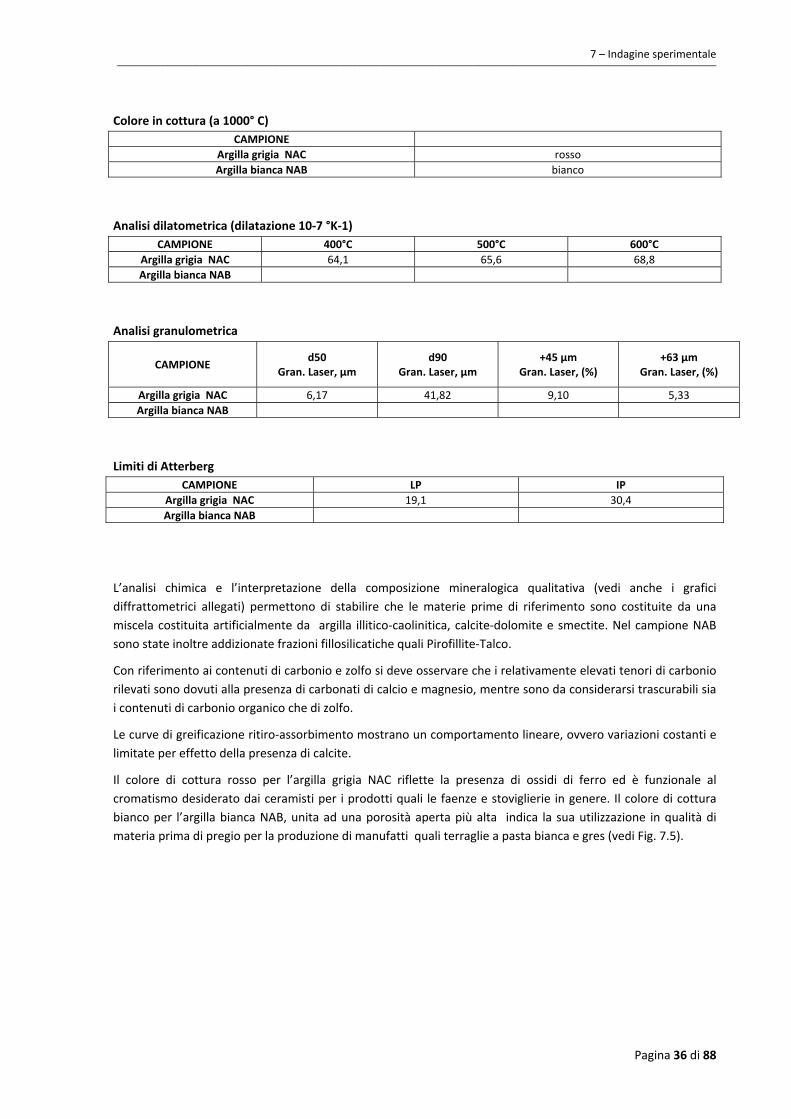
7 – Indagine sperimentale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 36 di 88
Colore in cottura (a 1000° C) CAMPIONE
Argilla grigia NAC rosso Argilla bianca NAB bianco
Analisi dilatometrica (dilatazione 10‐7 °K‐1) CAMPIONE 400°C 500°C 600°C
Argilla grigia NAC 64,1 65,6 68,8 Argilla bianca NAB
Analisi granulometrica
CAMPIONE d50
Gran. Laser, µm d90
Gran. Laser, µm +45 µm
Gran. Laser, (%) +63 µm
Gran. Laser, (%)
Argilla grigia NAC 6,17 41,82 9,10 5,33 Argilla bianca NAB
Limiti di Atterberg CAMPIONE LP IP
Argilla grigia NAC 19,1 30,4 Argilla bianca NAB
L’analisi chimica e l’interpretazione della composizione mineralogica qualitativa (vedi anche i grafici diffrattometrici allegati) permettono di stabilire che le materie prime di riferimento sono costituite da una miscela costituita artificialmente da argilla illitico‐caolinitica, calcite‐dolomite e smectite. Nel campione NAB sono state inoltre addizionate frazioni fillosilicatiche quali Pirofillite‐Talco.
Con riferimento ai contenuti di carbonio e zolfo si deve osservare che i relativamente elevati tenori di carbonio rilevati sono dovuti alla presenza di carbonati di calcio e magnesio, mentre sono da considerarsi trascurabili sia i contenuti di carbonio organico che di zolfo.
Le curve di greificazione ritiro‐assorbimento mostrano un comportamento lineare, ovvero variazioni costanti e limitate per effetto della presenza di calcite.
Il colore di cottura rosso per l’argilla grigia NAC riflette la presenza di ossidi di ferro ed è funzionale al cromatismo desiderato dai ceramisti per i prodotti quali le faenze e stoviglierie in genere. Il colore di cottura bianco per l’argilla bianca NAB, unita ad una porosità aperta più alta indica la sua utilizzazione in qualità di materia prima di pregio per la produzione di manufatti quali terraglie a pasta bianca e gres (vedi Fig. 7.5).

7 – Indagine sperimentale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 37 di 88
Fig. 7.5 ‐ Bottoni di cottura a 800, 900 e 1000 °C delle argille nazionali di riferimento.
L’analisi dilatometrica importante per verificare la stabilità dimensionale in riscaldamento e raffreddamento del provino cotto nell’intervallo di temperatura 400‐600°, mostra che l’argilla di riferimento NAC, in virtù di una relativamente basso contenuto di quarzo ed una discreta presenza di carbonati è sufficientemente stabile.
Dal punto di vista dimensionale, la granulometria risulta ben distribuita nell’intervallo fra 0 e100 micrometri.
Infine la correlazione fra i valori del limite plastico (LP) e dell’ indice plastico (IP), dedotti dalla misura dei limiti di Atterberg, attestano che le caratteristiche di plasticità del campione di riferimento NAC lo rendono idoneo per una foggiatura largamente accettabile al limite dell’ottimalità.
7.5.2 Campioni di argille locali
Le analoghe determinazioni di cui al paragrafo precedente sono state eseguite anche sui campioni di argille locali. Si tratta, come già accennato, di campioni che vengono utilizzati dai ceramisti dei principali comprensori di ceramica artistica dell’isola, ovvero i comprensori di Assemini e Oristano quanto meno come componenti integrativi dell’impasto per produzioni speciali. Si è pertanto in via preliminare su di loro concentrata l’attenzione.

7 – Indagine sperimentale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 38 di 88
Analisi chimica (tenori %)
Campioni SiO2 Al2O3 Fe2O3 CaO MgO Na2O K2O TiO2 LoIN/AA 62,98 15,42 7,42 1,13 1,79 0,60 4,37 0,99 5,16
N/AP 57,44 19,41 8,56 0,39 1,43 0,61 3,87 1,04 7,26
N/AS 50,13 8,14 4,05 15,96 2,36 0,90 2,13 0,78 15,55
MO 62,87 15,09 7,18 1,87 1,99 1,68 3,37 1,08 4,89
GL 54,84 27,31 4,78 0,24 0,73 0,26 3,44 1,09 7,31
TS 52,33 18,79 10,98 2,89 1,46 2,44 2,67 1,96 6,47
TP 73,3 10,60 3,95 0,93 1,12 1,67 3,57 0,87 4,00
Analisi diffrattometrica (qualitativa)
CAMPIONE COMPONENTI MINERALOGICHE N/AA Quarzo Caolinite Illite
N/AP Quarzo Caolinite Illite Albite
N/AS Quarzo Illite Albite Calcite
MO Quarzo Caolinite Illite Feldspati
GL Quarzo Caolinite Illite
TS Quarzo Ematite Solfuro di ferro
K‐feldspato
TP Quarzo Caolinite Illite Feldspati
Tenori carbonio‐zolfo (%)
CAMPIONE Carbonio % Zolfo % N/AA 0,185 0,003
N/AP 0,299 0,003
N/AS 3,040 0,017
MO 0,220 0,070
GL 0,110 0,030
TS 0,580 0,020
TP 0,200 0,060
Ritiro in Cottura (a 800‐900‐1000‐1100‐1200°C)
CAMPIONE 800 °C 900 °C 1000 °C 1100°C 1200°CN/AA ‐0,90 ‐0,30 2,30 5,6 fuso
N/AP 0,16 1,20 3,00 6,8 9,3
N/AS 0,16 2,00 1,80 1,1 fuso
MO 0 ‐0,40 1,30 2,5 fuso
GL ‐0,90 ‐0,80 0,10 1,5 5,4
TS 0,50 0,90 1,40 2,3 3,6
TP ‐0,7 ‐0,6 ‐0,4 1 fuso

7 – Indagine sperimentale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 39 di 88
Perdita al fuoco (%)
CAMPIONE 800 °C 900 °C 1000 °C 1100°C 1200°CN/AA 4,84 4,96 5,16 5,75 5,7
N/AP 7,06 7,05 7,26 6,8 6,77
N/AS 11,73 15,0 15,55 16,27 15,66
MO 4,59 5,07 4,89 4,9 5,05
GL 7,07 7,14 7,31 7,4 7,3
TS 6,33 6,48 6,47 6,5 6,45
TP 3,8 4,07 4,0 4,1 4,02
Assorbimento d’acqua (% a 800‐900‐1000‐1100‐1200°C)
CAMPIONE 800 °C 900 °C 1000 °C 1100°C 1200°CN/AA 13,1 12,0 7,7 3,7 3,5
N/AP 17,6 16,6 13,6 5,0 0,3
N/AS 17,4 16,0 16,8 19,7 0,9
MO 15,4 13,8 12,8 8,5 0,0
GL 15,1 14,6 14,0 7,3 6,2
TS 24,4 23,5 22,5 18,5 9,5
TP 11,4 10,9 10,6 8,4 0,0
Colore in cottura (a 1000° C)
CAMPIONE N/AA Rosso
N/AP Rosso
N/AS Rosso
MO Rosso
GL Rosa
TS Rosso bruno
TP Rosso
Analisi dilatometrica (dilatazione 10‐7 °K‐1)
CAMPIONE 400°C 500°C 600°CN/AA 79,5 84,0 93,6
N/AP 58,5 59,9 64,4
N/AS 72,8 74,3 76,9
Analisi granulometrica
CAMPIONE D50
Gran. Laser, µm D90
Gran. Laser, µm +45 µm
Gran. Laser, (%) +63 , µm
Gran. Laser, (%)
N/AA 4,65 29,49 5,22 2,42
N/AP 4,80 27,30 4,55 1,95
N/AS 10,89 49,6 12,33 5,23

7 – Indagine sperimentale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 40 di 88
Limiti di Atterberg
CAMPIONE LP IP N/AA 18,3 20,2 N/AP 18,5 40,4 N/AS 23,6 47,0
Le analisi chimiche e diffrattometriche mostrano che i campioni analizzati sono costituiti essenzialmente da:
‐ Marne. ovvero argille carbonatiche (N/AS);
‐ Argille siltose ferrettizzate con scarsi contenuti di Caolinite‐Illite ( N/AA, N/AP);
‐ Vulcaniti alterate ricche di Ossidi di Ferro (TS, TP),
‐ caoliniti ferruginose ricche di quarzo (GL).
Si tratta per quanto riguarda i campioni N/AA ed N/AP di argille presenti in varie forme di alterazione nella vasta area del Campidano ascrivibili a depositi quaternari (nel caso di N/AA e N/AP) o miocenici (nel caso di N/AS) TS e TP sono vulcaniti alterate.
GL è la frazione fine caolinitica scartata nel trattamento dei conglomerati quarzosi alla base dei tacchi del Sarcidano.
Tutti questi materiali hanno contenuti di zolfo relativamente limitati, così come limitati sono i contenuti di carbonio ad eccezione del campione N/AS in relazione con il suo relativamente elevato contenuto in carbonati di calcio e magnesio.
Per quanto riguarda le curve di greificazione soltanto l’argilla locale N/AS ha un comportamento che si avvicina a quello delle argille di riferimento. Le altre materie prime hanno delle proprietà greificanti più elevate e comportano pertanto variazioni dimensionali più importanti. Di conseguenza il loro utilizzo nelle miscele ceramiche deve essere necessariamente limitato.
Il colore di cottura dei vari provini varia del rosso al rosso bruno in relazione col più o meno elevato contenuto di ferro (Figure 7.6 e 7.7).
L’analisi dilatometrica evidenzia che nel caso delle argille in esame soltanto l’argilla N/AS manifesta una stabilità che si approssima a quella dell’argilla NAC di riferimento e ciò in relazione con il suo relativamente limitato contenuto di quarzo. Come è noto infatti nell’intervallo di temperatura fra 400 e 600 ° C (precisamente a 573°C) si determina la variazione allotropica del quarzo da fase alfa a fase beta.

7 – Indagine sperimentale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 41 di 88
Fig. 7.6 ‐ Bottoni di cottura a 800, 900 e 1000 °C delle argille dell’area di Assemini.
Fig. 7.7 ‐ Bottoni di cottura a 800, 900 e 1000 °C delle argille dell’area di Oristano.

7 – Indagine sperimentale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 42 di 88
Per contro le argille N/AA ed N/AP evidenziano una forte variazione dimensionale che può determinare rotture nei manufatti se sottoposto a ricottura.
Dal punto di vista granulometrico tutti i materiali considerati, sebbene non trattati in quanto si è provveduto all’eliminazione della sola frazione dimensionale molto grossolana, possiedono discrete proporzioni di fini, ciò che costituisce un vantaggio nella preparazione delle miscele da utilizzare.
Infine, la correlazione fra i valori del limite plastico (LP) e dell’ indice plastico (IP), dedotti dalla misura dei limiti di Atterberg, attestano che soltanto il campione N/AA possiede caratteristiche di plasticità ottimali dal punto di vista della capacità a farsi plasmare, laddove l’argilla N/AP e logicamente in misura ancora maggiore il campione N/AS, che è una marna praticamente priva di minerali argillosi, non possiedono questa caratteristica in misura accettabile.
7.5.3 Considerazioni conclusive dell’indagine preliminare
Lo studio effettuato conferma che le miscele di riferimento (NAC ed NAB) possiedono caratteristiche favorevoli per la produzione delle diverse tipologie di manufatti ceramici, ovvero terraglia forte, faenze e gres, e giustifica perciò il favore che esse incontrano presso la generalità dei ceramisti dell’isola.
In particolare, la miscela NAC è bilanciata nelle componenti plastiche e greificanti quali argille smectiche, calcite‐dolomite e quarzo. La calcite e/o la dolomite consente di greificare la massa a temperature tra 900 e 1000 °C mantenendo una buona porosità aperta.
La miscela NAB invece è adatta per cotture a temperature più elevate, contiene infatti percentuali di talco e caolino che consentono di raggiungere una greificazione tra 1100 e 1220 °C. Pertanto la miscela NAB è destinata a produzioni ceramiche di pregio quali terraglia e porcellane.
Le materie prime locali presentano soltanto alcune delle caratteristiche delle argille di riferimento (NAB e NAC). Esse sono bensì illitiche‐caolinitiche e/o carbonatiche, ma presentano generalmente un ritiro percentualmente elevato. Questa è una delle principali ragioni per la quale vengono solo parzialmente utilizzate negli impasti. Per quanto riguarda poi in particolare i campioni TS e TP, si ha a che fare con vulcaniti alterate che vengono utilizzate come fondenti e coloranti e pertanto non possono essere presi in considerazione per formulazioni alternative. Si è inoltre avuto modo di constatare che per l’utilizzazione delle materie prime locali esaminate si rende necessario eseguire un trattamento preliminare del tal quale (frantumazione con laminatoi, setacciatura ad umido per eliminare radici ed altri composti vegetali, raffinazione etc.).

8 – Proposta di una possibile miscela con materie prime sarde ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 43 di 88
8 Proposta di una possibile miscela con materie prime sarde
8.1 Introduzione Sulla base delle informazioni acquisite nella fase di studio preliminare di cui sopra è cenno, e considerando la composizione mineralogica e chimica delle miscele di riferimento, in particolare del materiale denominato NAC a cui d’ora innanzi si farà unicamente riferimento. Trattandosi del materiale il cui uso è di gran lunga privilegiato dai ceramisti sardi, si è ritenuto di poter individuare le materie prime locali da utilizzare in combinazione per costituire una miscela da utilizzare in alternativa a quella di riferimento.
Sostanzialmente si è ritenuto che la miscela anzidetta dovesse essere costituita dalla combinazione dei seguenti materiali:
‐ un’argilla illitica‐caolinitica,
‐ una marna calcarea;
‐ un’argilla smectitica.
La scelta è stata effettuata ovviamente sulla base delle conoscenze geo‐giacimentologiche del territorio sardo, ma naturalmente privilegiando le attività estrattive in atto, in modo da garantire disponibilità e approvvigionamento immediati.
Le materie prime prescelte sono state le seguenti:
‐ una argilla illitico ‐ caolinitica rossa proveniente dalla Miniera Funtana Piroi della Svimisa SpA;
‐ una marna calcarea proveniente da depositi miocenici del settore Sestu – Dolianova – Ussana (campione N/AS già utilizzato nel comprensorio di Assemini);
‐ Una argilla montmorillonitica con scarse frazioni illitiche proveniente da un deposito di bentonite nei pressi di Banari (SS) e/o una Argilla montmorillonitica presente nei fanghi di lavaggio delle sabbie feldspatiche di Ardara (SS).
Di seguito vengono fornite alcune informazioni di carattere geo‐giacimentologico sui depositi da cui tali materiali provengono.
8.2 Le argille illitico-caolinitiche della miniera di Funtana Piroi (Escalaplano) La miniera, attiva da circa un trentennio, produce annualmente circa 150.000 tonnellate di argille prevalentemente destinate all’industria ceramica per la produzione di piastrelle per pavimenti in monocottura e gres porcellanato e, in misura minore per il settore dei refrattari.
La geologia del settore è quella tipica delle formazioni della Sardegna centrale.
Le formazioni affioranti sono costituite infatti da un basamento cristallino paleozoico penepianato, costituito da porfiroidi e micascisti dell’ordoviciano, cui seguono in discordanza con il basamento le formazioni del Trias e del Giurese medio costituite da un conglomerato di base ad elementi di quarzo e micascisti seguito da un complesso argilloso‐arenaceo violaceo sovrastato da calcari stratificati. Segue il conglomerato di quarzo che costituisce il letto della formazione argillosa di interesse minerario. L’ultimo termine del complesso sedimentario mesozoico è rappresentato da dolomie calcaree e calcari dolomitici giallastri di potenza variabile fra 3 e 15 metri.

8 – Proposta di una possibile miscela con materie prime sarde ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 44 di 88
La miniera di Funtana Piroi è appunto impostata nella parte alta della serie mesozoica, precisamente nel Giurese e la formazione argillosa oggetto di coltivazione è, dunque, delimitata alla base da conglomerato di quarzo ed a tetto dai termini calcareo‐dolomitici.
La formazione argillosa, di potenza variabile fra gli 8 ed i 10 metri, è costituita da un’alternanza di livelli siltoso‐arenacei grigio‐chiari, livelli caolinitico‐illitici plastici sia grigi che rossastri e da livelli grigio‐scuri carboniosi e localmente piritosi. (Fig 8.1 e Fig.8.2).
Fig. 8.1 ‐ Miniera di Funtana Piroi: veduta della formazione argillosa.i
Si tratta di argille classificate come “argille caolinitiche‐illitiche a resti di piante” attribuibili al Dogger, caratterizzate da un contenuto in minerali argillosi (caolinite+illite) variabile tra il 60% e l’80% e da un contenuto di quarzo compreso fra il 15 ed il 25% , con presenza subordinata di feldspati e miche.
Fig. 8.2 ‐ Miniera di Funtana Piroi: area di stoccaggio delle diverse tipologie di argilla.

8 – Proposta di una possibile miscela con materie prime sarde ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 45 di 88
Fig. 8.3 ‐ Miniera di Funtana Piroi: particolare del fronte di coltivazione.
Dal punto di vista del mercato delle materie prime per ceramiche, la formazione produttiva è caratterizzata da una serie diversificata a livelli che, coltivati selettivamente danno luogo a miscele commerciali altrettanto diversificate (Fig. 8.3).
Schematicamente, la serie dei livelli argillosi costituenti la formazione produttiva è la seguente:
1. strato di argilla per refrattari, prevalentemente caolinitica, di colore chiaro in cottura a 1200 ° C, aventi un tenore di allumina dell’ordine di 26‐27% e con presenza significativa di Fe, S e C, che tuttavia non danno luogo ad inconvenienti nei cicli di cottura lunghi come quelli dei refrattari;
2. strato di argille per monocottura, prevalentemente illitiche, di colore rosato in cottura a 1160 ° c, con tenore in Fe fra i 2 e 2,5%, tenori in C ed S intorno a 0,1% e tenore in allumina del 22‐23%, carico di rottura di circa 3,0 N/mm2;
3. strato di argille rosse, illitiche, colore rosso in cottura a 1160 ° C, tenore in Fe del 3%, tenori di C ed S intorno all0 0,1%, tenore in allumina del 25% e carico di rottura di circa 3,5 N/mm2;
4. strato di argille per grès, prevalentemente illitiche, di colore nocciola chiaro in cottura a 1200 ° C, tenore in Fe di 1,5%, tenori in C ed S intorno allo 0,15%, tenore in allumina del 21%, carico di rottura di circa 2,5 N/mm2.
Le argille di cui al punto 3 sono le argille illitico‐caolinitiche utilizzate come componente di base per la preparazione della miscela da utilizzare in alternativa a quella di riferimento. La loro composizione mineralogia quantitativa rientra mediamente nei seguenti limiti: quarzo 28‐30%, caolinite 26‐28%, illite 34‐36%, micacei 6‐7% (Fig. 8.4).
8.3 Le marne calcaree dei depositi miocenici dell’area Sestu – Dolianova – Ussana
Come si è detto in precedenza, queste marne arenacee, utilizzate da taluni ceramisti dell’area di Assemini come componente per la produzione del biscotto provengono, sotto forma di blocchi friabili, da depositi superficiali appartenenti alla formazione miocenica cosiddetta “del fangario”.

8 – Proposta di una possibile miscela con materie prime sarde ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 46 di 88
Fig. 8.4 ‐ Miniera di Funtana Piroi: campione di argilla dello strato illitico di colore rosso in cottura.
Questa formazione del Campidano meridionale è costituita da tre unità note come "Argille di Fangario", "Arenarie di Pirri" e "Calcare di Cagliari", appartenenti alla sequenza marina della successione vulcano‐sedimentaria oligo‐miocenica, e testimoni della sedimentazione che nel corso del Miocene ha permesso lo sviluppo di bacini tra il Golfo di Cagliari e quello dell’Asinara, in cui si sono depositati diverse centinaia di metri di sedimenti. Sulla successione miocenica poggiano i depositi quaternari dell’area continentale, suddivisi in due principali unità deposizionali: i sedimenti Pleistocenici del Sintema di Portovesme, di origine marina e continentale, messi in posto dopo la fine della penultima fase fredda pleistocenica, e i depositi alluvionali e di cordone litorale dell’Olocene.
8.4 Le argille montmorillonitiche di scarto del trattamento delle sabbie feldspatiche di Ardara
Nella miniera di “Molino Falzu” di proprietà della SVIMISA S.p.A , situata nel comune di Ardara (SS) vengono estratte sabbie feldspatiche mioceniche. Le sabbie vengono sottoposte ad un processo di selezione granulometrica ad umido nell’impianto di Lavaggio di Fraigas per ottenere una frazione commerciale feldspatica ( 0, 5 – 8 mm ) destinata al settore ceramico.
Il lavaggio delle sabbie in oggetto, si rende necessario per eliminare frazioni di granulometria inferiore a 0.5 mm ricche in Ossidi di ferro e miche. Queste frazioni sottoposte a classificazione mediante idrociclone forniscono due sottoprodotti: dei quali, il prodotto overflow di ciclonatura (denominato K100), di granulometria inferiore ai 100 micrometri è caratterizzato da prevalente composizione smectitica, ovvero montmorillonitica. Si tratta di un prodotto completamente esente da componenti inquinanti, in particolare carbonio e zolfo con un buon tenore in allumina, alta plasticità ed elevato carico di rottura
Lo stesso prodotto può essere ottenuto dal lavaggio, anche non industriale, di sabbie dello stesso termine medio basale cosi diffuso nel bacino di Ardara‐Mores. Le frazioni fini sotto i 200 micron sono infatti composte mineralogicamente da Quarzo, feldspati e abbondante montmorillonite.

8 – Proposta di una possibile miscela con materie prime sarde ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 47 di 88
8.5 La bentonite di Banari Il deposito bentonitico di “Sa Tanca de su Santu” (Fig. 8.5) situato a 4 km dal centro abitato di Banari (SS), è stato sfruttato nel recente passato per l’estrazione di materiali destinati alla produzione di lettiere per gatti. Da qualche anno tuttavia la bentonite di questo giacimento stratiforme (Fig. 8.6), in relazione con le sue favorevoli caratteristiche di fusibilità e plasticità (vedi campione in Fig. 8.7) è stata utilizzata per la produzione di piastrelle di grès porcellanato da parte della Società Ceramica Mediterranea di Guspini.
Fig. 8.5 ‐ Panoramica dell’area del giacimento bentonitico di “Sa Tanca de su santu” (Banari)
‐‐‐‐ Fig. 8.6 ‐ Il fronte di coltivazione del giacimento
bentonitico di “Sa Tanca de su santu” (Banari).
Fig.8.7 ‐ Campione di bentonite del giacimento di “Sa Tanca de su santu” (Banari).
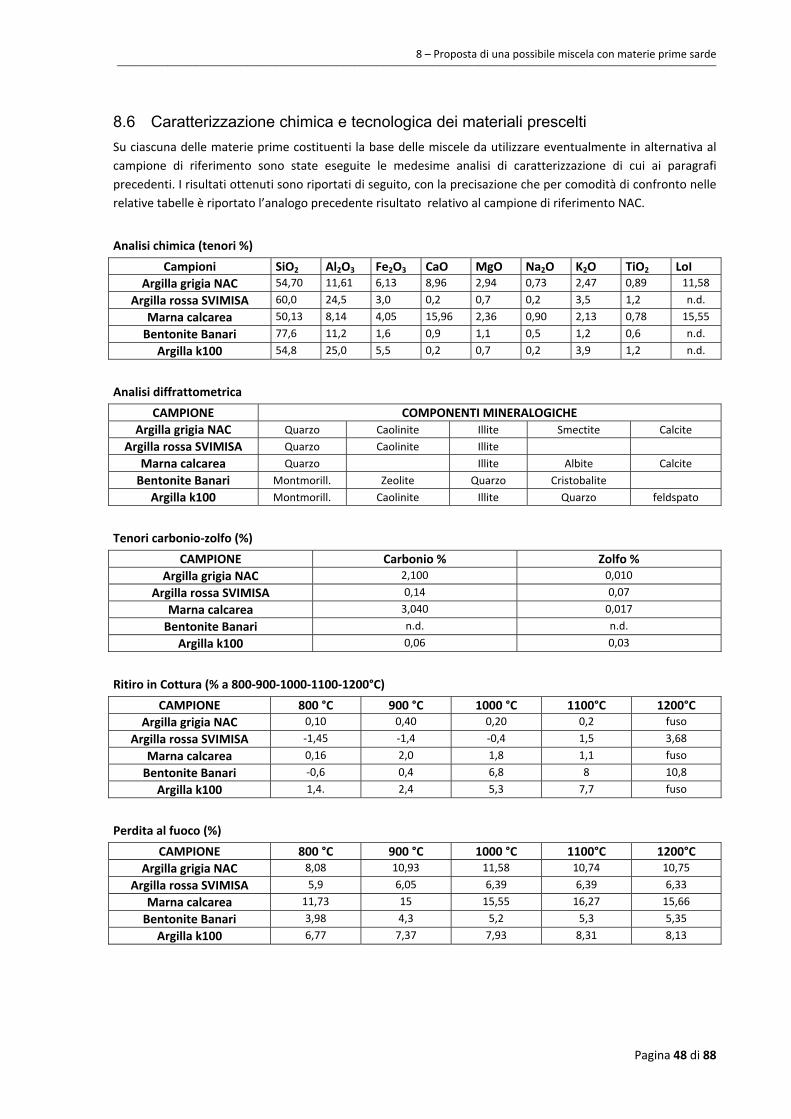
8 – Proposta di una possibile miscela con materie prime sarde ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 48 di 88
8.6 Caratterizzazione chimica e tecnologica dei materiali prescelti Su ciascuna delle materie prime costituenti la base delle miscele da utilizzare eventualmente in alternativa al campione di riferimento sono state eseguite le medesime analisi di caratterizzazione di cui ai paragrafi precedenti. I risultati ottenuti sono riportati di seguito, con la precisazione che per comodità di confronto nelle relative tabelle è riportato l’analogo precedente risultato relativo al campione di riferimento NAC.
Analisi chimica (tenori %)
Campioni SiO2 Al2O3 Fe2O3 CaO MgO Na2O K2O TiO2 LoIArgilla grigia NAC 54,70 11,61 6,13 8,96 2,94 0,73 2,47 0,89 11,58
Argilla rossa SVIMISA 60,0 24,5 3,0 0,2 0,7 0,2 3,5 1,2 n.d.
Marna calcarea 50,13 8,14 4,05 15,96 2,36 0,90 2,13 0,78 15,55
Bentonite Banari 77,6 11,2 1,6 0,9 1,1 0,5 1,2 0,6 n.d.
Argilla k100 54,8 25,0 5,5 0,2 0,7 0,2 3,9 1,2 n.d.
Analisi diffrattometrica
CAMPIONE COMPONENTI MINERALOGICHE Argilla grigia NAC Quarzo Caolinite Illite Smectite Calcite
Argilla rossa SVIMISA Quarzo Caolinite Illite
Marna calcarea Quarzo Illite Albite Calcite
Bentonite Banari Montmorill. Zeolite Quarzo Cristobalite
Argilla k100 Montmorill. Caolinite Illite Quarzo feldspato
Tenori carbonio‐zolfo (%)
CAMPIONE Carbonio % Zolfo % Argilla grigia NAC 2,100 0,010
Argilla rossa SVIMISA 0,14 0,07
Marna calcarea 3,040 0,017
Bentonite Banari n.d. n.d.
Argilla k100 0,06 0,03
Ritiro in Cottura (% a 800‐900‐1000‐1100‐1200°C)
CAMPIONE 800 °C 900 °C 1000 °C 1100°C 1200°CArgilla grigia NAC 0,10 0,40 0,20 0,2 fuso
Argilla rossa SVIMISA ‐1,45 ‐1,4 ‐0,4 1,5 3,68
Marna calcarea 0,16 2,0 1,8 1,1 fuso
Bentonite Banari ‐0,6 0,4 6,8 8 10,8
Argilla k100 1,4. 2,4 5,3 7,7 fuso
Perdita al fuoco (%)
CAMPIONE 800 °C 900 °C 1000 °C 1100°C 1200°CArgilla grigia NAC 8,08 10,93 11,58 10,74 10,75
Argilla rossa SVIMISA 5,9 6,05 6,39 6,39 6,33
Marna calcarea 11,73 15 15,55 16,27 15,66
Bentonite Banari 3,98 4,3 5,2 5,3 5,35
Argilla k100 6,77 7,37 7,93 8,31 8,13
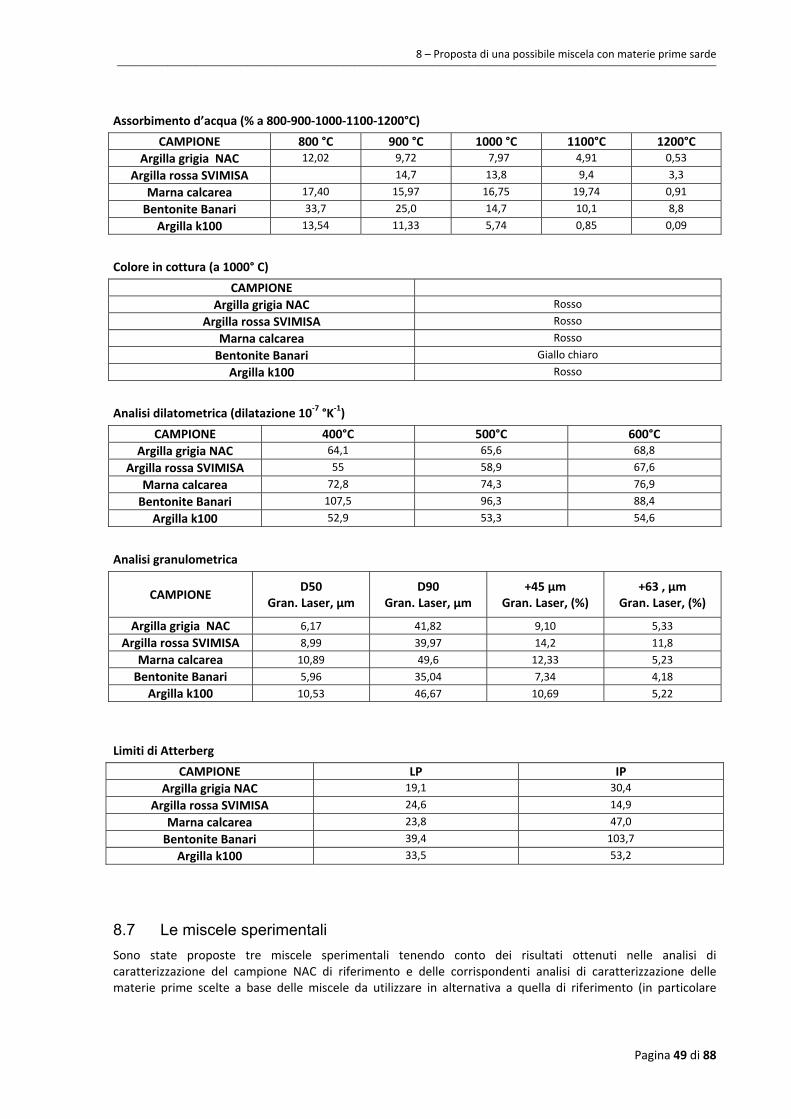
8 – Proposta di una possibile miscela con materie prime sarde ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 49 di 88
Assorbimento d’acqua (% a 800‐900‐1000‐1100‐1200°C)
CAMPIONE 800 °C 900 °C 1000 °C 1100°C 1200°CArgilla grigia NAC 12,02 9,72 7,97 4,91 0,53
Argilla rossa SVIMISA 14,7 13,8 9,4 3,3
Marna calcarea 17,40 15,97 16,75 19,74 0,91
Bentonite Banari 33,7 25,0 14,7 10,1 8,8
Argilla k100 13,54 11,33 5,74 0,85 0,09
Colore in cottura (a 1000° C)
CAMPIONE Argilla grigia NAC Rosso
Argilla rossa SVIMISA Rosso
Marna calcarea Rosso
Bentonite Banari Giallo chiaro
Argilla k100 Rosso
Analisi dilatometrica (dilatazione 10‐7 °K‐1)
CAMPIONE 400°C 500°C 600°CArgilla grigia NAC 64,1 65,6 68,8
Argilla rossa SVIMISA 55 58,9 67,6
Marna calcarea 72,8 74,3 76,9
Bentonite Banari 107,5 96,3 88,4
Argilla k100 52,9 53,3 54,6
Analisi granulometrica
CAMPIONE D50
Gran. Laser, µm D90
Gran. Laser, µm +45 µm
Gran. Laser, (%) +63 , µm
Gran. Laser, (%)
Argilla grigia NAC 6,17 41,82 9,10 5,33
Argilla rossa SVIMISA 8,99 39,97 14,2 11,8
Marna calcarea 10,89 49,6 12,33 5,23
Bentonite Banari 5,96 35,04 7,34 4,18
Argilla k100 10,53 46,67 10,69 5,22
Limiti di Atterberg
CAMPIONE LP IP Argilla grigia NAC 19,1 30,4
Argilla rossa SVIMISA 24,6 14,9
Marna calcarea 23,8 47,0
Bentonite Banari 39,4 103,7
Argilla k100 33,5 53,2
8.7 Le miscele sperimentali Sono state proposte tre miscele sperimentali tenendo conto dei risultati ottenuti nelle analisi di caratterizzazione del campione NAC di riferimento e delle corrispondenti analisi di caratterizzazione delle materie prime scelte a base delle miscele da utilizzare in alternativa a quella di riferimento (in particolare

8 – Proposta di una possibile miscela con materie prime sarde ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 50 di 88
analisi chimiche e diffrattometriche, ritiri in cottura e indici di Atterberg), sono. Si tratta di miscele ottenute con proporzioni variabili dei diversi componenti di cui si è detto con l’intento di bilanciare l’influenza esercitata dai vari componenti sul valore dei parametri fondamentali caratterizzanti l’impasto, così che questi risultassero per quanto possibile favorevoli nell’ottica di un uso di tale impasto alternativo rispetto a quello di riferimento.
La costituzione delle tre miscele anzidette, denominate rispettivamente SVICER 3, SVICER 4 e SVICER 5 è mostrata nella tabella seguente.
Fig. 8.8 ‐ Bottoni di cottura a 800, 900 e 1000 °C delle materie prime sarde costitutive della miscela proposta.
Componente
Miscela
SVICER 3 SVICER 4 SVICER 5
Argilla rossa SVI.MI.SA 40% 30% 25%
Marna calcarea N/AS 40% 40% 45%
Bentonite Banari 20% 15% 10%
Fanghi montmorillonitici K100 0% 15% 20%

8 – Proposta di una possibile miscela con materie prime sarde ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 51 di 88
Su ognuna di tali miscele sono stati eseguite le stesse analisi di caratterizzazione effettuate in precedenza sui singoli componenti. I risultati ottenuti sono riportati nelle tabelle seguenti, ove per comodità di confronto sono stati riportati anche i corrispondenti risultati relativi al campione di riferimento (NAC).
Analisi chimica (tenori %)
SiO2 Al2O3 Fe2O3 CaO MgO Na2O K2O TiO2 LoI
Argilla grigia NAC 54,70 11,61 6,13 8,96 2,94 0,73 2,47 0,89 11,58
SVICER 3 54,35 16,22 3,15 8,64 1,84 1,08 2,80 0,93 11,00
SVICER 4 57,84 14,46 3,02 8,25 1,86 0,91 2,69 0,88 10,10
SVICER 5 55,83 14,01 3,76 9,20 1,90 0,94 2,42 0,87 11,09
Ritiro in Cottura (% a 800‐900‐1000‐1100‐1200°C)
800 °C 900 °C 1000 °C 1100°C 1200°C
Argilla grigia NAC 0,1 0,4 0,2 0,2 fuso
SVICER 3 ‐0,5 ‐0,1 ‐0,1 0,2 2,2
SVICER 4 0,1 0,6 0,7 0,9 2,7
SVICER 5 0,2 0,8 0,9 1 3
Perdita al fuoco (%)
800 °C 900 °C 1000 °C 1100°C 1200°C
Argilla grigia NAC 8,08 10,93 11,58 10,74 10,75
SVICER 3 8,93 10,58 10,99 10,84 10,9
SVICER 4 8,81 10,21 10,1 10,41 10,39
SVICER 5 8,9 10,68 11,09 10,9 11,16
Assorbimento d’acqua (% a 800‐900‐1000‐1100‐1200°C)
800°C 900°C 1000°C 1100°C 1200°CArgilla grigia NAC 12,02 9,72 7,97 4,91 0,53
SVICER 3 15,03 14,61 14,31 13,29 0,72
SVICER 4 16,80 14,49 14,8 13,81 0,93
SVICER 5 15,47 14,01 13,96 2,31
Colore in cottura (a 1000° C)
CAMPIONE Colore
Argilla grigia NAC Rosso
SVICER 3 Rosso
SVICER 4 Rosso
SVICER 5 Rosso

8 – Proposta di una possibile miscela con materie prime sarde ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 52 di 88
Analisi dilatometrica (dilatazione 10‐7 °K‐1)
CAMPIONE 400°C 500°C 600°CArgilla grigia NAC 64,1 65,6 68,8
SVICER 3 57,7 59,1 63,5
SVICER 4 60 62 66,1
SVICER 5 56,9 58,2 61,8
Analisi granulometrica
CAMPIONE D50
Gran. Laser, µm D90
Gran. Laser, µm +45 µm
Gran. Laser, (%) +63 , µm
Gran. Laser, (%)
Argilla grigia NAC 6,17 41,82 9,10 5,33
SVICER 3 11,3 51,81 12,54 6,88
SVICER 4 10,31 51,86 12,52 6,9
SVICER 5 8,69 46,08 10,38 5,58
Limiti di Atterberg
CAMPIONE LP IP Argilla grigia NAC 19,1 30,4
SVICER 3 25,8 32,1
SVICER 4 27,4 43,7
SVICER 5 27,3 45,8
Si può constatare facilmente come dal punto di vista sia della composizione chimica sia della composizione mineralogica le tre miscele SVICER formulate manifestino una buona corrispondenza con le analoghe caratteristiche dell’argilla di riferimento. Anche il colore in cottura possiede la medesima tonalità di rosso.
Per quanto riguarda i principali parametri tecnologici si constata anche una discreta corrispondenza fra i valori del ritiro in cottura, soprattutto per quanto riguarda il confronto fra la miscela SVICER3 e l’argilla NAC. I valori relativi alle miscele SVICER4 e SVICER5 risultano invece meno contenuti, quantunque rivelino una maggiore stabilità alle temperature più elevate.
Le medesime considerazioni possono essere avanzate per quanto riguarda il confronto argilla NAC‐miscela SVICER3 relativo alla dilatometria.
I valori dell’assorbimento d’acqua per tutti e tre i campioni SVICER risultano alquanto più elevati rispetto a quelli di riferimento, soprattutto nel campo fra 900 e 1000 °C, intervallo di temperatura entro il quale vengono normalmente cotte le ceramiche artistiche. Ciò determinerebbe un relativamente più elevato grado di porosità aperta dei manufatti cotti preparati a partire dalle miscele sperimentate.
Relativamente meno favorevole risulterebbe sulla base dei limiti di Atterberg anche la plasticità, intesa come lavorabilità a crudo delle miscele sperimentate, sebbene i valori dell’indice di plasticità per la miscela SVICER3 non differiscano di molto da quelle dell’argilla di riferimento. Con ciascuna delle tre miscele in ogni caso sono stati foggiati dei pezzi piuttosto semplici: malgrado il ciclo di cottura piuttosto veloce a cui i provini sono stati sottoposti, nessuno di essi ha subito modifiche (crepe o cedimenti).

8 – Proposta di una possibile miscela con materie prime sarde ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 53 di 88
Fig. 8.9 ‐ Confronto fra bottoni di cottura a 800, 900 e 1000°C fra la miscela SVICER 3 proposta e l’argilla di riferimento NAC.

9 – Valutazione dei risultati ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 54 di 88
9 Valutazione dei risultati Delle tre miscele ceramiche preparate con materie prime locali che sono state proposte, la miscela che, sulla base dei parametri chimici e mineralogici ‐ ma soprattutto sulla base dei principali parametri tecnologici sperimentalmente rilevati ‐, appare possedere i migliori requisiti per una sua utilizzazione nella preparazione degli impasti argillosi destinati al settore delle ceramiche artistiche è senza alcun dubbio quella denominata SVICER3.
Per la piena validazione di tale presupposto, un consistente campione della medesima miscela è stato fornito ad un noto ceramista del comprensorio di Assemini, affinché con essa venisse effettuata una prova tecnica ceramica di carattere pratico. Sfortunatamente i risultati di tale prova al momento non sono noti.
La sperimentazione effettuata fornisce in ogni caso quanto meno preziose indicazioni allo scopo di migliorare le caratteristiche tecnologiche di un’eventuale miscela basata su combinazioni alternative delle medesime materie prime locali utilizzate in questo studio, comunque facilmente reperibili. Si può suggerire ad esempio un potenziamento della proporzione di fase smectitica nella miscela, allo scopo di migliorarne la lavorabilità. Del pari, tenuto conto che tutte le materie prime locali utilizzate, sono state impiegate tal quali, l’eventuale riduzione della loro granulometria, facilmente realizzabile mediante macinazione o mediante preventiva classificazione dimensionale, ne determinerebbe prevedibilmente un miglioramento sia in termini di lavorabilità, sia soprattutto in termini di ritiro in cottura, dilatazione lineare e assorbimento d’acqua.

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 55 di 88
Analisi delle variazioni Analisi della matrice di correlazione semplice
Individuazione delle variabili influenti
Analisi dei cluster
Analisi multivariata: verifica delle condizioni di massima correlazione attraverso R2, R2 adj, F.
10. Proposta di un modello previsionale La parte finale dello studio è stata dedicata alla costruzione di un modello matematico previsionale che viene qui proposto come ipotesi, da affinare e utilizzare, per lo sviluppo futuro della ricerca. E’ infatti possibile, sulla base della numerosa sperimentazione effettuata (vedi il riepilogo di Tabella 10.1), elaborare uno strumento analitico che leghi alcune proprietà a freddo dei materiali argillosi considerati, naturali o artificiali, alle sue proprietà in cottura evitando così il ripetersi di molte prove di caratterizzazione e indirizzando la scelta delle componenti della miscela verso i materiali più adatti e più facilmente disponibili per la singola impresa artigiana. Uno strumento di questo tipo non elimina la parte sperimentale, ma ne limita e indirizza meglio l’utilizzo e lo sviluppo.
I legami analitici utilizzabili ai fini del modello sono quelli costruiti con i metodi statistici dell’analisi multivariata; lo schema logico per la costruzione e l’utilizzazione del modello è quello indicato nella seguente Figura 10.1; i metodi statistici e la successione della loro applicazione sono illustrati nella seguente Figura 10.2.
Figura 10.1 ‐ Schema logico per la costruzione di un modello statistico
Figura 10.2 – Metodi statistici applicati nel caso in esame
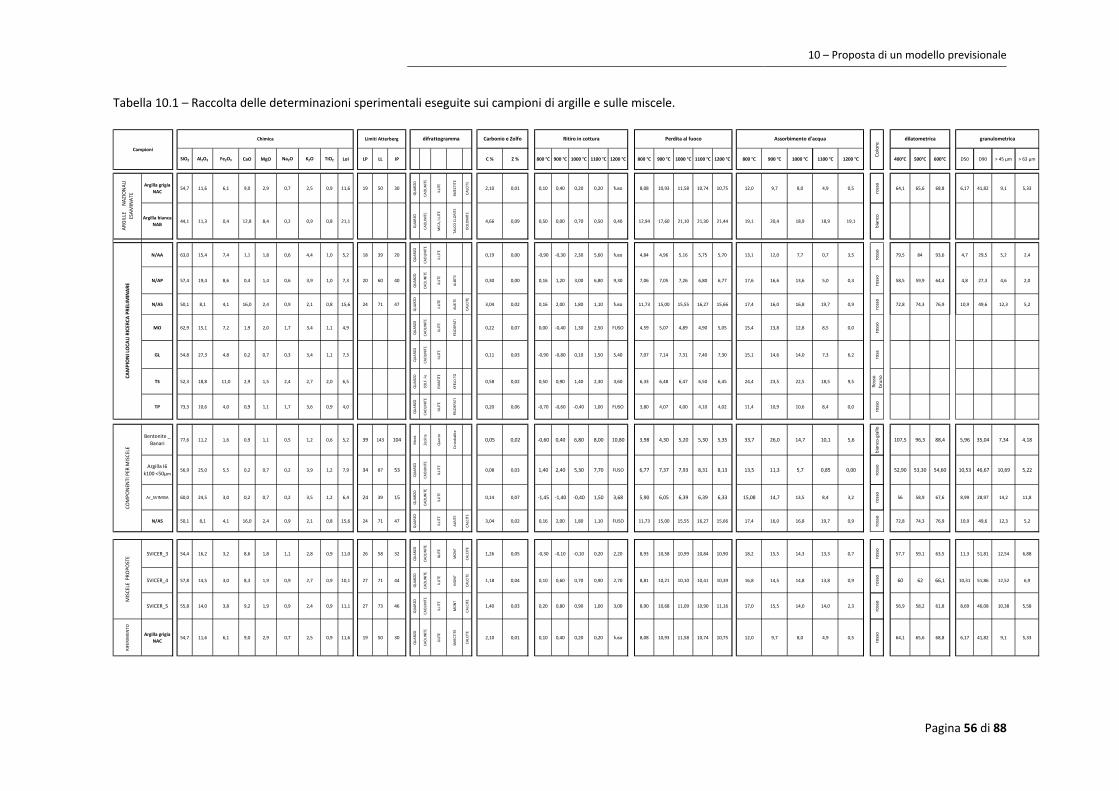
10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 56 di 88
SiO2 Al2O3 Fe2O3 CaO MgO Na2O K2O TiO2 LoI LP LL IP C % Z % 800 °C 900 °C 1000 °C 1100 °C 1200 °C 800 °C 900 °C 1000 °C 1100 °C 1200 °C 800 °C 900 °C 1000 °C 1100 °C 1200 °C 400°C 500°C 600°C D50 D90 > 45 µm > 63 µm
Argilla grigia NAC
54,7 11,6 6,1 9,0 2,9 0,7 2,5 0,9 11,6 19 50 30
QUAR
ZO
CAOLINITE
ILLITE
SMEC
TITE
CALCITE
2,10 0,01 0,10 0,40 0,20 0,20 fuso 8,08 10,93 11,58 10,74 10,75 12,0 9,7 8,0 4,9 0,5
rosso
64,1 65,6 68,8 6,17 41,82 9,1 5,33
Argilla bianca NAB
44,1 11,3 0,4 12,8 8,4 0,2 0,9 0,8 21,1
QUARZO
CAOLINITE
MICA, ILLITE
TALCO CLO
RITE
DOLO
MITE
4,66 0,09 0,50 0,00 0,70 0,50 0,40 12,94 17,60 21,10 21,30 21,44 19,1 20,4 18,9 18,9 19,1
bianco
N/AA 63,0 15,4 7,4 1,1 1,8 0,6 4,4 1,0 5,2 18 39 20
QUARZO
CAOLINITE
ILLITE 0,19 0,00 ‐0,90 ‐0,30 2,30 5,60 fuso 4,84 4,96 5,16 5,75 5,70 13,1 12,0 7,7 0,7 3,5
rosso
79,5 84 93,6 4,7 29,5 5,2 2,4
N/AP 57,4 19,4 8,6 0,4 1,4 0,6 3,9 1,0 7,3 20 60 40
QUARZO
CAOLINITE
ILLITE
ALBITE
0,30 0,00 0,16 1,20 3,00 6,80 9,30 7,06 7,05 7,26 6,80 6,77 17,6 16,6 13,6 5,0 0,3
rosso
58,5 59,9 64,4 4,8 27,3 4,6 2,0
N/AS 50,1 8,1 4,1 16,0 2,4 0,9 2,1 0,8 15,6 24 71 47
QUARZO
ILLITE
ALBITE
CALCITE
3,04 0,02 0,16 2,00 1,80 1,10 fuso 11,73 15,00 15,55 16,27 15,66 17,4 16,0 16,8 19,7 0,9
rosso
72,8 74,3 76,9 10,9 49,6 12,3 5,2
MO 62,9 15,1 7,2 1,9 2,0 1,7 3,4 1,1 4,9
QUAR
ZO
CAOLINITE
ILLITE
FELD
SPATI
0,22 0,07 0,00 ‐0,40 1,30 2,50 FUSO 4,59 5,07 4,89 4,90 5,05 15,4 13,8 12,8 8,5 0,0
rosso
GL 54,8 27,3 4,8 0,2 0,7 0,3 3,4 1,1 7,3
QUARZO
CAOLINITE
ILLITE 0,11 0,03 ‐0,90 ‐0,80 0,10 1,50 5,40 7,07 7,14 7,31 7,40 7,30 15,1 14,6 14,0 7,3 6,2 rosa
TS 52,3 18,8 11,0 2,9 1,5 2,4 2,7 2,0 6,5
QUARZO
SOLF. Fe
EMATITE
KFELD.TO
0,58 0,02 0,50 0,90 1,40 2,30 3,60 6,33 6,48 6,47 6,50 6,45 24,4 23,5 22,5 18,5 9,5
Rosso
brun
o
TP 73,3 10,6 4,0 0,9 1,1 1,7 3,6 0,9 4,0
QUARZO
CAOLINITE
ILLITE
FELD
SPATI
0,20 0,06 ‐0,70 ‐0,60 ‐0,40 1,00 FUSO 3,80 4,07 4,00 4,10 4,02 11,4 10,9 10,6 8,4 0,0
rosso
Bentonite _ Banari
77,6 11,2 1,6 0,9 1,1 0,5 1,2 0,6 5,2 39 143 104
Mon
t.
Zeolite
Quarzo
Cristobalite
0,05 0,02 ‐0,60 0,40 6,80 8,00 10,80 3,98 4,30 5,20 5,30 5,35 33,7 26,0 14,7 10,1 5,6
bianco‐giallo
107,5 96,3 88,4 5,96 35,04 7,34 4,18
Argilla I6 k100 <50µm
56,9 25,0 5,5 0,2 0,7 0,2 3,9 1,2 7,9 34 87 53
QUARZO
CAOLINITE
ILLITE 0,08 0,03 1,40 2,40 5,30 7,70 FUSO 6,77 7,37 7,93 8,31 8,13 13,5 11,3 5,7 0,85 0,00
rosso
52,90 53,30 54,60 10,53 46,67 10,69 5,22
Ar_SVIMISA 60,0 24,5 3,0 0,2 0,7 0,2 3,5 1,2 6,4 24 39 15
QUAR
ZO
CAOLINITE
ILLITE 0,14 0,07 ‐1,45 ‐1,40 ‐0,40 1,50 3,68 5,90 6,05 6,39 6,39 6,33 15,08 14,7 13,5 8,4 3,2
rosso
56 58,9 67,6 8,99 28,97 14,2 11,8
N/AS 50,1 8,1 4,1 16,0 2,4 0,9 2,1 0,8 15,6 24 71 47
QUARZO
ILLITE
ALBITE
CALCITE
3,04 0,02 0,16 2,00 1,80 1,10 FUSO 11,73 15,00 15,55 16,27 15,66 17,4 16,0 16,8 19,7 0,9
rosso
72,8 74,3 76,9 10,9 49,6 12,3 5,2
SVICER_3 54,4 16,2 3,2 8,6 1,8 1,1 2,8 0,9 11,0 26 58 32
QUARZO
CAOLINITE
ILLITE
MONT
CALCITE
1,26 0,05 ‐0,30 ‐0,10 ‐0,10 0,20 2,20 8,93 10,58 10,99 10,84 10,90 18,2 15,5 14,3 13,3 0,7
rosso
57,7 59,1 63,5 11,3 51,81 12,54 6,88
SVICER_4 57,8 14,5 3,0 8,3 1,9 0,9 2,7 0,9 10,1 27 71 44
QUARZO
CAOLINITE
ILLITE
MONT
CALCITE
1,18 0,04 0,10 0,60 0,70 0,90 2,70 8,81 10,21 10,10 10,41 10,39 16,8 14,5 14,8 13,8 0,9
rosso
60 62 66,1 10,31 51,86 12,52 6,9
SVICER_5 55,8 14,0 3,8 9,2 1,9 0,9 2,4 0,9 11,1 27 73 46
QUARZO
CAOLINITE
ILLITE
MONT
CALCITE
1,40 0,03 0,20 0,80 0,90 1,00 3,00 8,90 10,68 11,09 10,90 11,16 17,0 15,5 14,0 14,0 2,3
rosso
56,9 58,2 61,8 8,69 46,08 10,38 5,58
RIFERIMEN
TO
Argilla grigia NAC
54,7 11,6 6,1 9,0 2,9 0,7 2,5 0,9 11,6 19 50 30
QUARZO
CAOLINITE
ILLITE
SMEC
TITE
CALCITE
2,10 0,01 0,10 0,40 0,20 0,20 fuso 8,08 10,93 11,58 10,74 10,75 12,0 9,7 8,0 4,9 0,5
rosso
64,1 65,6 68,8 6,17 41,82 9,1 5,33
ARG
ILLE N
AZIONALI
ESAMINATE
Chimica
Colore
CAMPIONI LOCA
LI RICER
CA PRE
LIMINARE
COMPO
NEN
TI PER
MISCE
LE
MISCE
LE PRO
POSTE
Campioni
Limiti Atterberg Ritiro in cottura granulometricadifrattogramma Carbonio e Zolfo dilatometricaAssorbimento d'acquaPerdita al fuoco
Tabella 10.1 – Raccolta delle determinazioni sperimentali eseguite sui campioni di argille e sulle miscele.

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 57 di 88
In Tabella 10.1 sono riportati i risultati ottenuti su 15 campioni (per facilitare i confronti in Tabella alcuni campioni sono ripetuti) sui quali sono state eseguite le misure di 4 proprietà di base (o a freddo) e 5 caratteristiche tecnologiche (a caldo, durante e dopo cottura). Le caratteristiche di base sono state: la composizione chimica (9 composti + 2 elementi + 1 LOI), i Limiti di Atterberg (3), la composizione mineralogica (5 componenti), le caratteristiche dimensionali (4), totale 24. Perciò, per indagare le caratteristiche di base si sono eseguite 24x15=360 determinazioni. Le caratteristiche tecnologiche misurate sono state: la perdita al fuoco (per 5 temperature), l’assorbimento d’acqua (per 5 temperatura), il ritiro (per 5 temperature) e la dilatabilità (per 3 temperature), per ciascun prodotto è stato osservato il colore assunto dopo cottura (1), totale 19. Perciò, per indagare le proprietà tecnologiche si sono eseguite 19X15=285 determinazioni. Il totale delle due categorie di misure eseguite è stato pari a 645. In realtà, un certo numero di misure (50) su alcuni prodotti non sono state eseguite, quindi il totale delle determinazioni effettuate è stato pari a 555. I campioni completamente caratterizzati sono risultati 10, fra le grandezze a cui corrispondono valori numerici bisogna escludere le letture difrattometriche ed il colore, perciò i dati numerici utilizzabili ai fini delle elaborazioni che verranno illustrate sono stati (18x10 + 17x10 =) 350.
La costruzione del modello è avvenuta sulla base di 350 dati numerici e secondo la seguente procedura (vedi schema di Figura 10.2): (i) si sono calcolate le variazioni relative, rispetto a composizione e comportamento tecnologico, delle proprietà dei vari materiali esaminati e il campione di riferimento (NAC); (ii) si sono esaminati i dati attraverso una statistica descrittiva considerando separatamente le caratteristiche chimiche, fisiche e dimensionali e le proprietà tecnologiche; (iii) si è passati, infine, allo studio delle correlazioni semplici (matrice generale di correlazione) e all’analisi dei Cluster. Il concorso delle tre analisi citate (variazioni relative,
correlazioni semplici e cluster) ha fornito la base per l’analisi multivariata tra le Yi (proprietà tecnologiche) e le Xi (proprietà di base). Per ciascuna variabile dipendente si sono considerate inizialmente tutte le variabili con le
quali esiste un legame in termini di correlazione semplice; successivamente attraverso l’esame critico dei
parametri di stima della regressione multipla, R2, R2 adj ed F, si sono ridotte le Xi al numero minimo che
massimizza il grado di correlazione secondo una procedura che verrà più avanti illustrata.
10.1 Studio delle variazioni Per ciascun campione Cj, sono state considerate le variazioni delle proprietà (Pi, Cj) rispetto alla corrispondente grandezza misurata sul campione di riferimento NAC (Pi, NAC), secondo la seguente:
ΔP (i, Cj) = ((Pi, Cj) ‐ (Pi, NAC)/ (Pi, NAC))
Le differenze così ottenute, adimensionali ed omogenee tra loro, sono illustrate negli istogrammi delle Figure 10.3, 10.4 e 10.5 seguenti.
L’istogramma di Fig. 10.3 evidenzia le forti variazioni di composizione chimica dei campioni rispetto al riferimento NAC. In particolare, si osserva che la variazione più forte è quella di CaO (che supera anche il 600% in più e in meno e che è presente in tutti i campioni), di Al2O2 (che oscilla tra il ‐30 ed il 100%) e di C e S. I campioni che presentano le minori variazioni, o la maggiore regolarità, sono gli ultimi tre: Banari, K100 e Ar_SVI.
Considerazioni analoghe possono essere fatte a proposito degli istogrammi di Fig. 10.4 e relativi agli indici di plasticità e alle caratteristiche dimensionali. Per i primi la variazione più forte è rappresentata dal Campione Banari; per quanto riguarda la composizione granulometrica, la variazione più forte è quella del Campione Ar_SVI.

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 58 di 88
‐8,0
‐6,0
‐4,0
‐2,0
0,0
2,0
4,0
6,0
8,0
N/AA N/AP N/AS Banari k100 Ar_SVI
SiO2
Al2O3
Fe2O3
CaO
MgO
Na2O
K2O
TiO2
LoI
C
‐0,5
0,0
0,5
1,0
1,5
2,0
2,5
N/AA N/AP N/AS Banari k100 Ar_SVI
LP LL IP
‐1,0
‐0,5
0,0
0,5
1,0
1,5
N/AA
N/AP
N/AS
Banari
k100
Ar_SVI
D50
D90
< 45 µm
> 63 µm
Figura 10.3 –Composizione chimica: variazioni rispetto al campione NAC.
Figura 10.4 –Variazioni relative di proprietà fisiche e dimensionali tra il campione NAC e le materie prime locali.

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 59 di 88
‐20
‐15
‐10
‐5
0
5
10
15
20
25
30
35
40
N/AA N/AP N/AS Banari k100 Ar_SVI
R800
R900
R1000
R1100
P800
P900
P1000
P1100
P1200
ACQ800
ACQ900
ACQ1000
ACQ1100
ACQ1200
Dil400
Dil500
Dil600
La successiva Figura 10.5 si riferisce alle 4 proprietà tecnologiche considerate (Ritiro in cottura, Perdita al fuoco, Assorbimento d’acqua e Dilatabilità). In questo caso, le maggiori differenze sono rappresentate dal ritiro in cottura e ciò in particolare per i campioni Banari e k100. Il campione che presenta la maggiore regolarità di comportamento è quello N/AS, sia in riferimento al ritiro che alle altre proprietà tecnologiche considerate. Per le ragioni esposte i campioni scelti come componenti base per la miscela sperimentale sono stati appunto i quattro NAS, Ar_SVI, Banari e k100.
Figura 10.5 – Istogramma delle variazioni delle proprietà tecnologiche tra materie prime locali e camp. NAC .
10.2 Statistica descrittiva I risultati della statistica descrittiva sono riportati nei paragrafi seguenti attraverso i tabulati, e i commenti interpretativi, prodotti dal programma Statgraphics e riferiti, rispettivamente, alle caratteristiche chimiche, fisiche e dimensionali e alle proprietà tecnologiche.
10.2.1 Caratteristiche Chimiche, fisiche e dimensionali
Summary Statistics
Al2O3 CaO C D50 D90 Fe2O3 IP K2O LL
Count 10 10 10 10 10 10 10 10 10
Average 16,00 5,39 0,97 8,23 40,86 4,62 43,14 2,94 68,93
Stand. Dev. 5,53 5,53 1,01 2,60 9,81 2,21 24,51 0,96 30,28
Coeff. of variat. 35% 103% 104% 32% 24% 48% 57% 33% 44%
Minimum 8,14 0,2 0,05 4,65 27,3 1,57 14,9 1,22 38,5
Maximum 25,0 15,96 3,04 11,3 51,86 8,56 103,7 4,37 143,1
Range 16,86 15,76 2,99 6,65 24,56 6,99 88,8 3,15 104,6
Stnd. skewness 0,73361 0,82115 1,28502 ‐0,37741 ‐0,41693 0,77700 2,25509 ‐0,20504 2,25493
Stnd. kurtosis ‐0,29617 ‐0,40394 0,16550 ‐1,16000 ‐1,1573 ‐0,37340 2,82687 ‐0,30730 2,59686
‐20
‐15
‐10
‐5
0
5
10
15
20
25
30
35
40
N/AA N/AP N/AS Banari k100 Ar_SVI
R800
R900
R1000
R1100
P800
P900
P1000
P1100
P1200
ACQ800
ACQ900
ACQ1000
ACQ1100
ACQ1200
Dil400
Dil500
Dil600
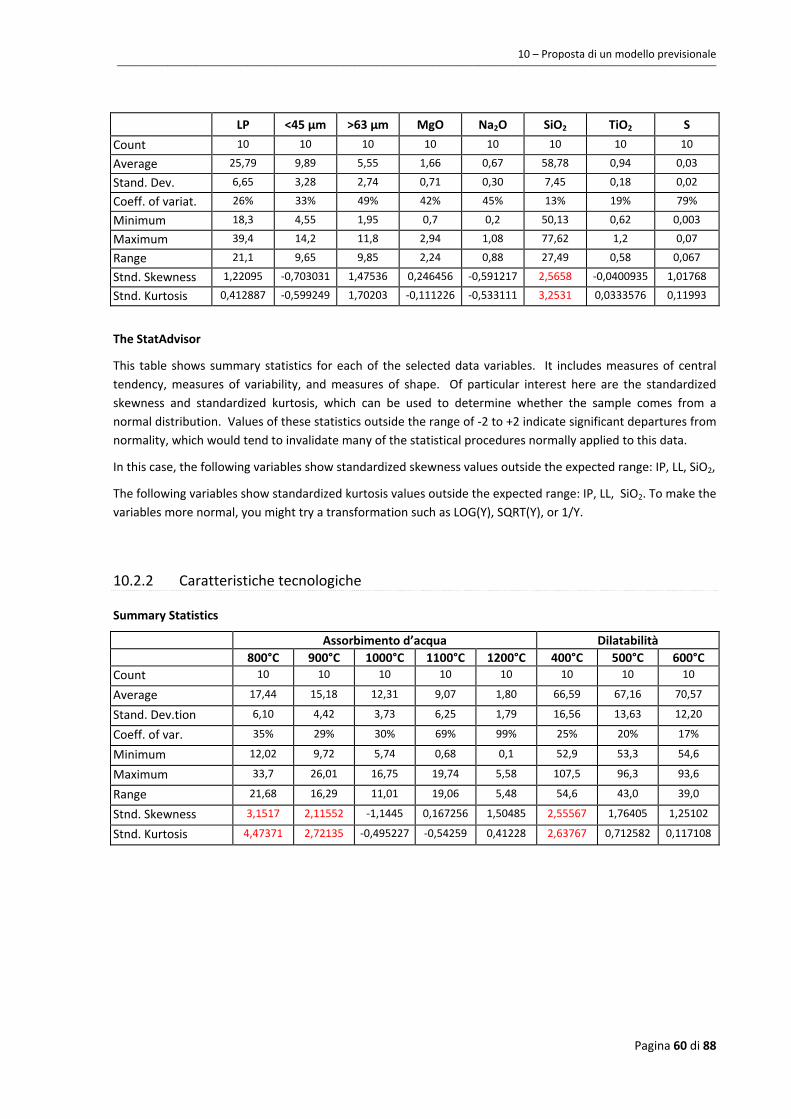
10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 60 di 88
LP <45 µm >63 µm MgO Na2O SiO2 TiO2 S
Count 10 10 10 10 10 10 10 10
Average 25,79 9,89 5,55 1,66 0,67 58,78 0,94 0,03
Stand. Dev. 6,65 3,28 2,74 0,71 0,30 7,45 0,18 0,02
Coeff. of variat. 26% 33% 49% 42% 45% 13% 19% 79%
Minimum 18,3 4,55 1,95 0,7 0,2 50,13 0,62 0,003
Maximum 39,4 14,2 11,8 2,94 1,08 77,62 1,2 0,07
Range 21,1 9,65 9,85 2,24 0,88 27,49 0,58 0,067
Stnd. Skewness 1,22095 ‐0,703031 1,47536 0,246456 ‐0,591217 2,5658 ‐0,0400935 1,01768
Stnd. Kurtosis 0,412887 ‐0,599249 1,70203 ‐0,111226 ‐0,533111 3,2531 0,0333576 0,11993
The StatAdvisor
This table shows summary statistics for each of the selected data variables. It includes measures of central tendency, measures of variability, and measures of shape. Of particular interest here are the standardized skewness and standardized kurtosis, which can be used to determine whether the sample comes from a normal distribution. Values of these statistics outside the range of ‐2 to +2 indicate significant departures from normality, which would tend to invalidate many of the statistical procedures normally applied to this data.
In this case, the following variables show standardized skewness values outside the expected range: IP, LL, SiO2,
The following variables show standardized kurtosis values outside the expected range: IP, LL, SiO2. To make the variables more normal, you might try a transformation such as LOG(Y), SQRT(Y), or 1/Y.
10.2.2 Caratteristiche tecnologiche
Summary Statistics
Assorbimento d’acqua Dilatabilità 800°C 900°C 1000°C 1100°C 1200°C 400°C 500°C 600°C
Count 10 10 10 10 10 10 10 10
Average 17,44 15,18 12,31 9,07 1,80 66,59 67,16 70,57
Stand. Dev.tion 6,10 4,42 3,73 6,25 1,79 16,56 13,63 12,20
Coeff. of var. 35% 29% 30% 69% 99% 25% 20% 17%
Minimum 12,02 9,72 5,74 0,68 0,1 52,9 53,3 54,6
Maximum 33,7 26,01 16,75 19,74 5,58 107,5 96,3 93,6
Range 21,68 16,29 11,01 19,06 5,48 54,6 43,0 39,0
Stnd. Skewness 3,1517 2,11552 ‐1,1445 0,167256 1,50485 2,55567 1,76405 1,25102
Stnd. Kurtosis 4,47371 2,72135 ‐0,495227 ‐0,54259 0,41228 2,63767 0,712582 0,117108

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 61 di 88
The StatAdvisor
This table shows summary statistics for each of the selected data variables. It includes measures of central tendency, measures of variability, and measures of shape. Of particular interest here are the standardized skewness and standardized kurtosis, which can be used to determine whether the sample comes from a normal distribution. Values of these statistics outside the range of ‐2 to +2 indicate significant departures from normality, which would tend to invalidate many of the statistical procedures normally applied to this data. In this case, the following variables show standardized skewness values outside the expected range: acq800, acq900, Dil400. The following variables show standardized kurtosis values outside the expected range: acq800, acq900, Dil400. To make the variables more normal, you might try a transformation such as LOG(Y), SQRT(Y), or 1/Y.
I dati più interessanti riportati nelle precedenti tabelle sulla statistica descrittiva sono il Coefficiente di Variazione (quarta riga), l’Asimmetria (ottava riga) e la Curtosi (nona riga). Il loro esame critico consente di fare le seguenti osservazioni: (i) le proprietà considerate manifestano una diversa variabilità, in genere contenuta intorno al 50%, ma che raggiunge in alcuni casi il 100% e per il ritiro, alla temperatura di 800°C, raggiunge addirittura il 680%, anomalo rispetto anche ai altri valori di ritiro misurati alle altre temperature (nell’intervallo 100 – 200 %). (ii) la distribuzione di alcune grandezze sembra non seguire una legge normale (valori esterni all’intervallo ±2 ed evidenziati in rosso). La prima osservazione dimostra che fra le grandezze considerate vi sono diverse sensibilità, la seconda indica che potrebbe esserci scarsa correlazione lineare tra grandezze che seguono leggi di distribuzione diverse.
10.3 Analisi statistica multivariata Per indagare i legami esistenti tra le 35 variabili considerate si è calcolata in primo luogo la matrice di correlazione lineare semplice facendo ricorso anche in questo caso al programma Statgraphics.
Si tratta di una matrice 35x35 simmetrica che riporta per ogni copia di variabili esaminata: il coefficiente di correlazione lineare (che può essere positivo o negativo), il numero di casi (o campioni) completi considerato (10) ed il coefficiente di Pearson (che deve essere <0,05 per indicare l’esistenza di significatività statistica). I casi in cui appunto si verifica quest’ultima condizione sono stati evidenziati attraverso la colorazione della casella corrispondente.
Perdita al fuoco Ritiro
800°C 900°C 1000°C 1100°C 1200°C 800°C 900°C 1000°C 1100°CCount 10 10 10 10 10 10 10 10 10
Average 7,5 8,71 9,13 9,17 9,11 ‐0,113 0,6 2,05 3,3
Stand. Dev.tion 2,28 3,32 3,32 3,35 3,24 0,77 1,10 2,39 3,29
Coeff. of var. 30% 38% 36% 37% 36% ‐679% 184% 117% 100%
Minimum 3,98 4,3 5,16 5,3 5,35 ‐1,45 ‐1,4 ‐0,4 0,2
Maximum 11,73 15,0 15,55 16,27 15,66 1,4 2,4 6,8 8,0
Range 7,75 10,7 10,39 10,97 10,31 2,85 3,8 7,2 7,8
Stnd. Skewness 0,254722 0,549113 0,704437 1,14465 0,909087 0,219729 ‐0,0383217 1,41323 0,715805
Stnd. Kurtosis 0,033091 ‐0,18621 ‐0,102455 0,578663 0,135685 0,807066 0,168266 0,210121 ‐1,21049

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 62 di 88
10.3.1 Matrice di correlazione semplice
ACQ1000 ACQ1100 ACQ1200 ACQ800 ACQ900 Al2O3 CaO Car D50 D90 Dil400 Dil500 Dil600 Fe2O3 IP K2O LL LoI LP < 45 µm > 63 µm MgO Na2O P1000 P1100 P1200 P800 P900 R1000 R1100 R800 R900 SiO2 TiO2 Zol
0,8729 0,1818 0,5114 0,635 ‐0,4083 0,4412 0,3381 0,2891 0,1857 0,1665 0,126 0,0603 ‐0,5413 0,2487 ‐0,5729 0,233 0,3453 0,1441 0,3202 0,2354 0,0741 0,4927 0,3452 0,3543 0,3586 0,4048 0,353 ‐0,1928 ‐0,3458 ‐0,299 ‐0,0994 0,0033 ‐0,5084 0,2869
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,001 0,6151 0,1308 0,049 0,2414 0,2019 0,3393 0,4179 0,6074 0,6456 0,7287 0,8685 0,1061 0,4883 0,0834 0,5171 0,3285 0,6913 0,367 0,5126 0,8388 0,148 0,3286 0,3151 0,3089 0,2458 0,3171 0,5936 0,3277 0,4013 0,7846 0,9927 0,1335 0,4216
‐0,0027 0,3123 0,382 ‐0,5652 0,7776 0,6653 0,5754 0,5766 0,0518 0,0249 ‐0,051 ‐0,636 0,1945 ‐0,682 0,1928 0,6911 0,1609 0,5634 0,3073 0,3247 0,6587 0,691 0,7111 0,7183 0,6976 0,6908 ‐0,3126 ‐0,5934 ‐0,0629 0,0859 ‐0,2584 ‐0,563 0,309
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,9941 0,3797 0,276 0,0886 0,0081 0,0358 0,0818 0,081 0,887 0,9455 0,8888 0,0483 0,5903 0,03 0,5936 0,0269 0,6571 0,0899 0,3878 0,36 0,0383 0,0269 0,0211 0,0193 0,0249 0,027 0,3792 0,0705 0,863 0,8135 0,471 0,09 0,3849
0,6501 0,6466 ‐0,1744 ‐0,3607 ‐0,418 ‐0,4018 ‐0,4718 0,7675 0,7539 0,7231 ‐0,4371 0,4092 ‐0,3255 0,417 ‐0,5755 0,3905 ‐0,1987 0,0586 ‐0,3187 ‐0,2527 ‐0,5754 ‐0,5408 ‐0,5397 ‐0,662 ‐0,6022 0,3375 0,298 ‐0,684 ‐0,5235 0,8465 ‐0,3959 0,0638
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,0419 0,0433 0,6298 0,3059 0,2293 0,2497 0,1686 0,0096 0,0118 0,0181 0,2065 0,2403 0,3588 0,2305 0,0817 0,2645 0,5821 0,8722 0,3695 0,4811 0,0818 0,1065 0,1074 0,037 0,0654 0,3402 0,4029 0,0291 0,1204 0,002 0,2574 0,861
0,9746 ‐0,3413 ‐0,1417 ‐0,2244 ‐0,1446 ‐0,0887 0,7721 0,6453 0,4017 ‐0,5664 0,8703 ‐0,687 0,8622 ‐0,2705 0,718 ‐0,1709 ‐0,1411 ‐0,2734 0,021 ‐0,2706 ‐0,2582 ‐0,2567 ‐0,342 ‐0,3114 0,6035 0,393 ‐0,2086 ‐0,0192 0,766 ‐0,684 ‐0,0212
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,000 0,3344 0,6962 0,5332 0,6902 0,8075 0,0089 0,0439 0,2498 0,0878 0,0011 0,0281 0,0013 0,4497 0,0194 0,6368 0,6974 0,4446 0,954 0,4495 0,4713 0,474 0,3333 0,3811 0,0647 0,2612 0,5629 0,9579 0,0098 0,0292 0,9536
‐0,2948 ‐0,1396 ‐0,225 ‐0,1379 ‐0,1645 0,7056 0,5913 0,383 ‐0,5362 0,7886 ‐0,625 0,7775 ‐0,2613 0,6332 ‐0,1535 ‐0,1022 ‐0,3219 0,0268 ‐0,2614 ‐0,2448 ‐0,2455 ‐0,2931 ‐0,2937 0,5307 0,3645 ‐0,2827 ‐0,0546 0,7051 ‐0,624 0,0228
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,4083 0,7005 0,5319 0,704 0,6497 0,0226 0,0718 0,2747 0,1101 0,0067 0,0536 0,0081 0,4659 0,0494 0,672 0,7788 0,3644 0,9415 0,4657 0,4955 0,4941 0,4112 0,4101 0,1145 0,3005 0,4286 0,8809 0,0227 0,0537 0,9502
‐0,706 ‐0,69 0,1007 ‐0,3244 ‐0,5503 ‐0,5801 ‐0,5061 0,2013 ‐0,3416 0,7046 ‐0,2677 ‐0,5185 0,0404 0,1245 0,3509 ‐0,767 ‐0,695 ‐0,5186 ‐0,5202 ‐0,5261 ‐0,385 ‐0,4971 0,0243 0,3117 0,0493 ‐0,1447 ‐0,0296 0,9106 0,4584
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,0225 0,0272 0,7819 0,3604 0,0993 0,0788 0,1355 0,5772 0,334 0,0229 0,4546 0,1247 0,9117 0,7319 0,3202 0,0097 0,0256 0,1246 0,1232 0,1182 0,2719 0,1438 0,9468 0,3807 0,8924 0,6899 0,9353 0,0003 0,1827
0,9677 0,5034 0,7303 ‐0,1206 ‐0,0828 ‐0,0943 ‐0,249 ‐0,0769 ‐0,5086 ‐0,1053 0,9525 ‐0,1961 0,4442 0,0797 0,7718 0,7866 0,9525 0,9537 0,9612 0,8993 0,9509 ‐0,4688 ‐0,745 0,2119 0,2792 ‐0,6105 ‐0,4869 ‐0,0264
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,000 0,138 0,0165 0,7399 0,8202 0,7955 0,4878 0,8327 0,1333 0,7721 0,000 0,5871 0,1984 0,8267 0,0089 0,007 0,000 0,000 0,000 0,000 0,000 0,1717 0,0134 0,5567 0,4346 0,0608 0,1535 0,9422
0,3884 0,6131 ‐0,1287 ‐0,0821 ‐0,0836 ‐0,1028 ‐0,1328 ‐0,456 ‐0,1759 0,9558 ‐0,3112 0,3671 0,0404 0,8234 0,6775 0,9559 0,9437 0,9446 0,8797 0,9478 ‐0,4617 ‐0,711 0,2248 0,3074 ‐0,651 ‐0,4247 ‐0,1336
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,2674 0,0594 0,7231 0,8215 0,8183 0,7774 0,7146 0,1853 0,627 0,000 0,3815 0,2967 0,9118 0,003 0,031 0,000 0,000 0,000 0,001 0,000 0,1792 0,0212 0,5323 0,3876 0,0414 0,2212 0,713
0,8046 ‐0,4508 ‐0,4925 ‐0,5436 ‐0,5534 ‐0,0684 ‐0,1841 0,0094 0,5843 0,2949 0,8843 0,5795 ‐0,0643 0,2463 0,584 0,6278 0,6266 0,6365 0,5911 ‐0,2882 ‐0,4831 0,32 0,2443 ‐0,505 0,1172 0,6585‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,005 0,1911 0,1482 0,1043 0,097 0,851 0,6107 0,9795 0,0761 0,4082 0,0007 0,0791 0,8599 0,4928 0,0763 0,052 0,0525 0,0478 0,0719 0,4193 0,1573 0,3675 0,4963 0,1365 0,7471 0,0384‐0,2716 ‐0,3121 ‐0,4249 ‐0,4337 0,1202 ‐0,4054 0,1562 0,7461 0,268 0,6033 0,1764 0,3764 0,5961 0,7458 0,764 0,7783 0,7272 0,7463 ‐0,2071 ‐0,5112 0,5496 0,4398 ‐0,4834 ‐0,2678 0,2381
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,4478 0,3800 0,221 0,2105 0,7408 0,2452 0,6666 0,0132 0,4541 0,0648 0,6259 0,2837 0,069 0,0133 0,0101 0,008 0,0172 0,0132 0,5659 0,131 0,0998 0,2035 0,1569 0,4544 0,5077
0,9783 0,8513 ‐0,2751 0,6817 ‐0,5192 0,641 ‐0,3229 0,4059 ‐0,4227 ‐0,371 0,0025 ‐0,0467 ‐0,3228 ‐0,2839 ‐0,2975 ‐0,4653 ‐0,3657 0,6 0,4331 ‐0,3536 ‐0,089 0,7917 ‐0,725 ‐0,3866
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,000 0,0018 0,4418 0,0299 0,1241 0,0458 0,3627 0,2445 0,2236 0,2912 0,9945 0,898 0,3629 0,4266 0,4038 0,1753 0,2987 0,0667 0,2112 0,3161 0,8069 0,0064 0,0177 0,2698
0,9386 ‐0,1759 0,5329 ‐0,4127 0,4844 ‐0,305 0,2415 ‐0,4514 ‐0,3972 0,086 ‐0,0113 ‐0,3049 ‐0,2566 ‐0,2733 ‐0,438 ‐0,339 0,5006 0,3751 ‐0,4262 ‐0,1448 0,7187 ‐0,686 ‐0,4383
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,0001 0,627 0,1127 0,236 0,1559 0,3915 0,5015 0,1904 0,2557 0,8133 0,9752 0,3917 0,4742 0,4448 0,2054 0,3379 0,1406 0,2855 0,2194 0,6899 0,0192 0,0287 0,2051
‐0,0191 0,2195 ‐0,1712 0,1682 ‐0,3322 ‐0,0429 ‐0,4542 ‐0,3487 0,138 ‐0,0055 ‐0,3321 ‐0,276 ‐0,295 ‐0,4292 ‐0,3476 0,2782 0,262 ‐0,5894 ‐0,3165 0,5877 ‐0,5135 ‐0,4176
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,9583 0,5424 0,6362 0,6422 0,3483 0,9062 0,1873 0,3234 0,7039 0,988 0,3485 0,4402 0,408 0,2158 0,3251 0,4364 0,4646 0,0729 0,373 0,074 0,129 0,2299
‐0,4371 0,7122 ‐0,5036 ‐0,137 ‐0,682 ‐0,669 ‐0,6131 0,1842 ‐0,1414 ‐0,1368 ‐0,1643 ‐0,1758 ‐0,0756 ‐0,1139 0,0093 0,2995 0,2409 0,2287 ‐0,3049 0,4228 ‐0,665‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,2065 0,0208 0,1378 0,7059 0,0300 0,0344 0,0594 0,6104 0,6969 0,7063 0,6501 0,6271 0,8355 0,7541 0,9796 0,4005 0,5026 0,525 0,3917 0,2235 0,036‐0,673 0,9926 ‐0,1336 0,8338 ‐0,2119 ‐0,32 ‐0,2125 ‐0,0436 ‐0,1335 ‐0,1155 ‐0,1169 ‐0,2298 ‐0,1821 0,8042 0,5171 0,2488 0,401 0,641 ‐0,651 ‐0,2221
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,033 0,000 0,7129 0,0027 0,5566 0,3673 0,5556 0,9047 0,7132 0,7508 0,7476 0,5229 0,6145 0,005 0,1259 0,4881 0,2508 0,0458 0,0417 0,5375
‐0,658 ‐0,3903 ‐0,5182 ‐0,2452 ‐0,1037 ‐0,3128 ‐0,4057 ‐0,3903 ‐0,3707 ‐0,3846 ‐0,2388 ‐0,3441 ‐0,1389 0,2509 0,0239 ‐0,086 ‐0,2704 0,8513 ‐0,0514
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,0385 0,2648 0,1249 0,4946 0,7755 0,3789 0,2448 0,2648 0,2916 0,2725 0,5065 0,3302 0,702 0,4845 0,9478 0,8132 0,4499 0,0018 0,8878
‐0,1549 0,8946 ‐0,1299 ‐0,2348 ‐0,2871 ‐0,0856 ‐0,1548 ‐0,1321 ‐0,1328 ‐0,2455 ‐0,203 0,7974 0,5079 0,2511 0,3786 0,6454 ‐0,5952 ‐0,1212
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,6692 0,0005 0,7206 0,5138 0,4213 0,814 0,6694 0,7161 0,7147 0,4942 0,5738 0,0057 0,1339 0,484 0,2806 0,0439 0,0695 0,7388
‐0,2127 0,4897 0,1109 0,688 0,6636 1 0,9897 0,9931 0,9661 0,9965 ‐0,4533 ‐0,701 0,3976 0,4285 ‐0,763 ‐0,2843 0,003
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,5552 0,1508 0,7604 0,0279 0,0364 0,0000 0,0000 0,0000 0,0000 0,0000 0,1882 0,024 0,2551 0,2166 0,0103 0,4259 0,9935
0,1898 0,1105 ‐0,5239 ‐0,229 ‐0,2127 ‐0,1758 ‐0,1734 ‐0,2706 ‐0,253 0,6662 0,4068 0,2263 0,2461 0,5759 ‐0,3124 0,2667
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,5994 0,7612 0,1201 0,5244 0,5552 0,6272 0,6319 0,4496 0,4807 0,0354 0,2434 0,5296 0,493 0,0814 0,3796 0,4563
0,8717 ‐0,0512 0,1134 0,4895 0,5103 0,5126 0,5064 0,4953 ‐0,5003 ‐0,662 ‐0,0166 ‐0,1182 ‐0,4104 0,1533 0,8381‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,001 0,8884 0,755 0,151 0,1318 0,1298 0,1352 0,1455 0,1408 0,0372 0,9636 0,745 0,2388 0,6725 0,0025‐0,2587 ‐0,1785 0,1108 0,1063 0,1115 0,1283 0,1178 ‐0,5319 ‐0,5548 ‐0,3589 ‐0,4954 ‐0,1604 0,3242 0,9327
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐100,4704 0,6217 0,7607 0,7701 0,7591 0,724 0,7459 0,1135 0,096 0,3085 0,1454 0,6581 0,3608 0,0001
0,7362 0,688 0,6431 0,6576 0,5871 0,6887 ‐0,4647 ‐0,6079 0,0988 0,0989 ‐0,4618 ‐0,4823 ‐0,4344
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,0152 0,0279 0,0449 0,0388 0,0743 0,0276 0,176 0,0623 0,7859 0,7858 0,179 0,158 0,2097
0,6632 0,6429 0,6709 0,6673 0,6812 ‐0,4432 ‐0,6121 0,0802 0,0761 ‐0,392 ‐0,5734 ‐0,1248
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,0366 0,045 0,0337 0,035 0,0301 0,1995 0,060 0,8256 0,8344 0,2626 0,0831 0,7312
0,9897 0,9931 0,9661 0,9965 ‐0,4531 ‐0,701 0,3978 0,4288 ‐0,763 ‐0,2843 0,0026
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,000 0,000 0,000 0,000 0,1885 0,024 0,2549 0,2163 0,0103 0,4259 0,9943
0,9982 0,9644 0,9881 ‐0,4084 ‐0,663 0,3937 0,4579 ‐0,745 ‐0,2867 0,0092
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,000 0,000 0,000 0,2413 0,0366 0,2604 0,1833 0,0134 0,4219 0,9799
0,967 0,992 ‐0,4293 ‐0,686 0,3941 0,441 ‐0,745 ‐0,2971 0,0198
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,000 0,000 0,2157 0,0284 0,2598 0,202 0,0133 0,4045 0,9567
0,9804 ‐0,5072 ‐0,689 0,4098 0,433 ‐0,838 ‐0,1511 0,0681
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,000 0,1345 0,0276 0,2396 0,2113 0,0024 0,6769 0,8516
‐0,4943 ‐0,722 0,39 0,4124 ‐0,791 ‐0,2523 0,0157
‐10 ‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,1464 0,0185 0,2652 0,2362 0,0064 0,4818 0,9657
0,902 0,3171 0,4818 0,6494 ‐0,2317 ‐0,4204
‐10 ‐10 ‐10 ‐10 ‐10 ‐10
0,0004 0,3719 0,1585 0,0421 0,5196 0,2264
0,1764 0,3016 0,6232 0,0908 ‐0,4262
‐10 ‐10 ‐10 ‐10 ‐10
0,626 0,3971 0,0542 0,8029 0,2194
0,904 ‐0,4047 0,083 ‐0,2974
‐10 ‐10 ‐10 ‐10
0,0003 0,246 0,8197 0,404
‐0,3098 ‐0,1093 ‐0,4593
‐10 ‐10 ‐10
0,3836 0,7637 0,1817
‐0,3531 ‐0,0838
‐10 ‐10
0,3168 0,8179
0,3427
‐10
0,3323
Correlation
(Sample Size)
P‐Value
R1100
R800
R900
SiO2
TiO2
Zol
P1000
P1100
P1200
P800
P900
R1000
LoI
LP
m45 µm
M63 µm
MgO
Na2O
Dil500
Dil600
Fe2O3
IP
K2O
LL
Al2O3
CaO
Car
D50
D90
Dil400
ACQ1000
ACQ1100
ACQ1200
ACQ800
ACQ900
Correlations

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 63 di 88
L’esame della matrice consente di fare le seguenti osservazioni:
A. All’interno di ciascun gruppo di variabili (chimiche, dimensionali, fisiche e tecnologiche): ‐ esiste un legame, più o meno forte, che lega gli ossidi tra loro, con la sola eccezione dell’ SiO2; ‐ le coppie di grandezze dimensionali D50, D90 e <45μm, >63μm sono legate fortemente al loro interno
ma debolmente tra loro; ‐ gli indici di plasticità sono fortemente legati tra loro ma non con le grandezze dimensionali; ‐ tra le proprietà tecnologiche esiste una debole correlazione.
B. Tra i gruppi di variabili esistono un certo numero di correlazioni che si esprimono in forma più sintetica attraverso una tabella (Tab. 10.2), nella quale è indicato anche il segno del tipo di correlazione, crescente (+) o decrescente (‐). Come si vede il numero di variabili si sono ridotte da 18 a 13 e nessuna di queste è sempre presente. Per ciascuna proprietà tecnologica il numero di variabili correlate è il seguente:
‐ Perdita al fuoco: 7; ‐ Assorbimento d’acqua 9; ‐ Ritiro in cottura: 6; ‐ Dilatometria 4.
Tabella 10.2 – Correlazioni semplici lineari esistenti tra le proprietà misurate (a freddo e a caldo).
Come già indicato in precedenza, le grandezze che caratterizzano il crudo considerate ai fini dello studio delle correlazioni sono state 18 (11 concentrazioni chimiche, 3 indici di plasticità e 4 caratteristiche dimensionali). Le grandezze che caratterizzano il comportamento in cottura del materiale considerate nello studio sono state 17, riunite in 4 gruppi. Tra le 18 proprietà del crudo esaminate, quelle che hanno dimostrato un legame statistico con le proprietà tecnologiche sono state 12 (6 si sono dimostrate ininfluenti) e tra queste solo la concentrazione in silice ha dimostrato un legame con le tutte le 4 proprietà considerate.
Il legame che si è dimostrato più forte è stato quello tra la perdita al fuoco e la concentrazione in SiO2 di cui si riportano in Fig. 10.6 gli andamenti per i vari composti naturali considerati. Sul lato destro, nella legenda, è indicata la concentrazione corrispondente in silice misurata per ciascun materiale.
Proprietà Tecnologiche
Proprietà chimiche, dimensionali e fisiche
CaO
C D50
D90
Fe2O
3
K 2O
IP
LL
MgO
Na 2O
SiO2
TiO2
>63 μm
Perdita al fuoco
+ + + + + + −
Assorbimento d’acqua
± ± − − + + + −
Ritiro in cottura
− + − + − −
Dilatometria + + + −

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 64 di 88
0,00
2,00
4,00
6,00
8,00
10,00
12,00
14,00
16,00
18,00
800°C 900°C 1000°C 1100°C 1200°C
Perdita al fuo
co, %
N/AS SiO2 = 50,13
NAC 54,70
k100 56,90
N/AP 57,44
Ar_SVI 60,00
N/AA 62,98
Banari 77,62
Come si vede dalla figura, ad un aumento nella proporzione in silice corrisponde una diminuzione dei valori della perdita al fuoco. Figura 10.6 – Perdita al fuoco vs. temperatura di cottura per i sette materiali naturali caratterizzati.
Lo studio delle correlazioni tra la perdita al fuoco e le variabili a cui essa è statisticamente collegata è stato approfondito ulteriormente, secondo quanto indicato nelle figure 10.5 e 10.6. Nei diagrammi sono riportate le equazioni di secondo grado (per t = 800°C e 1200°C), e i relativi coefficienti di correlazione, che meglio interpolano le variazioni delle grandezze considerate.

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 65 di 88
Figura 10.7 – Regressione semplice secondo un polinomio di secondo grado tra perdita al fuoco e concentrazioni di SiO2 e Na2O.
y = 32,78x2 ‐ 27,84x + 10,51R² = 0,902
y = 47,37x2 ‐ 39,46x + 13,18R² = 0,953
0
2
4
6
8
10
12
14
16
18
0,00 0,20 0,40 0,60 0,80 1,00
Perdita
al fuoco, %
Tenore di Na2O, %
800°
900°
1000°
1100°
1200°
Poli. (800°)
Poli. (900°)
Poli. (1000°)
Poli. (1100°)
Poli. (1200°)
y = 0,017x2 ‐ 2,540x + 94,22R² = 0,989
y = 0,032x2 ‐ 4,451x + 158,0R² = 0,963
0
2
4
6
8
10
12
14
16
18
40 50 60 70 80
Perdita al fuo
co, %
tenore di SiO2, %
800°
900°
1000°
1100°
1200°
Poli. (800°)
Poli. (800°)
Poli. (800°)
Poli. (900°)
Poli. (1000°)
Poli. (1000°)
Poli. (1200°)
Poli. (1200°)

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 66 di 88
y = 3,1259x + 6,0822R² = 0,9138
4
6
8
10
12
14
16
18
0,00 1,00 2,00 3,00 4,00
Perdita al fuo
co, %
Tenore di C, %
800°
900°
1000°
1100°
1200°
Lineare (900°)
Lineare (1000°)
Lineare (1000°)
Lineare (1100°)
Lineare (1200°)
R² = 0,5288 ‐ 0,6058
4
6
8
10
12
14
16
18
20,00 30,00 40,00 50,00 60,00
Perdita al fuo
co, %
D90, %
800°
900°
1000°
1100°
1200°
Lineare (800°)
Lineare (900°)
Lineare (1000°)
Lineare (1100°)
Lineare (1200°)
Figura 10.8 – Regressioni (semplici lineari) tra perdita al fuoco e concentrazione in C e proporzione del D90%.
10.3.2 Analisi dei Cluster Numero di casi completi: 10 Metodo di clustering: Vicino più prossimo (collegamento singolo) Distanza: Euclidea al quadrato Clustering: variabili Standardizzazione: sì Sintesi dei cluster Cluster Membri Percento 1 35 100,00 StatAdvisor Questa procedura ha creato 1 cluster da 10 variabili fornite. I cluster sono gruppi di variabili con caratteristiche simili. Per formare i cluster, la procedura ha iniziato da ciascuna variabile in un gruppo separato. Poi ha

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 67 di 88
DendrogramNearest Neighbor Method,Euclidean
0
2
4
6
8
10
12
Dis
tanc
e
NAC
N/A
A
N/A
P
N/A
S
Bana
ri
k100
Ar_S
VI
SVIC
ER_3
SVIC
ER_4
SVIC
ER_5
DendrogrammaMetodo dei vicini più prossimi,Euclidea al quadrato
0
2
4
6
8
10
Dis
tanz
a
acq1
000
acq1
100
acq1
200
acq8
00ac
q900
Al2
O3
CaO Car
D50
D90
Dil4
00D
il500
Dil6
00
Fe2O
3IP
K2OLLLo
I
LP
m45
µm
M63
µm
MgO
Na2
O
p100
0
p110
0p1
200
p800
p900
R10
00R
1100
R80
0R
900
SiO
2
TiO
2
Zol
combinato le due variabili che erano più vicine per formare un nuovo gruppo. Dopo avere ricalcolato la distanza tra i gruppi, sono stati combinati i due gruppi più vicini. Questo processo è stato ripetuto finché non è rimasto un solo gruppo. Figura 10.9 – Dendogramma riferito ai materiali.
Figura 10.10 – Dendogramma riferito alle proprietà.
Il dendogramma di Figura 10.9 evidenzia come le tre miscele confezionate sono molto simili tra loro ed ai campioni NAC e NAS. Il campione Banari, invece, risulta il campione tipo logicamente più diverso rispetto a tutti gli altri. Il dendogramma di Figura 10.10 dimostra che le determinazioni di una stessa proprietà tecnologica alle diverse temperature solo logicamente correlate tra loro, ciò è vero in particolare per la perdita al fuoco che a sua volta è strettamente correlata alla concentrazione di CaO e Carbonio. La dilatabilità sembra collegata principalmente alla concentrazione di SiO2. Il ritiro e l’assorbimento d’acqua sono invece strettamente collegate alla plasticità,

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 68 di 88
ma ciò è vero solo per le determinazioni effettuate alle temperature rispettivamente di 1000 e 1100°C, per il ritiro, e 800 e 900°C, per l’assorbimento d’acqua.
10.3.3 Regressione Multipla
I calcoli relativi alla regressione multipla sono stati eseguiti per tutte le 4 variabili dipendenti considerate, di seguito vengono riportate nel dettaglio le procedure seguite solo per la perdita al fuoco, che peraltro ha dimostrato di avere un grado di correlazione particolarmente molto elevato nei confronti delle proprietà di base. Per quanto riguarda le altre proprietà, invece, sono stati riportati nel paragrafo successivo i coefficienti dell’equazione e una tabella dei parametri della qualità della correlazione.
Multiple Regression – perdita al fuoco 800°C Dependent variable: p800 Independent variables: CaO, C, D50, D90, MgO, Na2O, SiO2 Standard TParameter Estimate Error Statistic P‐ValueCONSTANT 16,0877 4,2281 3,80495 0,0627CaO ‐0,0605817 0,355489 ‐0,170418 0,8804C 2,3693 1,70016 1,39358 0,2981D50 ‐0,269833 0,267142 ‐1,01007 0,4188D90 0,0649999 0,0504854 1,2875 0,3268MgO ‐2,53847 0,984394 ‐2,57872 0,1232Na2O 2,75176 1,88999 1,45596 0,2827SiO2 ‐0,146653 0,0415281 ‐3,53143 0,0717 Analysis of Variance Source Sum of Squares Df Mean Square F‐Ratio P‐ValueModel 46,236 7 6,60514 28,30 0,0346Residual 0,466841 2 0,233421Total (Corr.) 46,7028 9 R‐squared = 99,0004 percent R‐squared (adjusted for d.f.) = 95,5018 percent Standard Error of Est. = 0,483136 Mean absolute error = 0,156394 Durbin‐Watson statistic = 3,14759 (P=0,9136) Lag 1 residual autocorrelation = ‐0,606407 The StatAdvisor The output shows the results of fitting a multiple linear regression model to describe the relationship between p800 and 7 independent variables. The equation of the fitted model is
p800 = 16,088 ‐ 0,060582*CaO + 2,3693*C ‐ 0,26983*D50 + 0,0649999*D90 ‐ 2,53847*MgO + 2,75176*Na2O ‐ 0,14665*SiO2
Since the P‐value in the ANOVA table is less than 0,05, there is a statistically significant relationship between the variables at the 95,0% confidence level. The R‐Squared statistic indicates that the model as fitted explains 99,0004% of the variability in p800. The adjusted R‐squared statistic, which is more suitable for comparing models with different numbers of independent variables, is 95,5018%. The standard error of the estimate shows the standard deviation of the residuals to be 0,483136. This value can be used to construct prediction limits for new observations by selecting the Reports option from the text menu. The mean absolute error (MAE) of 0,156394 is the average value of the residuals. The Durbin‐Watson (DW) statistic tests the residuals to determine if there is any significant correlation based on the order in which they occur in your data file. Since the P‐value is greater than 0,05, there is no indication of serial autocorrelation in the residuals at the 95,0% confidence level. In determining whether the model can be simplified, notice that the highest P‐value on the independent variables is 0,8804, belonging to CaO. Since the P‐value is greater or equal to 0,05, that term is not statistically significant at the 95,0% or higher confidence level. Consequently, you should consider removing CaO from the model.
Il buon grado di correlazione multipla può essere rappresentato graficamente dal confronto tra valori misurati e calcolati così come indicato nella Figura 10.11.
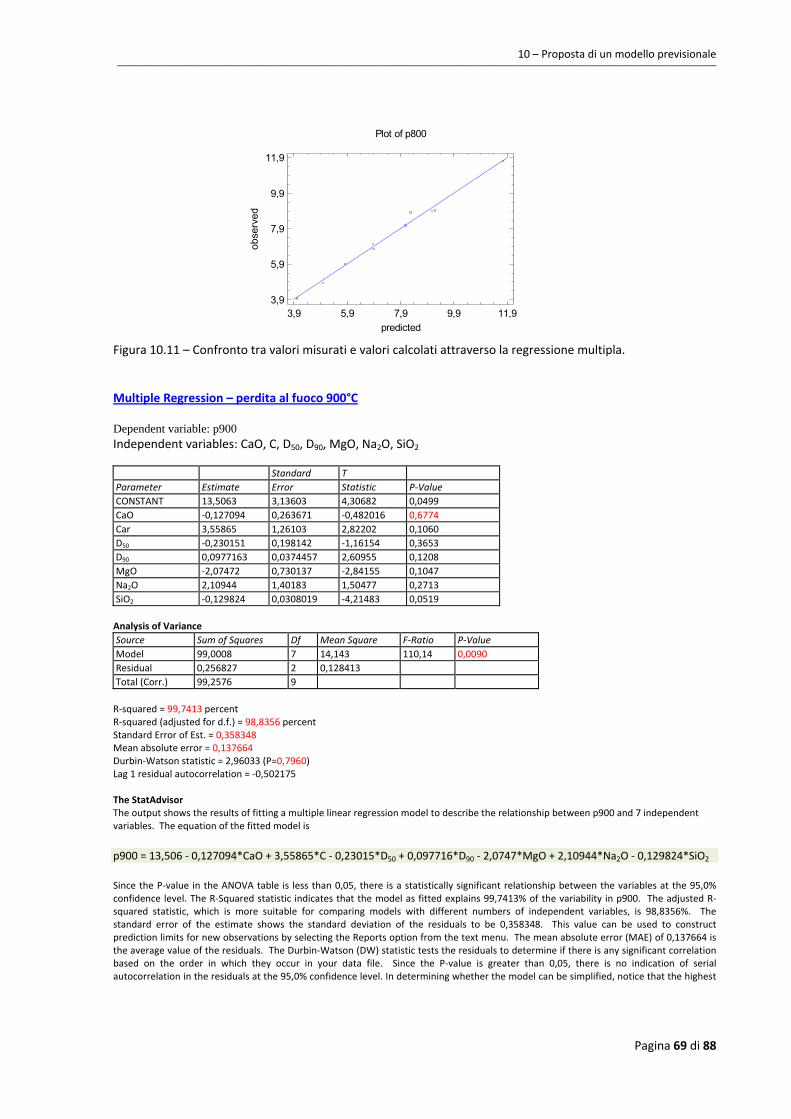
10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 69 di 88
Plot of p800
3,9 5,9 7,9 9,9 11,9predicted
3,9
5,9
7,9
9,9
11,9
obse
rved
Figura 10.11 – Confronto tra valori misurati e valori calcolati attraverso la regressione multipla.
Multiple Regression – perdita al fuoco 900°C
Dependent variable: p900 Independent variables: CaO, C, D50, D90, MgO, Na2O, SiO2
Standard TParameter Estimate Error Statistic P‐ValueCONSTANT 13,5063 3,13603 4,30682 0,0499CaO ‐0,127094 0,263671 ‐0,482016 0,6774Car 3,55865 1,26103 2,82202 0,1060D50 ‐0,230151 0,198142 ‐1,16154 0,3653D90 0,0977163 0,0374457 2,60955 0,1208MgO ‐2,07472 0,730137 ‐2,84155 0,1047Na2O 2,10944 1,40183 1,50477 0,2713SiO2 ‐0,129824 0,0308019 ‐4,21483 0,0519 Analysis of Variance Source Sum of Squares Df Mean Square F‐Ratio P‐ValueModel 99,0008 7 14,143 110,14 0,0090Residual 0,256827 2 0,128413Total (Corr.) 99,2576 9 R‐squared = 99,7413 percent R‐squared (adjusted for d.f.) = 98,8356 percent Standard Error of Est. = 0,358348 Mean absolute error = 0,137664 Durbin‐Watson statistic = 2,96033 (P=0,7960) Lag 1 residual autocorrelation = ‐0,502175 The StatAdvisor The output shows the results of fitting a multiple linear regression model to describe the relationship between p900 and 7 independent variables. The equation of the fitted model is
p900 = 13,506 ‐ 0,127094*CaO + 3,55865*C ‐ 0,23015*D50 + 0,097716*D90 ‐ 2,0747*MgO + 2,10944*Na2O ‐ 0,129824*SiO2
Since the P‐value in the ANOVA table is less than 0,05, there is a statistically significant relationship between the variables at the 95,0% confidence level. The R‐Squared statistic indicates that the model as fitted explains 99,7413% of the variability in p900. The adjusted R‐squared statistic, which is more suitable for comparing models with different numbers of independent variables, is 98,8356%. The standard error of the estimate shows the standard deviation of the residuals to be 0,358348. This value can be used to construct prediction limits for new observations by selecting the Reports option from the text menu. The mean absolute error (MAE) of 0,137664 is the average value of the residuals. The Durbin‐Watson (DW) statistic tests the residuals to determine if there is any significant correlation based on the order in which they occur in your data file. Since the P‐value is greater than 0,05, there is no indication of serial autocorrelation in the residuals at the 95,0% confidence level. In determining whether the model can be simplified, notice that the highest

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 70 di 88
Plot of p900
4 6 8 10 12 14 16predicted
4
6
8
10
12
14
16
obse
rved
P‐value on the independent variables is 0,6774, belonging to CaO. Since the P‐value is greater or equal to 0,05, that term is not statistically significant at the 95,0% or higher confidence level. Consequently, you should consider removing CaO from the model.
Figura 10.12 – Confronto tra valori misurati e valori calcolati attraverso la regressione multipla.
Multiple Regression – perdita al fuoco 1000°C
Dependent variable: p1000 Independent variables: CaO, C, D50, D90, MgO, Na2O, SiO2
Standard TParameter Estimate Error Statistic P‐ValueCONSTANT 11,3697 2,70888 4,1972 0,0523CaO ‐0,321207 0,227756 ‐1,41031 0,2939C 4,81592 1,08927 4,42125 0,0475D50 ‐0,252603 0,171154 ‐1,47589 0,2780D90 0,118878 0,0323452 3,67528 0,0667MgO ‐2,45315 0,630685 ‐3,88966 0,0602Na2O 2,46616 1,21089 2,03665 0,1786SiO2 ‐0,0944172 0,0266064 ‐3,54867 0,0710 Analysis of Variance Source Sum of Squares Df Mean Square F‐Ratio P‐ValueModel 98,9194 7 14,1313 147,49 0,0068Residual 0,191627 2 0,0958135Total (Corr.) 99,111 9 R‐squared = 99,8067 percent R‐squared (adjusted for d.f.) = 99,1299 percent Standard Error of Est. = 0,309538 Mean absolute error = 0,110637 Durbin‐Watson statistic = 2,06028 (P=0,0871) Lag 1 residual autocorrelation = ‐0,262772 The StatAdvisor The output shows the results of fitting a multiple linear regression model to describe the relationship between p1000 and 7 independent variables. The equation of the fitted model is
p1000 = 11,3697 ‐ 0,321207*CaO + 4,81592*C ‐ 0,252603*D50 + 0,118878*D90 ‐ 2,45315*MgO + 2,46616*Na2O ‐ 0,0944172*SiO2
Since the P‐value in the ANOVA table is less than 0,05, there is a statistically significant relationship between the variables at the 95,0% confidence level. The R‐Squared statistic indicates that the model as fitted explains 99,8067% of the variability in p1000. The adjusted R‐squared statistic, which is more suitable for comparing models with different numbers of independent variables, is 99,1299%. The standard error of the estimate shows the standard deviation of the residuals to be 0,309538. This value can be used to construct prediction limits for new observations by selecting the Reports option from the text menu. The mean absolute error (MAE) of 0,110637 is the average value of the residuals. The Durbin‐Watson (DW) statistic tests the residuals to determine if there is any significant correlation

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 71 di 88
Plot of p1000
5 7 9 11 13 15 17predicted
5
7
9
11
13
15
17
obse
rved
based on the order in which they occur in your data file. Since the P‐value is greater than 0,05, there is no indication of serial autocorrelation in the residuals at the 95,0% confidence level. In determining whether the model can be simplified, notice that the highest P‐value on the independent variables is 0,2939, belonging to CaO. Since the P‐value is greater or equal to 0,05, that term is not statistically significant at the 95,0% or higher confidence level. Consequently, you should consider removing CaO from the model.
Figura 10.13 – Confronto tra valori misurati e valori calcolati attraverso la regressione multipla.
Multiple Regression – perdita al fuoco 1100°C
Dependent variable: p1100 Independent variables: CaO, C, D50, D90, MgO, Na2O, SiO2
Standard TParameter Estimate Error Statistic P‐ValueCONSTANT 14,3801 3,74779 3,83695 0,0617CaO 0,198449 0,315106 0,629784 0,5932Car 2,67779 1,50702 1,77688 0,2176D50 ‐0,357202 0,236795 ‐1,50849 0,2705D90 0,11323 0,0447503 2,53026 0,1271MgO ‐2,55127 0,872567 ‐2,92386 0,0998Na2O 0,0756098 1,67529 0,0451324 0,9681SiO2 ‐0,108536 0,0368105 ‐2,94852 0,0983 Analysis of Variance Source Sum of Squares Df Mean Square F‐Ratio P‐ValueModel 100,586 7 14,3694 78,35 0,0127Residual 0,3668 2 0,1834Total (Corr.) 100,952 9 R‐squared = 99,6367 percent R‐squared (adjusted for d.f.) = 98,365 percent Standard Error of Est. = 0,428252 Mean absolute error = 0,146585 Durbin‐Watson statistic = 2,12407 (P=0,1127) Lag 1 residual autocorrelation = ‐0,262039 The StatAdvisor The output shows the results of fitting a multiple linear regression model to describe the relationship between p1100 and 7 independent variables. The equation of the fitted model is
p1100 = 14,380 + 0,19845*CaO + 2,6778*C ‐ 0,35720*D50 + 0,1132*D90 ‐ 2,5513*MgO + 0,07561*Na2O ‐ 0,108536*SiO2
Since the P‐value in the ANOVA table is less than 0,05, there is a statistically significant relationship between the variables at the 95,0% confidence level. The R‐Squared statistic indicates that the model as fitted explains 99,6367% of the variability in p1100. The adjusted R‐

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 72 di 88
Plot of p1100
5 7 9 11 13 15 17predicted
5
7
9
11
13
15
17ob
serv
ed
squared statistic, which is more suitable for comparing models with different numbers of independent variables, is 98,365%. The standard error of the estimate shows the standard deviation of the residuals to be 0,428252. This value can be used to construct prediction limits for new observations by selecting the Reports option from the text menu. The mean absolute error (MAE) of 0,146585 is the average value of the residuals. The Durbin‐Watson (DW) statistic tests the residuals to determine if there is any significant correlation based on the order in which they occur in your data file. Since the P‐value is greater than 0,05, there is no indication of serial autocorrelation in the residuals at the 95,0% confidence level. In determining whether the model can be simplified, notice that the highest P‐value on the independent variables is 0,9681, belonging to Na2O. Since the P‐value is greater or equal to 0,05, that term is not statistically significant at the 95,0% or higher confidence level. Consequently, you should consider removing Na2O from the model.
Figura 10.14 – Confronto tra valori misurati e valori calcolati attraverso la regressione multipla.
Multiple Regression – perdita al fuoco 1200°C Dependent variable: p1200 Independent variables: CaO, C, D50, D90, MgO, Na2O, SiO2 Standard TParameter Estimate Error Statistic P‐ValueCONSTANT 14,0636 1,24216 11,3219 0,0077CaO 0,234631 0,104438 2,2466 0,1537Car 2,19731 0,499484 4,39915 0,0480D50 ‐0,358462 0,0784826 ‐4,5674 0,0447D90 0,115141 0,0148319 7,76307 0,0162MgO ‐2,30135 0,289201 ‐7,95759 0,0154Na2O 0,24501 0,555254 0,441258 0,7021SiO2 ‐0,109628 0,0122004 ‐8,98563 0,0122 Analysis of Variance Source Sum of Squares Df Mean Square F‐Ratio P‐ValueModel 94,5267 7 13,5038 670,28 0,0015Residual 0,0402932 2 0,0201466Total (Corr.) 94,567 9 R‐squared = 99,9574 percent R‐squared (adjusted for d.f.) = 99,8083 percent Standard Error of Est. = 0,141939 Mean absolute error = 0,0566872 Durbin‐Watson statistic = 2,59254 (P=0,4549) Lag 1 residual autocorrelation = ‐0,381863 The StatAdvisor The output shows the results of fitting a multiple linear regression model to describe the relationship between p1200 and 7 independent variables. The equation of the fitted model is
p1200 = 14,064 + 0,23463*CaO + 2,1973*C ‐ 0,35846*D50 + 0,11514*D90 ‐ 2,30135*MgO + 0,2450*Na2O ‐ 0,10963*SiO2
Since the P‐value in the ANOVA table is less than 0,05, there is a statistically significant relationship between the variables at the 95,0% confidence level. The R‐Squared statistic indicates that the model as fitted explains 99,9574% of the variability in p1200. The adjusted R‐squared statistic, which is more suitable for comparing models with different numbers of independent variables, is 99,8083%. The

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 73 di 88
Plot of p1200
5 7 9 11 13 15 17predicted
5
7
9
11
13
15
17
obse
rved
standard error of the estimate shows the standard deviation of the residuals to be 0,141939. This value can be used to construct prediction limits for new observations by selecting the Reports option from the text menu. The mean absolute error (MAE) of 0,0566872 is the average value of the residuals. The Durbin‐Watson (DW) statistic tests the residuals to determine if there is any significant correlation based on the order in which they occur in your data file. Since the P‐value is greater than 0,05, there is no indication of serial autocorrelation in the residuals at the 95,0% confidence level. In determining whether the model can be simplified, notice that the highest P‐value on the independent variables is 0,7021, belonging to Na2O. Since the P‐value is greater or equal to 0,05, that term is not statistically significant at the 95,0% or higher confidence level. Consequently, you should consider removing Na2O from the model.
Figura 10.15 – Confronto tra valori misurati e valori calcolati attraverso la regressione multipla.
10.3.4 L’uso di R2 modificato Per valutare la maggiore adattabilità del modello si è utilizzato il valore dell’R2 adj che mostra la proporzione di variabilità di Y spiegata da tutte le variabili Xi utilizzate ed è espresso dalla seguente:
In cui: n = dimensione campione, k = numero di variabili indipendenti utilizzate.
Il valore di R2 adjusted è più piccolo di R2 e consente di:
• valutare l‘impiego eccessivo di variabili indipendenti poco importanti;
• Confrontare modelli
Ad esempio il valore di R2 adjusted = 0,80 significa che l’80% della variabilità della Yi è spiegata dalla variazione delle Xi variabili considerate, tenendo conto della dimensione del campione e del numero di variabili indipendenti utilizzate nel modello.
Per ottenere l’equazione corrispondente alle condizioni di migliore correlazione si osservano gli effetti dell’aggiunta o diminuzione delle variabili, la soluzione ottimale è quella a cui corrispondono i valori massimi di R2 e R2 adjusted . Dai commenti (in inglese) riportati dopo ciascuna equazione di regressione si deduce che il modello potrebbe essere ulteriormente semplificato riducendo il numero di variabili necessarie, si è tuttavia preferito rimandare questa analisi ad ulteriori approfondimenti della ricerca.
⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛
−−−
−−=1
1)1(1 22...2,1 kn
nRRXkXXYadj

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 74 di 88
Componente CaO C D50 D90 Fe2O3 K2O LL IP MgO Na2O SiO2 TiO2 >63µmAr_SVI 0,20 0,14 8,99 28,97 3,00 3,50 38,90 14,90 0,70 0,20 60,00 1,20 11,80N/AS 15,96 3,04 10,89 49,60 4,05 2,13 70,60 47,00 2,36 0,90 50,13 0,78 5,23
Banari 0,92 0,05 5,96 35,04 1,57 1,22 143,10 103,70 1,11 0,51 77,62 0,62 4,18 k100 0,20 0,08 10,53 46,67 5,50 3,90 86,70 53,20 0,70 0,20 56,90 1,20 5,22
Variabile dipendente
Termine noto
CaO C D50 D90 Fe2O3 K2O LL IP MgO Na2O SiO2 TiO2 >63µm
pf_800 16,0877 ‐0,0606 2,3693 ‐0,2698 0,0650 ‐2,5385 2,7518 ‐0,1467pf_900 13,5063 ‐0,1271 3,5587 ‐0,2302 0,0977 ‐2,0747 2,1094 ‐0,1298pf_1000 11,3697 ‐0,3212 4,8159 ‐0,2526 0,1189 ‐2,4532 2,4662 ‐0,0944pf_1100 14,3801 0,1984 2,6778 ‐0,3572 0,1132 ‐2,5513 0,0756 ‐0,1085pf_1200 14,0636 0,2346 2,1973 ‐0,3585 0,1151 ‐2,3014 0,2450 ‐0,1096
Rit_800 5,0032 ‐0,1524 0,6689 0,133671 ‐0,1380 ‐0,1219 ‐0,1876Rit_900 7,6913 ‐0,2162 1,0354 0,128132 ‐0,1145 ‐0,1610 ‐0,2461Rit_1000 ‐3,2977 ‐0,5998 2,8281 0,330856 ‐0,3437 0,0133 ‐0,5293Rit_1100 2,5765 ‐0,8090 2,5596 0,290946 ‐0,3129 0,0000 ‐0,7151
acq_800 15,8756 ‐3,0740 3,2427 ‐1,36653 1,8604 0,1989 9,0235acq_900 22,1903 ‐3,7017 4,5368 ‐1,71992 2,2779 0,0668 13,9511acq_1000 55,2089 ‐5,4235 6,5244 ‐2,38925 3,0607 ‐0,3198 15,3435acq_1100 88,2419 ‐6,0317 7,0084 ‐2,10307 2,7133 ‐0,7325 ‐1,0065acq_1200 ‐7,3908 ‐0,2375 0,0820 ‐0,02949 ‐0,0364 0,2426 0,0000
Dil_400 30,6246 ‐0,7131 0,8477 1,4898 ‐41,5099Dil_500 45,4068 ‐0,7621 0,7855 1,3210 ‐39,6248Dil_600 52,6081 ‐0,7896 0,6229 1,3923 ‐38,6427
Coefficienti B delle variabili indipendenti
Valori misurati
N. variabili
indipendenti Xi considerate
R2 R2(adjusted for d.f.)
pf_800 7 99,0004 95,5018pf_900 7 99,7413 98,8356pf_1000 7 99,8067 99,1299pf_1100 7 99,6367 98,3650pf_1200 7 99,9574 99,8033
Rit_800 6 91,2968 73,8903Rit_900 6 94,0308 82,0924Rit_1000 6 95,3131 85,9393Rit_1100 6 93,6195 85,6438
Ass_Acq_800 6 94,3756 83,1267Ass_Acq_900 6 90,6941 72,0823Ass_Acq_1000 6 88,6794 66,0381Ass_Acq_1100 6 97,0176 91,0527Ass_Acq_1200 6 85,1552 66,5993
Dil_400 4 87,5044 77,5079
Dil_500 4 80,7844 65,4119
Dil_600 4 73,5100 52,3180
Perdita
al fuo
co
Variabilie dipendente
Ritiro
Ass. acqua
Dilatabilità
10.3.5 Modello previsionale
I risultati ottenuti dalle regressioni multiple tra le 17 variabili dipendenti (riunite in 4 gruppi), rappresentate dalle proprietà tecnologiche, e le 13 grandezze considerate consentono di costruire il modello previsionale proposto secondo il seguente sistema di equazioni e secondo i coefficienti riportati nella successiva Tabella 10.3.
Yi (1,17) = B0i + B1i X1i + B2i X2i + B3i X3i + B4i X4i + B5i X5i + .. + B13i X13i
Tabella 10.3 – Valori delle variabili e dei coefficienti del sistema di equazioni del modello.
Lo Tabella riporta nella prima parte (prime 5 righe) la composizione di ciascun componente la miscela in termini di valori misurati delle 13 variabili considerate. La parte sottostante riporta termine noto e coefficienti della correlazione multipla per ciascuna delle 17 variabili dipendenti.

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 75 di 88
‐10
0
10
20
30
40
50
60
70
80pf_8
00
pf_9
00
pf_1
000
pf_1
100
pf_1
200
Rit_80
0
Rit_90
0
Rit_10
00
Rit_11
00
acq_
800
acq_
900
acq_
1000
acq_
1100
acq_
1200
Dil_40
0
Dil_50
0
Dil_60
0
Modello
Ar_SVI
‐10
0
10
20
30
40
50
60
70
80
pf_8
00
pf_9
00
pf_1
000
pf_1
100
pf_1
200
Rit_80
0
Rit_90
0
Rit_10
00
Rit_11
00
acq_
800
acq_
900
acq_
1000
acq_
1100
acq_
1200
Dil_40
0
Dil_50
0
Dil_60
0
Modello
SVICER_3
Dai valori riportati in Tabella si possono ricavare le seguenti osservazioni:
‐ Le variabili perdita al fuoco e ritiro sono particolarmente ben correlate alle variabili considerate;
‐ Alcuni punti dell’andamento dell’assorbimento d’acqua e della dilatabilità sono non ben correlate alle grandezze considerate e per queste grandezze il modello dovrebbe essere ulteriormente approfondito.
Figura 10.16 – Confronto tra valori misurati e calcolati per l’argilla Ar_SVI.
Figura 10.17 – Confronto tra valori misurati e calcolati per la miscela SVICER_3.

10 – Proposta di un modello previsionale ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 76 di 88
Le Figure 10.16 e 10.17 riportano in forma grafica i risultati di alcune applicazioni del modello. Il primo riguarda la verifica effettuata sull’argilla Ar_SVI per la quale come si vede la ricostruzione è quasi perfetta, con l’eccezione di due punti della curva relativa al ritiro. Il secondo caso riguarda la ricostruzione della miscela SVICER_3 effettuata sulla sola base della percentuale dei suoi componenti. In questo caso il difetto riguarda invece la previsione sulla dilatabilità.

12 – Allegati ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 77 di 88
Ar_SVI NAS Banari k100
0,10 0,80 0,05 0,05
0
10
20
30
40
50
60
70
80
pf_800
pf_900
pf_1000
pf_1100
pf_1200
Rit_800
Rit_900
Rit_1000
Rit_1100
acq_
800
acq_
900
acq_
1000
acq_
1100
acq_
1200
Dil_400
Dil_500
Dil_600
Modello
NAC
11. Considerazioni finali Il sistema di equazioni costruito è stato infine applicato allo studio della composizione di una nuova miscela con caratteristiche simili al modello NAC di riferimento. Fermo restando che il modello deve essere ancora approfondito e che quindi le conclusioni tratte non possono essere considerate definitive, le simulazioni effettuate avrebbero dimostrato che:
A. Utilizzando i quattro componenti posti alla base delle verifiche sperimentali effettuate non è possibile ottenere una miscela con comportamento esattamente corrispondente al modello proposto;
B. Il risultato migliore ottenuto è riportato nella Figura 11.1 sottostante nella quale è riportata la composizione della miscela e, nei grafici, il confronto con il modello NAC. Come si vede i primi 3 punti della curva assorbimento d’acqua stanno sensibilmente al disotto del modello NAC.
Fig. 11.1 – Composizione di una miscela ipotetica, calcolo delle proprietà tecnologiche con la miscela di confronto NAS.

12 – Allegati ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 78 di 88
12. Allegati Di seguito vengono riportati i certificati di laboratorio prodotti dalla META Spa di Fiorano Modenese (MO) relativi alle analisi granulometriche dei campioni N/AS, N/AA, N/AC, N/AP.
Nel paragrafo successivo sono riportati i difrattogrammi e le relative descrizioni interpretative per i seguenti campioni: GL, LO,TS,TP, Col.Bianca, Bentonite<60 μm e k100. Le analisi sono state effettuate presso il Laboratorio di Difrattometria dell’IGAG‐CNR di Cagliari.

12 – Allegati ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 79 di 88
12.1 Analisi granulometriche

12 – Allegati ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 80 di 88

12 – Allegati ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 81 di 88

12 – Allegati ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 82 di 88
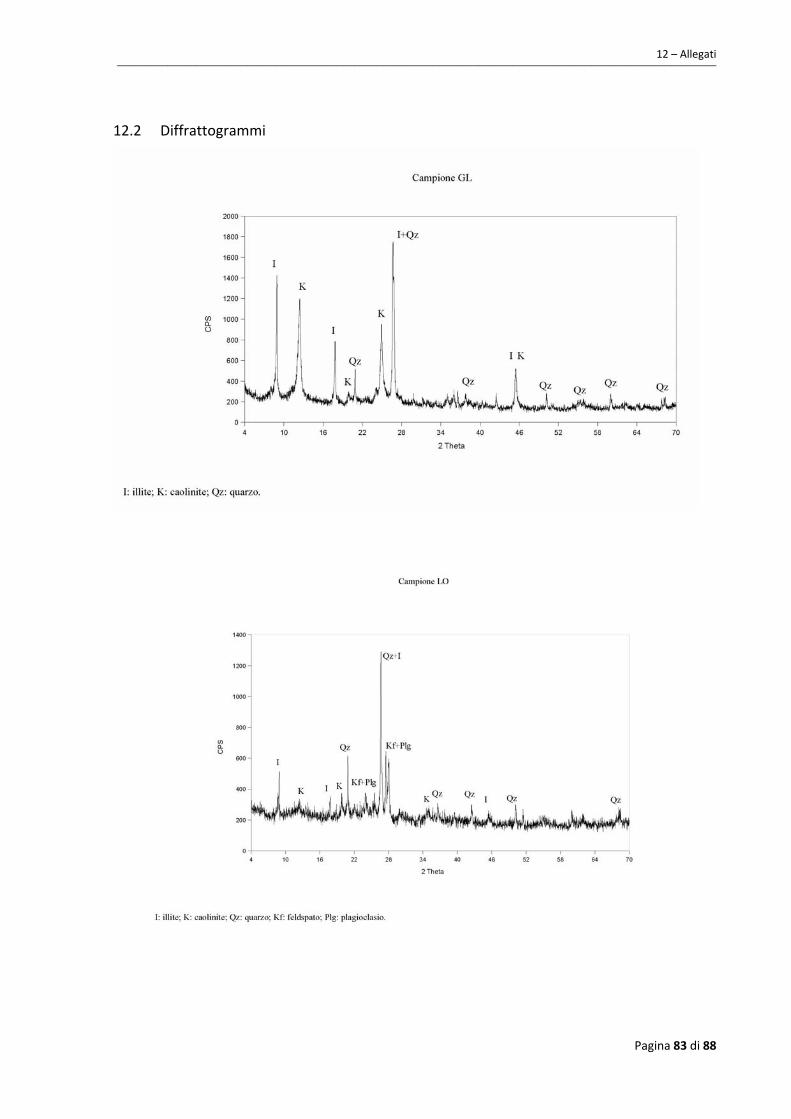
12 – Allegati ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 83 di 88
12.2 Diffrattogrammi
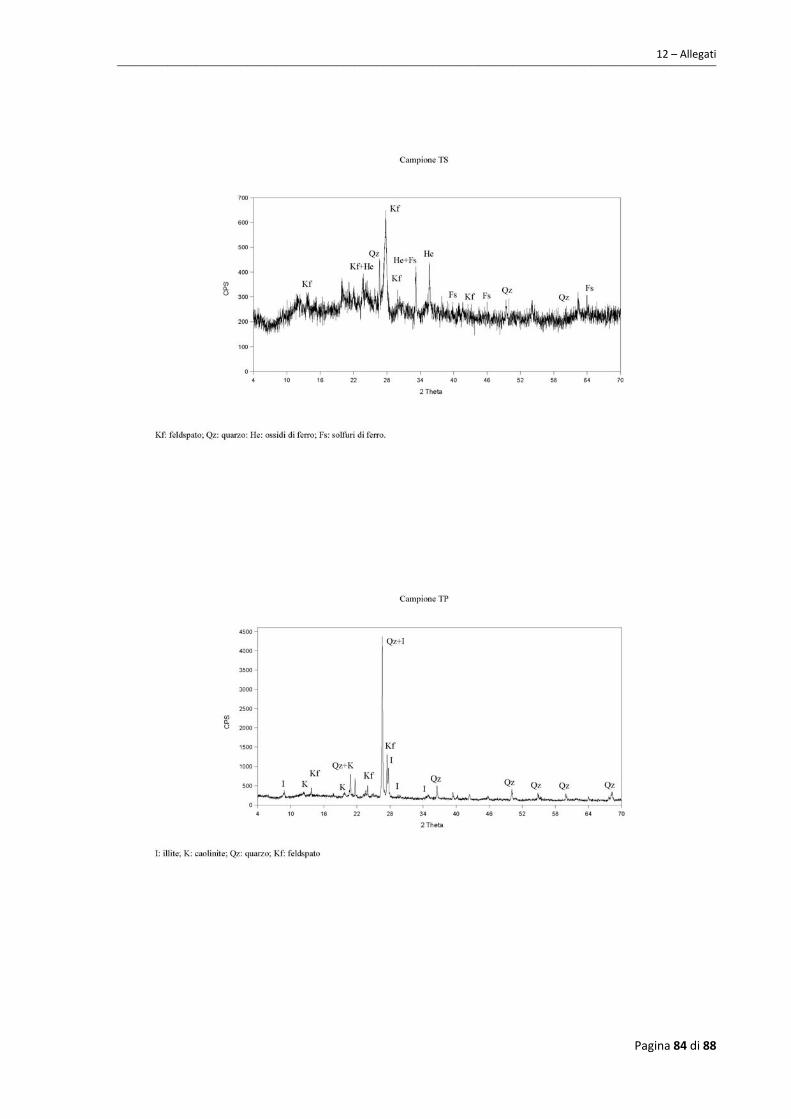
12 – Allegati ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 84 di 88

12 – Allegati ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 85 di 88

12 – Allegati ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 86 di 88
INTERPRETAZIONE DELLE ANALISI DIFFRATTOMETRICHE
L'analisi diffrattometrica X sulle polveri dei campioni LO, GL, TS, TP, Col. BIANCA ha permesso di evidenziare le seguenti caratteristiche mineralogiche: Campione LO presenza di esiti di diffrazione a 10 e 7 Å riferibili rispettivamente a Illite e Caolinite. Altri esiti di diffrazione mostrano la presenza di quarzo (3,3 Å) e di feldspati (3,2 Å). Campione GL presenza di esiti di diffrazione a 10 e 7 Å riferibili rispettivamente a Illite e Caolinite. Altri esiti di diffrazione mostrano la presenza di quarzo (3,3 Å). Campione TS campione a bassa cristallinità che mostra esiti di diffrazione a 3,3 e 3,2 Å riferibili rispettivamente a quarzo e di feldspato potassico. Altri esiti di diffrazione a 2,7 e 2,5 Å mostrano la presenza di ossidi di ferro (ematite) e probabili solfuri (2.7 Å). Campione TP presenza di esiti di diffrazione a 10 e 7 Å riferibili rispettivamente a fasi fillosilicatiche verosimilmente illitiche e caolinitiche. Altri esiti di diffrazione mostrano la presenza di quarzo (3,3 Å) e di feldspati (3,2 Å).

12 – Allegati ──────────────────────────────────────────────────────────────────────────────────────────────────────────
Pagina 87 di 88
Campione Col. BIANCA presenza di esiti di diffrazione a 14, 10 e 7 Å riferibili rispettivamente a fasi fillosilicatiche di tipo clorite, mica/illite, talco e caolinite. Altri esiti di diffrazione mostrano la presenza di quarzo (3,3 Å) e di carbonati (dolomite 2,9 Å). Campione Bentonite <60 µm presenza di esiti di diffrazione a 15.29, 4.5 e 3 Å riferibili a fasi fillosilicatiche di tipo montmorillonitico, a 9 e 8 Å riferibili a fasi zeolitiche (verosimilmente di tipo mordenite/clinoptilolite). Altri esiti di diffrazione mostrano la presenza di fasi silicee quali quarzo (3.3 Å) e cristobalite (4 e 2.5 Å). Campione K100 ‐50 µm presenza di esiti di diffrazione a 15.29, 4.5 e 3 Å riferibili a fasi fillosilicatiche di tipo montmorillonitico, a 10, 4.5 e 3.3 Å riferibili a fasi illitiche, a 7, 3.6 e 4.3 Å riferibili alla caolinite Altri esiti di diffrazione mostrano la presenza di fasi silicee quali quarzo (3.34 Å) e cristobalite (4 e 2.5 Å).
Cagliari luglio 2009





























