-
7/31/2019 Production technology Ch38
1/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-1
CHAPTER 38
Automation of Manufacturing Processes
-
7/31/2019 Production technology Ch38
2/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-2
Chapter 38 Outline
Figure 38.1
-
7/31/2019 Production technology Ch38
3/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-3
Development in the History of Automation ofManufacturing
Processes
TABLE 38.1
Date Development
15001600 Water power for metalworking; rolling mills for coinage
strips.16001700 Hand lathe for wood; mechanical calculator.17001800
Boring, turning, and screw cutting lathe, drill press.
18001900 Copying lathe, turret lathe, universal milling machine;
advanced mechanical calculators.1808 Sheet-metal cards with punched
holes for automatic control of weaving patterns in looms.1863
Automatic piano player (Pianola).19001920 Geared lathe; automatic
screw machine; automatic bottlemaking machine.1920 First use of the
word robot.19201940 Transfer machines; mass production.1940 First
electronic computing machine.
1943 First digital electronic computer.1945 First use of the
word automation.
1948 Invention of the transistor.1952 First prototype
numerical-control machine tool.
1954 Development of the symbolic language APT (Automatically
Programmed Tool); adaptive control.1957 Commercially available NC
machine tools.1959 Integrated circuits; first use of the term group
technology.1960s Industrial robots.
1965 Large-scale integrated circuits.1968 Programmable logic
controllers.
1970 First integrated manufacturing system; spot welding of
automobile bodies with robots.1970s Microprocessors;
minicomputer-controlled robot; flexible manufacturing systems;
group technology.
1980s Artificial intelligence; intelligent robots; smart
sensors; untended manufacturing cells,1990s Integrated
manufacturing systems; intelligent and sensor-based machines;
telecommunications and
global manufacturing networks; fuzzy logic devices; artificial
neural networks; Internet tools.
-
7/31/2019 Production technology Ch38
4/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-4
Approximate Annual Volume of Production
TABLE 38.2Type of production Number produced Typical
products
Experimental or prototype 110 All
Piece or small batch 105000 Aircraft, special machinery, dies,
jewelry, orthopedic
implants, missiles.
Batch or high volume 5000100,000 Trucks, agricultural machinery,
jet engines, diesel engines;
computer components, sporting goods.
Mass production 100,000 and over Automobiles, appliances,
fasteners, food and beveragecontainers.
-
7/31/2019 Production technology Ch38
5/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-5
Flexibility and Productivity of ManufacturingSystems
Figure 38.2 Flexibility and productivity of various
manufacturing systems. Note the overlapbetween the systems; it is
due to the various levels of automation and computer control that
arepossible in each group. See, also, Chapter 39, for details.
Source: U. Rembold, et al., Computer
Integrated Manufacturing and Engineering. Addison-Wesley,
1993.
-
7/31/2019 Production technology Ch38
6/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-6
Characteristics of Production Methods
Figure 38.3 General characteristics of three types of production
methods: jobshop, batch, and mass production.
-
7/31/2019 Production technology Ch38
7/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-7
Transfer Mechanisms
Figure 38.4 Two
types of transfermechanisms: (a)straight and (b)circular
patterns.
-
7/31/2019 Production technology Ch38
8/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-8
Transfer Line
Figure 38.5 A large transfer line for producing engine blocks
and cylinder heads. Source: FordMotor Company.
-
7/31/2019 Production technology Ch38
9/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-9
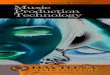
Dimensioning and Numerical Control
Figure 38.6 Positions of drilled holes in a workpiece.Three
methods of measurements are shown: (a) absolutedimensioning,
referenced from one point at the lower left ofthe part; (b)
incremental dimensioning, made sequentiallyform one hole to
another; and (c) mixed dimensioning, acombination of both
methods.
Figure 38.7 Schematic illustration of the majorcomponents of a
numerical-control machinetool.
-
7/31/2019 Production technology Ch38
10/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-10
Open- and Closed-Loop Control Systems
Figure 38.8 Schematic illustration of the components of (a) an
open-loop and (b) aclosed-loop control system for a
numberical-control machine. DAC means digital-to-analog
converter.
-
7/31/2019 Production technology Ch38
11/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-11
Direct and Indirect Measurements
Figure 38.9 (a) Direct measurement of the linear displacement of
a machine-tool work table. (b) and (c)Indirect measurement
methods.
-
7/31/2019 Production technology Ch38
12/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-12
Tool Movement and InterpolationFigure 38.10 Movement oftools in
numerical-controlmachining. (a) Point-to-point,in which the drill
bit drills a
hole at position 1, is retractedand moved to position 2, andso
on. (b) Continuous path bya milling cutter. Note that thecutter
path is compensated forby the cutter radius. This pathcan also be
compensated for
cutter wear.
Figure 38.11 Typesof interpolation innumerical control:(a)
linear, (b)continuous path
approximated byincremental straightlines, and (c)circular.
-
7/31/2019 Production technology Ch38
13/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-13
Point-to-Point and Contour Maching
(a) (b)
Figure 38.12 (a) Schematic illustration of drilling, boring, and
milling with various paths. (b)Machining a sculptured surface on a
5-axis numerical control machine. Source: The IngersollMilling
Machine Co.
-
7/31/2019 Production technology Ch38
14/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-14
Adaptive Control
Figure 38.13 Schematicillustration of the
application of adaptivecontrol (AC) for a turningoperation. The
systemmonitors such parametersas cutting foce, torque,and
vibrations; if they areexcessive, it modifies
process variables such asfeed and depth of cut tobring them back
toacceptable levels.
-
7/31/2019 Production technology Ch38
15/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-15
Adaptive Control in Milling
Figure 38.14 An example of adaptive control in milling. As the
depth of cut or the width of cutincreases the cutting forces and
the torque increase. The system senses this increase
andautomatically reduces the feed to avoid excessive forces or tool
breakage, in order to maintain cuttingefficiency. Source: Y.
Koren.
-
7/31/2019 Production technology Ch38
16/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-16
Workpiece Inspection for Adaptive Control
Figure 38.15 In-processinspection of workpiece
diameter in a turningoperation. The systemautomatically adjusts
theradial position of the cuttingtool in order to produce
thecorrect diameter.
-
7/31/2019 Production technology Ch38
17/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-17
Self-Guided Vehicle
Figure 38.16 A self-guided vehicle (Caterpillar ModelSGC-M)
carrying a machining pallet. The vehiclre isaligned next to a stand
on the floor. Instad of following awire or stripe path on the
factory floor, this vehiclecalculates its own path and
automatically corrects for anydeviations. Source: Courtesy of
Caterpillar Industrial,Inc.
-
7/31/2019 Production technology Ch38
18/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-18
Six-Axis S-10 GMF RobotFigure 38.17 (a)Schematic illustrationof
a six-axis S-10 GMFrobot. The payload at
the wrist is 10 kg andrepeatability is 0.2mm (0.008 in.).
Therobot has mechanicalbrakes on all itrs axes,which are
coupleddirectly. (b) The workenvelope of the robot,as viewed from
theside. Source:GMFanuc RoboticsCorporation.
-
7/31/2019 Production technology Ch38
19/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-19
End Effectors
Figure 38.18 (a) Various devices and tools attached to end
effectors to perform a variety of operations. (b) Asystem of
compensating for misalignment during automated assembly. Source:
ATI Industrial Automation.
-
7/31/2019 Production technology Ch38
20/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-20
Industrial Robots
Figure 38.19 Four types of industrial robots: (a) cartesian
(rectilinear), (b) cylindrical, (c) spherical(polar), (d)
articulated (revolute, jointed, or anthropomorphic).
-
7/31/2019 Production technology Ch38
21/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-21
Work Envelopes
Figure 38.20 Workenvelopes for three types ofrobots. The
choice
depends on the particularapplication. See also Fig.38.17.
-
7/31/2019 Production technology Ch38
22/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-22
Examples ofIndustrial
Robot Use
Figure 38.21 Spotwelding automobilebodies with industrial
robots. Source: Courtesyof Cincinnati Milacron,Inc.
Figure 38.22 Sealing joints
of an automobile body withan industrial robot. Source:Courtesy
of CincinnatiMilacron, Inc.
-
7/31/2019 Production technology Ch38
23/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-23
Automated Assembly Operations
Figure 38.23Automated assemblyoperations usingindustrial robots
and
circular and lineartransfer lines.
-
7/31/2019 Production technology Ch38
24/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-24
Mechanical and Tactile Sensors
Figure 38.24 A toolholder equipped with thrust-force and torque
sensors (smart toolholder), capableof continuously monitoring the
cutting operation.Such toolholders are necessary for adaptive
controlof manufacturing operations. (See Section 38.5.)Source:
Cincinnati Milacron, Inc.
Figure 38.25 Arobot gripper withtactile sensors. Inspite of
their
capabilities,tactile sensors arenow being usedless
frequently,because of theirhigh cost andtheir lowdurability
inindustrialapplications.Source: Courtesyof LordCorporation.
-
7/31/2019 Production technology Ch38
25/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-25
Machine-Vision Applications
Figure 38.26 Examples of machine-vision applications. (a)
In-line inspection of parts. (b) Identification ofparts with
various shapes, and inspection and rejection of defective parts.
(continued)
-
7/31/2019 Production technology Ch38
26/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-26
Machine-Vision Applications (cont.)
Figure 38.26 (continued) (c) Use of cameras to provide
positional input to a robot relative to the workpiece.(d) Painting
parts having different shapes by means of input from a camera. The
systems memory allows therobot to identify the particular shape to
be painted and to proceed with the correct movementso f a paint
sprayattached to the end effector.
-
7/31/2019 Production technology Ch38
27/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-27
Flexible Fixturing
Figure 38.27 Schematicillustration of a flexiblefixturing setup.
The clampingforce is sensed by the straingage, and the
systemautomatically adjusts thisforce. Source: P. K. Wright.
-
7/31/2019 Production technology Ch38
28/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-28
Design-for-Assembly Analysis
Figure 38.28 Stages in the design-for-assembly analysis.
Source:Product Design for Assembly,1989 edition, by G. Boothroyd
andP. Dewhurst. Reproduced withpermission.
-
7/31/2019 Production technology Ch38
29/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-29
Automated Assembly Transfer Systems
Figure 38.29 Transfer systems for automated assembly: (a) rotary
indexingmachine, (b) in-line indexing machine. Source: G.
Boothroyd.
-
7/31/2019 Production technology Ch38
30/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-30
Robot Assembly Station
Figure 38.30 Atwo-arm robotassembly station.Source:ProductDesign
for
Assembly, 1989edition, by G.Boothroyd and P.Dewhurst.Reproduced
withpermission.
-
7/31/2019 Production technology Ch38
31/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-31
Guides
Figure 38.31 Variousguides that ensure that partsare properly
oriented forautomated assembly.Source: G. Boothroyd.
-
7/31/2019 Production technology Ch38
32/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-32
Automated Assembly Parts
Figure 38.32 Redesign of parts to facilitate automated assembly.
Source: G. Boothroyd.
-
7/31/2019 Production technology Ch38
33/33
Kalpakjian SchmidManufacturing Engineering and Technology 2001
Prentice-Hall Page 38-33
Design ComparisonFigure 38.33