Embed Size (px)
DESCRIPTION
aplicada
Citation preview
Procesos y Tecnologia de Soldadura
Ing. William MendozaCAWI-AWS

Uniones Union Blanda (Soldering)
Produce coalescencia de materiales mediante calentamiento a temperatura de union blanda (Por debajo del estado solido del metal base) en presencia del metal de relleno en estado liquido por debajo de <450°C
Union Fuerte (Brazing) Igual que el soldering pero la coalescencia ocurre a
temperaturas mayores de 450°C Soldadura
Proceso que alcanza coalescencia completa de dos o mas materiales atraves de la fusion y resolidificacion de los metales base y de relleno

Uniones Blandas y Fuertes
Ventajas: Se requiere fuente de baja temperatura. Seleccion de junta permanente o temporal. Pueden unirse materiales disimiles Menor posibilidad de dañar las partes Baja tasa de calentamiento y enfriamiento Se puede unir juntas de espesor variable Facil reajuste.
Resistencia y ejecucion de juntas estructurales necesitan evaluacion cuidadosa
SoldaduraVentajas
La forma mas eficiente de unir metales
Metodo de unir al mas bajo costoProporciona peso mas liviano atraves
de una mejor utilizacion de los materiales.
Une todos los metales comercialesProvee flexibilidad en el diseño

Soldabilidad Es la facilidad de un metal o combinacion de
metales que van a ser soldado bajo condiciones de fabricacion, en una estructura diseñada, especifica y para cumplir satisfactoriamente el servicio deseado.
Procesos comunes de soldadura por arco Shielded Metal Arc Welding (SMAW) Gas Tungsten Arc Welding (GTAW) Gas Metal Arc Welding (GMAW) Flux Cored Arc Welding (FCAW) Submerged Arc Welding (SAW)
Soldabilidad de los Aceros
Agrietamiento y fragilidad en las soldaduras de acero Agrietamiento:
En calienteAsistido por hidrogenoDesgarre laminar
Agrietamiento por recalentamiento Fragilidad
Fragilidad de esfuerzo por envejecimiento

Agrietamiento en Caliente Agrietamiento por solidificacion
Durante las etapas de la solidificacion
Agrietamiento por licuacion Agrietamiento por disminucion
de ductilidad
Ductilidad 0Causados por la
segregacion de los elementos aleantes como el azufre S y fosforo, P etc.
Mn mejora la resistencia del agrietamiento en caliente
Formacion de (Fe, Mn)S en vez de FeS
Grieta

Prediccion del Agrietamiento en Caliente
Sensibilidad al agrietamiento en caliente HCS = (S + P + Si/25 + Ni/100) x 103
3Mn + Cr + Mo + VHCS < 4, No es sensible
Unidad de sensibilidad al agrietamiento[para soldadura por arco sumergido (SAW)] UCS = 230C + 90S + 75P + 45Nb – 12.3Si – 4,5Mn
– 1UCS 10, bajo riesgoUCS > 30, alto riesgo

Agrietamiento Asistido por Hidrogeno (HAC)
Agrietamiento Retardado / Frio Problemas serios en los aceros
En aceros al carbono Es mas susceptible en la HAZ
En aceros aleados Son susceptibles en el metal de soldadura y en la HAZ
Requerimientos para HACSuficiente cantidad de hidrogeno (HD)Microestructura susceptible( Dureza)
Martensitica > Bainitica > FerriticaPresencia suficiente de restriccion
Problemas requieren evaluacion cuidadosaPosibles soluciones tecnologicas
Metodos de Prevencion de HAC
Mediante la reduccion de los niveles de hidrogeno Usar electrodos de bajo contenido de hidrogeno Mantener los electrodos en hornos apropiados Usar procesos de soldadura sin fundentes Usar precalentamiento
Mediante la modificacion de la microestructura Precalentamiento Variando los parametros de la soldadura
Regla del pulgar (basado en experiencias/ resultados experimentales): No precalentar si:
CE < 0.4 y el espesor < 35 mm No es susceptible para HAC si
La dureza de la HAZ < 350 VHN

Diagrama Graville
Zona I C < ~0.1%
Zona II C > ~0.1% CE < ~0.5
Zona III C > ~0.1% CE > ~0.5
Determinacion de la Temperatura de Precalentamiento (#1/2)
Aproximacion del control de la dureza Desarrollado en el Instituto de Soldadura. Consideraciones
Espesor combinadoContenido HD Carbono Equivalente (CE)Entrada de calor
Valido para aceros de composicion de rango limitado.En la zona II del diagrama de Graville

Aproximacion del control de hidrogeno Para aceros en las Zonas – I y III del diagrama de Graville Parametros de agrietamientos
PW = Pcm + (HD/60) + (K/40) x 104, donde
Restriccion de la soldadura, K = Ko x h, con
• h = espesores combinados• Ko 69
T (C) = 1440 PW – 392
Determinacion de la Temperatura de Precalentamiento ( 2/2 )
BVNiCrCuMnSi
CPcm 515602030

HAC en el Metal de la Soldadura
Si los niveles HD son altos
En aceros microaleados Donde el contenido de carbono en el metal base
es bajoDebido a la baja resistencia del metal base
En aceros de alta aleacion (como los aceros al Cr-Mo ) Donde se usan consumibles iguales
El agrietamiento puede ocurrir aun a durezas tan bajas como 200 VHN
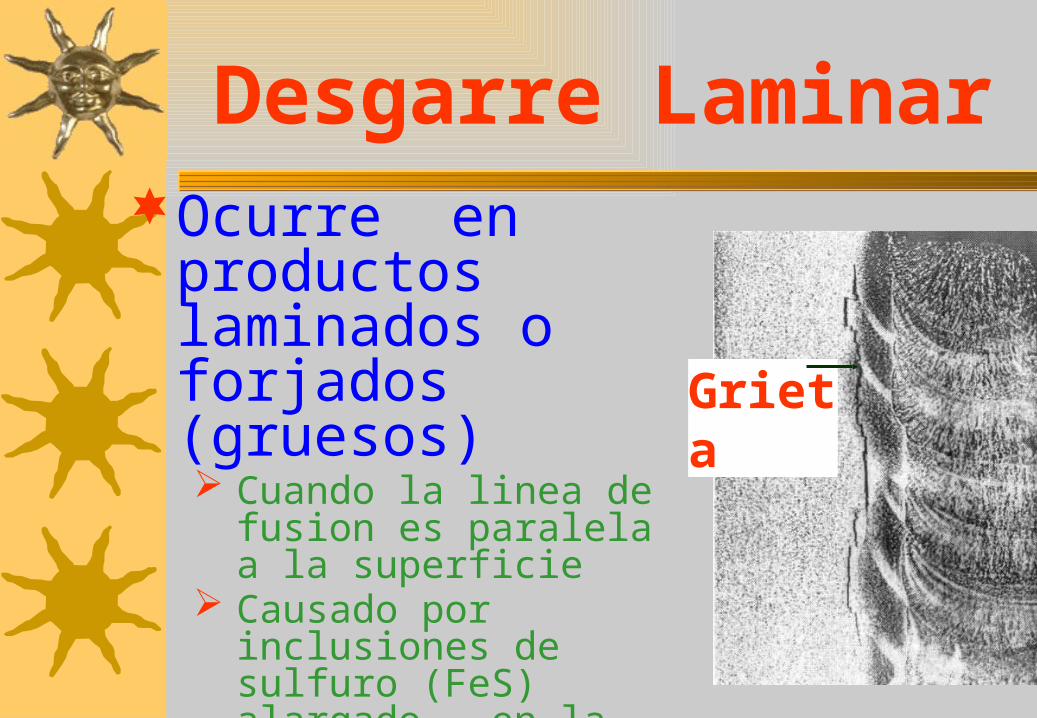
Desgarre LaminarOcurre en productos
laminados o forjados (gruesos) Cuando la linea de fusion
es paralela a la superficie Causado por inclusiones de
sulfuro (FeS) alargado en la direccion del laminado.
Susceptibilidad determinada mediante Ensayo Corto Transversal. Si la reduccion del area
>15%, No es susceptible < 5%, Altamente susceptible
Grieta

Agrietamiento por Recalentamiento
Ocurre durante PWHT Mas susceptible en el grano grueso de HAZ Elementos Aleantes Cr, Mo, V y Nb promueven
el agrietamiento.En aceros resistentes a la termofluencia debido
a la cedencia primaria durante PWHT ! Variacion:
Debajo del agrietamiento del revestimiento en tubos y planchas revestidos con aceros inoxidables.

Agrietamiento por Recalentamiento
Grieta
Grieta

Prediccion del agrietamiento por recalentamiento G = Cr + 3.3 Mo + 8.1V + 10C – 2
Psr = Cr + Cu + 2Mo + 10V + 7Nb + 5Ti – 2
Si G, Psr > 0, Material susceptible a agrietamiento
Metodos de Prevencion Seleccion de materiales con bajo contenido de impurezas Reducir/ eliminar CGHAZ mediante tecnica apropiada de
soldaduraMantequilladoTecnica del revenido del cordonDos etapas de PWHT
Agrietamiento por Recalentamiento

Tecnica de Revenido del Cordon

Fragilidad por Temple Causado por la segregacion de las impurezas de
elementos en los limites del grano Rango de temperatura : 350–600 °C Baja tenacidad
Prediccion J = (Si + Mn) (P + Sn) x 104
Si J 180, No es susceptible Para el metal de soldadura
PE = C + Mn + Mo + Cr/3 + Si/4 + 3.5(10P + 5Sb + 4Sn + As) PE 3 Para evitar fragilidad

Dureza en la HAZ Vs. Entrada de Calor
La entrada de calor es inversamente proporcional a la velocidad de enfriamiento

Aceros al Cr-Mo
Cr: 1–12 wt.-%Mo: 0.5–1.0 wt.-%
Alta resistencia a la oxidacion y a la termofluencia Ademas mejorado por
la adicion V, Nb, N etc.
Rango de aplicacion de temperatura: 400–550 °C
Estructura Varia de bainita a
Martensita con aumento en el contenido de aleacion
Soldadura
Susceptible a :Agrietamiento
en frio yAgrietamiento
por recalentamiento Cr < 3 wt.-% PWHT requerido:
650–760 °C
Aceros al Nickel Ni: 0.7–12 wt.-% C: Reducido Progresivamente
con el aumento del Ni Para aplicaciones criogenicas
Alta tenacidad Bajo DBTT
Estructura Mezcla de ferrita fina, carburos y
austenita retenida Soldadura
Para aceros con 1% Ni Ablandamiento de la HAZ y
reduccion en la tenacidad en soldaduras de pasadas multiples
Consumibles: 1–2.5%Ni
Soldadura ( Cont.) Para aceros con 1–3.5% Ni
Estructura bainita/martensite
Consumibles de baja HD Composicion similar /
SS Austeniticos Sin PWHT Tecnica del revenido del
cordon Baja entrada de calor
Para aceros con > 3.5% Ni Martensita+austenita
HAZ Baja entrada de calor PWHT at 650 C Austenitico SS / Ni-base
consumible
Aceros HSLA Resistencia a la fluencia > 300
MPa Alta resistencia mediante
Refinamiento de grano atraves de: Microaleantes con
• Nb, Ti, Al, V, B Proceso termo-
mecanico
Contenido de baja impureza
Bajo contenido de carbono
Algunas veces Cu agregrado para proveer resistencia por precipitacion.
Problemas en la soldadura
Dilucion del metal base Nb, Ti, V etc.
Crecimiento del grano en CGHAZ
Ablandamiento en la HAZ
Susceptible a HAC
CE y metodos para predecir temperatura de precalentamiento son de validez limitada

Aceros Inoxidables
SS definido como aleacion a base de hierro que contiene > 10.5% Cr y < 1.5%C
Basado en microestructuras y propiedades 5 familias de SS
SS Austenitico SS Ferriticos SS Martensiticos SS Endurecidos por precipitacion SS Duplex Ferritico-Austenitico
Cada familia requiere Consideraciones de soldabilidad diferente
Debido al comportamiento de tranformacion de variedad de fase en el enfriamiento de la solidificacion

Todos los tipos de SS
Soldable virtualmente por todos los procesos de soldadura La seleccion del proceso depende a menudo del equipo
disponible El mas simple y universal de los procesos de soldadura
Por arco con electrodos revestidos SMAW• Aplicado a materiales > 1.2 mm
Otros procesos de soldadura muy comunmente usados para SS
• GTAW, GMAW, SAW y FCAW Metal de relleno optimo (FM)
Muchas veces la composicion no es similar a la composicion del metal base
La mayoria de los procedimientos exitosos para una familia A menudo una diferencia notable para otra familia
Aceros Inoxidables

El metal base SS y el metal de relleno de soldadura FM seleccionados basados en: Resistencia a la corrosion adecuada para el uso deseado
Metal de relleno debe ser de composicion superior al contenido del BM w.r.t
Elementos aleantes , por ejemplo, Cr, Ni y Mo Evitar agrietamiento
Unificar criterios en la seleccion de FM y ejecucion de procedimientos
Agrietamiento en caliente A temperaturas < de la mayor parte de la
temperaturas de las aleaciones solidas Agrietamiento en frio
Mas bien a bajas temperaturas, tipicamente < 150 ºC
Aceros Inoxidables

Agrietamiento en caliente Grietas tan grandes en el metal de soldadura (WM) Usualmente a lo largo de la linea central del cordon de soldadura Tan pequeñas, grietas cortas (microfisuras) en WM/HAZ
En la linea de fusion y usualmente perpendicular a ella Principalmente WMs Austeniticos Soluciones comunes
Use mayormente FM austeniticos con pequeñas cantidades de ferrita
No es apropiada cuando los requerimientos sean para:• Baja permeabilidad magnetica• Alta tenacidad a temperaturas criogenicas• Resistencia media que ataca selectivamente a la
ferrite (e.g. urea)• PWHT que puede fragilizar la ferrita
Aceros Inoxidables

Agrietamiento en frio Debido a la interaccion de:
Altos esfuerzos de soldaduraAlta resistencia del metal baseHidrogeno difusible
Comunmente ocurre en SS Martensiticos WMs/HAZs Puede ocurrir en juntas de SS Ferriticos fragilizadas
por:Grano grueso y/o particulas de segunda fase
SoluciónUse mayormente FM austeniticos (con
resistencia a la corrosion apropiada)
Aceros Inoxidables

Aceros Inoxidables Martensiticos
Dureza maxima enfriado al aire desde~ 1000 ºC Ablandamiento mediante revenido a 500–750 ºC
Temperatura reducida maximo revenido Si el contenido de Ni es significante
En revenido a alta temperatura a 650–750 ºC Generalmente la dureza desciende < ~ RC 30 Util para ablandar SS martensiticos antes de soldar para: Ductilidad suficiente en material grueso
Adecuar los esfuerzos de traccion debido a la soldadura
Produce carburos de cromo grueso Daños en la resistencia a la corrosion del metal Para restaurar la resistencia a la corrosion despues de
soldar se require:• Austenisar + enfriar a RT + revenir a < 450 ºC

Aceros Inoxidables MartensiticosPara usarse segun Condiciones Soldadas
No se usa segun condiciones soldadas Debido a una area muy fragil de soldadura
Excepto para Muy bajo contenido de carbono del BM Situacion de reparaciones
Lo mejor para evitar Soldaduras autogenas FM de composicion similar que la soldadura Excepto
Pequeñas partes soldadas con GTAW• Los esfuerzos residuales son muy
bajos• Casi no genera hidrogeno difusible

Aceros Inoxidables Martensiticos para usar despues del PWHT
Usualmente soldado con FM de SS martensiticos Debido a la baja-composicion de la resistencia /
dureza del WM cuando se suelda con FM austeniticos
Seguido de PWHTPara mejorar las propiedades del area de la
soldadura PWHT usualmente en dos formas
(1) Revenido a < As
(2) Calentando a > Af (para austenizar) +
Enfriando a~ RT (para maximo endurecido) +
Calentando a < As (revenir el metal para propiedades deseadas)

Aceros Inoxidables Ferriticos
Generalmente requiere enfriamiento rapido desde temperaturas de trabajo en caliente. Para evitar crecimiento del grano y fragilidad de la fase De aqui que la mayoria SS ferriticos usados relativamente en
calibres delgados . Especialmente en aleaciones con alto contenido de Cr “Super ferriticos” (por ejemplo, tipo 444) limitado en formas
de tubos planchas delgadas y laminas
Para evitar fragilidad en las soldaduras La regla general es “Soldar en frio” es decir., soldar con
Sin / bajo precalentamiento Baja temperatura entre pases Bajo nivel de entrada de calor de soldadura
Lo suficiente para fundir y para evitar solapes en frio/ y otros defectos.
Aceros Inoxidables FerriticosPara usar segun condiciones Soldadas
Usualmente usada bajo condiciones soldadas En elementos soldados de acero SS ferriticos
Grados estabilizados (por ejemplo, los tipos 409 y 405) “Super-ferriticos”
En contraste a SS martensiticos Si es seguido por la regla “Soldar en frio”
Debido a la fragilidad en la HAZ el agrandamiento del grano es evitado
Si el BM es completamente ferritico No es tan facil evitar que el grano crezca en la zona de la
fusion, De aqui que las juntas de SS ferriticos usen cantidad
considerable de FM austeniticos (usualmente contienen cantidad considerable de ferrita)

Aceros Inoxidables FerriticosPara usarse bajo Condiciones de PWHT
Generalmente usado bajo condiciones de PWHT Solo en SS ferriticos no estabilizados
Especialmente el tipo 430 Cuando se suelda con material de aporte o / sin material de aporte
Ambos WM y HAZ contienen martensita nueva bajo condiciones soldadas
Ademas el C entra en solucion en la ferrita a elevadas temperaturas
• Enfriamiento rapido despues de soldar produce ferrita en el WM y la HAZ siendo supersaturado con C
De aqui que, la junta deberia estar completamente fragil
La ductilidad ha mejorado sensiblemente por: • PWHT a 760 ºC por 1 hr. y seguido de
enfriamiento rapido para evitar la fragilizacion a 475 ºC

Aceros Inoxidables Austeniticos para usarse bajo Condiciones de Soldadura
Para la mayoria de las juntas BM de acero inoxidable austenitico SS Usado en servicio bajo condiciones soldadas FM compatibles / compatibles proximo apropìados para muchos
BM. La seleccion de FM y procedimientos de soldadura
dependen de: Si la ferrita es posible y aceptable en el metal de la soldadura
WMSi la ferrita en el WM es posible y aceptable
Entonces una amplia seleccion para FM y procedimiento apropiados
Si WM solidifica como ferrita primaria Entonces un amplio rango de procedimientos de soldadura son
aceptables
Si la ferrita en el WM no es posible ni aceptable Entonces la seleccion del FM y procedimientos son restringidos
• Debido a las consideraciones de agrietamiento en caliente

Aceros Inoxidables Austeniticos
Si la ferrita es posible y aceptable FM compuesto que presenten requerimientos
especificos Para Procesos: SMAW, FCAW, GMAW y SAW Ejemplo de FM tipo 308/308L para unir BM 304/304L
Diseñado dentro de las especificaciones AWS para numero de ferrita FN 0 – 20
Para los procesos GMAW, GTAW, SAW Diseño optimizado para FN 3–8 (as per WRC-1988) Disponibilidad limitada para ferrita > FN 10
Composicion y FN ajustado por via de los aleantes Revestimiento de los electrodos del proceso SMAW Fundente interno en electrodos tubulares del proceso
FCAW

Aceros inoxidables Austeniticos Para usarse bajo Condiciones de PWHT
PWHT permitido a elementos soldados de SS Austeniticos1) When non-low-C grades are welded & Sensibilizacion por la
precipitacion de carburos no puede ser tolerado El revenido a1050–1150 ºC + temple con agua
Para disolver los carburos/ compuestos intermetalicos (fase-)• Produce mucha ferrita para transformar a austenita
2) Para soldaduras autogenas en SS con alto contenido de Mo Ejemplo , costuras longitudinales en tuberias
Revenir para dispersar Mo para neutralizar la micro-segregacion To match pitting / crevice corrosion resistance of WM y
BM• No ferrite is lost as no ferrite in as-welded
condition

Aceros Inoxidables Austeniticos despues del PWHT
Aceros Inoxidables Austeniticos para juntas de Aceros al Carbono/ y de Baja Aleacion El carbono del acero suave / acero de baja aleacion
adyacente a la linea de fusion migra para producir mayor contenido de Cr en el WM
La capa de carburos a lo largo de la linea de fusion en el WM y la capa agotada de carbono en la HAZ del BM
La capa agotada de carbono es debil a elevadas temperaturas
Puede ocurrir la falla por termofluencia ( a elevadas temperaturas de servicio)

Aceros Inoxidables Austeniticos despues del PWHT ( cont.)
El coeficiente de expansion termica (CTE) causa perdida de union entre WM de SS austenitico y el BM acero al carbono / acero de baja aleacion
El ciclo termico y la acumulacion de esfuerzos a lo largo de la interfase
Conduce a falla prematura en la termofluencia En juntas disimiles a elevadas temperaturas de
servicio Ejemplo: SS Austeniticos– a– juntas de acero de baja
aleacion al Cr-Mo Se usa aleacion a base de niquel de material de relleno

Usado para PWHT Alivio de tensiones en elementos soldados de SS
austeniticos YS en los SS austeniticos disminuye lentamente
con el aumento de la temperatrura. Mas YS de carbono / acero de baja aleacion
• Precipitacion de carburos y formacion de la fase a 600–700 ºC
Aceros Inoxidables Austeniticos despues del PWHT

Aceros Inoxidables Austeniticos despues del PWHT ( cont.)
Alivio de esfuerzos residuales sin afectar la resistencia a la corrosion en:Recocido completo a 1050–1150 ºC + enfriamiento rapido
Evitar precipitacion de carburos en grados no estabilizadosPrecipitacion de carburos de Nb/Ti causa (estabilizacion) en
grados estabilizados.
Enfriamiento rapido– Reintroduce esfuerzos residualesA temperatura de recocido– Oxidacion superficial sifnificante
al aire libre.
Oxido tenaz en SS
Removido por decapado + enjuague con agua + pasivacion
Acero Inoxidables Endurecibles por Precipitacion para usarse segun
Condiciones Soldadas
Para la mayoria de las aplicaciones Industrias de alta tecnologia aeroespacial y otros
Los SS PH alcanzan alta resistencia mediante tratamientos termicos Por lo tanto, no es razonable esperar que el WM sea de
composicion similar con las propiedades del BM como ocurre bajo condiciones soldadas.
El diseño de juntas para usarse bajo condiciones soldadas asume que el WM estara por debajo de la composicion similar de la resistencia del BM
Si es aceptable El FM austenitico(tipo 308 & 309) apropiado para
PH SS martensiticos y semi austenicos• Algo de ferrita se require en WM para evitar
agrietamiento en caliente
Acero Inoxidables Endurecibles por Precipitacion para usarse segun
Condiciones Soldadas
PWHT para obtener resistencia del WM y del BM El WM tambien debe ser un PH SS
Segun clasificacion AWS Solo el tipo martensitico 630 (17-4 PH) apropiado
como FM Segun las especificaciones de materiales
aeroespaciales(AMS) Algunos FM ( solo varillas solidas) son de
composicion similar con la composicion del BM • Usados en procesos GTAW y GMAW
Hacer FM mediante corte de BM en tiras angostas para GTAW
Muchas juntas de materiales PHSS de calibre delgado Soldado facilmente mediante procedimiento autogeno con
GTAW WM es de composicion similar al del BM y responde
similarmente al tratamiento termico

Aceros Inoxidables Austeniticos- Ferritico Duplex
Balance de fase optimo Aproximadamente cantidades iguales de ferrita y
austenita Composicion del BM ajustada como estructura
de equilibrio a ~1040ºC Despues del trabajo en caliente y/o recocido
Carbono indeseable por razones de resistencia a la corrosion
Todos los otros elementos (excepto el N) – se difunden lentamente
Contribuye a determinar el balance en la fase de equilibrio• N el mas importante (para un balance proximo-
equilibrio de fase)

Aceros Inoxidables Austeniticos- Ferritico Duplex (cont.)
SS duplex (como el tipo 329 y CD-4MCu)
N no es un elemento aleante deliberado
Bajo condiciones normales de enfriamiento de soldaduraHAZ de la soldadura y la composicion similar del WM
alcanzan RT con una fase muy fragil Propiedades mecanicas de baja calidad y resistencia a la
corrosion.
Para propiedades utiles Las soldaduras deben ser recocidas+ templadas
• Para evitar fragilidad de la ferrita en la fase sigma / u otras fases

Alear por encima del metal de soldadura con Ni causa: Empieza la Transformacion a mayores temperaturas (difusion muy
rapida ) El mejor balance de fase se obtiene WM soldado No afecta en nada la HAZ
Alear con N (en SS duplex mas nuevos) Usualmente resuelve el problema en la HAZ Con entrada de calor normal de soldadura y ~0.15%Ni
Balance de fase razonable alcanzada en la HAZ N se difunde en la austenita
Mejora la resistencia a la picadura Si la velocidad de enfriamiento es demasiado rapida
N queda atrapado en la ferrita Entonces precipita Nitruros de Cr
Perjudica la resistencia a la corrosion Evitar baja entrada de calor en la soldadura con SS duplex
Aceros Inoxidables Austeniticos- Ferritico Duplex

Acero Inoxidable SS Duplex para usarse segun Condiciones Soldadas
Composicion similar al WM Tiene ductilidad y tenacidad inferior
Debido al alto contenido de ferrita Menos problemas criticos con GTAW, GMAW (pero significante)
Comparado con SMAW, SAW, FCAW Procedimiento mas seguro en cuanto a condiciones soldadas
Usar FM de composicion similar al del BM Con mayor contenido de Ni
Evitar soldaduras autogenas Con procesos GTAW (especialmente pase de raiz)
Procedimiento de soldadura para limitar la dilucion de WM por el BM
Usar abertura de raiz mas ancha y mas metal de relleno en la raiz
• Comparado con la junta de acero inoxidable austenitico
SS Duplex (Segun se suelda)
Proceso SAW Mejores resultados con fundentes de alta basicidez
Tenacidad del WM Fuertemente sensible al contenido de O2
• Fundentes basicos proporcionan menor contenido de O2 WM
Proceso GTAW Mezclas de gases Ar-H2 usados antes
Para mejor baño humectante y forma del cordonPero causa fragilidad significante por hidrogeno
Evitar usar para juntas segun condiciones soldadas
Proceso SMAW (Electrodos revestidos) Para ser tratado como electrodos de bajo hidrogeno para aceros
de baja aleacion.

SS Duplex Para usar en Condiciones de PWHT
Recocido despues de soldar Amenudo se usa para costuras longitudinales a lo largo de
tubos, soldaduras en forjas y reparacion de soldaduras en fundiciones
Calentar > 1040 ºC Evitar calentamiento lento
Precipitacion de la fase / en otras fases ocurre en pocos minutos a 800 ºC
• Tubos producidos mediante calentamiento de induccion muy rapida
Mantener brevemente cerca de 1040 ºC necesario para controlar el balance de fase
Seguido de enfriamiento rapido ( temple con agua) Para evitar formacion de la fase
El recocido permite el uso de composicion similar exacta / sin FM Como el recocido ajusta el balance de fase proximo al
equilibrio

SS Duplex (despues del PWHT)
Recocido en horno Producir calentamiento lento
Se espera que se forme la fase durante el calentamiento Mantener por mas tiempo (> 1 hora) necesario para
la temperatura de recocido• Para disolver toda la fase
Controlar apropiadamente en hornos continuos Provee altos rangos de calentamiento
Usados para tubos de pared delgadas y otras secciones delgadas
Si la fase precipita puede evitarse durante el calentamiento No es necesario el recocido por largo tiempo
La distorsion durante el recocido puede ser debido a Resistencia extremadamente baja de la termofluencia del SS
duplex a temperatura de recocido. Enfriamiento rapido para evitar la fase

Problema Principal con Soldadura de Aleaciones de Ai, Ti y Zr
Problema Debido a la gran afinidad por el oxigeno
Se combina con el oxigeno del aire para formar un oxido de alto punto de fusion sobre la superficie del metal
Solucion El oxido debe ser eliminado de la superficie del metal antes de
empezar a soldar Se deben emplear procedimientos especiales
Usar boquillas de gas grandes Usar pantallas de proteccion para proteger la cara del charco
de soldadura Cuando use GTAW, debe usar electrodo de tungsteno toriado La soldadura debe ser hecha con corriente directa polaridad
positiva con metal de relleno de composicion similar La pieza negativa (catodo)
• La mancha catodica, formada en el charco de soldadura, elimina la pelicula de oxido

Problema Principal con Soldadura de Aleaciones de Ai, Ti y Zr (cont.)
Se deben emplear procedimientos especiales
Usar boquillas de gas grande Usar pantallas de proteccion para proteger la
cara del charco de soldadura Cuando use GTAW, debe usar electrodo de
tungsteno toriado La soldadura debe ser hecha con corriente directa
polaridad positiva con metal de relleno de composicion similar
La pieza negativa (catodo)• La mancha catodica, formada en el charco
de soldadura, elimina la pelicula de oxido

Aleaciones de Aluminio
Propiedades Importantes Alta conductividad electrica Alta relacion peso - resistencia Falta de temperatura de transicion Buena resistencia a la corrosion
Tipos de aleaciones de titanio Sin tratamiento termico Con tratamiento termico (age-hardenable)

Aleaciones de Aluminio sin Tratamiento Termico
Adquiere resistencia de trabajo en frio Tipos de Aleaciones Importantes
Al Comercialmente puro (>98%) Al con 1% de Mn Al con 1, 2, 3 y 5% de Mg Al con 2% de Mg y 1% de Mn Al con 4, 5% de Mg y 1% de Mn
Aleaciones de Al-Mg se usan a menudo en construcciones soldadas

Aleaciones de Aluminio Termo -Tratable
Cu, Mg, Zn y Li agregado al Al Concede comportamiento de endurecimiento por
envejecimiento despues de tratamiento termico apropiado
E n la solucion del recocido, temple y envejecido Tipos de Aleaciones Importantes
Al-Cu-Mg Al-Mg-Si Al-Zn-Mg Al-Cu-Mg-Li
Aleaciones de Al-Zn-Mg son las mas facil de soldar.

Soldadura de Aleaciones de Aluminio
El proceso de soldadura mas ampliamente usado Soldadura protegida por gas inerte
Para laminas delgadas Soldadura por arco con electrodo de tungsteno y
proteccion de gas (GTAW) Para secciones mas gruesas
Soldadura por arco con electrodo desnudo continuo y proteccion de gas (GMAW)
Preferido GMAW sobre GTAW debido a:• Alta eficiencia de utilizacion del calor• Penetracion mas profunda• Alta velocidad de la soldadura• HAZ mas estrecha• Porosidad fina• Menos distorsion

Otros procesos de soldaduras usados Soldadura por haces de electrones( EBW)
Ventajas Penetracion profunda y estrecha
• Alta relacion ancho- profundidad para el metal de la soldadura
• Aumenta los limites de las reacciones metalurgicas
Se reducen los esfuerzos residuales y la distorsion Menos contaminacion del charco de la soldadura
Soldadura por presion
Soldadura de Aleaciones de Aluminio

Aleaciones de Titanio
Propiedades ImportantesAlta relacion peso-resistenciaAlta resistencia a la termofluenciaAlta tenacidad a la fracturaBuena ductilidadExcelente resistencia a la corrosion

Clasificacion de las aleaciones de titanio Basada en microestructura recocida
Aleaciones Alpha Ti-5Al-2.5Sn Ti-0.2Pd
Aleaciones proxima Alpha Ti-8Al-1Mo-1V Ti-6Al-4Zr-2Mo-2Sn
Aleaciones Alpha-Beta Ti-6Al-4V Ti-8Mn Ti-6Al-6V-2Sn
Aleaciones Beta Ti-13V-11Cr-3Al
Aleaciones de Titanio

Soldadura de Aleaciones de Titanio
Los procesos mas comunmente usados:
GTAW GMAW Soldadura por arco plasma (PAW)
Otros procesos usados: Enlace por difusion Soldadura por resistencia Soldadura por electrones Soldadura por laser

Aleaciones de Zirconio
Caracteristicas de las aleaciones de Zirconio Baja absorcion de neutrones en la seccion
transversal
Usado como material estructural para reactores nucleares. Expansion termica desigual debido a propiedades anisotropicas.
Altamente reactivo con O, N y C Presencia de temperatura de transicion

Aleaciones de Zirconio
Aleaciones comunes de Zirconio Zircaloy-2
Que contiene Sn = 1.2–1.7% Fe = 0.07–0.20% Cr = 0.05–0.15% Ni = 0.03–0.08%
Zircaloy-4 Que contiene
Sn = 1.2–1.7% Fe = 0.18–0.24% Cr = 0.07–0.13%
Zr-2.5%Nb

Demanda de Soldabilidad para Industrias Nucleares
Requerimientos de la junta a soldar Para propiedades de igual composicion del metal base Para efectuar igual al (o mejor que) metal base
Welding introduces features that degrade mechanical & corrosion properties of weld metal
Defectos aplanados Grietas en caliente, Grietas en frio, Falta de
penetracion(LOP), Falta de fusion en lado de la pared (LOF), etc.
Defectos volumetricos Porosidades, Inclusiones de escorias
Tipo, naturaleza, distribucion y ubicacion de defectos affect design critical weld joint properties
Termofluencia, LCF, creep-fatigue interaction, tenacidad a la fractura, etc.
Soldadura de Aleaciones de Zirconio
Procesos de soldadura mas ampliamente usados Soldadura por haces de electrones (EBW) Soldadura por resistencia GTAW Soldadura por haces de electrones (LBW)
Para aleaciones Zircaloy-2, Zircaloy-4 y Zr-2.5%Nb en PHWRs, PWRs y BWRs Mediante soldadura por resistencia
Soldadura de puntos y de proyeccion EBW GTAW

Soldadura de Aleaciones de Zirconioen la Industria Nuclear
Para Componentes PHWR End plug welding mediante soldadura por resistencia Appendage welding mediante soldadura por resistencia End plate welding mediante soldadura por resistencia Cobalt Absorber Assemblies por EBW y GTAW Tubos guias, tubos de liquidos venenosos etc mediante
EBW circunferencial Soldadura de Zirconio en acero inoxidables mediante
soldadura por destellos. (FW)





























