Embed Size (px)
Citation preview
Procesos de Neutralización de Residuos Industriales Líquidos
(o de Abatimiento en RILES)
Leandro Herrera Z., Ph.D.
INDICE DE CONTENIDOS
(pinche en el asterisco de cada tópico en el índice para ir a esa sección)
1. INTRODUCCION *
2. TRATAMIENTOS PRIMARIOS Y/O PRE-TRATAMIENTOS *
2.1. Retención de desbordes y ecualización (homogeneización) * 2.2. Neutralización *
2.2.1. Procesos típicos de neutralización * 2.2.2. Sistemas Utilizados para neutralización * 2.2.3. Control automático de neutralización *
3. TRATAMIENTOS EN EL PROCESO *
3.1. Remoción de metales pesados * 3.1.1. Tratamientos * 3.1.2. CROMO * 3.1.3. Arsénico * 3.1.4. Bario * 3.1.5. Cadmio * 3.1.6. Cobre * 3.1.7. Fluoruros * 3.1.8. Hierro * 3.1.9. Plomo * 3.1.10. Manganeso * 3.1.11. Tabla de efluentes obtenibles mediante diversos procesos en la remoción de metales pesados *
4. FLOTACION *
4.1. Flotación mediante Aire a Presión * 4.1.1. Disolución de aire a presión * 4.1.2. Desolubilización de aire * 4.1.3. Flotación * 4.1.4. Remoción * 4.1.5. Solubilidad y relajación de aire * 4.1.6. Variables de diseño *
4.2. Flotación por aire inducido *
5. Operaciones Unitarias *
5.1. Clasificación de las Operaciones Unitarias * 5.2. Sedimentación *
5.2.1. Sedimentación simple *
5.2.2. Sedimentación floculenta * 5.2.3. Sedimentación de flóculos bien formados *
6. ¿Qué sigue de aquí? * 7. Apéndice: Reducción de Sulfato *
7.1. RESUMEN * 7.2. Introducción * 7.3. Los procesos mineros *
7.3.1. Alternativas de Proceso * 7.3.2. Ejemplo de Proceso *
7.4. Elementos de Análisis Económico * 7.4.1. Balance de Materiales * 7.4.2. Análisis Económico Simplificado * 7.4.3. Análisis Económico simplificado del uso de ácido sulfúrico *
7.5. Conclusión * 7.6. REFERENCIAS *
● INTRODUCCION
La utilización de procesos físico químicos y/o bioquímicos para el tratamiento de efluentes industriales líquidos ocurrió, históricamente, con posterioridad a la utilización masiva de procesos industriales; es decir, fue de interés para la humanidad la producción industrial antes de tomar nota de que los procesos de transformación de los materiales producían un impacto negativo sobre el medio ambiente.
Hoy en día, el diseño de una planta industrial debe contemplar, desde la ingeniería conceptual, que el diseño del sistema global lleve las descarga de excedentes gaseosos, sólidos y líquidos a cumplir las normativas ambientales vigentes, buscando además la más completa reutilización de materiales.
Durante los tiempos en que el tratamiento de residuos se instalaba a la cola de la planta industrial, conocido como procesos "al final de la línea" o "End Of Pipe" (práctica que aún tiene cabida en el diseño moderno) se utilizaron esquemas que se fueron depurando con cada nuevo caso enfrentado. Así, surgió una rama de la ingeniería que intentó sistematizar las normas de diseño que se utilizaban, en la práctica, para depurar efluentes líquidos.
Si se recurre a la estandarización y formalización típicas de la ingeniería (W.W. Eckenfeldr, Idustrial water pollution control, McGraw Hill, 1989), para visualizar las prácticas de diseño y las opciones tecnológicas de hoy, se puede llegar a diagramas que capturan, en forma sintética, las diversas alternativas. El diagrama de la figura 1.1-1 resulta útil para enfatizar que existen muchas rutas tecnológicas para un mismo efluente industrial y que será sólo mediante un análisis exhaustivo que se podrá optimizar la opción a utilizar.
El diagrama es también útil para definir una nomenclatura que, si bien tiene sus raíces históricas hace muchos años, aun se suele escuchar hoy en día: tratamientos primario, secundario, terciario, depuración, etc. En general, es preferible clasificar los procesos de acuerdo a sus principios físico químicos (sedimentación, decantación, filtración, centrifugación, digestión, etc.) pero se debe estar alerta a la nomenclatura tradicional a fin de comunicarse adecuadamente.
En este apunte se utilizarán ambas nomenclaturas y la incorporación de nuevos procesos a examinar será vista como parte de las rutas tecnológicas contenidas en el diagrama de síntesis.
El apunte considera que los alumnos conocen, en buen detalle, las operaciones de filtración, sedimentación y decantación, además de nociones de centrifugación. Similarmente, se supone alguna noción, si bien no de diseño, de las operaciones bioquímicas de "digestión" de orgánicos.
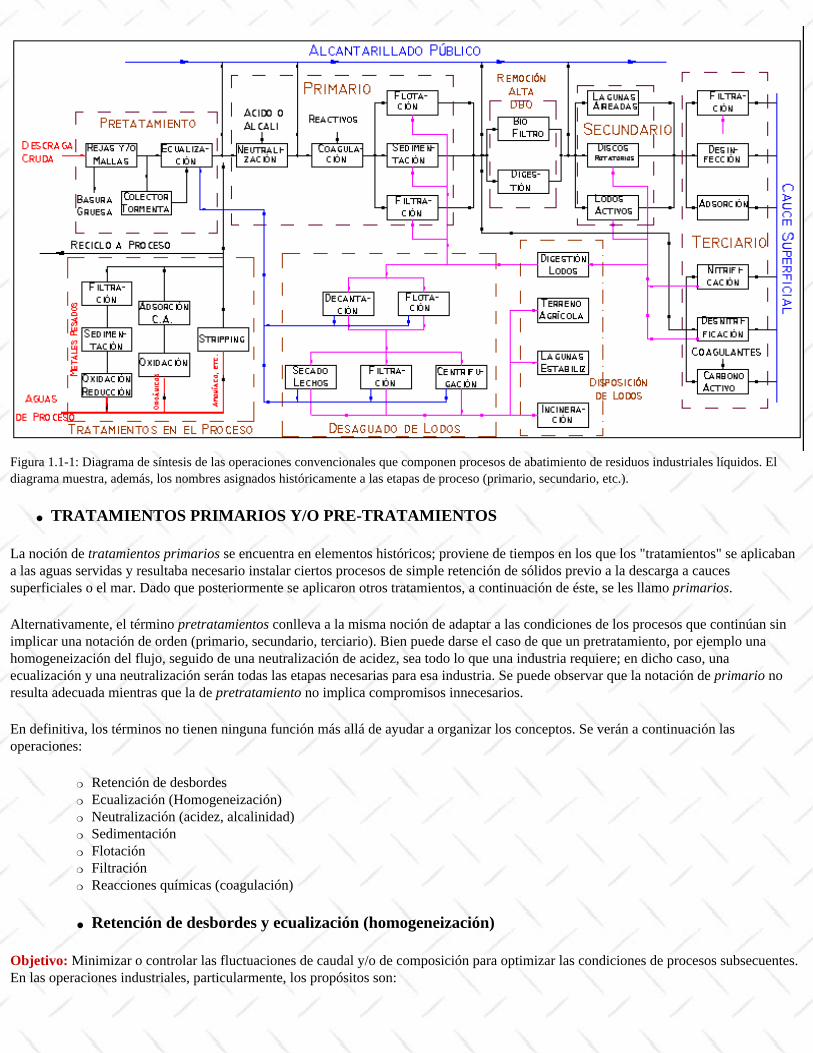
Figura 1.1-1: Diagrama de síntesis de las operaciones convencionales que componen procesos de abatimiento de residuos industriales líquidos. El diagrama muestra, además, los nombres asignados históricamente a las etapas de proceso (primario, secundario, etc.).
● TRATAMIENTOS PRIMARIOS Y/O PRE-TRATAMIENTOS
La noción de tratamientos primarios se encuentra en elementos históricos; proviene de tiempos en los que los "tratamientos" se aplicaban a las aguas servidas y resultaba necesario instalar ciertos procesos de simple retención de sólidos previo a la descarga a cauces superficiales o el mar. Dado que posteriormente se aplicaron otros tratamientos, a continuación de éste, se les llamo primarios.
Alternativamente, el término pretratamientos conlleva a la misma noción de adaptar a las condiciones de los procesos que continúan sin implicar una notación de orden (primario, secundario, terciario). Bien puede darse el caso de que un pretratamiento, por ejemplo una homogeneización del flujo, seguido de una neutralización de acidez, sea todo lo que una industria requiere; en dicho caso, una ecualización y una neutralización serán todas las etapas necesarias para esa industria. Se puede observar que la notación de primario no resulta adecuada mientras que la de pretratamiento no implica compromisos innecesarios.
En definitiva, los términos no tienen ninguna función más allá de ayudar a organizar los conceptos. Se verán a continuación las operaciones:
❍ Retención de desbordes❍ Ecualización (Homogeneización)❍ Neutralización (acidez, alcalinidad)❍ Sedimentación❍ Flotación❍ Filtración❍ Reacciones químicas (coagulación)
● Retención de desbordes y ecualización (homogeneización)
Objetivo: Minimizar o controlar las fluctuaciones de caudal y/o de composición para optimizar las condiciones de procesos subsecuentes. En las operaciones industriales, particularmente, los propósitos son:

● Amortiguar las variaciones de carga orgánica, evitando las descargas de golpe (schock loading).● Minimizar requerimientos de neutralizante (pH variante).● Minimizar cambios bruscos en la carga de sistemas físico químicos (dosificaciones dentro de un rango dado).● Mantener procesos biológicos aun cuando la planta pare.● Prevenir cargas tóxicas puntuales (tip. fenol).
Los ecualizadores suelen agitarse y airearse (previene sedimentación y putrefacción. El mezclado se suele conseguir mediante:
● Distribución del flujo de entrada y bafles● Turbinas mecánicas (más común)● Aireación por aire difundido (3,7 m3 aire/m3 residuo)● Aireación mecánica en superficie (3 a 4 W/m3).
Se puede ecualizar flujo, carga o ambos.
La ecualización de flujo implica un tanque de volumen cambiante. Ecualización de carga (concentraciones) puede realizarse en tanques de volumen constante.
Suele ser más útil un ejemplo de cálculo de homogenizadores que su descripción verbal. Considere, como ejemplo, una planta que opera 12 horas pero que requiere procesos biológicos que no se pueden secar ni quedar sin sustrato, es decir, deben operar 24 horas del día. Se requiere un tanque de un volumen tal que permita capturar la mitad del volumen efluente a tratar para alimentar el proceso durante las horas de flujo cero.
En general, las concentraciones pueden varia, además del caudal. Se suele hablar de "carga" para sintetizar ambos y se obtiene del producto del flujo por la composición. Si el flujo y la carga varían según:
❍ Ci = Conc. de entrada durante el intervalo de muestreo
❍ T = Período de muestreo❍ Q = Flujo medio durante el intervalo de muestreo❍ C0 = Conc. inicial en tanque de ecualización
❍ V = Volumen del tanque de ecualización y❍ C2 = Conc. de salida al final del intervalo de muestreo
entonces (Petterson y Menez, 1984) la concentración de entrada (Ci) se relaciona con la de salida (C2) según:
Ci Q T + C0 V = C2 Q T + C2 V
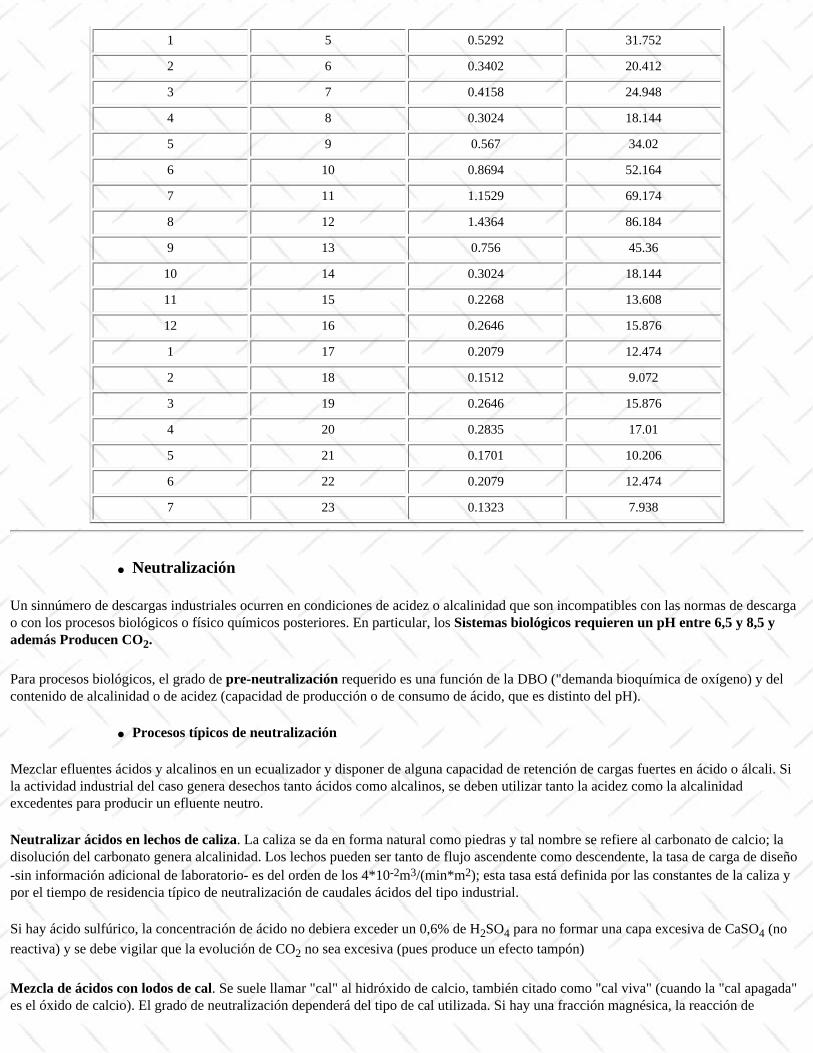
Ejercicio: Debe diseñarse un estanque de ecualización que permite alimentar los procesos aguas abajo a una velocidad de flujo constante, velocidad que debe -también- ser diseñada a partir de los mismos datos.
Hora
de Muestra
Horas
Acumuladas
Flujo
m3/min
Volumen
Acumulado, m3
8 0 0.189 11.34
9 1 0.34776 20.8656
10 2 0.8694 52.164
11 3 1.1718 70.308
12 4 1.0206 61.236
1 5 0.5292 31.752
2 6 0.3402 20.412
3 7 0.4158 24.948
4 8 0.3024 18.144
5 9 0.567 34.02
6 10 0.8694 52.164
7 11 1.1529 69.174
8 12 1.4364 86.184
9 13 0.756 45.36
10 14 0.3024 18.144
11 15 0.2268 13.608
12 16 0.2646 15.876
1 17 0.2079 12.474
2 18 0.1512 9.072
3 19 0.2646 15.876
4 20 0.2835 17.01
5 21 0.1701 10.206
6 22 0.2079 12.474
7 23 0.1323 7.938
● Neutralización
Un sinnúmero de descargas industriales ocurren en condiciones de acidez o alcalinidad que son incompatibles con las normas de descarga o con los procesos biológicos o físico químicos posteriores. En particular, los Sistemas biológicos requieren un pH entre 6,5 y 8,5 y además Producen CO2.
Para procesos biológicos, el grado de pre-neutralización requerido es una función de la DBO ("demanda bioquímica de oxígeno) y del contenido de alcalinidad o de acidez (capacidad de producción o de consumo de ácido, que es distinto del pH).
● Procesos típicos de neutralización
Mezclar efluentes ácidos y alcalinos en un ecualizador y disponer de alguna capacidad de retención de cargas fuertes en ácido o álcali. Si la actividad industrial del caso genera desechos tanto ácidos como alcalinos, se deben utilizar tanto la acidez como la alcalinidad excedentes para producir un efluente neutro.
Neutralizar ácidos en lechos de caliza. La caliza se da en forma natural como piedras y tal nombre se refiere al carbonato de calcio; la disolución del carbonato genera alcalinidad. Los lechos pueden ser tanto de flujo ascendente como descendente, la tasa de carga de diseño -sin información adicional de laboratorio- es del orden de los 4*10-2m3/(min*m2); esta tasa está definida por las constantes de la caliza y por el tiempo de residencia típico de neutralización de caudales ácidos del tipo industrial.
Si hay ácido sulfúrico, la concentración de ácido no debiera exceder un 0,6% de H2SO4 para no formar una capa excesiva de CaSO4 (no
reactiva) y se debe vigilar que la evolución de CO2 no sea excesiva (pues produce un efecto tampón)
Mezcla de ácidos con lodos de cal. Se suele llamar "cal" al hidróxido de calcio, también citado como "cal viva" (cuando la "cal apagada" es el óxido de calcio). El grado de neutralización dependerá del tipo de cal utilizada. Si hay una fracción magnésica, la reacción de
neutralización es muy rápida y llega a pH bajo 4,2. El diseño depende de la curva de titulación de la cal a utilizar.
La reacción de la cal se acelera -como muchas otras- por calor y por agitación física. En sistemas altamente reactivos, se requieren unos diez minutos. La cal se utiliza en lodos al 8 a 15 %.
Otros agentes neutralizantes (alcalinos) típicos son el NaOH, el Na2CO3 o el NH4OH.
Residuos alcalinos, también llamados básicos. Se puede utilizar cualquier ácido fuerte. Por consideraciones prácticas, la elección se limita a considerar el ácido sulfúrico (en la máxima dosis tolerable sin exceder la norma de descarga de sulfatos) y el ácido clorhídrico (para completar la neutralización). La reacción es prácticamente instantánea, pero el grado de mezcla no es instantáneo.
Si se dispone de gases de combustión con CO2 en el orden del 14%, se puede burbujear este gas en la solución alcalina. El CO2 establece
un equilibrio con gas carbónico, HCO3- cuya capacidad ácida se utiliza para neutralizar la carga alcalina. La reacción es -naturalmente-
más lenta que la de los ácidos fuertes en fase líquida pero suele ser de mucho menor costo y aporta –aunque mínimamente- al abatimiento de la carga atmosférica de gases invernadero.
● Sistemas Utilizados para neutralización
Para flujos por debajo de unos 400 m3/día, se suele operar en modo estático (discontinuo, batch); los sistemas estáticos pueden tener controladores automáticos o ser operados manualmente.
Si el flujo excede los 400 m3/día, la regulación de pH se realiza en línea, mediante controladores automáticos.
Si se opera en línea, es importante obtener un buen grado de homogeneización de la solución. La agitación por aire requiere tasas de 0,3 a 0,9 m3 de aire/minuto/m2 de tanque. La agitación mecánica requiere de unos 0,4 HP/m3.
● Control automático de neutralización
El control de pH es difícil. La razones se relacionan con:
● La alta no - linealidad entre flujo de neutralizante y cambio de pH del caudal a neutralizar● el pH de un efluente industrial puede variar con cinéticas tan altas como 1 unidad de pH por minuto!● el flujo puede duplicarse en unos pocos minutos● una pequeña dosis de neutralizante debe mezclarse con una cantidad relativamente enorme de líquido en un
lapso breve
Normalmente, se debe recurrir a controladores a pasos (o en etapas). Por ejemplo, llevar primero a un pH en torno a 5 y después a 6,5 (suponiendo, por ejemplo, que se desea llegar a 6,5 desde 2,0)
● TRATAMIENTOS EN EL PROCESO
En el mayor número de casos, los contaminantes no debieran requerir su "remoción" sino que, más bien, se debiera evitar producirlos y, si se producen, debieran ser capturados en su punto de generación para tratarlos inmediatamente, idealmente para su reutilización en el propio proceso industrial.
La aseveración anterior se basa en:
❍ En primer lugar, la mezcla de una línea de proceso contaminada con otras líneas de proceso, significará la dilución del contaminante con la subsecuente dificultad de su tratamiento (las cinéticas suelen depender de las concentraciones);
❍ Luego, la contaminación de la línea con los compuestos de las líneas con que se mezcla, dificulta, también, los procesos de tratamiento;
❍ Finalmente, el contaminante bien podría ser parte de los insumos de la Planta, de modo que su recuperación tiene incluso sentido económico monetario (más allá del sentido económico ambiental).
Existen diversos "casos típicos" de tratamiento dentro de una Planta industrial; tal vez el caso de mayor utilidad como ejemplo sea la remoción de metales, en particular cromo, porque requieren el ensamble de varias operaciones unitarias en conjunto.
● Remoción de metales pesados
Supondremos, por ahora, conocidos los equipos de sedimentación; al menos en sus tipos básicos:
Convencional: Mezcla rápida, seguido de floculador, con agitación lenta y posterior envío a sedimentador (usualmente con rastras en el fondo).
Reactor/Floculador: En un sólo equipo se juntan mezcla rápida, floculador y decantador (reactor/clarificador)
Sedimentador de alta tasa (HRT): provee una sábana de lodo floculado y decantado más bien alta; el fluido entrante (con floculante) pasa de una zona de floculación y luego ingresa al decantador dentro de la sábana, con lo cual se acelera el crecimiento del flóculo (además se produce una filtración a través del lecho de flóculos decantados.
Casos típicos:
❍ efluentes de papeleras;❍ aceites de corte (800 mg/L alúmina, 450 mg/L ácido sulfúrico, 45 mg/L polielectrolito);❍ efluentes de galvanoplastía;❍ efluentes de curtido al cromo;
La remoción de metales pesados se realiza por precipitación de formas insolubles del metal en solución en el caudal a tratar. Por lo tanto, requiere de alguno de los diversos tipos de sedimentadores.
Por PRECIPITACION se entiende la desolubilización de una molécula o átomo ionizado que estaba previamente disuelto, seguido de su caída hacia el fondo de un recipiente. La ruta más usual para desolubilizar metales es la formación de hidróxidos metálicos mediante la alcalinización de la solución. La reacción consiste en llevar el efluente con metales disueltos al pH de mínima solubilidad del metal en cuestión (producto de solubilidad).
Notas importantes:
● Algunos hidróxidos metálicos son amfotéricos: su curva de solubilidad en función del pH, muestra un mínimo, a partir del cual un corrimiento tanto hacia el ácido como hacia el álcali aumenta la solubilidad.
● El cambio de solubilidad con el pH es una curva bastante aguda (pronunciada).● Ciertos reactivos típicos de procesos metálicos, como el cianuro y el amonio, impiden la formación del hidróxido pues forman
complejos metálicos solubles.● Si un metal excede la norma legal, es usualmente necesario buscar su fuente aguas arriba y abatirlo en la línea particular de su
descarga (cinética depende de la concentración).
❍ Tratamientos
Nota: Si en el efluente a tratar, en el que está disuelto el metal, existe cianuro o amonio, éstos deben ser removidos antes de tratar los metales pesados. Tanto el cianuro como el amonio pueden cambiar a fase gas al cambiar el pH de la solución. Ambos gases no deben estar presentes en ambientes laborales, debido a su toxicidad.
Cianuro: Clorinación alcalina (si no hay Níkel ni Plata); Oxidación catalítica sobre carbón;
Amonio: lavado con vapor o clorinación de punto crítico.
Los metales pesados, en general, pueden precipitarse por la ruta hidróxido (agregar cal); por la ruta sulfuro (agregar sulfuro) o por la ruta carbonato (típicamente el plomo). Según se declaró previamente, se debe buscar formar aquellas sales del metal cuya solubilidad sea escasa, que es el caso de los hidróxidos, los sulfuros o los carbonatos.
La remoción de arsénico o cadmio se puede efectuar por co - precipitación con hierro o aluminio, obteniendo bajos niveles remanentes en solución.
A fin de cumplir los requerimientos de bajo nivel de metales en los efluentes, puede ser necesario llegar hasta el uso de filtros para retener el flóculo.
La precipitación/clarificación por sí sola no puede llegar a niveles más bajos que el orden 1 a 2 ppm, mientras que con filtros se puede llegar debajo de la media ppm.
● CROMO
El Cromo hexavalente (Cr+6) no forma hidróxidos. En cambio, el cromo trivalente (Cr+3) si lo forma. Por ende, si existe Cromo 6 en el efluente, este debe ser llevado a trivalente (+3) previo a la formación del hidróxido. Se suele hablar de reacciones de óxido/reducción (para reducir el cromo, se debe agregar un reactivo que se oxide).
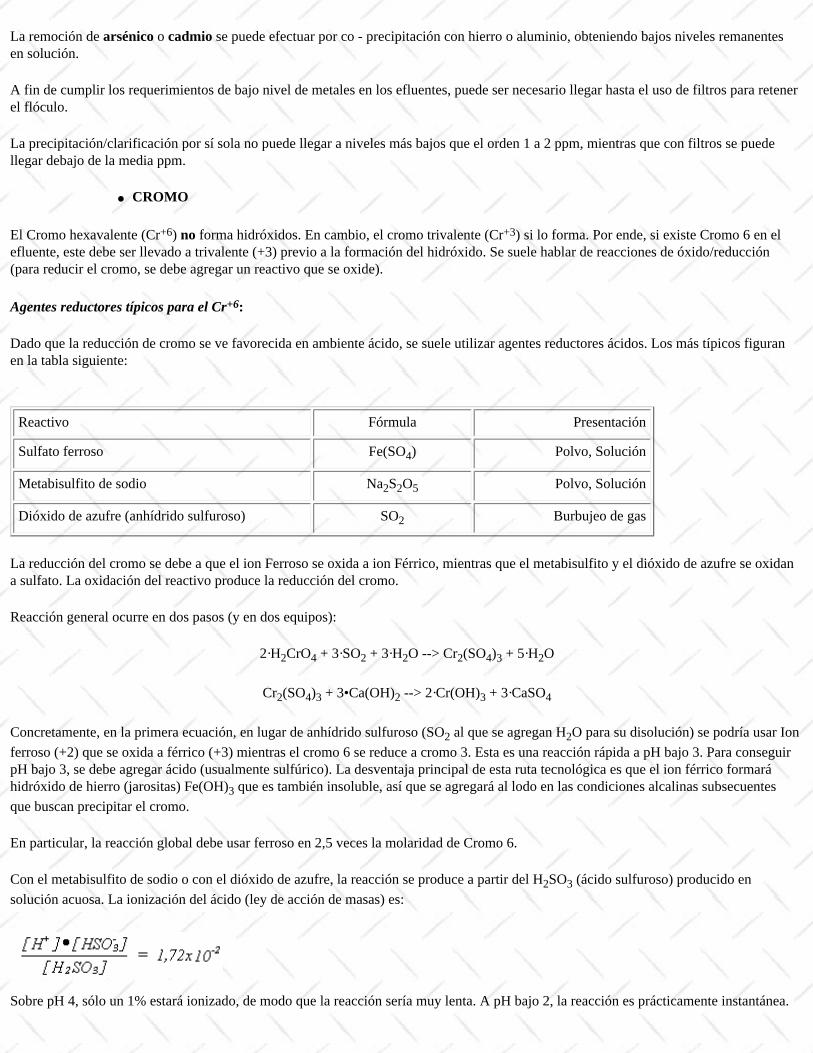
Agentes reductores típicos para el Cr+6:
Dado que la reducción de cromo se ve favorecida en ambiente ácido, se suele utilizar agentes reductores ácidos. Los más típicos figuran en la tabla siguiente:
Reactivo Fórmula Presentación
Sulfato ferroso Fe(SO4) Polvo, Solución
Metabisulfito de sodio Na2S2O5 Polvo, Solución
Dióxido de azufre (anhídrido sulfuroso) SO2 Burbujeo de gas
La reducción del cromo se debe a que el ion Ferroso se oxida a ion Férrico, mientras que el metabisulfito y el dióxido de azufre se oxidan a sulfato. La oxidación del reactivo produce la reducción del cromo.
Reacción general ocurre en dos pasos (y en dos equipos):
2·H2CrO4 + 3·SO2 + 3·H2O --> Cr2(SO4)3 + 5·H2O
Cr2(SO4)3 + 3•Ca(OH)2 --> 2·Cr(OH)3 + 3·CaSO4
Concretamente, en la primera ecuación, en lugar de anhídrido sulfuroso (SO2 al que se agregan H2O para su disolución) se podría usar Ion
ferroso (+2) que se oxida a férrico (+3) mientras el cromo 6 se reduce a cromo 3. Esta es una reacción rápida a pH bajo 3. Para conseguir pH bajo 3, se debe agregar ácido (usualmente sulfúrico). La desventaja principal de esta ruta tecnológica es que el ion férrico formará hidróxido de hierro (jarositas) Fe(OH)3 que es también insoluble, así que se agregará al lodo en las condiciones alcalinas subsecuentes
que buscan precipitar el cromo.
En particular, la reacción global debe usar ferroso en 2,5 veces la molaridad de Cromo 6.
Con el metabisulfito de sodio o con el dióxido de azufre, la reacción se produce a partir del H2SO3 (ácido sulfuroso) producido en
solución acuosa. La ionización del ácido (ley de acción de masas) es:
Sobre pH 4, sólo un 1% estará ionizado, de modo que la reacción sería muy lenta. A pH bajo 2, la reacción es prácticamente instantánea.
Los requerimientos teóricos por ppm de cromo son:
■ 2,81 ppm de Na2S2O5 al 97,5 %
■ 1,52 ppm de H2SO4
■ 2,38 ppm cal al 90%■ 1,85 ppm de SO2
La cantidad de cal requerida para la alcalinización, en la segunda ecuación, se reduce ligeramente por la naturaleza alcalina del sulfato de cromo 3, que se forma a pH 3. Cuando el pH llega a 8,9 el hidróxido de cromo es prácticamente insoluble; la experiencia muestra que se pueden retirar lodos de este hidróxido en el orden 1 a 2% en peso.
Si se usa SO2, se debe agregar exceso de este reactivo para compensar el consumo por el oxígeno que está usualmente disuelto en las
aguas (agregar unas 35 ppm).
El consumo de ácido no se puede "calcular"; y al igual que la neutralización, se debe titular experimentalmente una muestra representativa (el cálculo requeriría de un conocimiento exhaustivo de la composición de la solución, asunto poco común en la práctica industrial).
Si el caudal está bajo 110 m3/día, es usual que sea más económico el proceso batch (este límite cambia a menudo pero es una buena heurística hoy en día).
El Lodo se puede despachar a secado en lechos de arena, techados. En otoño se obtiene un lodo paleable después de unas 48 horas en lecho de arena.
El proceso en continuo requiere un tanque de acidificación y reducción, seguido de un tanque de mezclado y reacción donde se dosifica álcali y luego un sedimentador. Los tiempos de retención en cada tanque deben estimarse entre dos y cuatro veces los tiempos teóricos. Como heurísticas: unos 20 minutos para floculación; reducción a 4 veces el tiempo teórico; sedimentación a una tasa no superior a 20 (m3/día)/m2.
En este ejercicio, se utilizará el conocimiento exhaustivo de la composición del caudal: en una instalación industrial en la que es necesario recuperar el cromo en una línea del proceso. El caudal, Q, alcanza a 114 m3/día; [Cr+6]= 49 ppm y se puede suponer constante en la línea hay, además, cobre ([Cu]= 11 ppm) y cinc ([Zn]= 12 ppm). Se resuelve tratar con anhídrido sulfuroso, (SO2), ya que este sobra en la
propia chimenea de la planta.
Debe usted calcular los requerimientos de reactivos y la producción diaria de lodos.
Notas: Suponga que el caudal tiene 5 ppm de O.D.
Considere que tanto el Cu como el Zn requieren 1,3 partes (en mg) de una solución al 90% de cal para su precipitación (con lo que no necesita la titulación experimental).
● Arsénico
Aparece en efluentes de metalurgia, vidriería, cerámicos, curtiembre, tinturas, pesticidas, etc. Como problema típicamente chileno, el arsénico se encuentra asociado a los minerales de cobre que el país extrae y aparece, por ende, tanto en las emisiones como en los riles.
La precipitación del arsénico como sulfuro permite alcanzar niveles del orden de las 0,05 ppm, agregando sulfuro de sodio o de hidrógeno a pH 6 a 7. Estos niveles son difíciles de obtener por decantación y se suele recurrir a filtración del flóculo.
Si la concentración inicial es baja, se suele recurrir a carbono activado; se reportan casos de salidas en el orden 0,06 ppm para entradas de 0,2 ppm.
La coprecipitación con hidróxido férrico floculado lleva a concentraciones de 0,005 ppm. Posiblemente la formación de cristales que contengan fierro y arsénico permita obtener una especie mineral que sea ambientalmente estable (es decir, que pueda ser dispuesta en botaderos como residuo no peligroso de acuerdo a los ensayos de lixiviación de las normas de la EPA)
● Bario
Fácilmente removible como sulfato de bario, extremadamente insoluble, con una solubilidad teórica máxima de 1,4 ppm (25o C) para razones equimolares de bario y sulfato. La concentración es aun más baja si se aumenta la concentración de sulfato. Niveles típicos de salida: 0,5 ppm.
El bario se puede retirar de la solución por intercambio iónico o por electrodiálisis.
● Cadmio
Se remueve por precipitación o por intercambio iónico. Si el efluente acarrea Cd concentrado, entonces se puede utilizar, incluso, evaporación o electrólisis.
El hidróxido de cadmio es insoluble y altamente estable a pH alcalino. Solubilidad 1 ppm (pH 8); 0,05 ppm (pH 11). Coprecipitación con hidróxido férrico a pH 6,5 lleva el cadmio a 0,008.
El cadmio establece complejos solubles en presencia de agentes complejantes (cianuro). Estos agentes deben removerse previo a los procesos alcalinos. Existe un proceso de oxidación (al peróxido de hidrógeno) que oxida el cianuro y produce óxido de cadmio, recuperable.
● Cobre
El cobre se suele retirar por precipitación o por procesos orientados a su recuperación (alto valor económico en otros países). Se encuentran procesos de evaporación, intercambio iónico, electrodiálisis, oxidación y alcalinización.
Si [Cu] en orden 200 ppm se usa intercambio iónico o carbón activado. El hidróxido es relativamente insoluble pero se usa NaOH para evitar el sulfato de calcio en los lodos. El óxido tiene un mínimo de solubilidad a pH entre 9 y 10,3 con solubilidad de 0,01 ppm; la práctica dice que se puede llegar a 0,02 a 0,07. La precipitación del sulfuro permite llegar a 0,02 ppm, a pH 8,5. Se deben remover los agentes complejantes.
Contrario a una curiosa percepción pública, las instalaciones mineras nacionales no producen contaminación por cobre, si bien antigüamente se permitía la formación libre de sulfato de cobre a partir de los botaderos de minerales "estériles" (que sólo quiere decir que tenían poco cobre al tiempo de su extracción).
● Fluoruros
Precipita, con cal, como fluoruro de calcio, con efluentes del orden 10 a 20 ppm. Si se agrega magnesio, los efluentes bajan por efecto de la absorción del ion fluoruro sobre el hidróxido de magnesio (1,0 ppm de flúor). Para pulimento se utilizan intercambiadores iónicos (por ejemplo, existe uno basado en sólidos cubiertos por alúmina).
● Hierro
Existe como férrico (+3) o ferroso (+2). La presencia del ferroso es menos probable ya que en condiciones abiertas a la atmósfera se oxida a férrico. El férrico precipita como hidróxido o, más en general, como jarosita (con algún otro catión, que puede ser desde aluminio hasta amonio) a pH neutro. Sin embargo, a pH muy alto (alcalino) el férrico puede solubilizarse gracias a la formación del Fe(OH)4
- como
complejo. El sistema típico de remoción de hierro consiste en llevar todo el hierro a estado férrico y precipitarlo a pH 7. La oxidación es rápida a pH 7,5 y bajo aireación.
● Plomo
Se le precipita usualmente como carbonato (PbCO3) aunque también como hidróxido (Pb(OH)2). Por adición de cenizas (cal, soda) se
obtiene un efluente de 0,01 a 0,03 ppm a pH 9 a 9,5.
Es también posible formar el sulfuro de plomo, mediante sulfuro de sodio o de hidrógeno.
● Manganeso
De las múltiple formas que puede adquirir, pocas son solubles. Su separación, por tanto, consiste en llevarlo a las formas insolubles mediante rutas de oxidación o de reducción. El manganeso no es, en todo caso, un contaminante sujeto a normas particularmente estrictas.
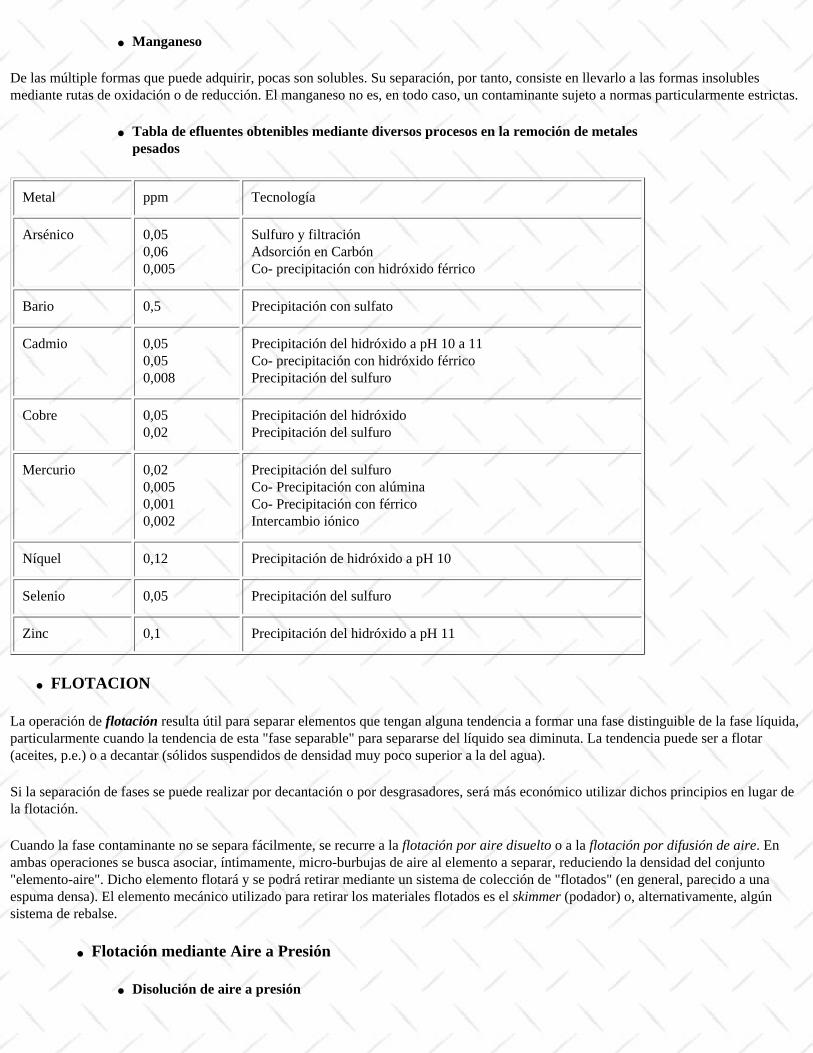
● Tabla de efluentes obtenibles mediante diversos procesos en la remoción de metales pesados
Metal ppm Tecnología
Arsénico 0,05 0,06 0,005
Sulfuro y filtración Adsorción en Carbón Co- precipitación con hidróxido férrico
Bario 0,5 Precipitación con sulfato
Cadmio 0,05 0,05 0,008
Precipitación del hidróxido a pH 10 a 11 Co- precipitación con hidróxido férrico Precipitación del sulfuro
Cobre 0,05 0,02
Precipitación del hidróxido Precipitación del sulfuro
Mercurio 0,02 0,005 0,001 0,002
Precipitación del sulfuro Co- Precipitación con alúmina Co- Precipitación con férrico Intercambio iónico
Níquel 0,12 Precipitación de hidróxido a pH 10
Selenio 0,05 Precipitación del sulfuro
Zinc 0,1 Precipitación del hidróxido a pH 11
● FLOTACION
La operación de flotación resulta útil para separar elementos que tengan alguna tendencia a formar una fase distinguible de la fase líquida, particularmente cuando la tendencia de esta "fase separable" para separarse del líquido sea diminuta. La tendencia puede ser a flotar (aceites, p.e.) o a decantar (sólidos suspendidos de densidad muy poco superior a la del agua).
Si la separación de fases se puede realizar por decantación o por desgrasadores, será más económico utilizar dichos principios en lugar de la flotación.
Cuando la fase contaminante no se separa fácilmente, se recurre a la flotación por aire disuelto o a la flotación por difusión de aire. En ambas operaciones se busca asociar, íntimamente, micro-burbujas de aire al elemento a separar, reduciendo la densidad del conjunto "elemento-aire". Dicho elemento flotará y se podrá retirar mediante un sistema de colección de "flotados" (en general, parecido a una espuma densa). El elemento mecánico utilizado para retirar los materiales flotados es el skimmer (podador) o, alternativamente, algún sistema de rebalse.
● Flotación mediante Aire a Presión
● Disolución de aire a presión
El flujo contaminado que ingresa (o, en otro tipo de FAD, una porción del efluente clarificado), se presuriza, en presencia de aire, a una presión de unas 50 a 70 libras (3,4 a 4,8 atm, 345 a 483 kPa).
● Desolubilización de aire
Teniendo presente que la solubilidad del aire en un líquido aumenta con la presión (y disminuye con la temperatura), se puede concluir que se disolverá una masa de aire mucho mayor que la que podría contener el líquido a presión atmosférica. Así, al producir la salida de esta mezcla "líquido-aire a presión" hacia un tanque a presión atmosférica, el aire deberá desolubilizarse. Dicha desolubilización ocurre en todo el seno de la solución en forma de muy pequeñas burbujas que se asocian y quedan entremezcladas con los elementos que forman una fase distinguible de la fase líquida (aceites, grasas, sólidos suspendidos, células, etc.).
● Flotación
Las partículas a separar, con finísimas burbujas de aire disuelto por desolubilización, flotan hacia la superficie de un tanque estático, en forma de nata o de burbujas.
● Remoción
El material flotado es retirado con un sistema mecánico o por rebalse. El sistema mecánico esta compuesto por brazos radiales que giran a baja velocidad empujando el material flotado hacia puntos de colección (skimmer). El líquido clarificado se retira por el fondo de la operación; una fracción del efluente suele ser recirculado hacia el tanque de presurización.
● Solubilidad y relajación de aire
La saturación del agua con aire es directamente proporcional a la presión e inversamente proporcional a la temperatura. Tanto la solubilidad del aire como la del nitrógeno siguen la ley de Henry en un amplio rango de presiones; pero, la tasa de cambio (pendiente de la recta) de la solubilidad con la presión para diversos efluentes contaminados depende del material en particular.
Si una muestra líquida ha sido saturada con aire a una presión P es dispuesta a una presión menor, Pa (atmosférica, por ejemplo),
entonces la cantidad teórica de aire que abandonará la fase líquida será s (en cm3/L), dado por:
donde sa indica la solubilidad del aire a presión Pa.
La cantidad de aire desolubilizado depende de las condiciones de turbulencia en el punto de reducción de presión y del grado de saturación obtenido en el sistema a presión.
La solubilidad del aire en efluentes industriales puede ser (generalmente es) menor que en el agua pura. Como regla heurística, los tanques a presión suelen conseguir entre un 85 a un 90 % de la saturación; por lo tanto, la ecuación se suele expresar como:
donde es la fracción de saturación obtenida en el tanque a presión (es decir, varía entre 0,85 y 0,9).
La eficiencia de un sistema de FAD depende de que se entregue suficiente, y no más del necesario, aire como para flotar una fracción
sustancial del material a separar. Poco aire flotación de sólo una parte del material; exceso de aire gasto innecesario.
La eficiencia se mide en términos de una razón AIRE/SOLIDOS, usualmente expresada por la masa de aire desolubilizado (A) por unidad de masa de sólidos (S) del caudal entrante:
donde Qes el caudal entrante, Res el reciclo presurizado y Saes la concentración de sólidos suspendidos o aceite entrante.
La relación A/S con la calidad del efluente depende de la naturaleza del contaminante:
El tamaño de las micro-burbujas, cuando la presión era de 20 a 50 psi, resultó en el orden de 30 a 120 µm.
La velocidad de ascenso siguió la ley de Stokes, muy cercanamente, resultando del orden de unos 2,5 a 12 cm/min.
Si la razón A/S crece, la velocidad de ascenso crece. Se han observado velocidades de 9,4 a 55 cm/min., al trabajar con lodos activos a tazas de recirculación de 100, 200 y 300% (40 psi).
● Variables de diseño
De mayor importancia: Presión, Tasa de recirculación, Concentración de sólidos entrante, período de retención.
Al incrementar el período de retención, decrementan los sólidos suspendidos en el efluente e incrementa la concentración de sólidos flotados. Si se diseña para clarificación, el período de retención suele ser de unos 20 a 30 minutos, con tasas de ascenso típicas del orden 0,061 (m3/min)/m2; si la aplicación es de espesamiento, se requieren períodos de retención mayores (3 a 5 veces).
Los componentes principales de una FAD son:
❍ Bomba de presurización (100 psi)❍ Tanque de retención❍ Válvula de reducción de presión❍ Unidad de flotación.
La bomba de presurización crea una presión elevada para disolver una gran masa de aire en el efluente, el aire suele ser agregado antes de la bomba, posiblemente por succión. El aire y el efluente son mezclados a presión en el tanque, durante unos 2 a 3 minutos; la presión se mantiene constante mediante válvulas de regulación. La unidad de flotación podría ser circular o rectangular.
Altos grados de clarificación exigen la adición de reactivos de floculación al caudal entrante, previo a la presurización; se suele encontrar el uso de alúmina y/o polielectrolitos. La velocidad de ascenso de flóculos (con reactivos) suele llegar al orden 20 a 60 cm/min.).
● Flotación por aire inducido
Un sistema similar, que suele ser confundido con la FAD, de menor costo utiliza principios similares pero opera por inducción de aire a presión atmosférica.
El aire es solubilizado por un sistema de autoinducción, mediante un sistema rotor-dispersor. El líquido pasa por las aperturas del dispersor, creando un vacío que absorbe aire desde el espacio circundante. El líquido luego se desplaza lentamente a lo largo de celdas y el flotado es descargado por rebalse.
Este tipo de sistemas reduce el costo pues no requiere tanques a presión ni equipos motrices aparte del inductor. En ciertas aplicaciones, se ha requerido menos espacio.
Como desventaja se puede citar: Mayor consumo de potencia eléctrica; dependencia de un control muy preciso; menor flexibilidad en reactivos y floculantes; volumen más alto de flotados (3 a 7% versus 1% en FAD); menor disposición de datos industriales.
El diseño de cualquiera de las dos unidades requiere, como siempre, experiencias de laboratorio que evalúen, explícitamente, las características de flotabilidad de un residuo determinado.

EJEMPLO
Q=0,57 m3/min; T= 39,4 ºC; Aceites no emulsificados y sólidos suspendidos no decantables. Aceites 120 mg/L; Reducir el aceite a menos que 20 ppm.
Los resultados de laboratorio indican que:
❍ Dosis alúmina 50 mg/L❍ Presión = 60 psig (4,1 atm relativas)❍ Producción de lodos = 0,64 mg/mg de alúmina❍ Lodo = 3% en peso.
Tasa de carga = 0,11 (m3/min)/m2 (fabricante)
Calcular:
a) tasa de reciclo b) Area de la unidad de flotación c) Cantidad de lodo generado
● Operaciones Unitarias
Existe un gran número de procesos distintos, sean estos de
● producción (ejemplos: de leche en polvo; de Pisco, etc.); o de● separación (ejemplos: de cobre; de gasolinas; etc.)
de gran complejidad; pero, cada uno de estos puede ser subdivido en un número de pasos, llamados operaciones (filtración, sedimentación, reacción, fermentación, destilación, fundición, etc.), que se repiten una y otra vez en los diversos procesos.
Es útil destacar que las muy diversas operaciones individuales utilizan técnicas similares entre sí y que se basan en los mismos principios fundamentales.
El concepto de Operaciones Unitarias promete que:
Mediante el estudio sistemático de las operaciones unitarias
se simplifica y unifica el tratamiento de todos los procesos existentes y por existir.
● Clasificación de las Operaciones Unitarias
Las operaciones unitarias se abocan, principalmente, al transporte y al intercambio de Energía y Materia, centralmente mediante mecanismos físicos pero también por mecanismos químicos. La mayor parte (no todas) de las operaciones unitarias importantes que pueden combinarse de distintas formas para formar un proceso son:
● Flujo (transporte) de fluidos de un punto a otro
● Transferencia de calor, referido a la acumulación (o pérdida) y transporte de calor y energía de un punto a otro● Evaporación (caso especial de transferencia de calor)● Secado● Destilación (separación de componentes gracias a sus distintas presiones de vapor)● Absorción (remoción de un componente de un caudal gaseoso mediante un líquido)● Extracción líquido-líquido (un soluto en un solvente determinado se remueve mediante otro solvente,
inmiscible en el original)● Lixiviación Líquido-Sólido (solubilización de un soluto contenido en un sólido fino que lo disuelve)● Cristalización (remoción de un soluto -p.e. una sal- desde una solución mediante precipitación del soluto)● Separaciones mecánicas (separación de fases por medios mecánicos: filtración, decantación, reducción de
tamaño, etc. usualmente aparecen como operaciones unitarias distintas)
Las Operaciones Unitarias son aplicables tanto a procesos físicos como químicos. Además, un número de operaciones unitarias produce cambios de composición de las soluciones y mezclas sin que ocurran reacciones químicas (separación de las sustancias constitutivas de una solución) y se pueden obtener por medios mecánicos (separación de sólidos, p.e.). Si las operaciones implican cambios en la composición de una misma fase, se las denomina operaciones de transferencia de masa (u operaciones difusionales), en las que una sustancia se transfiere a través de otra, usualmente en escala molecular.
De la miríada de operaciones unitarias existentes, discutiremos aquellas que con mayor frecuencia se utilizan para la remediación de impactos ambientales de líquidos. En particular, se analizarán las operaciones de sedimentación y de flotación. En ambos casos, puede ser necesario recurrir a la coagulación y floculación que también será examinada en este apunte.
● Sedimentación
La operación de sedimentación (producir un sedimento) se utiliza para retirar sólidos suspendidos en aguas que los contengan. Según sea la naturaleza de los sólidos presentes en la suspensión, aparecen tres clases de procesos: sedimentación simple; sedimentación floculenta; y sedimentación de bloques (zone settling). En la sedimentación simple, cada partícula cae como si no existiese ninguna otra en la solución; cuando es floculenta, en cambio, las partículas se aglutinan unas con otras durante su caída; finalmente, la sedimentación en bloques ocurre cuando los flóculos conforman una malla y caen como un sólido en conjunto unos con otros flóculos.
● Sedimentación simple
La sedimentación simple, de partículas aisladas, ocurre en cuanto la fuerza gravitacional sobre una partícula suspendida en un medio líquido excede la cuantía total de las fuerzas que mantienen a la partícula en suspensión. La velocidad terminal de la partícula es:
donde v es la velocidad terminal; g la aceleración de gravedad; la densidad de la partícula; la densidad del líquido; D el diámetro de la partícula y Cd el coeficiente de arrastre (drag force) sobre la partícula. El coeficiente de arrastre se relaciona con las condiciones de
flujo (mediante el número de Reynolds) pues puede ser resultado de las fuerzas viscosas o las inerciales. En particular, cuando el número de Reynolds es pequeño Cd=24/N con N número de Reynolds, y la expresión de la velocidad terminal se simplifica a la (más conocida)
ley de Stokes ( es la viscosidad)
Del conocimiento de la velocidad terminal fue posible deducir (Camp T.R. Transactions ASCE, volumen 111, página 909, 1946) una relación para calcular un tanque de sedimentación (basado en un número de hipótesis simplificadoras) en el que la partícula se considera removida cuando ha recorrido la profundidad efectiva de sedimentación. La velocidad de sedimentación de una partícula que sedimenta durante el tiempo teórico de sedimentación se puede considerar una tasa de carga v0 (o tasa de rebalse):
donde Q es el flujo volumétrico a través del tanque, mientras que A es el área del mismo.
Si bien la velocidad de sedimentación libre es una función del número de Reynolds, se puede considerar que los valores en el rango de 0,1 a 10 cm/s (es decir, es una sedimentación rápida) para partículas de 0,01 a 0,15 mm de diámetro medio (además, el factor de forma de las partículas también produce alteraciones). Debe ser claro que para partículas de un mismo material y forma, la velocidad aumenta con el diámetro.
Todas las partículas cuya velocidad de sedimentación, v, exceda v0 serán completamente removidas del caudal.
Aquellas partículas cuya velocidad de sedimentación sea menor, serán removidas en la razón de v/v0.
Si bien estas velocidades están sujetas a varios efectos secundarios, es claro que se ha llegado a una ecuación de diseño con bases fundamentales sólidas.
En general, en un residuo industrial que exceda la norma legal de sólidos suspendidos se encontrará una diversidad de tamaños de partículas y el diseñador debe seleccionar aquella velocidad de diseño que permite remover sólidos en el grado necesario.
La profundidad de un sedimentador, por otra parte, se debe obtener de otras consideraciones, asociadas a:
● tiempo de residencia hidráulico que se puede sostener para el RIL del caso (por ejemplo, en algunos casos se podría producir putrefacción);
● con costos de construcción (la profundidad significa costos);● con la capacidad de retención del sólido separado (a mayor volumen de estanque, mayor será la capacidad de retener el sedimento
dentro del estanque, disminuyendo la frecuencia de retiro de ese material)
■ Sedimentación floculenta
En este caso, la velocidad de sedimentación de una partícula aumenta a medida que va sedimentando, porque en su caída se asocia a otra(s) partícula(s), aumentando así el tamaño (y por ende su velocidad de caída) de ambas.
Dada la naturaleza de las asociaciones entre partículas, no es posible calcular las velocidades de sedimentación y es necesario medirlas en un laboratorio.
La medición se realiza en una columna estándar, de unos 15 cm de diámetro y unos 2 y medio metros de altura. La columna debe disponer, cada 50 cm, de salidas laterales para la toma de muestras a las que se les determina el contenido de sólidos suspendidos. La figura contiene una reseña de este tipo de columnas (dimensiones en centímetros). En cada uno de los puntos de toma de muestras se colecta un pequeño volumen, a una frecuencia dada (cada 10 minutos, por ejemplo), durante unas 2 horas (si fuese necesario). A estas muestras se les determina el contenido de sólidos suspendidos, a fin de organizar los puntos en una gráfica (o para alimentar un modelo matemático, que es lo mismo).
Los puntos en una gráfica sirven para estimar un conjunto de curvas suaves que representan los porcentajes de remoción en cada punto de toma de muestras. Estas curvas suaves indican las velocidades de sedimentación (para diversos tamaños de flóculos que no se especifican) que se utilizan para diseño (es decir, en el diseño se debe elegir a que velocidad de rebalse operar para remover qué porcentaje de
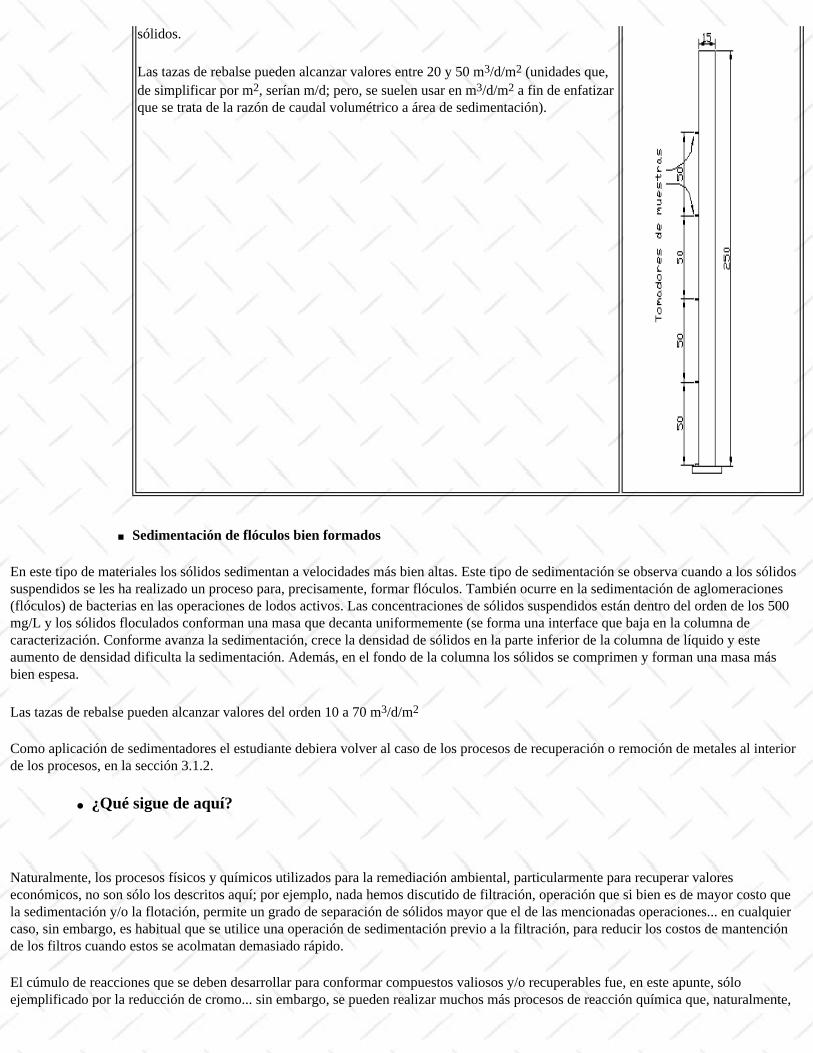
sólidos.
Las tazas de rebalse pueden alcanzar valores entre 20 y 50 m3/d/m2 (unidades que, de simplificar por m2, serían m/d; pero, se suelen usar en m3/d/m2 a fin de enfatizar que se trata de la razón de caudal volumétrico a área de sedimentación).
■ Sedimentación de flóculos bien formados
En este tipo de materiales los sólidos sedimentan a velocidades más bien altas. Este tipo de sedimentación se observa cuando a los sólidos suspendidos se les ha realizado un proceso para, precisamente, formar flóculos. También ocurre en la sedimentación de aglomeraciones (flóculos) de bacterias en las operaciones de lodos activos. Las concentraciones de sólidos suspendidos están dentro del orden de los 500 mg/L y los sólidos floculados conforman una masa que decanta uniformemente (se forma una interface que baja en la columna de caracterización. Conforme avanza la sedimentación, crece la densidad de sólidos en la parte inferior de la columna de líquido y este aumento de densidad dificulta la sedimentación. Además, en el fondo de la columna los sólidos se comprimen y forman una masa más bien espesa.
Las tazas de rebalse pueden alcanzar valores del orden 10 a 70 m3/d/m2
Como aplicación de sedimentadores el estudiante debiera volver al caso de los procesos de recuperación o remoción de metales al interior de los procesos, en la sección 3.1.2.
● ¿Qué sigue de aquí?
Naturalmente, los procesos físicos y químicos utilizados para la remediación ambiental, particularmente para recuperar valores económicos, no son sólo los descritos aquí; por ejemplo, nada hemos discutido de filtración, operación que si bien es de mayor costo que la sedimentación y/o la flotación, permite un grado de separación de sólidos mayor que el de las mencionadas operaciones... en cualquier caso, sin embargo, es habitual que se utilice una operación de sedimentación previo a la filtración, para reducir los costos de mantención de los filtros cuando estos se acolmatan demasiado rápido.
El cúmulo de reacciones que se deben desarrollar para conformar compuestos valiosos y/o recuperables fue, en este apunte, sólo ejemplificado por la reducción de cromo... sin embargo, se pueden realizar muchos más procesos de reacción química que, naturalmente,
exceden este apunte.
Otras operaciones (mencionadas brevemente antes) no fueron discutidas aquí pues en su mayor parte resultan honerosas (a menos que se deban recuperar compuestos suficientemente valiosos) o excesivamente complejas (agregan costos de operación) para el caso habitual de los procesos de abatimiento de contaminantes. El lector deberá acceder a otras fuentes si requiere de operaciones más sofisticadas.
Como ejemplo, de gran importancia nacional, de estas "otras" operaciones "más sofisticadas" se puede considerar el caso de la producción de cobre. En esta actividad industrial se producen, además del cobre, los otros compuestos que están en la litosfera en relación cercana con el mineral de cobre beneficiado; es el caso del molibdeno y del arsénico. Aquí la escala del problema es abismal y el lector podría estar interesado en leer sobre una "posible" solución mediante métodos biológicos, que se incluye a continuación en forma de apéndice.
● Apéndice: Reducción de Sulfato
Opciones Tecnológicas Asociadas a las
Bacterias Reductoras del Sulfato Leandro Herrera, José Hernández, César Sáez
Facultad de Ciencias Físicas y Matemáticas, Universidad de Chile
❍ RESUMEN
Se presentan los fundamentos bioquímicos, químicos y tecnológicos asociados a la utilización de procesos anaerobios autotróficos que permiten llevar especies moleculares de azufre (anhídridos sulfurosos en fase gas, ácido sulfúrico, etc.) de bajo valor comercial a especies moleculares de mayor valor (sulfuro de sodio, azufre elemental sólido, etc.).
Se desarrollan ejemplos simplificados para la producción de sulfuro de sodio a partir de gases sulfurados y a partir de ácido sulfúrico. En ambos casos se obtiene un horizonte de evaluación económica basado en una tonelada de material a tratar y en valores de costo actuales. Los resultados de análisis no contemplan costos de amortización de inversiones, ni operacionales, ni de desarrollo, ni ineficiencias del proceso; aspectos para los cuales sería necesario definir, previamente, una base particular de aplicación.
Para el caso del ejemplo simplificado de producción de sulfuro de sodio, se obtiene una ganancia de US$491 por tonelada de anhídrido sulfuroso (SO2) y de US$395 por tonelada de ácido sulfúrico (H2SO4). Se considera que ambas cifras ofrecen un horizonte que amerita la
profundización de estos estudios.
Se discute un diagrama de flujos del proceso propuesto en que se observa que todas las líneas se reciclan internamente (tecnologías "limpias") pero hay producción de células y, de sulfuros metálicos (de existir metales en los gases), que se deben beneficiar de alguna manera y cuyo análisis económico no forma parte de esta publicación. El documento contiene algunas citas de material público.
● Introducción
Las Bacterias Reductoras del Sulfato (BRS) proporcionan un mecanismo que puede resultar útil en un número importante de aplicaciones industriales. Estas bacterias, de carácter anaerobio (las anaerobias no utilizan oxígeno en su metabolismo y, lo que es más, generalmente les resulta tóxico), han sido clasificadas y caracterizadas (en algún grado) de acuerdo a sus propiedades morfológicas, metabólicas y de hábitat. Se pueden encontrar, por ejemplo, una docenas de especies (con varias subespecies en algunos casos en los catálogos de las colecciones principales, por ejemplo NCIMB). Entre las primeras propiedades elicitadas se observó que este tipo de bacterias tenía la capacidad de reducir sulfato en forma no asimilatoria (las bacterias, en general, poseen la capacidad de utilizar sulfato para obtener el azufre necesario para la síntesis de algunas proteínas; pero la cantidad de sulfato asimilado con este propósito es muy pequeña y se conoce como reducción asimilatoria de sulfato), con consumo de orgánicos del tipo lactato, con la estequiometría:

es decir, la reducción biológica de un mol de sulfato (SO4) requiere de dos moles de lactato y produce dos moles de acetato y un mol de
sulfuro de hidrógeno (H2S, también conocido como ácido sulfhídrico). La utilización de esta ruta bioquímica conduce a procesos que son
técnicamente factibles pero extraordinariamente costosos[1].
El trabajo del Laboratorio llevó a observar que las reacciones bioquímicas asociadas a estas bacterias dependía de un consorcio anaerobio, donde el hidrógeno gaseoso (H2) jugaba un rol crítico. Se realizó, entonces, la investigación básica de la reducción de sulfato utilizando
mecanismos quimio autotróficos, mediante la adición de hidrógeno gaseoso a un cultivo de bacterias originalmente basado en orgánicos de descarte (basuras)[2].
Se ratificó la estequiometría:
Similarmente, se observó que las bacterias reductoras de sulfato por rutas autotróficas habían sido reportadas hacía bastante tiempo[3], si bien nunca antes para la bacteria Desulfovibrio desulfuricans, que se suponía que requería carbono orgánico. También se observó que otros autores también proponían tecnologías basadas en ellas[4].
La investigación arrojó resultados que significaron, en síntesis, una disminución de costos, puesto que el hidrógeno gaseoso (producido desde gas metano) tiene un costo muchísimo más bajo que el lactato. Además, la factibilidad técnica mejoró debido a que los insumos (dióxido de carbono e hidrógeno) y el producto (ácido sulfhídrico) son gaseosos, simplificando los procesos de separación asociados al reactor biológico principal.
● Los procesos mineros
De un punto de vista global, las operaciones mineras de alta escala pueden ser vistas como procesos de separación del metal del caso (por ejemplo cobre) del resto de los elementos que conforman el mineral (que podría ser, por ejemplo sulfuro de cobre). En esta visión global, es claro que de la separación deben aparecer, cuantitativamente, el resto de los elementos en una o otra fase (sólida, líquida o gaseosa). Al considerar el procesamiento de sulfuros de cobre se obtiene cobre elemental (sólido) y los sulfuros aparecen tanto en fase gaseosa (anhídridos de azufre, de las formas SOx, donde x puede ser 2 o 3 aunque predomina la forma SO2) como en fase líquida (en la forma
sulfatos, SO4) y en fase sólida cuando se forman sales poco solubles, como el sulfato de calcio, típico de la neutralización del pH de
efluentes mediante hidróxido de calcio.
Naturalmente, el material que entra a una fundición no sólo contiene el metal de interés y el azufre a él asociado. Además se encuentran otras especies que acompañan al mineral sin, necesariamente, participar de su estructura regular principal. En general, es importante definir el destino de las otras especies metálicas que se encuentran en menor cuantía en los minerales de base. En lo principal, aparecen: hierro, molibdeno, manganeso y arsénico. Dada la posibilidad de generar sulfuro en fase líquida a partir de las emisiones, el proceso podrá retirar los metales en la forma de sulfuros, que usualmente son muy insolubles, de modo que este proceso puede ofrecer tanto beneficios económicos por venta de productos como, simultáneamente, beneficios ambientales al retirar los metales en fase sólida.
● Alternativas de Proceso
Aún más allá de la minería, en la práctica industrial, un número importante de procesos generan especies de azufre en alguna forma, como subproducto de la línea central de producción. Estos subproductos, al igual que en la minería, suelen aparecer como anhídridos de azufre (en las formas SO2 y/o SO3) en fase gaseosa (emisiones) o como sulfatos (en la forma SO4). En el caso de los anhídridos gaseosos, su
absorción en fase líquida los lleva a ácido sulfuroso y/o sulfúrico, proceso muy utilizado para abatir las emisiones.
Las BRS se pueden aplicar a cualquiera de las dos formas de ácido y se pueden explotar las reacciones asociadas a las BRS autotróficas:
que producen, por reducción, ácido sulfhídrico y agua con consumo de hidrógeno. Además, es necesario agregar una pequeña cuantía de dióxido de carbono, como fuente para las BRS autotróficas.
El ácido sulfhídrico es bastante reactivo de manera que puede encontrar aplicaciones dentro de la misma planta que generaba las emisiones en primer lugar. Alternativamente, el H2S se puede llevar a sulfuro de sodio (Na2S) que tiene un valor de mercado muy
superior a los ácidos sulfúrico y/o sulfuroso; además, es posible llevar el H2S a azufre sólido, que ofrece grandes ventajas de ser necesario
transportar el ácido sulfúrico producido por la operación de control de emisiones y, además, el azufre tiene un valor de mercado, hoy, mucho más alto que el ácido sulfúrico aunque menor que el sulfuro de sodio (el ácido sulfúrico es costoso de transportar porque es un líquido altamente corrosivo y peligroso).
Desde el inicio de esta línea de investigación y desarrollo hemos tenido presente que la temática de los elementos que acompañan al cobre en la fuente de mineral se relaciona con la defensa de los mercados internacionales. En tal sentido, entre nuestros primeros esfuerzos figuraba la producción de azufre sólido[5] porque es posible que en un futuro no demasiado lejano no se encuentre ningún mercado para compuestos de azufre y resulte crítica la habilidad de producir sólidos con todos los excedentes de minería para, sencillamente, depositarlos en la misma mina de donde se retiró el metal en primer lugar.
La forma del producto final, naturalmente, no está restringida a las especies recién mencionadas (ácido sulfhídrico, sulfuro de sodio, azufre sólido) sino que deben diseñarse de acuerdo a las necesidades de insumos de la planta que produce los excedentes, de manera de converger hacia procesos de emisión nula (tecnologías "limpias"). En particular, se han mencionado los casos de utilización de ácido sulfhídrico y del sulfuro de sodio porque ambas especies suelen ser adquiridas por la minería, siendo que en la misma minería existe ácido sulfúrico en cantidades apreciables. Sin embargo, hoy en día se consumen diversas formas de sulfitos, por ejemplo.
● Ejemplo de Proceso
A fin de ejemplificar brevemente un caso, se puede considerar la utilidad de capturar gases de anhídrido sulfuroso y procesarlos en una planta bioquímica para llegar hasta sulfuro de sodio.
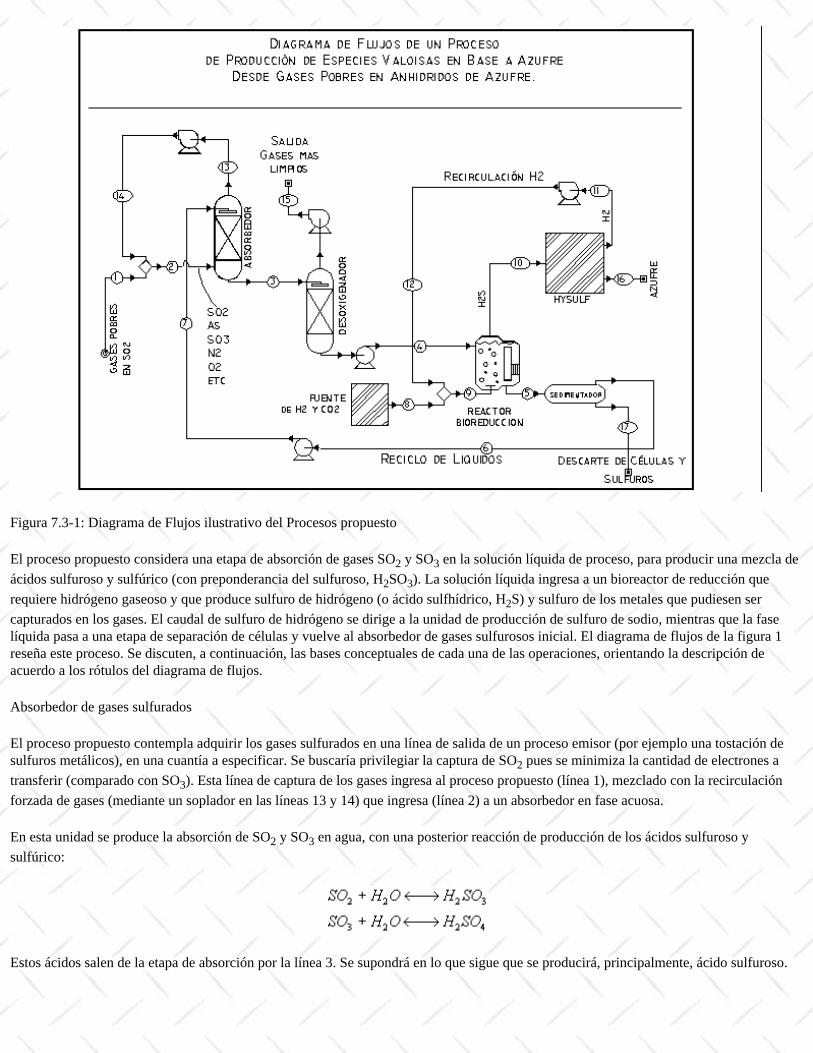
Figura 7.3-1: Diagrama de Flujos ilustrativo del Procesos propuesto
El proceso propuesto considera una etapa de absorción de gases SO2 y SO3 en la solución líquida de proceso, para producir una mezcla de
ácidos sulfuroso y sulfúrico (con preponderancia del sulfuroso, H2SO3). La solución líquida ingresa a un bioreactor de reducción que
requiere hidrógeno gaseoso y que produce sulfuro de hidrógeno (o ácido sulfhídrico, H2S) y sulfuro de los metales que pudiesen ser
capturados en los gases. El caudal de sulfuro de hidrógeno se dirige a la unidad de producción de sulfuro de sodio, mientras que la fase líquida pasa a una etapa de separación de células y vuelve al absorbedor de gases sulfurosos inicial. El diagrama de flujos de la figura 1 reseña este proceso. Se discuten, a continuación, las bases conceptuales de cada una de las operaciones, orientando la descripción de acuerdo a los rótulos del diagrama de flujos.
Absorbedor de gases sulfurados
El proceso propuesto contempla adquirir los gases sulfurados en una línea de salida de un proceso emisor (por ejemplo una tostación de sulfuros metálicos), en una cuantía a especificar. Se buscaría privilegiar la captura de SO2 pues se minimiza la cantidad de electrones a
transferir (comparado con SO3). Esta línea de captura de los gases ingresa al proceso propuesto (línea 1), mezclado con la recirculación
forzada de gases (mediante un soplador en las líneas 13 y 14) que ingresa (línea 2) a un absorbedor en fase acuosa.
En esta unidad se produce la absorción de SO2 y SO3 en agua, con una posterior reacción de producción de los ácidos sulfuroso y
sulfúrico:
Estos ácidos salen de la etapa de absorción por la línea 3. Se supondrá en lo que sigue que se producirá, principalmente, ácido sulfuroso.
Extracción de gases limpios
La salida del absorbedor (línea 3) se dirige a una etapa de extracción de los gases limpios que puede, además, eliminar el oxígeno arrastrado mediante la generación de una presión ligeramente sub atmosférica y aprovechando la temperatura de los gases. Los gases se evacuan por un extractor a la línea 15, mientras que la fase líquida se dirige al bioreactor, mediante la línea 4 (que requiere una bomba).
Bioreducción de especies de azufre
El proceso de reducción de ácidos sulfuroso y sulfúrico se realiza mediante las bacterias anaerobias autotróficas ya descritas, y que utilizan dióxido de carbono (CO2) como fuente del carbono necesario para la síntesis celular, mientras que la fuente de energía se aportará
en la forma de gas hidrógeno. Se han verificado experimentalmente las estequiometrías:
que ratifican la aseveración anterior, en que la utilización de SO2 ahorra costos de hidrógeno gaseoso para el proceso, al comparar con la
utilización de SO3.
La línea de entrada de líquido, que contiene los ácidos, ingresa al reactor (línea 4) que es alimentado con hidrógeno gaseoso y dióxido de carbono que provienen de una fuente externa (línea 8) que se mezcla con la línea de recirculación de gases (línea 12) que se circula en circuito cerrado pues tiene algún contenido útil de ambos gases; pero, principalmente, permite desarrollar un proceso de emisión nula.
El producto de la reacción es, según se vio, sulfuro de hidrógeno (H2S) y agua. El H2S, que se genera en fase líquida y que aparece
disuelto en el líquido, presenta las propiedades de equilibrio característica de los gases. En particular, por ejemplo a pH 7, la fracción molar en la fase líquida es igual a la fracción molar en fase gas:
de manera que la succión permanente del gas (línea 10) producirá un retiro permanente del H2S de la fase líquida hacia la fase gas.
La salida de fase líquida del reactor (línea 5) contiene, además de todos los compuestos de la reacción, las células que se han generado a partir del dióxido de carbono. Las células estarán en exceso y se retiran del sistema mediante un sedimentador.
Sedimentador y Descarte de Células
La línea de salida líquida del reactor de bioreducción (línea 5) se dirige a un sedimentador simple, donde se obtendrá un biosólido (línea 17), espesado a un 1 o 2%, que requerirá posterior filtración para ser expuesto en un relleno sanitario mono especie, a la espera de su caracterización como relleno de terrenos orgánicos.
El líquido clareado que sale del sedimentador (línea 6) se utiliza, en circuito cerrado, como fase líquida del absorbedor, por bombeo hacia su entrada (línea 7). De esta manera, también el circuito líquido es de emisión cero.
Se debe enfatizar que el único impacto ambiental será producido por las células sobrantes, que conforman un biosólido que deberá ser dispuesto en forma controlada. Sin embargo, si la etapa de absorción atrapa metales pesados, estos aparecerán en el lodo del sedimentador, en la forma de sulfuros de metales y debieran ser recuperados por combustión del biosólido en una etapa de recuperación de calor. En este sentido, el tratamiento de emisiones de tostación ofrece ventajas respecto de su paso a ácido sulfúrico pues en el primer caso se generan sulfuros metálicos insolubles mientras que en el segundo los metales permanecen como impurezas que deben ser retiradas para que no contaminen el ácido sulfúrico producido.

Producción de Sulfuro de Sodio
El ácido sulfhídrico (o sulfuro de hidrógeno, H2S) es un potente reductor, de alta reactividad. Dadas sus características, es posible
utilizarlo directamente en procesos o llevarlo a cualquier compuesto que tenga un valor de mercado atractivo. En este caso, se postula la producción de sulfuro de sodio (Na2S) mediante la reacción con hidróxido de sodio (NaOH), que conformará otro insumo de proceso.
El sulfuro de sodio tiene, hoy en día, un buen valor comercial.
La reacción propuesta para la producción de sulfuro de sodio es:
● Elementos de Análisis Económico
● Balance de Materiales
En términos de estequiometría de reacción global, el proceso consume hidrógeno gaseoso, dióxido de carbono, anhídridos sulfurosos e hidróxido de sodio y produce sulfuro de sodio y agua.
El insumo de hidrógeno gaseoso se proveerá desde la reacción de gas metano para producir hidrógeno y dióxido de carbono, mediante procesos disponibles en el mercado que implementan la estequiometría:
que, además, provee mucho más que el dióxido de carbono necesario para la síntesis celular (que es del orden del 5% del Hidrógeno necesario) y conforma otro producto de buen beneficio económico.
Resumiendo las ecuaciones estequiométricas aplicables, suponiendo para simplificar que sólo existe SO2 en los gases capturados:
se obtiene la estequiometría global del proceso propuesto:
que representa la relación estequiométrica entre especies y que sirve para un primer balance económico.
● Análisis Económico Simplificado

La tabla a continuación se construyó en base a 1 tonelada de SO2 tratado, a fin de obtener un cálculo en base másica. La masa se ha
expresado tanto en gramos como en moles, a fin de certificar que, efectivamente, la estequiometría utilizada es la recién justificada. En la tabla se utilizan signos negativos para las especies que se consumen y positivos para las especies producidas, de acuerdo al método convencional. Finalmente, los costos de las especies moleculares del caso se obtuvieron o de Liquid Carbonic (para el caso del CO2) o del
Banco Central (para el caso del sulfuro de sodio y del hidróxido de sodio) o de Metrogas para consumidores industriales (para el caso del gas Metano) y cabe destacar que el precio del gas natural es una función aguda del caudal a consumir durante la vigencia de un contrato.
Especie Costo Masa PM Masa Coef Valor
US$/Ton Ton gr/Mol Moles Esteq US$
SO2 0 -1 64 -0.015625 -4 0
NaOH 244 -1.25 40 -0.03125 -8 -305
CH4 140 -0.1875 16 -0.01171875 -3 -26.25
Na2S 506 1.21875 78 0.015625 4 616.6875
CO2 400 0.515625 44 0.01171875 3 206.25
H2O 0 0.703125 18 0.0390625 10 0
BALANCE 0 491.6875
Se observa que el proceso propuesto, sin considerar aún ineficiencias, gastos de operación, costos de ingeniería, ni amortización de inversiones, arroja una ganancia neta de 491 dólares por tonelada de SO2 tratado. Naturalmente, esta cifra amerita profundizar un estudio
de desarrollo tecnológico para la producción de sulfuro de sodio a partir de emisiones de anhídrido sulfuroso, proveniente de no importa qué fuente.
Como nota adicional, cabe mencionar que la participación de SO3 en los gases sólo implica que el costo de hidrógeno debe incrementarse
en un tercio, es decir, se debe conocer la proporción relativa de SO3 para poder realizar los cálculos. Sin embargo, aún cuando todo el gas
fuese SO3, la ganancia neta del proceso, en la misma estructura de la tabla anterior, sería de 483 dólares.
● Análisis Económico simplificado del uso de ácido sulfúrico
Es también posible aumentar el beneficio económico del ácido sulfúrico mediante la misma reacción, pero sin incluir la etapa de absorción. En tal caso, la estequiometría de la bioreducción será:
mientras que la producción de sulfuro de sodio y la producción de hidrógeno serán las ya discutidas, arrojando la estequiometría global:
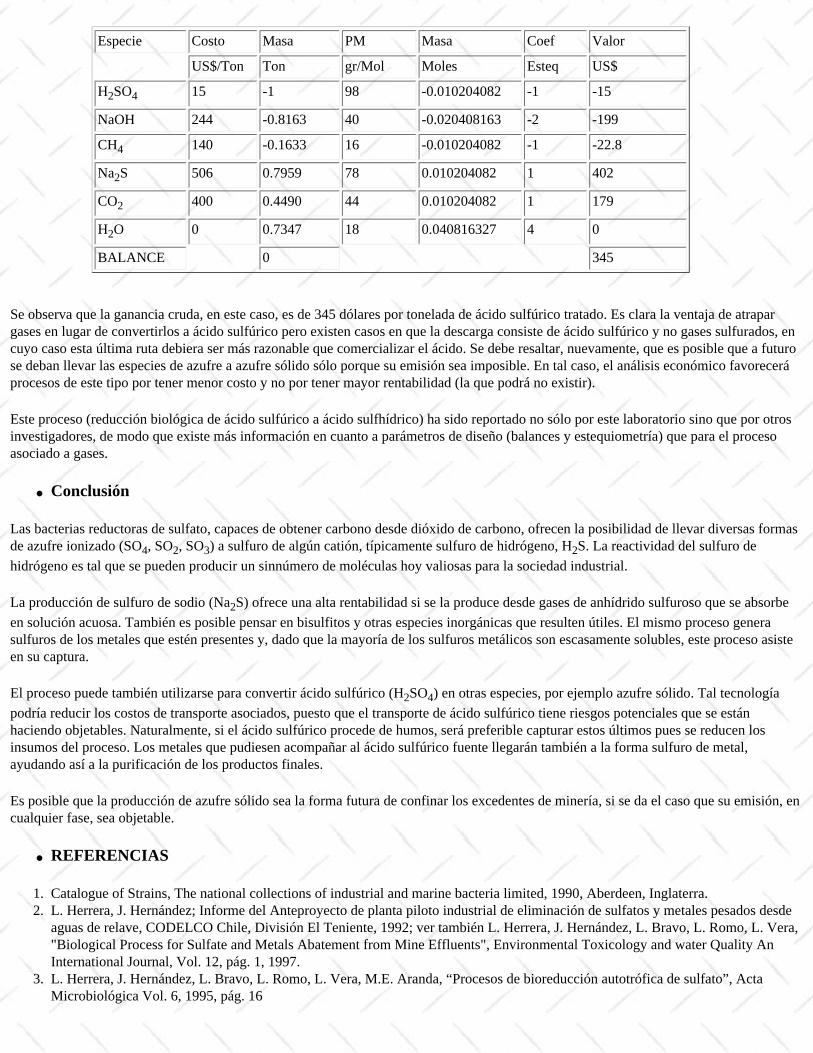
y, mediante la misma metodología anterior, se construyó una tabla de análisis económico simplificado (sin considerar ineficiencias, costos de desarrollo y de ingeniería, costos de operación ni costos de inversión) pero que debe considerar un valor económico determinado para la tonelada de ácido sulfúrico, que se fijó en US$15/Ton (a diferencia del valor nulo del anhídrido sulfuroso emitido). Se puede destacar, nuevamente, que la producción de sulfuro por reducción biológica del sulfato generará sulfuros insolubles de los metales que pudiesen estar disueltos en el ácido sulfúrico entrante. La tabla de evaluación se presenta a continuación:
Especie Costo Masa PM Masa Coef Valor
US$/Ton Ton gr/Mol Moles Esteq US$
H2SO4 15 -1 98 -0.010204082 -1 -15
NaOH 244 -0.8163 40 -0.020408163 -2 -199
CH4 140 -0.1633 16 -0.010204082 -1 -22.8
Na2S 506 0.7959 78 0.010204082 1 402
CO2 400 0.4490 44 0.010204082 1 179
H2O 0 0.7347 18 0.040816327 4 0
BALANCE 0 345
Se observa que la ganancia cruda, en este caso, es de 345 dólares por tonelada de ácido sulfúrico tratado. Es clara la ventaja de atrapar gases en lugar de convertirlos a ácido sulfúrico pero existen casos en que la descarga consiste de ácido sulfúrico y no gases sulfurados, en cuyo caso esta última ruta debiera ser más razonable que comercializar el ácido. Se debe resaltar, nuevamente, que es posible que a futuro se deban llevar las especies de azufre a azufre sólido sólo porque su emisión sea imposible. En tal caso, el análisis económico favorecerá procesos de este tipo por tener menor costo y no por tener mayor rentabilidad (la que podrá no existir).
Este proceso (reducción biológica de ácido sulfúrico a ácido sulfhídrico) ha sido reportado no sólo por este laboratorio sino que por otros investigadores, de modo que existe más información en cuanto a parámetros de diseño (balances y estequiometría) que para el proceso asociado a gases.
● Conclusión
Las bacterias reductoras de sulfato, capaces de obtener carbono desde dióxido de carbono, ofrecen la posibilidad de llevar diversas formas de azufre ionizado (SO4, SO2, SO3) a sulfuro de algún catión, típicamente sulfuro de hidrógeno, H2S. La reactividad del sulfuro de
hidrógeno es tal que se pueden producir un sinnúmero de moléculas hoy valiosas para la sociedad industrial.
La producción de sulfuro de sodio (Na2S) ofrece una alta rentabilidad si se la produce desde gases de anhídrido sulfuroso que se absorbe
en solución acuosa. También es posible pensar en bisulfitos y otras especies inorgánicas que resulten útiles. El mismo proceso genera sulfuros de los metales que estén presentes y, dado que la mayoría de los sulfuros metálicos son escasamente solubles, este proceso asiste en su captura.
El proceso puede también utilizarse para convertir ácido sulfúrico (H2SO4) en otras especies, por ejemplo azufre sólido. Tal tecnología
podría reducir los costos de transporte asociados, puesto que el transporte de ácido sulfúrico tiene riesgos potenciales que se están haciendo objetables. Naturalmente, si el ácido sulfúrico procede de humos, será preferible capturar estos últimos pues se reducen los insumos del proceso. Los metales que pudiesen acompañar al ácido sulfúrico fuente llegarán también a la forma sulfuro de metal, ayudando así a la purificación de los productos finales.
Es posible que la producción de azufre sólido sea la forma futura de confinar los excedentes de minería, si se da el caso que su emisión, en cualquier fase, sea objetable.
● REFERENCIAS
1. Catalogue of Strains, The national collections of industrial and marine bacteria limited, 1990, Aberdeen, Inglaterra.2. L. Herrera, J. Hernández; Informe del Anteproyecto de planta piloto industrial de eliminación de sulfatos y metales pesados desde
aguas de relave, CODELCO Chile, División El Teniente, 1992; ver también L. Herrera, J. Hernández, L. Bravo, L. Romo, L. Vera, "Biological Process for Sulfate and Metals Abatement from Mine Effluents", Environmental Toxicology and water Quality An International Journal, Vol. 12, pág. 1, 1997.
3. L. Herrera, J. Hernández, L. Bravo, L. Romo, L. Vera, M.E. Aranda, “Procesos de bioreducción autotrófica de sulfato”, Acta Microbiológica Vol. 6, 1995, pág. 16
4. Cypionka H. and N. Pffening. 1986. Growth yields of Desulfotomaculum orientis with hydrogen in chemostat culture. Archives of Microbiology, 143:396-399.
5. Van Houten R.T., L.W. Hulshoff and G. Lettinga. 1994. Biological sulfate reduction using gas-lift reactors fed with hydrogen and carbon dioxide as energy and carbon source. Biotechnology and Bioengineering, 44(5):586-594.
6. L. Herrera, S. Duarte, J. Hernández, "Sulphate elimination to improve water quality I: Sequencing batch bioreactor kinetics of Desulfovibrio desulfuricans". Environ. Toxicology and Water Quality Journal, volume 8, issue 3, August 1993.