Embed Size (px)
Citation preview

Printing technologies in fabrication of drug-
delivery systems
Niklas SandlerPharmaceutical Sciences Laboratory
Åbo Akademi University, Turku, Finland

ÅBO AKADEMI
UNIVERSITY

CONTENT
1. Perspectives of printing technologies in • personalization of products &individualized dosing, • fabrication of delivery-systems & medical devices
2. Case studies:• Accurate dosing of drug substances • 3D printing of medical devices • Quality control of printed systems
3. Conclusions and perspectives

Why printing in manufacturing?
Customisation - printing processes allow mass customisation
Flexibility and on-demand - products are produced where they are
needed
Allowing complexity - digital design > new levels of complexity
Sustainable / Environmentally Friendly - energy/raw material efficient
technology
1
2
3
4
http://3dprinting.com/wp-
content/uploads/2013/10/3d-
printing.jpeg

3D printing is changing the way we manufacture things
http://3dprinting.com/wp-
content/uploads/2013/10/3d-printing.jpeg
http://3dprint.com/wp-
content/uploads/2014/12/3d2.jpg
http://static4.businessinsider.com/image/52ceb68469beddfe0f1c32cc/resear
chers-are-making-a-3d-printer-that-can-build-a-house-in-24-hours.jpg
http://hansencojewelry.com/create/pres
pective-new.jpg
http://images.boomsbeat.com/data/images/full/1747
30/kinematics-dress-jpg.jpg

Shift in manufacturing strategies of the future to meet the need of more individualized medicines
(Source: Rebecca Vangenechten, SIEMENS: MIT perspective to Pharma manufacturing, 2011)

NEED FOR PERSONALIZED DOSINGBecause no two patients are alike
1. Age appropriate
formulations
• Pediatric and
elderly patients
2. Gender differences
3. Life style differences
4. Metabolic capacity
• Ethnic differences
• Diseases compromising
metabolic activity

Personalised solutions using printing technologies
Individualiseddosing
Multidrug systems
Medical devices
3D2D


Schematic picture of the 3D printing process (Billiet et al. 2012).

Medical 3D printing prospects

Many printing technologies exist
Technologies
Piezoelectric inkjet printing Thermal inkjet printing
Flexographic printing
3D printing/ additive
manufacturing

Comparison of printing technologies
Ref: Roth and Rau

Why inkjet printing?
Drop-on-demand (DoD) technology:
y = 7.8936x -
2.7919
R² = 0.9996
0
100
200
300
0 20
Dru
g …
Number of passes …
Uniformly spaced and sized droplets
Accuarate deposition
Drops of ink are only ejected when required
Precision patterns of the ink
Flexible dosing

INKJET PRINTINGInkjet dispensing technology has started to be a widely applied methodology inmany fields incl. drug discovery (miniaturised assays, drug screening etc.)
Inkjet and other printing technologies have recently emerged as possibility in theproduction of dosage forms and delivery systems
Great potential for low dose treatments with a narrow therapeutic window due tothe accurate deposition capabilities
On-demand individualized dosing and tailored manufacture of medicines

INKJET PRINTING OF DRUG-DELIVERY SYSTEMS
Ink formulation
Drug substance
Solvent
+
Viscosity modifier
Ink formulation
Substrate
The ink is printed on e.g.edible films (sugar, cellulose,starch), a buccal deliverysystem, implant etc.
Drug-
delivery
systems
Printing
Sandler et al. 2011
Janßen et al. 2013Digital design
Pattern, geometry,drop spacing, layeringetc.
Genina et al. 2012

Inkjet-printing (Dimatix DMP-2800)
Dimatix DMP-2800 piezoelectric inkjet
16 nozzles (d~23 µm, V~10 pl)
Piezo inkjet cartridges Pattern editor Cartridge has 16 nozzles linearly spaced Drop sizes of 1 and 10 picoliter (1 picoliter
= 1 x 10-9 milliliter) Ink requirements: viscosity 1-40 mPa,
surface tension 25-50 mN/m

Inkjet-printing (PixDro LP50)
CONFIDENTIAL
Q130614 Quote ADA Software Lease 6/14
1.2 Flexible tool that grows with your ambitions
During the many years we are active in functional printing we encountered many different
applications. Therefore we understand that a research tool must be flexible and expandable. First of
all the LP50 accommodates a range of print heads serving a wide variety of processes. Whether you
are working with nano material inks, aqueous solutions, acidic inks, UV-curing materials, large
droplets, small droplets, we will be able to advise you in the selection of the best print head. Currently
the LP50 accommodates heads from Spectra, Konica Minolta, Trident and Xaar.
Because of the modular setup, the LP50 is easily expandable. When you expand your field of
research to new materials or applications, you can simply upgrade the system with other print heads.
Also when you are scaling up your process to an industrial level, we will be able to grow with you. Our
production platform IP410 uses the same core technology as the LP50, so you can transfer your
processes to the production tool on a one-to-one basis.
1.3 Focus on your experiments, not on your tool
We want you to concentrate on your experiments and your application, not on the tool. Therefore we
have put a lot of effort in making the LP50 easy to use. First of all we made it easy to install with e.g.
single phase power supply, included PC and its small footprint. Secondly we designed an intuitive
user interface taking you through all relevant settings of the print head and print recipe. Because we
place print heads each in a standard mechanical interface, it is extremely fast to swap between print
heads. All it needs is replacing the print head adapter and reconnecting its electrical connections and
ink supply. The procedure takes under 3 minutes as recalibration is not needed.
Furthermore, the LP50 comprises several maintenance tools to keep your print heads in optimal
shape. You can purge and wipe the head or cap it under vacuum conditions. Optionally we can offer a
Spectra Konica Minolta Trident XAAR
• Overall system pattern resolution
5μm
• Print Head Assemblies for
numerous types of industrial print
heads
• Integrated vision system for drop
view, print view and accurate
alignment, including analysis and
calibration software
Inkjet specifications
Viscosity range 1 - 10 Centipoise
Nozzle range 1 - 1,000 nozzles
4 -200 picoliter drop volume range

Inkjet-printing with the LP50 (Roth&Rau)
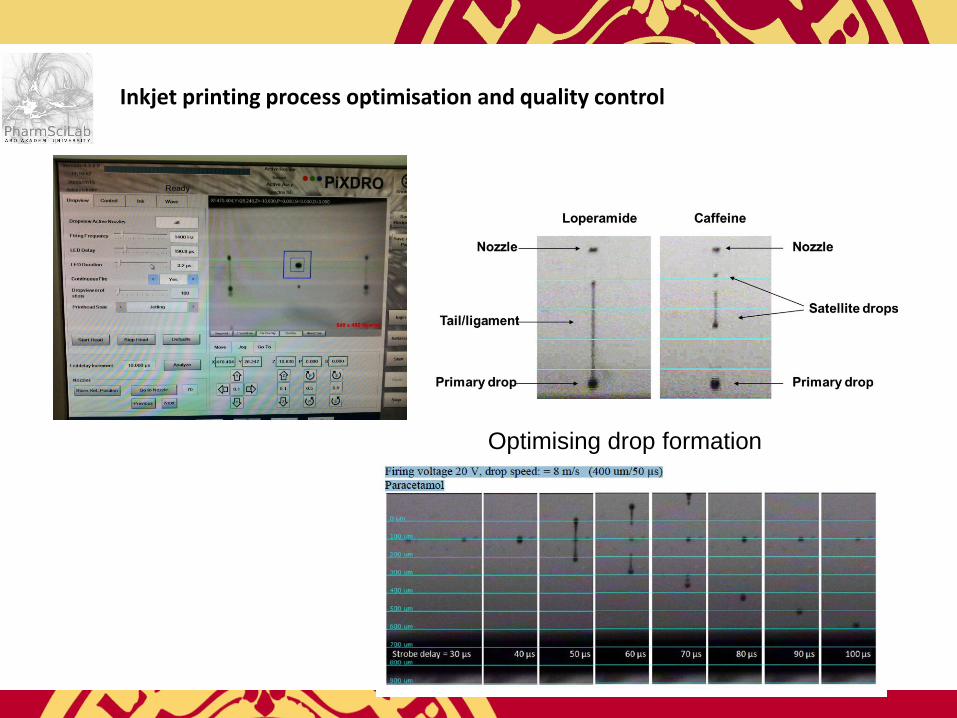
Inkjet printing process optimisation and quality control
Optimising drop formation
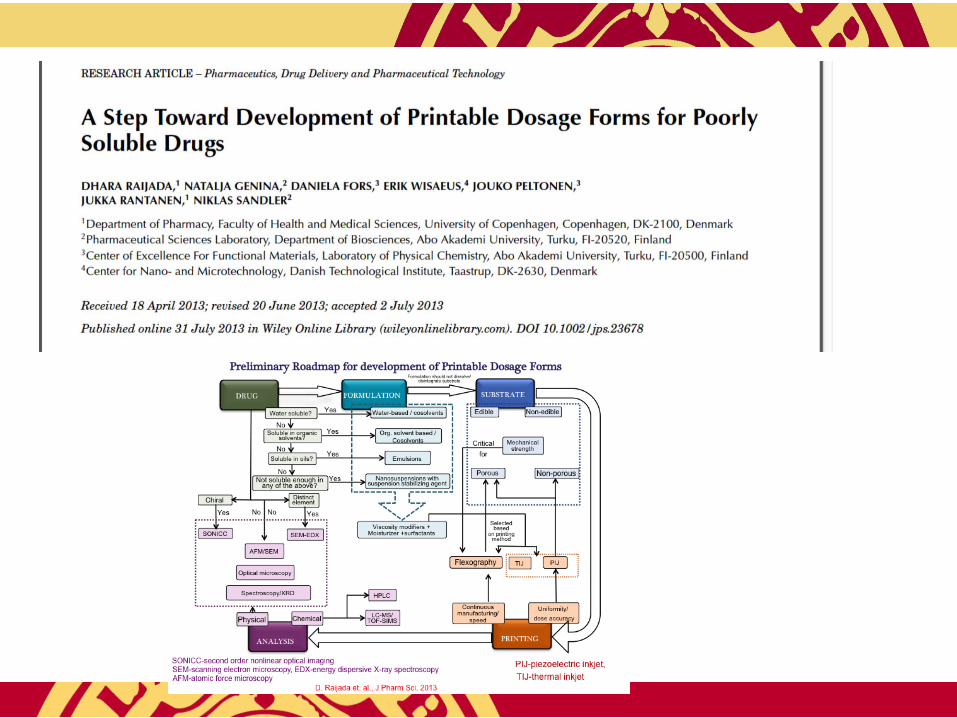

DRUG FORMULATION SUBSTRATE
Water soluble?
Soluble in oils?
Not soluble enough in any of the above?
Water-based / cosolvents
Emulsions
Nanosuspensions with suspension stabilizing agent
Viscosity modifiers + Moisturizer +surfactants
ANALYSIS PRINTING
Porous Non-porous
Flexography PIJ
AFM/SEM
Optical microscopy
Spectroscopy/XRD
LC-MS/TOF-SIMS
Mechanical strength
Formulation should not dissolve/disintegrate substrate
AddedfunctionalityFilm/coating
Uniformity/
dose accuracy
Yes
NoYes
Selected based
on printing method
Critical
for
Edible Non-edible
Physical
Chiral Distinctelement
SONICC SEM-EDX
No
Chemical
NoYes
NoYes Yes
TIJ
Soluble in organicsolvents?
NoYes
Org. solvent based /
Cosolvents
HPLC
SONICC-second order nonlinear optical imaging
Preliminary Roadmap for development of Printable Dosage Forms
PIJ-piezoelectric inkjet,
TIJ-thermal inkjetSEM-scanning electron microscopy, EDX-energy dispersive X-ray spectroscopy AFM-atomic force microscopy
D. Raijada et. al., J Pharm Sci, 2013

Inkjet-printing example – microparticle fabrication


Schematic representation of the
basic concept of the combining
of inkjet and flexographic
printing techniques for
fabrication of drug-delivery
systems
Each flexographic
deposition cycle
applies approx. a 100
nm layer of
ethylcellulose
Tailoring
drug release
properties

Printability –substrate properties
Microscopic and digital
camera images of
riboflavin sodium
phosphate printed on
the different substrate:
a) Substrate A, matt
side; b) Substrate A,
glossy side; c) Substrate
B; d) Substrate C. Top
row: cross-section
images; middle row: top
view images; bottom
row – digital camera
images of printed areas.
The quality of a printed pattern of API onto a porous substrates
depend on the characteristics of the substrates; particularly its
wettability, surface roughness and homogeneity of substrate
surface

Example: Flexible dosing of loperamide and caffeine
Dimatix DMP-2800 piezoelectric inkjet
16 nozzles(d~23 µm, V~10 pl)
Two model APIs – caffeine and loperamide hydrochloride
Ink base – propylene glycol/water (caffeine) and
propylene glycol/ethanol (loperamide)
Substrates – commercial sugar icing sheets, HPC films, PET films
Droplet spacing – from 10 µm (highest dose) to 50 µm (lowest dose)
Surface area of a single dose 4 cm2
Example 3

RESULTS Content analysis
Accurate dosing
Very small standard deviations – important for dosing of potent APIs
Example 3

EDIBLE INKS AND RICE & SUGAR-BASED SUBSTRATES: Accurate dosing of propranolol
Printing of the proranolol formulation
Drug release Drug content
QC by colorimetry

Quality control: Data visualisation using principal component analysis (PCA)
Flexible dosing of a theophylline formulation
Contour plot of the spectral data from the image
Score plotto cluster data with similar spectral features
Loadings plotto indicate which spectral regionsare contributing to the variability in the data
NIR spectra from the region of interest
Vakili et. al., Int J Pharm. 2015 10;483(1-2):244-9

Building a quantitative PLS model to for drug substance content measurement –Flexible dosing of a theophylline formulation
Accurate dose escalation of 7.8 micrograms of
theophylline per printing pass (per square)
y = 7.8936x - 2.7919
R² = 0.9996
0
50
100
150
200
250
300
0 10 20 30
Dru
g d
eposi
tion (
µg c
mˉ²
)
Number of passes under the print head
0
20
40
60
80
100
0 20 40 60 80 100P
redic
ted A
PI
con
ten
t %
Real API content %
Y= 1,0211x -
Vakili et. al., Int J Pharm. 2015 10;483(1-2):244-9

Exploring 3D printing for contraceptive devices
Intra uterine system, IUS Intra vaginal ring, IVR Implant, rod, cylinder
http://unhysterectomy.com/wp-content/uploads/2013/05/Mirenasmall.jpg,http://i.bnet.com/blogs/nuvaring2.jpg,http://www.fisterra.com/salud/1infoConse/images/ah7.jpg
Extrusion/Injection
molding
PDMS
Mirena, Bayer
Extrusion/Injection
molding
EVA
Nuvaring, Merck
Extrusion/Injection
molding
EVA, PDMS
Jadelle, Bayer
Implanon, Merck

Example: 3D Printing of Medical Devices (IUS)
Digital Design 3D printing 3D printed devices
Flexiblity of design and manufacture – future opportunities:
- Tailored devices based on the patient’s need > size and shape
- Tailored functionality > controlled drug release properties > tailor-made
treatments and devices
Study perfomed in
Collaboration between
Published in:Holländer et al. Eur. J .Pharm, Sci 2015

3D printing of drug-loaded EVA 5 filaments:
• Hot-melt extrusion:
• 0%, 5% &15% drug-loading
• Extrusion at 105-110 °C
• 3D printing at 165 °C0%
5%
15%
In vitro release studies (30 days)
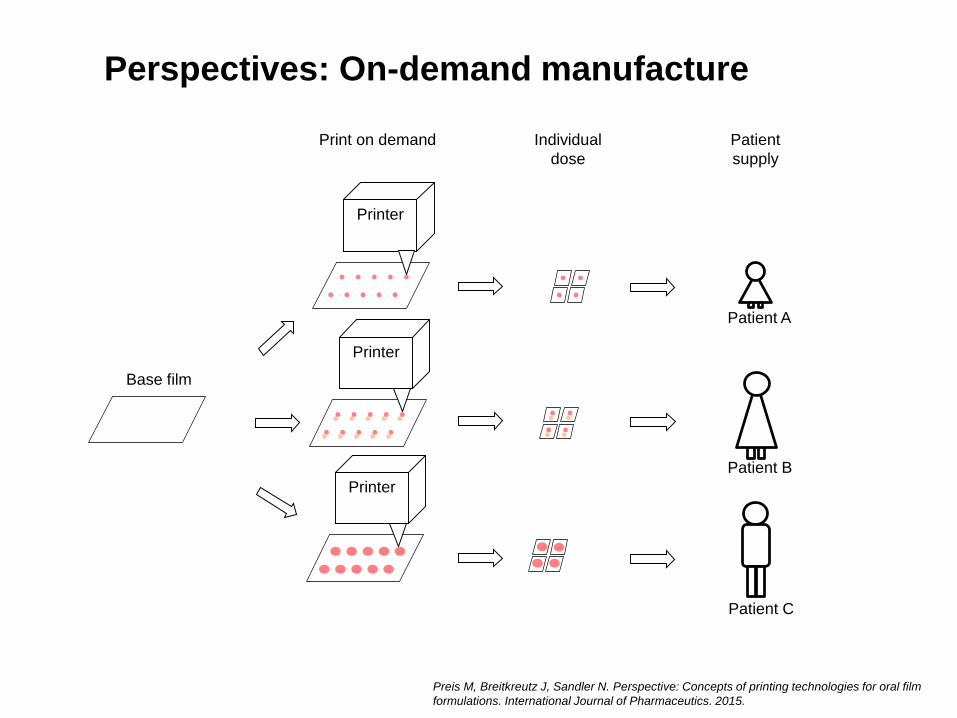
Printer
Printer
Printer
Individual
dose
Base film
Patient A
Patient B
Patient C
Print on demand Patient
supply
Preis M, Breitkreutz J, Sandler N. Perspective: Concepts of printing technologies for oral film
formulations. International Journal of Pharmaceutics. 2015.
Perspectives: On-demand manufacture

Printing concepts: Complete surface Central Point by point Lines
symmetric
asymmetric
Fixed dose
combinations
Anti-counterfeiting
and identification
Serialization Barcode Identification
Preis M, Breitkreutz J, Sandler N. Perspective: Concepts of printing technologies for oral film
formulations. International Journal of Pharmaceutics. 2015.
Perspectives: Dose flexibility

Hospital Pharmacy
Patient A Patient B Patient C
Patient A Patient B Patient C
Individual patient supplyDiagnosis, Treatment & Therapy plan
Preparation & Printing of individual dosage forms and doses
Drug-loaded
filaments
3D
Printer
Printer
(e.g, Inkjet)Edible substrate
Hospital

Continuous manufacturing line-would allow fabrication of tailored dosage forms in an industrial setting
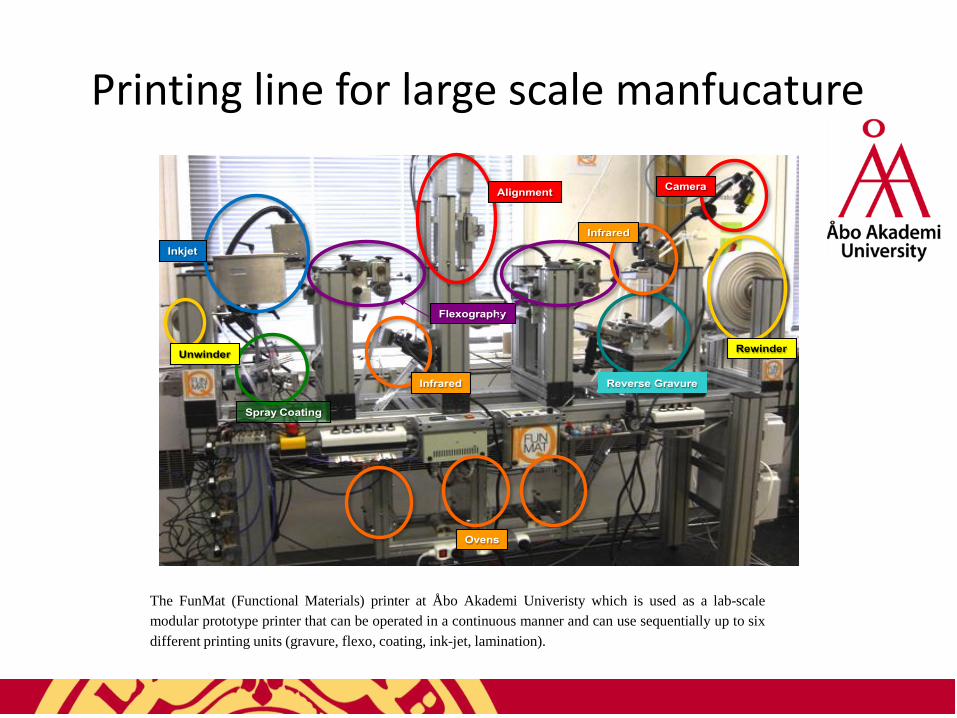
Printing line for large scale manfucature
Ovens
Spray Coating
Reverse Gravure
Flexography
Inkjet
Infrared
Infrared
Alignment Camera
Unwinder Rewinder
The FunMat (Functional Materials) printer at Åbo Akademi Univeristy which is used as a lab-scale
modular prototype printer that can be operated in a continuous manner and can use sequentially up to six
different printing units (gravure, flexo, coating, ink-jet, lamination).

Future challenges
• Technological development of printers and production lines
• Development of printable formulations and carrier substrates
• Quality control and characterization
• Regulatory aspects regarding bringing manufacturing closer to the patient/the pharmacies
• Regulatory perspectives regarding flexible dosing/fabrication and manufacture of patient adapted dosage forms
40

Conclusions
Closer to
the patient
Lean production based
on demand
Faster
availability
Personalised
therapies
Modular and
mobile
manufacturing
Safety maximisation through
better quality control

Acknowledgements
Maren PreisMirja PaloJohan NymanHenrika WickströmHeidi ÖblomEmrah YildirHossein VakiliJenny HolländerPaul VuorelaRuzica KolakovicPetri Ihalainen Anni MäättänenJouko Peltonen
Natalja GeninaDhara RaijdaJukka RantanenJorrit WaterJohan Boetker
Harri JukarainenPirjo Kortesuo
+ many others
Prof Joerg BreitkreutzEva Janssen
Mathieu MarmionHarri Karjalainen





























