Embed Size (px)
Citation preview

UNIVERZITET U ZENICI
MAŠINSKI FAKULTET U ZENICI
Halim Prcanović, dipl.inž.maš.
PRILOG ISTRAŽIVANJU OBRADLJIVOSTI SUPER LEGURE NA BAZI NIKLA KORIŠTENJEM POSTUPAKA SUHE I POLUSUHE MAŠINSKE OBRADE
- magistarski rad -
Zenica, mart 2014. godine

UNIVERZITET U ZENICI MAŠINSKI FAKULTET U ZENICI
KLJUČNE DOKUMENTACIJSKE INFORMACIJE Vrsta rada: Magistarski rad Autor: Halim Prcanović Index br.: 198/01 Mentor rada: r.prof.dr.Sabahudin Ekinović Naslov rada: "Prilog istaživanju obradljivosti super legure na bazi nikla korištenjem
postupaka suhe i polusuhe mašinske obrade." Jezik publikacije: Bosanski Jezik kratkog sadržaja: Bosanski/Engleski Zemlja publikovanja: Bosna i Hercegovina Bliže geografsko područje: Zeničko-dobojski kanton Godina izdanja: 2014. Izdavač: Mašinski fakultet u Zenici Univerzitet u Zenici Adresa: Travnička cesta br. 7., 72000 Zenica E-mail: [email protected] Fizički opis rada:
Broj poglavlja 7 Broj stranica 104 Broj tabela 21 Broj slika 52 Broj priloga 4
Naučna oblast: Proizvodno mašinstvo Ključne riječi: suha obrada, polusuha obrada, MQL, super legure, NIMONIC UDK oznaka Univerzitetske biblioteke: UDK 621.9.01/.04:[669.24].018](043.2) Mjesto čuvanja rada: Biblioteka Mašinskog fakulteta u Zenici Vrijeme odbrane rada: 01.09.2014. godine. Napomena: Ovaj rad i njegovi rezultati su isključivo vlasništvo Katedre za proizvodne tehnologije Mašinskog fakulteta u Zenici i bez saglasnosti rukovodioca ove katedre ne mogu se koristiti izvan domena magistarskog rada. Identifikacioni broj: Tip dokumentacije:

Magistarski rad
IZJAVA Pod punom moralnom i materijalnom odgovornošću, izjavljujem da sam samostalno uradio magistarski rad pod nazivom „Prilog istaživanju obradljivosti super legure na bazi nikla korištenjem postupaka suhe i polusuhe mašinske obrade'' koristeći jedino i isključivo upute i pomoć mentora i članova Komisije. Zenica, mart 2014 godine Izjavu dao: Halim Prcanović

Magistarski rad
Halim Prcanović, dipl.inž.maš
Prilog istaživanju obradljivosti super legure na bazi nikla korištenjem postupaka suhe i polusuhe mašinske obrade
REZIME Sve veća potražnja za gasnim turbinama (avio i automobilska industrija) rezultirala je potrebom za materijalima koji su otporni na povišene radne temperature. Pored toga primjenom ovih materijal povećava se stepen iskorištenja jer se povećavaju ulazne temperature. Za ovakve primjene potrebni su materijali koji imaju visoku dinamičku čvrstoću i mala izduženja na visokim temperaturama. Osim toga kod ovih materijala se zahtjeva da budu otporni na koroziju izazvanu sagorjevanjem goriva. Postojanost na visokim temperaturama svrstava ove legure u grupu teško obradljivih materijala. Kako se kod mašinske obrade super legura generiše veoma velika količina toplote istu je potreno odvoditi korištenjem velike količine sredstava za hlađenje i podmazivanje. Zbog sve većih troškova sredstava za hlađenje i podmazivanje, koji su rezultat strožijih ekoloških zahtjeva, a sve u cilju smanjenja opterećenja okoliša, razvijeni su i novi postupci obrade uz korištenje minimalne količine ovih sredstava gdje se potrošnja ulja kreće u granicama 10-50 ml/h. Pored toga nema naknadnog tretmana sredstava za hlađenje i podmazivanje prije njihovog konačnog odlaganja na deponiju, jer se sredstva za hlađenje i podmazivanje smatraju specijalnim otpadom. Zbog toga se ovaj rad bavi istraživanjem mogućnosti obrade ovih legura postupcima suhe i polusuhe mašinske obrade. Rad je koncipiran u 7 poglavlja. U provom poglavlju opisne su super legure na bazi nikla (NIMONIC). Dat je hemijski sastav, osobine, preporuke za mašinsku obradu. Sredstva za hlađenje i podmazivanje, njihove karakteristike, tipovi, te uslovi za konačan izbor sredstava za hlađenje i podmazivanje za konkretnu mašinsku obradu, data su u drugom poglavlju rada. U trećem poglavlju date su osnove suhe i polusuhe mašinske obrade(MQL). Težište ovog poglavlja odnosi se na tehnička dostignuća u oblasti polusuhe mašinske obrade. U četvrtom poglavlju date su osnove teorije planiranja eksperimenta i statističke analize rezultata eksperimenta u mašinskoj obradi. Postavka problema, plan matrice provodenih eksperimenata, selekcija obradnog sistema, alata i uređaja za polusuhu mašinsku obradu dati su u petom poglavlju rada. U istom poglavlju izvršena je i obrada eksperimentalnih rezultata na osnovu izmjerenih sila rezanja, hrapavosti površine i temperature rezanja. U šetom poglavlju data su zaključna razmatranja, a u sedmom je dat osvrt na nedostatke spostvenog istraživanja i mogući pravci daljih istraživanja. KLJUČNE RIJEČI: suha obrada, polusuha obrada, MQL, super legure, NIMONIC
Magistarski rad
Halim Prcanović, dipl.inž.maš Supplement to the research of machinability of nickel-base super alloy using dry and semi
dry machining operations SUMMARY Increasing demand for gas turbines (air and automobile industry) resulted in need for materials resistant at elevated work temperatures. However, use of these materials increases the utilization factor since input temperatures are higher. High dynamic strength materials and materials with small elongation on elevated temperatures are needed for these applications. However these materials should be resistant on corrosion of exhaust gases. High strength at elevated temperatures classifies them in the group of hard to machine materials. Since machining of super alloys generates great deal of heat, it must be dissipated using big amount of metal working fluids. Cost of metal working fluids is increasing as the number and extent of environmental regulations increase. So, to decrease the impact on environment new machining techniques which use minimal quantities of metal working fluids which amount usually is from 10 to 50 ml/h are developed. However, there is no after treatment before its final disposal since they are classified as hazardous waste. Hence, this work deals with research of machineability of these alloys using dry and semi dry machining techniques. Work is consisted of following chapters. In the first chapter nickel-base super alloy (NIMONIC) is described. Chemical composition, properties and machining recommendation are presented. Metal working fluids, their characteristics, types and conditions for final choice of metal working fluid for given machining operation is presented in second chapter. Third chapter deals with basics of dry and semi dry machining. The emphasis of this chapter is on the technical achievements in the area of semi dry machining. Theoretical background of planning of experiment and statistical analysis of experimental results in machining is given in fourth chapter. Task definition, with plan matrix of the experiment, selection of the machine tools, cutting tools and device for semi dry machining are presented in fifth chapter. Analysis of results on the basis of measured: cutting forces, roughness of the surface and cutting temperatures is presented in the same chapter. Sixth chapter gives concluding remarks and seventh chapter gives some disregards in the investigation process and some directions for possible future investigation. KEY WORDS: dry erosol, semi dry machining, MQL, super alloys, NIMONIC

Magistarski rad
ZAHVALA Na prvi pogled obrada metala rezajem nije problem uz tehnologiju današnjice. Međutim, obraditi metal uz: minimalne troškove, minimalni uticaj na okolinu i poslužioce, itd predstavlja ogroman problem. Bez obzira koliko kompleksan problem bio postepenim rješavanjem će se na kraju doći do rješenja problema (i put od hiljadu milja počinje prvim korakom). Zbog toga se i ovom problemu pristupa postepeno, odnosno razvoj obrade rezanjem dešava se u koracima. Prvo su se usavršavale mašine, zatim alati pa tek onda sredstva za hlađenje i podmazivanje. Razvoj sredstava za hlađenje i podmazivanje je prvenstveno kontrolisan ekonomijom procesa obrade, bez obzira na to, ekološki doprinos je veoma značaja. Ovaj rad predstavlja pokušaj da se novi postupci obrade koji su ekološki prihvatljivi uvedu i kod rješavanja praktičnog problema teške obradljivosti super legura. Kako su ovo novi postupci obrade koji su još uvjek u eksperimentalnoj fazi, bez podrške velikog broja ljudi ovaj rad ne bi ugledao svjetlo. U jednom hadisu se kaže “Ko nije zahvalan ljudima nije ni Bogu” U tom smislu, posebnu zahvalnost upućujem prof.dr. Sabahudinu Ekinoviću, za mentorstvo na ovom radu i sve korisne sugestije i pruženu podršku tokom izrade istog. Naravno, zahvaljujem i na iskrenim namjerama i trudu koji ulaže da mi prenese bogato iskustvo i znanje, ne samo na polju obrade rezanjem već i mnogo šire. Kako je okončanju rada doprinijelo mnogo ljudi, smatram da je najbolja vrsta nabrajanja hronološkim redoslijedom. Dakle, zahvaljujem, direktoru Metalurškog instituta na svakom vidu podrške tokom izrade ovog rada. Zahvaljujem se i radnim kolegama iz Zavoda za mašinstvo, Zavoda za livenje i topljenje i Zavoda za fizičku metalurgiju koji su uradili uzorke za eksperiment, mehanička i metalografska ispitivanja. Zahvalnost dugujem najbližim saradnicima u Zavodu za zaštitu i ekologiju koji su, zbog mog angažmana na ovom radu, bili više angažovani na svojim radnim mjestima i nosili dodatni teret. Naravno, posebnu dugujem mr. Edinu Begović i Sabahudinu Ahmić koji su strpljivo (da ih Bog nagradi) radili na eksperimentu primjene polusuhe mašinske obrade (MQL) ove veoma teško obradljive super legure na bazi nikla. Na kraju, želim da izrazim zahvalnost svojoj porodici, supruzi Mahiri i djeci Merimi i Kerimu, jer su oni ti koji su strpljivo podnosili raznorazne terete izrade jednog ovakvog rada.

Magistarski rad
SADRŽAJ UVOD 1 OSNOVNE KARAKTERISTIKE LEGURE NIMONIC 263 .............................................. 1 1.1 Fizičko-metalurška svojstva superlegura na bazi nikla ......................................... 2 1.1.1 Hemijski sastav i uticaj legirajućih elemenata ........................................................... 4 1.1.2 Nimonic 263 ............................................................................................................... 4 1.2 Strukturna mehanička i eksploataciona svojstva.................................................. 4 1.2.1 Strukturna svojstva .................................................................................................... 6 1.2.2 Mehanička svojstva .................................................................................................... 7 1.2.2.1 Kratkotrajna mehanička svojstva ............................................................................... 7 1.2.2.2 Dugotrajna mehanička svojstva ................................................................................. 8 1.2.3 Eksploataciona svojstva ........................................................................................... 10 1.2.3.1 Karakteristike korozije ............................................................................................. 10 1.3 Mašinska obrada ............................................................................................... 10 1.3.1 Konvencionalna obrada ........................................................................................... 12 1.3.2 Struganje .................................................................................................................. 13 2 SREDSTVA ZA HLAĐENJE I PODMAZIVANJE ........................................................ 14 2.1 Uvod ................................................................................................................. 14 2.2 Osnove izbora SHP sredstava ............................................................................. 16 2.3 Aspekti primjene SHP sredstava ........................................................................ 16 2.3.1 Izbor hemijskog sastava SHP sredstava ................................................................... 16 2.3.1.1 Testiranje SHP sredstava na mašini ......................................................................... 16 2.3.1.2 Konsultiranje stručnjaka vezano za primjenu SHP sredstava .................................. 16 2.3.1.3 Labaratorijska ispitivanja SHP sredstava.................................................................. 17 2.3.1.3.1 Test trljanjem ........................................................................................................... 17 2.4 Konkretno rezanje u kontrolisanim usovima ...................................................... 17 2.5 Terorija rezanja kao aspekt izbora i implementacije reznog fluida ..................... 18 2.5.1 Penetracija reznih fluida u kontaktnu zonu ............................................................. 19 2.5.2 Hlađenje .................................................................................................................. 19 2.5.2.1 Direktno hlađenje .................................................................................................... 21 2.5.2.2 Hlađenje usljed isparavanja ..................................................................................... 22 2.5.2.3 Hlađenje smjesom zrak-SHP sredstvo ...................................................................... 23 2.6 Tipovi SHP sredstava .......................................................................................... 25 2.6.1 Čista rezna ulja ......................................................................................................... 25 2.6.2 Emulziona ulja ......................................................................................................... 26 2.6.3 Sintetička SHP sredstva ............................................................................................ 26 2.6.4 Polusintetička SHP sredstva ..................................................................................... 27 2.6.5 Tečni azot ................................................................................................................. 27 2.7 Ekološki aspekti primjene SHP sredstava ........................................................... 28 2.7.1 Uticaj SHP sredstava na čovjeka .............................................................................. 29 2.8 Konačan izbor SHP sredstava ............................................................................. 30 3 SUHA I POLUSUHA MAŠINSKA OBRADA ............................................................. 35 3.1 Podjela postupaka polusuhe mašinske obrade .................................................. 36 3.1.1 Podjela prema načinu dopreme aerosola ................................................................ 36 3.1.2 Podjela prema sastavu aerosola .............................................................................. 40 3.2 Mehanizami funkcionisanja polusuhe obrade .................................................... 44

Magistarski rad
3.2.1 Nekoliko objavljenih primjera .................................................................................. 44 3.2.2 Efikasnost polusuhe obrade – postojeća objašnjenja .............................................. 46 3.2.3 Prihvatljiva objašnjenja efikasnosti polusuhe obrade ............................................. 46 4 PLANIRANJE EKSPERIMENTA ............................................................................. 49 4.1 Uvod ......................................................................................................................... 49 4.2 Planiranje eksperimenta u mašinskoj obradi ........................................................... 49 4.3 Matematički model .................................................................................................. 50 4.4 Izbor granica varijacije ............................................................................................. 49 4.5 Osnovni uslovi eksperimenta ................................................................................... 51 4.6 Potpuni 2k faktorski plan eksperimenta ................................................................... 52 4.6.1 Određivanje varijanse .............................................................................................. 54 4.6.2 Određivanje homogenosti varijanse ........................................................................ 54 4.6.3 Određivanje signifikantnosti koeficijanata .............................................................. 55 4.6.4 Određivanje adekvatnosti modela ........................................................................... 55 5 EKSPERIMENTALNO ISTRAŽIVANJE .................................................................... 56 5.1 Postavka eksperimenta ............................................................................................ 56 5.2 Eksperiment sa livenim uzorkom –uzorak broj 1 ..................................................... 58 5.2.1 Analiza rezultata za uzorak broj 1: MQL i suha obrada na
različitim režimima obrade ...................................................................................... 63 5.3 Eksperiment sa uzorkom broj 2- liveno-kovanim komadom ∼60%
deformacije .............................................................................................................. 64 5.3.1 Eksperiment sa variranjem parametara obrade: brzine rezanja-v,
posmaka-s i dubine rezanja-d .................................................................................. 65 5.3.1.1 Regresiona analiza za suhu obradu .......................................................................... 68 5.3.1.2 Regresiona analiza za MQL (polusuhu) obradu ....................................................... 71 5.3.1.3 Analiza rezultata eksperimenta za uzorak broj 2 – eksperiment sa
variranjem parametara obrade:brzina rezanja-v, posmak-s, dubina rezanja-d za suhu i MQL obradu .............................................................................. 79
5.3.2 Eksperiment sa variranjem MQL parametara .......................................................... 80 5.3.2.1 Regresiona analiza ................................................................................................... 83 5.3.2.2 Analiza rezultata eksperiment za uzorak broj 2 – eksperiment sa
variranjem MQL parametara obrade: količina ulja, količina vode i položaj mlaznice ................................................................................................................... 90
6. ZAKLJUČNA RAZMATRANJA ............................................................................... 94 7. NEDOSTACI SOPSTVENIH I PRAVCI DALJIH ISTRAŽIVANJA .................................. 97 7.1 Nedostaci sopstvenih istraživanja ............................................................................ 97 7.2 Pravci daljih istraživanja

Magistarski rad
UVOD Sve veća potražnja za gasnim turbinama (avio i automobilska industrija) rezultirala je potrebom za materijalima koji su otporni na povišene radne temperature. Pored toga primjenom ovih materijal povećava se stepen iskorištenja, jer se povećavaju ulazne temperature. Za ovakve primjene potrebni su materijali koji imaju visoku dinamičku čvrstoću i mala izduženja na visokim temperaturama. Osim toga kod ovih materijala se zahtjeva da budu otporni na koroziju izazvanu sagorjevanjem goriva. Prvobitno to su bile legure nikla i kroma. Otkriveno je da je legura, koja sadrži 80% nikla i 20% kroma pogodna za električne grijače. Ova legura i danas se koristi kao standardni materijal za ove svrhe. Tapsell and Bradley 1925 nalaze da je otpornost na puzanje ove legure superiorna u odnosu na sve ostale poznate materijala za koje postoje podaci o puzanju. Godinu dana kasnije jedan njemački proizvođač patentira leguru koja sadrži 40 do 85% nikla, 10 do 40% kroma, 1do 40% željeza i veoma nizak sadržaj ugljika. Kako bi se osigurala dovoljno visoka tačka tečenja leguri se dodaje do 6% aluminijuma ili alternativo 15% volframa, 12% molibdena i/ili 2 do 20% kobalta. Namjena ove legure je bila isključivo za lopatice gasnih i parnih turbina. Nije bilo nikakvih izvještaja o percipitacionom očvrščavanju iako je malo vjerovatno da je to nemoguće za ovu leguru jer sadrži aluminijum koji toplotnim tretmanom prelazi u Ni3Al. 1939 godine javila se potreba za materijalom koji će imati odgovarajuću zateznu čvrstoću na povišenim temperaturama te nakon 300 sati rada napon puzanja ne smije biti veći od 0,1%. Već u tom trenutku postojao je dokaz da nikl-kromove legure daju obećavajuće rezultate kada je u pitanju zatezna čvrstoća na povišenim temperaturama i puzanje. Pored toga razmatran je veliki broj mogućih legura, ali se na kraju pažnja usmjerila na tri tipa legura:
1. 80-20 nikl-krom legure slično onim za električne grijače 2. kompleksne nikle-krom legure 3. kompleksne nikl-krom-željezo legure i austenitne čelike
Zbog svojih osobina ove legure su vremenom postale poznate i kao super legure, a zbog visoke cijene prvobitno su korištene u avio industriji. Vremenom kako su procesi obrade napredovali ove legure se počinju koristiti i u automobilskoj industriji. Postojanost na visokim temperaturama svrstava ove legure u grupu teško obradljivih materijala. Od njihovog pronalaska do danas tehnologija izrade alata je jako uznapredovala i sada postoje alati koji se uspješno koriste za mašinsku obradu odvajanjem strugotine. Pored toga kod mašinske obrade ovih super legura generiše se veoma velika količina toplote koja se, prema preporukama odvodi sredstvima za hlađenje i podmazivanje. Zbog sve većih troškova sredstava za hlađenje i podmazivanje koji su rezultat strožijih ekoloških zahtjeva, a sve u cilju smanjenja opterećenja okoliša razvijeni su i novi postupci obrade uz korištenje minimalne količine ovih sredstava gdje se potrošnja ulja kreće u granicama 10-50 ml/h. Pored toga nema naknadne obrade prije konačnog odlaganja, jer se sredstva za hlađenje i podmazivanje smatraju specijalnim otpadom. U radu je pokazan način obrade super legura na bazi nikla postupcima suhe i polusuhe mašinske obrade uz korištenje bio-razgradivih reznih fluida kao što je repičino ulje. Pod
1

Magistarski rad
pojmom suhe obrade podrazumijeva se obrada bez upotrebe bilo kakvih sredstava za hlađenje i podmazivanje, iako se u praksi pod pojmom suhe obrade podrazumjeva mašinska obrada uz korištenje struje komprimiranog zraka kao sredstva za hlađenje. Prema tome, u daljem tekstu pojam suha obrada podrazumijeva mašinsku obradu skidanjem strugotine bez upotrebe bilo kakvih sredstava za hlađenje i podmazivanje. 1. OSNOVNE KARAKTERISTIKE LEGURE NIMONIC 263 Nimonic 263 je legura na bazi nikla i razvijena je u firmi Rolls-Royce sa prvenstvenim ciljem da se dobije materijal za jako opterećene dijelove turbomlaznih motora koji rade na povišenim temperaturama do 1050°C. Ovaj materijal je prvobitno bio projektovan za limove koji treba da odgovore specifičnim projektnim zahtjevima u pogledu granica elastičnosti i trajne statičke čvrstoće. Međutim, u međuvremenu su razvijene nove tehnologije prerade ovog materijala te se isti može naći u svim standardnim oblicima. 1.1 Fizičko-metalurška svojstva superlegura na bazi nikla 1.1.1 Hemijski sastav i utjecaj legirajućih elemenata Svojstva superlegura se u osnovi temelje na njihovim kemijskim sastavima. Slika 1 daje prikaz trendova promjena u kemijskom sastavu u vremenskim periodima.
Slika 1: Uporedni kvalitativni prikaz trendova u sastavu superlegura za reprezentativne
superlegure [1] Prvobitno ove legure su se sastojale samo od željezne ili od niklove osnove sa dovoljnom količinom kroma kako bi se osigurala otpornost prema oksidaciji. Krom je imao dvostruku ulogu: povećati otpornost prema koroziji i formirati kromove karbide, čiji je zadatak bio ojačati materijal na visokim temperaturama.
2

Magistarski rad
Krom u reakciji sa kisikom formira adherentni oksidni sloj Cr2O3 na površini materijala koji štiti od daljne oksidacije i korozije. Međutim, tokom razvoja visokotemperaturnih legura bilo je potrebno progresivno smanjivati sadržaj kroma da bi se održala stabilnost legure i dobila optimalna svojstva napona kidanja. Gubitak u otpornosti prema koroziji uzrokovan smanjenjem sadržaja kroma je kompenziran povećanjem sadržaja aluminijuma. Za povećanje otpornosti na puzanje leguri su dodani: aluminijum, titan i/ili niobijum1), koji formiraju koherentnu γ’ fazu otpornu na puzanje. Količinski udio ovih elemenata je ograničen zbog njihovog negativnog utjecaja na vrijednosti žilavosti legure. Aluminijum povećava otpornost oksidaciji, jer i on kao i krom formira adherentni sloj Al2O3 na površini materijala, koji je stabilan tokom izlaganja visokim temperaturama, zbog čega je za ova svojstva legure značajniji od titana i niobijuma. Niobijum može u određenom iznosu supstituirati titan ili aluminijum u γ' fazi ili, ako je sadržaj niobijuma iznad 4%, može formirati posebnu otvrdnjavajuću fazu, Ni3Nb [2]. Ova faza u metastabilnom obliku ima prostorno centriranu tetragonalnu kristalnu rešetku i označava se sa γ*2). Titan i niobijum, također, formiraju karbide. Da bi se legure učinile jeftinijim sadržaj nikla je moguće jednim dijelom supstituirati sa željezom. Međutim, sa povećanjem sadržaja željeza smanjuje se otpornost prema oksidaciji i povećava se tendencija formiranja štetne sigma faze. Kobalt se dodaje u leguru umjesto nikla, s obzirom da on reducira rastvorljivost aluminijuma i titana u nikl – krom matriksu, što omogućava da se zadrži čvrstoća na visokim temperaturama. Heslop je dokazao da kobalt, također, povećava sposobnost obradivosti materijala na bazi nikla, a taj efekt je posebno koristan pri radu sa legurama sa visokim sadržajima aluminijuma i titana [3]. U kasnim 1940-tim uočeno je da dodaci vatrootpornih metala, na čelu sa molibdenom uzrokuju značajan porast čvrstoće putem čvrstog rastvora i formiranja karbida. Volfram, tantal, kao i renijum se maksimalno koriste u tu svrhu. Ovi elementi, u određenom iznosu, se također rastvaraju u γ' fazi i zbog toga djeluju na parametre ove faze koji određuju njene čvrstoćne karakteristike, npr. solvus temperaturu i koherentnost rešetki matriks/precipitat. Osim toga molibden, volfram i tantal međusobno, kao i sa drugim elementima kao što su: krom i željezo, formiraju kompleksne karbide Bor i cirkonijum se dodaju da bi se poboljšala otpornost na puzanje i duktilnost. Decker i Freeman su dokazali da B i Zr tokom rada usporavaju aglomeraciju karbida na granici zrna u osnovi legure sa 55% Ni, 20% Cr i 15% Co [3]. U periodu od 1950. do 1970. godine kemijski sastav superlegura se obogaćivao sa različitim elementima zbog njihovih utjecaja na svojstva legura. U 1980-tim neki elementi su „odstranjeni“ s obzirom da je napredak u razvoju procesa proizvodnje i prerade doveo do kreiranja novih mikrostruktura za koje nisu potrebni. Na primjer razvojem monokristala elementi koji ojačavaju granice zrna, kao što su ugljik, u formi karbida, te bor i cirkonij, nisu bili više potrebni s obzirom da one u monokristalima ne postoje
1) Prvi put dodan 1929. godine, [1] 2) Alternativna oznaka koja se koristi u USA je γ''
3

Magistarski rad
1.1.2 Nimonic 263 Najranije visokotemperaturne legure na bazi nikla koje su korištene u ljevanom stanju, bile su ljevane verzije već ustanovljenih kovanih legura. Ljevane verzije Nimonic legura i neke specijalno razvijene ljevane legure nazvane su Nimocast legure. Sastav visokotemperaturne kovane legure Nimonic 263 i visokotemperaturne ljevane legure Nimocast 263, čija je osnova nikl, su dati u tabeli 1 [3]. Tabela 1: Sastav visokotemperaturnih legura Nimonic 263 i Nimocast 263 [3,4]
Legura Sastav (%) C Si Cu Fe Mn Cr Ti Al Co Mo B Zr Ni
Nimonic 263 0,04 0,08
0,04 max
0,2 max
0,7 max
0,2 0,6
19,0 21,0
1,9 2,4
0,3 0,6
19,0 21,0
5,6 6,1
0,001 max
0,02 max
Ostatak
Nimocast 263 0,06
0,04 max
0,2 max
0,7 max
0,6 max
20,0 2,3 0,5 20,0 6,0 0,001 max
0,02 max
Ostatak
1.2. Strukturna, mehanička i eksploataciona svojstva
Fizička svojstva legura tipa Nimonic uglavnom su od sporedne važnosti u odnosu na njihova mehanička i kemijska svojstva na povišenim temperaturama. Međutim, u nekim područjima fizička svojstva postaju jednako važna kao i mehanička, što je slučaj kod ljevanih komponenti koje rade na vrlo visokim temperaturama, gdje je veoma važna vrijednost solidus temperature. Ovo svojstvo može biti glavni faktor za izbor legure u slučaju komponenti statora gasnih turbina. • Gustoća Gustoća Nimonic 263 na 20°C je 8,36 kg/dm3 • Termičko širenje (ekspanzija) Srednji koeficijenti širenja za leguru Nimonic 263 kroz temperaturni opseg su dati u tabeli 2 [3].
Tabela 2: Termički koeficijent širenja legure Nimonic 263, x 10-6 °C-1 [3]
Legura Temperaturni opseg, °C
20-100
20- 200
20-300
20-400
20-500
20-600
20-700
20-800
20-900
20-1000
Nimonic 263 11,2 12,1 12,6 12,8 13,6 13,8 14,6 15,4 17,0 18,1
• Specifična toplota
Izračunate vrijednosti specifične toplote kroz temperaturni opseg od 20o do 1000 °C za leguru Nimonic 263 date su u tabeli 3 [3]. Tabela 3: Izračunate vrijednosti specifične toplote za leguru Nimonic 263 [3]
Legura Specifična toplota, J/kgK
20 100 200 300 400 500 600 700 800 900 1000
Nimonic 263 426 447 472 497 523 548 573 598 624 649 674
4
Magistarski rad
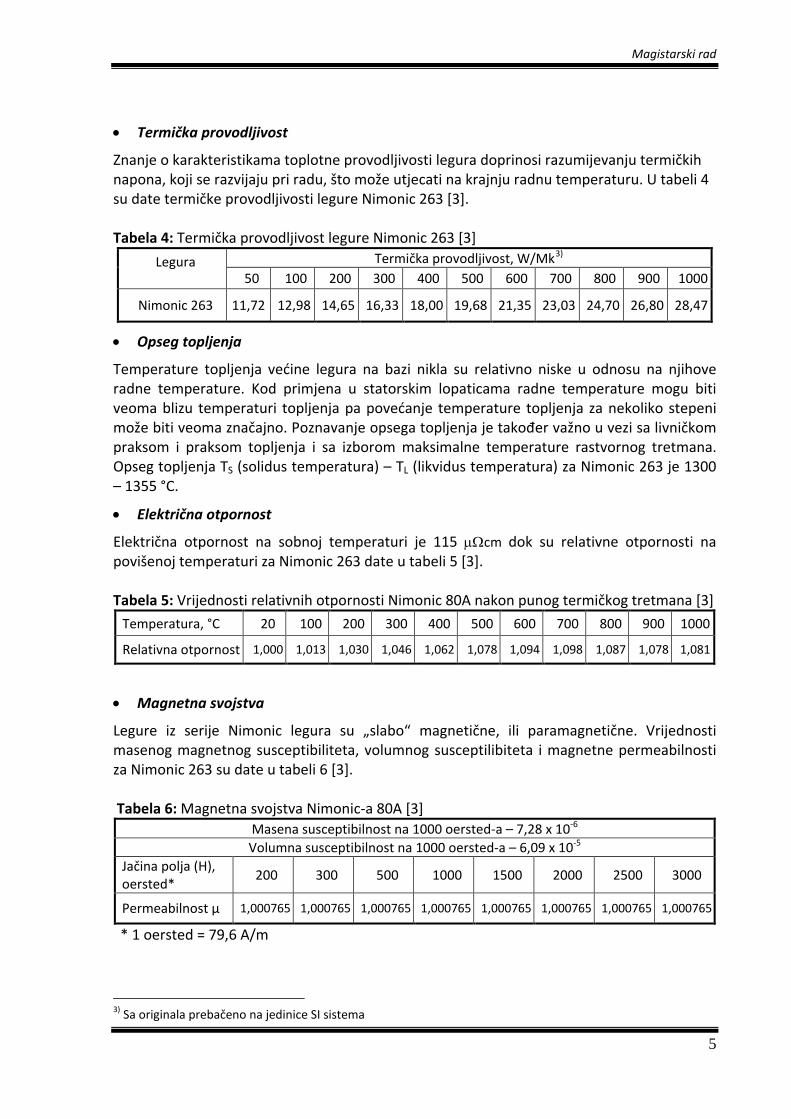
• Termička provodljivost
Znanje o karakteristikama toplotne provodljivosti legura doprinosi razumijevanju termičkih napona, koji se razvijaju pri radu, što može utjecati na krajnju radnu temperaturu. U tabeli 4 su date termičke provodljivosti legure Nimonic 263 [3]. Tabela 4: Termička provodljivost legure Nimonic 263 [3]
Legura
Termička provodljivost, W/Mk3) 50 100 200 300 400 500 600 700 800 900 1000
Nimonic 263 11,72 12,98 14,65 16,33 18,00 19,68 21,35 23,03 24,70 26,80 28,47
• Opseg topljenja
Temperature topljenja većine legura na bazi nikla su relativno niske u odnosu na njihove radne temperature. Kod primjena u statorskim lopaticama radne temperature mogu biti veoma blizu temperaturi topljenja pa povećanje temperature topljenja za nekoliko stepeni može biti veoma značajno. Poznavanje opsega topljenja je također važno u vezi sa livničkom praksom i praksom topljenja i sa izborom maksimalne temperature rastvornog tretmana. Opseg topljenja TS (solidus temperatura) – TL (likvidus temperatura) za Nimonic 263 je 1300 – 1355 °C.
• Električna otpornost
Električna otpornost na sobnoj temperaturi je 115 µΩcm dok su relativne otpornosti na povišenoj temperaturi za Nimonic 263 date u tabeli 5 [3]. Tabela 5: Vrijednosti relativnih otpornosti Nimonic 80A nakon punog termičkog tretmana [3]
Temperatura, °C 20 100 200 300 400 500 600 700 800 900 1000
Relativna otpornost 1,000 1,013 1,030 1,046 1,062 1,078 1,094 1,098 1,087 1,078 1,081
• Magnetna svojstva
Legure iz serije Nimonic legura su „slabo“ magnetične, ili paramagnetične. Vrijednosti masenog magnetnog susceptibiliteta, volumnog susceptilibiteta i magnetne permeabilnosti za Nimonic 263 su date u tabeli 6 [3]. Tabela 6: Magnetna svojstva Nimonic-a 80A [3]
Masena susceptibilnost na 1000 oersted-a – 7,28 x 10-6 Volumna susceptibilnost na 1000 oersted-a – 6,09 x 10-5
Jačina polja (H), oersted* 200 300 500 1000 1500 2000 2500 3000
Permeabilnost μ 1,000765 1,000765 1,000765 1,000765 1,000765 1,000765 1,000765 1,000765
* 1 oersted = 79,6 A/m
3) Sa originala prebačeno na jedinice SI sistema
5

Magistarski rad
• Moduli elastičnosti
Poznavanje vrijednosti elastičnih modula materijala je neophodno ne samo pri određivanju napona, koji će se proizvesti pod datim uslovima opterećenja unutar elastičnog opsega materijala, nego također kao pomoć u izbjegavanju nepoželjne rezonance, kada se materijal namjerava koristiti za izradu brzo rotirajućih ili vibrirajućih dijelova. U posljednjem slučaju, dizajn treba biti takav da se rezonantna frekvencija ili nikada ne dostigne, ili da se premaši tokom približavanja uobičajenoj radnoj brzini. Iz ovoga proizlazi da je poznavanje vrijednosti modula elastičnosti Nimonic legura od velike važnosti za dizajn i rad gasnih turbina, posebno u pogledu turbinskih i kompresorskih lopatica. Vrijednosti Youngovog modula za Nimonic 263 su date u tabeli 7 [3]. Tabela 7: Vrijednosti dinamičkog Youngovog modula izvučenih i hladno prerađenih šipki
nakon punog termičkog tretmana, N/mm2 x 103 [3]
Legura Temperatura, °C
20 100 200 300 400 500 600 700 800 900 1000 Nimonic 263 223 219 212 205 198 192 184 176 163 153 143
1.2.1. Strukturna svojstva
Kemijski sastav legure definiše prisutne čvrste faze u mikrostrukturi. Da bi se spriječila pojava štetnih σ i μ faza neophodna je stroga kontrola kemijskog sastava. Na slici 2 je, pri povećanju oko 10000 puta, dat razvoj mikrostruktura niklovih superlegura [1], pri čemu su prikazane faze koje povećavaju čvrstoću i duktilnost legure, ali i one koje štetno djeluju na ova svojstva legure.
Slika 2: Mikrostruktura niklovih superlegura: korisne i štetne faze [1]
6

Magistarski rad
Nimonic 263 može biti otvrdnut starenjem putem kontrolirane precipitacije submikroskopske koherentne γ' faze unutar austenitnih zrna, koja doprinosi otpornosti na puzanje djelujući kao barijera kretanju dislokacija. Prisustvo ugljika vodi formiranju serije karbidnih faza:
• Primarni karbidi unutar zrna, nitridi ili karbonitridi oblika M(C,N), gdje je M obično titan.
• Karbidi po granicama zrna bogati kromom tipa M7C3 i M23C6. Karbidi M7C3 precipitiraju na temperaturama iznad 1050 °C i transformišu se u druge karbide na nižim temperaturama, na kojima se, također, mogu pojaviti i karbidi tipa M23C6.
Kromom bogati karbid Cr7C3 je stabilan u temperaturnom opsegu 1050° – 1150 °C. Pri termičkoj obradi na temperaturama ispod 1050 °C, Cr7C3 je također primarni karbid koji će se formirati na toj temperaturi bez obzira na prethodni rastvorni tretman. Međutim, kako se tretman nastavlja karbid Cr7C3 će progresivno biti zamijenjen sa karbidom tipa Cr23C6 [2]. Karbidi po granicama zrna imaju velik utjecaj na svojstva superlegura prvenstveno na čvrstoću. Ako karbidi nisu prisutni, može doći do preranog nastanka mikropukotina uslijed puzanja zbog povišenog klizanja granica zrna. Isto tako, prisustvo kontinuiranih karbidnih filmova po granicama zrna je štetno za udarna i svojstva kidanja uslijed puzanja, s obzirom da oni pružaju otpor klizanju granica zrna uslijed kojega će se pojaviti višak napona i na kraju kidanje.
1.2.2. Mehanička svojstva
Postoji mnogo načina na koji se mogu klasificirati karakteristična mehanička svojstva visokotemperaturnih legura, a jedan od njih je na:
1. „kratkotrajna“ – obuhvataju ona svojstva koje nisu striktno vremenski zavisna, 2. „dugotrajna“ – svojstva koja po svojoj prirodi uključuju izdržljivost kao neku
unutrašnju funkciju njihovog ograničenja ili njihove primjene. Radni uslovi za većinu aplikacija Nimonic legura su takvi da se utjecaj vremena i promjene napona moraju uzimati u obzir. Na temperaturama ispod približno 600 °C kratkotrajna svojstva zatezanja su najvažnija, dok su na višim temperaturama puzanje ili napon kidanja bitnija svojstva.
1.2.2.1. Kratkotrajna mehanička svojstva
a) Karakteristike zatezanja
Krive koje predstavljaju kratkotrajna svojstva zatezanja za leguru Nimonic 263 su date na slikama 3, 4 i 5 [3,6]. Krive su izvedene na tri načina u zavisnosti od količine dostupnih podataka:
1. Kao opsezi sa 98% vjerovatnoće pouzdanosti, koji su uobičajeno zasnovani na rezultatima iz najmanje 15 zagrijavanja legure koja se razmatra.
2. Kao „prosječne“ krive, kod kojih je količina podataka više ograničena, ali koje su uobičajeno dobijene iz najmanje 5 zagrijavanja.
3. Kao „tipična“ svojstva, koja predstavljaju podatke dobijene iz jednog ili više zagrijavanja.
7

Magistarski rad
b) Tvrdoća
Iako se veoma mnogo koristi u studijama o termičkom tretmanu tvrdoća Nimonic legura na sobnoj temperaturi ima mali značaj u odnosu na osobine Nimonic legura na povišenim temperaturama. Takođe, nema poznate zavisnosti između tvrdoće, puzanja i napona kidanja. Uobičajena tvrdoća Nimonic-a 263 data je u tabeli 8 [3]. Tabela 8. Tvrdoća Nimonic-a 263 (Šipka prečnika 20 mm urađena vučenjem) Legura Termička obrada Tvrdoća HV Nimonic 263
2 h 1150°C Hlađenje vodom 208 2 h 1150°C Hlađenje vodom + 8 h 800°C hlađenje na zraku 288
Legure na bazi nikla veoma brzo otvrdnjavaju, odnosno čak i mala količina hladne deformacije značajno utiče na tvrdoću i zateznu čvrstoću.
c) Udarne karakteristike
Otpornost na udar na sobnoj temperaturi niže legiranih materijala tipa Nimonic je općenito visoka i za većinu aplikacija zadovoljavajuća. Ona zavisi od brzine hlađenja sa temperature rastvornog tretmana i sadržaja karbona u leguri. Zbog toga, kao i kod ostalih karakteristika, termički tretman i način proizvodnje mogu utjecati na postignute vrijednosti svojstava. Za kritične aplikacije, preporučuju se varijacije uobičajene termičke obrade da bi se poboljšala otpornost na udar i druga svojstva.
1.2.2.2. Dugotrajna mehanička svojstva
a) Napon kidanja i svojstva puzanja
• Utjecaj nečistoća na vijek trajanja do napona kidanja
Prisustvo nečistoća, čak i u tragovima, može imati štetan utjecaj na vijek trajanja do napona kidanja i izduženje pri lomu Nimonic legura. Nivoi bizmuta i olova su posebno kritični s
Slika 4: Zona 98% pouzdanosti za svojstva zatezanja kovane šipke Nimonic 263. TO: 8 h 1080 °C, hlađenje na zraku + 16 h 700 °C, hlađenje na zraku [3,6].
Slika 3: Zona 98% pouzdanosti za svojstva zatezanja kovane šipke Nimonic 263. TO: 8 h 1080 °C, hlađenje na zraku + 24 h 850 °C, hlađenje na zraku + 16 h 700 °C, hlađenje na zraku [3,6].
8

Magistarski rad
obzirom da ovi elementi ne samo da imaju nisku tačku topljenja, nego su i nerastvorljivi u leguri. Oba elementa segregiraju po granicama zrna, pa topljenje ili omekšavanje na radnoj temperaturi može ozbiljno smanjiti čvrstoću legure. Raspodjela elemenata u zonama granica zrna je sasvim različita. Olovo teži formiranju diskretnih globula po granicama zrna, a bizmut formira film oko zrna i zato ima štetniji utjecaj na svojstva legure. Utvrđeno je da nivo bizmuta reda veličine 30 ppm može formirati kontinuirani jednoatomni sloj po granicama zrna u nekoj leguri sa tipičnom veličinom zrna ASTM 7.
• Utjecaj načina proizvodnje
Temperatura proizvodnog ciklusa može značajno utjecati na rastvorljivost, precipitaciju i raspodjelu ojačavajućih faza i u manjem iznosu na veličinu zrna. Za procese koji uključuju završne operacije na temperaturama iznad granice rastvorljivosti karbida, npr. ekstruzija, može se očekivati da daju niže vrijednosti vijeka trajanja do napona kidanja u odnosu na kovani materijal sa završnom operacijom na temperaturi ispod solvus temperature γ' faze. Svojstva materijala izloženih visokim temperaturama završne operacije mogu se oporaviti naknadnom ponovnom preradom i rekristalizacijom na nižim temperaturama.
• Utjecaj promjenljivih vrijednosti temperature ili napona na ponašanje kod puzanja
Operacije tokom rada na povišenim temperaturama rijetko uključuju konstantne vrijednosti bilo napona bilo temperature. Radni vijek uobičajeno sadrži ili veliki broj kratkih perioda rada, kao što je slučaj kod avionskih gasnih turbina, ili gotovo kontinuirani rad, ali u uvjetima sa vrlo malim promjenama napona ili temperature, koje se dešavaju povremeno. Zato je neophodno odrediti utjecaj promjena vrijednosti temperature ili napona na ponašanje legura na visokim temperaturama.
b) Karakteristike zamora
U gotovo svim aplikacijama tehničkih materijala, osim onih koji se odnose isključivo na statičke primjene, moraju se uzeti u obzir brze promjene napona, posebno onih nastalih vibracijama. Izučavanja ovog fenomena pri uobičajenim temperaturama, također, poznato pod imenom karakteristike zamora metala, vršena su mnogo godina, pa je razlika između statičkog oštećenja i oštećenja zamorom potpuno jasno definisana. Međutim, na povišenim temperaturama kada dolazi do izražaja vremenski zavisno oštećenje puzanjem, razlika između oštećenja zamorom i oštećenja uslijed stalnog napona puzanja je mnogo manja. Pri uobičajenim temperaturama broj ciklusa je pitanje od malog značaja, s obzirom da pri ispitivanju tehničkih materijala lom je definiran brojem naponskih ciklusa koji su primjenjeni, prije nego vremenom potrebnim za njihovu primjenu. Na povišenim temperaturama, međutim, situacija je značajno drugačija, posebno u slučajevima u kojima su promjenljivi naponi postavljeni iznad statičkih napona. Otpornost prema zamoru se pod specifičnim uslovima može izvesti iz karakteristika napona kidanja sa tačnošću od približno 10% [3]. Ispitivanja su pokazala da se najbolja visokotemperaturna otpornost, bilo prema puzanju ili prema zamoru, ne može razviti bez visokotemperaturnog termičkog tretmana, kojim se dobija između ostalog i grubo zrno. Metalografska ispitivanja uzoraka pokazuju da, neovisno od mikrostrukture, na najnižoj ispitnoj temperaturi oštećenje uslijed zamora ima uvijek karakter transkristalne pukotine. Na višim ispitnim temperaturama postoji prijelaz na interkristalni način kidanja i u slučaju sitno zrnastih uzoraka i u slučaju krtih vodom gašenih uzoraka. Nasuprot tome, duktilniji uzorci
9

Magistarski rad
dobijeni nakon trofaznog termičkog tretmana, pokazuju transkristalni način kidanja na svim ispitnim temperaturama. Uticaj korozije na zamor materijala nije od presudne važnosti s obzirom da se raniji lom dešava u odsustvu kontaminata, a pri podizanju promjenljivog napona za 10%. Oštećenje na metalima putem termičkih napona može se akumulirati rezultirajući pojavom pukotina nakon samo nekoliko provedenih temperaturnih ciklusa. Ovakva vrsta oštećenja se naziva „termički zamor“. Istraživanjima je utvrđeno da pod cikličkim uvjetima, koji uključuju maksimalne temperature do 1000 °C, termička otpornost velikog broja kovanih legura se drastično smanjuje sa povećanjem maksimalne temperature ciklusa. Postoje, međutim, određeni podaci da se, tamo gdje maksimalna temperatura ciklusa dostiže više od 1000 °C, termička otpornost ponovno povećava [3].
1.2.3 Eksploataciona svojstva
1.2.3.1 Karakteristike korozije
Na početku razvoja i primjene superlegura na bazi nikla, komponente avionskih motora su imale relativno kratak radni vijek, a avioni su koristili visoko kvalitetna goriva pa problemi korozije nisu predstavljali veliki problem. Danas se od ovih komponenti očekuje da imaju duži radni vijek i imaju više radnih sati bez značajnijeg održavanja. Koriste se goriva lošijeg kvaliteta, a i sami radni uslovi su opterećeni sa prisustvom raznih soli i industrijskih polutanata, što dovodi do češćih i većih problema rada komponenti uzrokovanih korozijom [3]. Istraživanja su pokazala da su glavni uzroci korozije prisustvo kemijskih elemenata, ili u gorivima ili u dovodima zraka, kao što su: sumpor, natrij, vanadij i olovo. Pojedinačno prisustvo ovih elemenata, kao što je to slučaj u radnoj sredini gasnih turbina, je relativno neškodljivo, ali njihove kombinacije imaju izrazito negativan utjecaj na radni vijek komponenti. Općenito negativan utjecaj radne sredine na otpornost koroziji materijala može se smanjiti modifikacijom kemijskog sastava osnovne legure, promjenom uvjeta radne sredine uklanjanjem korozivnih komponenti, ili primjenom površinskih prevlaka koje obezbjeđuju fizičku barijeru između legure i okoline. Druga mjera može uključivati filtraciju korištenog zraka i/ili kemijsku obradu goriva [3]. Povećanje sadržaja kroma je najjednostavniji način za značajno poboljšanje otpornosti legure na koroziju. Pri tome treba voditi računa da to ne mora imati isti efekat i na proces oksidacije, kao i da se zbog održavanja nivoa vrijednosti mehaničkih svojstava mora istovremeno korigovati i sadržaj aluminija i titana. 1.3 Mašinska obrada U pravcu razvoja legura visoke čvrstoće na bazi nikla javljali su se mnogi problemi prilikom mašinske obrade. Veliki broj istraživača uložio je ogroman napora u prevazilaženje ovih problema i uz nekoliko izuzetaka, ustanovljene su zadovoljavajuće kombinacije postavljanja (pripreme) alata, brzina, pomjeranja i rashladnih sredstava, ili su razvijeni novi postupci mašinske obrade. Nimonic legure se razlikuju od čelika i većine drugih neželjeznih materijala njihovom kombinacijom visoke čvrstoće na povišenim temperaturama i dobre duktilnosti i zajedno sa
10

Magistarski rad
austenitnim čelicima, one pokazuju sklonost da lahko ojačavaju hladnom deformacijom. Ovi faktori čine ove legure težim za mašinsku obradu od npr. feritnih čelika. Međutim, razumijevanje ovih faktora, omogućava onom ko vrši mašinsku obradu da poduzme odgovarajuće radnje za prevazilaženje ovih problema. Visokotemperaturne legure na bazi nikla danas obuhvataju spektar materijala sa prilično različitim osobinama pa samim tim i različitim karakteristikama mašinske obrade. Kod većine njih javlja se postupak precipitacionog ojačavanja te se operacija mašinske obrade može provoditi ili u stanju rastvornog žarenja ili u stanju nakon kompletne termičke obrade. Naravno postoje određeni izuzeci u odnosu na ovo pravilo, tako npr. Nimonic 75 se uobičajeno mašinski obrađuje samo u žarenom stanju; također neke od legura iz opsega Nimocast legura se u radu koriste u termički neobrađenom stanju i zbog toga one se i mašinski obrađuju u ljevanom stanju. Ipak uobičajena situacija je takva da postoji izbor stanja u kojem će se provoditi operacije mašinske obrade. U praksi se preporučuje da se određene operacije mašinske obrade, kao što su operacije grubog skidanja strugotine, izvode u stanju nakon rastvornog žarenja, a druge operacije kao što su operacije završnog skidanja strugotine ili brušenja, izvode nakon što je primjenjena kompletna termička obrada. Kada se planiraju operacije mašinske obrade koje će se primjeniti na određenu komponentu, moraju se uzeti u obzir početno stanje površine i kvalitet podpovršinskog dijela kao i uticaj završnih operacija mašinske obrade na završno stanje površine i unutrašnju strukturu komponente. Materijal za mašinsku obradu može biti primljen sa oksidiranim površinskim slojem koji je abrazivan u odnosu na rezni alat, ili pripremne radne operacije, bile one u hladnom ili vrućem stanju, mogu dijelovima prouzrokovati otvrdnutu koru izazvanu preradom. Ako se očekuje ovakva situacija početna dubina rezanja gdje god je to moguće mora biti dovoljno velika da dođe ispod ovako oštećenih površinskih slojeva. Slično ovome, operacije završne mašinske obrade primjenjene na određene komponente će uticati na završno stanje površine i podpovršinsku strukturu te komponente pa se uslijed toga u razmatranje moraju uzeti i ove činjenice. U Tabeli 9 dat je kratak pregled posmaka i brzina izvođenja operacija grube i fine (završne) mašinske obrade skidanjem strugotine, glodanja i bušenja za legure Nimonic 263.
11

Magistarski rad
Tabela 9. Posmaci i brzine izvođenja operacija grube i fine (završne) mašinske obrade
skidanjem strugotine, glodanja i bušenja za legure Nimonic 263[3]. STRUGANJE
Materijal Stanje
Gruba mašinska obrada skidanjem strugotine
Za dubine rezanja 1,25/2,5 mm
Fina (završna) mašinska obrada skidanjem strugotine
Za dubine rezanja 0,125/0,25 mm
Brzina rezanja, m/min
Posmak, mm/obr
Brzina rezanja, m/min
Posmak, mm/obr
Nimonic 263
Nakon rastvornog tretmana 18 – 21 0,2 – 0,3 18 – 21 0,1 – 0,2
GLODANJE
Materijal Preporučeno stanje Za dubinu reza do 3 mm
Brzina rezanja, m/min
Posmak (kod glodanja) po zubu, mm/zubu
Nimonic 263
Nakon rastvornog tretmana ili
ojačavanja starenjem 6 – 9 0,05 – 0,15
BUŠENJE
Materijal* Brzina bušenja, m/min
Posmak pri bušenju za cijeli prečnik (Srednje vrijednosti po razmjeri)
1,6 mm 3,2 mm 12,7 mm 25,4 mm Nimonic
263 6 – 8 0,01 0,04 0,10 0,15
* U preporučenom stanju nakon termičke obrade (kao kod glodanja)
1.3.1 Konvencionalna obrada Da bi se postiglo efikasno odnošenje materijala konvencionalnom mašinskom obradom operacije rezanja moraju biti bez prekida, stalne i čiste što zavisi od dizajna mašine, reznog alata i obezbjeđenja adekvatne količine sredstva za podmazivanje. Kako su kod rezanja specifične sile velike, alatne mašine moraju imati sljedeće osobine:
1. Veliku snagu, 2. Mogućnost rezanja malim brzinama, 3. Robusnu i krutu konstrukciju uključujući i suport za alat i obradak, 4. Bez zazora.
Prilikom izbora reznih alata potrebno je uzeti u obzir sljedeće:
1. Moraju biti otporni na abraznivno trošenje i moraju imati mogućnost postizanja i zadržavanja glatke i oštre rezne ivice,
2. Moraju biti kruti, 3. Grudni i leđni ugao moraju se pažljivo odabrati tako da rezna ivica bude što jača, da
podrže odvođenje toplote sa rezne ivice i da obezbjede adekvatan zazor za odvođenje strugotine.
12

Magistarski rad
Sredstva za hlađenje i podmazivanje moraju sadržavati aditive za visoke pritiske (EP aditivi) kako bi se minimizirali naljepci na alatima. SHP sredstva se moraju dovoditi u velikim količinama kako bi odveo veliku količinu toplote koja se generiše u toku procesa rezanja. Uprkos značajnom broju već provedenih istraživačkih radova, obradljivost se još uvijek ne može lako povezati sa izmjerenim karakteristikama materijala niti postoje praktične standardne metode određivanja obradljivosti. Preferirani metod određivanja obradljivosti i dalje ostaje pažljivo kontrolisana obrada sa uslovima kojim se najbliže simuliraju uslovi proizvodne prakse.
1.3.2 Struganje a) Materijal alata Uobičajeno se alati od brzoreznog čelika koriste kada tvrdoća obratka ne prelazi 280 HV ili u uslovima gdje je rez isprekidan. Kada je tvrdoća materijala preko 280 HV najčešće je ekonomičnije koristiti alate od tvrdog metala koji omogućavaju veće brzine rezanja i veće posmake. Ako se želi postići potpuna superiornost alata od tvrdog metala rez mora bit kontinualan, a posebna pažnja se mora obratiti na obezbjeđenje adekvatne krutosti cijelog sistema, uključujući mašinu, rezni alat i obradak. b) Grudni i leđni uglovi Kritični ugao reznog alata je grudni ugao, a kod obrade niklovih legura visoke čvrstoće izbor grudnog ugla je važniji nego kod niskougljičnih čelika zbog: dodatnog pritiska na alatu, težeg odvođenja strugotine i veće toplote generisane usljed trenja između strugotine i grudne površine. Pomoćni i glavni grudni ugao zavise od operacije obrade, i kreću se od 8° kod skidanja kore do 25° na manjim strugovima za završnu obradu gdje je količina skinutog materijala mala i gdje je dobro podmazivanje i dobro odvođenje strugotine. Odvođenje strugotine je veoma važan faktor kod skidanja kore obratka i kod obrada sa velikim količinama skinutog materijala (high removal rate machining). Velika i kontinuirana spiralna strugotina se ne može odvoditi na ekonomičan način. Prema tome neophodno je smanjiti pomoćni grudni ugao do stepena kada će se strugotina skupljati uz osnovu alata postati krta i lomiti prilikom savijanja prema obratku. Negativni grudni ugao neće dati navedene prednosti jer njegova vrijednost zavisi od smanjenja smicajnih napona usljed generisane toplote. Alati uvijek moraju biti oštri. Kada se alat počne trošiti brzo propada, a za njegovo oštrenje potrebno je duboko brušenje. Kod grubog rezanja odljevaka preporučljivo je koristiti gotovo paralelnu površinu širine 0.8 mm koja smanjuje zazor na reznoj ivici na 1 do 2°. Ovaj alat neće rezati kao oštri alat ali je rezna ivica snažnija i bolje podnosi udare usljed skidanja kore odljevaka.
13

Magistarski rad
2. SREDSTVA ZA HLAĐENJE I PODMAZIVANJE 2.1 Uvod Osnovna funkcija sredstava za hlađenje i podmazivanje (SHP) je hlađenje i podmazivanje tokom procesa obrade i tako smanji destruktivnost kontaktnih procesa između alata i obratka i alata i strugotine. Usljed tog djelovanja sredstva za hlađenje i podmazivanje mogu značajno uticati na tribološke uslove rezanja mjenjajući: kontaktnu temperaturu, normalne i smičuće napone i njihovu distribuciju duž kontaktne zone i/ili mehanizme trošenja alata, integritet obrađene površine i zaostale napone usljed obrade. Kod nekih primjena (kod bušenja dubokih rupa) od SHP sredstava se očekuju i sekundarne funkcije, kao na primjer transport strugotine. Do 19 stoljeća kao medij za hlađenje korištena je voda. Prvi koji je dokazao praktičnu korist od korištenja vode bio je Taylor koji je 1883. godine demonstrirao povećanje brzine rezanja za 30-40% kod rezanja uz korištenje velike količine vode. Međutim, dokazano je i to da voda ima veoma loše osobine podmazivanja i značajan uticaj na koroziju. Nakon toga uslijedio je brz razvoj. Razvijena su mineraln ulja koja imaju osobinu dobrog podmazivanja, ali manji kapacitet hlađenja i veliku cijenu te su bila ograničena na upotrebu rezanja malim brzinama. Konačno između 1910. i 1920. godine razvijena su ulja rastvorljiva u vodi kako bi se čistim uljima povećao kapacitet hlađenja i otpor na požar. Uljima se dadaju i različiti aditivi radi kontrole: pjenjenja, bakterija i gljivica te aditivi za visok pritisak. Iako je uticaj sredstava za hlađenje i podmazivanje dobro poznat, ova sredstva se često smatraju kao pomoćno sredstvo koje je potrebno ali ne i neophodno. U mnogim slučajevima kod izbora sistema za snabdjevanje SHP sredstava počinje od pretpostavke da što se veća količina SHP sredstva dovede u zonu obrade to bolje. Rezultat toga je da se zona obrade često potpuno potapa SHP sredstvima bez razmatranja zahtjeva procesa obrade. Pored toga izbor SHP sredstva često se vrši na osnovu preporuka predstavnika prodaje bez jasnog razumjevanja prirode procesa obrade i jasnih ciljeva primjene SHP sredstva. Postupak primjene SHP sredstava koji uključuje: pritisak fluida, protok, dizajn i mjesto mlaznice, filtriranje, temperaturu itd., je često ostavljen na diskreciju konstruktorima mašine. Pored toga rukovaoci manuelnih i poluautomatskih mašina često samo odlučuju o protoku SHP sredstva i mjestu postavljanja mlaznica. SHP sredstva predstavljaju značajan dio proizvodnih troškova. Samo prije dvije decenije ovi troškovi su bili manji od 3%. Danas se troškovi SHP sredstva penju do vrtoglavih 15%. Na slici 5. prikazani su proizvodni troškovi jedne evropske tvornice bregastih osovina[7].
14

Magistarski rad
Slika 5. Struktura proizvodnih troškova [7] Na slici 5 se može vidjeti da su troškovi SHP sredstava skoro 2 puta veći od troškova alata, a glavna pažnja istraživača inženjera ipak je bila usmjerena na poboljšavanje alata. Pored toga, SHP sredstva koja sadrže ulja postala su značajna obaveza jer je takva SHP sredstva potrebno pravilno odložiti na deponije ili reciklirati. Mnoga SHP sredstva koja sadrže ulja danas se smatraju i opasnim otpadom koji podliježe posebnim procedurama odlaganja na deponijama otpada. Danas se ulaže mnogo napora da se razviju procesi obrade u kojim se koristi manje ili skoro nikako SHP sredstava. Mašinska obrada bez upotrebe SHP sredstava postaje sve popularnija kod pokušaja eliminiranja problema vezanih za upravljanje SHP sredstvima. Jedna od najvećih prepreka uvođenja suhe obrade je pretpostvka da su SHP sredstva potrebna kako bi se dobila završna obrada visoke kvalitete, iako su mnoge studije pokazale suprotno. Suhaobrada ima svoje prednosti i nedostatke. Prednosti su očigledne: čišći obradci, nema proizvodnje otpada, manji proizvodni troškovi, manji troškovi recikliranja strugotine (nema zaostalog ulja), itd. Međutim, ove prednosti imaju i svoju cijenu. Najveća smetnja uvođenju suhe obrade su velika početna ulaganja. Mašine i alati konstruisani za obradu uz korištenje SHP sredstava ne mogu se lako transformisati u mašine namjenjene za suhu obradu. Moraju se kupiti nove snažnije mašine, a često su potrebni i sepcijalni alati da bi izdržali visoke temperature koje se javljaju kod suhe obrade. Kvalitet obrade se značajno mijenja u smislu metalurških osobine materijala i zaostalih napona usljed mašinske obrade. Pored toga, nakon obrade obradci su veoma vrući pa je rukovanje, mjerenje i sl. dosta otežano. Alternativa konvencionalnoj obradu sa obilnim dovođenjem SHP sredstava su postupci obrade uz korištenje ograničenih količina SHP sredstava kao što su koji se nazivaju: obrada uz korištenje minimalne količine SHP sredstava – MQL (Minimal Quantity Lubrication) ili suha mašinska obrada NDM (Near Dry Machining) ili polusuha mašinska obrada SDM (Semi-Dry Machining). MQL koristi veoma malo SHP sredstava koja se uvode tačno u zonu rezanja. Količina tih sredstava je tako mala da na obradcima skoro da i nema zaostalog ulja. Ova mala količina
Troškovi alatne mašine 38,3%
Troškovi alata 7,5%
Troškovi
zaposlenih 8,8%
Troškovi SHP sredstava
16,9%
Opšti troškovi 27,5%
15

Magistarski rad
zaostalog ulja formira zaštitni film na obradku štiteći ga od oksidacije ili ono može potpuno ispariti usljed velikih temperatura u zoni rezanja. Međutim MQL će uspješno zamjeniti klasičnu obradu ako se osnovni zadaci SHP sredstava (odvođenje toplote-hlađenje, smanjenje trenja – podmazivanje, odvođenje strugotine i zaštita od korozija) uspješno zamjene. 2.2 Osnove izbora SHP sredstava Iako je dostupna velika količina rezultata istraživanja, stvarni način djelovanja SHP sredstava kod rezanja metala je još uvijek otvorena stvar. Pritisak koji postoji između strugotine i grudne površine alata, posebno na dijelu sa plastičnom deformacijum strugotine, očigledno sprečava ulazak SHP sredstava. Bez obzira na ovo teorija o SHP sredstvima kao graničnom sloju još uvijek je vodeća [8] objašnjvajući uticaj ovih sredstava na: sile rezanja, temperaturu, kvalitet obrađene površine, zaostale napone i trošenje alata. Nažalost ove osobine nikada nisu sistemski analizirane na način da se povežu sa parametrima SHP sredstava ko što su: tip, način proizvodnje, proizvođač, protok, pritisak, način korištenja i sl.. Postojeća literatura [56, 57, 58] daje veoma mnogo savjeta o tome kako izabrati SHP sredstvo. U njoj se detaljno opisuju hemijske i fizičke osobine velikog broja različitih SHP sredstava, i kvalitativna korelacija osobina SHP sredstava i uslova rezanja korištenjem nejasnih izraza kao ''poboljšavaju'', ''povećavaju'' i sl. Kvantitavnih pokazatelja nema jer su jednostavno nedostupni. 2.3 Aspekti primjene SHP sredstava 2.3.1 Izbor hemijskog sastava SHP sredstva Hemijski sastav SHP sredstava je veoma različit. Niti jedan korisnik ovih sredstava ne poznaje tačan hemijski sastav SHP sredstva, ali svi korisnici znaju da li sredstvo zadovoljava određene radne uslove ili ne. Postoji veliki broj aditiva i mješavina koje se mogu koristiti kao SHP sredstva, ali ne postoji idealno SHP sredstvo za određenu operaciju. Neodgovarajuća upotreba tog „idealnog“ SHP sredstva može dovesti do zaključka da je isti neprihvatljiv. 2.3.1.1 Testiranje SHP sredstva na mašini Pokazalo se da ovo nije dobro rješenje izbora SHP sredstva je postoji veoma mnogo uticajnih fatora između mašine, SHP sredstva i postupka obrade, koje je potrebno istražiti te može dovesti do nepotrebnog gubljenja novca i vremena. Veliki su izgledi da se iz tog ništa i ne nauči. A ako se nešto i nauči to će biti primjenljivo samo za mašinu na kojoj se vršilo testiranje. Prema tome labaratorijska ispitivanja SHP sredstava moraju uvijek prethoditi konkretnim ispitivanjima na mašini. 2.3.1.2 Konsultiranje stručnjaka vezao za primjenu SHP sredstava Ove konsultacije se uglavnom obavljaju sa predstavnikom prodaje proizvođača SHP sredstva. Ovaj postupak se nije pokazao kao dobar u praksi, jer su prestavnici prodaje često ekonomisti. Prodaja SHP sredstva je tu prioritet.
16

Magistarski rad
2.3.1.3 Labaratorijska ispitivanja SHP sredstava Praksa je pokazala da se na: mašine, alate, operatore troše ogromne količine novca, a na SHP sredstva sitnice. Ipak, ako SHP sredstvo nije dobro izabrano i/ili način njegove primjene nije adekvatan za konkretnu operaciju rezultat će biti škart i/ili loš kvalitet obrađene površine što može dovesti do gubitka investicija. Prema tome labaratorijska ispitivanja bi mogla pomoći kod izbora SHP sredstava. Realnost je međutim drugačija. Osobine koje se ispituju u labaratoriji (viskoznost, plamište, pjenjenje, Ph i sl.) su u stvari osobine koje su važne sa aspekta održavanja, a ne kao tribološke karakteristike rezanja metala. Najvažnija karakteristika SHP sredstva vezana za tribologiju rezanja matala je karakteristika podmazivanja. Testovi podmazivanja se mogu podjeliti u dvije grupe. Prva grupa testova je zasnovana na akciji trljanja. Druga grupa testova obuhvata testiranje pod kontrolisanim uslovima rezanja metala. 2.3.1.3.1 Test trljanjem Bayers [9] smatra da, zbog kompleksonosti stvarnih uslova rezanja, niti jedna mašina za testiranje ne može simulirati sve zahtjeve za podmazivanjem svih operacija u jednoj tvornici. On predlaže da se različiti testovi koriste za ocjenu određenog fluida. On ne naglašava koliko testova da se koristi. Šta više, nema naznaka kako porediti i koristiti rezultate testova da bi se dobio valjan zaključak o konkretnoj osobini fluida u odnosu na konkretnu operaciju rezanja. U praksi se koriste sljedeći testovi:
1. Test Falex Pin and Vee (ASTN d2625-94(2003)). Ovim testom određuju se sljedeće osobine fluida: - Vijek i moguće opterećenje uljnog filma – ASTM D-2625 - Mjerenje trošenja fluida – ASTM D-2670 - Mjerenje osobina visokog pritiska fluida – ASTM D3233
2. Test četiri lopte (ASTM D4172). Ovaj test određuje osobine zaštite od trošenja.
Postoje i drugi testovi kao na primjer: blok na prstenu ili rukavac na prstenu koji se mogu koristiti za ocjenu karakteristike podmazivanja. Bez obzira što se ovi testovi dosta koriste potrebno je shavtiti da je veoma teško, ako ne i nemoguće, povezati rezultate ispitivanja sa stvarnom upotrebom fluida, jer se kod navedenog testa klizanje odvija cikličnim uvođenjem jedne iste površine dok se kod stvarnog rezanja klizanje odvija uvijek nasuprot nove površine. 2.4 Konkretno rezanje u kontrolisanim uslovima Jedan od najpopularnih testova u novije vrijeme je test na mašini koja mjeri obrtni moment kod narezivanja navoja. Mašina se koristi za ocjenu alata i SHP sredstava. Mašina koristi precizni ureznik i veliki broj ponovljivih uzoraka slijepih navrtki. Mašina obezbjeđuje podatke za ocjenu: reznih ulja, životnog vijeka, dizajna ureznika i obradljivosti metala. Određivanje efikasnosti rezanja bazirano je na brzom i preciznom mjerenju obrtnog momenta rezanja u toku rezanja navoja. Prema ASTM 5619 standardu ovo je jedini prihvatljivi metod evaluacije
17

Magistarski rad
podataka dok se metod baziran na potrošnji el. energije pogonskog motora smatra nedovoljno tačnim. Ovaj test se koristi i za ocjenu sredstava za hlađenje i podmazivanje. Kod ovog testa porede se osobine nekoliko različitih SHP sredstava. Jedan od njih se označi kao referentni (100% efikasnost) a svi ostali fluidi se označavaju na osnovu referentnog. Međutim, trošenje alata uzrokuje postepeno povećanje obrtnog momenta rezanja navoja. Referentna linija se postavlja tako što se referentno SHP sredstvo koristi kao srednji između posmatranih. Izmjereni obrtni moment nekog SHP sredstva će pasti ili iznad (veći obrtni moment – manje efikasan fluid) ili ispod referentne linije (veća efiksnost). Ponovljivost rezultata se verifikuje dodatnim testovima u kojima se referentno SHP sredstvo i jedno ili dva SHP sredstva sa najboljim rezultatima testiraju odvojeno. Postoji i veliki broj nestandardnih testova ocjene koji se koriste u današnje vrijeme kao na primjer: test bušenja, test struganja i sl. Glavni problem kod ovih testova je veliki broj varijabli uključujući i značajnu varijaciju performansi alata iz istog lota. Rezultat ovog može biti i pitanje šta se u stvari testiralo: varijacija kvaliteta alata ili osobine sredstva za hlađenje i podmazivanje. Iako se čini da je najbolji način ocjene SHP sredstva konkretni postupak rezanja, rezultati rezanja su upitni zbog[7]:
- da bi se dobili iskoristivi rezultati, labaratorijski uslovi moraju biti isti ili slični radnim. Nažalost, ova sličnost se određuje više vizuelno nego korištenjem teorije sličnosti. Kako ne postoji standard za vizuelno određivanje sličnosti vizuelna evaluacije se ne može smatrati prihvatljivom.
- Stanje obradnog sistema može dramatično uticati na rezultate. Čak i malo odstupanje alatne mašine (uzrokovano: preciznošću držača alata, odstupanju vretena, netačnošću držača obratka i sl.) može u potpunosti zasjeniti razliku između učinka dva različita SHP sredstva.
- Rezultati dobijeni korištenjem standardnog metoda rezanja navoja ne mogu pokriti sve mašinske operacije (razvrtanje, glodanje, bušenje, struganja i sl.) jer se tribološki uslvi rezanja bitno razlikuju od uslova testa. Na primjer: brzina rezanja se razlikuje 20-30 puta, kontaktni pritisak više od 10 puta, temperatura rezanja 3-5 puta itd.
2.5 Teorija rezanja kao aspekt izbora i implementacije SHP sredstava U posljednih 100 godina pojavio se veliki broj hipoteza o uticaju različitih SHP sredstava na proces rezanja metala. Međutim, nisu uznapredovale toliko da objasne šta se ustvari dešava u kontaktnoj zoni kada se uvede SHP sredstvo. Iako je provedeno mnogo eksperimenata da se ove hipoteze dokažu, još uvijek ne postoji jasna slika o tome kako djeluju SHP sredstva. Ne postoje jasni rezultati koji bi omogućili razvoj i implementaciju efikasnog SHP sredstva. Od svih otvorenih pitanja sljedeća su najznačajna[7]:
1. Način na koji SHP sredstvo prodiru u kontaktnu zonu, 2. Djelovanje SHP sredstva tj. da li SHP sredstvo hladi ili podmazuje ili i hladi i
podmazuje i do koje se mjere ovi efekti preklapaju ili dominiraju,
18
Magistarski rad
2.5.1 Penetracija reznih fluida u kontaktnu zonu Da bi se razmatralo prodiranje SHP sredstava u kontaktnu zonu (grudnu i leđnu površinu) predložena su četiri osnovna mehanizma prodora SHP sredstava i to: prodor kroz kapilare između strugotine i alata, prodor kroz praznine vezane za formiranje ivica, prodor kroz procjep nastao vibriranjem alata, prolaz preko slobodne strane strugotine kroz poremećene latične strukture. Ne postoje valjani eksperimentalni dokazi koji bi poduprli bili koju od navedenih pretpostavki. Prema literaturnim izvorima kapilarni prodor igra značajnu ulogu. Mikroskopska udubljenja i vrhovi na kontaktnim površinama strugotine i alata formiraju mrežu finih kapilara, kroz koje na osnovu gradijenta pritiska između vanjskog medija i vakuma u kapilarama dolazi do penetracije SHP sredstava u kontaktnu zonu. Nažalost, pretpostavka prodora reznog fluida kroz mrežu kapilara na kontaktnoj površini između alata i strugotine jednostavno nije moguća zbog[7]:
- Najveći poznati specifični pritisak u inženjerskoj praksi dešava se kod rezanja metala na kontaktnim površinama, na taj način da kontaktni sloj strugotine, koji je doveden u veoma plastično stanje popunjava sva mikroskopska udubljenja i vrhove na kontaktnoj površini između alata i strugotine. Ovaj pritisak je mnogo veći od pritiska koji vlada između dosjednih metalnih površina nepropusnog spoja a koji iznosi 17 Mpa. Nažalost, nepoznavanje trobilogije rezanja metala spriječilo je istraživače da pritisak između alata i strugotine porede sa pritiskom koji vlada između dosjednih površina nepropusnog spoja, prema tome bilo kakv prodor SHP sredstva teoretski je nemoguć.
- Visoka temperatura koja vlada na kontaktnim površinama između alata i strugotine i alata i obratka izaziva isparavanje bilo kakovg fluida i to daleko od zone sa najvećom temperaturom i pritiskom.
Prodor kroz praznine nastale prilikom formiranje naljepaka na strugotini i nije baš moguć jer se na brzinama rezanja koje se danas koriste naljepci i ne pojavljuju. Prodor kroz procjepe nastale vibracijama alata takođe nije moguć jer je amplituda vibracija toliko mala da se strugotina uopšte ne odvaja od alata. Provedeno je mnogo eksperimenata koji su dokazali da niti jedna pretpostavka o prodoru SHP sredstva u zonu rezanja nije tačna. Sva priča o aditivima za visoki pritisak (hlor, sumpor i masna kiselina na primjer) koji se dodaju SHP sredstvima kako bi se poboljšali tribološki uslovi između strugotine, obratka i alata nema osnova. S druge strane, dokazana je uspješna primjena SHP sredstava kod poboljšanja vijeka trajanja alata, smanjenja sila rezanja, i poboljšanja integriteta obrađene površine. Prema tome, potrebno je pronaći i verifikovati neki drugi mehanizam djelovanja reznih fluida ako se žele poboljšati tribološki uslovi rezanja metala uz upotrebu sredstava za hlađenje i podmazivanje. 2.5.2 Hlađenje U tribologiji rezanja metala, osnovna funkcija SHP sredsatava je hlađenje i podmazivanje. Od ove dvije najčešće ispitivano djelovanje je podmazivanje i to korištenjem velikog broja
19

Magistarski rad
standarda, dok funkcija hlađenja nije privlačila pažnju, zbog pretpostavke da rezni fluidi rastvoreni u vodi imaju veći kapacitet hlađenja nego čista rezna ulja. Nažalost karakteristike hlađenja reznog fluida nisu dostupne projektantima alata i procesa iako su urađene mnoge studije. Prema Ashtakovu najznačajnija akcija djelovanja SHP sredstava je povećanje krtosti kojoj nije posvećena velika pažnja u literaturi o rezanju metala i SHP sredstvima. Kako je naglašeno u literaturi o rezanju metala većina mehaničke energije vezana za formiranje strugotine pretvara se u toplotnu energiju. Provedeni su i eksperimenti (Epifanov i Rebinder) kojim je utvrđeno da se skoro 99% mehaničke energije pretvori u toplotnu. Kako se skoro sva mehanička energija formiranja strugotine pretvori u toplotnu, jednačina bilansa toplotne energije je od izuzetnog značaja. Ova jednačina se može napisati kao: ctwchzc QQQQFP ++=== Σν ............................................... (1) gdje je: Pc- snaga rezanja, Fz-sila rezanja, v-brzina rezanja, Q∑-ukupna toplotna energija generisana u toku rezanja, Qch-toplotna enrgija odnešena sa strugotinom, Qw-toplotna energija prenesenana obradak i Qct-toplotna energija prenesena na alat. Prema raspoloživim podacima [10] može se vidjeti da je na brzinama rezanja koje se danas koriste količina toplotne energije koja se odnosi sa strugotinom dostiže 80-85%. Od preostalog dijela približno ista količina energije se odvodi u alat i obradak. Prema podacima prikazanim u tabeli ove količine zavise od brzine rezanja. Kako se brzina rezanja povećava, veća količina energije se prenosi na alat. Iako se veća količina toplotne energije odnosi strugotinom, ne smije se zaključiti da je temperatura strugotine veća od temperature alata. U stvarnosti ona je znatno manja. Ovo se dešava iz razloga što se strugotina kreće odnosno formira te bilo koji elementarni segment strugotine nije dugo izložen visokoj kontaktnoj temperaturi da mu se temperatura značajno poveća. Ista stvar se dešava i sa obradkom dok se alat kreće preko njegove površine rasipajući toplotnu energiju preko njegove površine. Nasuprot ovom, kontaktna površina alata i obratka i alata i strugotine se ne pomjera. Zbog toga su kontaktne temperature na alatu znatno veće od onih na strugotini i obratku. Ova stvar je još gora kod super tvrdih alata (CBN, keramika i sl.) jer imaju vrlo malu toplotnu provodljivost, pa alat ne može dovoljno brzo odvesti toplotnu energiju sa kontaktnih površina. Analizom djelovanje SHP sredstva kao sredstva za hlađenje mogu se izvesti sljedeći zaključci:
- Smanjenje temperature rezanja do brzina rezanja od 150 m/min je malo. Na većim brzinama rezanja samo stabilizira temperaturu obratka. Rezni fluid približava temperaturu rezanja optimalnoj temperaturi i na taj na način rezni fluid povećava postojanost alata. U suprotnom postojanost alata se smanjuje u mnogim konvencionalnim mašinskim operacijama. Prema tome, može se zaključiti da SHP sredstvo ima veoma malo uticaja na zonu rezanja. U stvarnosti to baš i nije tačno. Eksperimenti pokazuju da ako temperatura rezanja pređe optimalnu temperaturu rezanja i dođe do difuzije između alata i obratka, smanjenje kontaktne temperature 10-15% smanjuje koeficijenta difuzije između alata i obratka 2-3 puta.
20

Magistarski rad
- Povećava tačnost mašine. Smanjenjem temperature alata i obratka postiže se bolja tačnost mašine usljed manje temperaturne deformacije komponenata mašinskog sistema.
- Smanjuje radijus zakrivljenosti strugotine. Manja toplotna provodljivost radnog materijala veće je smanjenje zakrivljenosti strugotine. Ovaj aspekt se mora uzeti u obzir kod konstruisanja lomača strugotine, gdje je radijus zakrivljenja strugotine značajna osnova.
- Smanjuje dužinu kontakta između alata i strugotine. Ovo je negativan aspekt jer se sile rezanja obično ne smanjuju. Zbog toga se javljaju veća kontaktna naprezanja između alata i strugotine što može dovesti do manje postojanosti alata. Ovo je veoma važno kod krtih alatnih materijala kod kojih može doći do lomljenja rezne ivice.
- Povećava toplotni udar kod isprekidanih rezova. Na primjer, kao kod glodanja može uzrokovati toplotne pukotine na držačima pločica. Jednom formirana pukotina će rasti i može izazvati ili potpuno stradanje pločice ili odstupanje dimenzionalne tačnosti i kvaliteta površine obradaka.
2.5.2.1 Direktno hlađenje Hlađenje reznim fluidom se dešava usljed prisilnog strujanja. Prema tome prenos toplote dat je izrazom: )( cfsfcvcl hAQ θθ ++= .................................................... (2)
gdje je Acl-površina preko koje se odvija prenos toplote, hcv-koeficijent prenosa toplote, θsf-temperatura površine i θcf-temperatura SHP sredstva. Iako prenos toplote strujanjem može izgledati prilično konfuzno zbog postojanja velikog broja jednačina za različite sisteme i režime, potrebno je imati na umu da je cilj pronaći ukupni koeficijent prelaza toplote hcv. Prema tome za rješavanje problema prenosa toplote sa predmeta na SHP sredstvo koristi se jednačina (2). Uvođenjem Rejnolds, Nuselt i Prandtl-ovog broja jednačina (2) dobija oblik (3).
32.0
33.067.065.0
33.035.0
)(20,0
cf
cfcfPcfcfcf v
Ckvgb
hγ−=
.......................................... (3) gdje je γcf specifična težina SHP sredstva. Drugi izraz u jednačini predstavlja novi parametar koji naziva intenzitet hlađenja Kh.
32.033.033.067.065.0 −
−= cfcfcfPcfcfh vCkvK γ ................................................ (4) Kao što se vidi iz jednačine brzina SHP sredstva vfc utiče na intenzitet hlađenja skoro kao i toplotna provodljivost kfc i puno više nego specifična toplota CP-cf. Analizom rezultata djelovanja različitih SHP sredstava mogu se izvesti sljedeći zaključci [7]:
21

Magistarski rad
- SHP sredstvo hlađenjem potpomaže proces rezanja sve dok temperaturu rezanja održava na nivou optimalne. U suprotnom SHP sredstvo smanjuje postojanost alata [11]. Kada se posmatra cijeli obradni sistem, hlađenje stabilizira temperaturu komponenata obradnog sistema što uzrokuje bolju tačnost obrade zbog manjih deformacija komponenti. Još jedan važan aspekt korištenja sredstva za hlađenje je temperatura obradaka poslije obrade. Ova temperatura je često tolika da jako otežava rukovanje i mjerenje nakon obrade.
- Značajno povećanje funkcije hlađenja SHP sredstva postiže se povećanjem njegove brzine. Dvije su koristi od povećanja SHP sredstva i to: povećava koeficijent prelaza toplote i mlaz visoke brzine razbija granični sloj koji se formira na površini visoke temperature. Ove dvije stvari objašnjavaju efikasnost dovođenja SHP sredstva pod visokim pritiskom koji povećava brzinu. Iako se smatra da dovođenje SHP sredstva pod visokim pritiskom pojačava prodiranje fluida između kontaktnih površina (alat-strugotina i alat-obradak), u stvarnosti se to ne dešava jer su pritisci na kontaktnim površinama znatno veći od pritiska fluida pod kojim se dovodi SHP sredstvo. Dokazano je da SHP sredstvo koje se dovodi pod velikim statičkim pritiskom ne utiče znatno na postojanost alata[12] i sile rezanja[13].
2.5.2.2 Hlađenje usljed isparavanja Da bi se razumjelo hlađenje usljed isparavanja SHP sredstva u kontaktu sa vrućom površinom alata, potrebno je razmotriti razmjenu toplote između tijela i tekućine koja ključa [14]. Proces ključanja obuhvata: formiranje, rast i odvajanje mjehurića. Kada je temperatura površine nešto veća od tačke ključanja tekućine, nadpritisak isparavanja neće izazvati mjehuriće. Lokalno zagrijan fluid se širi, te biva odnesen konvekcijskim strujama do površine isparavanja na kojoj se uspostavlja toplotna ravnoteža. Prema tome, isparavanje se dešava pri malim razlikama temperatura i bez formiranja mjehurića. Kako površina postaje toplija dolazi do ključanja. Pri tome nadpritisak isparavanja u odnosu na lokalni pritisak tekućine se povećava te dolazi do formiranja mjehurića. To se dešava u određenim tačkama na vrućoj površini u kojima se formiraju minijaturni đepovi gasa, koji egzistiraju u defektima površine te čine nukleus za formiranje mjehurića. Formirani mjehurić se brzo širi jer vruća tekućina isparava u njega. Temperatura isparavanja u mjehurićima je jednaka temperaturi ključanja. Ova temperatura zavisi od karakteristika tekućine i pritiska, a koja ostaje nepromjenjljiva tokom procesa ključanja θst. Temperatura ključale tekućine u dodiru sa vrućom površinom jednaka je temperaturi te površine θhs. Pomjeranjem od površine, temperatura se smanjuje na temperaturu nešto veću od temperature ključanja θst. Pritisak u mjehuriću je veći od okolnog, zbog čega mjehurić raste do određene veličine nakon čega se odvaja od površine. Ako je kvašenje površine dobro (male vrijednosti kontaktnog ugla) mjehurići se lako odvajaju od površine. Ako je kvašenje slabo (velike vrijdnosti kontaktnog ugla) mjehurići su raspoređeni po površini formirajući isparivački film. Što je bolje kvašenje mjehurići lakše napuštaju površinu usljed čega je i koeficijent prelaza toplote hvb veći. Frekvencija napuštanja površine zavisi od razlike temperature ∆θvp=(θhs-θst). Na sljedećoj slici prikazan je dijagram zavisnosti koeficijenta prelaza toplote hvb u zavisnosti od temperaturne razlike ∆θvp
za ključalu vodu pri atmosferskom pritisku od 0.1Mpa.
22

Magistarski rad
Slika 6. Zavisnost koeficijenta prelaza toplote hvb od temperaturne
razlike ∆θvp=(θhs-θst) za ključalu vodu[7].
Na dijagramu se mogu uočiti tri zone. U prvoj zoni, gdje je mali ∆θvp koeficijent prelaza toplote je isti kao i kod strujanja. U drugoj zoni koficijent prelaza toplote se povećava kako se povećava ∆θvp, jer se povećava frekvencija formiranja mjehurića. Ovaj režim ključanja naziva se konvektivno ključanje. Kako temperatura zagrijavane površine raste formiranje mjehurića se toliko povećava da će u određeom trenutku potpuno prekriti površinu, te spriječiti prilaz tekućini odnosno kvašenje površine. Kada se ovo desi postiže se efekat izoliranja koji znatno smanjuje koeficijent prelaza toplote (zona 3). Konvektinvo ključanje sada postaje ključanje u sloju. U četvrtoj zoni dolazi do stabilizacije ključanja u sloju, pri čemu koeficijent prelaza toplote ostaje nepromjenjen. Kod rezanja metala dešava se prisilna konvekcija. Pri tome rezni fluid se prisilno kreće preko površina alata, strugotine i obratka. Takvo kretanje mijenja proces ključanja. Kao prvo mijenja prirodni kontaktni ugao tekućine. Kao drugo fluid koji se kreće odvaja djelimično formirane mjehuriće od površine pri čemu ih hladi prije postizanja odgovarajućeg dijametra. Prema tome rezni fluid usporava proces ključanja te je prenos toplote usljed isparavanja manji. Kada je brzina reznog fluida visoka prenos toplote usljed isparavanja postaje zanemarivo mali pri čemu se dešava samo prenos toplote usljed konvekcije. Međutim, kod isparavanja u sloju tok reznog fluida povećava prenos toplote, jer tok fluida razbija sloj koji sprečava kvašenje površine. U takvim uslovima zone 2, 3 i 4 na dijagramu se pomjeraju u desno ka većim temperaturnim razlikama. 2.5.2.3 Hlađenje smjesom zrak-SHP sredstvo Poznato je da troškovi sredstava za hlađenje i podmazivanje zauzimaju 16-17% proizvodnih troškova. Šta više ovaj trošak nastavlja rasti. On obuhvata troškove vezane za nabavu,
23
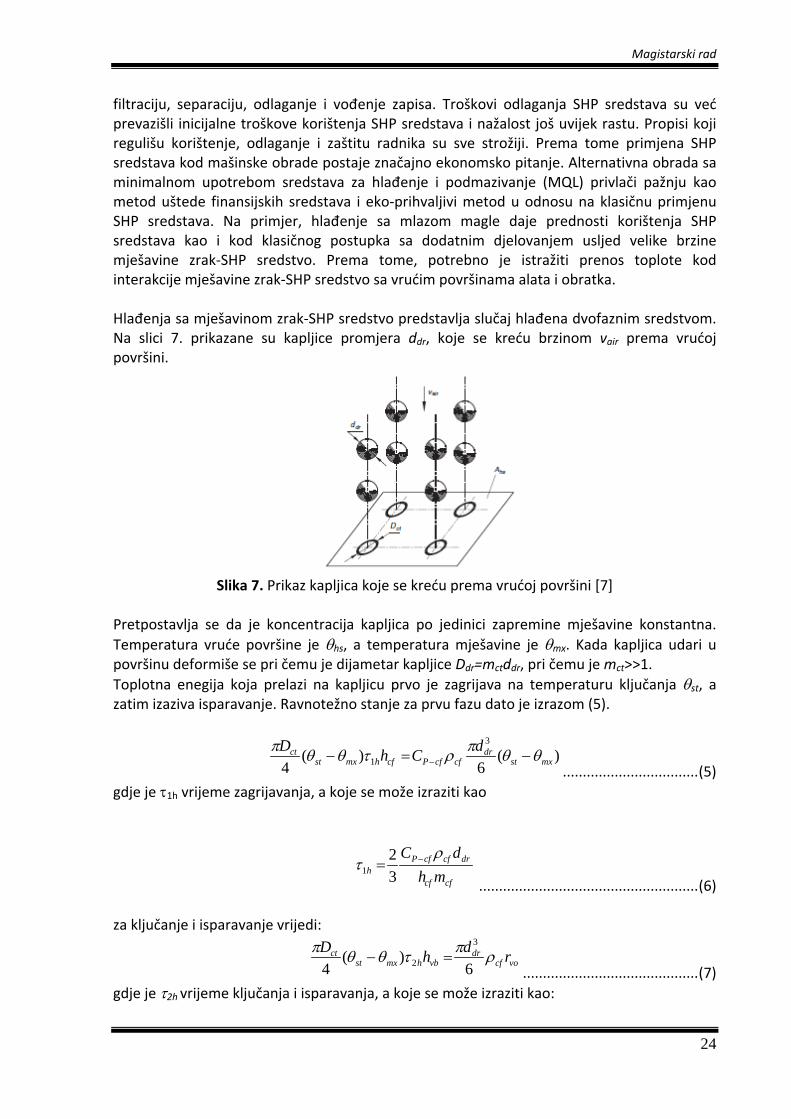
Magistarski rad
filtraciju, separaciju, odlaganje i vođenje zapisa. Troškovi odlaganja SHP sredstava su već prevazišli inicijalne troškove korištenja SHP sredstava i nažalost još uvijek rastu. Propisi koji regulišu korištenje, odlaganje i zaštitu radnika su sve strožiji. Prema tome primjena SHP sredstava kod mašinske obrade postaje značajno ekonomsko pitanje. Alternativna obrada sa minimalnom upotrebom sredstava za hlađenje i podmazivanje (MQL) privlači pažnju kao metod uštede finansijskih sredstava i eko-prihvaljivi metod u odnosu na klasičnu primjenu SHP sredstava. Na primjer, hlađenje sa mlazom magle daje prednosti korištenja SHP sredstava kao i kod klasičnog postupka sa dodatnim djelovanjem usljed velike brzine mješavine zrak-SHP sredstvo. Prema tome, potrebno je istražiti prenos toplote kod interakcije mješavine zrak-SHP sredstvo sa vrućim površinama alata i obratka. Hlađenja sa mješavinom zrak-SHP sredstvo predstavlja slučaj hlađena dvofaznim sredstvom. Na slici 7. prikazane su kapljice promjera ddr, koje se kreću brzinom vair prema vrućoj površini.
Slika 7. Prikaz kapljica koje se kreću prema vrućoj površini [7]
Pretpostavlja se da je koncentracija kapljica po jedinici zapremine mješavine konstantna. Temperatura vruće površine je θhs, a temperatura mješavine je θmx. Kada kapljica udari u površinu deformiše se pri čemu je dijametar kapljice Ddr=mctddr, pri čemu je mct>>1. Toplotna enegija koja prelazi na kapljicu prvo je zagrijava na temperaturu ključanja θst, a zatim izaziva isparavanje. Ravnotežno stanje za prvu fazu dato je izrazom (5).
)(
6)(
4
3
1 mxstdr
cfcfPcfhmxstct dChD θθπρτθθπ
−=− − .................................. (5)
gdje je τ1h vrijeme zagrijavanja, a koje se može izraziti kao
cfcf
drcfcfPh mh
dC ρτ −=
32
1
....................................................... (6) za ključanje i isparavanje vrijedi:
vocf
drvbhmxst
ct rdhD ρπτθθπ6
)(4
3
2 =− ............................................ (7)
gdje je τ2h vrijeme ključanja i isparavanja, a koje se može izraziti kao:
24

Magistarski rad
)(32
22mxstctvb
drvocfh mh
drθθ
ρτ
−=
.................................................... (8) Srednja vrijednost koeficijenta prelaza toplote cijelog procesa je:
hh
hvbhfc hhh
21
2121 ττ
ττ+−
=−
...................................................... (9) Ukupna površina koju zauzimaju kapljice u bilo koje vrijeme je
hsAdrdrctdrhs AndmA −− = 2225.0 π .............................................. (10) Prelaz toplote se odvija sa koeficijentom h1-2 preko površine Ahs-dr od ukupne površine Ahs. Na ostatku površine toplota se odvodi zrakom iz mješavine. Prelaz se odvija sa koeficijentom prelaza hair. Ukupni keficijent prelaza toplote računa se prema izrazu (11)
airairctdrmixc hhhmKh +−= −− )(2.1 2123/2
........................................ (11) Kada započne ključanje u veoma tankom sloju reznog fluida čija debljina je približno jednaka dijametru mjehurića koji se formiraju pri ključanju, tada koeficijent prelaza toplote hbv zavisi od debljine sloja δsf. 2.6 Tipovi SHP sredstava Danas je na raspolaganju pet tipova sredstava za hlađenje i podmazivanje
• čista rezna ulja – bez vode • ulja rastvorljiva u vodi – emulzije • sintetički fluidi • polu-sintetički fluidi (polu-hemijski) – mikro emulzije • krioegeni fluidi
2.6.1 Čista rezna ulja Čista ulja su proizvodi koji ne sadrže vodu, a koriste se kod postupaka gdje se velika količina materijala mora skinuti u veoma kratkom vremenu kao kod glodanja, bušenja, struganja, provlačenja, izrade ozubljenja i navoja. Čista ulja sastoje se od uljne osnove u koju se dodaju jedno ili više mineralnih ulja da bi se postigao određeni viskozitet. U sastav čistih ulja mineralna ulja zauzimaju 80%. Ostale komponenete su: hlorirani parafin, aktivni nosioci sumpora, pasivni nosioci sumpora, modifikatori trenja, modifikatori gustine, modifikatori indeks viskoznosti, aditivi protiv zavarivanja, mirisni i polarni aditivi. Sva čista ulja sadrže aditive za ekstremne pritiske ili aditive protiv zavarivanja kao na primjer hlor i sumpor. Smatra se da ovi aditivi reaguju na visok pritisak i temperaturu dajući ulju bolju karakteristiku podmazivanja. Čista ulja se skoro uvijek koriste nerazrijđena. Ponekad se razrjeđuju mineralnim uljem, kerozinom ili mineralnim uljem za zaptivanje, da se smanji ili viskoznost ili cijena. Ova ulja se ne mješaju sa vodom niti sa vodom formiraju emulzije. Prednosti čistih ulja su: dobro podmazivanje, efikasna zaštita od udara, dobra zaštita od hrđanja i korozije i stabilnost. Nedostaci su: slabo
25

Magistarski rad
hlađenje, formiranje magle i dima na visokim brzinama rezanja, visoki inicijalni troškovi i troškovi odlaganja (reciklaže). Najbolja primjena čistih ulja je kod teških mašinskih obrada i kod mašinskih obrada gdje je podmazivanje jako važno. Ovo su generalno obrade sa malom brzinom gdje je rez izuzetno težak. Neki primjeri su: provlačenje, rezanje navoja, izrada zubaca zupčanika, bušenje dubokih rupa i sl. Ova ulja nisu pogodna za visokobrzinske obrade jer slabo odvode toplotu. Kako se ne rastvaraju u vodi a iznošenje sa obradcima je znatno, upotreba ovih ulja je skupa, pa je njihova upotreba ograničena samo kada drugi tipovi fluida nisu primjenljivi. Ukoliko ih ne zagadi voda ova ulja ne sadrže bakterije i ne dolazi do dekompozicije ulja. 2.6.2 Emulziona ulja Ova ulja se često nazivaju i ulja rastvorljiva u vodi. Ovaj izraz i nije baš pogodan jer ulje nije rastvorljivo u vodi već kada se pomješa sa vodom stvara emulzije. Emulziona ulja su koncentrati ulja sa dodacima koji omogućavaju mješanje ulja i vode pri čemu nastaje emulzija bijele boje. Emulziona ulja sadrže aditive slične onima u čistim uljima kako bi se poboljšala osobina podmazivanja. Takođe sadrže aditive za smanjene korizije, te biocide za kontrolu bakterija u emulziji. Prednosti emulzionih ulja su: dobro hlađenje, dobro kvašenje površine usljed male viskoznosti, nezapaljivost i netoksičnost, lako čišćenje sa male strugotine korištenjem standardnih filtera, relativno mali inicijalni troškovi i troškovi odlaganja. Nedostaci emulzionih ulja su: slabo podmazivanje, pojava bakterija, pojava magle, niska stabilnost (komponente imaju različite nivoe degradacije), kod masovne proizvodnje zahtjevaju svakodnevno i skupo održavanje kako bi se održao zahtjevani sastav. Emulziona ulja su najpopularnije SHP sredstvo danas, jer kombiniraju dobro podmazivanje ulja i dobro hlađenje vode. Zbog toga se mogu koristiti kod velikog broja mašinskih operacija. 2.6.3 Sintetički fluidi Nekada se zovu i hemijska SHP sredstva, a to su koncentrati na vodonoj osnovi, koji sa vodom formiraju prozirnu ili poluprozirnu otopinu. Ova sredstva sadrže sintetičke vodotopive podmazivače, koji ovom fluidu daju neophodnu osobinu podmazivanja. Ova SHP sredstva takođe sadrže i aditive protiv korozije, biocide, površinski aktivne tvari i sredstva protiv pjenjenja. Sintetička SHP sredstva ne sadrže ulja. Prednosti ovih sredstava su: otpornost na pojavu bakterija, mala viskoznost, pa prema tome dobro vlaženje i hlađenje, dobru zaštitu od korozije, veoma malo problema sa maglom, neotrovnost, nezapaljivost, ne stvaraju dim, dobro se filtriraju pomoću standardnih filtera i biorazgradivosti. Nedostaci su: nedovoljno podmazivanje kod teških mašinskih obrada, interakcija sa nemetalnim dijelovima i ostaci često predstavljaju problem. Kako odlaganje postaje sve veći problem ova ulja su postala veoma popularna, jer je način njihovog tretiranja prije odlaganja puno jednostavniji nego kod emulzionih ulja. Sintetička SHP sredstva su definitivno sredstva za budućnosti. Veliki dio razvoja SHP sredstava otpada na poboljšanje sintetičkih SHP sredstava. Međutim, još uvijek postoje problemi, te kod nekih mašinskih obrada sintetička sredstva se ne mogu koristiti. Najveći problem kod sintetičkih sredstava je podmazivanje. Pored toga problem je i pojava ljepljivih i gumenastih ostataka kada voda iz fluida ispari. Zaštita metala kod
26

Magistarski rad
neželjeznih materijala predstavlja problem kod primjene nekih sintetičkih SHP sredstava zbog njihove relativno visoke vrijednosti Ph(8.5-10) i nedostatak ulja koje djeluje kao zaštita. 2.6.4 Polusintetička SHP sredstva To su sintetički koncentrati koji sadrže do 25% ulja. Kada se pomješaju sa vodom formiraju veoma finu emulziju koji liči na rastvor, ali je u stvari emulzija. Ulje je dodano da poboljša efekat podmazivanja. Kada su pronađeni sintetički fluidi podmazivanje je predstavljalo veliki problem, pa su uvedeni polusintetički fluidi. Mnogi korisnici daju prednost polusintetičkim SHP sredstvima koja sadrže mineralno ulje, a koja će kod primjene obložiti obradak i mašinu zaštitnim slojem ulja. PolusintetičkaSHP sredstva su u osnovi hibridi rastvorljivih ulja i sintetičkih fluida. Mješanje hemijskih komponenti zavisi od željenih osobina polusintetičkog fluida. Kada se žele postići osobine rastvorljivog ulja ono će dominirati nad unosom sitetičke osnove. Rezultat je polusintetičko SHP sredstvo koje se ponaša slično rastvorljivom ulju bez značajnog sadržaja ulja. S druge strane kad se žele postići osobine sintetičkog fluida oni će dominirati nad unosom mineralnog ulja. Rezultat je polusintetičko SHP sredstvo koje se ponaša slično kao sintetički fluid. Kao i svako drugo SHP sredstvo i polusintetičko SHP sredstvo mora podmazivati, hladiti i štititi obradni sistem. Za podmazivanje polusintetičko SHP sredstvo sadrži mineralno ulje, koje predstavlja razrjeđivač za hemikalije, koje se dodaju sredstvu i obezbjeđuje određeni nivo graničnog podmazivanja. Poboljšanje efekta podmazivanja se postiže dodavanjem hemikalija koje su namjenjene sintetičkim fluidima. Na primjer, sintetički ugljikovodici i esteri se koriste da poboljšaju osobine podmazivanja polusintetičkih fluida i kao razrjeđivač za aditive. Da bi se ovi fluidi rastvorili u vodi dodaju im se posebne hemikalije. Najčešće se koriste hemikalije koje se koriste i kod rastvorljivih ulja. Najčešće se koristi polieter, amin sapun, petrolej sulfonat, kondenzati amina. Mnoge od ovih hemikalija omogućavaju formiranje emulzije i obezbjeđuju zaštitu od korozije. U polousintetičkom SHP sredstvu nalaze i razni aditivi koji reznom fluidu daju određene osobine. To su na primjer: aditivi fosfora, sumpora i hlora, sredstvo za vlaženje, sredstva za suzbijanje pjene i biocidi. 2.6.5 Tečni azot Tečni azot (temperature: -196°C) koristi se kao SHP sredstvo kod rezanja teško obradivih materijala kao na primjer titanove i niklove legure gdje formiranje i lomljenje strugotine predstavlja značajan problem. Tečni azot se koristi za hlađenje obradaka (na primjer kod hlađenja cjevastih obradaka tečni azot se dovodi pod pritiskom kroz obradak), alati se hlade kroz unutrašnje kanale kroz koje se tečni azot dovodi pod pritiskom ili se cijela zona rezanja potapa tečnim azotom.
27

Magistarski rad
2.7 Ekološki aspekti primjene SHP sredstava Ekologija, resursi i populacija mogu se označiti kao tri glavna problema sa kojima se suočava čovječanstvo. Posebno problem očuvanja okoliša, sa porastom stepena pogoršanja, postaje ozbiljna prijetnja opstanku i razvoju društva. Nakon što su donesene norme ISO 9000 za upravljanje kvalitetom i osiguravanje kvalitete, ISO 14000 sistem upravljanja okolišem i OHSAS 18001 sistem upravljanja zaštitom na radu i zdravljem zaposlenika, primjeniti istovremeno sva tri standarda unutar nekog preduzeća predstavlja jedan od najvećih izazova gledajući iz perspektive inženjerstva. Proizvodna industrija jedan je od najvećih izvora onečišćenja okoliša. Prema tome, kako minimizirati onečišćenje okoliša sa strane proizvodne industrije postaje jedan od važnijih ciljeva svih proizvođača [15]. Početkom 1960-ih godina, znanstvenici su počeli prepoznavati i izražavati zabrinutost za utjecaj SHP-a na cjelokupan okoliš i pojedinačno na zdravlje radnika. Današnji porizvođači sredstava za hlađenje i podmazivanje nalaze se u poziciji da moraju pratiti i pridržavati se propisa i regulativa pojedinih vlada o utjecaju pojedinih hemikalija na okoliš i društvo u cjelini. Nepoštivanje ili u krajnjoj mjeri kršenje propisa može dovesti do odgovornosti proizvođača za štetu nastalu upotrebom određenog proizvoda. Proizvođači širom svijeta trenutno koriste oko 2,4 milijardi litara SHP-a formirajući značajnu potražnju za tom neobnovljivom vrstom sirovina [16]. Od ukupne količine 52% se koristi za obradu odvajanjem čestica, a 31% pri obradi deformacijom [17]. Amerika predstavlja vodeću regiju prema potrošnji navedene količine SHP-a, i to sa udjelom od 36% svjetske potrošnje, slijedi Azija sa udjelom od 30%. Ukupna količina zadovoljavajuće zbrinutog (uklonjenog) SHP-a jest količina recikliranog ili SHP-a spaljenog kao gorivo i iz podataka na području EU ona iznosi svega 32%, što predstavlja zabrinjavajući podatak [18]. Sredstva za hlađenje i podmazivanje se iz proizvodnog sistema gube na više načina, isparavanjem, količinama koje ostaju na obratku, komponentama alata ili samoj odvojenoj čestici kad se iznose iz sistema, kroz sisteme pod tlačnim pritiskom. Jednako tako postoje i gubici uzrokovani neosiguranim istjecanjem u raznim fazama koje je ujedno i potencijalno opasno za čovjeka i ima negativan utjecaj na hidraulični tlak unutar sistema. Proračunom se dobije da se predhodno navedenim načinima gotovo 30% godišnje korištenih količina SHP-a iznosi iz sistema [19]. Samo odlaganje i zbrinjavanje korištene količine SHP-a otvara brojna ekološka pitanja. Proizvodna industrija ostavlja za sobom velike količine potencijalno opasnog otpada i susreće se s problemom adekvatnog zaštitnog tretiranja i odlaganja ovih tekućina koje predstavljaju jedan od najkompleksnijih tipova otpada [20][21]. Pražnjenje tih tekućina kroz kanalizaciju ili otpadne vode nije ni isplativo ni ekološki prihvatljivo rješenje. Obično se emulzija odvaja na uljnu i vodenu fazu. Ulje se zatim spaljuje u cementnoj industriji ili u posebnim industrijskim spalionicama. Vodena faza, koja je još uvijek kontaminirana i sadrži ulje šalje se u postrojenja za obradu kanalizacijskog otpada [22]. Vodene faze predstavljaju također potencijalno opasne tekućine, jer nakon odvajanja i tretiranja ulaze u uobičajena postrojenja za obradu otpadnih voda. Zbog toga je vrlo važna kvaliteta obrade odnosno razdvajanja emulzije. Korišteni SHP predstavlja jako opasan otpad
28

Magistarski rad
s visokim organskim nabojem, te moguće prskanje, proljevanje ili nepropisno odlaganje i obrađivanje ovih tekućina u bilo kojoj fazi, može onečistiti okoliš, te kontaminirati jezera, rijeke ili podzemne vode. Zaštitnim tretiranjima ovih sredstava se smanjuje negativni učinak na okoliš, ali se ne može potpuno prevenirati moguća katastrofa. Tehnike koje se koriste za zaštitno tretiranje prije odlaganja su ultrafiltracija, floatacija, evaporacija, kemijsko razdvajanje emulzije i precipitacija, centrifugalno razdvajanje i toplinska obrada. Tri su glavna aspekta sa gledišta zaštite okoliša o kojima se mora voditi računa pri korištenju SHP sredstava, i to:
a) KONTROLA (minimiziranje gubitaka),
b) MINIMIZIRANJE utjecaja izgubljenog SHP-a,
c) EFIKASNO PRIKUPLJANJE I TRETIRANJE hemijskog otpada.
U pitanjima vezanim uz okoliš, opravdana je zabrinutost, jer SHP sredstva imaju direktan utjecaj na okoliš i predstavljaju visoku potencijalnu opasnost. Statistika i podaci vezani za ukupne količine svih vrsta SHP sredstava od kojih se određena količina rijetko ili gotovo uopće ne zbrinjavaju na propisan i prikladan način, ukazuju na vrlo zabrinjavajuće stanje. Tako na području zapadne Europe količina nezbrinutih SHP sredstava koje odlaze u okoliš odgovara kapacitetu 12 tankera, odnosno jednom „Exon Valdez“ slučaju mjesečno [18]. Takvi podaci su ipak doveli do globalnih promjena u razmišljanjima vazanim za moguće posljedice utjecaja SHP-a na okoliš u budućnosti. Nigdje tako drastično kao u Europskoj uniji (EU) koja je 2001 g. počela sa konzultacijama na tu temu da bi 2006 g. konačno donijela i dokument (uredbu) pod nazivom REACH (eng. Registration, Evaluation, Authorisation and restriction of Chemicals), što predstavlja novi pravni okvir EU za hemikalije. Donešeni dokument tako obuhvaća sve vrste SHP sredstava kao i sve faze od proizvodnje, preko primjene pa do odlaganja istog [23]. 2.7.1 Uticaj SHP sredstava na čovjeka Opće je poznata činjenica da rukovanje SHP sredstvom predstavlja rizik za zdravlje čovjeka i mogućnost oboljevanja od različitih bolesti. To se prvenstveno odnosi na bliski kontakt čovjeka sa SHP sredstvom. Poboljšanim procesima rafiniranja mineralnih ulja i optimiziranim odabirom aditiva, do neke mjere se uspio smanjiti rizik štetnosti za zdravlje čovjeka, no on još uvijek postoji. Postoje za čovjeka opasni efekti prisutni kod ovih sredstava [24]. Tako se mogu izdvojiti: stvaranje nitrozamina kod sredstava za hlađenje, efekat uljnih para, bolesti kože uzrokovane direktnim kontaktom sa sredstvima za hlađenje i podmazivanje (slika 8.), baktericidni efekt povezan sa sredstvima za hlađenje i podmazivanje u smislu dodanih im aditiva, generiranje kancerogenih supstanci, čestice teških metala prisutne u aditivima, toksičnost za reprodukciju itd. Među najčešćima se navode bolesti kože, koje nastaju kod radnika u toku rukovanja s ovim supstancama [25][26].
29

Magistarski rad
a) akne b) dermatitis c) ekcem
Slika 8. Kožna oboljenja izazvane SHP sredstvima[29]
Određena naučna istraživanja su dokazala postojanje genotoksičnog efekta ovih supstanci, a za neke vrste SHP-a korištene u bliskoj prošlosti i karcinogeničnog potencijala. Eksperimentom na bakteriji Salmonella typhimurium dokazano je postojanje genotoksičnog efekta sredstava za hlađenje i podmazivanje [27]. Treba posvetiti pažnju i formaldehidima koji se oslobađaju iz prekursorskih supstanci, formaldehidnih donora, kao i oksidaciji alkohola u SHP-u može dovesti do oslobađanja potencijalno opasnih tvari. Navedene tvari dokazano mogu imati genotoksični efekt [27]. Kod određenih aditiva korištenih u bliskoj prošlosti je dokazan karcinogeni efekt, kao kod aromatskih amina ili kloriranih parafina. Jedan od važnijih spojeva iz skupine aditiva Cink dialkilditiofosfat i neki dugolančani kalcijevi alkarilsulfonati su prema europskim propisima klasificirani kao opasni. Još mnoge druge supstance su se u laboratorijskim testovima pokazale kao iritansi. Biocidi kao dodatak osnovnoj supstanci su korisni, ali se ipak postavlja pitanje kad je njihovo korištenje opravdano i u kojoj mjeri. Ne postoji nikakav konsenzus oko nivoa bakterija ili funga koji zahtjeva intervenciju dodavanjem ovih sredstava u profilaktičke svrhe. Odluka je prepuštena korisniku na temelju preporuke proizvođača i iskustva samog korisnika. Iako se biocidi dodaju u malim količinama, neki od njih mogu biti visoko toksični. Određeni proizvođači SHP-a ističu kako njihov proizvod pogoduje rastu mikroorganizama koje definiraju kao bezopasne za zdravlje, no bez naučnih dokaza i podataka objavljenih u stručnoj literaturi. Sredstva za hlađenje i podmazivanje tokom korištenja mijenjaju svoje karakteristike te se time automatski povećava rizik njihove štetnosti za okoliš i zdravlje čovjeka. Opasnost za čovjeka predstavlja i činjenica što su neke od ovih tekućina koje sadržavaju ulje u visokoj koncentraciji zapaljive. Razorni potencijal se može klasificirati kroz nekoliko različitih termina za karakterizaciju fizikalno-hemijskih svojstava SHP-a kao što su eksplozivno, oksidizirajuće, izrazito zapaljivo, visoko zapaljivo i zapaljivo. Za toksičnost SHP-a se koriste termini: vrlo toksično, toksično, opasno, korozivno, iritativno, kancerogeno i mutageno. Nacionalni institut za zdravlje i zaštitu na radu (eng. National Institut for Occupational Safety and Health – NIOSH) procjenjuje da je godišnje 1,2 milijuna radnika uključenih u obradu odvajanjem čestica, obradu deformiranjem i ostalim procesima obrade metala izloženo utjecaju sredstava za hlađenje i podmazivanje [28]. Nacionalni institut za zdravlje i zaštitu na radu predstavlja dokument o kriterijima preporučenog standarda za uvjete rada u industriji mašinske obrade. Isti dokument daje
30

Magistarski rad
pregled informacija koje se odnose na negativan utjecaj sredstava za hlađenje i podmazivanje i njihovim korištenjem nastalog aerosola (maglice), na zdravlje čovjeka. Osnovane i dokazane tvrdnje su da radnici izloženi ovim sredstvima imaju povećan rizik za razvoj različitih nemaligniih bolesti respiratornog sustava te različitih kožnih oboljenja. Nacionalni institut za zdravlje i zaštitu na radu donosi kriterije za preporučeni standard koji bi efikasno spriječili ili u većoj mjeri reducirali negativne efekte izloženosti ovim tekućinama te posebno njihovom aerosolu. Tako je predloženo da izloženost aerosolu nastalom primjenom SHP-a, bude ograničena na 0,4 mg/m3 zraka za plućnu masu čestica (0,5 mg/m3 za ukupnu masu čestica), a vremensko-težinski prosjek (eng. time-weight average-TWA) do 10 sati na dan tokom dozvoljenih 40 sati na tjedan. Količina generirane maglice za vrijeme mašinske obrade varira ovisno pojedinom stanju u kojem se stroj nalazi. Prije same obrade (rezanja) pri samom uključivanju hlađenja zajedno sa rotacijom glavnog vretena (alata), formira se maglica sa količinom (česticama) SHP-a od preko 2,0 mg/m3 zraka što predstavlja po čovjekovo zdravlje opasnu koncentraciju. Takvo stanje iziskuje adekvatnu ventilaciju unutar samog obradnog stroja zbog prevencije pretjerane izloženosti operatera pri udisanju čestica SHP-a prisutnih u zraku. 2.8 Konačan izbor SHP sredstava Iako se zahtjevane osbine SHP sredstva moraju formulisati za svaku mašinsku obradu, smatra se da dobro SHP sredstvo sljedeće osobine[7]:
a. Dobre osobine podmazivanja, da se smanji trenje i stvaranje toplote, b. Dobre osobine hlađenja za efikasno odvođenje toplote sa komponenata sistema, c. Efikasne anti-adhezione osobine da spriječe metalne udare između strugotine i
grudne površina alata, d. Dobre osobine kvašenja koje omogućavaju fluidu da bolje prodire između kontaktnih
površina i u pukotine, e. Ne smije izazivati koroziju mašinskih dijelova, f. Relativno malu viskoznost što omogućava taloženje strugotine i nečistoća, g. Otpornost na bakterije i stvaranje ljepljivih i gumenastih ostataka na obradcima ili
mašinama, h. Stabilna otopina ili emulzija (obezbjeđuje sigurnost radnog prostora (bez magle,
neotrovna i nezapaljiva (bez dima)) i. Ekonomična upotreba (uključujući održavanje), filtriranje i odlaganju.
Ako postoji proizvod koji zadovoljava sve navedene zahtjeve koji se postavljaju pred SHP sredstvo izbor bi bio lagan. Ali takav proizvod ne postoji. Pored toga mnoge od gore navedenih osobina nemaju garanciju bez konkretnog testiranja sa tačno određenim alatom i tačno određenim proizvodnim uslovima. Međutim, takva ispitivanja su jako skupa i zahtjevaju puno vremena. Prema tome metod poređenja upotrebe različitih SHP sredstava za konkretnu mašinsku obradu je veoma koristan. Jednom kada se usvoji grupa mogućih SHP sredstava potrebno je razmotriti i sljedeće:
31

Magistarski rad
a) Tretman otpada Ovaj faktor je prvi jer su ga mnoge tvornice postavile kao odlučujući faktor u izboru SHP sredstva. Mnoge tvornice moraju izvršiti predtretman otpadnih voda prije njihovog ispuštanja u recepijent. Kako SHP sredstva vrlo lako mogu činiti veći dio otpadnih voda tvornice veoma je važno da postojeće postrojenje za tretman otpadnih voda ovaj otpad može preraditi koristeći uspostavljene procedure tretmana otpadnih voda. b) Nadležna institucija za zaštitu okoline Nadležne institucije ulažu sve veći pritisak na lokalne zajednice da vrše implementaciju postojećih zakonskih regulativa za zaštitu okoline. Rezultat toga je sve veća kontrola ispusta otpadne vode iz tvornica. Prema tome u velikom broj tvornica izbor SHP sredstva uglavnom bazira na tome da li se konkretno SHP sredstvo nakon upotrebe može preraditi u postojećem postrojenju za tretman otpadnih voda zbog:
1) uspostavljanje sistema za odlaganje potrošenog SHP sredstva u postojećoj firmi zahtjeva naporan rad,
2) oprema potrebna za uspostavljanje ovog sistema je veoma skupa, 3) stalno rastućeg pritisak od nadležnih institucija za zaštitu okoline.
Bilo koja dobra tribološka osobine SHP sredstva se neće niti razmatrati ako postojeće postrojenje za tretman otpadnih voda ne može tretirati njegov otpad. Sretni izuzeci su kada postoji još veći pritisak da se poveća produktivnost, efektivnost, kvalitet, povrat investicija i sl. Međutim i u takvim slučajevima SHP sredstva zauzima posljednje mjesto nakon što se potroši bogatstvo na nove mašine, alate, CAD-CAM sisteme, skupe eksterne konsultante i sl. c) Otpornost na koroziju Stepen zaštite od korozije koji obezbjeđuje SHP sredstva koja sadrže vodu je veoma važan za zaštitu metalnih dijelova i prema tome mora se uvijek uzeti u razmatranje. Test korozije SHP sredstva je definisan standardom DIN 51 360. Prema ovom testu četiri male gomile strugotine se postavljaju na čistu i ispoliranu ploču od ljevanog željeza a nakon toga se vlaže testnom mješavinom. Četiri rastvora iste mješavine za četiri gomile strugotine. Ploča i strugotina se ostavljaju 24 sata u zatvorenom kontejneru, nakon čega se vrši ocjena formiranja pitinga i mrlja. d) Sklonost ka pjenjenju Ova osobina se mora uvijek uzeti u razmatranje ako se koriste sintetička ili polusintetička SHP sredstva, a naročito ako je protok SHP sredstva veoma velik. Većina SHP sredstava sadrže supstance koje su u osnovi sapuni. U kobinaciji sa omekšanom vodom i visokim pritiskom pod kojim se SHP sredstva dovode u zonu rezanja ove supstance teže pjenjenju. Prekomjerno pjenjenje izaziva niz problema kao na primjer: loš kvalitet obrade, kraći životni vijek alata. Razvijen je veliki broj testova za ocjenu sklonosti SHP sredstva ka pjenjenju kao što su test mješanja velikom brzinom i test prisilne aeracije. Kod prisilne aeracije tačno određena
32

Magistarski rad
količina zraka se prisilno provodi kroz zadati volumen SHP sredstva na odgovarajućoj temperaturi. Na osnovu izmjerene visine dobijene pjene određuje se empirijski stepen pjenjenja i stabilnost pjene. e) Zdravstveni i sigurnosni aspekti Ocjena potencijalnog rizika za zdravlje je obavezna u današnje vrijeme. Isporučilac SHP sredstva je vjerovartno najbolji izvor informacija o istom. Isporučilac mora biti upoznat sa zdravstvenim efektima koji su povezani sa fluidom i može obezbjediti validan sigurnosni list SHP-a. Neki isporučioci obezbjeđuju i dodatnu pomoć koja se ogleda u programu upravljanja SHP-om, programi za podršku korisnika, te zdravstveni, sigurnosni i okolinski suport. Ovo je naročiti korisno jer se na taj način mogu prikupiti informacije koje se moraju dostavljati nadležnim ustanovama (zaštita na radu i zaštita okoline). Isporučioci takođe mogu uvjeriti korisnike da je njihov proizvod u skladu sa zakonskim propisima koji se odnose na sigurnost i zaštitu okoline. Takođe, oni mogu obezbjediti analize korištenja fluida uključujući i sadržaj i karakter mikroba i izvršiti uzorkovanje zraka da se odredi uticaj na radnike. f) Stabilnost proizvoda Ova osobina se ne razmatra uvijek od strane korisnika, iako bi morala. Indikator stabilnosti proizvoda značajan je kod određivanja perioda skladištenja u uslovima proizvodne hale. Međutim, stabilnost rastvora je važnija. Ova osobina je povezana sa kvalitetom vode koja će se koristiti u sistemu za hlađenje i podmazivanje. Izrazito tvrda voda može prouzrokovati pad radnih karakteristika rastvorljivih sintetičkih i polusintetičkih SHP sredstava. Stabilnost se provjerava 24 satnim statičkim testom ili testom cirkulacione stabilnosti u dužem vremenskom periodu. U oba slučaja se utvrđuje stepen separacije ili taloženja koje nastaje kod različitih rastovora. Test stabilnosti u dužem vremenskom roku rastvorljivh SHP-a ili polusintetičkih SHP-a takođe uključuju bio-stabilnost i emulzionu stabilnost pri korištenju većeg broja tipova vode bez formiranja pjene. Dodatni aspekt ka osiguranju stabilnosti SHP sredstva je njegova kompatibilnost sa hidrauličnim fluidima koji se koriste u proizvodnji. Najčešći zagađivač reznog fluida je „zalutalo“ ulje. Ovo ulje nastaje kada kapljice ulja za podmazivanje, masti ili hidrauličnih fluida padnu sa mašine u SHP sredstvo. Ono takođe, može nastati od uljanog sloja sa radnog komada, koji služi kao sredstvo za zaštitu od korozije. U ovakvim slučajevima krajnji korisnik ne bi smio koristiti podmazivače, hidraulična ulja i zaštitne premaze koji sadrže obične emulgatore koji su rastvorljivi u vodi. Međutim, u tom slučaju kapljice zalutalog ulja se skupljaju na slobodnoj površini rezervoara SHP sredstva što može dovesti do dodatnih komplikacija. g) Troškovi Važan aspekt izbora reznih fluida su jedinični troškovi reznog fluida. Troškovi bi se trebali izračunati korištenjem nekog tipa proračuna ukupnih troškova upoređujući slična SHP sredstva. Ukupni troškovi se sastoje od najmanje dva dijela. Prvi dio je kupovni koji uključuje sve troškove od nabave do odlaganja. Drugi dio je ušteda koji uključuje profit (ako ga ima)
33

Magistarski rad
usljed povećanja postojanosti alata, produktivnosti, kvaliteta obradaka itd. U praksi se pokazalo kao dobro vođenje zapisa o učinku trenutno korištenog SHP sredstva, koji se onda koristi kao referentni u procesu izbora istog. U nastojanju smanjenja kupovnog dijela troškova treba imati na umu da je cijena koštanja SHP-a pola procenta ukupnih troškova obrade metala. Smanjenje ovih troškova na način da se kupuje koncentrat koji manje košta nije dobra ideja. Ušteda na cijeni koncentrata može biti znatno nadmašena smanjenjem produktivnosti, postojanosti alata i povećanjem troškova obrađivanja i odlaganja SHP sredstva. Nabava SHP-a od samo jednog ili dva dobavljača ima nekoliko prednosti. Lojalni dobavljači obično reaguju brže kod pojave problema. Ovakvi dobavljači posjeduju labaratorije koje su osposobljene za mjerenje hemijskih i fizičkih karakteristika SHP sredstava. Oni takođe posjeduju specijaliste koji su u stanju analizirati probleme sa SHP-om i predložiti odgovarajuća rješenja. Dobar dobavljač mora osigurati da su operacije obrade metala što je moguće efikasnije sa što je moguće manjim troškovima. Kada se u potpunosti sagledaju svi raspoloživi podaci vezani za izbor SHP-a, dolazi se do najboljeg SHP sredstva. Ako se pojave dva ili tri rezna fluida sa istim karakteristikama njihovo poređenje se vrši prema vanjskim kriterijima. Ovi kriteriji mogu obuhvatiti: sposobnost dobavljača za servisiranje na terenu, isporuku ili preferenciju operatora vezano za boju, miris itd. Nakon kompletne analize korisnik će biti u mogućnosti za izabere odgovarajuće SHP sredstvo da poboljša mašinske operacije. Istraživači, proizvođači i specijalisti za primjenu reznog fluida te rezači metala moraju razumjeti sljedeće stvari[7]: • Nije razvijen odgovarajući postupak za kvalifikovanje i poređenje učinka jednog SHP
sredstva sa drugim u smislu njihovog uticaja na proces rezanja, • Mnogi proizvođači i menadžeri stavljaju glavni akcenat na to da li postojeći sistem za
tretman ulja nakon ispuštanja u recepijent može tretirti konkretno SHP sredstvo, tako da se ove osobine razmatraju prije bilo kojih drugih kriterija prema kojima je to SHP sredstvo najbolje za datu primjenu. Bilo koja značajna tribološka osobina neće se niti razmatrati ako postojeći sistem za tretman ne može preraditi SHP sredstvo nakon korištenja. Sretni izuzeci su ako postoji veći pritisak da se poveća produktivnost, efektivnost, kvalitet, povrat investicija itd. Prema tome SHP sredstva su posljednja mjera koja će se implementirati nakon što se potroši bogatstvo na nove mašine, rezne alate, CAM sisteme, skupe vanjske saradnike itd.,
• Postoje četiri osnovne teorije podora SHP sredstva u zonu rezanja i to: prodor kroz mrežu kapilara između strugotine i alata, prodor kroz praznine nastale prilikom formiranja strugotine, prodor kroz procjep nastao usljed vibracije alata i prodor preko slobodne strane strugotine kroz poremećene latične strukture. Postojeći teoretski i eksperimentalni podaci ne podupiru niti jedno od navedenih teorija.
• Iako je dokazano da korištenje SHP sredstava uspješno povećava postojanost alata, smanjuje sile rezanja i poboljšava integritet obrađene površine, SHP sredstva ne dopiru do kontaktnih površina između alata i strugotine i alata i obratka. Sve poznate priče o EP aditivima (kloridni i sulfidni) koji ublažavaju tribološke procese na kontaktnim površinama između alata i strugotine i alata i obratka su neosnovane.
34

Magistarski rad
• Najvažnije djelovanje SHP sredstva je akcija povećanja krtosti, koja smanjuju naprezanje kod loma radnog materijala. Ova akcija je bazirna na Rebinderovom efektu. Većina efekata prethodno pripisanih EP aditivima, su prvenstveno zbog smanjenje čvrstoće radnog materijala prilikom obrade. Ova konstatacija objašnjava zašto primjena istog SHP sredstva na sličnom radnom materijalu, tipu obrade i mašini daje značajno drugačije efekte.
• Funkcija hlađenja SHP sredstva je korisna sve dok se temperatura rezanja drži blizu optimalne i sve dok temperaturu obratka drži na temperaturi pogodnoj za naknadno rukovanje obratkom (skidanje sa mašine, inspekcija i sl.). Ako temperatura hlađenja odstupa od optimalne, primjena SHP sredstva smanjuje postojanost alata.
3. SUHA I POLUSUHA MAŠINSKA OBRADA Uopšteno govoreći, polusuha obrada (Near Dry Machinig), takođe poznata kao mašinska obrada upotrebom minimalne količine sredstva za podmazivanje, obezbjeđuje veoma malu količinu sredstva za hlađenje i podmazivanje u zonu obrade. Razvijena je kao alternativa metodama obilatog dovođenja SHP sredstava i unutrašnjeg dovođenja sredstva za hlađenje pod visokim pritiskom, a s ciljem smanjenja utroška SHP-a. Kod polusuhe obrade sredstvo za hlađenje i podmazivanje se obezbjeđuje kao mješavina zraka i ulja u obliku aerosola (često nazivanom magla). Aerosol je gasna suspenzija čvrstih ili tečnih čestica u zraku. Kod polusuhe obrade aerosoli su kapljice ulja dispergovane u mlazu zraka. Idealiziran prikaz polu-suhe obrade dat je na slici 8[7]. Male kapljice ulja nošene zrakom lete direktno na radnu zonu alata i na taj način obezbjeđuju neophodno hlađenje i podmazivanje. Aerosoli se prave korištenjem procesa koji se naziva atomiziranje, a koji je u stvari konverzija tekućine u sprej ili maglu (skup sitnih kapljica) najčešće prolaskom tekućine kroz mlaznicu. Uređaj za atomiziranje – atomizer; karburatori, zračne četke, uređaji za maglu, i sprej bočice su samo nekoliko primjera atomizera koji se svugdje koriste. U motorima sa unutrašnjim sagorijevanjem sitno-čestična atomizacija goriva je ključna za efikasno sagorijevanje. Bez obzira na ime, ono obično ne podrazumijeva smanjenje čestica na atomski nivo. Najčešće se generišu čestice u dijapazonu od 1-5 μm. Zbog toga što se SHP ne može vidjeti u radnoj zoni i zbog toga što je strugotina naizgled suha ovakav način primjene minimalne količine sredstva za podmazivanje se naziva polusuha mašinska obrada. Atomizer je ejektor u kojem se energija komprimiranog zraka koristi za atmoiziranje ulja, pri čemu se zrak najčešće uzima iz sistema snadbjevanja cjelokupne fabrike. Ulje se nakon toga zrakom, kroz sistem u kome vlada nizak pritisak, odvodi do zone obrade. Princip rada atomizera prikazan je na slici 9. Kako komprimirani zrak protiče kroz Venturi cijev, usko grlo ispusne mlaznice stvara „Venturi efekat” u komori za mješanje, tj. u zoni gdje je statički pritisak manji od atmosferskog (često nazivan i kao djelimični vakum) [30,31]. Ovaj djelimični vakum povlači ulje iz rezervoara pri čemu se ulje održava na konstantnom hidrauličkom nivou.
35

Magistarski rad
Slika 9. Idealizirana slika polu-suhe obrade Slika 10. Model jednostavnog atomizera
Zrak koji struji kroz komoru za mješanje atomizira struju ulja u aerosol čestica mikronske veličine. Kod polusuhog hlađenja i podmazivanja dizajn atomizera je ključan jer određuje koncentraciju aerosola i veličinu kapljica. Nažalost, ovo je najviše zanemaren aspekt kod uobičajene primjene postupka polusuhe mašinske obrade. Nekoliko kompanija proizvođača alata patentirala je sopstveni dizajn (npr. US patenti 6 923 604 i 6 602 031). Kod tih rješenja pozicijom ispusnih mlaznica upravlja kontroler mašine, na taj način se parametri aerosola mijenjaju shodno uslovima obrade. 3.1 Podjela postupaka polusuhe mašinske obrade Nažalaost, ne postoji prihvaćena klasifikacija postupaka polusuhe obrade, tako da je vrlo teško inženjerima i menađerima napraviti odgovarajući izbor obzirom na režime postupka polusuhe obrade i neophodne opreme. 3.1.1 Podjela prema načinu dopreme aerosola Prvi nivo podjele postupaka polusuhe obrade (NDM) uključuje način na koji se aerosol uvodi u zonu obrade:
1. NDM1: Polusuha mašinska obrada sa vanjskim dovodom aerosola. Kod ovog tipa aerosol se dovodi pomoću vanjske mlaznice koja se postavlja na mašinu na sličan način kao kod postupka obilnog dovođenja SHP sredstava.
2. NDM2: Polusuha mašinska obrada sa unutrašnjim (kroz alat) dovodom aerosola. Kod ovog tipa aersol se uvodi kroz alat na sličan način kao kod postupka unutrašnjeg uvođenja SHP sredstava pod visokim pritiskom.
Baš kako ime implicira, polusuha obrada sa vanjskim dovodom aerosola posjeduje eksterne mlaznice kojima se dovodi aerosol. Postoje dva tipa NDM1, a prikazani si na slici 10.
1.1 NDM1.1 Postupak polusuhe obrade sa ejektor mlaznicom. Ulje i komprimirani zrak se uvode u ejektor mlaznicu a aerosol se formira odmah nakon izlaza iz mlaznice, kako je to prikazano na slici 11. Jedan od mogućih oblika ejektor mlaznice je prikazan na slici 11. Kako se vidi sa slike mlaznica
Rezervoar ulja
Cijev za podizanje ulja
Mlaznica
Komora za mješanje
Difuzor
Komprimirani zrak
36
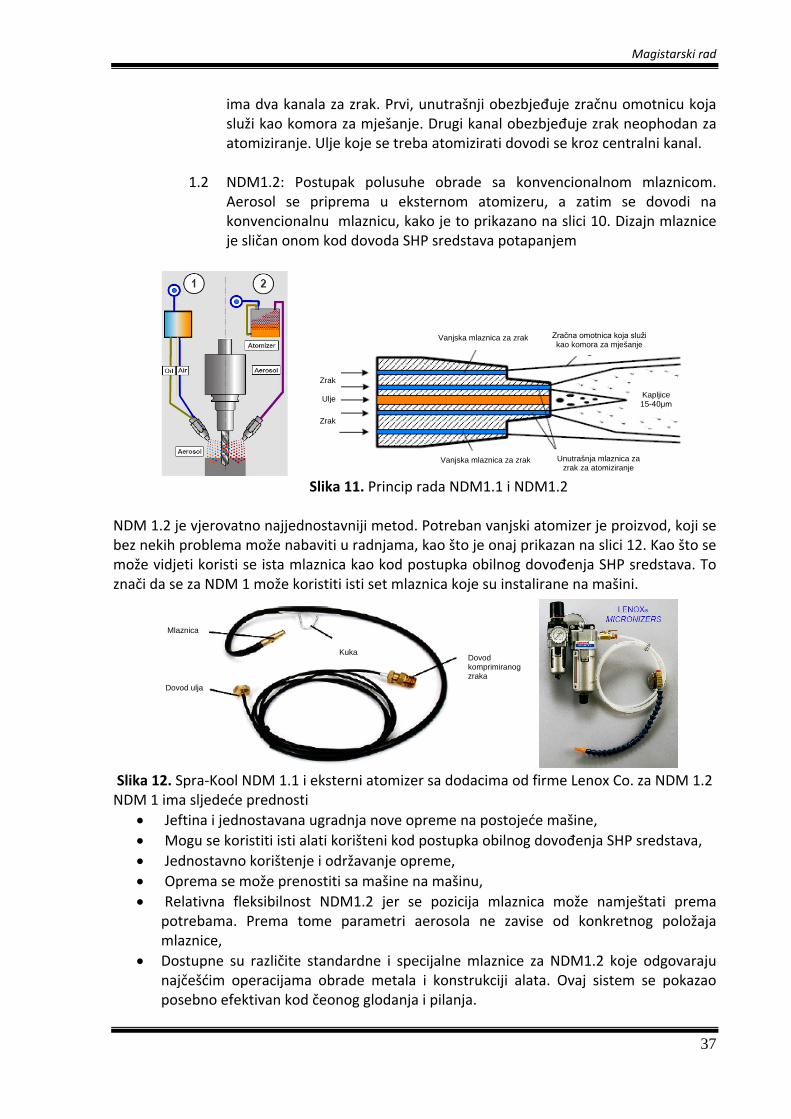
Magistarski rad
ima dva kanala za zrak. Prvi, unutrašnji obezbjeđuje zračnu omotnicu koja služi kao komora za mješanje. Drugi kanal obezbjeđuje zrak neophodan za atomiziranje. Ulje koje se treba atomizirati dovodi se kroz centralni kanal.
1.2 NDM1.2: Postupak polusuhe obrade sa konvencionalnom mlaznicom. Aerosol se priprema u eksternom atomizeru, a zatim se dovodi na konvencionalnu mlaznicu, kako je to prikazano na slici 10. Dizajn mlaznice je sličan onom kod dovoda SHP sredstava potapanjem
Slika 11. Princip rada NDM1.1 i NDM1.2
NDM 1.2 je vjerovatno najjednostavniji metod. Potreban vanjski atomizer je proizvod, koji se bez nekih problema može nabaviti u radnjama, kao što je onaj prikazan na slici 12. Kao što se može vidjeti koristi se ista mlaznica kao kod postupka obilnog dovođenja SHP sredstava. To znači da se za NDM 1 može koristiti isti set mlaznica koje su instalirane na mašini.
Slika 12. Spra-Kool NDM 1.1 i eksterni atomizer sa dodacima od firme Lenox Co. za NDM 1.2
NDM 1 ima sljedeće prednosti • Jeftina i jednostavana ugradnja nove opreme na postojeće mašine, • Mogu se koristiti isti alati korišteni kod postupka obilnog dovođenja SHP sredstava, • Jednostavno korištenje i održavanje opreme, • Oprema se može prenostiti sa mašine na mašinu, • Relativna fleksibilnost NDM1.2 jer se pozicija mlaznica može namještati prema
potrebama. Prema tome parametri aerosola ne zavise od konkretnog položaja mlaznice,
• Dostupne su različite standardne i specijalne mlaznice za NDM1.2 koje odgovaraju najčešćim operacijama obrade metala i konstrukciji alata. Ovaj sistem se pokazao posebno efektivan kod čeonog glodanja i pilanja.
Zračna omotnica koja služi kao komora za mješanje
Unutrašnja mlaznica za zrak za atomiziranje
Vanjska mlaznica za zrak
Vanjska mlaznica za zrak
Zrak
Ulje
Zrak
Kapljice 15-40μm
Dovod komprimiranog zraka
Mlaznica
Dovod ulja
Kuka
37

Magistarski rad
NDM 1 ima sljedeće nedostatke:
• Niti NDM 1.1 niti NDM 1.2 ne rade dobro sa bušilicama i alatima za bušenje jer aerosol ne prodire u rupu koja se obrađuje,
• Kritičan aspekt za NDM1.1 i važan aspekt za NDM1.2 je lokacija mlaznice u odnosu na radni dio alata. Za oba postupka ova lokacija mora biti fiksna, tj. ne smije se mjenjati kako se alat pomjera. Primjetno je da ovaj aspekt nije tako važan kod postupka obilnog dovođenja SHP sredstava, gdje gravitacija i energija protoka SHP sredstava omogućavaju pokrivanje znatno šireg područja mogućih položaja mlaznice.
• Parametri aerosola moraju se namjestitit za svaku konkretnu operaciju obrade i materijal obratka. Ova osobine nije baš pogodna u radionicama.
Slika 13. Jedinica za kontrolu aerosola
Kao što ime govori polusuha obrada sa unutrašnjom dopremom aerosola (NDM2) podrazumijeva unutrašnje kanale za dopremu aerosola. Postoje dvije opcije NDM2. NDM 2.1 sa vanjskim atomizerom kao što je to prikazano na slici 14. i NDM2.2 sa unurtašnjim atomizerom koji je lociran u samom vretenu mašine kao što je to prikazano na slici 15. Kod NDM2.1 aerosol se priprema u eksternom atomizeru a potom se kroz unutrašnje kanale vretena i kanale napravljene u alatu, uvodi u zonu obrade. Kada se NDM2.1 koristi u obradnim centirma ili proizvodnim jedinicama jedinica za dopremu aerosola mora reagovati na čestu zamjenu alata koja u današnje vrijeme traje 1 ili 2 sekunde, pri čemu se parametri aerosola moraju namjestiti za svaki alta/mašinsku obradu. Ako se jedinica za pripremu aerosola gasi svaki put kada se mijenja alat onda je potrebno odgovarajuće vrijeme da se cio sistem ponovno napuni aerosolom.V OGER, dobavljač opreme za polusuhu obradu razvio je bajpas tehniku prikazanu na slici 15. Aerosol se kontinuirano proizvodi i dobavlja do upravljačkog ventila koji dozvoljava aerosolu da uđe u vreteno odmah nakon zamjene alata. Prednosti NDM 2.1 su:
• Manji inicijalni troškovi, • Mogućnost zadržavanja dvije vrste sistema za hlađenje i podmazivanje na mašini:
postupak obilnog dovođenja SHP sredstava i polusuhi postupak (NDM), • Relativno jednostavna instalacije i upravljanje, • Precizna kontrola parametara aerosola na taj način da ih kontroler mašine
jednostavno namješta za svaki kokretni alat ili čak za drugu mašinsku operaciju sa istim alatom.
Kompresor
Ventil za zatvaranje ulja
Manometar
Spremnik ulja
Upravljački
ventil
Ventil za smanjenje pritiska
Regulator protoka
ulja
Ejektor mlaznica
Regulator protoka zraka
38

Magistarski rad
Nedostaci NDM 2.1 su:
• Rotacija vretena stvara polje centrifugalne sile koja oblaže zid dostavnog kanala uljem koje se mora periodično uklanjati. Za proizvodni pogon sa velikim obimom proizvodnje ovo vrijeme stajanja može biti neprihvatljivo i skupo. Ovi dodatni troškovi mogu veoma lako nadmašiti uštede od polusuhe obrade,
• Mora se voditi specijalna briga o položaju fleksibilne linije koja spaja eksternu jedinicu za aerosol sa vretenom. Ona mora biti što je moguće bliže mašini i radijus zakrivljenja ove linije ne smije biti manji od 200 mm kako bi se spriječilo razlaganje aerosola,
• Parametri aerosola koji ulaze u zonu obrade mogu biti drugačiji od onih čiji parametri se kontrolišu vanjskom jedinicom zavisno od brzine vretena i uslova u kanalima za dopremu.
Slika 14. Princip rada NDM2.1 i LubriLean DigitalSuper1 (Vogel)
Uopšteno, NDM2.2 je mnogo primamljiviji erosol kod kojeg se mješanje zraka i ulja odvija u dobro projektovanoj komori za mješanje što je moguće bliže alatu. Da bi se to ostvarilo ulje se dovodi kroz vreteno kroz centralnu cijev koju okružuje prstenasti kanal za zrak (Slika15.). Zrak i ulje se mješaju u komoori za mješanje blizu samog alata. Kako rotacija vretena utiče samo na kratkoj dionici brži je odziv aerosola sa vrha alata. Prema tome konstrukcija komore za mješanje i ejektor mlaznice kao i kontrola ispuštanja ulja je od krucijalne važnosti i uobičajeno je patentirana od strane proizvođača mašine ili alata. Kod implementacije NDM 2.2 sistema mora se obratiti pažnja na dvije stvari:
• Dva međusobno povezana rotirajuća sklopa moraju osigurati nesmetan prolaz ulja i zraka, pri čemu se javljaju problem pouzdanosti i izdržljivosti međusobnih spojeva,
• Sistem za dovođenje aerosola ne smije pomjerati niti mjenjati zaostali debalans vretena.
Atomizer
Rotirajuća jedinica
Unutrašnji sistem
kontrole
Vreteno
Upravljački sistem pripreme aerosola
Alat sa unutrašnjim
kanalima
Prema ispustu mašine
Upravljački ventil
Vod za aerosol
SPC Mašine alatke
Sistem za punjenje
Držač alata
Obradak Dobava komprimiranog
zraka
Kanal za aerosol
Podaci
39

Magistarski rad
Slika 15. Princip rada NDM 2.2
Kako se brzina vretena stalno povećava ove dvije stvari postaju sve veći problem. Pored toga, da bi se iz NDM2.2 izvukla maksimalna prednost, na mašinu se mora postaviti specijalni kompjuterski kontrolisan solenoid pomoću kojeg se namještaju parametri aerosola za svaki konkretni alat/mašinsku obradu. Svi ovi faktori otežavaju instaliranje nove opreme za NDM2.2 na postojeće mašine, a ekonomska dobit postaje neizvjesna. 3.1.2 Podjela prema sastavu aerosola Kod najjednostavnijh slučajeva NDM1 i NDM2 aerosol je kombinacija ulje-zrak. Ulje se u mješavinu upušta u količini između 30-600 ml/h zavisno od konstrukcije sistema za polusuhu obradu, prirode procesa obrade, materijala obratka i mnogih drugih faktora. Nažalost, ne postoji mnogo preporuka o sastavu mješavine. Napredna polusuha obrada (ANDM) koristi aerosol koji se ne sadrži samo ulje nego i neke druge komponente. Ovo poglavlje razmatra dva primjera napredne polusuhe obrade: ulje oko vode (OoW NDM – Oil on Water NDM) i napredno hlađenje i podmazivanje upotrebom minimalne količine sredstava za hlađenje i pdmazivanje (AMQCL NDM – Advanced Minimal Quantity Cooling and Lubrication NDM). Postupak ulje oko vode obuhvata dopremu kapljica vode koje su prekrivene tankim filmom ulja [32-34]. Prema tvrdnjama autora, ovaj postupak posjeduje dobre sposobnosti i hlađenja i podmazivanja. Hlađenje je zbog osobine vode (veliki toplotni kapacitet, gustoća i toplotna provodljivost u usporedbi sa zrakom) i njenog isparavanja. Podmazivanje je zbog specifične konfiguracije kapljice. Koncept ulje oko vode, prikazan na slici 16. [35], pokazuje idealiziranu ulje-oko-vode kapljicu koja se kreće prema vrućoj površini. Kada kapljica dosegne alat ili vruću površinu obratka, ulje za podmazivanje se raširi preko površine prije širenja vode. Od kapljica vode se očekuju tri zadatka: nošenje sredstva za podmazivanje, efikasno širenje sredstva za podmazivanje preko površine usljed inercije i hlađenje površine na račun njene specifične toplote i isparavanja. Da bi ovaj koncept bio izvodljiv, tj. da bi se napravile kapljice ulje oko vode, potrebna je specijalno konstruisana ispusna mlaznica.
Rotirajuća jedinica
Otvor za ispuštanje Vreteno
Kontrola stezanja
Cjev za ulje Ejektor mlaznica
Komora za mješanje
Upravljački ventil
injekcije
Sredstvo za podmazivanje
Zrak HSK
40

Magistarski rad
Slika 16. Koncept ulje oko vode NDM (NDM3)
Na slici 17. prikazan je dizajn koji, prema autorima, na kontrolisan način obezbjeđuje pouzdano kontinuirano snabdjevanje kapljica kombinacije ulje-oko-vode (OoW). Komprimirani zrak, koji se mjeri pomoću mjerača protoka, dovodi se kroz centralni kanal do mlaznice. Kroz drugi kanal zrak se dovodi od kontrolne jedinice u kojoj se preko upravljačkog ventila mješa sa uljem u poznatu mjerljivu proporciju. Dobijena mješavina se uvodi u prvi red ejaktor mlaznica, kroz koje se mješavina izbaci i atomizira pomoću struje zraka. Voda se dovodi kroz mjerač protoka do drugog reda ejaktor mlaznica kako je to prikazano na slici 17. Prolazeći kroz ove mlaznice voda se takođe atomizira. Prema autorima[34], kada se dva atomizirana toka susretnu nakon druge mlaznice dolazi do prijanjanja ulja na površinu kapljice vode jer je prosječna veličina kapljice vode veća od kapljice ulja usljed razlike između površinskih pritisaka vode i ulja. Izborom konkretnog ulja sa dobrim osobinama širenja po površini vode, moguće je postići automatsko generisanje kapljice ulje-oko-vode. Do sada, sve poznate ulje-oko-vode mlaznice rade na ovom principu. Međutim, mlaznica prikazana na slici 17. je dizajnirana sa još dva seta mlaznica kako bi se povećao broj sudara vode i ulja i na taj način formirao veći broj ulje-oko-vode kapljica. Ove dodatne mlaznice sprečavaju okrupnjavanje i nakupljanje uljanih kapljica unutar komore za mješanje i ispusne mlaznice. Veličina ulje-oko-vode kapljice pri udaru u površinu obratka ili alata je oko 100-200 μm, što je mnogo više nego kod gore spomenutih tradicionalnih postupaka polusuhe obrade. Ovo se smatra prihvatljivo objašnjenje manjih sila rezanja kod obrade aluminijuma u poređenju sa klasičnim postupcima polusuhe obrade sa uljanim aerosolom ili čak prema obradi sa obilnim dovođenjem sredstava za hlađenje i podmazivanje. Objavljena su i poboljšanja kvaliteta obrađene površine i postojanosti alata korištenjem ove metode. Postupak naprednog podmazivanja i hlađenje korištenjem minimalnih količina (AMQCL) i odgovarajući sistem razvila je kompanija CoolTool CO. (Eagan, MN; Valencia, CA, USA). Razvijeni sistem kombinira izvor nosećeg gasa (komprimirani zrak), aditiva za podmazivanje (sojino ulje) i čvrsti i/ili plinoviti CO2 (sredstvo za hlađenje). Aerosol koji se dobije na ovaj način ima različite koncentracije i karakteristike. Šematski prikaz ovog sistema prikazan je na slici 18.
Uljni film
Voda
41

Magistarski rad
Slika 17. Jedna od mlaznica za pripremu aerosol koji sadrži zrak, ulje i vodu.
1. CO2 Generator (CoolPulse TM) 6. Troosni separator Koanda mlaza 2. Dodaci za podmazivanje (gasovi, tekućine, čvr.tjela) 7. Koanoda mlaz noseći medij-aditivi 3. Noseći gasovi (čisti zrak, čisti suhi zrak 8. Koanoda-inducirani zračni tok plinoviti nitrogen, karbon dioksid) 9. Koaksijalni tok sredstva za hlađenje 4. Jedinica aktivnog ES naelektrisanja (Opcijski) 10. Injektiranje, hlađenje, naelektrisavanje i formiranje mlaza 5. Troosna linija dobave (CO2/Aditivi/Noseći medij)
Slika 18. Šematski prikaz sistema naprednog postupka polusuhe obrade korištenjem minimalnih količina sredstava za hlađenje i podmazivanje (ToolCool Co)
AMQCL sistem koristi novi Coanda-koaksijalni injektor i sprej aplikator. Aplikator koristi mehanizam pasivnog elektrostatskog naelektrisavanja kako bi se povećala ujednačenost kapljica, sila prskanja i taloženje na obrađivanoj površini. Alternativno, sistem aktivnog elektrostatskog naelektrisavanja može se koristiti za dobijanje sposobnosti kombiniranog prskanja-punjenja (efekat spreja). AMQCL sistem je povezan i mehanički i elektronički sa operacijom obrade. AMQCL tehnologija koristi Coanda efekat i za injekciju aditiva i za kontrolu oblika prskanja. Mješavina nosećeg gasa i aditiva kreću se uzduž Coanda profila u vidu tankog filma, pogonjen i nosećim gasom i smičučim naponima atmosferskog pritiska (slika 19). Veći pritisak (i topliji) noseći-aditiv film pada i mješa se sa, niskog pritiska (i hladnijom), koaksijalnom strujom CO2. Analogno vodopadu, gdje se mješanje odvija u veoma brzom vrtlogu uz elektrostatsko naelektrisavanje aerosola za hlađenje i podmazivanje (nazvan Elektrosol od ToolCool Co.). Pored toga Coanda efekat stvara tunel atmosferskog pritiska koji
Bajpas 4. mlaznica 2. mlaznica 1. mlaznica
3. mlaznica Voda Ulje i zrak
Zrak
Sredstvo za hladenje
Atmosfera Atmosfera Atmosfera
Aditivi
Kontrola aktivne
elektroforetičke osjetljivosti
(ESC)
Izvor visokog napona (HVPS)
INTERFACE Upravljački sistem
alatne mašine
Mlaznica sa koaksijalnim -Coanda mlazom
Coanda-koaksijalni protok
Napredni aerosol
Atmosfera
GAS
Upravljački sistem polusuhe obrade
42

Magistarski rad
se prostire na veliku udaljenost prema operaciji obrade. Coanda efekat ograničava i štiti naelektrisan sprej za hlađenje i podmazivanje na njegovom putu od mlaznice do zone rezanja.
Slika 19. Coanda efekat
Slika 20. Hemijski procesi kod napredne polusuhe obrade
Hemijski sastav erosol kod napredne polusuhe obrade se formira i isporučuje u letu kombinirajući jedan ili više hemijskih ili fizičkih sastojaka za hlađenje i podmazivanje. Aerosol može sadržavati tekućine, čvrste a erosol e za visoke pritiske i reaktivne gasove koji se kombiniraju sa nosećim gasom i ubacuju u tačno određeni protok naelektrisnog CO2 gas-čvrsti aerosol (slika 20). Svaki sastojak utiče na fizičku i/ili hemijsku dimenziju rezultujućeg fluida za obradu, na primjer: kapacitet hlađenja, snagu prodiranja, reaktivnost graničnog sloja, podmazljivost, viskoznost, uniformnost i veličinu čestica aerosol. Mlaz aerosol ima promjenljivu geometriju, čime se može upravljati karakteristikama hlađenja i podmazivanja
Film aditiva Coanda
profil
CO2
Film gasa
Atmosfera
Mlaz elektrosola
43

Magistarski rad
od suhog do obilatog i od sobne do kriogene temperature, te pritiska mlaza od 0,07 do 1 Mpa, ili znatno većeg, ako je potrebno. Prema CoolTech CO, bio-ulja pokazuju superiorne karakteristike pri obradi metala zbog svoje djelomično polarne prirode. Za razliku od bez-polarnih maznih filmova, polarni granični sloj posjeduje prirodni afinitet prema površini obratka, sa vrlo pravilnom orjentacijom (kao magneti) u odnosu na površinu. Ova vrsta graničnog maznog sloja je mnogo čvršća (tj. veći smićući naponi), daje bolji kvalitet obrade, smanjuje vibriranje alata i produžava postojanost alata. Korišteni u kombinaciji sa CO2 daju mješavine koje su nezapaljive i nekorozivne, čak i na ekstremno visokim temperaturama i sa iskrenjem. Pored toga, proizvodi koji se prave obloženi su medijem za gašenje požara (CO2), što sprečava paljenje i gorenje strugotine i dimljenje ulja. Rezultati testiranja koje je objavio CoolTech Co pokazuju da, za razliku od do sada korištenih gasova kao što su azot i zrak, CO2 pokazuje jaku rastvorljivost u ugljikovodicima (tj. CO2 je više od 600% rastvorljiviji u uljima nego zrak [7]). Zbog svojih jedinstvenih fizičko-hemijskih osobina i kohezione energije, CO2 gas mijenja osobine dodataka za hlađenje i podmazivanje i tako stvara mješavine koje imaju manji površinski napon i manju viskoznost, što pomaže penetraciju u kapilare sistema strugotina-alat. Pored toga, sam CO2 se ponaša kao reaktivni mazni granični sloj, koji u toku tribohemijskih reakcija formira funkcionalne grupe karboksilne kiseline. Tehnologija napredne polusuhe obrade obezbjeđuje veoma prilagodljiv i kontrolisan sastav sredstava i to: CO2 sredstva za hlađenje, nosećeg medija i dodataka za podmazivanje minimalnom količinom. Prilagodljiv pritisak mlaza, temperature, veličine čestica sredstva za hlađenje i dodataka za podmazivanje omogućava rukovaocu mašinom da prilagodi sastav medija za hlađenje i podmazivanje za bilo koju kombinaciju postupaka obrade, materijala obratka i materijala alata. Pored toga, CO2 mlaz za hlađenje može pulsirati velikom frekvencijom (CoolPulsTM) i tako, u nekim slučajevima, poboljšati penetraciju mlaza u zonu rezanja, i to bez prekidanja ili obustavljanja podmazivanja. 3.2 Mehanizmi funkcionisanja polusuhe obrade
3.2.1 Nekoliko objavljenih primjera
Kako bi razumjeli mehanizam djelovanja polusuhe obrada, ogroman broj objavljenih rezultata polusuhe obrade mora se sistemski klasificirati i analizirati korištenjem osnova tribologije rezanja metala. Ipak, nedostatak informacija o eksperimentalnim uslovima uključujući parametre aerosola, onemogućava bilo kakvu razumnu sistematizaciju. Wu i Chien analizirali su postupak polusuhe obrade za tri različita čelična materijala [36]. Oni su pronašli da je učinkovitost obrade uslovljena tipom podmazivanja i protokom, dizajnom mlaznice, udaljenošću između mlaznice i vrha alata i od materijala obratka. Svi ovi faktori zavise od radnog materijala i uslova procesa. Zaključili su da polusuha obrada daje optimalne uslove procesa samo ako je pravilno izabrana odgovarajuća količina ulja i odgovarajuća udaljenost između mlaznice i vrha alata. Nažalost, mnogi od ovih važnih parametara nisu objavljeni u velikom broju istraživačkih dokumenata i radova o polusuhoj obradi. Zbog toga procesni ili proizvodni inženjer koji želi uvesti polusuhu obradu nema dovoljno preporuka na osnovu kojih bi izvršio odgovarajući izbor opreme, parametara i režima polusuhe obrade za konkretnu operaciju obrade. Iako je u stručnim časopisima objavljen veliki broj radova o
44

Magistarski rad
polusuhoj obradi, ovi radovi ne daju kompletne i sistematične informacije o polusuhoj obradi čak i na nivou primjene, spuštajući njihovu namjenu samo na promotivni nivo. Neki istraživački radovi su napravljeni da odgovore na pitanje koliko je bolja polusuha obrada u poređenju sa suhom obradom. Ueda [37] je pronašao da smanjenje temperature kod struganja sa uljnom maglom je otprilike 5%, kod čeonog glodanja sa uljnom maglom je 10-15% a kod bušenja sa uljnom maglom smanjenje je 20-25% u poređenju sa temperaturom kod suhe obrade. Khan i Dhar [38] su pronašli da polusuha obrada sa biljnim uljem smanjuje sile rezanja za otprilike 5-15%. Više se smanjuje aksijalna sila nego glavna sila rezanje. Ovo smanjenje sile kao i povećan životni vijek i kvalitet obrađene površine, kao glavne razloge povećanja učinkovitosti procesa obrade, pripisali su smanjenju temperature u zoni rezanja. Slični rezultati su dobijeni obradom čelika 1040 [39]. Li i Liand [40] pronašli su, da su sile rezanje kod obrade čelika 1045 manje kod polusuhe obrade u poređenju sa suhom obradom. Oni su takođe, ovo smanjenje pripisali razlici temperatura rezanja. Druga grupa istraživača poredila je postupak polusuhe obrade sa klasičnim postupkom obilnog dovođenja SHP sredstava. Dhar i ostali proučavali su efekte polusuhe obrade kod struganja čelika 4340 koristeći eksternu mlaznicu i dobavu aerosola do alata [41]. Oni su pronašli da je temperatura kontakta alat-strugotina manja za 5-10% (zavisno od konkretne kombinacije brzine i posmaka) kod polusuhe obrade u odnosu postupak sa obilnim dovođenje SHP sredstava. Zbog toga je postojanost alata i kvalitet obrade površina poboljšan za 15-20%. Interesantno je da su autori pronašli da je postojanost alata ista i za suhi i za klasični postupak obilnog korištenja SHP sredstava, što je u u direktnoj suprotnosti sa praksom običnih radionica. Filipović i Stephenson [42] nisu pronašli nikakvu razliku između mokrog postupka i postupka polusuhe obrade kod dubokog bušenja i bušenja rupa na bregastim vratilima. Yoshimura i ostali [33] su pronašli da je, kod obrade aluminijuma, sila rezanja manja, a kvalitet obrađene površine bolji korištenjem polusuhe obrade ulje-oko-vode u poređenju sa suhim postupkom obrade, tradicionalnim postupkom polusuhe obrade i postupkom obrade sa obilnim dovođenjem SHP sredstava. Obikawa i ostali [43] ocjenili su učinkovitost polusuhog postupka obrade kod izrade žlijebova visokom brzinom u čeliku sa 0.45% C sa i alatom od tvrdog metala obloženim trostrukim slojem TiC/TiCN/TiN. Proučavanjem postojanosti alata kod izrade žlijebova visokim brzinama rezanja od 4 i 5 m/s, otkrili su da biljno ulje dovođeno konstantnim protokom od 7 ml/h smanjuje trošenje alata efektivnije od emulzije. Korištenjem postupka podmazivanja minimalnom količinom (MQL) i alata obloženog dijamantom kod bušenja aluminijum-silicija, Braga i ostali [44] pokazali su da je učinkovitost postupka polusuhe obrade (s obzirom na sile, trošenje alata i kvalitet obrađenih otvora) veoma sličan onom kod korištenja velike količine emulzije. Proučavanjem struganja bronze, Davim i ostali [45], zaključuju da se pravilnim izborom sistema polusuhe obrade mogu dobiti rezultati slični obradi sa obilnim dovođenjem SHP sredstava. Rezultat opsežne i dobro potkrepljenje studije o struganju čelika AISI 1045 tvrdoće 163 HB od Li i Liang [46] pokazuje da su sila rezanja i temperature uvijek manje kod klasičnog postupka sa obilnim dovođenjem SHP sredstava u poređenju sa polusuhim i suhim postupcima obrade.
45

Magistarski rad
3.2.2 Efikasnost polusuhe obrade – postojeća objašnjenja
Iznenađujuće mali broj objašnjenja je dat da razjasni način funkcionisanja postupaka polusuhe obrade. Poznata objašnjenja efikasnosti polusuhe obrade proizašla su iz principa uljne magle koji je razvio proizvođač ležajeva iz Evrope tokom 1930-tih godina. Danas se taj metod podmazivanja instalira na sve tipove alatnih mašina, opremu za obradu mreža i limova, kaišni i lančani konvejeri, valjački stanovi, vibratori, drobilice, centrifuge, peći, prskalice, mlinovi sa loptama, sušilice i pumpe za obradu tekućine. Granični mazni sloj aditiva za visoki pritisak (EP) i precizna dobava podmazivača do kontaktne površine tik prije njegovog uvođenja u kontakni sloj, hlađenje usljed isparavanja uljnih kapljica je iskorišteno da se objasni efektivnost polusuhe obrade kod rezanja metala. Obikava i ostali, pokušavajući objasniti učinkovitost polusuhe obrade, smatraju da dovod zraka igra važnu ulogu kod transporta uljne magle do interfejsa između leđne površina alata i obrađivane površine (alat-obradak interfejs) [49], tj. pretpostavlja se da ulje može prodrijeti između alata i obratka zbog visokog pritiska komprimiranog zraka koji služi kao „prevozno sredstvo” uljnih kapljica. Liao i Lin [50] kažu da MQL može obezbjediti dodatnu količinu kisika koji može formirati dodatni zaštitni sloj oksida između strugotine i grudne površine duž alat-strugotina interfejsa. Ovaj sloj je u osnovi kvartarni spoj oksida Fe, Mn, Si i Al i dokazano efektivno djeluje kao difuziona barijera. Dakle, jačina i otpor na habanje reznog alata se može sačuvati te tako značajno povećati životni vijek alata. Takođe je pronaženo da postoji optimalna brzina rezanja na kojoj se formira stabilni zaštitni oksidni sloj. Nažalost nije predočen nikakav uvjerljiv dokaz o postojanju ovakvog sloja. Lopez de Lacalle i ostali [51] smatraju da tok zraka sa kapljicama ulja djeluje trostruko:
• Odnosi toplotu koja se stvara u toku rezanja konvekcijom injektiranim zrakom i isparavanjem dijela ulja,
• Smanjuje trenje između strugotine i grudne površine alata, jer su kapljice ulja dovoljno male da uđu između strugotine i alata i
• Odnosi strugotinu iz radne zone usljed aktivnosti komprimiranog zraka. Nažalost, nikakva dokaz nije dat da potvrdi navedne tvrdnje, a njihova važnost je potvrđena samo preko smanjenja sile rezanja i trošenja alata. Granični uslovi uzeti kod analize konačnih elemenata kao i parametri komprimiranog zraka sredstva za hlađenje nisu bazirani na postojećim eksperimentalnim podacima. Na osnovu toga može se izvesti zaključak da obrada sa bilo kakvim rasporedom mlaznica za polusuhu obradu smanjuje trošenje leđne površine u poređenju sa postupkom obilnog korištenja SHP sredstava. Zašto su ovi računski dobijeni rezultati u suprotnosti sa svakodnevnom praksom mašinske obrade, nikakvo objašnjenje nije dato. 3.2.3 Prihvatljiva objašnjenja efektivnosti polusuhe obrade
Kako bi razmujeli ovu temu, potrebno je odgovoriti na nekoliko jednostavnih pritanja: Zašto postupak pulusuhe obrade uopšte funkcioniše? Zašto ona nekako pokazuje bolje rezultate nego postupak sa obilnim dovođenjem SHP sredstava ili čak postupak dovoda SHP sredstava pod visokim pritiskom? Drugim riječima, kako je to fizički moguće, jer postupci sa obilnim dovođenjem SHP sredstava i sa dovođenjem SHP sredstava pod visokim pritiskom definitivno odvode mnogo više toplotne energije? Zašto aerosol koji je mješavina ulja i zraka ima (prema
46

Magistarski rad
svim istraživačkim i promotivnim radovima o polusuhoj obradi) veći kapacitet hlađenja od postupka sa obilnim dovođenjem emulzije (koja sadrži i do 90 vode), jer je kapacitet vode 10 puta veći od kapaciteta ulja i veoma veći od kapaciteta zraka, imajući u vidu da je odvođenje toplote usljed isparavanja kapljica ulja zanemarivo malo zbog osobina ulja i zbog veoma malog protoka (30–60 ml/h)? Potpuno sagledavanje mogućih dejstva aerosola kod polusuhe obrade omogućava izvođenje sljedećih zaključaka [7]:
• Kod rezanja metala aerosoli ne djeluju kao sredstva za podmazivanje ili granična sredstva za podmazivanje. Definitivno je dokazano da, čak ako se primjenjuje postupak obilnog dovođenja SHP sredstava, između kontaktnih površina postoji visok kontaktni pritisak između strugotine i grudne površine alata, naročito duž plastične zone kontakta strugotine i alata, koji uz visoke temperature oko aktuelne kontaktne površine i okolnih zona, sprečava pristup SHP sredstvima kontaktima strugotina-alat i alat-obradak. Ovo se dešava čak i kada se SHP sredstava dovode pod extremno visokim pritiskom (15 Mpa – maksimalni pritisak koji se može ostvariti sa komercijalno dostupnom opremom). Kako maksimalni pritisak aerosola ne može preći onaj komprimiranog zraka (uobičajeno dostupan sa pritiskom maksimalno do 0.7Mpa a zatim smanjen na 0.5 Mpa zbog hidrauličnih gubitaka), prodorna sposobnost aerosola je značajno niža čak i u poređenju sa dovođenjem SHP sredstava pod visokim pritiskom kroz alat.
• Aerosoli koji se koriste kod polusuhe obrade uvijek imaju manji kapacitet hlađenja od pravilno izabranog u vodi rastvorljivog SHP sredstva. Kod polusuhe obrade aerosol vrši hlađenje na dva moguća načina i to usljed isparavanja kapljica i usljed prisilne konvekcije. Kako je protok ulja kod polusuhe obrade mali (uobičajeno 30-60 ml/h) hlađenje usljed isparavanja kapljica ulja je slabo. Astakhov je uveo parametar koji se zove intenzitet hlađenja Kh (jednačina 13) da bi izračunao prisilnu konvekciju SHP sredstva pri rezanju metala.
32,033,033,067,065,0 −
−= cfcfcfPcfcfh vCkvK γ ............................................. (13)
Kao što se može vidjeti sposobnost hlađenja određenog medija zavisi od brzine medija vcf, njegove termalne provodljivosti kcf, njegove specifične toplopte CP-cf, secifične gravitacije γcf, i njegove viskoznosti vcf. Jednostavno poređenje navedenih parametara za slučaj vodo rastvorljivih SHP sredstava pod visokim pritiskom i za slučaj kod polusuhe obrade pokazuje da prvi ima veći kapacitet hlađenja.
• Aerosoli ne mogu promjeniti oblik strugotine koja se formira usljed direktnog mehaničkog djelovanja bez obzira na poziciju mlaznice. Da bi ovo shvatili potrebno je analizirati njihove momente kretanja. Za tijelo u kretanju momenat je proizvod mase tijela i njegove brzine. Momenat se tradicionalno obilježava slovom p, pa prema definiciji momenta za tijelo mase m i brzine v momenat je p=mv. Kako je masa aerosola mala u poređenju sa masom mlaza visokog pritiska SHP sredstva rastvorenog u vodi (emulzije), djelovanje aerosola na formiranje strugotine je zanemarivo malo u odnosnu na djelovanje mlaza emulzije pod visokim pritiskom.
Nakon analiziranja ovih zaključaka može se postaviti logično pitanje: Zašto polusuha obrada funkcionira kako to potvrđuju mnogi istraživači i praktičari? Kako pravog odgovora na ovo pitnaje još uvijek nema parametri polusuhe obrade se određuju metodom pokušaj-i-greška.
47

Magistarski rad
Jedno od mogućih i na fizici zasnovano objašnjenje je takozvani efekat krtosti SHP sredstva, koji smanjuje napon do loma radnog materijala. Ovo djelovanje je zasnovano na Rebinder-ovom efektu[7]. Rebinder-ove studije su direktno vezane za proces rezanja metala. Izvodeći veliki broj testova rezanja pod različitim uslovima rezanja i sa različitim reznim fluidima, on je posmatrao nastajanje i zacjeljivanje mikropukotina. Zacjeljivanje je došlo do izražaja kada se obrađuje duktilan materijal i kada su posmatrane velike plastične deformacije odnošenog sloja materijala. Rezultat Rebinder-ove studije pokazuje da apsorbovani film sprečava zatvaranje mikropukotina (zacjeljivanje usljed plastične deformacije radnog materijala). Kako je svaka mikropukotina u zoni obrade mjesto koncentrisanja napona potrebno je manje energije za rezanje. Sljedeći ovaj pravac, Epifanov [7] je pronašao da penetracija stranih atoma (od razlaganja SHP sredstava) proizvodi efekat krtosti na sličan način kao što je to hidrogen krtost materijala. On je zaključio da se plastičnost radnog materijala smanjuje. Trenutno razumjevanje Rebinder-ovog efekta je kao izmjena mehaničkih i fizičkih osobina materijala usljed djelovanja različitih fiziko-hemijskih procesa na energiju površine. Kako je pokazano u prvom poglavlju plastična deformacija nošenog sloja pri rezanju metala je najveća, to znači da je ona glavni uzrok otkazivanja alata i to usljed različitih mehanizama trošenja. Kada se to desi, kasno je za ublažavanje njegovih posljedica korištenjem inferiornog (u smislu sposobnosti za hlađenje) postupka polusuhe obrade jer se on ne može takmičiti sa postupkom obilnog dovođenja SHP ili postupkom dovođenja emulzija pod visokim pritiskom kroz alat. Jedino uvjerljivo objašnjenje funkcionisanja polusuhog postupka rezanja metala je povećanje krtosti nošenog sloja materijala, što dovodi do smanjenja utrošenog rada na plastičnu deformaciju kod transformacije nošenog sloja u strugotinu. Dostupne informacije o praktičnoj primjeni postupka polusuhe obrade pokazuju da atomizirano ulje posjeduje veliku sposobnost pojačanja Rebinder-ovog efekta. Prema mišljenju autora to objašnjava učinkovitost polusuhe obrade. Kako se smanjenje površinske energije čvrstog tijela, radi promjene njegovih mehaničkih osobina, može postići adsorpcijom, kemosorpcijom, električnom polarizacijom površine i površinskim hemijskim reakcijama [7] istraživanje, izbor dizajna i parametara te testiranje učinkovitosti polusuhe obrade treba ići u tom pravcu.
48

Magistarski rad
4 PLANIRANJE EKSPERIMENTA 4.1 Uvod Iako je rezanje metala jedan od najstarijih proizvodnih procesa, najvažnije karakteristike i izlazi iz ovog procesa kao što su: postojanost alata, sile rezanja, integritet obrađene površine i utrošak energije mogu se odrediti samo eksperimentalnim putem. Prema tome, poboljšanje alata, mašine i procesa kao i uvođenje novih alata može se opravdati samo kroz niz eksperimentalnih studija. Nažalost, eksperimentalna istraživanja su veoma skupa, traju dugo i zahtjevaju savremenu opremu i iskusno osoblje. Prema tome, izbor odgovarajuće strategije testiranja, metodologije, prikupljanja podataka te projektovanje statističkog modela i njegova verifikacija su najvažniji aspekti ovih istraživanja. Potrebno je imati na umu da su rezultati ispitivanja beznačajni, ako uslovi ispitivanja nisu postavljeni tako da su faktori, koji utiču na rezultat, pod kontrolom. Iako ovo zvuči veoma jednostavno i logično glavni problem je još uvijek odrediti esencijalne faktore. Još uvijek je prisutan nedostatak informacija o metodologiji ispitivanja i ocjeni podataka koji se odnose na testove obrade metala rezanjem. Podatke o postavci i uslovima eksperimenta moguće je pronaći u objavljenim radovima. Nasuprot tome, ne postoje podaci o ispitnoj metodologiji i podaci o tome zašto su izabrani parametri i koje metode su korištene za ocjenu podataka. Iako su troškovi testiranja kod rezanja metala visoki, ne postoji način poboljšanja ili uopštavanja rezultata testiranja do nivoa nacionalnog ili internacionalnog standarda. Na primjer, standard ANSI/ASME za određivanje postojanosti alata za struganje sa dodirom u jednoj tački, propisuje provođenje testa na principu jedna po jedna varijabla. Kada je riječ o prikupljanju i obradi podataka potrebno je izračunati interval povjerenja i izraditi izvještaj. Prema tome moguće je razlikovati samo uticaj brzine rezanja na postojanost alata za datu mašinu (statička i dinamička krutost mašine, kružnost vretena, tačnost kretanja i sl), parametre obratka (metalurško stanje, dimenzije, način učvršćenja i sl.) materijal reznog alata i njegov oblik. Planiranje eksperimenta pruža značajana poboljšanja metodologije. Planiranje eksperimenta je proces prikupljanja odgovarajućih podataka koji će biti pogodni za dalju statističku obradu i za dobijanje objektivnih zaključaka. Postoji veliki broj različitih metoda planiranja eksperimenta, a izbor metode zavisi od cilja istraživanja i raspoloživih resursa. 4.2 Planiranje eksperimenta u mašinskoj obradi Cilj planiranja eksperimenta je naći zavisnost između odziva sistema (na primjer: sila rezanja, postojanost alata i sl.) i posmatranih faktora (na primjer: brzina rezanja, posmak, dubina i sl.) Posmatrani faktori simultano se variraju. Uticaj poznatog ili nepoznatog faktora se minimizira odgovarajućom randomizacijom eksperimenta. Matematički aparat se koristi ne samo u konačnoj fazi eksperimenta kada se radi evaluacija i analiza eksperimentalnih podataka, nego u svim fazama eksperimenta. Na taj način se može doći do odgovora na vrlo važna pitanja npr.: Koji je minimalni broj eksperimenata koje je potrebno obaviti? Koje parametre treba uzeti u razmatranje? Koje metode koristiti kod procjene i analize eksperimentalnih podataka?
49

Magistarski rad
Problem izbora matematičkog modela za posmatrani objekat zahtjeva formulisanje jasnog cilja. Ovaj problem se javlja kod bilo kakve studije, ali izbor matematičkog modela kod planiranja eksperimenta zahtjeva kvantitativnu formulaciju cilja. Takav cilj se naziva odziv sistema koji je u stvari rezultat posmatranog sistema ili njegov izlaz. Posmatrani sistem može imati nekoliko važnih izlaznih parametara ali se mora izabrati samo jedan. Odziv sistema mora zadovoljiti nekoliko zahtjeva[7].
1. Odziv mora biti efektivan izlaz u smislu postizanja konačnog cilja, 2. Odziv mora biti mjerljiv, 3. Odziv mora biti jednoznačna funkcija izabranih parametara.
Ulazi u proces nazivaju se faktori. Kod planiranja eksperimenta potrebno je uzeti u obzir esencijalne faktore. Faktori koji nisu uzeti u obzir mjenjaju se slučajno i povećavaju grešku eksperimenata. Faktori mogu biti kvalitativni ili kvantitativni, ali obe vrste moraju imati mogućnost podešavanja. Praktično to znači da se izabrani nivo bilo kojeg faktora može postaviti i održavati tokom cijelog eksperimenta. Izabrani faktori moraju direktno uticati na izlaz i ne bi smjeli biti u funkciji ostalih faktora. Na primjer, temperatura rezanja ne može biti izabrana kao faktor jer se ne može direktno kontrolisati. Ista zavisi od drugih faktora kao na primjer brzine rezanja, posmaka, dubine i sl. Kombinacije fatora moraju biti kompatibilne. Na primjer, ako kombinacija brzine i dubine rezanja uzrokuje otkaz alata onda se ta kombinacija ne može uključiti u eksperiment. 4.3 Matematički model Važna faza planiranja eksperimenta je izbor matematičkog modela. To znači da je potrebno naći statističku procjenu odziva koji je predstavljen sljedećom funkcijom: ),,.......,( 21 kxxxyE φ= ................................................. (14) Gdje je y odziv procesa (na primjer: temperatura rezanja, postojanost alata, kvalitet površine, sile rezanja), xi faktori koji se variraju (na primjer: uglovi noža, brzina rezanja, posmak i sl.) Matematički model predstavljen jednačinom (14) koristi se za određivanje gradijenta tj. pravca u kojem se promjene dešavaju brže nego u drugim pravcima. Model predstavlja funkciju odziva za koju se predpostavlja da je kontinuirana, dva puta diferencijabilna i da ima samo jedan ekstrem u intervalu varijacije faktora. Općenito, početni matematički model je nepoznat zbog nedostatka znanja o fenomenu koji se istražuje. Prema tome, potrebna je određena aproksimacija modela. Iskustva pokazuju da je polinom n-tog reda veoma dobra aproksimacija modela. Tačnost ovakvog modela zavisi od reda polinoma. Da se smanji broj testova u početnoj fazi eksperimentalnog istraživanja koristi se polinom prvog reda odnosno linearni model. Ovakav model se uspješno koristi da se odredi gradijent odziva, odnosno do postizanja stacionarnog polja. Kada se dostigne stacionarno polje moraju se koristiti polinomi drugog i trećeg reda. Međutim, eksperimenti su pokazali da se kod obrade metala uspješno koriste modeli sa lineranim odnosima i faktorima. Ovakv model predstavljen je jednačinom (15). j
ijiij
iii xxxyE ∑∑+= βββ0 .............................................. (15)
50

Magistarski rad
Koeficijenti jednačine (15) određuju se na osnovu testova. Korištenjem eksperimentalnih rezultata mogu se odrediti regresioni koeficijenti b0, bi i bij koji predstavljaju procjenu teoretskih koeficijenata β1, βi, βij. Prema tome regresiona jednačina koja se dobije na osnovu eksperimentalnih rezultata ima oblik prestavljen jednačinom (16). j
ijiij
iii xxbxbby ∑∑+= 0ˆ ................................................. (16)
Gdje je y procjena od E(y). 4.4 Izbor granica varijacije Svaki faktor koji se koristi u planiranju eksperimenta posjeduje jedan opšti interval varijacije. Unutar tog intervala potrebno je izabrati interval koji će se koristiti u eksperimentima. Za svaki faktor eksperimenta potrebno je odrediti granice varijacije. Kod određivanja granica potrebno je iskoristiti sve raspoložive informacije kao što su: iskustveni podaci, rezutati prethodnih istraživanja, mišljenja eksperata i sl. Korištenjem ovih informacija potrebno je odrediti nulti nivo odnosno kombinaciju faktora koja daje najbolje rezultate. Interval varijacije je broj koji kada se doda nultoj tački daje gornju granicu, a kada se oduzme od nulte tačke daje donju granicu varijacije. Numerička vrijednost ovog intervala je uzeta kao jedinica nove skale. Da se pojednostavi označavanje eksperimentalnih uslova ova nova skala se bira tako da je gornja granica odgovara vrijednosti +1, donja -1, a osnovni nivo (nuli) 0. U te svrhe transformacija faktora se obavlja na sljedeći način:
i
ii x
xxx ~~~
0
∆−
= ........................................................... (17)
Gdje je xi nova vrijednost faktora, ix~ je stvarna vrijednost faktora, 0~x je stvarna vrijednost
faktora na nultom nivou a ix~∆ je interval varijacije faktora, i je broj faktora. Na ovaj način početak posmatranog prostora se pomjera u novi položaj koji odgovara nultom nivou posmatranih faktora. Ako se koriste dva nivoa faktora onda se taj plan eksperimenta označava sa 2k, gdje je k broj posmatranih faktora. 4.5 Osnovni uslovi eksperimenta Planiranje eksperimenta zahtjeva da se posebna pažnja obrati na tačnost pojedinačnih eksperimenata. Relativno visoka varijabilnost koja se javlja kod rezanja metala i mala mogućnost reprodukovanja eksperimenata zahtjeva povećanje broja ponavljanja testova u istoj tački plan matrice. Prema tome, osnovni preduslov planiranja eksperimenta je osiguranje najmanje moguće varijacije odziva. Iako postoji veliki broj izvora grešaka i nepreciznosti kod rezanja metala, opći izvori koji su zajednički za sve testove rezanja metala su[7]:
• Greške povezane sa obratkom se mogu klasificirati kao: greške u materijalu obratka, greške stezanje i dimenzionalne greške. Greške vezane za materijal obratka proizilaze iz mehaničkih, fizičkih i mikrostrukturalnih varijacija materijala. Da bi se smanjile ove greške potrebno je uzeti materijal istih osobina (po mogućnosti iz iste šarže). Ove osobine moraju se testirati prije izvođenja eksperimenta. Ako je to moguće ove osobine treba zahtjevati od dobavljača. Tvrdoća obratka se mora ispitati prije
51

Magistarski rad
eksperimenta, a eksperiment provoditi samo ako tvrdoća ne varira više od ±10%. Da bi se smanjile greške usljed stezanja obratka stezanje uvijek raditi sa istom silom stezanja, a obradak mora imati istu kružnost. Greške usljed dimenzija obratka se moraju uzeti u obzir ako se koriste obradci različitih dimenzija.
• Greške povezane sa alatom za rezanje mogu se klasificirati kao: greške od materijala alata, greške držača alata i greške načina stezanja alata. Materijal alata mora biti od istog proizvođača i iz iste šarže.
• Greške povezane sa postavkom eksperimenta. Za eksperiment se koriste uređaji koji su kalibrisani. Uslovi ispitivanja moraju uvijek biti u kalibracionim okvirima.
• Greške povezane sa okolinom. Da bi se smanjio uticaj uslova koji se sporo mjenjaju (temperatura SHP sredstava, trošenje alata, temperatura okoline i sl.) eksperiment se mora provoditi po slučajnoj sekvenci.
4.6 Potpuni 2k faktorski plan eksperimenta Ovaj plan eksperimenta se koristi kada je potrebno istražiti uticaj jednog ili više faktora na odziv sistema, pri čemu faktori mogu uticati na odziv pojedinačno i u kombinaciji sa nekim od faktora. Faktorski planovi su veoma korisni za određivanje uticaja kombinacija faktora na odziv sistema. Matematička formulacija posmatranog problema formira se variranjem svakog faktora oko centralne tačke sa intervalom varijacije. Ako plan obuhvata sve moguće kombinacije faktora na svim nivoima onda se on naziva puni plan eksperimenta. Broj takvih kombinacija je N=2k. Nakon izbora faktora (na primjer 3 faktora: x1-brzina (v), x2-posmak (s) i x3-dubina rezanja (d), sa dva nivoa variranja) regresioni model prikazan jednačinom (16) dobija oblik dat jednačinom (17) odnosno jednačinom (18) i (19).
321123
3
1,,
3
10
~~~~~~ˆˆ xxxbxxbxbbyEy jji
ijii
ii +++== ∑∑==
................................ (18)
3211233223311321123322110ˆ xxxbxxbxxbxxbxbxbxbby +++++++= ................. (19) Puni plan eksperimenta omogućava zasebnu procjenu svakog od koeficijenata b, što predstavlja posebnu prednost ovog plana. Da bi se dobio matematički model dat jednačinom (19) potrebno je:
• Planirati eksperiment: definisati problem, izabrati odziv i faktore koji će se posmatrati, odrediti nivoe faktora, odabrati redoslijed faktora i nivoa odnosno konstruisati matricu sistema, izabrati broj opservacija u svakoj tački matrice sistema, izabrati regresioni model kojim treba uspostaviti vezu između faktora i eksperimentalnih podataka.
• Provesti eksperimente i prikupiti potrebne podatke.
52

Magistarski rad
• Uraditi ocjenu i analizu: procjeniti statističke značajnosti koeficijenata modela, odrediti homogenost varijanse, ocjeniti adekvatnosti matematičkog modela.
Matrica plana eksperimenta prikazana je u tabeli 10. Tabela 10. Faktori i kombinacije faktora za puni plan eksperimenta 23
Broj eksperimenta
x0 x1 x2 x3 x1 x2 x1 x3 x2 x3 x1x2 x3
1 + - - - + + + - 2 + + - - - - + + 3 + - + - - + - + 4 + + + - + - - - 5 + - - + + - - + 6 + + - + - + - - 7 + - + + - - + - 8 + + + + + + + +
Matrica punog plana grafički je prikazana na slici 21.
Slika 21. Grafička interpretacija 23 plana eksperimenta
Osobine ovog plan su:
• Simetričnost u odnosu na centar eksperimenta. Ona se može interpretirati na sljedeći način: suma svih elemenata svake kolone (osim x0) jednaka je nuli tj.:
12,.....,2,1,01
−==∑=
km
uiu ix .............................................. (20)
• Suma kvadrata elemenata svake kolone jednaka je broju tačaka matrice, tj.:
53
Magistarski rad
12,.....,2,1,1
2 −==∑=
km
uiu imx .............................................. (21)
• Ortogonalnost plan matrice. To znači da je suma produkata elemenata bilo koje dvije
kolone matrice jednaka nuli, tj.:
12,.....,2,1,;,01
−=≠=∑=
kju
m
uiu jijixx ...................................... (22)
Zbog ortogonalnosti matrice regresioni koeficijenti se jednostavno određuju pomoću obrasca (23).
m
yxb
m
u uiui∑ == 1 ....................................................... (23)
gdje je i=1,2,....k broj faktora, m je broj tačaka projektne matrice, a y je srednja vrijednost odziva u određenoj tački matrice. Kako se kod planiranja eksperimenta vrši ocjena modela koji je u osnovi statistički, dobijeni matematički model se mora pažljivo analizirati. Ova analiza ima dva zadatka: dobiti maksimalan broj informacija iz prikupljenih podataka i verifikacija tačnosti i pouzdanosti dobijenih podataka. 4.6.1 Određivanje varijanse Rezultat svakog eksperimenta unosi određenu grešku koja se smanjuje provođenjem svakog pojedinačnog eksperimenta nekoliko puta pod istim eksperimentalnim uslovima. Varijansa za taj eksperiment računa se prema sljedećem obrascu (24).
1
)(1
22
−
−=∑ =
u
r
j uuju r
yys .................................................. (24)
Varijansa odziva sistema računa se prema obrascu(22).
)1(
)(1
21
2
12
2
−
−==
∑∑∑ ===
u
r
j uujm
u um
u u
rm
yys
ms
ys .................................. (25)
4.6.2 Određivanje homogenosti varijanse Kako greške u eksperimentalnim podacima koji su dobijeni obradom metala imaju normalnu raspodjelu test homogenosti se provodi korištenjem Fisher-ovog , Cochran-ovog ili Bartlett-ovog kriterija. Iako se Fisher-ov kriterij dosta koristi treba imati na umu da se on ne može koristiti ako je broj varijansi veći od 2 jer ovaj kriterij koristi samo varijanse maksimuma i minimuma pri čemu zanemaruje ostale varijanse.
54

Magistarski rad
4.6.3 Određivanje signifikantnosti koeficijenata Signifikantnost koeficijenata se određuje za svaki koeficijent posebno korištenjem t-kriterija (Student-ovog kriterija). U koliko je broj ponavljanja eksperimenata u svakoj tački eksperimenta isti onda se varijansa računa na sljedeći način:
u
i mrysbs
22 = ........................................................ (26)
Za stepen slobode fe=m(ru-1) t-kriterij za svaki koeficijent određuje se pomoću obrasca (27)
ii
i bsb
t = ............................................................. (27)
Interval povjerenja svakog signifikantnog parametra određuje se pomoću obrasca (28) icri bstb =∆ .......................................................... (28) Smatra se da je koeficijent signifikantan ako je njegova apsolutna vrijednost veća od polovine intervala signifikantnosti. 4.6.4. Određivanje adekvatnosti modela Adekvatnost modela je u stvari razlika između pretpostavljenog odziva modela i srednje vrijednosti eksperimentalno dobijenog odziva (29).
∑=
−−
=m
vu
uad yy
nmrs
1
22 )( ................................................ (29)
Određivanje adekvatnosti modela zahtjeva proračun i „F“ kriterija (30).
yssF ad2
2
= ........................................................... (30)
Ako je izračunata vrijednost F<Fcr, gdje je Fcr određen prema tabeli za F-kriterij za broj stepeni slobode fad i izabrani nivo značajnosti (%) smatra se da je model adekvatan.
55

Magistarski rad
5 EKSPERIMENTALNO ISTRAŽIVANJE 5.1 Postavka eksperimenta Eksperimenti rezanja su provedeni na univerzalnom strugu Potisje MA501 na koji je postavljen Kistler-ov dinamometar kojim su mjerene sile rezanja (Fx, Fy, Fz, slike 22. i 29.) Pertometrom M1 određivana je hrapavost a temperature su mjerene termovizijskom kamerom Fluke Ti32. Izabrani uređaj za polusuhu obradu je JOOM (Jet Oil on Water Mist) proizvođača DAIDO METAL CO Japan. Uređaj pravi kapljice vode obložene uljem veličine 100 do 200 mikrometara. Opis načina generisanja magle dat je u poglavlju 3.1.2 a na sljedećoj slici dat je izgled kompletnog uređaja za generisanje magle.
Slika 22. Uređaj za generisanje ulje-oko-vode kapljica
Slika 23. Mlaznica i komora za mješanje uređaja za generisanje kapljica ulje-oko-vode
Otovr za ulje
Prekidač
Senzor za vodu
Zrak Voda
Ulje
Priključci za crijeva
Regulator pritiska
Uljna pumpa
Radne lampe
Otvor za vodu
Rezervoar za vodu
Prik. za komp. zrak
Ventil za zatvaranje vode Filter za vodu
Crijeva za dovod: komp. zraka, ulja i vode
Komora za mješanje Savitljivi nastavak za usmjeravanje mlaza prema zoni rezanja
ZRAK
VODA
ULJE I ZRAK
1 MLAZNICA
2 MLAZNICA
4 MLAZNICA
BAJPAS 3 MLAZNICA
56

Magistarski rad
U eksperimentu je, kao sredstvo za hlađenje i podmazivanje, korišteno rafinirano repičino ulje. Repičino ulje danas je jedno od najboljih prirodnih sredstava za podmazivanje u graničnom sloju, a kako se sve više teži ka zamjeni mineralnih ulja „zelenim“ uljima koja se dobivaju iz obnovljivih izvora, repičino ulje će se sve više koristiti. Spektrografska analiza uzorka ulja pokazuje da se radi o ulju organskog porijekla bez udjela mineralnih ulja (slika spektrografske analize data je u prilogu 1). Na slici 24. prikazane su nauljene kapljice vode generisane JOOM uređajem koji je korišten u eksperimentima. Sa slike je vidljivo da su sve kapljice manje od 200 mikrometara.
Slika 24. Kapljice ulje-oko-vode uhvaćene na paos papiru
Na slici 25 prikazana je postavka eksperimenta.
Slika 25. Postavka eksperimenta
MQL mlaznica
Dinamometar "Kistler"
Obradak
Crijeva za dovod zraka, ulja i vode na MQL mlaznicu
Alat
200 µm
200 µm
150 µm
120 µm
57

Magistarski rad
5.2 Eksperiment sa livenim komadom – Uzorak broj 1 Eksperimenti su prvo provedeni na livenoj strukturi sa parametrima obrade koji su dati u tabeli 11. Odlivak je dobijen na ETP uređaju. Metalografska struktura uzorka data je na slici 26.
Slika 26. Metalografski snimak mikrostrukture uzorka 1
veličina zrna G=4 prema ASTM E 112 Plate III
Tabela 11. Parametri obrade uzorka 1 – odlivak OoW (Oil on Water)
Količine Ulje: 50 ml/h, Voda: 250 ml/h, Zrak 6000 Nl/h (100 Nl/min) Veličina čestice 100 – 200 µm
Suha obrada Bez korištenja SHP sredstava Materijal obratka Nimonic 263 – livena struktura Alat Tvrdi metal sa PVD presvlakom (Ti, Al) u N osnovi oznake
SNMG 120408-SM proizvođača Mitshubishi Co Japan Prečnik obratka Ø60 mm Dubina 0,25; 0,5; 1 i 2 mm Posmak 0,04; 0,1 i 0,15 mm/obr Brzina 23; 60 i 100 m/min
Ukupno je urađeno 6 eksperimenata a mjerene su temperature i sile rezanja. Rezultati eksperimenta dati su u tabeli 12. Tabela 12. Rezultati mjerenja sila i temperatura rezanja prema uslovima iz tabele 10.
Redni broj
Brzina rezanja (m/min)
Posmak (mm/obr)
Dubina rezanja (mm)
MQL obrada Suha obrada TemM
°C FrezM
N TemS
N FrezS
N 1 23 0,098 1 128 628 201 855 2 60 0,142 0,5 121 495 176 516 3 60 0,098 1 124 722 183 767 4 100 0,04 0,25 45 154 72 545 5 60 0,04 2 37 712 43 719 6 60 0,098 1 218 592 242 714
58

Magistarski rad
Grafički prikaz rezultata iz tabele 12 dat je na slikama 27. i 28. Sa slika je vidljivo da je rezultanta sila rezanja uvijek manja kod MQL obrade. Najveća razlika je kod najmanjeg posmaka, najmanje dubine i najveće brzine rezanja (eksperiment broj 4).
Slika 27. Rezultanta sila rezanja kod obrade Nimonica 263.
Slika 28. Temperatura rezanja kod obrade Nimonica 263.
72% MANJE SILE REZANJA KOD MQL OBRADE
59

Magistarski rad
Na slici 29. dat je prikaz komponenata sila rezanja kod suhe i MQL obrade za ovaj eksperiment. Rezultatna sila rezanja sastoji se od sljedećih komponenata: Fx-sila prodora u materijal, Fy-posmična sila i Fz-glavna sila rezanja. Rezultanta sila rezanja dobije se kao:
222 FzFyFxFrez ++= .
Slika 29. Komponente sile rezanja i temperature za eksperiment prema tabelama 11. i 12. Sve eksperimente karakteriše intenzivno trošenje alata (slika 30.). Na slici se može vidjeti trošenje i leđne i grudne površine alata. Pokazani vrh alata je korišten u 5. eksperimentu sa
Fz Fy
Fx
60
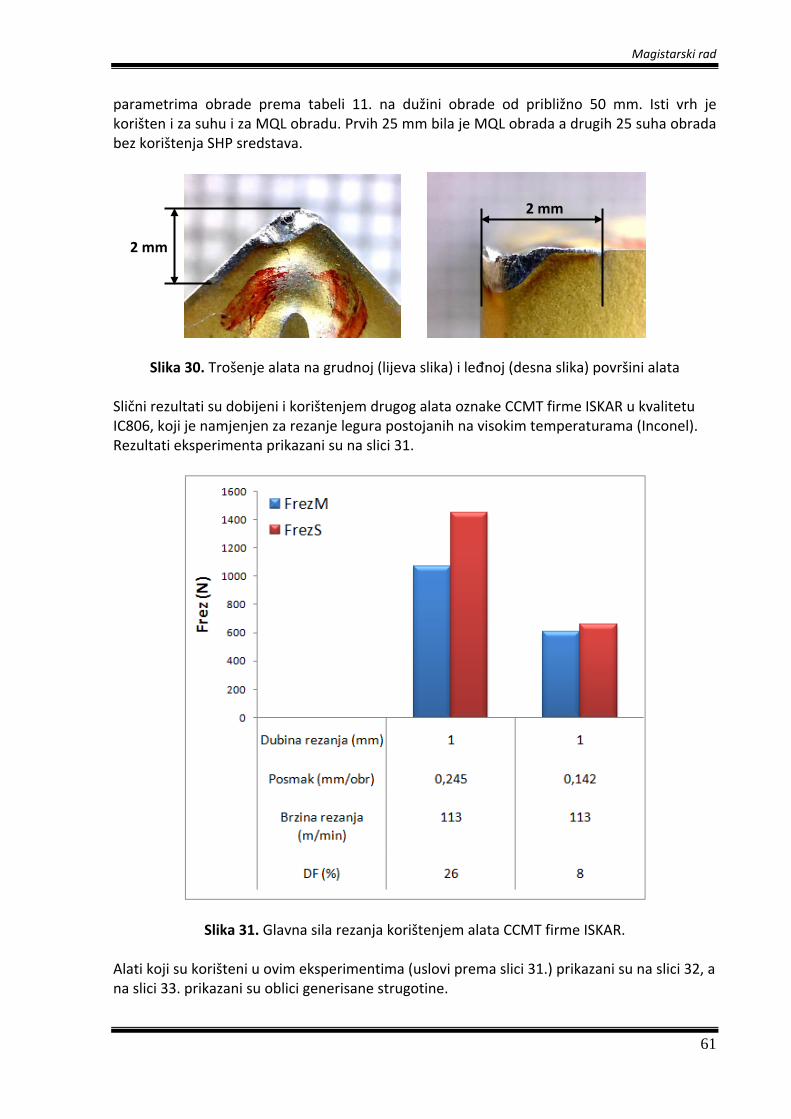
Magistarski rad
parametrima obrade prema tabeli 11. na dužini obrade od približno 50 mm. Isti vrh je korišten i za suhu i za MQL obradu. Prvih 25 mm bila je MQL obrada a drugih 25 suha obrada bez korištenja SHP sredstava.
Slika 30. Trošenje alata na grudnoj (lijeva slika) i leđnoj (desna slika) površini alata Slični rezultati su dobijeni i korištenjem drugog alata oznake CCMT firme ISKAR u kvalitetu IC806, koji je namjenjen za rezanje legura postojanih na visokim temperaturama (Inconel). Rezultati eksperimenta prikazani su na slici 31.
Slika 31. Glavna sila rezanja korištenjem alata CCMT firme ISKAR. Alati koji su korišteni u ovim eksperimentima (uslovi prema slici 31.) prikazani su na slici 32, a na slici 33. prikazani su oblici generisane strugotine.
2 mm
2 mm
61

Magistarski rad
Eksperiment broj 1
Eksperiment broj 2
Slika 32. Trošenje alata na grudnoj (lijeva slika) i leđnoj (desna slika) površini alata.
Slika 33. Oblik generisane strugotine: lijevo posmak s=0,245 mm/obr, desno s=0,142 mm/obr.
1 mm
1 mm
Dio alata koji je bio samo u dodiru sa strugotinom a visokotemperaturna
presvlaka je nestala
1 mm
1 mm
Uzorak strugotine sa jasno izraženom segmentacijom
62

Magistarski rad
5.2.1 Analiza rezultata za uzorak broj 1: MQL i suha obrada na različitim režimima obrade
Na osnovu prikazanih rezultata eksperimenta može se zaključiti sljedeće:
- Za istu dubinu rezanja i posmak razlika sila rezanja je veća (20%) pri manjim brzinama rezanja (23 m/min) pri MQL obradi. To znači da je potrebno 20% manje snage potrošiti na rezanje kod MQL obrade u odnosu na suhu obradu bez korištenja SHP sredstava.
- Najveća razlika rezultante sila rezanja se pojavila kod velikih brzina rezanja i malih
posmaka, a usljed smanjenja posmične sile rezanja Fy (dubina rezanja: 0,25 mm, posmak 0,04 mm/obr, brzina rezanja: 100 m/min) slika 29.
- Intenzivno trošenje alata, prikazano na slikama 30. i 32., je pokazatelj da ovaj
materijal spada u grupu teško obradljivh materijala čak i sa obilatom upotrebom SHP sredstava a pogotovo kod suhe obrade bez upotrebe bilo kakvih SHP sredstava. Sa slika je vidljivo da do trošenja alata dolazi i na leđnoj i na grudnoj površini alata.
- Poređenje rezultantnih sila rezanja i za drugu pločicu CCMT firme Iskar pokazuje da
su sile rezanja manje kod MQL, ali da i u ovom slučaju dolazi do intenzivnog trošenja alata.
- Prema dobijenim podacima može se zaključiti da su temperature rezanja i do 38%
manje kod MQL obrade što zavisi od režima obrade. Temperatura rezanja najviše zavisi od dubine i posmaka, dok brzina rezanja ima manji uticaj na temperaturu rezanja.
- Na slici 32. vide se i moguće hemijske reakcije između materijala alata i materijala
obratka. Dio alata (na slici označen crvenom bojom) bio je samo u dodiru sa strugotinom (spiralno savijena i kretala se između slobodnog dijela leđne površine alata i obratka), a obloga alata u kvalitetu IC806 sa PVD presvlakom od TiAlN, koja je namjenjena za obradu legura koje su postojane na visokim temperaturama je praktično nestala. Ako se ovome doda i intenzivno trošenje alata može se konstatovati da se radi o leguri komplikovanoj za obradu. Ovakve legure se u literaturi često nazivaju i „crazy to cut material“.
63

Magistarski rad
5.3 Eksperiment sa uzorkom broj 2- liveno-kovanim komadom ∼60% deformacije Na slici 34. dat je metalografski snimak mikrostrukture uzorka broj 2 koji je nakon livenja obrađen kovanjem sa približno 60% deformacije veličine zrna G=3 prema standatdu ASTM E12 Plate I. Usljed kovanja zrno je nešto manje u odnosu na livenu strukturu kod koje je veličina zrna G=4. Pored toga na slikama se može uočiti i izdvajanje određenih faza po granicama zrna.
Slika 34. Metalografski snimak mikrostrukture uzorka broj 2
veličina zrna G=3 prema ASTM E 112 Plate I
Tabela 13. Parametri obrade uzorka 2 – liveno kovana struktura ∼60% deformacije OoW (Oil on Water)
Količine Ulje: 10 ml/h, Voda: 300 ml/h, Zrak 6000 Nl/h (100 Nl/min) Veličina čestice 100 – 200 µm
Suha obrada Bez korištenja sredstava za hlađenje i podmazivanje Materijal obratka Nimonic 263 Alat Tvrdi metal sa PVD presvlakom (Ti, Al) u N osnovi, oznake
SNMG 120408-SM proizvođača Mitshubishi Co Japan Prečnik obratka ø54 mm Dubina 1; 1,5; 2 mm Posmak 0,05; 0,15; 0,25 mm/obr Brzina 45; 75; 105 m/min
Rađena su dva eksperimenta. U prvom su varirani brzina rezanja, posmak, dubina rezanja pri suhoj obradi, bez upotrebe bilo kakvih sredstava za hlađenje i podmazivanje i MQL (polusuhoj) obradi. U drugom eksperimentu su varirani parametri MQL obrade i to: količina ulja, količina vode i položaj mlaznice, pri izabranom režimu iz prvog eksperimenta. Planovi ekpserimentata su dati u tabelama 15 i 16. Parametri su varirani u dva nivoa sa dva ponavljanja u centralnoj tački. Za puni plan eksperimenta to je ukupno 10 eksperimenata. Prilikom planiranja eksperimenata korištena je i opcija randomizacije što znači da su eksperimenti poredani po slučajnom izboru.
64

Magistarski rad
5.3.1 Eksperiment sa variranjem parametara obrade: brzine rezanja-v, posmaka-s i
dubine rezanja-d Cilj eksperimenta je odrediti uticaj tri parametra obrade: brzine rezanja (v), posmaka (s) i dubine rezanja (d) na rezultatnu silu rezanja (Frez), hrapavost (Ra) i temperaturu rezanja (T). Koristiće se puni plan eksperimenta i sa 2 ponavljanja u centralnoj tački sistema. Nivoi faktora i intervali varijacije dati su u tabeli 14. Plan eksperimenta za suhu obradu dat je u tabeli 15, a za MQL obradu u tabeli 16. Tabela 14. Nivoi faktora i intervali varijacije. Nivoi faktora Oznaka
nivoa Brzina rezanja
v (m/min) Posmak
s (mm/obr) Dubina rezanja
d (mm) x1 x2 x3
Osnovni 0 75 0,15 1,5 Interval varijacije ∆xi 30 0,1 0,5 Gornji +1 105 0,25 2,0 Donji -1 45 0,05 1,0
Tabela 15. Rezultati suhe obrade NIMONICA-a 263.
Redni broj
x1 x2 x3 x1 x2 x1x3 x2x3 x1x2x3 Suha obrada
RaS µm
FrezS N
TempS °C
1 1 -1 -1 -1 -1 1 1 5,57 277 199 2 1 1 1 1 1 1 1 8,49 1442 300 3 -1 1 -1 -1 1 -1 1 3,36 900 175 4 -1 -1 1 1 -1 -1 1 4,36 764 296 5 -1 1 1 -1 -1 1 -1 4,46 1759 130 6 1 1 -1 1 -1 -1 -1 4,6 953 175 7 -1 -1 -1 1 1 1 -1 1,19 356 181 8 1 -1 1 -1 1 -1 -1 6,25 571 207 9 0 0 0 0 0 0 0 6,6 976 231
10 0 0 0 0 0 0 0 4,31 980 198 Koeficijent b1 b2 b3 b12 b13 b23 b123 b0 Koeficijenti
RaS 1,44 0,44 1,11 -0,13 0,04 0,14 0,66 4,79
877,75
207,88
Koeficijenti FrezS -67,00 385,75 256,25 1,00 -60,50 80,75 -32,00
Koeficijenti TempS 12,38 -12,88 25,38 30,13 7,88 -5,38 34,63
65

Magistarski rad
Tabela 16. Rezultati MQL obrade NIMONIC-a 263.
Redni broj x1 x2 x3 x1 x2 x1x3 x2x3 x1x2x3
MQL obrada RaM µm
FrezM N
TemM °C
1 1 -1 -1 -1 -1 1 1 1,03 382 161 2 1 1 1 1 1 1 1 4,53 1540 250 3 -1 1 -1 -1 1 -1 1 4,33 1130 129 4 -1 -1 1 1 -1 -1 1 1,08 728 162 5 -1 1 1 -1 -1 1 -1 4,75 1880 98 6 1 1 -1 1 -1 -1 -1 4,04 480 139 7 -1 -1 -1 1 1 1 -1 1,53 476 148 8 1 -1 1 -1 1 -1 -1 2,23 602 170 9 0 0 0 0 0 0 0 1,32 981 190
10 0 0 0 0 0 0 0 1,88 945 169 Koeficijent b1 b2 b3 b12 b13 b23 b123 b0 Koeficijenti RaM
0,02 1,47 0,21 -0,15 0,22 0,02 -0,20 2,94 Koeficijenti FrezM -151,25 355,25 285,25 -96,25 34,75 167,25 42,75 902,25
Koeficijenti TempM 22,88 -3,13 12,88 17,63 17,13 7,13 18,38 157,13
U tabeli 17. dati su rezultati eksperimenta sa stvarnim vrijednostima parametara obrade a grafički prikaz rezultata obrade dat je na slikama 30 i 31. Tabela 17. Rezultati obrade za MQL i suhu obradu sa stvarnim vrijednostima koeficijenata.
Brzina rezanja (m/min)
Posmak (mm/obr)
Dubina rezanja (mm)
MQL obrada Suha obrada RaM µm
FrezM N
TemM °C
RaS µm
FrezS N
TemS °C
105 0,05 1 1,03 382 161 5,57 277 199 105 0,25 2 4,53 1540 250 8,49 1442 300 45 0,25 1 4,33 1130 129 3,36 900 175 45 0,05 2 1,08 728 162 4,36 764 296 45 0,25 2 4,75 1880 98 4,46 1759 130
105 0,25 1 4,04 480 139 4,6 953 175 45 0,05 1 1,53 476 148 1,19 356 181
105 0,05 2 2,23 602 170 6,25 571 207 75 0,15 1,5 1,32 981 190 6,6 976 231 75 0,15 1,5 1,88 945 169 4,31 980 198
Grafički prikaz rezultata iz tabele 17. dat je na slikama 35, 36 i 37.
66

Magistarski rad
Slika 35. Grafički prikaz rezultatne sila rezanja
Slika 36. Grafički prikaz rezultata hrapavosti Ra
67

Magistarski rad
Slika 37. Grafički prikaz temperatura rezanja
5.3.1.1 Regresiona analiza za suhu obradu Regresiona analiza eksperimentalnih podataka urađena u programskom paketu MINITAB koji je posebno projektovan za planiranje eksperimenata i statističku analizu eksperimentalnih podataka. Koeficijenti koji su dati u tabelama 15. i 16. proračunati su prema formuli (23) za kodirane vrijednosti parametara, a u cilju početne provjere koeficijenata dobijenih u navedenom programskom paketu.
Analiza rezultata Frez u odnosu na: Brzina; Posmak; Dubina Estimated Effects and Coefficients for Frez (coded units) Term Effect Coef SE Coef T P Constant 877,75 1,000 877,75 0,001 Brzina -134,00 -67,00 1,000 -67,00 0,010 Posmak 771,50 385,75 1,000 385,75 0,002 Dubina 512,50 256,25 1,000 256,25 0,002 Brzina*Posmak 2,00 1,00 1,000 1,00 0,500 Brzina*Dubina -121,00 -60,50 1,000 -60,50 0,011 Posmak*Dubina 161,50 80,75 1,000 80,75 0,008 Brzina*Posmak*Dubina -64,00 -32,00 1,000 -32,00 0,020 Ct Pt 100,25 2,236 44,83 0,014 S = 2,82843 R-Sq = 100,00% R-Sq(adj) = 100,00%
68

Magistarski rad
Analysis of Variance for Frez (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 1751649 1751649 583883 72985,37 0,003 Brzina 1 35912 35912 35912 4489,00 0,010 Posmak 1 1190425 1190425 1190425 148803,06 0,002 Dubina 1 525312 525312 525312 65664,06 0,002 2-Way Interactions 3 81454 81454 27151 3393,94 0,013 Brzina*Posmak 1 8 8 8 1,00 0,500 Brzina*Dubina 1 29282 29282 29282 3660,25 0,011 Posmak*Dubina 1 52164 52164 52164 6520,56 0,008 3-Way Interactions 1 8192 8192 8192 1024,00 0,020 Brzina*Posmak*Dubina 1 8192 8192 8192 1024,00 0,020 Curvature 1 16080 16080 16080 2010,01 0,014 Residual Error 1 8 8 8 Pure Error 1 8 8 8 Total 9 1857384 Procjene koeficjanata za Frez u prirodnim koordinatama. Za prelaz u prirodne koordinate korištene su formule (29), (30) i (31) Term Coef Constant -28,7500 Brzina -1,03333 Posmak -990,000 Dubina 332,750 Brzina*Posmak 32,3333 Brzina*Dubina -0,833333 Posmak*Dubina 3215,00 Brzina*Posmak*Dubina -21,3333 Ct Pt 100,250
30
75
2minmax
−=
−−
=v
vvvvv sr .................................................... (29)
10,0
15.0
2minmax
−=
−−
=s
sssss sr .................................................. (30)
5,0
5,1
2minmax
−=
−−
=d
ddddd sr .................................................. (31)
Prema tome regresioni model dobija sljedeći oblik: Frez = -28,75 – 1,033 v + 990,00 s +332,75 d + 32,33 vs -0,83 vd + 3215,00 sd – 21,33 vsd ................................... (32)
Ako se zanemare članove koji nisu signifikantni (član: vs-BrzinaPosmak jer je p=0,426>>0,05) i male članove sa malim koeficijentima (v i vd) jednačina dobija sljedeći oblik: Frez = -28,075 + 990,00 s +332,75 d + 3215,00 sd – 21,33 vsd ...................... (33) Prema tome na silu rezanja najviše utiču posmak i dubina rezanja. Na slici 39. data je zavisnot sile rezanja od posmaka i dubine rezanja.
69

Magistarski rad
Analiza rezultata Ra u odnosu na: Brzina; Posmak; Dubina Estimated Effects and Coefficients for Ra (coded units) Term Effect Coef SE Coef T P Constant 4,7850 0,5725 8,36 0,076 Brzina 2,8850 1,4425 0,5725 2,52 0,241 Posmak 0,8850 0,4425 0,5725 0,77 0,581 Dubina 2,2100 1,1050 0,5725 1,93 0,304 Brzina*Posmak -0,2500 -0,1250 0,5725 -0,22 0,863 Brzina*Dubina 0,0750 0,0375 0,5725 0,07 0,958 Posmak*Dubina 0,2850 0,1425 0,5725 0,25 0,845 Brzina*Posmak*Dubina 1,3200 0,6600 0,5725 1,15 0,455 Ct Pt 0,6700 1,2801 0,52 0,693 S = 1,61927 R-Sq = 92,53% R-Sq(adj) = 32,78% Analysis of Variance for Ra (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 27,9811 27,9811 9,3270 3,56 0,367 Brzina 1 16,6464 16,6464 16,6464 6,35 0,241 Posmak 1 1,5664 1,5664 1,5664 0,60 0,581 Dubina 1 9,7682 9,7682 9,7682 3,73 0,304 2-Way Interactions 3 0,2987 0,2987 0,0996 0,04 0,986 Brzina*Posmak 1 0,1250 0,1250 0,1250 0,05 0,863 Brzina*Dubina 1 0,0113 0,0113 0,0113 0,00 0,958 Posmak*Dubina 1 0,1625 0,1624 0,1624 0,06 0,845 3-Way Interactions 1 3,4848 3,4848 3,4848 1,33 0,455 Brzina*Posmak*Dubina 1 3,4848 3,4848 3,4848 1,33 0,455 Curvature 1 0,7182 0,7182 0,7182 0,27 0,693 Residual Error 1 2,6221 2,6221 2,6221 Pure Error 1 2,6220 2,6220 2,6220 Total 9 35,1049 Estimated Coefficients for Ra using data in uncoded units Term Coef Constant -9,77125 Brzina 0,149583 Posmak 52,7750 Dubina 6,54500 Brzina*Posmak -0,701667 Brzina*Dubina -0,0635000 Posmak*Dubina -30,1500 Brzina*Posmak*Dubina 0,440000 Ct Pt 0,67000
Prema tome regresioni model dobija sljedeći oblik: Ra = -9,77+0,149 v + 52,77 s + 6,54 d - 0,70 vs -0,063 ds – 30,15 sd +0,44 vsd .................... (34)
Prema jednačini (34) na hrapavost površine Ra najviše utiču posmak i dubina rezanja. Na slici 39. data je zavisnost hrapavosti površine do posmaka i dubine rezanja. Analiza rezultata Temp u odnosu na: Brzina; Posmak; Dubina Estimated Effects and Coefficients for Temp (coded units) Term Effect Coef SE Coef T P Constant 207,88 8,250 25,20 0,025 Brzina 24,75 12,37 8,250 1,50 0,374 Posmak -25,75 -12,87 8,250 -1,56 0,363 Dubina 50,75 25,37 8,250 3,08 0,200
70

Magistarski rad
Brzina*Posmak 60,25 30,12 8,250 3,65 0,170 Brzina*Dubina 15,75 7,87 8,250 0,95 0,515 Posmak*Dubina -10,75 -5,38 8,250 -0,65 0,632 Brzina*Posmak*Dubina 69,25 34,63 8,250 4,20 0,149 Ct Pt 6,63 18,448 0,36 0,781 S = 23,3345 R-Sq = 97,90% R-Sq(adj) = 81,08% Analysis of Variance for Temp (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 7702,4 7702,37 2567,46 4,72 0,324 Brzina 1 1225,1 1225,13 1225,13 2,25 0,374 Posmak 1 1326,1 1326,12 1326,12 2,44 0,363 Dubina 1 5151,1 5151,12 5151,12 9,46 0,200 2-Way Interactions 3 7987,4 7987,37 2662,46 4,89 0,318 Brzina*Posmak 1 7260,1 7260,12 7260,12 13,33 0,170 Brzina*Dubina 1 496,1 496,12 496,12 0,91 0,515 Posmak*Dubina 1 231,1 231,13 231,13 0,42 0,632 3-Way Interactions 1 9591,1 9591,12 9591,12 17,61 0,149 Brzina*Posmak*Dubina 1 9591,1 9591,12 9591,12 17,61 0,149 Curvature 1 70,2 70,23 70,23 0,13 0,781 Residual Error 1 544,5 544,50 544,50 Pure Error 1 544,5 544,50 544,50 Total 9 25895,6 Estimated Coefficients for Temp using data in uncoded units Term Coef Constant -121,562 Brzina 3,31250 Posmak 1876,25 Dubina 287,187 Brzina*Posmak -24,5833 Brzina*Dubina -2,93750 Posmak*Dubina -1838,75 Brzina*Posmak*Dubina 23,0833 Ct Pt 6,6250
Prema tome regresioni model zavisnosti temperature od brzine-v, posmak-s i dubine d ima sljedeći oblik:
Temp = -121,56+3,31 v + 1876,25 s + 287,18 d – 24,58 vs -2,93 vs –1838,75 sd + 23,08 vsd ..................................... (35)
Prema jednačini (35) na temperaturu rezanja najviše utiču posmak i dubina rezanja. Na slici 39. data je zavisnost temperature rezanja od hrapavosti površine do posmaka i dubine rezanja.
5.3.1.2 Regresiona analiza za MQL (polusuhu) obradu Analiza rezultata: Frez u odnosu na Brzina; Posmak; Dubina Estimated Effects and Coefficients for Frez (coded units) Term Effect Coef SE Coef T P Constant 902,3 9,000 100,25 0,006 Brzina -302,5 -151,2 9,000 -16,81 0,038 Posmak 710,5 355,2 9,000 39,47 0,016 Dubina 570,5 285,2 9,000 31,69 0,020 Brzina*Posmak -192,5 -96,3 9,000 -10,69 0,059 Brzina*Dubina 69,5 34,7 9,000 3,86 0,161 Posmak*Dubina 334,5 167,3 9,000 18,58 0,034 Brzina*Posmak*Dubina 85,5 42,7 9,000 4,75 0,132 Ct Pt 60,8 20,125 3,02 0,204
71

Magistarski rad
S = 25,4558 R-Sq = 99,97% R-Sq(adj) = 99,73% Analysis of Variance for Frez (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 1843573 1843573 614524 948,34 0,024 Brzina 1 183012 183013 183013 282,43 0,038 Posmak 1 1009620 1009620 1009620 1558,06 0,016 Dubina 1 650941 650940 650940 1004,54 0,020 2-Way Interactions 3 307554 307554 102518 158,21 0,058 Brzina*Posmak 1 74113 74113 74113 114,37 0,059 Brzina*Dubina 1 9660 9660 9660 14,91 0,161 Posmak*Dubina 1 223781 223781 223781 345,34 0,034 3-Way Interactions 1 14620 14620 14620 22,56 0,132 Brzina*Posmak*Dubina 1 14620 14620 14620 22,56 0,132 Curvature 1 5905 5905 5905 9,11 0,204 Residual Error 1 648 648 648 Pure Error 1 648 648 648 Total 9 2172300 Procjena koeficijenata za Frez u prirodnim koordinatama.Za prelazak u prirodne koordinate korišteni obrasci (29), (30) i (31). Term Coef Constant 63,125 Brzina 2,70833 Posmak 4147,50 Dubina 215,625 Brzina*Posmak -74,8333 Brzina*Dubina -1,95833 Posmak*Dubina 1207,50 Brzina*Posmak*Dubina 28,5000 Ct Pt 60,7500
Prema tome regresioni model dobija sljedeći oblik: Frez = 63,125 + 2,708 v + 4147,5 s +215,63 d -74,83 vs -1,95 vd + 1207,50 sd – 28,50 vsd .................................... (36)
Ako zanemarimo članove koji nisu signifikantni (član: vs-BrzinaPosmak vd-BrzinaDubina i vsd-BrzinaPosmakDubinajer je p>0,05) i članove sa malim koeficijentima jednačina dobija sljedeći oblik: Frez = 63,125 + 4147,5 s +215,63 d + 1207,50 sd ............................... (37) Analiza rezultata: Ra u odnosu na Brzina; Posmak; Dubina Estimated Effects and Coefficients for Ra (coded units) Term Effect Coef SE Coef T P Constant 2,940 0,1400 21,00 0,030 Brzina 0,035 0,018 0,1400 0,13 0,921 Posmak 2,945 1,472 0,1400 10,52 0,060 Dubina 0,415 0,208 0,1400 1,48 0,378 Brzina*Posmak -0,290 -0,145 0,1400 -1,04 0,489 Brzina*Dubina 0,430 0,215 0,1400 1,54 0,367 Posmak*Dubina 0,040 0,020 0,1400 0,14 0,910 Brzina*Posmak*Dubina -0,395 -0,198 0,1400 -1,41 0,393 Ct Pt -1,340 0,3130 -4,28 0,146 S = 0,395980 R-Sq = 99,27% R-Sq(adj) = 93,46%
72

Magistarski rad
Analysis of Variance for Ra (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 17,6929 17,6929 5,8976 37,61 0,119 Brzina 1 0,0025 0,0025 0,0025 0,02 0,921 Posmak 1 17,3460 17,3460 17,3460 110,63 0,060 Dubina 1 0,3444 0,3445 0,3445 2,20 0,378 2-Way Interactions 3 0,5412 0,5412 0,1804 1,15 0,580 Brzina*Posmak 1 0,1682 0,1682 0,1682 1,07 0,489 Brzina*Dubina 1 0,3698 0,3698 0,3698 2,36 0,367 Posmak*Dubina 1 0,0032 0,0032 0,0032 0,02 0,910 3-Way Interactions 1 0,3121 0,3121 0,3121 1,99 0,393 Brzina*Posmak*Dubina 1 0,3121 0,3121 0,3121 1,99 0,393 Curvature 1 2,8730 2,8730 2,8730 18,32 0,146 Residual Error 1 0,1568 0,1568 0,1568 Pure Error 1 0,1568 0,1568 0,1568 Total 9 21,5760 Estimated Coefficients for Ra using data in uncoded units Term Coef Constant 3,44562 Brzina -0,0432917 Posmak 2,9375 Dubina -2,20125 Brzina*Posmak 0,149167 Brzina*Dubina 0,0340833 Posmak*Dubina 10,2750 Brzina*Posmak*Dubina -0,131667 Ct Pt -1,34000
Prema tome regresioni model dobija sljedeći oblik: Ra = -28,75 + 2,708 v + 4147,5 s +215,63 d -74,83 vs -1,95 vd + 1207,50 sd – 28,50 vsd .................................... (38)
Analiza rezultata: Temp u odnosu na Brzina; Posmak; Dubina Estimated Effects and Coefficients for Temp (coded units) Term Effect Coef SE Coef T P Constant 157,125 5,250 29,93 0,021 Brzina 45,750 22,875 5,250 4,36 0,144 Posmak -6,250 -3,125 5,250 -0,60 0,658 Dubina 25,750 12,875 5,250 2,45 0,246 Brzina*Posmak 35,250 17,625 5,250 3,36 0,184 Brzina*Dubina 34,250 17,125 5,250 3,26 0,189 Posmak*Dubina 14,250 7,125 5,250 1,36 0,404 Brzina*Posmak*Dubina 36,750 18,375 5,250 3,50 0,177 Ct Pt 22,375 11,739 1,91 0,308 S = 14,8492 R-Sq = 98,48% R-Sq(adj) = 86,36% Analysis of Variance for Temp (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 5590,4 5590,38 1863,46 8,45 0,246 Brzina 1 4186,1 4186,13 4186,13 18,98 0,144 Posmak 1 78,1 78,13 78,13 0,35 0,658 Dubina 1 1326,1 1326,12 1326,12 6,01 0,246 2-Way Interactions 3 5237,4 5237,37 1745,79 7,92 0,254 Brzina*Posmak 1 2485,1 2485,12 2485,12 11,27 0,184 Brzina*Dubina 1 2346,1 2346,12 2346,12 10,64 0,189
73

Magistarski rad
Posmak*Dubina 1 406,1 406,12 406,12 1,84 0,404 3-Way Interactions 1 2701,1 2701,12 2701,12 12,25 0,177 Brzina*Posmak*Dubina 1 2701,1 2701,12 2701,12 12,25 0,177 Curvature 1 801,0 801,03 801,03 3,63 0,308 Residual Error 1 220,5 220,50 220,50 Pure Error 1 220,5 220,50 220,50 Total 9 14550,4 Estimated Coefficients for Temp using data in uncoded units Term Coef Constant 85,8750 Brzina 0,925000 Posmak 692,500 Dubina 56,5625 Brzina*Posmak -12,5000 Brzina*Dubina -0,695833 Posmak*Dubina -776,250 Brzina*Posmak*Dubina 12,2500 Ct Pt 22,3750
Prema tome regresioni model dobija sljedeći oblik: Temp = 85,87 + 0,92 v + 692,5 s + 56,56 d -12,50 vs – 0,69 vd – 776,25 sd + 12,25 vsd .................................... (39)
Prema tome na temperaturu rezanja najviše utiče posmak i dubina rezanja.
74

Magistarski rad
I kod ovih eksperimenata dolazi do intenzivnog trošenja alata. Na slici 35. je pokazano trošenje alata na leđnoj i grudnoj površini, za eksperiment broj 9 na srednjim nivoima parametara. Sa slika je vidljivo da je trošenje alata kod obe obrade približno isto. Grudna površina Leđna površina Strugotina
MQL obrada
Suha obrada
Slika 38. Trošenje alata na grudnoj i leđnoj površini i oblik generisane strugotine
Na slici 38. takođe je prikazan metalografski snimak generisanih strugotina kod MQL i suhe obrade za eksperiment broj 9 korištenjem alata prikazanog na istoj slici. Metalografski snimci strugotine pokazuju da nema segmentiranja strugotine te da dolazi samo do plastične deformacije na vanjskoj strani strugotin – kočioni sloj (strelica A). To se posebno vodi na slici strugotine kod MQL obrade. U prilogu magistarskog rada dati su metalografski snimci strugotina svih eksperimenata na uzorku broj 2, na kojima se takođe može vidjeti ova plastična deformacija na vanjskoj strani strugotine. Na slici 39 grafički su prikazane zavisnosti rezultante sila rezanja, hrapavosti površine i temperature rezanja od parametara: količina vode i količina ulja. Na slikama 40 i 41 prikazani su glavni efekti i interakcije parametara.
A
75

Magistarski rad
Frez, Ra,Temp=f(ulje,voda) SUHA OBRADA MQL OBRADA
Rezultanta sila rezanja Frez
500
1000
1,01,5
1500
0,1
0,062,0
0,24
0,18
12
Frez
Posmak
Dubina
Surface Plot of Frez vs Posmak; Dubina
500
1000
500
1,01,5
1500
2000
0,1
0,062,0
0,24
0,18
12
Frez
Posmak
Dubina
Surface Plot of Frez vs Posmak; Dubina
Hrapavost površine Ra
2
4
6
1,01,5
6
8
0,
0,062,0
0,24
0,18
12
Ra
Posmak
Dubina
Surface Plot of Ra vs Posmak; Dubina
1
2
3
1,01,5
4
0,
0,062,0
0,24
0,18
12
Ra
Posmak
Dubina
Surface Plot of Ra vs Posmak; Dubina
Temperatura rezanja Temp
150
200
250
1,01,5
250
300
0,1
0,062,0
0,24
0,18
12
Temp
Posmak
Dubina
Surface Plot of Temp vs Posmak; Dubina
100
150
200
1,01,5
200
250
0,1
0,062,0
0,24
0,18
12
Temp
Posmak
Dubina
Surface Plot of Temp vs Posmak; Dubina
Slika 39. Uporedni prikaz zavisnosti rezultante sile rezanja, hrapavosti i temperature rezanja
kod suhe i MQL obrade
76

Magistarski rad
GLAVNI EFEKTI SUHA OBRADA MQL OBRADA
Rezultanta sila rezanja Frez
1057545
1200
1000
800
600
4000,250,150,05
2,01,51,0
1200
1000
800
600
400
Brzina
Mea
n
Posmak
Dubina
CornerCenter
Point Type
Main Effects Plot for FrezData Means
1057545
1250
1000
750
5000,250,150,05
2,01,51,0
1250
1000
750
500
Brzina
Mea
n
Posmak
Dubina
CornerCenter
Point Type
Main Effects Plot for FrezData Means
Hrapavost površine Ra
1057545
6
5
4
30,250,150,05
2,01,51,0
6
5
4
3
Brzina
Mea
n
Posmak
Dubina
CornerCenter
Point Type
Main Effects Plot for RaData Means
1057545
4
3
2
0,250,150,05
2,01,51,0
4
3
2
Brzina
Mea
n
Posmak
Dubina
CornerCenter
Point Type
Main Effects Plot for RaData Means
Temperatura rezanja Temp
1057545
240
225
210
195
1800,250,150,05
2,01,51,0
240
225
210
195
180
Brzina
Mea
n
Posmak
Dubina
CornerCenter
Point Type
Main Effects Plot for TempData Means
1057545
180
170
160
150
140
0,250,150,05
2,01,51,0
180
170
160
150
140
Brzina
Mea
n
Posmak
Dubina
CornerCenter
Point Type
Main Effects Plot for TempData Means
Slika 40. Uporedni prikaz glavnih efekata parametara na rezultante sile rezanja, hrapavosti i
temperature rezanja kod suhe i MQL obrade
77
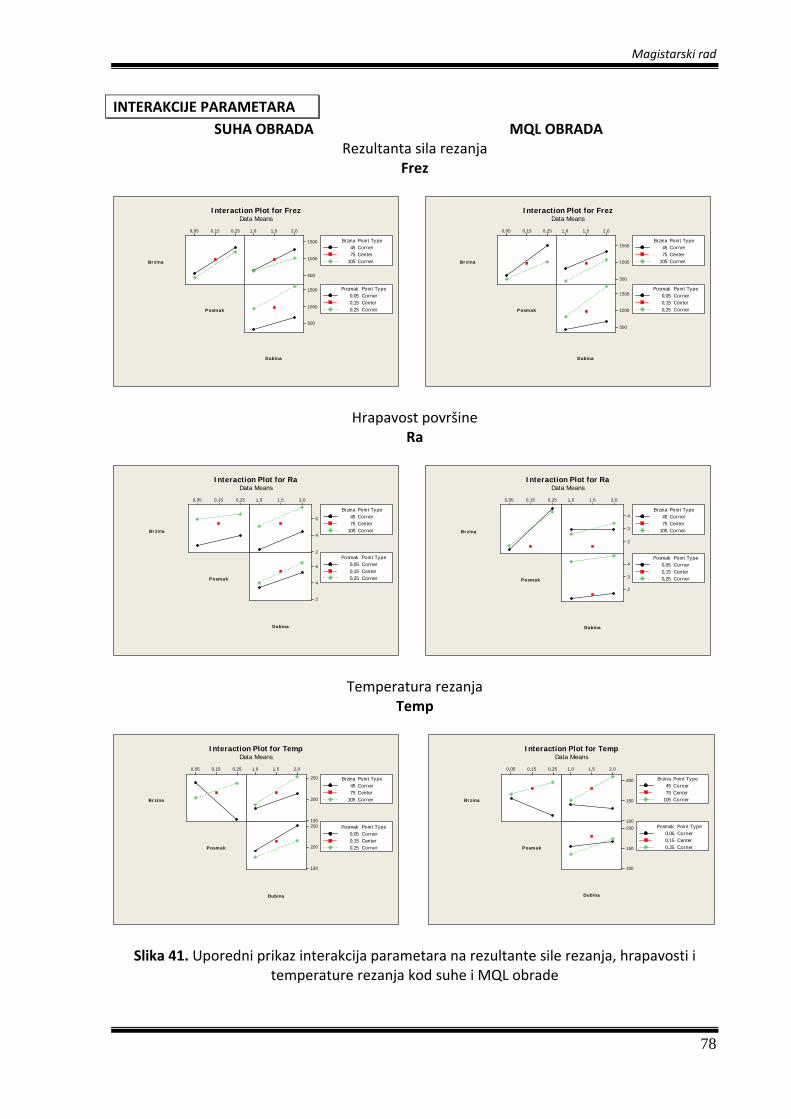
Magistarski rad
INTERAKCIJE PARAMETARA SUHA OBRADA MQL OBRADA
Rezultanta sila rezanja Frez
0,250,150,05 2,01,51,0
1500
1000
500
1500
1000
500
Brzina
Posmak
Dubina
45 Corner75 Center
105 Corner
Brzina Point Type
0,05 Corner0,15 Center0,25 Corner
Posmak Point Type
Interaction Plot for FrezData Means
0,250,150,05 2,01,51,0
1500
1000
500
1500
1000
500
Brzina
Posmak
Dubina
45 Corner75 Center
105 Corner
Brzina Point Type
0,05 Corner0,15 Center0,25 Corner
Posmak Point Type
Interaction Plot for FrezData Means
Hrapavost površine Ra
0,250,150,05 2,01,51,0
6
4
2
6
4
2
Brzina
Posmak
Dubina
45 Corner75 Center
105 Corner
Brzina Point Type
0,05 Corner0,15 Center0,25 Corner
Posmak Point Type
Interaction Plot for RaData Means
0,250,150,05 2,01,51,0
4
3
2
4
3
2
Brzina
Posmak
Dubina
45 Corner75 Center
105 Corner
Brzina Point Type
0,05 Corner0,15 Center0,25 Corner
Posmak Point Type
Interaction Plot for RaData Means
Temperatura rezanja Temp
0,250,150,05 2,01,51,0
250
200
150250
200
150
Brzina
Posmak
Dubina
45 Corner75 Center
105 Corner
Brzina Point Type
0,05 Corner0,15 Center0,25 Corner
Posmak Point Type
Interaction Plot for TempData Means
0,250,150,05 2,01,51,0
200
150
100200
150
100
Brzina
Posmak
Dubina
45 Corner75 Center
105 Corner
Brzina Point Type
0,05 Corner0,15 Center0,25 Corner
Posmak Point Type
Interaction Plot for TempData Means
Slika 41. Uporedni prikaz interakcija parametara na rezultante sile rezanja, hrapavosti i temperature rezanja kod suhe i MQL obrade
78

Magistarski rad
5.3.1.3 Analiza rezultata eksperimenta za uzorak broj 2 – eksperiment sa variranjem parametara obrade: brzina rezanja-v, posmak-s, dubina rezanja-d za suhu i MQL obradu
Na osnovu prikazanih rezultata može se zaključiti sijedeće: - Sile rezanja su uglavnom veće kod MQL u odnosu na suhu obradu bez korištenja
sredstava za hlađenje i podmazivanje, izuzetak su slučajevi sa dubinama rezanja na donjem nivou (1 mm) i većim brzinama rezanja (105 m/min), gdje su sile rezanja kod MQL obrade manje. Zbog toga je za drugi eksperiment u kome su varirani MQL parametri izabrana dubina rezanja od 1 mm,
- povećanjem brzine rezanja smanjuje se rezultanta sila rezanja, a to smanjenje je veće kod MQL obrade,
- povećanjem posmaka i dubine rezanja povećavaju se i sile rezanja, ta promjena je ista za obe obrade,
- interakcije brzine i posmaka i dubine i posmaka se razlikuju za suhu i MQL obradu, na primjer: uticaj posmaka na sile rezanja je isti i na manjim i većim brzinama rezanja kod suhe obrade dok je kod MQL obrade taj uticaj veći za manje brzine rezanja. Dubina rezanja ima veći uticaj na sile rezanja na manjim brzinama rezanja kod suhe obrade, dok je kod MQL obrade taj uticaj približno isti. Dubina rezanja ima veći uticaj na silu rezanja na većim posmacima dok je kod MQL obrade taj uticaj još izraženiji,
- hrapavost Ra je manja kod MQL obrade, izuzetak su male brzine rezanja na kojim je hrapavost Ra veća kod MQL obrade. Zbog toga je kod drugog eksperimenta u kome su varirani MQL parametri izabrana nešto veća brzina rezanja (60 m/min ) od minimalne koja je korištena u ovim eksperimentima. Najmanja hrapavost se dobije za kombinaciju parametara: minimalna dubina rezanja i posmak, a maksimalna brzina rezanja,
- uticaj posmaka na hrapavost površine kod suhe obrade je približno isti na oba nivoa brzina, dok je kod MQL obrade uticaj posmaka veći na manjim brzinama,
- temperature rezanja su uvijek manje kod MQL obrade. Zavisno od režima obrade ova razlika može biti i do 45% manja kod MQL obrade,
- zanimljivo je da se, prema dijagramu na slici 40, povećanjem posmaka samnjuje temperatura rezanja. Međutim, zbog brzine procesa obrade kod velikih vrijednosti posmaka i načina mjerenja temperature ova konstatacija se mora uzeti sa rezervom.
- povećanje brzine rezanja kod MQL obrade više utiče na smanjenje sile rezanja nego kod suhe obrade,
- regresione jednačine jasno ukazuju da na sile rezanja, hrapavost površine i temperaturu rezanja najviše utiču posmak i dubina rezanja.
Prema gore navedenom, za drugi eksperiment sa istim uzorkom u kome su varirani MQL parametri uzet je režim obrade sa minimalnom dubinom (1 mm) i srednjim posmakom (0,15 mm/ob), te sa brzinom rezanja (60 m/min) koja je nešto manja od srednje vrijednosti planiranog eksperimenta. Pored toga, na ovom režimu obrade rezultanta sila rezanja je ista i kod suhe i kod MQL obrade što predstavlja priliku da se variranjem parametara MQL obrade utvrdi koja kombinacija parametara MQL obrade daje najmanju silu rezanja u odnosu na suhu obradu.
79

Magistarski rad
5.3.2 Eksperiment sa variranjem MQL parametara
Cilj eksperimenta je odrediti uticaj tri parametra MQL sistema: količine vode (V), količine ulja (U) i položaja mlaznice (PM) na rezultatnu sile rezanja (Frez), hrapavost (Ra) i temperaturu rezanja (T). Koristiće se puni plan eksperimenta i sa 2 ponavljanja u centralnoj tački sistema. Nivoi faktora i intervali varijacije dati su u tabeli 18. Plan eksperimenta dat je u tabeli 19. Tabela 18. Nivoi faktora i intervali varijacije Nivoi faktora Oznaka
nivoa Voda (ml/h) Ulje (ml/h) Položaj mlaznice
x1 x2 x3 Osnovni 0 1000 30 - Interval varijacije ∆xi 700 20 - Gornji +1 1700 50 Grudni Donji -1 300 10 Leđni
Tabela 19. Rezultati eksperimenata kodirane vrijednosti – Rezultanta sila rezanja, hrapavost i
temperature rezanja
Redni broj x1 x2 x3 x1 x2 x1x3 x2x3 x1x2x3
MQL obrada Frez
N Ra µm
Tem °C
1 -1 -1 -1 1 1 1 -1 693 2,24 237 2 1 -1 -1 -1 -1 1 1 692 2,05 143 3 -1 1 -1 -1 1 -1 1 685 1,97 229 4 1 1 -1 1 -1 -1 -1 673 2,72 183 5 -1 -1 1 1 -1 -1 1 699 3,06 185 6 1 -1 1 -1 1 -1 -1 681 2,83 127 7 -1 1 1 -1 -1 1 -1 676 1,95 189 8 1 1 1 1 1 1 1 680 2,43 122 9 0 0 -1 0 0 0 0 675 2,45 177
10 0 0 1 0 0 0 0 670 2,51 169 Koeficijenti b1 b2 b3 b12 b13 b23 b123 b0 Koeficijenti
Frez -3,38 -6,38 -1,20 1,38 -0,13 0,38 4,13 684,88 Koeficijenti
Ra 0,13 -0,11 0,12 0,18 -0,01 -0,21 -0,05 2,38 Koeficijenti
Temp -33,13 3,88 -18,00 4,88 1,88 -4,13 -7,13 176,88
Rezultati obrade sa stvarnim nivoima faktora dati su u tabeli 18. U tabeli su prikazani i rezultati dva eksperimenta koji su provedeni bez upotrebe SHP sredstava radi poređenja sa MQL obradom.
80

Magistarski rad
Tabela 20. Rezultati obrade sa stvarnim nivoima faktora
Zrak (Nl/h)
Voda (l/h)
Ulje (ml/h)
Položaj mlaznice
Frez N
Ra µm
Temp °C
6000 1,7 50 Leđni 673 2,72 183 6000 1,7 10 Leđni 692 2,05 143 6000 0,3 50 Leđni 685 1,97 229 6000 0,3 10 Leđni 693 2,24 237 6000 0,3 10 Grudni 699 2,86 185 6000 0,3 50 Grudni 676 1,95 189 6000 1,7 50 Grudni 680 2,43 122 6000 1,7 10 Grudni 681 2,83 127 6000 1,0 30 Leđni 670 2,45 161 6000 1,0 30 Grudni 675 2,51 154
Suha obrada Eksperiment br. 1 649 2,05 273 Eksperiment br. 2 729 1,84 257 Srednje vrijednosti 689 1,94 265
Grafički prikaz rezultata iz tabele 20. dat je na slikama 42., 43. i 44.
Slika 42. Sile rezanja kod suhe i MQL obrade NIMONICA 263.
81

Magistarski rad
Slika 43. Hrapavost Ra kod suhe i MQL obrade NIMONICA 263
Slika 44. Temperature rezanja kod suhe i MQL obrade NIMONICA 263
82
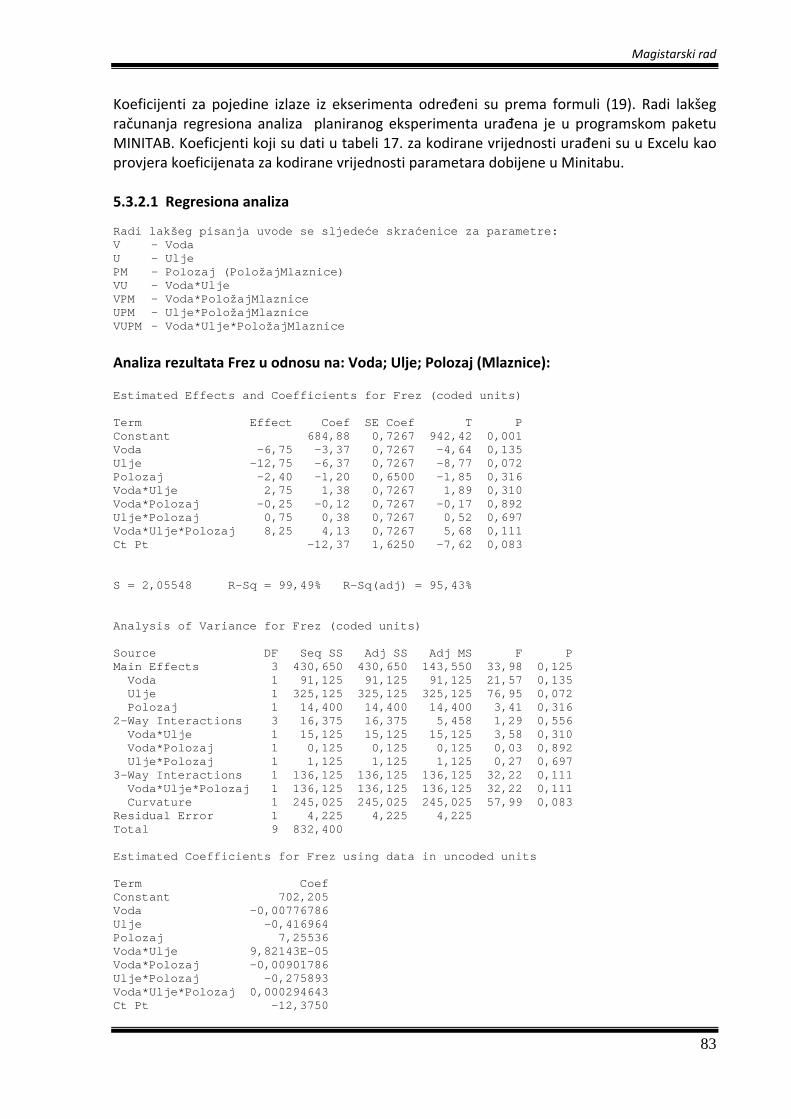
Magistarski rad
Koeficijenti za pojedine izlaze iz ekserimenta određeni su prema formuli (19). Radi lakšeg računanja regresiona analiza planiranog eksperimenta urađena je u programskom paketu MINITAB. Koeficjenti koji su dati u tabeli 17. za kodirane vrijednosti urađeni su u Excelu kao provjera koeficijenata za kodirane vrijednosti parametara dobijene u Minitabu. 5.3.2.1 Regresiona analiza Radi lakšeg pisanja uvode se sljedeće skraćenice za parametre: V – Voda U – Ulje PM – Polozaj (PoložajMlaznice) VU – Voda*Ulje VPM – Voda*PoložajMlaznice UPM – Ulje*PoložajMlaznice VUPM – Voda*Ulje*PoložajMlaznice
Analiza rezultata Frez u odnosu na: Voda; Ulje; Polozaj (Mlaznice): Estimated Effects and Coefficients for Frez (coded units) Term Effect Coef SE Coef T P Constant 684,88 0,7267 942,42 0,001 Voda -6,75 -3,37 0,7267 -4,64 0,135 Ulje -12,75 -6,37 0,7267 -8,77 0,072 Polozaj -2,40 -1,20 0,6500 -1,85 0,316 Voda*Ulje 2,75 1,38 0,7267 1,89 0,310 Voda*Polozaj -0,25 -0,12 0,7267 -0,17 0,892 Ulje*Polozaj 0,75 0,38 0,7267 0,52 0,697 Voda*Ulje*Polozaj 8,25 4,13 0,7267 5,68 0,111 Ct Pt -12,37 1,6250 -7,62 0,083 S = 2,05548 R-Sq = 99,49% R-Sq(adj) = 95,43% Analysis of Variance for Frez (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 430,650 430,650 143,550 33,98 0,125 Voda 1 91,125 91,125 91,125 21,57 0,135 Ulje 1 325,125 325,125 325,125 76,95 0,072 Polozaj 1 14,400 14,400 14,400 3,41 0,316 2-Way Interactions 3 16,375 16,375 5,458 1,29 0,556 Voda*Ulje 1 15,125 15,125 15,125 3,58 0,310 Voda*Polozaj 1 0,125 0,125 0,125 0,03 0,892 Ulje*Polozaj 1 1,125 1,125 1,125 0,27 0,697 3-Way Interactions 1 136,125 136,125 136,125 32,22 0,111 Voda*Ulje*Polozaj 1 136,125 136,125 136,125 32,22 0,111 Curvature 1 245,025 245,025 245,025 57,99 0,083 Residual Error 1 4,225 4,225 4,225 Total 9 832,400 Estimated Coefficients for Frez using data in uncoded units Term Coef Constant 702,205 Voda -0,00776786 Ulje -0,416964 Polozaj 7,25536 Voda*Ulje 9,82143E-05 Voda*Polozaj -0,00901786 Ulje*Polozaj -0,275893 Voda*Ulje*Polozaj 0,000294643 Ct Pt -12,3750
83

Magistarski rad
Na osnovu prikazane statističke analize regresiona jednačina za Frez glasi:
Frez = 702,20 – 0,007 V – 0,41 U + 7,25 PM + 0,00009 VU – 0,009 VPM – 0,27 UPM + 0,00029 VUPM ....................... (40) Prema jednačini (40) najveći uticaj na silu rezanja ima položaj mlaznice.
Analiza rezultata Ra u odnosu na: : Voda; Ulje; Polozaj (mlaznice): Estimated Effects and Coefficients for Ra (coded units) Term Effect Coef SE Coef T P Constant 2,3813 0,04752 50,11 0,013 Voda 0,2525 0,1262 0,04752 2,66 0,229 Ulje -0,2275 -0,1137 0,04752 -2,39 0,252 Polozaj 0,2300 0,1150 0,04250 2,71 0,225 Voda*Ulje 0,3625 0,1813 0,04752 3,81 0,163 Voda*Polozaj -0,0275 -0,0137 0,04752 -0,29 0,821 Ulje*Polozaj -0,4275 -0,2137 0,04752 -4,50 0,139 Voda*Ulje*Polozaj -0,1075 -0,0538 0,04752 -1,13 0,461 Ct Pt 0,0987 0,10625 0,93 0,523 S = 0,134397 R-Sq = 98,28% R-Sq(adj) = 84,52% Analysis of Variance for Ra (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 0,36327 0,363275 0,121092 6,70 0,275 Voda 1 0,12751 0,127513 0,127513 7,06 0,229 Ulje 1 0,10351 0,103512 0,103512 5,73 0,252 Polozaj 1 0,13225 0,132250 0,132250 7,32 0,225 2-Way Interactions 3 0,62984 0,629838 0,209946 11,62 0,212 Voda*Ulje 1 0,26281 0,262813 0,262813 14,55 0,163 Voda*Polozaj 1 0,00151 0,001512 0,001512 0,08 0,821 Ulje*Polozaj 1 0,36551 0,365512 0,365512 20,24 0,139 3-Way Interactions 1 0,02311 0,023113 0,023113 1,28 0,461 Voda*Ulje*Polozaj 1 0,02311 0,023113 0,023113 1,28 0,461 Curvature 1 0,01560 0,015602 0,015602 0,86 0,523 Residual Error 1 0,01806 0,018063 0,018063 Total 9 1,04989 Estimated Coefficients for Ra using data in uncoded units Term Coef Constant 2,75991 Voda -2,08036E-04 Ulje -0,0186339 Polozaj 0,340089 Voda*Ulje 1,29464E-05 Voda*Polozaj 0,000095536 Ulje*Polozaj -0,00684821 Voda*Ulje*Polozaj -3,83929E-06 Ct Pt 0,098750
Na osnovu prikazane statističke analize regresiona jednačina za Ra glasi:
Ra = 2,75 -0,0002 V – 0,018 U + 0,34 PM + 0,00001 VU + 0,00009 VPM – 0,006 UPM + 0,000003 VUPM ................... (41) Prema jednačini (41) najveći uticaj na hrapavost Ra ima položaj mlaznice.
84

Magistarski rad
Analiza rezultata Temp u odnosu na: : Voda; Ulje; Polozaj (Mlaznice): Estimated Effects and Coefficients for Temp (coded units) Term Effect Coef SE Coef T P Constant 176,88 6,988 25,31 0,025 Voda -66,25 -33,12 6,988 -4,74 0,132 Ulje 7,75 3,88 6,988 0,55 0,678 Polozaj -36,00 -18,00 6,250 -2,88 0,213 Voda*Ulje 9,75 4,88 6,988 0,70 0,612 Voda*Polozaj 3,75 1,87 6,988 0,27 0,833 Ulje*Polozaj -8,25 -4,12 6,988 -0,59 0,661 Voda*Ulje*Polozaj -14,25 -7,13 6,988 -1,02 0,494 Ct Pt -17,37 15,625 -1,11 0,466 S = 19,7642 R-Sq = 97,16% R-Sq(adj) = 74,47% Analysis of Variance for Temp (coded units) Source DF Seq SS Adj SS Adj MS F P Main Effects 3 12138,2 12138,2 4046,08 10,36 0,224 Voda 1 8778,1 8778,1 8778,12 22,47 0,132 Ulje 1 120,1 120,1 120,13 0,31 0,678 Polozaj 1 3240,0 3240,0 3240,00 8,29 0,213 2-Way Interactions 3 354,4 354,4 118,13 0,30 0,833 Voda*Ulje 1 190,1 190,1 190,13 0,49 0,612 Voda*Polozaj 1 28,1 28,1 28,12 0,07 0,833 Ulje*Polozaj 1 136,1 136,1 136,12 0,35 0,661 3-Way Interactions 1 406,1 406,1 406,12 1,04 0,494 Voda*Ulje*Polozaj 1 406,1 406,1 406,12 1,04 0,494 Curvature 1 483,0 483,0 483,02 1,24 0,466 Residual Error 1 390,6 390,6 390,62 Total 9 13772,4 Estimated Coefficients for Temp using data in uncoded units Term Coef Constant 228,830 Voda -0,0577679 Ulje -0,154464 Polozaj -29,7589 Voda*Ulje 0,000348214 Voda*Polozaj 0,0179464 Ulje*Polozaj 0,302679 Voda*Ulje*Polozaj -5,08929E-04 Ct Pt -17,3750
Na osnovu prikazane statističke analize regresiona jednačina za Temp glasi:
Temp = 228,83 – 0,057 V – 0,154 U – 29,75 PM + 0,00034 VU + 0,0179 VPM – 0,302 UPM + 0,0005 VUPM ...................... (42) Prema jednačini (42) najveći uticaj na temperaturu rezanja ima položaj mlaznice. Na slikama 46. i 47. dati su dijagrami glavnih efekata i interakcija parametara MQL obrade na rezultantu sile rezanja, hrapavost površine i temperaturu rezanja. Na slici 48. dat je prostorni dijagram uticaja ulja i vode na rezultantu sile rezanja, hrapavost površine i temperaturu rezanja, a na slici 49. prikazano je optimiranje parametara „ulje“ i „voda“ za rezultantu sile rezanja, hrapavost površine i temperaturu rezanja.
85

Magistarski rad
GLAVNI EFEKTI Rezultanta sila rezanja
17001000300
690
685
680
675
670
503010
GrudniLeđni
690
685
680
675
670
Voda
Mea
n
Ulje
Polozaj
CornerCenter
Point Type
Main Effects Plot for FrezData Means
Hrapavost
površine Ra
17001000300
2,5
2,4
2,3
503010
GrudniLeđni
2,5
2,4
2,3
Voda
Mea
n
Ulje
Polozaj
CornerCenter
Point Type
Main Effects Plot for RaData Means
Temperatura
rezanja
17001000300
210
195
180
165
150
503010
GrudniLeđni
210
195
180
165
150
Voda
Mea
n
Ulje
Polozaj
CornerCenter
Point Type
Main Effects Plot for TempData Means
Slika 45. Uporedni prikaz glavnih efekata parametara MQL obrade na rezultantu sile rezanja,
hrapavost površine i temperaturu rezanja
86

Magistarski rad
INTERAKCIJE PARAMETARA Rezultanta sila rezanja
503010 GrudniLeđni
690
680
670
690
680
670
Voda
Ulje
Polozaj
300 Corner1000 Center1700 Corner
Voda Point Type
10 Corner30 Center50 Corner
Ulje Point Type
Interaction Plot for FrezData Means
Hrapavost
površine Ra
503010 GrudniLeđni
2,8
2,4
2,0
2,8
2,4
2,0
Voda
Ulje
Polozaj
300 Corner1000 Center1700 Corner
Voda Point Type
10 Corner30 Center50 Corner
Ulje Point Type
Interaction Plot for RaData Means
Temperatura
rezanja
503010 GrudniLeđni240
180
120240
180
120
Voda
Ulje
Polozaj
300 Corner1000 Center1700 Corner
Voda Point Type
10 Corner30 Center50 Corner
Ulje Point Type
Interaction Plot for TempData Means
Slika 46. Uporedni prikaz interakcija parametara MQL obrade na rezultantu sile rezanja,
hrapavost površine i temperaturu rezanja
87

Magistarski rad
Frez, Ra,Temp=f(ulje,voda) Rezultanta sila rezanja
670
680
690
1025
40
690
700
1
500
55
1500
1000
Frez
Voda
Ulje
Surface Plot of Frez vs Voda; Ulje
Hrapavost
površine Ra
2,00
2,25
2,50
1025
40
2,75
1
500
55
1500
1000
Ra
Voda
Ulje
Surface Plot of Ra vs Voda; Ulje
Temperatura
rezanja
150
200
1025
40
250
1
500
55
1500
1000
Temp
Voda
Ulje
Surface Plot of Temp vs Voda; Ulje
Slika 47. Uporedni prikaz uticaja količine vode i količine ulja na rezultantu sile rezanja,
hrapavost površine i temperaturu rezanja
88

Magistarski rad
OPTIMIRANJE Frez, Ra i Temp f(ulje,voda) Rezultanta sila rezanja
5040302010
700
695
690
685
680
675
670
Ulje
Frez
S 6,12081R-Sq 68,5%R-Sq(adj) 59,5%
Fitted Line PlotFrez = 709,9 - 2,175 Ulje
+ 0,03094 Ulje**2
18001600140012001000800600400200
700
695
690
685
680
675
670
Voda
Frez
S 8,41979R-Sq 40,4%R-Sq(adj) 23,3%
Fitted Line PlotFrez = 702,6 - 0,05533 Voda
+ 0,000025 Voda**2
Frez' = 2,175 + 0,062 Ulje=0 Frez' = -0,055 + 0,00005 Voda=0 Ulje = 2,175/0,062 Voda = 0,055/0,00005 Ulje = 35,08 ml/h Voda = 1100 ml/h
Hrapavost površine Ra
5040302010
2,8
2,6
2,4
2,2
2,0
Ulje
Ra
S 0,364648R-Sq 11,3%R-Sq(adj) 0,0%
Fitted Line PlotRa = 2,428 + 0,00913 Ulje
- 0,000247 Ulje**2
18001600140012001000800600400200
2,8
2,6
2,4
2,2
2,0
Voda
Ra
S 0,359916R-Sq 13,6%R-Sq(adj) 0,0%
Fitted Line PlotRa = 2,098 + 0,000583 Voda
- 0,00000025 Voda**2
Ra' = 0,009 - 0,0005 Ulje=0 Ra' = 0,000583 - 0,0000005 Voda=0 Ulje = 0,009/0,0005 Voda = 0,000583/0,0000005 Ulje = 18 ml/h Voda = 1166 ml/h
Temperatura rezanja
5040302010
240
220
200
180
160
140
120
Ulje
Tem
p
S 43,3742R-Sq 4,4%R-Sq(adj) 0,0%
Fitted Line PlotTemp = 192,8 - 2,413 Ulje
+ 0,04344 Ulje**2
18001600140012001000800600400200
240
220
200
180
160
140
120
Voda
Tem
p
S 25,3863R-Sq 67,2%R-Sq(adj) 57,9%
Fitted Line PlotTemp = 242,3 - 0,1182 Voda
+ 0,000035 Voda**2
Temp' = -2,413 + 0,0086 Ulje=0 Temp' = -0,1182 + 0,00007 Voda=0 Ulje = 2,416/0,086 Voda = 0,1182/0,00007 Ulje = 28,05 ml/h Voda = 1688,57 ml/h
Slika 48. Optimiranje količine ulja i vode za rezultantu sile rezanja, hrapavost površine i
temperaturu rezanja
89

Magistarski rad
5.3.2.2 Analiza rezultata eksperimenta za uzorak broj 2 – eksperiment sa variranjem MQL parametara obrade: količina ulja, količina vode i položaj mlaznice
Na osnovu prikazanih rezultata eksperimenta može se zaključiti sljedeće:
- Sile rezanja su uglavnom manje kod MQL obrade u odnosu na suhu obradu bez korištenja SHP. Izuzetak su slučajevi sa minimalnom količinom ulja i minimalnom količinom vode kada su sile kod MQL obrade veće,
- Povećanjem količine ulja i vode smanjuju se sile rezaja, s tim da je to smanjenje izraženije povećanjem količine ulja (slika 45.),
- Grudni ugao mlaznice daje manje sile rezanja u odnosu na leđni ugao mlaznice,
- Minimalna sila rezanja se dobije za sljedeću kombinaciju parametara:
Ulje = 35,08 ml/h. Voda = 1100 ml/h.
- Hrapavost obrađene površine Ra je uglavnom veća kod MQL obrade u odnosu na suhu obradu bez korištenja SHP sredstava. Izuzetak su slučajevi sa maksimalnom količinom ulja i minimalnom količinom vode kada je hrapavost približno ista za obe obrade,
- Hrapavost Ra se smanjuje povećanjem količine ulja dok se povećanjem količine voda hrapavost povećava. Kod grudnog ugla mlaznice hrapavost je manja,
- Najmanja hrapavost za posmatrani interval varijacije dobije se za maksimalnu količinu ulja i minimalnu količinu vode.
- Kako regresione jednačine za hrapavost nemaju lokalnog minimuma već se radi o lokalnom maksimumum, minimalna hrapavost se dobije izborom količine ulja i količine vode lijevo odnosno densno od sljedeće kombinacije:
Ulje = 18 ml/h Voda = 1166 ml/h
- Temperature rezanja su uvijek manje kod MQL obrade, a zavisno od kombinacije parametara: količina ulja i vode te položaja mlaznice temperature mogu biti i do 54% manje,
- Zanimljivo je da se povećanjem količine ulja temperature rezanja blago povećavaju. Temperature rezanja su kod grudnog ugla mlaznice manje nego kod leđnog ugla,
- Minimalna temperatura rezanja dobije se za sljedeću kombinaciju parametara:
Ulje = 28,05 ml/h Voda = 1688,57 ml/h Iako je MQL pokazao bolje rezultate i prema sili rezanja i prema temperaturi rezanja. Ta prednost je recimo za silu rezanja maksimalno 2,8%. Zbog toga je urađen drugi eksperiment sa konstrukcionim čelikom ST 52.3 koji posjeduje visoku čvrstoću i odličnu zavarljivost. Ovaj čelik se koristi za izradu: dijelova mašina, mostova, šasija, kranova, greda i mnogih drugih elemenata konstrukcija [55]. Eksperiment je proveden na sličan način kao i eksperiment sa variranjem MQL parametara kod obrade super legure NIMONIC 263. Uporedni rezultati obrade super legure NIMONIC 263 i konstrukcionog čelika St52.3 dati su u tabeli 21. Grafički prikaz rezultata iz tabele 21 dat je na slikama 49 i 50. Prema prikazanim podacima vidimo da je na primjer sila rezanja kod MQL obrade manja i do 20% dok je kod NIMONIC-a ta razlika maksimalno 2,8%, s tim je bilo dosta slučajeva kada je sila kod MQL obrade čak i veća od suhe obrade bez korištenja SHP sredstava. Hrapavost površine je recimo kod obrade
90

Magistarski rad
Nimonica bolja kod suhog postupka dok je kod obrade konstrukcionog čelika St52.3 bolja kod MQL postupka. Tabela 21. Rezultati obrade super legure NIMONIC C.263 i konstrukcionog čelika St52.3
Parametri MQL obrade NIMONIC C.263 St 52.3 Zrak
(Nl/h) Voda (l/h)
Ulje (ml/h)
Položaj mlaznice
Frez (N) Ra(µm) ∆ (%) Frez (N) Ra(µm) ∆ (%) MQL SUHO MQL SUHO Frez Ra MQL SUHO MQL SUHO Frez Ra
6000 0,3 10 Leđni 693 689 2,24 1,95 -0,6 -15,2 511 597 2,26 2,53 14 11 6000 1,7 10 Grudni 681 689 2,83 1,95 1,2 -45,5 525 622 2,74 2,85 16 4 6000 1,7 50 Leđni 673 689 2,72 1,95 2,3 -39,8 516 633 1,8 1,95 18 8 6000 1,7 10 Leđni 692 689 2,05 1,95 -0,4 -5,4 507 614 2,18 2,81 17 22 6000 1,7 50 Grudni 680 689 2,43 1,95 1,3 -24,9 526 630 2,46 2,52 17 2 6000 0,3 50 Grudni 676 689 1,95 1,95 1,9 -0,3 528 617 2,5 2,86 14 13 6000 0,3 50 Leđni 685 689 1,97 1,95 0,6 -1,3 535 659 2,64 2,15 19 -23 6000 0,3 10 Grudni 699 689 3,06 1,95 -1,5 -57,3 511 621 2,66 2,89 18 8 6000 1,0 30 Leđni 675 689 2,45 1,95 2,0 -26,0 505 631 2,63 2,74 20 4 6000 1,0 30 Grudni 670 689 2,51 1,95 2,8 -29,0 502 631 2,61 2,72 20 4
Slika 49. Rezultante sila rezanja za MQL i SUHU obradu Nimonic-a 263 i St52.3.
2,8%
20% Fr
ez (
N)
91
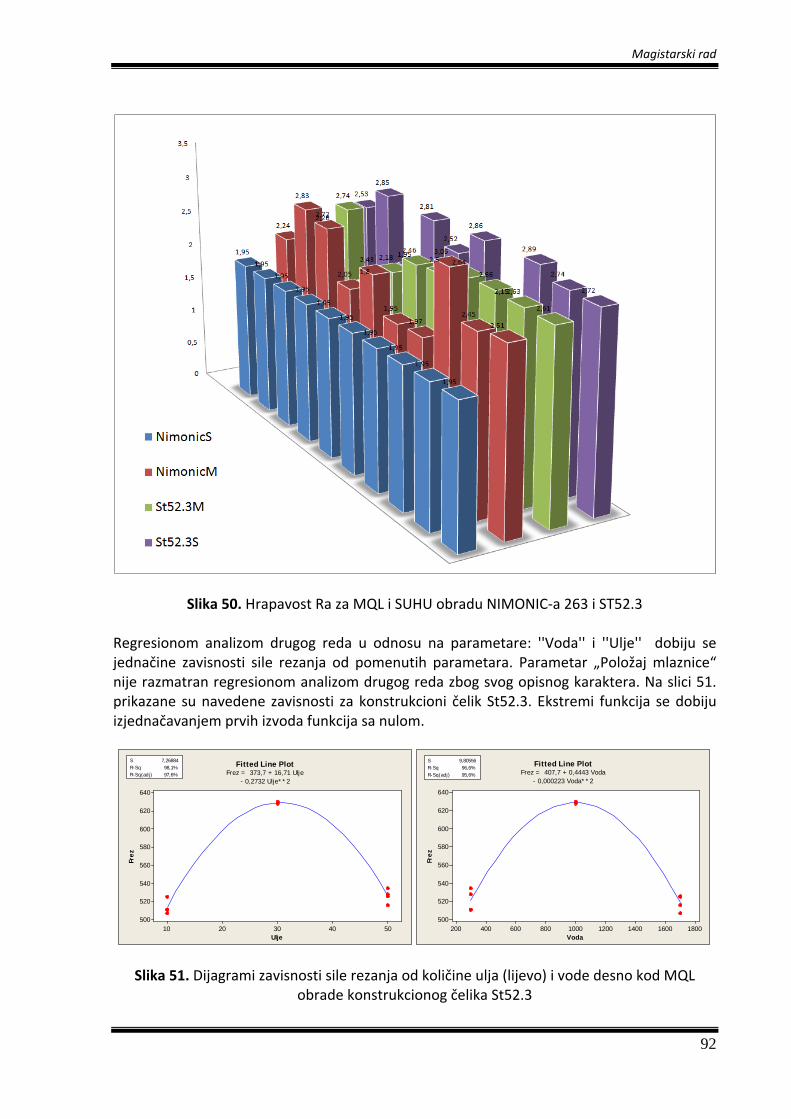
Magistarski rad
Slika 50. Hrapavost Ra za MQL i SUHU obradu NIMONIC-a 263 i ST52.3 Regresionom analizom drugog reda u odnosu na parametare: ''Voda'' i ''Ulje'' dobiju se jednačine zavisnosti sile rezanja od pomenutih parametara. Parametar „Položaj mlaznice“ nije razmatran regresionom analizom drugog reda zbog svog opisnog karaktera. Na slici 51. prikazane su navedene zavisnosti za konstrukcioni čelik St52.3. Ekstremi funkcija se dobiju izjednačavanjem prvih izvoda funkcija sa nulom.
5040302010
640
620
600
580
560
540
520
500
Ulje
Frez
S 7,26884R-Sq 98,1%R-Sq(adj) 97,6%
Fitted Line PlotFrez = 373,7 + 16,71 Ulje
- 0,2732 Ulje**2
18001600140012001000800600400200
640
620
600
580
560
540
520
500
Voda
Frez
S 9,80556R-Sq 96,6%R-Sq(adj) 95,6%
Fitted Line PlotFrez = 407,7 + 0,4443 Voda
- 0,000223 Voda**2
Slika 51. Dijagrami zavisnosti sile rezanja od količine ulja (lijevo) i vode desno kod MQL obrade konstrukcionog čelika St52.3
92

Magistarski rad
Maksimalna vrijednost sile rezanja za posmatrani interval dobije se izjednačvanjem prvih izvoda funkcija sa nulom. Frez' = 16,71 - 0,546 Ulje=0 Frez' = 0,444 -0,00045 Voda=0 Ulje = 16,71/0,546 Voda = 0,444/0,00045 Ulje = 30,60 ml/h. Voda = 986,66 ml/h. Na slici 52. dati su regresioni izrazi drugog reda hrapavosti Ra u zavisnosti od parametara ''Ulje'' i Voda za Nimonic 263.
5040302010
700
695
690
685
680
675
670
Ulje
Frez
S 6,12081R-Sq 68,5%R-Sq(adj) 59,5%
Fitted Line PlotFrez = 709,9 - 2,175 Ulje
+ 0,03094 Ulje**2
18001600140012001000800600400200
700
695
690
685
680
675
670
Voda
Frez
S 8,41979R-Sq 40,4%R-Sq(adj) 23,3%
Fitted Line PlotFrez = 702,6 - 0,05533 Voda
+ 0,000025 Voda**2
Slika 52. Dijagrami zavisnosti sile rezanja od količine ulja (lijevo) i vode desno kod MQL
obrade super legure NIMONIC 263. Minimalna vrijednost sile rezanja za posmatrani interval dobije se izjednačavanjem prvih izvoda funkcija sa nulom. Frez' = 2,175 + 0,062 Ulje=0 Frez' = -0,055 + 0,00005 Voda=0 Ulje = 2,175/0,062 Voda = 0,055/0,00005 Ulje = 35,08 ml/h. Voda = 1100 ml/h.
Kako se vidi sa slike 51. rasipanje rezultata kod obrade konstrukcionog čelika St52.3 je veoma malo R2=98,1% za ulje i R2=96,6% za vodu, dok je kod MQL obrade NIMONIC-a R2=68,5% za ulje i R2=40,4% za vodu što ukazuje na nestabilnost procesa obrade super legure. Ovo je, takođe, potvrda da super legura NIMONIC 263 pripada grupi teško obradljivih materijala.
93

Magistarski rad
6. ZAKLJUČNA RAZMATRANJA Obrada super legura na bazi nikla, konkretno NIMONIC 263, prema literaturnim izvorima [3,52] i uz intenzivno korištenje sredstava za hlađenje i podmazivanje predstavlja otežan proces, koji karakteriše nisku postojanost alata. Niske brzine rezanja i velika količina sredstava za hlađenje i podmazivanje veoma poskupljuju obradu ovih legura, a kako ekološki zahtjevi postaju sve strožiji tako je i obrada skuplja. Ova ispitivanja su pokazala da literaturni podaci vezano za preporučene režime obrade (brzina, posmak i dubina rezanja) te preporučena geometrija alata ne daju očekivane rezultate. Prema literaturnim izvorima [52] postojanost alata pločica od tvrdog metala bez ikakvih presvlaka imaju postojanost od 20 do 30 min., dok je pločica od tvrdog metala sa specijalnom presvlakom za visoke temperature u ovim eksperimentima izdržala 50 mm obrade (manje od minute). Klasična obrada upotrebom sredstava za hlađenje i podmazivanje danas sve više postaje ekološki problem, a zbog čega će biti potrebno izdvajati sve više finansijskih sredstava za njihovo adekvatno zbrinjavanje. Ako se ovome doda i povećan broj alergijskih reakcija, respiratornih problem i sl., svih koji dolaze u dodir sa SHP sredstvima, a naročito operateri na alatnim mašinama problem se još više usložnjava. Pokušaj uvođenja eko-prihvatljivih režima obrade super legura na bazi nikla dao je neočekivane (slabe) rezultate. U dosta slučajeva suha obrada ovog materijala dala je bolje rezultate nago MQL. Ovo saznanje može usmjeriti napore istraživanja prema istraživanju suhe obrade super legura na bazi nikla, kao jedine eko-prihvatljive i ekonomski opravdane alternative klasičnoj obradi skidanjem strugotine. Rad se oslanja na jednu poznatu činjenicu, a to je da se hlađenjem zone rezanja postiže stabilniji proces rezanja i veća postojanost alata, pa prema tome i ekonomičnija obrada. Međutim, klasični način obilatog dovođenja SHP sredstava u zonu rezanja postaje sve manje prihvatljiv postupk sa aspekta zaštite životne sredine i sa aspekta zaštite zdravlja neposrednih učesnika u procesu mašinske obrade. Bez obzira i na zaštitu životne sredine i na zaštitu zdravlja ipak su ekonomski pokazatelji ovdje presudni i glavni pokretač promjena načina korištenja sredstava za hlađenje i podmazivanje. Prihvatljive alternative klasičnog postupka obilatog dovođenja SHP sredstava u zonu rezanja su suha i polusuha (MQL) obrada. Kako suha obrada zahtjeva korištenja specijalnih alata, koji su postojani na visokim temperaturama, postupak polusuhe obrade sve više dobija na značaju, jer se sa minimalnim količinama SHP sredstava dobiju efekti slični onima kod postupka obilatog dovođenja SHP sredstava. Zbog toga se ovaj rad bavi istraživanjem prednosti polusuhog postupka (MQL) obrade u odnosu na suhu obradu bez korištenja bilo kakvih sredstava za hlađenje i podmazivanje. Opravdanost primjene polusuhog (MQL) postupka obrade se traži u manjim silama rezanja, kvalitetnijom obradom površine i manjim temperaturama rezanja. Odnosno, treba odrediti uslove MQL obrade tako da se dobiju rezultati slični postupku sa obilatim dovođenjem sredstava za hlađenje i podmazivanje.
94
Magistarski rad
Na metalografskim snimcima strugotine mogu se uočiti razne nepravilnosti, koje su odraz nestabilnosti procesa obrade super legure NIMONIC 263. Kako je vidljivo sa slika nema klasičnog tečenja strugotine i njene segmentacije, već dolazi do svojevrsnog nagomilavanja materijala. Snimci strugotine prikazani u prilogu 3 ovog rada su rjetki slučajevi kada su debljine strugotine približno iste i kod suhe i kod polusuhe (MQL) obrade. Debljina strugotine kod suhe obrade je uglavnom 1,5 do 3 puta veća u odnosu na MQL obradu. Pored toga, na snimcima rezne ivice alata (slika 32) mogu se uočiti i određene hemijske interakcije materijala alata i materijala obratka. Sve ovo ukazuje na to da se radi o „dificult to cut“ materijalu (materijalu „problematičnom za obradu“). Prvi eksperimenti koji su rađeni na odlivku pokazali su, da se sa MQL obradom mogu postići manje sile rezanja i do 20 %. To znači da je kod MQL obrade potrebno 20% manje snage za rezanje nego kod suhog postupka bez korištenja sredstava za hlađenje i podmazivanje. Temperature rezanja su manje i do 38% kod MQL obrade. Intenzivno trošenje obe vrste alata, koji su korišteni u eksperimentima, pokazuje da se radi o teško obradljivom materijalu. Međutim, eksperimenati sa variranjem parametara obrade: v-brzine rezanja, s-posmaka i d-dubine rezanja na uzorku broj 2 koji je nakon livenja obrađen kovanjem sa približno 60% deformacije, pokazali su da su sile rezanja kod MQL obrade uglavnom veće, nego kod suhe obrade. Izuzetak su bili ekpserimenti manjim dubinama rezanja (d=1mm), većim brzinama rezanja (105 m/min). Hrapavost površine Ra i temperature rezanja su još uvijek manje kod MQL obrade.
Regresionom analizom eksperimentalnih podataka dobijenu su izrazi za rezultantu sila rezanja (33), hrapavost površine Ra (34) i temperaturu rezanja (35) u zavisnosti od: brzine rezanja-v, posmaka-s i dubine rezanja-d. Dobijeni izrazi jasno pokazuju da na sile rezanja, hrapavost površine i temperaturu rezanja najviše utiču posmak i dubina rezanja.
U planiranom eksperimentu u kome su varirani parametri MQL obrade i to: količina vode, količina ulja i položaj mlaznice, a za režim obrade odabran prema prvom eksperimentu sile rezanja su manje kod MQL obrade. Minimalna sila rezanja dobije se za kombinaciju: Ulje= 35,08 ml/h, Voda = 1100 ml/h.
Hrapavost površine Ra je veća kod MQL obrade. Dijagrami na slici 48. pokazuju da se najmanja vrijednost hrapavosti površine dobije kod kombinacije: maksimalna količina ulja-minimalna količina vode. Slika 46. takođe, pokazuje da povećanje količine ulja smanjuje hrapavost a povećanje količine vode povećava istu.
Temperatura rezanja je kod MQL obrade znatno manja i razlika temperatura ide i do 54% u odnosu na suhu obradu bez korištenja SHP sredstava.
Regresionom analizom eksperimentalnih podataka dobijenu su obrasci za rezultantu rezanja (40), hrapavost površine Ra (41) i temperaturu rezanja (42) u odnosu na količinu vode, količinu ulja i položaj mlaznice. Dobijeni obrasci jasno pokazuju da na sile rezanja, hrapavost površine i temperaturu rezanja najviše utiče položaj mlaznice. Nažalost, ovom parametru je u eksperimentu dat i najmanji značaj, jer su korištena samo dva položaja i to opisno bez tačno određenog položaja u odnosu na zonu rezanja (na primjer: tačan ugao mlaza relativno u odnosu na zonu rezanja, udaljenost od zone rezanja, te eventualno brzina mlaza preko pritiska komprimiranog zraka koji služi kao noseći medij). Ova saznanja otvaraju novi pravac istraživanja kod primjene MQL postupka obrade.
95

Magistarski rad
Mali efekat korištenja MQL postupka (maksimalno smanjenje sile rezanja je 2,8%) je pokazatelj teške obradljivosti super legure NIMONIC 263. Zbog toga je urađen i jedan planirani eksperiment sa konstrukcionim čelikom, koji je pokazao da sile rezanja mogu biti i do 20% manje kod MQL obrade. Hrapavost Ra kod MQL obrade konstrukcionog čelika je bolja od suhe obrade dok je kod obrade NIMONIC-a 263 obrnuto.
Primjena ove tehnologije je prema tome ekonomski opravdana, s tim da je za postizanje optimalne kombinacije parametra MQL obrade teško obradljive supre legure na bazi nikla, koja je postojana na visokim temperaturama, potrebno uložiti veće napore. Potrebno je povećati broj eksperimenata, broj parametara i broj nivoa variranja parametrara. Takođe je potrebno obratiti pažnju na položaj mlaznice kao i pritisak komprimiranog zraka, koji služi kao noseći medij sredstava za hlađenje i podmazivanje.
96

Magistarski rad
7. NEDOSTACI SOPSTVENIH I PRAVCI DALJIH ISTRAŽIVANJA 7.1 Nedostaci sopstvenih istraživanja Nedostaci sopstvenih istraživanja mogu se grupisati kako slijedi:
1. Krutost obradnog sistema unosi smetnje kod izvođenja eksperimenata. Oscilacije koje se javljaju kod obrade super legura otežavaju mjerenja sila rezanja,
2. Još uvijek je nejasno koja vrsta alatnog materijala je adekvatna za obradu super legure. Alati korišteni u eksperimentima su uglavnom stradali nakon prvog prolaza na dužini obrade od maksimalno 50 mm,
3. Nemogućnost podešavanja pritiska komprimiranog zraka koji služi kao medij za atomiziranje vode i ulja, onemogućio je istraživanje pritiska zraka na obradljivost (tehničko ograničenje).
7.2 Pravci daljih istraživanja Prema iznesenim rezultatima ovog istraživanja i nedostacima istog mogu se uočiti neki od pravaca daljih istraživanja i to:
1. Istražiti razliku između MQL postupka i postupka sa obilatim dovođenjem SHP sredstava, a sve u cilju istraživanja mehanizma djelovanja MQL postupka za koji još uvijek nema potpuno prihvatljivog objašnjenja
2. Prema dobijenim regresionim modelima za rezultatnu sila rezanja, hrapavost površine Ra i temperaturu rezanja najveći uticaj ima položaj mlaznice. Međutim, u ekpserimentima je parametar „Položaj mlaznice“ opisnog karaktera što znači da nema srednjeg nivoa parametra pa je regresiona analiza komplikovana. Ovaj uticaj treba istražiti detaljnije definisanjem napadnog ugla mlaznice relativno u odnosu na na zonu rezanja i uvesti dodatni parametar koji definiše udaljenost mlaznice od zone rezanja.
3. Pritisak komprimiranog zraka koji je korišten u eksperimentima bio je ograničen na 2 bara, jer je to zahtjevani pritisak na uređaju za pravljenje nauljenih kapljica vode. Jedan od pravaca budućeg istraživanja mogao bi biti istaživanje uticaja pritiska komprimiranog zraka kojim se vrši „atomiziranje“ vode i ulja te njihov transport do zone rezanja preko komore za mješanje.
4. Istraživanje obrade ovih legura veoma velikim brzinama rezanja, a malim poprečnim presjecima strugotine.
97

Magistarski rad
LITERATURA [1] Continuing Education Institute – Europe (Advanced science & technology education
program) – The Superalloys: Their metallurgy, processing, surface protection, repair and their alternatives – Mercury hotel, Nieuwegein by Utrecht, The Netherlands – May 1986. – Norman S. Stoloff, Andrew R. Nicoll, Chester T. Sims – Instructors.
[2] http://www.freepatentsonline.com/6491769.html. [3] W.Betteridge, J.Heslop: The Nimonic alloys and other Nickel-Base High Temperature Alloys,
Edvard Arnold (publishers) Limited – London 1974. [4] Standard – BS 2HR1: 1973. [5] W. Betteridge - "The Nickel and its alloys" – Industrial metal series, London, 1977. [6] http://www.specialmetals.com/documents/Nimonic%20alloy2080A.pdf. [7] Astakhov VP (2006) Tribology of Metal Cutting. Elsevier, London. [8] Yoshimura H, Itoigawa F, Nakamura T., Niwa K (2006) study on stabilization of formation of
oil film on water droplet cutting fluid. Trans Jpn Soc Mech Eng C 72: 941–946 . [9] Wu C-H, Chien C-H (2007) Influence of lubrication type and process conditions on milling
performance. Proc Inst Mech Eng Pt B: J Eng Manuf 221: 835–843. [10] Dhar NR, Ahmed MT, Islam S (2007) An experimental investigation on effect of minimum
quantity lubrication in machining AISI 1040 steel. Int J Mach Tools Manuf 47(5) 748–753. [11] Stroll A, Furness R (2007) Near dry machining (MQL) is a key technology for driving the
paradigm shift in machining operations. SME Paper TP07PUB22:1–14. [12] Crafoord, R., Kaminski, J., Lagerberg, S., Ljungkrona, O., Wretland, A., Chip control in tube
turning using a high-pressure water jet, Proceedings of the Institution of Mechanical Engineers Part B, 213 (1999), 761–767.
[13] Reznikov, A.N., Reznikov, L.A., Thermal Processes in Machining Systems (in Russian), Machinostroenie, Moscow, 1990.
[14] Chiou, R.Y., Chen, J.S.J., Lu, L., North, M.T., The effect of an embeded heat pipe in a cutting tool on temperature and wear. In ASME International Mechanical Engineering Congress and Exposition, ASME, Washington, DC, November 15–21, 2003.
[15] Sheng P., Srinivasan M.: Multi objective process planning in environmentally conscious manufacturing: a feature-based approach, Ann. CIRP (1995) 427-433.
[16] Glenn T., Van Antwerpen F.: Opportunities and Market Trend in Metalworking Fluids, Journal of the Society of Tribologists and Lubrication Engineers (2004) 31-34.
[17] Brockhoff T., Walter A.: Fluid minimization in cutting and grinding abrasive, Journal for teh Abrasive Engineering Society,(1998).
[18] Mortier R.M., Fox M.F., Orszulik S.T.: Chemistry and Technology of Lubricants (3rd Edition), Springer Science+Business Media B.V. (2010) 435-457.
[19] Byrne G., Dornfeld D., Denkena B.: Advanced Cutting Technology, Laboratory for Manufacturing and Sustainability, University of California, Berkley (2003).
[20] Chazal P.M.: Pollution of modern metalworking fluids containing biocides by pathogenic bacteria in France-reexamination of chemical tratements accuracy, Eur. Journal of Epidemiology 11(1995) 1-7.
[21] Sokovic M., Mijanovic K.: Ecological aspects of the cutting fluids and its influence on quantifiable parameters of the cutting process, Journal of Materials Processing Technology 109 (2001) 181-189.
[22] Hilal N., Busca G., Talens-Alesson F., Atkin B.P., Treatment of waste coolants by coagulation and membrane filtration, Chemical Engineering and Processing 43 (2004) 811-821.
98

Magistarski rad
[23] European Comission: EU REACH Directive, Environment Directorate General, 2006/121/EC. [24] Bartz W.J., Lubricants and the environment, Tribology International 31 (1998) 35-47. [25] Ueno S., Shiomi Y., Yokata K.: Metalworking fluid hand dermatitis, IND.Health 40 (2002)
291-292. [26] Alomar, A., 1994. Occupational skin disease from cutting fluids, Dermatologic Clinics 12
(1994) 537-546. [27] Kleber M., Follmann W., Blaszkewicz M.: Assiessing the genotoxicity of industrial cutting
fluids under condition of use, Toyicology Letters Vol. 151 (2004) 211-217. [28] National Institute for Occupational Safety and Health (NIOSH): Criteria for a Recommended
Standard - Occupational Exposure to Metalworking Fluids,U.S. Department of health and human services (1998) 21-24.
[29] Internet site: http://www.stle.org/resources/articledetails.aspx?did=1679. [30] Astakhov VP, Frazao J., Osman MOM (1991) On the design of deep-hole drills with non-
traditional ejectors. Int J Prod Res 28(11): 2297–2311. [31] Astakhov VP, Subramanya PS, Osman MOM (1996) On the design of ejectors for deep. [32] Yoshimura H, Itoigawa F, Nakamura T., Niwa K (2006) study on stabilization of formation of
oil film on water droplet cutting fluid. Trans Jpn Soc Mech Eng C 72: 941–946. [33] Itoigawa F, Childs THC, Nakamura T, Belluco W (2006) Effects and mechanisms in minimal
quantity lubrication machining of an aluminum alloy. Wear 260(3): 339–344. [34] Yoshimura H, Itoigawa F, Nakamura T, Niwa K (2005) Development of nozzle system for oil-
on-water droplet metalworking fluid and its application to practical production line. JSME Int J Series C 48(4): 723–729.
[35] Ekinović S, Begović E, Napredne proizvodne tehnologije, Univerzitet u Zenici, Zenica 2002. [36] Wu C-H, Chien C-H (2007) Influence of lubrication type and process conditions on milling
performance. Proc Inst Mech Eng Pt B: J Eng Manuf 221: 835–843. [37] Ueda T, Nozaki R, Hosokawa A (2007) Temperature measurement of cutting edge in drilling
– effect of oil mist. Ann CIRP STC C 56(1): 93–96. [38] Khan MMA, Dhar NR (2006) Performance evaluation of minimum quantity lubrication by
vegetable oil in terms of cutting force, cutting zone temperature, tool wear, job dimension and surface finish in turning AISI-1060 steel. J Zhejiang Univ Sci A 7(11): 1790–1799.
[39] Dhar NR, Ahmed MT, Islam S (2007) An experimental investigation on effect of minimum quantity lubrication in machining AISI 1040 steel. Int J Mach Tools Manuf 47(5) 748–753.
[40] Kuan-Ming Li K-M, Liang SY (2007) Modeling of cutting forces in near dry machining under tool wear effect. Int J Mach Tools Manuf 47(7–8): 1292–1301.
[41] Dhar NR, Islam S, Kamruzzaman M (2007) Effect of minimum quantity lubrication (MQL) on tool wear, surface roughness and dimensional deviation in turning AISI4340 steel. GU J Sci 20(2): 23–32.
[42] Filipovic A, Stephenson DA (2006) Minimum quantity lubrication (MQL) applications in automotive power-train machining. Mach Sci Technol 10(1): 3–22.
[43] Obikawa T, Kamata Y, Shinozuka J (2006) High-speed grooving with applying MQL. Int J Mach Tools Manuf 46(14): 1854–1861.
[44] Braga DU, Diniz AE, Miranda GWA, Coppini NL (2002), Using a minimum quantity of lubricant (MQL) and a diamond coated tool in the drilling of aluminum– silicon alloys. J Mater Proces Technol 122(1): 127–138.
[45] Davim JP, Sreejith PS, Silva J (2007) Turning of Brasses Using Minimum Quantity of Lubricant (MQL) and Flooded Lubricant Conditions. Mater Manuf Process 22(1) 45–50.
[46] Li K-M, Liang S (2006) Performance profiling of minimum quality lubrication in machining. Int J Adv Manuf Technol, DOI 10.1007.s00170-006-0713-1.
99

Magistarski rad
[47] Liao, YS, Lin HM (2007) Mechanism of minimum quantity lubrication in high-speed milling of hardened steel. Int J Mach Tools Manuf 47(11): 1660–1666.
[48] López de Lacalle LN, Angulo C, Lamikiz A, S´anchez JA (2006) Experimental and numerical investigation of the effect of spray cutting fluids in high speed milling. J Mater Process Technol 172: 11–15.
[49] Landgraf D (2004) Factors to consider when dry or near-dry machining. Cutting Tool Eng 56(1): 1–5.
[50] Liao, YS, Lin HM (2007) Mechanism of minimum quantity lubrication in high-speed milling of hardened steel. Int J Mach Tools Manuf 47(11): 1660–1666.
[51] López de Lacalle LN, Angulo C, Lamikiz A, S´anchez JA (2006) Experimental and numerical investigation of the effect of spray cutting fluids in high speed milling. J Mater Process Technol 172: 11–15.
[52] Hračić S, Optimizacija obrade struganjem legure Nimonic-C.263, Magistarski rad, Mašinski fakultet Univerziteta „Džemal Bijedić“ Mostar, 1988.
[53] Ekinović S, Obrada rezanjem, Mašinski fakultet Univerziteta u Zenici, 2001. [54] Ekinović S, Postupci obrade rezanjem, Mašinski fakultet Univerziteta u Zenici, 2003. [55] SIN THAI SPECIAL STEEL CO., LTD, DIN 17100 ST 52-3N. [56] Childers, J.C., The chemistry of metalworking fluids, in Metalworking Fluids, J.P. Byers,
Editor. Marcel Dekker, New York, 1994, pp. 165–189. [57] Mariani, G., The selection and use of semi-synthetic coolants, SME Paper MF90-321,
1990,pp. 1–10. [58] Brinksmeier, E., Walter, A., Janssen, R., Diersen, P., Aspects of cooling application reduction
in machining advanced materials, Proceedings of the Institution of Mechanical Engineers, 213 (1999), 769–778.
100

Magistarski rad
POPIS SLIKA Slika 1: Uporedni kvalitativni prikaz trendova u sastavu superlegura za
reprezentativne superlegure [1] ................................................................................ 3 Slika 1: Uporedni kvalitativni prikaz trendova u sastavu superlegura za
reprezentativne superlegure [1] ................................................................................ 3 Slika 2: Mikrostruktura niklovih superlegura: korisne i štetne faze [1] ................................ 6 Slika 3: Zona 98% pouzdanosti za svojstva zatezanja kovane šipke Nimonic 80A. TO:
8 h 1080 °C, hlađenje na zraku + 24 h 850 °C, hlađenje na zraku + 16 h 700 °C, hlađenje na zraku [3,6] ......................................................................................... 8
Slika 4: Zona 98% pouzdanosti za svojstva zatezanja kovane šipke Nimonic 80A.TO: 8 h 1080 °C, hlađenje na zraku + 16 h 700 °C, hlađenje na zraku [3,6]. ................... 8
Slika 5: Struktura proizvodnih troškova [7] ......................................................................... 15
Slika 6: Zavisnost koeficijenta prelaza toplote hvb od temperaturne razlike ∆θvp=(θhs-
θst) za ključalu vodu[7]. ............................................................................................ 23 Slika 7: Prikaz kapljica koje se kreću prema vrućoj površini [7] .......................................... 24 Slika 8: Kožna oboljenja izazvane SHP sredstvima[29] ..................................................... 30 Slika 9: Idealizirana slika polu-suhe obrade ......................................................................... 36 Slika 10: Model jednostavnog atomizera ............................................................................... 36 Slika 11: Princip rada NDM1.1 i NDM1.2................................................................................ 37 Slika 12: Spra-Kool NDM 1.1 i eksterni atomizer sa dodacima od firme Lenox Co. za
NDM 1.2 ................................................................................................................... 37 Slika 13: Jedinica za kontrolu aerosola ................................................................................... 38 Slika 14: Princip rada NDM2.1 i LubriLean DigitalSuper1 (Vogel) .......................................... 39 Slika 15: Princip rada NDM 2.2 ............................................................................................... 40 Slika 16: Koncept ulje oko vode NDM (NDM3) ...................................................................... 41
Slika 17: Jedna od mlaznica za pripremu aerosol koji sadrži zrak, ulje i vodu ....................... 42 Slika 18: Šematski prikaz sistema naprednog postupka polusuhe obrade korištenjem
minimalnih količina sredstava za hlađenje i podmazivanje (ToolCool Co) .............. 42 Slika 19: Coanda efekat ......................................................................................................... 43 Slika 20: Hemijski procesi kod napredne polusuhe obrade ................................................... 43 Slika 21: Grafička interpretacija 23 plana eksperimenta ........................................................ 53 Slika 22: Uređaj za generisanje ulje-oko-vode kapljica .......................................................... 56 Slika 23: Mlaznica i komora za mješanje uređaja za generisanje kapljica ulje-oko-vode ...... 56 Slika 24: Kapljice ulje-oko-vode uhvaćene na paos papiru .................................................... 57 Slika 25: Postavka eksperimenta ............................................................................................ 57 Slika 26: Metalografski snimak mikrostrukture uzorka veličina zrna G=4 prema ASTM
E 112 Plate III ............................................................................................................ 58 Slika 27: Rezultanta sila rezanja kod obrade Nimonica 263. ................................................. 59 Slika 28: Temperatura rezanja kod obrade Nimonica 263. .................................................... 59
101

Magistarski rad
Slika 29: Komponente sile rezanja i temperature za eksperiment prema tabelama 11. i 12. ............................................................................................................................. 60
Slika 30: Trošenje alata na grudnoj (lijeva slika) i leđnoj (desna slika) površini alata............ 60 Slika 31: Glavna sila rezanja korištenjem alata CCMT firme ISKAR ........................................ 61 Slika 32: Trošenje alata na grudnoj (lijeva slika) i leđnoj (desna slika) površini alata............ 62 Slika 33: Oblik generisane strugotine: lijevo posmak s=0,245 mm/obr, desno s=0,142
mm/obr .................................................................................................................... 62 Slika 34: Metalografski snimak mikrostrukture uzorka broj 2 veličina zrna G=3 prema
ASTM E 112 Plate I ................................................................................................... 64 Slika 35: Grafički prikaz rezultatne sila rezanja ...................................................................... 67 Slika 36: Grafički prikaz rezultata hrapavosti Ra .................................................................... 67 Slika 37: Grafički prikaz temperatura rezanja ....................................................................... 68 Slika 38: Trošenje alata na grudnoj i leđnoj površini i oblik generisane strugotine ............. 75 Slika 39: Uporedni prikaz zavisnosti rezultante sile rezanja, hrapavosti i temperature
rezanja kod suhe i MQL obrade ............................................................................... 76 Slika 40: Uporedni prikaz glavnih efekata parametara na rezultante sile rezanja,
hrapavosti i temperature rezanja kod suhe i MQL obrade ...................................... 77 Slika 41: Uporedni prikaz interakcija parametara na rezultante sile rezanja, hrapavosti
i temperature rezanja kod suhe i MQL obrade ........................................................ 78 Slika 42: Sile rezanja kod suhe i MQL obrade NIMONICA 263. ............................................. 81 Slika 43: Hrapavost Ra kod suhe i MQL obrade NIMONICA 263 ........................................... 82 Slika 44: Temperature rezanja kod suhe i MQL obrade NIMONICA 263 .............................. 82 Slika 45: Uporedni prikaz glavnih efekata parametara MQL obrade na rezultantu sile
rezanja, hrapavost površine i temperaturu rezanja ............................................... 82 Slika 46: Uporedni prikaz interakcija parametara MQL obrade na rezultantu sile
rezanja, hrapavost površine i temperaturu rezanja ................................................ 87 Slika 47: Uporedni prikaz uticaja količine vode i količine ulja na rezultantu sile rezanja,
hrapavost površine i temperaturu rezanja ............................................................. 88 Slika 48: Optimiranje količine ulja i vode za rezultantu sile rezanja, hrapavost površine
i temperaturu rezanja ............................................................................................. 89 Slika 49: Rezultante sila rezanja za MQL i SUHU obradu NIMONIC-a 263 i St52.3 ................ 91 Slika 50: Hrapavost Ra za MQL i SUHU obradu NIMONIC-a 263 i St52.3 .............................. 92 Slika 51: Dijagrami zavisnosti sile rezanja od količine ulja (lijevo) i vode desno kod
MQL obrade konstrukcionog čelika St52.3 .............................................................. 92 Slika 52: Dijagrami zavisnosti sile rezanja od količine ulja (lijevo) i vode desno kod
MQL obrade super legure NIMONIC 263. ................................................................ 93
102

Magistarski rad
POPIS TABELA
Tabela 1: Sastav visokotemperaturnih legura Nimonic 263 i Nimocast 263 [3,4] .................. 4
Tabela 1: Sastav visokotemperaturnih legura Nimonic 263 i Nimocast 263 [3,4] .................. 4
Tabela 2: Termički koeficijent širenja legure Nimonic 263, x 10-6 °C-1 [3] .............................. 4
Tabela 3: Izračunate vrijednosti specifične toplote za leguru Nimonic 263 [3] ..................... 4
Tabela 4: Termička provodljivost legure Nimonic 263 [3] ...................................................... 5
Tabela 5: Vrijednosti relativnih otpornosti Nimonic 80A nakon
punog termičkog tretmana [3] ................................................................................ 5
Tabela 6: Magnetna svojstva Nimonic-a 80A [3] .................................................................... 5
Tabela 7: Vrijednosti dinamičkog Youngovog modula izvučenih i hladno prerađenih šipki nakon punog termičkog tretmana, N/mm2 x 103 [3] ..................................... 6
Tabela 8: Tvrdoća Nimonic-a 263 (Šipka prečnika 20 mm urađena vučenjem) ..................... 8
Tabela 9: Posmaci i brzine izvođenja operacija grube i fine (završne) mašinske obrade skidanjem strugotine, glodanja i bušenja za legure Nimonic 263[3] .................... 12
Tabela 10: Faktori i kombinacije faktora za puni plan eksperimenta 23 ................................. 53
Tabela 11: Parametri obrade uzorka 1 – odlivak
Tabela 12: Rezultati mjerenja sila i temperatura rezanja prema uslovima iz tabele 10. ....... 58
Tabela 13: Parametri obrade uzorka 2 – liveno kovana strktura ∼60% deformacije ............. 64
Tabela 14: Nivoi faktora i intervali varijacije. .......................................................................... 65
Tabela 15: Rezultati suhe obrade NIMONICA-a 263. .............................................................. 65
Tabela 16: Rezultati MQL obrade NIMONIC-a 263. ................................................................ 66
Tabela 17: Rezultati obrade za MQL i suhu obradu sa stvarnim vrijednostima koeficijenata. ......................................................................................................... 66
Tabela 18: Nivoi faktora i intervali varijacije .......................................................................... 80
Tabela 19: Rezultati eksperimenata kodirane vrijednosti – Rezultanta sila rezanja, hrapavost i temperature rezanja ........................................................................... 80
Tabela 20: Rezultati obrade sa stvarnim nivoima faktora ...................................................... 81
Tabela 21: Rezultati obrade super legure NIMONIC C.263 i konstrukcionog čelika St52.3 ..................................................................................................................... 91
103

Magistarski rad
PRILOZI
Prilog 1: Spektrogram repićinog ulja
Prilog 2: Izvještaj o hemijskoj analizi materijala NIMONIC 263
Prilog 3: Metalografski snimci uzoraka strugotine za eksperiment sa uzorkom broj
2-variranje parametara obrade
Prilog 4: Stanje uzoraka koji su korišteni u eksperimentima
104

PRILOG BROJ 1 Strana 1/3
SPEKTROGRAM REPIĆINOG ULJA KOJE JE KORIŠTENO KAO SREDSTVO ZA PODMAZIVANJE U EKSPERIMENTIMA

PRILOG BROJ 1 Strana 2/3
SPEKTROGRAM REPIĆINOG ULJA KOJE JE KORIŠTENO KAO SREDSTVO ZA PODMAZIVANJE U EKSPERIMENTIMA

PRILOG BROJ 1 Strana 3/3
SPEKTROGRAM REPIĆINOG ULJA KOJE JE KORIŠTENO KAO SREDSTVO ZA PODMAZIVANJE U EKSPERIMENTIMA

PRILOG BROJ 2 Strana 1/1
IZVJEŠTAJ O HEMIJSKOJ ANALIZI STRUGTINE NIMONIC 263

PRILOG BROJ 3 Strana 1/2
METALOGRAFSKI SNIMCI STRUGOTINE GENERISANE U EKSPERIMENTIMA SA UZORKOM BROJ 2-VARIRANJE PARAMETARA OBRADE: v-brzina rezanja, s-posmak, d-dubina rezanja
Parametri obrade
MQL OBRADA SUHA OBRADA Redni broj
Brzina rezanja (m/min)
Posmak (mm/obr)
Dubina rezanja (mm)
1 105 0,05 1
2 105 0,25 2
3 45 0,25 1
4 45 0,05 2
5 45 0,25 2

PRILOG BROJ 3 Strana 2/2
METALOGRAFSKI SNIMCI STRUGOTINE GENERISANE U EKSPERIMENTIMA SA UZORKOM BROJ 2-VARIRANJE PARAMETARA OBRADE
Parametri obrade
MQL OBRADA SUHA OBRADA Redni broj
Brzina rezanja (m/min)
Posmak (mm/obr)
Dubina rezanja (mm)
6 105 0,25 1
7 45 0,05 1
8 105 0,05 2
9 75 0,15 1,5
10 75 0,15 1,5

PRILOG BROJ 4 Strana 1/1
STANJE UZORAKA SA KOJIIMA SU VRŠENI EKSPERIMENTI
Redni broj Stanje Metalografska struktura Izgled uzorka
1
Livena
Tvrdoća (srednja)
278 HB
2
Liveno-kovana Tvrdoća (srednja)
246 HB Urađena dva planirana
eksperimenta: 1-variranje parametara
obrade, 2-variranje MQL parametara
3
Liveno-kovano-termička obrada 1150 °C 2 h i 8 h na zraku nikakvi rezultati
mašinske obrade
Tvrdoća (srednja)
247 HB
4
Liveno -termička obrada 1150 °C 2 h i 8 h na zraku nisu rađeni eksperimenti samo metalografija radi
zrna Tvrdoća (srednja)
243 HB





























