Embed Size (px)
Citation preview

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 1
PRE-FEASIBILITY REPORT
For project of
(Under the Category 5 (f) of EIA Notification dated 14/9/2006)
||Project Proponent ||
M/s. RSJ Industries
Site address:
Plot no. 10/11, GIDC Phase-1,
Vatva, Ahmedabad-382445
1. Alkaline Phenol Formaldehyde Resin : 300 MT/month 2. Furfuryl Alcohol Phenol Urea: 300 MT/month 3. Phenol Formaldehyde Resin: 300 MT/month 4. Phenol Formaldehyde Resin( Shell Sand Resin):300MT/month 5. Phenol Formaldehyde Resin ( Cold Box Resin ) :300 MT/month

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 2
1.0 EXECUTIVE SUMMARY M/s. RSJ industries is an existing small scale unit located at Plot no. 10/11, GIDC Phase-1, Vatva, Ahmedabad-382445. The current activity involves manufacturing of Foundry fluxes (foundry mould paint),& Foro bond-1612. Unit has obtained valid Consolidated Consent & Authorization (CC&A) for Foundry fluxes (foundry mould paint) & Foro bond-1612 M/s. RSJ industries is one of the most trusted and leading manufacturers of foundry flux & chemical. Existing products are manufactured by Mixing process only without any chemical reaction. Now, Company looking at prospective market scenario and considering the large market demand of the New Products, the company is keen to add new products for foundry usage which includes products like Alkaline Phenol Formaldehyde Resin, Furfuryl Alcohol Phenol Urea Formaldehyde Resin, Phenol Formaldehyde Resin, Phenol Formaldehyde Resin( Shell Sand Resin) & Phenol Formaldehyde Resin ( Cold Box Resin ).
The project Cost of the proposed project is Rs.1.015 crores, which is inclusive of approx 0.10 Crores for pollution control activities The Company is partnership firm and details of Project Proponent/Promotors is given as udner
Project Proponent/Promotors: (Table-1) Sr No.
Name Designation Residential Address
1 Jigarbhai D.Shah Partner B.101, Sulsa Residensy, Opp.Amrutjyot School,Ambawadi, Elisbridge, Ahmedabad-380006
2 Ranjitbhai.K.Shah Partner B- 9,Bharti Society Behaind Nagri Hospital Elis Bridge Ahmedabad-380006
3 Nitaben R. Shah Partner B- 9,Bharti Society Behaind Nagri Hospital Elishbridge Ahmedabad. 380006
4 Shetalben I. Shah B-Ioi, Sulsa Residensy, Opp.Amrutjyotschool, Ambawadi, Elishbridge, Ahmedabad.3sooo6

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 3
2.0 INTRODUCTION OF THE PROJECT/BACKGROUND INFORMATION
(i) Identification of Project Proponent. In case of mining project, a copy of mining lease /letter of intent should be given.
M/s. RSJ industries is existing small scale unit which is engaged in manufacturing of foundry fluxes & chemicals having valid permission from Gujarat pollution control board and proposed to manufacture new products as clarified Executive summary section. Existing products are manufactured by Mixing process only without any chemical reaction. Brief of existing activity is given as under. ((Table-2)
Details Name Quantity Existing Products
Foundry fluxes (Foundry mould paint) 252 MT/month Foro Bond-1612 400 MT/month
Existing Raw material
Zircon Flour 100 MT/month Grafite Powder 100 MT/month Methanol 18 MT/month Iso Proyal Alcohol 4 MT/month Toluene 4 MT/month Sodium Silicate 1 MT/month Urea Resin 0.2 MT/month Dispersing Agent 0.2 MT/month Antisettling Resin 0.2 MT/month D.M.Water 0.2 MT/month Phenolic Resin 4 MT/month Biocides 0.4 MT/month Driers 4 MT/month Urea formaldehyde Resin 40 MT/Month Furfuryl Alcohol 1360 MT/Month
Water Break Up
Total water usage 250 Liter/day (Domestic: 50 Liter/day + Industrial (paste making): 200 liter/day
Waste water generation Domestic w/w: 50 Liter/day (to soak pit) Industrial w/w: Nil
Fuel usage Fire wood for Open bhattha
25 Kg/day (Used in winter season only for heating of material drum)
Hazardous waste
Discarded container Empty bags/Liner
150 Nos./year 600 Nos./year

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 4
Now, with regards to demand of wide range of Foundry Fluxes & Chemicals from the industries/various Foundries involved in manufacturing of Steel, Alloy Steel, Stainless Steel, C.I., S.G. Iron, Ni-hard, Mn-Steel, & Super Alloy castings, M/s. RSJ industries has proposed to add new products in the product lists which will be established in existing site location. The list of proposed products is given as under (Table-3) Sr No.
Proposed Product Name Commercial/Brand Name
Proposed quantity
1 Alkaline Phenol Formaldehyde Resin
ALPHABOND-1612 300 MT/MONTH
2 Furfuryl Alcohol Phenol Urea Formaldehyde Resin
FURO-1612 300 MT/MONTH
3 Phenol Formaldehyde Resin RESOBOND-1612 300 MT/MONTH 4 Phenol Formaldehyde Resin
( Shell Sand Resin)
SHELLBOND-1612 300 MT/MONTH
5 Phenol Formaldehyde Resin ( Cold Box Resin )
COLDBOND-1612 300 MT/MONTH
Proposed project site is located at Plot no. 10/11, GIDC Phase-1, Vatva, Ahmedabad-382445
(ii) Brief Description of Nature of Project
M/s. RSJ industries has Commenced existing unit in 2006. Being inspired by the growth and demand of various kind of resins from Fondary industrial sector , Industry has proposed to set up a new project in existing location (in GIDC) for manufacturing of Resins with product quantity as given in Table-3. The proposed resin manufacturing plant of RSJ industries , comes under Sr. No. 5 (f) of EIA Notification, 14th September 2006 and subsequent amendments 25th June 2014 SO 1599 (E) of Ministry of Environment, Forests and Climate Change (MoEF&CC). The Proposed resin manufacturing plant of RSJ industries is falls in Category ‘B’ and requires Environmental Clearance from State Environmental Impact Assessment Authority (SEIAA) of Gujarat State.

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 5
(iii) Need for the project and its importance to the Country and or Region:
M/s. RSJ industries has proposed to establish plant for manufacturing of resins which will be exclusively used in Foundry industries. In 21st century, the era belongs to modernization/ atomization in machinery/Engineering mechanical parts day by day for that the foundry industries must have to use several procedures for casting metal parts. Mold making /core making is the most important aspect in foundary industries. Foundary resins/binders are invented/ developed time to time to strengthen the Mould/cores of latest engineering design. Synthetic organic resin-based binders, which, because of their versatility and performance, have resulted in significant labor and energy savings and higher foundry productivity. Foundary industries are major feedor to sectors like Automobiles & Auto Components, Railways, Pumps, Compressors, Pipes Valves & Pipe Fittings, Machine Tools & Engineering Industries, Earth Moving Machinery, Power Sector etc. and India is in the way to become hub of Cast Components. Also in Gujarat State, Region like Ahmedabad & Rajkot are well known for their Foundary industries and contributing to the industrial growth of the nation. Hence the proposed project of Resin will be beneficial to Region as well as country.
(iv) Demand and Supply Gap: Demand of synthetic resins for foundry sector in the country is increasing day by day due to growth in sector like like Automobiles & Auto Components, Railways, Pumps, Compressors, Pipes Valves & Pipe Fittings, Machine Tools & Engineering Industries, Earth Moving Machinery, Power Sector
(v) Imports v/s Indigenous Production:
This is indigenous production. Resin will be sold in local market and can be planned for export to countries like Saudi Arabia, Dubai, Kenya , South Africa.
(vi) Export Possibility:
There is possibility of export to countries like Saudi Arabia, Dubai, Kenya , South Africa. However major consumers are located in domestic Market
(vii) Domestic/Exports Markets:
The maximum production is envisaged for the domestic market. However There is possibility of export to countries like Saudi Arabia, Dubai, Kenya , South Africa.
(viii) Employment generation (Direct & Indirect) due to the project:
The total requirement of manpower for the proposed resin manufacturing plant is estimated at around 20 numbers. The required manpower is available locally. plant operation and maintenance will be carried out by skilled personnel..

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 6
3.0 PROJECT DESCRIPTION
(i) Type of Project including interlinked and interdependent projects, if any.
The proposed project is envisaged to manufacture different types of synthetic resins as per market demands. The proposed products is given in Table-3
(ii) Location (map showing general location, specific location, and project boundary & project site layout) with coordinates.
M/s RSJ industry is located at Plot No: 10 / 11, Phase No: I, GIDC Vatva, Ahmedabad The site falls between (A) 22˚57’36.06” N, 72˚37’50.40” E (B) 22˚57’33.37” N, 72˚37’51.03” E
(C) 22˚57’33.70” N, 72˚37’52.76” E (D) 22˚57’36.36” N, 72˚37’52.16” E . East Longitude and North
Latitude with an average altitude of 46 m above MSL
Location map of the project is as under: (figure-1)
RSJ Industries

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 7
(Figure-2)
Location map (showing area within 5 km radius) (figure-3)
A
B
C
D
RSJ industries

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 8
The site for proposed resin plant is within the RSJ industries’s unit located in GIDC estate. Indigenous raw materials & Chemicals are available from local market. The power and water required for the proposed resin plant is already available at existing plant. Due to Developed industrial zone/estate, proposed resin plant will be facilitated with good infrastructure and other facilities such as availability of skilled as well as unskilled workforce, contractors, superior communication facilities, transportation facilities etc.
Nearest railway line & nearest railway station is located at a distance of @ 0.2 km in WSW direction at Vatva Railway station whereas Maninagar railway station is located @4.5 km at in NW direction. Ahmedabad air port is located at 12 km in NWN direction
(iii) Details of alternate sites considered and the basis of selecting the proposed site, particularly the environmental considerations gone into should be highlighted.
It is proposed to set-up proposed resin plant within the existing unit . Therefore, no alternate site has been selected. As the existing unit is in GIDC estate , all the facility related infrastructure, power, utilities etc are available. (iv) Size and Magnitude of Operation:
The proposed plant will be engaged in manufacturing of synthetic resins to be used for foundary sector. The manufacturing of different type of resins involves the following:
(Table-3) Sr No.
Proposed Product Name Commercial/Brand Name
Proposed quantity
1 Alkaline Phenol Formaldehyde Resin
ALPHABOND-1612 300 MT/MONTH
2 Furfuryl Alcohol Phenol Urea Formaldehyde Resin
FURO-1612 300 MT/MONTH
3 Phenol Formaldehyde Resin RESOBOND-1612 300 MT/MONTH 4 Phenol Formaldehyde Resin
( Shell Sand Resin)
SHELLBOND-1612 300 MT/MONTH
5 Phenol Formaldehyde Resin ( Cold Box Resin )
COLDBOND-1612 300 MT/MONTH

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 9
(v) Project description with process details (a schematic diagram/flow chart showing the project layout, components of the project etc. should be given) The proposed synthetic resins manufacturing processes are summarized as below
1) Alkaline Phenol Formaldehyde Resin (Commercial/Brand Name : ALPHABOND-1612)
Charge Phenol ( 94%) , Formaldehyde(37%), Para formaldehyde(91%) in Reactor. Agitate and adjust temp. to 45 °C. Charge 50% solution of Sodium Hydroxide and heat to
65 °C and hold for 15 Min. Then heat to 71 °C and hold for 30 Min. After hold time charge 50% solution of Sodium
Hydroxide and heat to 93 °C and hold the temp 93 °C for 15 Min. Allow the mixture to cool to 75 °C with Vacuum cooling.
At75 °C charge 50% solution of Potassium Hydroxide. Continue to react at 75 °C until a viscosity of 400 to 500 CPS is reached. Then apply full vacuum cooling ( 25 Inch) and the Cool the Resin solution to 50 C.
After achieving temperature 50 °C, add 50% solution of Potassium Hydroxide and hold the temp at 60 °C for 15 Min. After 15 Min, apply vacuum Cooling and cool the mixture upto to 35 C and add silane. The prepared final product is taken for storage & dispatch
Total batch time for above process is 12 hrs. Material balance Batch size: ≈ 5 MT Schematic diagram
Input Material Quantity, Kgs
Phenol( 94%) 1500 Formaldehyde(37%) 1040 Para formaldehyde(91%) 530 Caustic Soda 235 Caustic potash (88%) 462 D M water 1297 Silane 30
Total 5094
Out put Material Quantity, Kgs
Product (ALPHABOND-1612)
5030
Effluent 64 Total 5094
2. Phenol( 94%) Formaldehyde(37%) Para formaldehyde(91%) D M water
1. Caustic Soda 3. Caustic potash (88%)
4. Silane
Product (ALPHABOND-1612)
Effluent to ETP

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 10
Reaction chemistry (ALPHABOND-1612)
2. Furfuryl Alcohol Phenol Urea Formaldehyde Resin (Commercial/Brand Name : FURO-1612)
Charge Phenol ( 94%) , Formaldehyde(37%), Para formaldehyde(91%) & Urea in Reactor. Agitate the mixture for 15 min. add 50% Solution of Sodium Hydroxide slowly. Apply heat to raise the temperature upto 70 °C and hold for 45 Min. Apply Vacuum cooling and cool the solution upto 50°C. Add furfuryl alcohol and heat the solution upto 105°C. After reaching the temperature, reflux
for 90 min and check for refractive index. It shall be 1.4851 to 1.500 Apply Vacuum cooling and cool the Resin upto 35°C. Add silane. The prepared final product is taken for storage & dispatch
Total batch time for above process is 12 hrs. Material balance : Batch size: ≈ 5 MT
Input Material Quantity, Kgs
Phenol( 94%) 976 Formaldehyde(37%) 493 Para formaldehyde(91%) 632 Urea 350 Sodium Hydroxide solution (50%)
50
Furfuryl Alcohol 2520 Silane 20
Total 5041
Out put Material Quantity, Kgs
Product (FURO-1612)
4971
Effluent 70 Total 5041

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 11
Furfuryl Alcohol Formaldehyde
Schematic diagram
Reaction Chemistry
1. Phenol( 94%) Formaldehyde(37%) Para formaldehyde(91%) Urea
3. Furfuryl Alcohol
4. Silane
Product (FURO-1612)
Effluent to ETP
2. Caustic Soda
CH2OH + H20
HOH2C CH2 CH2OCH2
+ Phenol
+ CH4N2O (urea)
FA-CH2O (FURO-1612)

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 12
3) Phenol Formaldehyde Resin
(Commercial/Brand Name : RESOBOND-1612) Charge Phenol ( 94%) , Formaldehyde(37%), Para formaldehyde(91%) in Reactor Add 50% solution of sodium hydroxide and temperature is increased because of exothermic
reaction and it will reach around 65°C. Maintain the temperature for 30 min. Now increase the temperature upto 95°C and reflux for 45 min. Reflux process will start at this point to achieve required water tolerance. After that start
vacuum and dehydrate water until the resin clears and refractive index will reach around 1.49 to 1.50.
Add methanol under vacuum and reflux for 1 hr at 100°C After 1 hr check refractive index, if it reach around 1. 51 to 1.52, then stop the reaction and cool
the resin upto 35°C Add silane. The prepared final product is taken for storage & dispatch
Total batch time for above process is 12 hrs. Material balance : Batch size: ≈ 5 MT Schematic diagram
Input Material Quantity, Kgs
Phenol( 94%) 1825 Formaldehyde(37%) 2923 Para formaldehyde(91%) 325 Sodium Hydroxide solution (50%)
40
Methanol 500 Silane 20
Total 5633
Out put Material Quantity, Kgs
Product (RESOBOND-1612)
4555
Effluent 1078 Total 5633
1. Phenol( 94%) Formaldehyde(37%) Para formaldehyde(91%)
3. Methanol
4. Silane
Product (RESOBOND-1612)
Effluent to ETP
2. Caustic Soda

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 13
Reaction Chemistry:
4) Phenol Formaldehyde Resin( Shell Sand Resin) (Commercial/Brand Name : SHELLBOND-1612)
Charge Phenol ( 94%) , Formaldehyde(37%), Oxalic acid and Salicylic acid as Catalyst into reactor and Agitate the mixture and apply heat to raise the temperature upto 45 to 50°C.
After reaching the temperature, stop the heating . As the exothermic reaction will start, temperature will raise upto around 95 to 100°C. Reflux it for 1 hr.
After 1hr. Dehydrate water until the resin will clear and immediately add methanol at 90°C under vacuum and increase the temperature around 120°C and reflux for 1 hr.
Check the viscosity , it shall be 30 to 40 sec. When required viscosity reaches, cool the solution upto 40°C.
Add silane at 40°C and stir for 30 min. The prepared final product is taken for storage & dispatch
Total batch time for above process is 12 to 15 hrs. Material balance : Batch size: ≈ 5 MT
Input Material Quantity, Kgs
Phenol( 94%) 2125 Formaldehyde (37%) 3000 Oxalic acid 20 Salicylic acid 20 Methanol 1600 Silane 25
Total 6790
Out put Material Quantity, Kgs
Product (SHELLBOND-1612)
4715
Effluent 2075 Total 6790
+NaOH/Paraformaldehyde

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 14
Schematic diagram
Reaction Chemistry(SHELLBOND-1612)
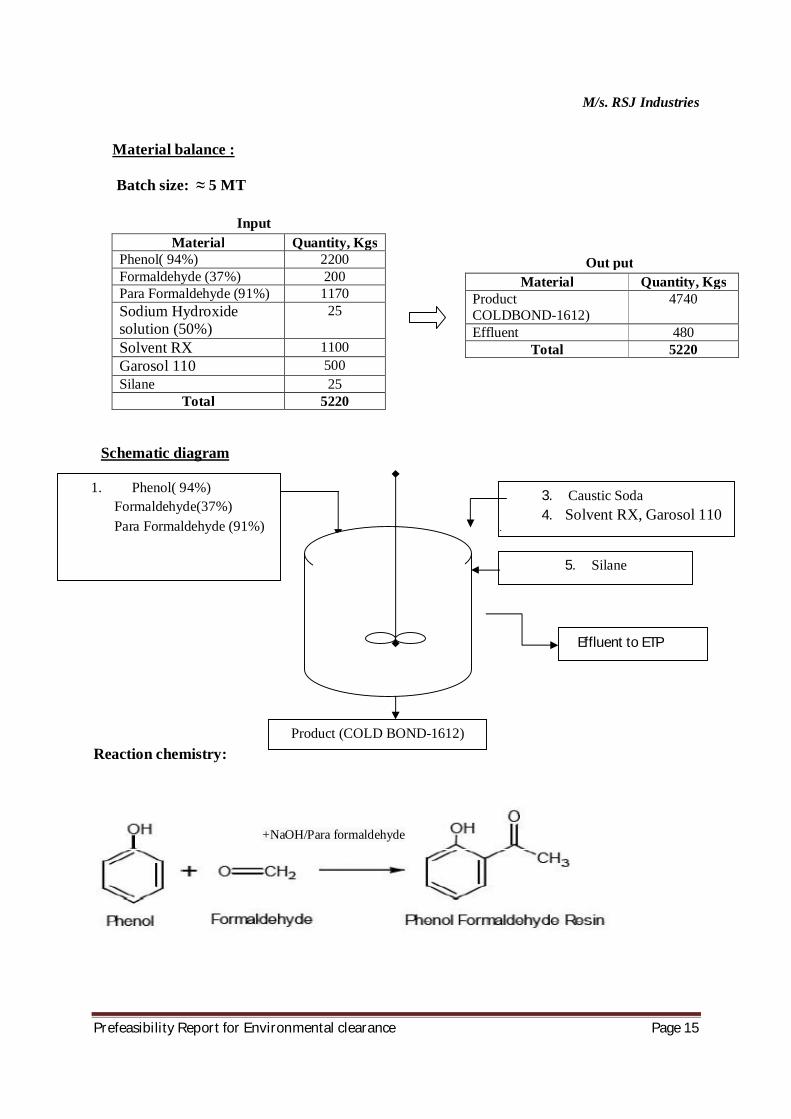
5) Phenol Formaldehyde Resin ( COLD BOX RESIN ) (Commercial/Brand Name : COLD BOND-1612)
Charge Phenol ( 94%) , Formaldehyde(37%), Para Formaldehyde (91%) and sodium hydroxide solution (50%) in reactor and agitate the solution.
Apply heat for 5 to 10 min. Exothermic reaction will start and temp. reaches upto 75 to 80 °C After reaching the temperature, apply heat to increase the temp. upto 110°C and reflux it for 1
hr. Dehydrate water until the resin gets clear and viscosity will reach around 40 sec. Cool the solution at 50 °C. Add solvent RX and Garasol 110 Add silane at 40°C. The prepared final product is taken for storage & dispatch
Total batch time for above process is 12 hrs.
1. Phenol( 94%) Formaldehyde(37%) Oxalic acid, Salicylic acid
2. Methanol
3. Silane
Product (SHELLBOND-1612)
Effluent to ETP
+C2H2O4 / C7H6O3
M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 15
Material balance : Batch size: ≈ 5 MT Schematic diagram
Reaction chemistry:
Input Material Quantity, Kgs
Phenol( 94%) 2200 Formaldehyde (37%) 200 Para Formaldehyde (91%) 1170 Sodium Hydroxide solution (50%)
25
Solvent RX 1100 Garosol 110 500 Silane 25
Total 5220
Out put Material Quantity, Kgs
Product COLDBOND-1612)
4740
Effluent 480 Total 5220
+NaOH/Para formaldehyde
1. Phenol( 94%) Formaldehyde(37%) Para Formaldehyde (91%)
3. Caustic Soda 4. Solvent RX, Garosol 110
3.
5. Silane
Product (COLD BOND-1612)
Effluent to ETP

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 16
Equipment Details for the Proposed Plant For storage of finished products, Mild Steel drums will be provided with capacity of 200 kgs to
250 kgs. (vi) Raw material required along with estimated quantity, likely source, marketing area of final products/s, Mode of transport of raw Material and Finished Product. The raw materials with quantity and mode of transport details are given in Table 4.
Sr No
Raw Materials Quantity (MT/Month)
Quantity (MT/Day)
Form Source Mode of transport
1 Phenol ( 94%) 543 21.7 Liquid Imported/ Local Shipment/ Truck 2 Formaldehyde (37%) 488 19.5 Liquid Imported/ Local Shipment/ Truck 3 Para
formaldehyde(91%) 165 6.6 Solid Imported/ Local Shipment/ Truck
4 Urea 21 0.84 Solid Local Road 5 Furfuryl Alcohol 152 6.0 Liquid Imported Shipment/ Truck 6 Methanol 135 5.4 Liquid Imported/ Local Imported/ Local 7 Oxalic acid 1.3 0.05 Solid Local Road 8 Salicylic acid 1.3 0.05 Solid Local Road 9 Caustic Soda
(NaOH) 21.5 0.86 Solid Local Road
10 Caustic potash (88%) 27.5 1.1 Solid Imported/ Local Shipment/ Truck 11 Silane 7.5 0.3 liquid Imported Shipment/ Truck 12 Solvent RX 70 2.8 Liquid Imported/ Local Shipment/ Truck 13 Garosol 110 32 1.28 Liquid Imported/ Local Shipment/ Truck 14 D M water 77.3
3.0
Liquid Local Truck
Equipment Quantity Capacity Reaction Vessel/Kettles (fitted with condenser, temperature indicator, glass window for visual inspection, safety pressure valve, stirrer for mixing coupled to a constant speed motor through reducing gear, jacket for cooling/ coils, steam heating and water cooling inlet and out lets, sampling valve, drainage valve).
5 Nos. 5 MT (each) (SS made)
Thermic Fluid Heater 1 2 Lakh Kcal/hour Steam boiler 1 1000 kg/hour Storage tank for Phenol 1 50 KL (Mild steel tank) Storage tank for Formaldehyde 1 50 KL (Tank with
rubber linning) Cooling tower 1 250 TR

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 17
(vii) Resource optimization/recycling and reuse envisaged in the project, if any, should be briefly outlined.
- If any Process Waste (Resin residue) generates, it will be reused back in process so far as possible. Non reusable resin residue will be disposed off to CHWIF site.
(viii) Availability of water its source, energy/power requirement and source should be given. Resource Requirements
1) Manpower Requirement
The total requirement of manpower for the proposed resin manufacturing plant is estimated at around 20 numbers. The required manpower is available locally.
2) Energy/power Requirements -Total connected load is 112.4 KW out of only 25 KW is used for existing activity. For proposed plant, balance 87. 4 KW power will be well enough. -Electricity requirement will be met through existing grid supply by Torrent Power Ltd.. -Incase of power failure, Standby DG Sets of 25 kVA capacity are available.
3) Fuel -Natural gas 5 MMBTU/Day will be used in boiler & thermic fluid heater, Industrial PNG connection has been already obtained from Adani Gas Limited. -Diesel (50 liter/Month) will be used to run the D.G.set (25 KVA) and will be purchased from local market
4) Water Requirement -The total water requirement in the proposed plant will be 9.7 kl/day. It will be sourced from GIDC water supply which will include water required for cooling (6 KL/day), Boiler:(2.2 KL/day), Domestic purpose (1 KL/day) & Gardening (0.5 KL/day). -@3 KL/day DM water will be required for processing which will be purchased from market

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 18
(ix) Quantity of wastes to be generated (liquid and solid) and scheme for their management/ disposal.
1) Water Environment & management From the proposed plant, 8.4 . KL/day Industrial effluent will be generated which include Process effluent (8 KL/day), Cooling blow down(0.1 KL/day) & boiler blow down(0.3 KL/day). For treatment of Industrial effluent, Primary effluent treatment plant with evaporator is proposed for zero discharge of industrial effluent./ if permitted by SEAC/SEIAA, we will send primary treated water to nearby common evaporation facility located in Vatva through dedicated tanker. Water breakup detail is given as below
Table 5. Sr No
Usage Water source
Water consumption
(KL/day)
Waste water generation (KL/day)
Disposal of waste water
A Domestic GIDC
1 0.8 To soak pit /septic tank system
B Industrial 1. Processing (DM water)
Local market
3* 8** To Primary ETP followed by
Evaporation/sent to nearby common
evaporation facility
2. Boiler GIDC 2.2 0.1 3. Cooling tower GIDC 6 0.3 Total industrial (1+2+3) 11.2 8.4
C Gardening GIDC 0.5 -- -- Total (A+B+C) -- 12.7 9.2 --
*water usage in process will be only for manufacturing of Alkaline Phenol Formaldehyde Resin (ALPHABOND-1612). There will be no water consumption in manufacturing of other resins **Process waste water will generated from chemical reaction between raw materials Details of Effluent Treatment plant Industrial effluent will be treated in an Effluent Treatment Plant (ETP) having evaporation system. Industrial effluent generated due to various industrial process/activity will be collected in oil trap tank for the collection of effluent for the removal of oil from effluent. pH which is generally 7 will be checked. Subsequently effluent from oil trap tank will be passed through filter bed to filter the suspended/floating materials. The filtered effluent will be collected in a holding tank having holding time of at least 12 hours. During the stated holding time, KMnO4 will be added and proper mixed with stirrer to destroy the Phenolics. From holding tank the effluent will be pumped in to evaporation system (Steam Jacketed Vessel) to evaporate the effluent. The supernatant will be taken to the evaporation tank (i.e. steam jacketed vessel) where said supernatant will be evaporated in our own evaporator within the premises/ it will be sent to nearby Common evaporation facility through dedicated tanker. The sludge remaining after evaporation will be collected in plastic (HDPE) bags and stored. This will

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 19
ultimately be sent to the land fill (TSDF) site for the ultimate disposal. .
ETP flow diagram
DETAILS OF ETP UNITS
Sr. NO.
DESCRIPTION SIZE
1 Oil Trap 1.5 X 1.5 X 2.0 (+ 0.5 FB) m 2 Filter Bed 1.0 X 1.0 X 1.25 (+ 0.5 FB) m 3 Chemical treatment
tank 1.75 x 1.75 x 2.0 (+ 0.5 FB) m
4 Settling cum holding tank
2.0 x 2.0 x 2.5 (+ 0.5 FB) m
5 Evaporation system Capacity :500 liter/hour 6 KMNO4 Solution tank Capacity :500 liter 7 Sludge drying bed 1.0 X 1.0 X 1.25 m

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 20
WATER BALANCE 2) Air Environment & management
-There will be no process emission from the proposed plant as reactors will be with closed system.
-Cleaner Fuel like natural gas will be used as fuel (5 MMBTU/day) in steam boiler (1000 Kg/hour) & Thermic fluid heater (2 lakh kcal/hour). Hence flue gas emission from the same will be within stipulated norms.
-Standby DG set will be intermittent source of flue gas emission with use of Diesel (50 lit/month) & operated only during power failure.
Water source: GIDC 9.7 Kl/day
Domestic use Cooling Boiler Gardening Processing
DM water (Purchased from market)
ETP (8.4 KL/day
Soak pit/ Septic tank
1 Kl/day 0.5 Kl/day 6 Kl/day 2.2 Kl/day 3 Kl/day
8 Kl/day 0.3 Kl/day
0.1 Kl/day
Own Evaporator OR
Sent to nearby Common evaporation facility vatva
0.8 Kl/day

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 21
Table 6.
Details of Proposed Stack/vent Sr No.
Stack identification Fuel & quantity
Stack height
Air pollution control system
Expected pollutant
1 Steam boiler Natural gas
5 MMBTU/day
11 meter Not required PM, SOX, NOX 2 Thermic fluid heater
11 meter
3 D.G.set-25 KVA (stand by use 50 liter/month
6 meter
Acoustic enclosure
3) Hazardous Waste Management The proposed plant will generate the following hazardous wastes
Table 7. Sr No.
Name of the waste Source Proposed quantity per
year
Mode of Disposal
1 ETP sludge/evaporation residue
ETP 1 MT/year TSDF Site
2 Resin waste/process residue
Process 0.5 MT/year Reuse/CHWIF site
3 Discarded drums/ containers/ bags
Stores 250-300 Nos./year
Authorized Recyclers
4 Used/spent oil Lubrication/ D.G.set
20 liter/year Registered Recyclers
(x) Schematic representations of the feasibility drawing which give information of EIA purpose
Application in Form I along with Pre-feasibility Report, relevant documents to State Level Expert Appraisal Committee (SEAC) as per Sr.
No. 5 (f) of EIA Notification, 14th September 2006 and subsequent amendments 25th June 2014 SO 1599 (E) of Ministry of Environment,
Forests and Climate Change (MoEF&CC)
Decision of State Level Expert Appraisal committee (SEAC)

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 22
4.0 SITE ANALYSIS (i) Connectivity
The proposed resin plant is located at Plot no. 10/11, GIDC Phase-1,Vatva, Ahmedabad-382445 Being industrial estate,Transportation facilities to access various markets are readily available from the plant. Both skilled and unskilled labours are easily available in the area.
Road Connectivity
Ahmedabad-Vadodara express highway is located at around 2.5 Km in NE direction from the proposed project site.
Rail Nearest railway line & nearest railway station is located at a distance of @ 0.2 km in WSW direction at Vatva Railway station whereas Maninagar railway station is located @4.5 km at in NW direction
Airport The nearest airport is Ahmedabad at approximately 12Km from the proposed site in NWN direction
Communication The site has access of telephone, internet and mobile connectivity.
(ii) Land Form, Land use and Land ownership
The proposed resin plant is located at Plot no. 10/11, GIDC Phase-1,Vatva, Ahmedabad. The plot no. 10/11 having total area 4401.37 m2 has been acquired by us out of @1525 m2 is currently used for existing industrial activity for which valid CTE/CCA have been obtained from GPCB and in remaining area (2876.37 m2 ), the propose project will be established which will include storage area of material/waste , ETP, internal road and green belt development.The land use of land for proposed resin manufacturing is industrial. The surrounding area of the project site is industrial land.
(iii) Topography (along with map)
It is a flat land and the average elevation is 46 m above MSL. Fig - 3 shows the 5 km
radius around the plant site. The proposed project area comes in Seismic Zone-III which
is classified as having a fairly medium probability of earthquake shocks. The latitude and
longitude of project site are A) 22˚57’36.06” N, 72˚37’50.40” E (B) 22˚57’33.37” N,
72˚37’51.03” E (C)22˚57’33.70” N, 72˚37’52.76” E (D) 22˚57’36.36” N, 72˚37’52.16” E

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 23
(iv) Existing land use pattern (agriculture, non-agriculture, forest, water bodies (including area under CRZ), shortest distances from the periphery of the project to periphery of the forests, national park, wild life sanctuary, eco sensitive areas, water bodies (distance from the HFL of the river), CRZ. In case of notified industrial area, a copy of the Gazette notification should be industrial area, a copy of the Gazette notification should be given.
The location of the plant is in GIDC estate hence it is non agricultural land. There are no ecosensitive areas such as forest, national park,wildlife sanctuary, biosphere reserves and wildlife corridors etc. located within 15 km radius of project area. The nearest Sabarmati River is located in NW Direction at @7.8 km
(v) Existing Infrastructure
The site for proposed resin plant is within the RSJ industries’s unit located in GIDC estate. The power and water required for the proposed resin plant is already available at existing plant. Due to Developed industrial zone/estate, Proposed resin plant will be facilitated with good infrastructure and other facilities such as availability of skilled as well as unskilled workforce, contractors, superior communication facilities, transportation facilities etc.
. (vi) Soil Classification As proposed resin plant will set up in existing unit located in GIDC estate, Soil testing is not carried out. (vii) Climatic data from Secondary Sources:
The weather and climate in Ahmedabad is influenced by the Arabian Sea. Aside from the monsoon season, the climate is dry. The weather is hot from March to June during which the average summer temperature maximum is 43-44 °C and the average minimum is 24-25 °C. From November to February, the average maximum temperature is 30-32 °C the average minimum is 13-15 °C. The Warmest month is May whereas the coolest month is January. The southwest monsoon brings a humid climate from mid-June to mid-September. The average annual rainfall is about 770 milimetres. The relative humidity typically ranges from 16% (dry) to 95% (very humid) over the course of the year. The wind speed ranges from 0.5 m/s to 6 m/s,
(viii) Social Infrastructure Available
Social Infrastructure facilities (both public and private) such as schools, hospitals,community halls, markets, colleges, railway station and religious buildings are located with 10 km radius from the site.

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 24
5.0 PLANNING BRIEF
(i) Planning Concept (type of industries, facilities, transportation etc.) Town and country Planning/Development authority Classification
The proposed resin plant is located at Plot no. 10/11, GIDC Phase-1,Vatva, Ahmedabad-382445. The plot no. 10/11 having total area 4401.37 m2 has been acquired by us out of 1525 m2 is currently used for existing industrial activity for which valid CTE/CCA have been obtained from GPCB and in remaining area (2876.37 m2 ), the proposed project will be established which will include production shed and storage area of material/waste and green belt development.Transportation of materials will be mainly carry out on road and infrastructure is already available
(ii) Population Projection
The project will employ most of the workers (@ 20 nos.) from nearby areas.
(iii) LAND USE PLANNING (BREAKUP ALONG WITH GREENBELT ETC)
The plot no. 10/11 having total area 4401.37 m2 . Land use breakup is given in following table: Table 8.
(iv) Assessment of Infrastructure Demand (Physical & Social)
The infrastructure facility is already available which shall be used and properly maintained. Proposed project will provide employment for around 20 persons directly from local area.
(v) Amenities/Facilities
Sr no.
Land use Area (square meter)
1 Built up area (existing) 1490 2 Built up area (Proposed) 425 3 Garden/green belt area 165 4 Parking area 40 5 Open area &Internal Roads 2281.37 Total area 4401.37

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 25
Basic amenities/facilities is available as road, power supply, communication, water supply, medical and health etc. Site is well connected with road and other infrastructure facilities.
6.0 PROPOSED INFRASTRUCTURE
(i) Industrial Area (Processing Area) Additional production shed including raw material product storage area will be constructed &
green belt developed. Existing infrastructure (admin building, parking, security cabin, toilets/bathroom etc) will be utilized.
(ii) Resident Area (Non Processing Area) No residential area is proposed. (iii) Green Belt
Greenbelt will be developed inside the plant boundary as per statutory norms. (iv) Social Infrastructure
Existing infrastructure will be maintained. Direct & Indirect employment opportunity, sales tax, road tax to state government will be facilitated by project.
(v) Connectivity (Traffic and transportation Road/Rail/Metro/Water ways etc.)
Listed connectivity is already available from nearby area. No additional connectivity is required.
(vi) Drinking Water Management (Source & supply of water)
Drinking water shall be made available all the times to workers. The Water will be sourced from GIDC water supply
(vii) Sewerage System Domestic effluent/ sewage of 0.8 KLD will goes to septic tank followed by soak pit.
(viii) Industrial Waste Management We shall treat the industrial effluent in proposed ETP and treated effluent will be completely evaporated/ or will be sent to nearby Common evaporation facility.
(ix) Solid Waste Management ETP sludge/evaporation residue generated from waste water treatment will be disposed off to TSDF site whereas Resin waste/process residue will be reused so far as possible and non reusable will be disposed off to CHWIF site. Discarded drums/ containers/ bags will sent to Authorized Recyclers whereas Used/spent oil will be sent to Registered Recyclers. Adequate temporary storage facility will be provided for each kind of waste.

M/s. RSJ Industries
Prefeasibility Report for Environmental clearance Page 26
(x) Power Requirement Total connected load is 112.4 KW out of only 25 KW is used for existing activity. For proposed plant, balance 87. 4 KW power will be well enough.
7. 0 REHABILITATION & RESETTLEMENT (R&R PLAN)
(Policy to adopted (Central/State) in respect of the project affected person including home oustees, land oustee and landless labour (A briefoutline to be given).
No human settlements are existing in the project area. The proposed project does not involve any rehabilitation and resettlement
8.0 PROJECT SCHEDULE AND COST ESTIMATES (i) (Likely date of start of construction and likely date of completion (time schedule for the
project to be given)
Project will commence within one month after getting environmental clearance from SEAC, Gandhinagar.
(ii) Estimated project cost along with analysis in terms of economic viability of the project
The estimated capital cost of the proposed project is Rs. 1.015 crores. Average sale value of proposed product will be in range of Rs. 45- 125/Kg. This shows that the project will be viable in view point of economy. The above figure may vary as per actual cost of production and sale value in the market.
9.0 ANALYSIS OF PROPOSAL (FINAL RECOMMENDATIONS) (i) Financial and social benefits with special emphasis on the benefit to the local people including tribal population, if any, in the area.
Based on the growing demand in the state, the proximity of the project location to this market is an advantage with respect to reduction in Freight of resin to these markets & in nearby towns. The State Government will get revenue in the form land tax/surface rent; Sales tax/VAT, income tax etc. will be addition.





























