-
5/19/2018 Plasma gasifier modelling
1/9
ADVANCED PROCESS MODELS FOR BIOMASS GASIFIERS
E. Biagini1, L. Masoni1, M. Simone2, E. Bargagna2, G.
Pannocchia2, C. Nicolella2, L. Tognotti2
1 Consorzio Pisa RicercheDivisione Energia Ambiente, Lungarno
Mediceo, 40, 56125 PisaITALY2 Dipartimento di Ingegneria
ChimicaUniversit di Pisa, Via Diotisalvi, 2, 56127ITALY
ABSTRACT: The optimization of biomass gasification should be
studied with advanced models to evaluate the effect of the
operating conditions, quantify the by-products (CO2, CH4, tar)
and compare different reactor configurations. In this work
different gasifiers (fixed beds, fluidized beds, entrained flow
reactors) are modeled with Aspen Plus according to an
originally developed procedure. The innovative feature of the
modeling procedure for all cases consists in the separation of
the steps of solid fuel gasification (devolatilization,
oxidation, gasification of the char, homogeneous reactions and
tar
cracking) and the development of dedicated sub-models (by
adapting conventional blocks of the software or implementing
dedicated sub-models). All steps are connected to respect
material and heat balances according to the gasifier
configuration.
In addition a detailed description of the downdraft gasifier is
realized as a distributed domain of several CSTRs and solving
energy and mass equations for gas and solid phases with gPROMS
software. The entrained flow reactor is also developed
with Aspen HYSYS to give a more comprehensive and automatic
solution. All gasifier models developed in this work are
powerful tools to be integrated in process study and
optimization analysis.
Keywords: gasification, pyrolysis, fixed bed, dual fluidized
bed, fluidized bed
1 INTRODUCTION
Biomass gasification is an attractive process to
convert a solid fuel into a gaseous product. Although
gasification is a relatively old process, the versatility of
the process (with production of syngas, electricity,
hydrogen or chemicals) and the multiplicity of
technological solutions (fixed beds, moving beds,
fluidized beds and entrained flow reactors) make it a
current topic of investigation. Process studies should be
performed for defining the best process configurations
and optimizing the operating conditions [1-2]. The
gasification reactor can be designed under very different
solutions [3]. The heat needed can be provided by partial
oxidation of biomass with air or pure oxygen, or by sand
recirculation. Steam may be added to promote
gasification. Temperatures, pressures and residence times
vary in wide ranges depending on the technological
configuration. In spite of all these differences, most
process studies in the literature modeled the gasifier as an
equilibrium reactor. This approach is indeed fundamental
for a preliminary study but hardly suitable for process
analysis and optimization procedures. Some issues arise
when introducing the equilibrium hypothesis in
optimization studies, as detailed below:
1. the relation between gasification temperature andthe
operating conditions is limited, as essentially two
conditions can be set: isothermal or adiabatic conditions.
In all cases a realistic thermal profile can not be
introduced, nor a heat recovery (for instance in the
reactor jacket). In the real reactor, the reactor
temperature
should arise from a global heat balance dependent on the
conditions (above all the oxygen-to-fuel ratio), and this
will be a goal of this work;
2. by-products in the syngas (e.g. CH4 and CO2) are
generally underestimated even though their value is
fundamental for the realistic evaluation of the process
efficiency. Residual char is not predicted in equilibrium
calculations, while the conditions for complete
conversion should be determined to assure highefficiencies and
avoid problems in downstream units.
Similarly, tar is not predicted in most studies: its
quantification is actually fundamental to estimate the
process efficiency and the quality of the syngas
produced;
3. gasification is a complex ensemble of chemical
and physical phenomena. Each step can be operated
under different conditions and the configurations of
gasifiers can be compared only by developing a detailed
model. This is also the case of reactors that can be hardly
represented with an equilibrium reactor (e.g., due to the
low temperatures and residence times achieved).
For all the above points a gasifier model should be
developed instead of a gasification model. So, the aimof this
work is the development of a procedure for
modeling different gasifiers and show some examples of
gasifier models.
2 MODELLING METHODOLOGY
A general procedure is developed to represent
different gasifiers as multizonal models. The main points
are summarized here and discussed in the next sections
along with some examples for different reactors:
- definition of the functional scheme of the
gasifier;
- separation of the characteristic steps of solid fuel
gasification (devolatilization, oxidation,
gasification of the char, homogeneous reactionsand tar
cracking);
- development of sub-models of each step (by
adapting conventional blocks of the software or
implementing specific models);
- connection of all steps to respect the material
and heat balances according to the gasifier
configuration.
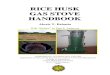
A pyramidal approach is developed dividing the
phenomena occurring in the gasifier on different levels.
(Figure 1). On the first one the evaluation of the heat and
mass transfer phenomena at the molecular level should be
based on the operating conditions and allows the initial
reactions to be described. The pyrolysis model is thebasic step
of all gasification models and is known to
depend strongly on the operating conditions (temperature,
residence time and heating rate) besides the fuel
characteristics. The homogeneous reactions are fast and
-
5/19/2018 Plasma gasifier modelling
2/9
connected to the previous evaluations.
Heterogeneous reactions (involving the solid char
particle) are the controlling step of the entire system and
are studied on a second level as the consequent
transformations involve the particle (via size variation,
fragmentation, ash distribution and porosity
evolutionphenomena). Diffusion of gasifying agents (O2, H2O and
CO2 above all), kinetics of char reactions, diffusion of
gaseous products should be represented in a realistic
model (considering intra-particle phenomena) to take into
account the variation of the conditions during the
gasification.
Gas-particle interactions, gas and solid fluid-
dynamic, solid-solid interaction (for instance in co-
gasification applications where different fuels can
interact) should be studied on a reactor level by
considering the reactor configuration. Also the heat
transfer on a macro-scale (e.g., presence of cooling
jackets or heat transfer surfaces) can be described only
once the geometry of the gasifier is defined.Finally the
gasifier model should be validated with
experimental data. Lab-scale reactors can be used to
validate decoupled sub-models on molecular and particle
levels. Pilot-scale and large-scale gasifiers can be used to
validate the entire models.
Heat and MassTransfer Phenomena
PyrolysisDescription
Gas-PhaseReactions
Intra-ParticlePhenomena
ParticleEvolution
HeterogeneousReactions
Gas-SolidInteractions
GasifierGeometry
GASIFIERMODEL
ValidationLEVEL 1
LAB-SCALE
GASIFIER
LEVEL 3
LARGE-SCALE
GASIFIER
LEVEL 2
PILOT-SCALE GASIFIER
MOLECULAR
LEVEL 1
PARTICLE
LEVEL 2
REACTOR
LEVEL 3
Figure 1: Pyramidal approach for the development of a
gasifier model
The main sub-models will be described in the
following section for the reacting steps. They are adaptedfor
the actual configuration of the gasifier once the
particle and reactor levels are defined. Some examples of
gasifier models will be discussed in section 4. All models
are developed using Aspen Plus and the model
approach will be compared.
Fixed bed (downdraft), fluidized beds (circulating
and dual beds) and entrained flow gasifiers are studied
here. Only in the first case the small scale justifies the
feed of biomass alone, while in the other cases a co-
gasification of biomass with coal can be studied. All
gasifier models are developed in view to be linked to
other unit models for studying different processes (for
example hydrogen production) in a global Aspen Plus
model.Also other codes are used for modeling some
gasifiers (gPROMS for a downdraft reactor and Aspen
HYSYS for an entrained flow gasifier). The
methodological approach is similar to the Aspen Plus
based models. The peculiarities and the capabilities of
these codes will be discussed in this work.
3 DESCRIPTION OF MAIN SUB-MODELS
All reactive sub-models are represented as Kinetic
Reactors (Plug Flow Reactor or Continuous Stirred Tank
Reactor depending on the reactor configuration).
Different thermal options (adiabatic, constant
temperature, thermal profile, constant coolant
temperature) can be set for the heat transfer according to
the reactor configuration. The list of all reactions is
given
in Table 1.
3.1 Devolatilization sub-model
The first reacting step of the biomass is the
devolatilization. It is a thermal decomposition that
produces a solid residue (char, that will be the reactant in
the following gasification reactions), a condensableorganic
product (tar) and the main gaseous species (CO,
CO2, CH4, H2O, H2, C2H4, N2, NH3, HCN, H2S, COS).
No conventional block can represent this step in any
commercial codes. Here, a structural model (ABCD
Advanced Biomass and Coal Devolatilization model [4])
is used for the biomass devolatilization. As a matter of
fact this model can simulate also the devolatilization of
different rank coals.
The ABCD model gives the yield of macro-products
and the speciation of gases once the fuel composition and
the operating conditions are given. The ABCD code can
be hardly implemented in Aspen Plus because of the
expensive computational cost. Therefore, aUser Routine
is developed for the devolatilization step (scheme of
Figure 2). Basically, it consists of a database and a
calculation function. The former is created with the
results of off-line simulations of the ABCD model
applied to the devolatilization of a specific biomass in a
wide range of pressures and temperatures. The
calculation function dialogues with the main model by
receiving the actual values of temperature and pressure,
interpolating the results of the database and returning the
speciation of the devolatilization product stream. In all
cases the material balance is verified.
MODEL in themain code
ABCD model
off-line simulations:
biomass composition
T = 600 1600 C
P = 1 40 bar
(T,P)
PYROLYSIS DATABASE
#########%H2
#########%CH4
#########%CO
#########%CO2
#########%H2O
#########%tar
#########%char
1000800600P 30
PYROLYSIS DATABASE
#########%H2
#########%CH4
#########%CO
#########%CO2
#########%H2O
#########%tar
#########%char
1000800600P 30Calculation
function(interpolation of
data and
normalization)devo
products
DEVO USER ROUTINE
Figure 2: Scheme of the devolatilization block
3.2 Homogeneous reactions sub-model
The homogeneous reactions are modeled assuming
parameters from literature. The general rate expression is
the following:
=
i
n
i
jm
jj cRT
ETAr exp
where A and E are the kinetic parameters of j-th
reactions, m is the exponent of the temperature, c is the
concentration of reactants and n is the order of the
reaction with respect to that reactant. For reversible
-
5/19/2018 Plasma gasifier modelling
3/9
reactions (e.g., the water gas shift reaction) the last term
involves also the concentration of the products.
3.3 Tar reactions sub-model
The quantification of the tar is a fundamental issue in
gasification models to define the quality of the producedsyngas,
the downstream cleaning units and the end-use of
the process. Therefore it is important to develop a global
model that allows one to study the optimal conditions to
limit the tar formation or enhance the tar destruction. The
tar is formed during the pyrolysis step, while it is
destroyed in the subsequent steps: tar cracking (bond
scission caused by heat transfer to give light gases),
oxidation (if oxygen is available in the reactor) or
reforming (with reactions with H2O or CO2 to give
partially oxidized products).
The tar from biomass is here represented as
levoglucosane (C6H10O5) that is the monomer of cellulose
(while anthracene C14H10 represents the tar from coal). In
all cases, a power law expression is used for the reactionrate
as that reported in the previous sub-section. As for
the kinetic parameters, they are adapted from [5,6] for the
tar cracking. Kinetics of heavy hydrocarbons (with
similar molecular weight) are adopted for both tar
oxidation and reforming.
3.4 Heterogeneous reactions sub-model
Heterogeneous reactions (those involving the char
from the previous devolatilization step) are modeled
assuming the unreacted core-shrinking model. Both the
diffusion and kinetic transfer coefficients are considered
for all heterogeneous reactions (of combustion as well as
gasification). The general expression is:
S
RD
j
j A
kk
cr
+=
11
where c is the concentration of the j-th species (O2,
H2O, CO2, H2), kD is the diffusion coefficients that takes
into account the mass transfer to the particle, kR is the
reaction coefficient (that has the Arrhenius form) and ASis a
surface factor that depends on the external surface
area of the particle. This latter parameter varies during
the reaction. The shrinking of the particle is modeled by
considering the conversion and the ash content of the
biomass [7]. In most cases a density constant model isadopted,
while only the particle diameter reduces from
the initial value to a critical value depending on the ash
content of the original fuel.
Different sets of kinetic parameters can be found in
literature for combustion/gasification systems. Every set
was validated and thus can be applied in a specific range
of operating conditions. In this work, kinetics of
combustion and gasification are divided in two ranges:
- range 1, for room pressure and relatively low
temperatures (800-1200 C);
- range 2, for high pressure (20-40 bar) and high
temperature (1200-1600C).
Kinetics for the heterogeneous reactions are adapted from[6,8]
for range 1 and from [7] for range 2.
Table I: Reaction sets used in the sub-model
development
Devolatilization reactionsfuel char + tar + ligh gas
Combustion reactionsvolatile combustion H2 + O2 H2O
CO + O2 CO
CH4 + 2O2 CO2 + 2H2OC2H4 + 3O2 2CO2 + 2H2O
char oxidation C (char) + O2 CO
tar oxidation C6H10O5(tar) + 17/2 O2 6CO2 + 5H2O
Gasification reactionschar gasification C (char) + H2 O CO +
H2
C (char) + CO2 2CO
C (char) + 2H2 CH4
tar reforming C6H10O5(tar) + H2O 6CO + 6H2
methane reforming CH4 + H2 O CO + 3H2
water gas shift CO + H2 O CO2 + H2
4 DEVELOPMENT OF GASIFIER MODELS
The development of different gasifiers are discussed
in this section. The first examples (fixed bed, fluidized
beds, entrained flow reactor) are reported for Aspen
Plus applications and compared among them as
uniform hypotheses are adopted. The last two examples
concerns the downdraft gasifier model developed with
gPROMS and the entrained flow reactor model with
Aspen HYSYS.
4.1 Example 1: downdraft gasifier
A scheme of the downdraft gasifier is shown in
Figure 3a. It is a versatile and proven solution in the
range 50-500 kWth. Most reactors are operated with sub-
stoichiometric air in commercial units, but also some
scientific investigations with steam/oxygen mixtures can
be found [9,10]. The internal peak temperature is around
1200 C, the syngas leaves the reactor at 700-1000C. In
this work we studied a 250 kg/h atmospheric gasifier.
The gasifier is modelled with Aspen Plus according
to the scheme of Figure 3a. After the heating of the
biomass, a first reactor block (the Yield Reactor
DECOMP) represents the devolatilization step, that gives
the pyrolysis macro-products (with the speciation of light
gases) balancing the moisture and ash content of the
biomass.The pyrolysis products are then mixed with the
gasifying agents to feed the reactor block (H-REACT) in
which all the above equations of combustion, gasification
and tar-cracking are modelled in a PFR configuration.
The temperature is calculated from the heat balance of
the system. The MIXHEAT block collects all heat
streams from heater and reactor blocks. A design
specification (a calculator tool in Aspen Plus) is used to
iteratively define the reaction temperature in the main
reactor, so that the value of the dispersion (the heat
stream DISP exiting the MIXHEAT block) converges to
the assumed value (5% of the generated heat).
Finally, a separator (SEPASH) separates the solid
residue from the syngas (according to an efficiency valueof 0.9)
and acooler(H-REC) simulates the heat transfer
between the syngas and the reactor before the exit.
-
5/19/2018 Plasma gasifier modelling
4/9
4.2 Example 2: circulating fluidized bed gasifier
The circulating fluidized bed is formed by a riser
(where oxidation/gasification reactions occur) and a
downcomer (for the recirculation of the sand used as a
heat carrier). Fuel, oxygen and steam are fed in the upper
sections of the riser. Some syngas (from the downstreamunits) is
also used as a recirculation gas to assure the
hydrodynamics of the system.
Some modeling aspects of the fast fluidized bed are
discussed in this section. The approach is used for
simulating both the circulating fluidized bed and the beds
of the dual bed gasifier.
The high temperature and heating rate allow one to
consider the devolatilization step completely separated
from the combustion and gasification reactions.
The hydrodynamics of the fluidized beds was
modeled by following the considerations on a fluidized
bed combustor model exposed in [11]. A similar
approach was considered also by Corella The reactor bed
was divided in two regions (see example in Figure 3b):- a dense
lower region with a constant
suspension density (turbulent fluidized
bed);
- a more dilute upper region with a
decreasing suspension density.
The upper region is assumed to be axially composed
of two zones:
- the acceleration zone is at the bottom part
of the upper region where the solids are
accelerated to a constant upward velocity;
- the fully developed zone is located above
the acceleration zone, where the flow
characteristics are invariant with height.
In the acceleration zone, the axial voidage decreases
with the height of the riser. The average value of the
voidage between two height values of the riser can be
calculated using the expression proposed by Kunii and
Levenspiel [13]. The lower region is represented by a
single CSTR, while a series of CSTR with decreasing
voidage is used to take into account the solid fraction
variation in the upper region.
In the lower CSTRs both combustion and gasification
reactions are considered, while after a certain height only
gasification reactions are considered because of the
completely oxygen consumption. As discussed before,
heterogeneous reactions of combustion and gasification
are modelled with the unreacted core-shrinking model, soa mean
particle diameter is assumed in each CSTR in
order to evaluate the reaction rates.
Another important topic is to determine the
conditions for the fast fluidization of the beds. The
superficial velocity of the gas should be at least higher
than the transport velocity [14]. An iterative procedure is
implemented to assure the proper superficial velocity by
varying the recirculation gas flowrate. Iterations are
necessary because variations in the fluidization gas
recirculated causes variations in the syngas produced.
4.3 Example 3: dual beds gasifier
The dual bed gasifier is formed of two fluidized beds(see Figure
3c):
- bed1 is fed with the fuel and the hot sand
and works as a gasifier;
- bed2 is fed with air and the cold sand from
bed1 (that contains also some residual char)
and work as a combustor to heat the sand.
The main pro of this configuration is the use of air
(instead of pure oxygen) to get a syngas with no nitrogen.
The sand recirculation is used as a heat carrier andvariations
in the fuel-to-sand ratio can be studied only
with a detailed approach.
Both beds are modeled with the same approach
described in the previous sub-section.
4.4 Example 4: entrained flow gasifier
The reactor studied is an entrained flow reactor with
quench water (technology of Future Energy, scheme in
Figure 3d). The pressure is between 20 and 40 bar. A
burner in the top section feeds the fuel and sub-
stoichiometric oxygen. Very high peak temperatures are
achieved (1500-1600C), so steam can be added to
promote endothermic gasification reactions. A coolingscreen
shields this part of the gasifier and recovers heat
for the production of low pressure steam. A cooling
jacket for the production of pressurized hot water
envelops the entire reactor. The high gasification
temperatures limit the tar in the syngas and make the ash
to melt, thus forming a slag on the reactor walls. This
slag is cooled and removed by the quench water in the
bottom part of the gasifier. In this work we studied a
5000 kg/h gasifier under a fixed pressure of 30 bar.
The gasifier is modelled with Aspen Plus according
to the functional scheme of Figure 3d. As in the previous
cases, the first step is the devolatilization of the fuel,
followed by a separated combustion chamber (modelled
as a PFR reactor with the oxidation reactions of table 1)
that represents the burner. The high heating rate expected
in this reactor allows to justify this hypothesis. The
subsequent gasification step includes the other reactions
of table 2.
The heat produced in the combustion step is used for
the other endothermic reactions (pyrolysis and
gasification), the pre-heating of the reactants and the heat
recovery in the cooling screen. The same iterative method
described in 4.1 is applied.
4.5 Example 5: downdraft gasifier with gPROMS
An accurate description of the mechanisms and
geometry of the fixed bed gasifier described in section
3.1 was done with gPROMS. A distributed model wasdeveloped to
give an interpretative and diagnostic tool,
capable to aid the experimental activity with pilot scale
gasifiers, as well as provide indications about the effect
of the operating conditions and geometry.
The gPROMS model schematizes the gasifier as a 1-
D domain (only the axial variable distributions are
represented) meshed with 300-1000 cells. Figure 3a
reports a scheme of the gPROMS model. The simulation
of the system requires operational input (gas and solid
flow rates, wall temperature), gas and solid compositions
and some details about the pyrolysis behaviour of the
biomass (devolatilization kinetics, macroproducts
distribution and gas species).
The model is based on dynamic equations of heat andmass balance.
Therefore the ignition behaviour can be
simulated as well as variations in the operating
conditions. The main outputs of the simulation are the
temperatures distribution along the gasifier axis and the
-
5/19/2018 Plasma gasifier modelling
5/9
gas species distribution.
4.6 Example 6: entrained flow gasifier with Aspen
HYSYS
The entrained flow gasifier described in the previous
sub-section 4.4 was modeled also with Aspen HYSYS.The functional
scheme is the same of figure 3d. Aspen
HYSYS has a user-friendly interface, a good
thermodynamic package and the possibility of
implementing dedicated extensions that can enrich the
block library of the software and allow the simulation of
unconventional operations (as the devolatilization and
gasification steps). The extensions can be written with
programming codes (e.g., Visual Basic 6.0) that support
the automation, and create Unit Operations that can be
integrated in Aspen HYSYS in an easy, robust and
versatile manner.
The first extension was created for the
devolatilization step. Theoretically the basic approach is
the same ABCD model mentioned in the sub-section 3.1.This model
is originally written in FORTRAN and is
available as an executable file: it requires an input text
file and writes the results to an output text file. The
Aspen HYSYS Devolatilization extension developed in
this work acquires the data (on fuel characteristics and
operating conditions) to write the input file, runs the
executable file and transfers the results from the output
file to the main code of Aspen HYSYS by defining the
stream of the Devolatilization Products-1 (see scheme in
Figure 4). This is a big step forward that avoids off-line
simulations of the ABCD model (with the generation of aDataBase
as described in the sub-section 3.1), removes
the errors due to interpolation procedures and allows
quicker simulations with different fuels (in the previous
case we had to build a DataBase for all fuels tested).
The second peculiar extension developed in the
Aspen HYSYS model was for the gasification step.
Also in this case the unreacted-core shrinking model was
implemented (according to the approach described in the
sub-section 3.4) in an adiabatic PFR block. It is worth
noting that kinetic reactions of solid compounds is not a
conventional operation in Aspen HYSYS [16].
Finally the heat balance is set by algebraically adding
the heat streams of all blocks (heaters and reactors) and
the heat recovery (cooling screen and cooling jacket) tothe
block BALANCE-1 (see figure 4). The Adjustment
tool (ADJ-1) allows the combustion temperature to be
iteratively defined to solve the heat balance.
(a)
air inlet
periodically removed solid
syngas
biomass
inlet
fixed bed over grate
GASIFICATION
ZONE
OXIDATION
ZONE
PYROLYSIS
ZONE
DRYING
ZONE
Solid Residues
t=0 IGNITION
Gasifying
agent
Biomass
SynGas
SOLID PHASEGAS PHASE
Heat streams
Mass streams
DispersionDispersion
P
FR
P
FR
P
FR
P
FR
gPROMS model
(b)
Sand
recirculation
AshBiomass
GASIFICATION
REACTOR
Oxygen
Steam
CYCLONE
Syngas
Recirculation gas
Figure 3: Sketch of the gasifiers studied and relative scheme
for modeling (cont.)
-
5/19/2018 Plasma gasifier modelling
6/9
(c)
Hot Sand
20C
Ash
Syngas
COMBUSTOR
(BED 2)
PYROLYSIS/
GASIFICATION
REACTOR
(BED 1)
Exhaust
Char
+Sand Air
Fluidization Gas (from clean gas section)
Biomass
DEVOsub-model
GASIFICATIONsub-model
(n CSTR in series)
separation
COMBUSTIONsub-model
(CSTR)
pre-heating
DEDUST
hot sand
sand/char/ash
air
exhaustgases
excess solid
syngas
gas
recircula
tion
biomass
BED
1
BED
2
(d)
fuel pre-
heating
gasifying
agents pre-
heating
fuel oxygen
steam
DEVO
sub-model
(CPD Db)
COMBUSTIONsub-model (PFR)
GASIFICATIONsub-model (PFR)
i-th QUENCH
(MIXER)
i-th HEATRECOVERY
SEPARATIONsyngas
waste water
slag
quench water
hot water
LP steam
pressurizedwater
hot water
material
streams
heat
streams
HOMOGENEOUSREACTIONS (PFR)
COOLING JACKET
COOLING SCREEN
Figure 3: Sketch of the gasifiers studied and relative scheme
for modeling
Figure 4: Scheme of the entrained flow gasifier model with Aspen
HYSYS
Table II: Composition of fuels
Fuel Ultimate Analysis (wt% dry and ash free) Proximate Analysis
(wt% dry) Moisture
C H N S Cl O VM FC ash (wt%)
Poplar wood 51.7 6.47 0.25 0.05 0.01 41.52 85.1 13 1.9 20
SA coal 81.6 4.84 1.75 1.27 - 10.54 26.7 58.6 14.7 7
-
5/19/2018 Plasma gasifier modelling
7/9
5 RESULTS AND DISCUSSION
Some examples are commented here remarking the
capability of each approach and the peculiar results with
respect to equilibrium or simplified models. It is worth
reminding that all models were developed to comparedifferent
gasifier configurations and evaluate the effects
of the operating conditions on the syngas conversion to
optimize the gasifier performance or, in case, the global
process.
In the first example, the downdraft model developed
in Aspen Plus was used for the gasification of poplar
wood (properties in Table 2) with mixtures of oxygen and
steam. In all cases the temperature achieved in the
gasifier is limited to 1200C. The results are shown in
Figure 6 as functions of the Equivalent Ratio (ER), that is
the ratio between the actual oxygen present in the
gaseous feed and that needed for the complete oxidation
of the fuel. The higher the value of ER, the lower the
heating value of the syngas produced in the gasifier (dueto the
higher oxidation level). So, the conditions for the
maximum LHV could be considered for a direct
combustion of the syngas (e.g., for power production).
The syngas composition should be taken into account
for hydrogen production processes. The hydrogen
produced in the gasifier shows a maximum for a value of
ER near 0.5 (see Figure 5). Above this value the excess
oxygen oxidizes the gaseous products and thus a decrease
in the production of hydrogen is observed. The syngas
contains also CO, CO2 and CH4 (not shown in the figure),
so the complete composition should be considered for
assessing the performance of the entire process (e.g., the
CO can be converted to give additional hydrogen in a
downstream water gas shift unit).
The tar at the exit of the gasifier is also shown in
Figure 5. The high tar content in the syngas for values of
ER between 0.35-0.40 makes prohibitive the direct
utilization of the syngas in engines or turbines for power
production. In this case onerous gas-cleaning units should
be installed and a loss in efficiency should be expected.
Values of HR slightly higher (0.45-0.50) can be
programmed for obtaining a syngas with a lower heating
value but with limited tar content. It is worth remarking
that this consideration can not be done with an
equilibrium model of the gasifier because tar can not be
predicted.
The gPROMS model of the same gasifier allows one
to obtain more detailed results. For instance, the thermal
profiles inside the reactor under various conditions areshown in
Figure 6. The gas and solid temperatures in the
gasifier are reported for two values of the equivalence
ratio. The higher the ER, the higher the maximum
temperature of both phases. Three different zones can be
observed in the thermal profile:
1. the solid phase is heated up by the radiation
from the lower hot zone; consequently the gas
phase is heated up by convective heat transfer
from the solid phase;
2. the temperature peak is caused by the oxidation
reactions that mainly rise the gas temperature;
3. after the oxidation reactions the temperature
decreases due to gasification reactions and
thermal dispersion; in this zone the gas andsolid phases reach a
thermal equilibrium.
Further results can be obtained with this detailed
approach. For instance the rate of char conversion due to
char oxidation and gasification which is an useful
information to estimate the reaction front position and
plan a sampling position in the reaction bed. Also some
dynamic simulation can give interesting evaluations on
conditions variations. Pressure drops due to the particle
size of the biomass can be estimated.A mixture of biomass and
coal (properties in Table 2)
is studied for the circulating fluidized bed. A sensitivity
study can be performed by varying the biomass-to-coal
ratio, the steam-to-fuel ratio or the oxygen-to-fuel ratio
(also expressed as equivalence ratio). The example of
Figure 7 shows the syngas composition at the exit of the
gasifier for fixed values of steam and oxygen (ER = 0.4,
steam-to-fuel = 0.2) for the co-gasification of poplar
wood and coal. The higher the biomass sharing, the lower
the temperature of the gasifier; also the lower the syngas
quality (in terms of hydrogen and CO content). Also
some more tar can be observed and this can be a
consequence of the lower temperature achieved.
A mixture of biomass and coal is studied also for thedual beds
gasifier. In this case the co-gasification is
dictated by the need of residual char that has to be passed
from bed1 to bed2 to assure the autothermal feasibility of
the system. Some biomass indeed produces a too low
quantity of char. This can be observed in Figure 8 where
the temperature of both beds are reported as function of
the biomass-to-coal ratio. The higher this ratio, the lower
the temperature of both beds. Also the residual char from
bed1 to bed2 decreases significantly as shown in the
figure. Finally, the hydrogen production decreases.
Additional analysis can be carried out with this tool
in order optimize the system. For instance, the sand-to-
fuel ratio and the gas recirculation flowrate can be varied
to define the optimal conditions.
0
2
4
6
8
10
12
0.3 0.35 0.4 0.45 0.5 0.55 0.6
ER
Specificunit
0
10
20
30
40
50
60 Hydrogenproduction
(gH2/kgbiomassdry)
H2 productionLHV syngas (MJ/Nm3)
ar (gTAR/kg
biomass dry)
Figure 5: Results of the downdraft gasifier model with
Aspen Plus for the gasification of poplar wood withoxygen/steam
mixtures.
Figure 6: Results of the downdraft gasifier model with
gPROMS for the gasification of poplar wood (effect of
Equivalence Ratio on the temperature of solid and gas
phases).
-
5/19/2018 Plasma gasifier modelling
8/9
0
0.1
0.2
0.3
0.4
0.5
0 0.1 0.2 0.3 0.4 0.5
Biomass-to-Coal ratio
Syngasm
olefrac
800
900
1000
1100
1200Peaktemperature(C)TAR
CO2
CO
H2
T
Figure 7: Results of the circulating fluidized bed gasifier
model with Aspen Plus for the gasification of
coal/poplar wood blends with oxygen/steam mixtures.
0
0.1
0.2
0.3
0.4
0 0.1 0.2 0.3 0.4 0.5
Biomass-to-Coal ratio
H2molefracinthesyngas,c
harfrom
bed1tobed2(kg/kgfee
d)
800
850
900
950
1000
1050
1100
Temperature(C)
Tbed1
Tbed2
H2
CHAR
Figure 8: Results of the dual bed system model with
Aspen Plus for the gasification of coal/poplar wood
blends (bed1: gasifier, bed2: combustor).
Also in the case of the entrained flow gasifier a
biomass/coal blend is considered. The effect of theoperating
conditions on the performance of the gasifier
can be studied. The equivalence ratio, the biomass-to-
coal sharing, the ratio between the steam and the fuel
blend can be varied to study the syngas composition, the
temperature inside all sub-units of the model and the by-
products yields (CH4 and tar) [16].
For example, the syngas produced for the gasification
of a 10%wt biomass-to-coal blend in a mixture of oxygen
and steam (steam-to-fuel 0.24 kg/kg) is shown in Figure
9. The higher the equivalence ratio, the higher the
maximum temperature achieved in the reactor
(corresponding to the peak temperature of the combustion
unit in the scheme of Figure 3d). The singular point for
ER 0.3 can be explained once the residual char is
alsoconsidered. Some residual char is present for low values
of ER (causing loss in efficiency). For high values of ER,
no residual char is observed so the excess oxygen
consumes the gaseous products. The maximum of the
hydrogen production (and also of CO) is just for values
of ER around 0.3. Correspondingly the tar production is
very low due to the high temperatures achieved. It is
worth noting that temperatures higher than 1200C are
crucial for this kind of gasifiers to melt and remove the
ash in the slag and minimize the formation of tar.
As remarked above, residual char and tar production
can be hardly quantified with equilibrium or simplified
model, as this is possible only with the implementation of
a detailed devolatilization sub-model able to predict the
pyrolysis products as functions of the operating
conditions. Therefore this gasifier model is a powerful
tool to carry out a global analysis by varying all the
operating variables and optimizing the performance
parameters (e.g., efficiency, hydrogen production)
considering the critical restrictions (e.g., maximum
temperature or tar content).
Finally, some example of the results from the
entrained flow gasifier developed with Aspen HYSYS
are reported in Figure 10. In this case the optimizationresults
are shown. Starting from the reference values of
the operating conditions (peak temperature 1600C,
oxygen-to-fuel ratio 0.8, steam-to-fuel ratio 0.25), they
are varied in wide range to maximize the Cold Gas
Efficiency:
fuelfuel
syngassyngas
FLHV
FLHVCGE=
where the Low Heating Value and the mass Flowrate
of syngas and fuel are compared. For instance, increasing
the oxygen-to-fuel ratio between 0.80 to 0.90 and
maintaining constant the other operating conditions a
maximum in CGE can be found for values around 0.88.
Below this value the gasification is not complete, above
that excess oxygen oxidized the gaseous products.
However, combining all the operating parameters the
automatic procedure (implemented by the Hyprotech
SQP Optimizer) gave the optimized values reported in
Figure 10.
The automatic procedures included in the model and
powered by the software allow one to define also other
targets (for instance the hydrogen production of the entire
process) to obtain the optimal conditions. The developed
model is a powerful tool for process analysis and
optimization.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.2 0.25 0.3 0.35 0.4
ER
molefrac
1000
1200
1400
1600
1800
2000 Peaktemperature(C)
CO
H2
CO2
Char
TAR
T
Figure 9: Results of the entrained flow gasifier model
with Aspen Plus for the gasification of a coal/poplar
wood blends (10%wt of biomass) with oxygen/steam
mixtures.
6 CONCLUSIONS
A modeling procedure has been developed to provide
powerful tools for process analysis and optimization on
solid fuels gasification. The basic steps of pyrolysis,
combustion, gasification are described in detailed sub-
models that are combined to represent the reactor
configuration. Also heat streams are connected to respect
the heat balance of the system. This approach allows one
to optimize the operating conditions and compare
different configurations (fixed beds, fluidized beds and
entrained flow reactors) for a subsequent integration in
several processes of current interest (e.g., combinedpower
production, hydrogen production). Different
commercial codes were used (Aspen Plus, Aspen
HYSYS, gPROMS) and peculiar aspects and
capabilities were commented.
-
5/19/2018 Plasma gasifier modelling
9/9
0.65
0.7
0.75
0.8
0 0.2 0.4 0.6 0.8 1
steam-to-fuel,oxygen-to-fuelratios (kg/kg)
ColdGasEfficiency
0.65
0.7
0.75
0.8
1350 1400 1450 1500 1550 1600 1650 1700 1750
Peak Temperature(C)
steam-to-fuel
oxygen-to-fuelT
optimized values
0.50 0.81
T
1700
Figure 10: Results of the optimization of the entrained
flow gasifier modeled with Aspen HYSYS for the
gasification of a coal/poplar wood blends (10%wt ofbiomass) with
oxygen/steam mixtures.
7 REFERENCES
[1] Zheng, L.; Furinsky, E. Comparison of Shell,
Texaco, BGL and KRW gasifiers as part of IGCC
plant computer simulations. Energy Conversion and
Management 2005, 46, 17671779.[2] Chiesa, P.; Consonni, S.;
Kreutz, T.; Williams, R.
Co-production of hydrogen, electricity andCO2
from coal with commercially ready technology.
PartA: Performance and emissions.Int. J. Hydrogen
Energy, 30:747 (2005)[3] Collot, A.G.Matching gasifiers to coal.
IEA Clean
Coal Centre 2002,CCC/65.
[4] Falcitelli M., Biagini E., Tognotti L. Development
of the advanced biomass and coal devolatilization
(ABCD) model. Proceedings of the 10th Conference
on Energy for a Clean Environment, Lisbon 7-10
July 2009
[5] Rath J., Staudinger G. Cracking reactions of tar from
pyrolysis of spruce wood. Fuel, 80 (2001) pag.
1379.
[6] Di Blasi C. Modeling Wood Gasification in a
Countercurrent Fixed-Bed Reactor, AIChE J. 50
(2004) pag. 2306.
[7] Wen, C.Y.; Chaung, T.Z. Entrainment coal
gasification modeling. Ind. Eng. Chem. Process
Des., 1979, 18, 684.
[8] Hobbs, Michael L., Predrag T. Radulovic, and L.
Douglas Smoot, Modeling Fixed-Bed Coal
Gasifiers AIChE Journal, Vol. 38, No. 5, May
1992, pp. 681
[9] Dogru M., Howarth C.R., Akay G., Keskinler B.,
Malik A.A. 2002. Gasification of hazelnut shells in a
downdraft gasifier. Energy 27, 415427[10] Lv P., Yuana Z., Maa
L., Wua C., Chena Y., Zhu J.
2007. Hydrogen-rich gas production from biomass
air and oxygen/steam gasification in a downdraft
gasifier. Renewable Energy 32, 2173
[11] Sotudeh-Gharebaagh R., Legros R., Chaouki, Paris
J. Simulation of circulating fluidized bed reactorsusing Aspen
Plus. Fuel 77 (1998) pag. 327.
[12] Corella J., Sanz A. Modeling circulating fluidized
bed biomass gasifiers. A pseudo-rigorous model for
stationary state. Fuel Processing Technology 86
(2005) pag. 1021
[13] Kunii D., Levenspiel O. High velocity fluidization.
In: Fluidization Engineering, 2nd ed. (1991) pag.
193. Butterworth-Heinemann, Boston, England.
[14] Basu P. Combustion and gasification in fluidized
beds, Taylor & Francis Group, LLC 2006[15] Aspen Technology
Inc. Aspen HYSYS V7.1
Simulation Basis. Ten Canal Park, Cambridge (MA)
(2009)
[16] Biagini E., Bardi A., Pannocchia G., Tognotti L.
Development of an entrained flow gasifier model for
process optimization study. Ind.Eng.Chem.Res. 48
(2009), pag. 9028.
Universitdi Pisa
Chemical EngineeringDepartment
Via Diotisalvi, 256126 Pisa Italy
for this activity please
contact:[email protected]: +390502217840fax:
+390502217866
C. PisaRicerche
Energy & Environment Division
Lno Mediceo, 4056127 Pisa Italy
for this activity please contact:[email protected]:
+390500988447fax: +390503869660
mailto:[email protected]:[email protected]:[email protected]:[email protected]