Embed Size (px)
Citation preview

Plano Machine & Instrument, Inc.
Quality Assurance Manual
Printed Copies Are To Be Used for Reference Only Please refer to Plano Machine’s Master Control Plan for verification that the reference copy is current. Approved By President: ___________________________________________________________ Date: _________________ Approved By ISO Management Rep (IM Rep): __________________________________________ Date: _________________ Approved By ISO Management Rep (IM Rep): __________________________________________ Date: _________________
Rev. Date: 7/18/2015 Pg 2
Revision Summary
REVISION DESCRIPTION OF CHANGE 7/21/2008 Initial release of this format, adding API (ISO 29001:2010) supplemental clauses and
AS9100B supplemental clauses 12/23/2008 Corrected clauses 8.2.2.2 and 8.5.2.2 to show response times for nonconformities and
corrective action respectively. 4/05/2009 Corrected to meet ISO 9001:2008 and AS 9100C revisions
7/7/2009 Added AS 9100B Matrix (pages 5 & 6)
5/20/2011 Clarified and added to the list of exclusions (based on section 1.2 and 4.2.2a of the ISO standard ) on page 8.
7/6/2011 Corrections, clarifications and additions made to bring the manual into full compliance with all the AS9100 Rev C requirements and several of the Rev C guidance statements. (see the AS9100 matrix table pp. 5&6; 3.0 Terms and Definitions; 7.1 Planning of Product Realization (and Risk Management); 7.5.1.1 Production documentation of the FAI.)
9/16/2012 Corrections and Clarifications made to eliminate confusion about the use of the word “assembly” and, A new and more accurate process flowchart (see page 15).
10/27/2012 Addition of the new NonConformance Report (NCR) for better assignment of and root cause description of Corrective Actions (See section 8.3, pg 60).
4/23/2014 Change the method of indicating an edit or a re-write/change to the document so that a side-bar and a font color change occurs to better identify the change.
6/18/14 Corrections, Clarifications and additions made to the manual to bring it into full compliance with all the API Q1 9th Edition requirements. See the new conversion matrix for the clauses referenced to the API Q1 9th edition numbering system (in appendix – see page 64).
7/18/15 Remove all API additions and API references made to the 6-18-14 revision so that the manual only reflects the AS9100C and ISO 9001:2008 standards.
Rev. Date: 7/18/2015 Pg 3
Table of Contents 1.0 SCOPE ........................................................................................................................................................ 7
2.0 Normative Reference ............................................................................................................................ 8
3.0 Terms and Definitions .......................................................................................................................... 8
4 QUALITY MANAGEMENT SYSTEM ...................................................................................................... 11
4.1 General Requirements ...................................................................................................................... 11
4.2.1 General Documentation Requirements .................................................................................... 13
4.2.2 Quality Manual ................................................................................................................................. 13
4.2.3 Control of Documents .................................................................................................................... 16
4.2.4 Control of Records .......................................................................................................................... 16
5 MANAGEMENT RESPONSIBILITY ....................................................................................................... 17
5.1 Management Commitment ............................................................................................................... 17
5.2 Customer Focus ................................................................................................................................... 18
5.3 Quality Policy ....................................................................................................................................... 18
5.4.1 Quality Objectives ........................................................................................................................... 19
5.4.2 Quality Management System Planning ...................................................................................... 19
5.5.1 Responsibility and Authority ....................................................................................................... 20
5.5.2 Management Representative ....................................................................................................... 20
5.5.3 Internal Communication ............................................................................................................... 21
5.6 Management Review .......................................................................................................................... 21
6 Resource Management.......................................................................................................................... 22
6.1 Provision of Resources ...................................................................................................................... 22
6.2 Human Resources ............................................................................................................................... 23
6.2.2 Competence, Training and Awareness ...................................................................................... 23
6.3 Infrastructure ...................................................................................................................................... 24
7 Product Realization ............................................................................................................................... 25
7.1 Planning of Product Realization ..................................................................................................... 25
7.1.1 Project Management and Planning of Product Realization ................................................. 26
7.1.2 Risk Management ............................................................................................................................ 26
7.1.3 Configuration Management .......................................................................................................... 27
7.1.4 Control of Work Transfers ............................................................................................................ 27
7.2 Customer-related Processes ............................................................................................................ 27
7.2.1 DETERMINATION OF REQUIREMENTS RELATED TO THE PRODUCT ................................ 27
Rev. Date: 7/18/2015 Pg 4
7.2.3 Customer Communication ............................................................................................................ 29
7.3 Design and Development .................................................................................................................. 30
7.4 Purchasing ............................................................................................................................................ 30
7.5 Production and Service Provision ................................................................................................ 33
7.5.1 Control of Production and Service Provision .......................................................................... 33
7.5.1.1 Production Process Verification (AS9100C re quirement) ............................................ 36
7.5.1.2 Control of Production Process Changes (AS91 00C requirement) ............................ 36
7.5.1.3 Control of Production Equipment, Tools, and NC Machine Programs: (AS9100C requirement) ............................................................................................................................................... 37
7.5.2 Validation of Processes for Production .................................................................................... 38
7.5.3 Identification and Traceability ................................................................................................... 38
7.5.4 Customer Property ......................................................................................................................... 40
7.5.5 Preservation of Product ............................................................................................................... 41
7.6 Control of Monitoring and Measuring Equipment .................................................................... 42
8.1 General................................................................................................................................................... 44
8.2 Measurement and Monitoring ........................................................................................................ 45
8.2.1 Customer Satisfaction .................................................................................................................... 45
8.2.2 Internal Audit ................................................................................................................................... 46
8.2.3 Monitoring and Measurement of Processes ............................................................................ 47
8.2.4 Monitoring and Measurement of Product ................................................................................ 48
8.3 Control of Nonconforming Product ............................................................................................... 50
8.4 Analysis of Data ................................................................................................................................... 52
8.5 Improvement (continual improvement, corrective action, and preventive action) ..... 53
8.5.1 CONTINUAL IMPROVEMENT......................................................................................................... 53

Rev. Date: 7/18/2015 Pg 5
Preface This quality manual is designed to promote an understanding and fulfillment of ISO 9001:2008, and AS9100 Rev. C. It has been developed in a manner that mirrors ISO 9001:2008, and AS9100 C, with the verbiage of these standards embedded into the quality manual. While some minor modifications have been made (i.e. organization may have been changed to “Plano Machine and Instrument, Inc.” [a.k.a. Plano Machine], edited to read in the first person, etc.), the intent and spirit of both ISO 9001:2008, and AS9100 Rev. C remains intact. Plano Machine’s approach to complying with ISO 9001:2008, and AS9100 Rev. C, is, for the most part, identified in the paragraph directly below the clause or portion of a clause it is in support of. When this is not the case, a reference to a supporting document is identified. The manner of differentiation between the standard, Plano Machine’s supporting statement, and references to supporting documents is easily recognizable. The standard is a regular BLACK font (with the exception of this preface, which is black to illustrate the other colors), while the specific supporting explanations are italicized with a BLUE font. References to supporting documents are Bold Dark Red underlined font. Corrections and changes are shown by an italic dark red font. The italic dark red font will show the changed text to reflect the changes made. The definitions identified as part of the standard, and those that have been added to further clarify Plano Machine's approach, are maintained in sections near the front, while notes are included in the body of the text where needed. Notes are usually preceded by “NOTE: .” The original implementation date of this quality management system was in 2000 (ISO 9001). With respect to the requirements included in AS9100 Rev. C and API Q1 8th ed. (ISO 29001:2008 ), the implementation date is July 25th, 2008. Updates in support of ISO 9001:2008 were added on April 5th of 2009. Updates to ensure conformance with AS9100 Rev. C were incorporated into this manual on 7/6/2011. Another recent set of updates were made to comply with API Q1 9th Edition requirements on 6/18/2014. Finally, the current revision of the Plano Machine Quality Management System is 07/18/15. Employees and suppliers who have been fulfilling roles or providing products, prior to the original implementation date, may be recognized as already proficient (grand-fathered in). This means management may choose to consider past performance an indicator of future expectation. Records may exist in the form of employee files showing the employee to be in good standing at Plano Machine and/or purchasing personnel’s knowledge of those supplier’s perceived to be outstanding (no current issues noted in the vendor files), and/or contending with those suppliers who are customer specified, a sole, or single source.

Rev. Date: 7/18/2015 Pg 6
All of the requirements for the following standards are included in this manual: requirements for ISO 9001:2008, and for AS9100 Rev. C. In some cases the clauses are in quite different places in the manual due to the determinations made by the International Aerospace Quality Group (IAQG). The matrix that follows allows anyone to identify the AS 9100 Rev. C clauses and directs them to where those clauses can be found within this manual.
AS 9100 C supplements to ISO 9001:2008 Requirement Location in Manual
3.1 Risk (An undesirable situation or circumstance…) 7.1.2 in the Quality Manual
3.2 Special Requirements (Those… which have high risks
of being achieved..)
3.0 Terms and Definitions and 7.1.2 in the
Quality Manual
3.3 Critical Items (Those items … having significant effect
on the product…)
3.0 Terms and Definitions and 7.1.2 in the
Quality Manual
3.4 Key Characteristic (An attribute… whose variation has
a significant effect on product…)
3.0 Terms and Definitions and 7.1.2 in the
Quality Manual
4.2.1 (1st part of note) …personnel have access... 4.2.1 (1st paragr. under d) Quality Manual
4.2.1 (2nd part of note) …Customer and/or… 4.2.1 (1st paragr. under d) Quality Manual
4.2.2 b) … reference to (sic: the documented)… 4.2.2 b) Quality Manual
6.4 (NOTE:) ... The term “work environment”... 6.4 (see the blue text) Quality Manual
7.4.1 …organization shall be responsible... 7.4.1 (see the blue text) Quality Manual
7.4.1 (Note: ) … one factor that can be used… 7.4.1 (see final paragraph) Quality Manual
7.4.3 (1st note) … Customer verification activities… 7.4.3 (see last 3 paragraphs) Quality Manual
7.4.3 (2nd note) …Verification activities can… 7.4.3 (see2nd & 3rd
paragr.) Quality Manual
7.5.1 (Notes a,b,c) …information; instructions; suitable
equipment…
7.5.1 (see outline a,b,c) Quality Manual
7.5.1.1 Production Process Verification (FAI)
7.5.1.1 (see final blue text para.) Quality
Manual
7.5.2 (NOTE:) …referred to as special processes… 7.5.2 (1st note) Quality Manual
7.5.4 (note) … Customer property can include...
7.5.4 (6th blue note paragraph) Quality Manual
7.6 … listing of M & M equipment used includes…
7.6 (see 3
rd paragr. Black text) Quality Manual
8.1 (NOTE:) …According to the nature of the product…
8.1c (see blue text paragr. below 8.1c) Quality
Manual
8.2.1 (NOTE: ) …Monitoring customer perception can… 8.2.1 (see last text paragr.) Quality Manual
8.2.2a (note) … include customer contractual…
8.2.2a)(see last phrase of bullet) Quality
Manual
8.3 (1st
note:) … The term "non-conforming"… 8.3 (1st paragraph) Quality Manual
8.3 (2nd
note) … documented procedure shall… 8.3 (2nd paragraph) Quality Manual
8.3 (3rd
note) … Parties requiring notification …
8.3 (see 1st
paragr. Of black text after ‘e)’ )
Quality Manual
8.3 (4th
note) … Authorized representatives include…
8.3 (see 2nd
paragr. Of black text after ‘e)’)
Quality Manual
AS 9100 C supplements to ISO 9001:2008 Requirement Location in Manual
Rev. Date: 7/18/2015 Pg 7
1.0 SCOPE
Plano Machine & Instrument is a precision machining job shop, providing close tolerance components that fulfill c ustomer requirements in a wide array of products.
1.1 GENERAL This quality manual and associated quality management system documents specify requirements for Plano Machine’s quality management system, where Plano Machine:
a) needs to demonstrate its ability to provide product that consistently meets customer and
applicable statutory and regulatory requirements, and b) aims to enhance customer satisfaction through the effective application of the system,
including processes for continual improvement of the system and the assurance of conformity to customer and applicable statutory and regulatory requirements.
The quality management system (QMS) requirements specified in this manual and associated QMS documents are complementary (not alternative) to contractual and applicable law and regulatory requirements. NOTE: In this quality manual, the term “product” applies only to:
a) the product or service intended for, or required by, a customer. b) Any intended output resulting from the product realization process.
NOTE: Statutory and regulatory requirements can be expressed as legal requirements. 1.2 APPLICATION The requirements outlined in this quality management system fulfill all of the generic and intended requirements of ISO 9001:2008, and AS9100C, found to be applicable (unless excluded as allowed) to Plano Machine and the products provided by Plano Machine. Those requirements of ISO 9001:2008, and AS9100C which cannot be applied due to the nature of Plano Machine or its products have been excluded. These exclusions are limited to requirements within clause 7, and do not affect Plano Machine’s ability or responsibility to provide product that meets customer and applicable statutory and regulatory requirements. Those exclusions are listed below and include the basis for the exclusion. Additional details related to these exclusions may be found at the point in the manual where that clause falls, if considered appropriate.
7.3 – Plano Machine is a contract manufacturer and does not design or develop products for customers (EXCLUDED).

Rev. Date: 7/18/2015 Pg 8
The following clauses are considered not applicable (N/A) to Plano Machine operations:
7.1f (AS9100 C requirement) – As a contract manufacturer, Plano Machine does not determine the resources needed to support the use and maintenance of the product. Should there be a need to provide these resources, the need would be included in the order received from the customer and would be satisfied as part of fulfilling order requirements (N/A).
2.0 NORMATIVE REFERENCE ISO 9001:2008, and AS9100C, are the primary normative references. The following referenced documents are indispensable for the application of this document. For dated references, only the edition cited applies. For undated references, the latest edition of the referenced document (including any amendments) applies. Any other references would be identified (embedded) in the quality management system at the point of reference. 3.0 TERMS AND DEFINITIONS For the purpose of this document management system, the following terms and definitions apply (assuming you don’t already know what they mean): Acceptance Criteria: Specified limits of acceptability applied to process or product characteristics.
Acceptance Inspection: Demonstration through monitoring or measurement that the product complies with specified requirements.
Accuracy: How close to the real (stated) value something can be (such as a device stated to be capable to .0001”, and we find through calibration that it is .0001”).
Adequacy (adequate): Satisfies a requirement (lives up to expectations) or meets a need, and is not in conflict with other requirements or documents (see congruent).
Authority: The person who can make decisions and/or provide direction based upon power assigned by management or through documented processes (included in the document or due to training to that document).
Awareness: Knowledge or an understanding of something that can be applied.
Calibration: Comparison and adjustment to a standard of known accuracy.
Calibration versus Verification: While calibration and verification both compare a measurement instrument or system to a standard, calibration tends to be a scheduled event and tends to include adjustments made to bring a device to the accepted tolerance; while verification tends to be checking that a device (or product) meets applicable specifications and requirements before use.
Collection of records: The process of obtaining, assembling, and/or organizing applicable documentation with the intent of meeting the requirements of 4.2.4.

Rev. Date: 7/18/2015 Pg 9
Competence: Demonstrated ability to apply knowledge (from education, training and/or experience) and/or apply a skill (from natural abilities or on-the-job training—which could be from education and/or experience) to solve a problem or to create a product.
Confidence: Future expectations (a good reputation [satisfaction] coupled with a structure or sound plan that shows we know what we are doing).
Congruent: Documents do not contradict one another, supporting information (called for in a document) can be found in the referenced document and references in a document match the source’s title. Control feature: The organization’s documented method to perform an activity under controlled conditions to achieve conformity to specified requirements.
Controlled (control): To be kept within established limits or boundaries.
Correction: Action to eliminate a detected nonconformity (fix a problem).
Corrective Action: Action to eliminate the cause of a detected nonconformity or other undesirable situation (figuring out the real problem [root cause] and implementing a solution to keep it from happening again).
Critical Items: Those items (e.g., functions, parts, software, characteristics, processes) having significant effect on the product realization and use of the product; including safety, performance, form, fit, function, producibility, service life, etc.; that require specific actions to ensure they are adequately managed. Examples include safety critical items, fracture critical items, mission critical items, key characteristics, etc. Customer: Persons receiving products or services from Plano Machine. This may include internal customers (departmental interaction).
Customer Property: Equipment or material the customer provides Plano Machine to include in or produce product, where the customer retains ownership (we do not purchase it from them).
Delivery: Point in time and physical location at which the agreed transfer of ownership takes place.
Document: Something that defines and/or describes a process.
Effectiveness: The extent to which planned activities are fully realized and planned results are achieved (Driving our behavior to make good stuff, as fast as we can, and making money while we do it!).
External Documents: Documents received from and controlled by outside sources (customer drawings/specifications, industry standards/specifications, etc.), used to produce product/provide a service or to control processes so we can produce product/provide a service.
Established: To introduce and put into place.
Field Nonconformity: Product nonconformity that is detected after delivery or use has started.

Rev. Date: 7/18/2015 Pg 10
FIFO – “First-in first-out” one of the inventory management systems that Plano Machine may use to optimize inventory turns over time and assure stock rotation. Key Characteristics: An attribute or feature whose validation has a significant effect on product fit, form, function, performance, service life, or producibility, that requires specific actions for the purpose of controlling variation. Localized Procedure (document): A procedure/document that focuses on a specific area and/or special circumstance within the documented procedure (e.g. procedures involving more than one department may need a separate document so the procedure does not get confusing or overwhelming). Manufacturing Acceptance Criteria: Defined limits placed on characteristics of materials, products, and services established by the organization to achieve conformity to the manufacturing or service requirements.
Organization: Plano Machine
Process: A series of events or planned arrangements intended to produce a desired result.
Product: Anything we produce (results of a process), including the materials and work-in-process used to meet a customer’s requirements.
Preventive Action: Action to eliminate the cause of a potential nonconformity or other undesirable potential situation (acknowledging a potential problem, what may cause it, and taking action to prevent it from ever happening).
Record: Evidence (completed form, recorded results, etc.) we keep for historical purposes, proving we lived up to a requirement or expectation. May be evidence we generate or receive from a vendor that we file.
Regulatory: Requirements governed by a regulatory agency (government and/or private sector organizations overseeing compliance to requirements we must live up to because of our product or industry)
Responsibility: Something for which one is responsible; a duty, obligation, or burden (defined expectations of what some is supposed to do).
Retrieval (retrievability): The ability to obtain a piece of data (record), from files maintained, to use historical information to prove we did what we said or to live up to a requirement. Retrievability is relative to the need for the record, not for the ease with which that record can be audited. In other words, a record may be difficult to audit because it is an attachment to another record and is only generated as needed (randomly). While this may seem as if the record is not available (retrievable), we would be able to pull it if needed because of the way it would be needed (calling on the record it was attached to and finding it as the supporting information it was intended to be.
Risk: An undesirable situation or circumstance that has both a likelihood of occurring and a potentially negative consequence. Satisfaction: Past performance (what we have already provided, has made the customer happy and keeps them coming back for more)

Rev. Date: 7/18/2015 Pg 11
Special Process: A process where the product produced cannot or is not verified (inspection, testing, etc.) as it is completed because we are relying on the stability of the process and the controls in place (validated methods/equipment, qualified personnel, etc.) to prove the product is good.
Special Requirements: Those requirements identified by the customer, or determined by Plano Machine, which have high risks to being achieved, thus requiring their inclusion in the risk management process. Factors used in the determination of special requirements include product or process complexity, past experience and product or process maturity. Examples of special requirements include performance requirements imposed by the customer that are at the limit of the industry’s capability, or requirements determined by Plano Machine to be at the limit of its technical or process capability. Statutory (legal): Requirements we must live up to because laws related to our product or industry are in place and must be followed.
Supplier: (also referred to as vendor and subcontractor): Business providing products or services to Plano Machine that affects product quality.
Suitability: Appropriate to a purpose (fits who we are).
Syscopy: Revision used for documents where the only document in existence is the one maintained on the system because the system only maintains the current version (previous is overwritten/replaced). An example of this is our business system software. The business system controls the content and purposes of a number of processes and those processes are controlled by the business system software maintaining and controlling content and detail. As there is only one version of the business system software in use and the software is controlled by the manufacturer, the copy on the system is the latest and greatest, thus it is the system copy (syscopy).
Tender: Offer made by an organization in response to an invitation to provide a product.
Verification: The act of determining whether monitoring or measuring equipment or the system conforms to specific requirements
NOTE: Some of the terms, definitions and other neat things to know shown above were derived (quoted directly and/or were paraphrased) from AS9100C, Dictionary.com (www.dictionary.com) , and/or ANSI/ISO/ASQ Q9000-2008 (ISO 9001:2008) Quality Management Systems – Fundamentals and Vocabulary. 4 QUALITY MANAGEMENT SYSTEM 4.1 GENERAL REQUIREMENTS Plano Machine has established, documented, implemented, maintains and continually improves the effectiveness of this quality management system in accordance with the requirements of ISO 9001:2008, and AS9100C. Customer and applicable statutory and regulatory quality management system requirements are addressed, as needed.

Rev. Date: 7/18/2015 Pg 12
Plano Machine has: a) determined the processes needed for the quality management system and their application
throughout the organization (see 1.2, 4.2.1d, 4.2.2a, & 7.1b); b) determined the sequence and interaction of these processes (see 4.2.2c); c) determined the criteria and methods needed to ensure the effective operation and control
of these processes (see 5.4.1, 5.6, 7.1a, 7.1b, 7.1c, 7.2.2, 7.5.1a, & 8.2.2); d) ensured the availability of resources and information necessary to support the operation
and monitoring of these processes (see 5.1e, 4.2.3d, 4.2.4, 5.3d, 5.5.1, 5.5.3, 5.6.1, 6, 7.1b, 7.1d, 7.2.2a-c, & 7.5.1a-d);
e) monitored, measured, where applicable, and analyzed these processes (see 7.4.3, 7.5.1e-f, 8.1, 8.2.1, 8.2.2, 8.2.3, 8.2.4, & 8.4); and
f) implemented the actions necessary to achieve planned results and continual improvement (see 5.4.2a, 5.6, 7.1, 7.5.1, & 8.1).
This quality manual and all supporting documentation have been established, documented, implemented, maintained and continually improved upon in a manner that fulfills “a” through “f” of this section. The clauses referenced in “a” through “f” point to sections of the manual where the methods used to fulfill these requirements have been met. The sections either include the approach employed or refer to the document used to address these requirements.
Plano Machine manages these processes in accordance with the requirements of ISO 9001:2008, and AS9100C.
Plano Machine recognizes this quality management system as a key component of its overall business model for managing operations. This can only be accomplished by establishing these requirements as a way of life at Plano Machine. Management’s active involvement in assessing the results of monitoring operations (typically through information provided at management review, but may be through direct involvement with a process) is evidence of their role in achieving quality.
Where Plano Machine chooses to outsource any process that affects product conformity with requirements, Plano Machine ensures control over such processes. The type and extent of control to be applied to these outsourced processes is defined within the quality management system.
All outsourced activities are performed by approved subcontractors controlled as defined in Purchasing (7.4).
NOTE: Processes needed for the quality management system referred to above include processes for management activities, provision of resources, product realization, measurement, analysis and improvement. NOTE: An “outsourced process” is a process that Plano Machine needs for its quality management system and which Plano Machine chooses to have performed by an external party.

Rev. Date: 7/18/2015 Pg 13
NOTE: Ensuring control over outsourced processes does not absolve Plano Machine from responsibility of conformity to all customer, statutory and regulatory requirements. The type and extent of control to be applied to the outsourced process can be influenced by factors such as:
a) the potential impact of the outsourced process on Plano Machine’s capability to provide product that conform to requirements,
b) the degree to which the control for the process is shared, c) the capability of achieving the necessary control through the application of Purchasing
controls (see 7.4.) 4.2 DOCUMENTATION REQUIREMENTS 4.2.1 GENERAL DOCUMENTATION REQUIREMENTS The quality management system documentation includes:
a) documented statements of a quality policy and quality objectives; b) this quality manual; c) documented procedures and records to fulfill the applicable requirements of ISO
9001:2008, and AS9100C; d) documents, including records needed by Plano Machine to ensure the effective
planning, operation and control of its processes; and Plano Machine ensures personnel have access to QMS documents and are aware of relevant management system documents and changes. Customer and/or regulatory authority’s representatives have access to QMS documentation.
This quality manual includes documented statements of a quality policy and quality objectives (see 5.3 and 5.4.1) and includes or references documented procedures that fulfill the requirements of ISO 9001:2008, and AS9100C, and applicable regulatory authorities as well as those documents needed to ensure effective planning, operation and control of the processes employed at Plano Machine. Those records required by ISO 9001:2008, and AS9100C, and those determined to be needed by Plano Machine are referenced throughout the quality management system and are identified with the aid of the “Master Control Plan ” and controlled as outlined in Document & Records Control . Availability of documents and changes are facilitated by Document & Records Control and the Training & Retraining procedure (recognition of changes only).
4.2.2 QUALITY MANUAL This quality manual has been established, is maintained and includes:
a) the scope (see 1.0) of the quality management system, including details of, and justification for, any exclusions (see 1.2);
b) documented procedures established for the quality management system or reference to them (see Preface), with the relationship between the requirements of ISO 9001:2008, AS9100C, and the documented procedures clearly shown; and,

Rev. Date: 7/18/2015 Pg 14
c) a description of the interaction between the processes of the quality management system.
The sequence and interaction of the processes included in the quality management system are described throughout this quality manual and its supporting documents. The flowchart provides an overview of the typical process flow at Plano Machine, while product and/or process specific interactions are based upon references to controls established throughout this quality management system.
Rev. Date: 7/18/2015 Pg 15
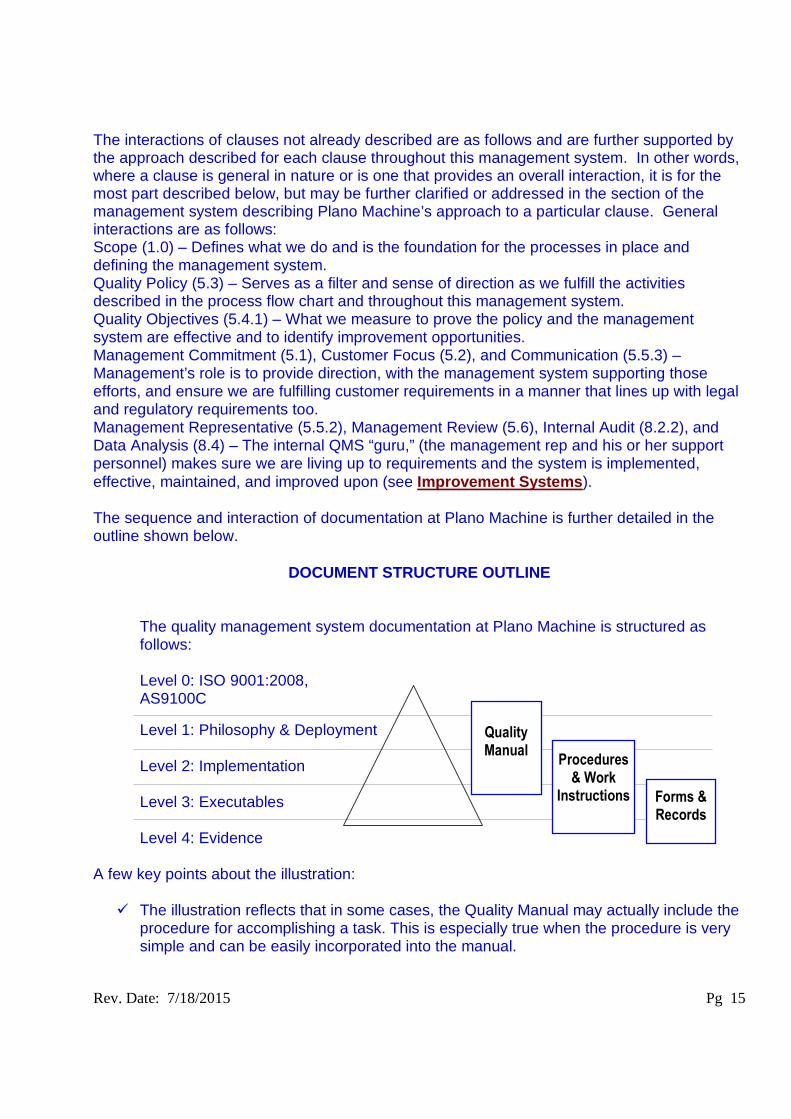
The interactions of clauses not already described are as follows and are further supported by the approach described for each clause throughout this management system. In other words, where a clause is general in nature or is one that provides an overall interaction, it is for the most part described below, but may be further clarified or addressed in the section of the management system describing Plano Machine’s approach to a particular clause. General interactions are as follows: Scope (1.0) – Defines what we do and is the foundation for the processes in place and defining the management system. Quality Policy (5.3) – Serves as a filter and sense of direction as we fulfill the activities described in the process flow chart and throughout this management system. Quality Objectives (5.4.1) – What we measure to prove the policy and the management system are effective and to identify improvement opportunities. Management Commitment (5.1), Customer Focus (5.2), and Communication (5.5.3) – Management’s role is to provide direction, with the management system supporting those efforts, and ensure we are fulfilling customer requirements in a manner that lines up with legal and regulatory requirements too. Management Representative (5.5.2), Management Review (5.6), Internal Audit (8.2.2), and Data Analysis (8.4) – The internal QMS “guru,” (the management rep and his or her support personnel) makes sure we are living up to requirements and the system is implemented, effective, maintained, and improved upon (see Improvement Systems ). The sequence and interaction of documentation at Plano Machine is further detailed in the outline shown below.
DOCUMENT STRUCTURE OUTLINE The quality management system documentation at Plano Machine is structured as follows: Level 0: ISO 9001:2008, AS9100C
Level 1: Philosophy & Deployment Level 2: Implementation Level 3: Executables Level 4: Evidence
A few key points about the illustration:
� The illustration reflects that in some cases, the Quality Manual may actually include the procedure for accomplishing a task. This is especially true when the procedure is very simple and can be easily incorporated into the manual.
Quality Manual
Procedures & Work
Instructions
Forms & Records

Rev. Date: 7/18/2015 Pg 16
� Procedures, which are typically cross-functional, may include either policy-type information (such as a standard for formatting a document) or very specific details of a process (such as completion of a form). This usually occurs if the amount of information is minimal and it makes sense to include it right there in the procedure versus creating a separate standard or work instruction, or if it is inappropriate to include the information in the policy documents (the Quality Manual or other “standards”).
� Work instructions may include some cross-functional activities if the extent of the activity is minimal but crucial to the process.
� Forms and records may actually be designed with instructions for completion right on the form itself to simplify things. These instructions would not be controlled as a level 3 document because, ultimately, the record is filed and it would be impossible and impractical to update the instructions on completed forms.
In essence, Plano Machine’s documentation includes whatever information is appropriate to ensure people have the information they need, when they need it, in the most useable format. The levels indicated by the diagram simply provide a guideline for content. 4.2.3 CONTROL OF DOCUMENTS Documents required for the quality management system are controlled. Records are a special type of document and are controlled according to the requirements given in 4.2.4. Documented procedures define the controls needed: a) to approve documents (Processes, Procedures, Work Instructions, forms, etc…) for
adequacy prior to use; b) to review, update as necessary and re-approve documents; c) to ensure that changes and the current revision status of documents are identified; d) to ensure that relevant versions of applicable documents are available at points of use; e) to ensure that documents remain legible and readily identifiable; f) to ensure that documents of external origin determined by Plano Machine to be necessary
for the planning and operation of the quality management system are identified and their distribution controlled; and
g) to prevent the unintended use of obsolete documents, and to apply suitable identification to them if they are retained for any purpose.
”Documents and Records Control ” addresses the procedural requirements outlined in this section and describe how document changes are coordinated with customers and/or regulatory authorities, when applicable (contract or regulatory requirements).
4.2.4 CONTROL OF RECORDS Records established to provide evidence of conformity to requirements and of the effective operation of the quality management system are controlled. Plano Machine has established a documented procedure to define the controls needed for the identification, storage, protection, retrieval, retention and disposition of records. The documented procedure defines the method for controlling records that are created by and/or retained by suppliers. Records are available

Rev. Date: 7/18/2015 Pg 17
for review by customers and regulatory authorities in accordance with contract or regulatory requirements. Records shall remain legible, readily identifiable, and retrievable.
The “Master Control Plan ” addresses identification, storage, protection, retrieval, retention time, and disposition of records. The controls associated with records created and/or maintained by suppliers are also included in the “Master Control Plan .” These records are stored and retained in such a way that they are readily retrievable as it relates to the basis for that retrieval. Record legibility and identifiability is verified through internal audits (see 8.2.2).
The records required by applicable industry product standards are retained for not less than the period of time specified by the industry standard or five years, whichever is longer. Records to provide evidence of conformity to requirements and of the effective operation of the quality management system are retained for a minimum of five years.
5 MANAGEMENT RESPONSIBILITY 5.1 MANAGEMENT COMMITMENT Top management has provided evidence of its commitment to the development and implementation of the quality management system and continually improving its effectiveness by: a) communicating to the organization the importance of meeting customer as well as statutory
(legal) and regulatory requirements; The availability of documentation from the customer (drawings, specifications, etc.), documents created by Plano Machine (Quality Manual, procedures, route sheets/work orders, etc.), and/or training (6.2.2) to applicable requirements are the methods used to communicate applicable customer, regulatory, and legal requirements.
b) establishing the quality policy; c) ensuring that quality objectives are established;
The quality policy (see 5.3) and objectives (see 5.4.1) are embedded in this manual.
d) conducting management reviews; and Management Review (see Improvement Systems ) serves to assess the performance of the quality management system. In other words, management review is a decision to validate the action that has been taken and a determination of what further action, if any, is to be taken. Action items are identified when it is determined that further action is needed (see 5.6).
e) ensuring the availability of resources.

Rev. Date: 7/18/2015 Pg 18
Resource assessment is a continual process that takes place as part of day-to-day operations (planning associated with quoting, production scheduling, etc.), but may involve management review (5.6) or planning of product realization (7.1). Resource Management (6) describes the process for providing for these resources.
5.2 CUSTOMER FOCUS Top management ensures that customer requirements are determined and fulfilled with the aim of enhancing customer satisfaction (see 7.2.1 and 8.2.1).
The quality policy, supporting objectives and this quality management system promote customer focus by ensuring that customer needs and expectations are determined. These requirements are received directly from the customer in a manner that clearly describes the needs and expectations or are converted into orders/contracts (see 7.2), instructions (see 7.1) or training objectives (see 6.2) that include provisions for fulfilling such requirements with the aim of achieving customer satisfaction, while pursuing customer confidence (belief that we can meet future needs).
Top management ensures that product conformity and on-time delivery performance are measured and that appropriate action is taken if planned results are not, or will not be, achieved.
The Improvement Systems process includes measurements related to product conformity and on-time delivery performance, and addresses the process for taking action, as needed.
5.3 QUALITY POLICY
“Satisfying the customer by providing a quality pro duct, delivered on time, while promoting a stable workplace and continually improving our processes and products”.
Top management ensures this quality policy: a) is appropriate to the purpose of Plano Machine;
The quality policy serves as the “Golden Rule” or the basis for decisions made at Plano Machine.
b) includes a commitment to comply with requirements and to continually improve the effectiveness of the quality management system;
Our commitment to comply with requirements for delivery (“delivered on time”), quality (“quality product”), satisfaction (“satisfying the customer”), and commitment to continual improvement efforts (“while promoting a stable workplace and continually improving our processes and products”) are included in the policy.
c) provides a framework for establishing and reviewing quality objectives;

Rev. Date: 7/18/2015 Pg 19
The objectives (see 5.4.1) and quality policy were developed to fit together. The objectives tell us whether or not the policy is being fulfilled, and the policy establishes the framework for the objectives.
d) is communicated and understood within the organization; and The quality policy and objectives are made available (either by posting or providing a copy to each employee) and are discussed as part of orientation (see 6.2.2d). This coupled with the fact internal auditors verify an understanding of this policy (How does the quality policy drive each person’s behavior) and supporting objectives ensures the policy is established (in place and effective).
e) is reviewed for continuing suitability. Continuing suitability is assessed as part of management review (see Improvement Systems ).
5.4 PLANNING 5.4.1 QUALITY OBJECTIVES Top management ensures that the quality objectives, including those needed to meet requirements for product (see 7.1a), have been established at relevant functions and levels within the organization. The quality objectives are measurable and consistent with the quality policy.
Top management has established the Quality Objectives and associated measurements, consistent with the quality policy. These objectives are relevant to all levels within Plano Machine and may be supported by localized objectives. Product specific objectives tend to exist in the form of workmanship or acceptance criteria for the product and/or delivery dates. In other words, product that meets requirements is considered to fulfill its objectives. These objectives are provided to personnel as defined in section 7.1a of this quality manual. All of the objectives in place are measurable and consistent with the quality policy.
5.4.2 QUALITY MANAGEMENT SYSTEM PLANNING Top management ensures that a) the planning of the quality management system is carried out in order to meet the
requirements given in 4.1, as well as the quality objectives; and This quality manual and its supporting documents are the foundation for the planning that has and continues to be carried out to ensure that the quality management system meets the requirements given in 4.1 and the fulfillment of quality objectives. Product Realization & Risk Management and the internal audit process (see 8.2.2) are two examples of processes used to ensure that planning is carried out and fulfilled. Product Realization &

Rev. Date: 7/18/2015 Pg 20
Risk Management identifies the resource and process considerations, while internal audit is a tool used to ensure that these plans are in place and driving behavior.
b) the integrity of the quality management system is maintained when changes to the quality management system are planned and implemented. The controls outlined in control of documents (4.2.3) and internal audits (8.2.2) ensure the integrity of the quality management system when changes are planned and implemented. By ensuring documents are adequate (reflect the process employed and do not contradict or conflict with other documents in the quality management system) [as part of approval, see 4.2.3a], that changes are identified (highlighted in the document/noted as such when approved or retraining of personnel) [4.2.3c] and that relevant versions are available at the point of use [4.2.3d], ensuring integrity is maintained. Internal audits ensure these changes are effectively implemented (working and driving the behavior of those following the process).
5.5 RESPONSIBILITY, AUTHORITY AND COMMUNICATION 5.5.1 RESPONSIBILITY AND AUTHORITY Top management ensures that the responsibilities and authorities are defined and communicated within Plano Machine.
Responsibilities and authorities are defined and communicated as follows:
Responsibilities (what we are supposed to do) and Authorities (what we can do) – For the most part responsibilities and authorities are based upon the recognition of an employee’s training to training requirements (attributes of a process defined in process or training documentation [including job descriptions]), but may be embedded in documentation defining a process and/or through the Organization Chart .
5.5.2 MANAGEMENT REPRESENTATIVE
Top management has appointed a member of Plano Machine’s management as the Management Representative (as designated on the Organization Chart ) to the role of Management Representative, Management Rep, IM Rep or any other similar title or iteration, who irrespective of other responsibilities has the following responsibility and authority: a) ensuring that processes of the quality management system are established, implemented
and maintained; b) reporting to top management on the performance of the quality management system and
any need for improvement; c) ensuring the promotion of awareness of customer requirements throughout the
organization; and d) the organizational freedom and unrestricted access to top management to resolve quality
management issues.

Rev. Date: 7/18/2015 Pg 21
As the internal “Management System Guru,” the Management Rep maintains a big picture perspective relative to the quality management system, ensuring the system is established and maintained in such a way that all applicable ISO 9001:2008, and AS9100C requirements are fulfilled. The Management Rep facilitates management review (5.6) to ensure the performance of the quality management system, including improvement opportunities, are reported and acted on as necessary. The Management Rep facilitates awareness of customer requirements throughout the organization by ensuring relevant information (measurements related to the objectives, customer feedback, etc.) is posted and/or brought to the attention of those needing such information. This coupled with the training provided to employees related to identifying customer requirements in the documentation supplied with the job, are the methods used to promote awareness of customer requirements. The Management Rep has the organizational freedom to resolve matters pertaining to the quality management system. The Improvement Systems process provides additional perspective on what the management representative manages.
5.5.3 INTERNAL COMMUNICATION Plano Machine’s top management ensures that appropriate communication processes are established within the organization and that communication takes place regarding the effectiveness of the quality management system.
Management review (or a summary of management review) and/or the posting or presentation of results related to the objectives are the primary means for communicating the effectiveness of the quality management system employed at Plano Machine. The product-related process interaction flowchart (see 4.2.2) and departmental interaction provides employees with an understanding of inputs and outputs for areas and identifies many of the roles. Training to the processes affecting the person being trained, sets the stage for understanding who will be providing inputs to a particular role and who that person needs to communicate with to ensure effective communication. Completed improvement opportunities (see 8.5), and reporting on the results of internal audits are also used for communicating between the various levels and functions regarding the processes of the quality management system and their effectiveness.
5.6 MANAGEMENT REVIEW
5.6.1 GENERAL
Top management reviews the quality management system, at planned intervals, to ensure its continuing suitability, adequacy and effectiveness. This review includes assessing opportunities for improvement and the need for changes to the quality management system, including the quality policy and quality objectives.
While a formal review takes place at least once every year, informal meetings may take place more frequently (monthly, quarterly, etc.). The results of these informal meetings may be considered an extension of the management review process and would be recognized as attachments. This means some of the items discussed at these informal meetings may be summarized or recognized as having already been discussed at the

Rev. Date: 7/18/2015 Pg 22
formal management review meeting (see Improvement Systems ) to prevent having to talk about the same information over again. The management review record (Management Review Matrix ) includes methods to ensure the continuing suitability, adequacy, and effectiveness of the quality management system, as well as the assessment of improvement opportunities and any changes to the quality management system, policy and objectives that may be needed.
Records from management reviews are maintained (see 4.2.4).
Management review records (completed Management Review Matrix ) are maintained as defined in the Master Control Plan .
5.6.2 MANAGEMENT REVIEW INPUTS
Inputs to management review include information on: a) results of audits; b) customer feedback; c) process performance and product conformity, including trends of product nonconformity
(in conjunction with 8.4 c) and reports/analysis of field nonconformities (see 3.1.9) if applicable;
d) status of preventive and corrective actions; e) follow-up actions from previous management reviews; f) changes that could affect the quality management system, including changes to any
applicable petroleum, petrochemical and natural gas industry standard; and g) recommendations for improvement.
The management review record (completed Management Review Matrix ) includes all of the necessary inputs (5.6.2) and outputs or decisions/actions (5.6.3).
5.6.3 MANAGEMENT REVIEW OUTPUTS
The outputs from the management review include any decisions and actions related to a) improvement of the effectiveness of the quality management system and its processes; b) improvement of product related to customer requirements; and c) resource needs.
The management review record (completed Management Review Matrix ) includes all of the necessary inputs (5.6.2) and outputs or decisions/actions (5.6.3).
6 RESOURCE MANAGEMENT 6.1 PROVISION OF RESOURCES Plano Machine has determined and provides the resources needed a) to implement and maintain the quality management system and continually improve its
effectiveness; and

Rev. Date: 7/18/2015 Pg 23
Implementation and maintenance of this quality management system (see Improvement Systems ) is the primary means for determining what resources are needed and providing for those resources during implementation or when looking for improvements. Product Realization & Risk Management further augments the needs assessment and subsequent provision of resources process.
b) to enhance customer satisfaction by meeting customer requirements. The Product Realization & Risk Management procedure takes into consideration variables (bottlenecks) that affect customer satisfaction for the sake of achieving satisfaction while pursuing customer confidence (belief that Plano Machine can meet future needs).
6.2 HUMAN RESOURCES 6.2.1 GENERAL Personnel performing work affecting conformity to product requirements are competent on the basis of appropriate education, training, skills and experience.
Management ensures that personnel are only assigned to fulfill a task that they have competency in (see 6.2.2e). The Training & Retraining procedure describes how the activities described below are accomplished and maintained.
NOTE: Conformity to product requirements can be affected directly or indirectly by personnel performing any task within the quality management system. 6.2.2 COMPETENCE, TRAINING AND AWARENESS Plano Machine: a) determines the necessary competence for personnel performing work activities affecting
conformity to product requirements; Requirements stated in or referenced by quality system documents and/or job descriptions (Position Guidelines ) are the primary means for determining which competencies (education, training, skills, & experience) are required, but may be augmented by training records (see 6.2.2e) that define competence (certifications, degrees, etc.).
b) where applicable, provides training or takes other actions to achieve the necessary competence;
Satisfaction of a need for competence is provided for through training or other actions (hiring in someone already competent, use of an outside service already seen as competent, etc.), ensuring the need is met).
If training is involved, the need will be met by: • working with someone already recognized as trained to the process (on-the-job), or • internal/external courses covering material relevant to the training needed.

Rev. Date: 7/18/2015 Pg 24
Management will facilitate hiring, while outside services will be provided for as defined in the purchasing section of the manual (see 7.4).
c) evaluates the effectiveness of the actions taken;
The effectiveness of actions taken is dependent upon the actual method used to provide for the need. For the most part, when training is involved, the training is evaluated as part of monitoring of the process, through internal audits (see 8.2.2) and/or through evaluation of the training provided. When this is not the case and when the action taken involves hiring or purchasing the necessary competence, internal audits (8.2.2) and the methods used to monitor and measure processes (8.2.3) and/or products (8.2.4) are used to evaluate the effectiveness of the action taken. In other words; “is training driving behavior and/or is the person hired/service provided producing the desired result for the activity performed?” The records called out in these processes provide evidence of these evaluations actually taking place. Also, the measurements associated with the objectives can be used to assess the effectiveness of actions taken. If the measurements are heading in the right direction, then the system is working.
d) ensures that its employees are aware of the relevance and importance of their activities (including consequences to the customer related to nonconformity) and how they contribute to the achievement of the quality objectives; and
Employees are made aware of the relevance and importance of their activities and how they contribute to the achievement of the quality objectives by ensuring they understand their role and through orientation and training.
e) maintains appropriate records of education, training, skills and experience (see 4.2.4).
Completed training records, certificates or attendance logs from courses completed, resumes, etc. are maintained as records (see Master Control Plan ) of education, training, skills and experience, when necessary.
6.3 INFRASTRUCTURE Plano Machine has determined, provided, and maintains the infrastructure needed to achieve the conformity to product requirements. Infrastructure includes, as applicable:
a) buildings, workspace and associated utilities; b) process equipment (both hardware and software); and c) supporting services (such as transport or communication or information systems). The infrastructure needed to achieve product conformity is in place (provided for), with future needs determined as part of Product Realization & Risk Management , when the need arises. Any additional needs are brought to management’s attention and provided for as deemed necessary and appropriate to meet the need at hand. For the most part maintenance activities are handled per the Maintenance procedure, with computer system maintenance (back-ups) controlled by the back-up software.
6.4 WORK ENVIRONMENT

Rev. Date: 7/18/2015 Pg 25
Plano Machine has determined and manages the work environment needed (including factors such as temperature, humidity, lighting, cleanliness, and protection as applicable) to achieve conformity to product requirements.
Human and physical factors of the work environment are identified when the process is developed (see 7.1). Management of these factors is an ongoing process, assessed by management as part of the daily activities and or through Product Realization & Risk Management . Any maintenance activities related to the work environment are controlled as defined in 7.5.1c (see Maintenance procedure).
7 PRODUCT REALIZATION 7.1 PLANNING OF PRODUCT REALIZATION Plano Machine has planned and developed the processes needed for product realization. Planning of product realization is consistent with the requirements of the other processes of the quality management system (see 4.1).
The Typical Product-related Process Interaction At Plano Machine flowchart (see 4.2.2) provides an overview of the sequence of processes and sub-processes required to achieve the product. Greater detail may be provided in work instructions when the absence of that detail could have an adverse affect on quality. The route sheet, work order, drawing, and/or prototype sample are the documents and items used to realize the actual processes/sub-processes for a product.
In planning product realization, Plano Machine has determined the following, as appropriate: a) Quality objectives and requirements for the product;
Quality objectives and requirements for the product include consideration of aspects such as:
- product and personal safety, - reliability, availability, and maintainability, - producibility and inspectability, - suitability of parts and materials used in the product, - selection and development of embedded software, and - recycling or final disposal of the product at the end of its life.
b) the need to establish processes and documents, and to provide resources specific to the product and its production process(es). These may include consideration of aspects such as: - Process controls and safety controls on/with the process equipment, - reliability, repeatability and maintainability of the process, - monitoring and measurement of the effectiveness and stability of the process, - inspectability and suitability of the process and its equipment.
c) required verification, validation, monitoring, measurement, inspection and test activities specific to the product and the criteria for product acceptance;
d) records needed to provide evidence that the realization processes and resulting product meet requirements (see 4.2.4).
e) configuration management appropriate to the product;

Rev. Date: 7/18/2015 Pg 26
f) the identification of resources to support the use (operation) and maintenance of the product.
The output of this planning is in a form suitable for Plano Machine’s method of operation.
Product Realization & Risk Management serves as the guideline for planning activities, providing a means for realizing (determining) these items and others when planning for products, projects or contracts. Ready For Production and Configuration Management describes the methods in place for configuration management. As Plano Machine is a contract manufacturer, supporting the use and maintenance of the product is not applicable.
7.1.1 PROJECT MANAGEMENT AND PLANNING OF PRODUCT REALIZATION As appropriate to Plano Machine and the product, Plano Machine plans and manages product realization in a structured and controlled manner to meet requirements at acceptable risk, within resource and schedule constraints.
Project management is facilitated by Contract Review or Amendments (depending on the status of the order) with respect to determining whether or not planned results can meet requirements. Product Realization & Risk Management and Ready For Production and Configuration Management help define the project plan in terms that will help production understand the expectation Precision Machining describes the methods used to keep the planning on track.
When product requirements are provided from external sources, Plano Machine defines the methods and establishes the control features (see “Control feature” in section 3.0) used to translate these requirements into the product realization process.
Product requirements, provided by external sources (customer drawings/specifications, industry standards/specifications, etc.), are included in (with—as a separate document), or referenced by the route sheet and/or work order as applicable. (see the job packet)
7.1.2 RISK MANAGEMENT Plano Machine has established, implemented, and maintains a process for managing risk to the achievement of applicable requirements, including as appropriate to Plano Machine and the product:
a) assignment of responsibilities for risk management, b) definition of risk criteria (e.g., likelihood, consequences, risk acceptance), c) identification, assessment, and communication of risks throughout product realization, d) identification, implementation, and management of action to mitigate risks that exceed
the defined risk acceptance criteria, and e) acceptance of risks remaining after implementation of mitigating actions.

Rev. Date: 7/18/2015 Pg 27
Requirements related to risk management are included in the Product Realization & Risk Management procedure.
7.1.3 CONFIGURATION MANAGEMENT Plano Machine has established, implemented, and maintains a configuration management process that includes, as appropriate to the product:
a) configuration management planning, b) configuration identification, c) change control, d) configuration status accounting, and e) configuration audit.
Ready For Production and Configuration Management is the process for configuration management planning, with activities outlined in Precision Machining and Inspection , providing additional support.
7.1.4 CONTROL OF WORK TRANSFERS Plano Machine has established, implemented, and maintains a process to plan and control the temporary or permanent transfer of work (e.g., from one facility to another, from Plano Machine to a supplier, from one supplier to another supplier) and to verify (and where appropriate, validate) the conformity of the work to requirements.
Work transfers are for the most part handled through the Purchasing process, with Product Realization & Risk Management providing guidance on establishing the necessary controls, as appropriate.
7.2 CUSTOMER-RELATED PROCESSES
The “Contract Review ” and “Amendments ” procedures describe how Plano Machine reviews requests and orders from customers and prospects so that their requirements are defined and understood. Plano Machine uses this determination to provide quotes, accept orders/contracts, and to deal with changes to orders/contracts. These processes also address methods for communicating with customers, including handling customer feedback.
7.2.1 DETERMINATION OF REQUIREMENTS RELATED TO THE PRODUCT
Plano Machine has determined the a) requirements specified by the customer, including the requirements for delivery and post-
delivery activities; b) requirements not stated by the customer but necessary for specified or intended use,
where known; c) statutory and regulatory requirements applicable to the product; and

Rev. Date: 7/18/2015 Pg 28
d) any additional requirements considered necessary by the organization. Consideration is given to the applicable customer requirements (specified, unspecified but needed and regulatory/legal requirements) as well as any additional requirements determined by Plano Machine, as needed. These requirements may be noted on or attached to the order, noted on or attached to the drawing, or some other documentation supporting the product that has been ordered.
NOTE: Post-delivery activities include, for example, actions under warranty provisions, contractual obligations such as maintenance services, or dealing with returned product, and supplementary services such as recycling or final disposal. NOTE: Requirements related to the product can also include special requirements; those that are more complex and/or have a higher risk of completion/fulfillment. 7.2.2 REVIEW OF REQUIREMENTS RELATED TO THE PRODUCT Plano Machine reviews the requirements related to the product. This review is conducted prior to Plano Machine’s commitment to supply a product to the customer (e.g. submission of tenders, acceptance of contracts or orders, acceptance of changes to contracts or orders) and ensures that;
a) product requirements are defined;
Quote – Requirements defined in the quote created in our business system software and/or manually. Order or contract – Requirements defined as a Sales Order in our business system software. Changes to Orders or Contracts – Requirements updated (defined) in Sales Order in our business system software.
b) contract or order requirements differing from those previously expressed are resolved; and
Differences are brought to the attention of management, who facilitates resolution, calling on Plano Machine personnel and/or the customer to work through these issues, when possible. If the situation cannot be resolved the order is cancelled. Evidence of resolution (other than cancellation, which may or may not be in the business system software) is the Sales Order in the business system software.
c) Plano Machine has the ability to meet defined requirements.
The ability to meet requirements is for the most part based upon product line management’s understanding of the requirements (see 7.2.1) and an understanding of Plano Machine’s capabilities (i.e. willing and able to do what the customer wants). When Plano Machine’s ability is in question, we either resolve things with the customer (see 7.2.2b) or become capable (see 7.1).
d) Special requirements of the product are determined.
Special requirements are determined by the customer and are passed on to Plano Machine, as applicable, through the quote, order, change order, or as part of the specifications, drawings or other such requirements, as applicable.
e) risks (e.g., new technology, short delivery time scale, etc.) are evaluated.
Rev. Date: 7/18/2015 Pg 29
Risks are evaluated as part of assessing Plano Machine’s ability to meet defined requirements (see 7.2.2c) and issues identified are resolved (see 7.2.2b).
Records of the results of the review and actions arising from the review are maintained (see 4.2.4).
Records of the results of review and actions arising from the review (controlled as defined in the Master Control Plan as follows: Quote – Quote in the business system software or on the network (when done manually). Order or contract – Sales Order in the business system software. Changes to Orders or Contracts – Updated Sales Order in the business system software.
Where the customer provides no documented statement of requirement, the customer requirements are confirmed before acceptance.
Verbal quotes, orders, and/or changes to orders are handled in the same manner as those where requirements are documented (entered into the business system software and/or on the network). Coupled with the management’s interaction with the customer this ensures requirements are confirmed (understood) before acceptance. See the Contract Review Process .
Where product requirements are changed, Plano Machine ensures that relevant documents are amended and that relevant personnel are made aware of the changed requirements.
Changed customer requirements are noted (documents are amended) on Sales Orders, Route Sheets and work orders, as required (when relevant personnel need to be made aware of changes in requirements). Quality Management and/or Production Management facilitate making those affected aware of the change, when simply updating the documents used is not considered to be enough). See the Contract Review and the Amendments Processes.
7.2.3 CUSTOMER COMMUNICATION
Plano Machine has determined and implemented effective arrangements for communication with customers relating to:
Management and/or office personnel are responsible for working with the customer to ensure Plano Machine addresses customer needs.
a) product information;
Website, brochures, word of mouth and Plano Machine’s management people interacting with customers to understand their needs and to provide updates on orders, as needed.
b) inquiries, contracts or order handling, including amendments; and
Communication methods are included in the controls defined in 7.2.2
c) customer feedback, including customer complaints.

Rev. Date: 7/18/2015 Pg 30
Customers are routed to the QMS Management Representative, Quality, or other members of management. These people facilitate action and work with the customer as needed see Improvement Systems ).
7.3 DESIGN AND DEVELOPMENT
Plano Machine is a contract manufacturer and has determined that design and development is not applicable to the scope of Plano Machine’s activities. Simply put, Plano Machine manufactures parts for customers based on their designs and does not design or develop products or service.
7.4 PURCHASING
NOTE: ONLY THOSE SUPPLIERS (ALSO KNOWN AS VENDORS AND SUBCONTRACTORS ) PROVIDING
PRODUCTS OR SERVICES THAT AFFECT PRODUCT QUALITY AR E CONTROLLED AS DEFINED IN THIS QUALITY MANAGEMENT SYSTEM .
7.4.1 PURCHASING PROCESS
Plano Machine ensures that purchased product conforms to specified purchase requirements. The type and extent of control applied to the supplier and the purchased product is dependent upon the effect of the purchased product on subsequent product realization for the final product.
Plano Machine ensures that purchased product conforms to requirements by controlling suppliers and/or verification (inspection or testing of incoming product as described in 7.4.3). The type and extent of control applied to the supplier and the purchased product is what the Purchasing procedure is all about.
Plano Machine is responsible for the quality of all products (conformity to specifications) purchased from suppliers, including customer-designated sources. Supplier evaluation and selection is based on their ability to supply product in accordance with Plano Machine’s requirements. Criteria for selection, evaluation and re-evaluation have been established. Records of the results of evaluations and any necessary actions arising from the evaluation are maintained (see 4.2.4).
Purchasing addresses the criteria for selection, evaluation, and re-evaluation of suppliers. Records of the results of supplier evaluations and any necessary actions arising from these evaluations are maintained as defined in the Master Control Plan .
NOTE: One source of data that may also be evaluated by Plano Machine as a part of its supplier selection process is supplier quality data from objective and reliable external sources (e.g… information from accredited QMS certification bodies). Plano Machine:

Rev. Date: 7/18/2015 Pg 31
a) maintains a register of its suppliers that includes approval status (e.g., approved, conditional, disapproved) and the scope of the approval (e.g., product type, process family); A register of approved suppliers, including the status and scope of approval is maintained (see the Approved Vendor List ).
b) periodically reviews supplier performance; the results of these reviews are used as a basis for establishing the level of controls to be implemented; A periodic review of supplier performance is defined in the Purchasing procedure, including the records maintain and how these reviews are used as a basis for establishing the level of control we exercise over the supplier. It is also reviewed during management review (see the Management Review Matrix ).
c) has defined the necessary actions to take when dealing with suppliers that do not meet requirements; The actions taken, when dealing with suppliers that do not meet requirements is addressed in Purchasing .
d) ensures (where required) that both Plano Machine and all suppliers use customer-approved special process sources;
For the most part sources used are customer-approved (specified). The Purchasing procedure includes considerations intended to ensure Plano Machine uses customer-approved sources.
e) defines the process, responsibilities, and authority for the approval status decision, changes of the approval status and conditions for a controlled use of suppliers depending on the supplier’s approval status, and The Operation Management Team (Purchasing) has both the authority to approve supplier quality systems and authority to disapprove the use of sources.
f) determines and manages the risk when selecting and using suppliers.
As most suppliers are customer specified, the risk is usually understood. Product Realization & Risk Management provides guidance on assessing risk and is used when additional risks may exist.
7.4.2 PURCHASING INFORMATION Purchasing information describes the product to be purchased, including where appropriate:
a) requirements for approval of product, procedures, processes, and equipment; b) requirements for qualification of personnel;

Rev. Date: 7/18/2015 Pg 32
c) quality management system requirements; d) the identification and revision status of specifications, drawings, process requirements,
inspection/verification instructions and other relevant technical data, e) requirements for design, test, inspection, verification (including production process
verification), use of statistical techniques for product acceptance, and related instructions for acceptance by Plano Machine and as applicable critical items including key characteristics;
f) requirements for test specimens (e.g., production method, number, storage conditions) for design approval, inspection/verification, investigating or auditing,
g) requirements regarding the need for the supplier to: • notify Plano Machine of nonconforming product, • obtain Plano Machine’s approval for nonconforming product disposition, • notify Plano Machine of changes in product and/or process, changes to suppliers,
changes of manufacturing facility location and, where required, obtain Plano Machine’s approval, and
• flow down to the supply chain the applicable requirements in the purchasing documents including customer requirements and key characteristics where required.
h) records retention requirements, and i) right of access by Plano Machine, their customer, and regulatory authorities to all
facilities involved in the order and to all applicable records,
The applicable purchasing information is included (where appropriate) to ensure what is expected is what is received and to ensure the receiving personnel have the necessary information.
Plano Machine ensures the adequacy of specified purchase requirements prior to their communication to the supplier.
Purchasing documents are approved by management to ensure purchase requirements are complete and address all of the applicable requirements.
7.4.3 VERIFICATION OF PURCHASED PRODUCT Plano Machine has established and implemented the inspection or other activities necessary for ensuring that purchased product meets specified purchase requirements. Verification activities may include:
- obtaining objective evidence of the conformity of the product from suppliers (e.g., accompanying documentation, certificate of conformity, test reports, statistical records, process control records),
- inspection and audit at supplier’s premises, - review of the required documentation, - inspection of products upon receipt, and, - delegation of verification to the supplier, or supplier certification.
Receiving (embedded in the Purchasing procedure) addresses verification activities and includes as applicable the approaches outlined in the bullets above.

Rev. Date: 7/18/2015 Pg 33
Where purchased product is released for production use pending completion of all required verification activities, it is identified and recorded to allow recall and replacement if it is subsequently found that the product does not meet requirements.
Positive recall (using received material or product prior to incoming inspection or test) is typically not done at Plano Machine. This means purchased product is not normally used until it has been verified as conforming to specified requirements. Purchasing includes the necessary controls, in the event these situations were to ever happen.
Where Plano Machine utilizes test reports to verify purchased product, the data in those reports is acceptable per applicable specifications. Plano Machine periodically validates test reports for raw material.
Test reports for raw material are validated periodically. The audit schedule facilitates this validation process.
Where Plano Machine delegates verification activities to the supplier, the requirements for delegation are defined and a register of delegations is maintained.
Plano Machine does not delegate verification activities to suppliers.
Where Plano Machine or its customer intends to perform verification at the supplier’s premises, Plano Machine states the intended verification arrangements and method of product release in the purchasing information.
When verification is to be performed at the supplier’s premises or at Plano Machine by Plano Machine or its customer (source inspection), Plano Machine specifies the intended verification arrangements and the method of product release in the purchasing documents. Where specified in the contract, the customer or the customer’s representative shall be afforded the right to verify at the supplier’s premises and Plano Machine’s premises that subcontracted product conforms to specified requirements.
Verification by the customer is not used by Plano Machine as evidence of effective control of quality by the supplier and does not absolve Plano Machine of the responsibility to provide acceptable product, nor does it preclude subsequent rejection by the customer. 7.5 PRODUCTION AND SERVICE PROVISION 7.5.1 CONTROL OF PRODUCTION AND SERVICE PROVISION
Plano Machine plans and carries out production under controlled conditions. Controlled conditions include, as applicable:
a) the availability of information that describes the characteristics of the product (this information can include drawings, parts lists, process flow charts including inspection

Rev. Date: 7/18/2015 Pg 34
operations, production documents (e.g., manufacturing plans, traveler, router, work order, process cards, materials and process specifications); and inspection documents, Typically noted in the route sheet or work order and associated control plan, but may be in a process-specific work instruction or any other means of documenting product characteristics.
b) the availability of work instructions, as necessary; Work instructions have been developed for processes where the absence of such detail could have an adverse affect on quality. In other instances documents such as the customer documents (drawings, specifications, etc.) can provide the necessary detail.
c) the use of suitable equipment (suitable equipment can include product specific tools [e.g., jigs, fixtures, molds] and software programs) a list of specific or non-specific tools and numerical control (NC) machine programs required and any specific instructions associated with their use; Plano Machine determines suitability by using the Product Realization & Risk Management procedure. Plano Machine will perform suitable maintenance of equipment to ensure continuing process capability. Maintenance activities are facilitated by maintenance checklists and/or schedule (see Monthly Machine Checks log).
d) the availability and use of monitoring and measuring equipment;
Measuring and monitoring devices are made available by maintaining them where they are needed. These devices are used to perform the necessary inspections or tests used to monitor process parameters and/or product characteristics, as needed. The use of measuring and monitoring devices is based upon need, with trained personnel (see 6.2.2e for training records) selecting and using these devices in a manner that ensures accuracy to the required tolerance. The required accuracy is based upon criteria noted on the drawing, specification, work order, control plan, or other documentation designated as the criteria for the measuring or monitoring activity being performed.
e) the implementation of monitoring and measurement; and
The route sheet or work order describes the monitoring activities associated with producing product. Process-specific instructions and/or monitoring and measurement activities described in 8.2.3 and 8.2.4 may also be used.
f) the implementation of product release, delivery, and post-delivery activities.
This is accomplished through the use of appropriate handling, storage, and packaging techniques (defined in 7.5.5). Plano Machine uses various types of carriers to deliver product to our customers. These would include delivery, commercial carriers, courier services and customer pick-up (will call).

Rev. Date: 7/18/2015 Pg 35
Any contractual requirements for the extension of protection through delivery to destination are determined at contract review (see 7.2).
g) Accountability for all product during manufacture (e.g., parts quantities, split orders, nonconforming product),
Accountability is maintained through the route sheet or work order and associated documents.
h) Evidence that all manufacturing and inspection operations have been completed as planned, or as otherwise documented and authorized,
Sign-offs maintained with the route sheet or work order provides evidence that all manufacturing and inspection operations have been completed.
i) Provision for the prevention, detection, and removal of foreign objects,
Prevention Manufacturing – Reasonable housekeeping practices shall be employed in areas of manufacturing to ensure timely removal of production-generated debris. Machine operators shall employ “clean as you go” methods to ensure that production-generated debris are not allowed to accumulate in excessive amounts. Assembly – Assembly areas shall be kept clean and every reasonable effort shall be made to keep areas free of potential foreign objects. Specific areas of concern would be assemblies that contain non-thru holes, sealed over pockets, or any detail that would be non-accessible after completion of the assembly. Training – The Company has developed a short training manual based on the FOD prevention guidelines produced by National Aerospace FOD Prevention. This training manual will be distributed to necessary employees at least once per year, or each time that it is updated based on new production requirements.
Detection Inspection – Quality personnel shall monitor areas of concern during the assembly process, the overall cleanliness of the manufacturing area, and the final packaging of parts and assemblies for shipment. Visual inspection of part details that have the potential of retaining foreign objects shall be adequate for the purpose of satisfying the customer’s requirements. Shipping – Shipping department shall visually confirm that no foreign objects are present while wrapping finished parts for shipment. In addition boxes used to transport finished parts shall be visually checked to ensure that only bubble type packing material is present (i.e. no loose fill material shall be used, and boxes will be free of potential foreign objects).
Removal FOD removal tends to be accomplished by wiping the parts down, but may include additional de-burring or cleaning as needed.
j) Monitoring and control of utilities and supplies such as water, compressed air, electricity and chemical products to the extent they affect product quality, and
Rev. Date: 7/18/2015 Pg 36
Other than preventative maintenance activities associated with compressed air, there are no utilities or supplies that affect product quality. The air compressor is maintained as per the Maintenance procedure.
k) Criteria for workmanship, which is stated in the clearest practical manner (e.g., written standards, representative samples, or illustrations)
A workmanship criterion is per customer requirements, which may be in the original form (drawing, specification, etc.) or may have been integrated into Plano Machine’s route sheet/work order, set-up sheet, CNC program etc.
Planning shall consider, as appropriate:
- establishing, implementing and maintaining appropriate processes to manage critical items, including process controls where key characteristics have been identified,
- designing, manufacturing and using tooling to measure variable data (particularly for key characteristics),
- identifying in-process inspection/verification points when adequate verification of conformance cannot be performed at later stages of realization, and
- special processes (see 7.5.2). Product Realization & Risk Management procedure serves as a guideline for planning activities, providing a means for realizing (determining) these items and others when planning for products, projects or contracts.
7.5.1.1 PRODUCTION PROCESS VERIFICATION (AS9100C REQUIREMENT) Plano Machine’s system provides a process for the inspection, verification and documentation of a representative item from the first production run of a new part or assembly (to verify that the production processes, production documentation and tooling are capable of producing parts and assemblies that meet requirements). This process shall be repeated when changes occur that invalidate the original results (e.g., engineering changes, manufacturing process changes, tooling changes). Note: This activity is often referred to as first article inspection.
First Article inspection is outlined in the Inspection procedure.
7.5.1.2 CONTROL OF PRODUCTION PROCESS CHANGES (AS9100C REQUIREMENT) Persons authorized to approve changes to production process are identified.
Member of the Operations Management Team are authorized to approve changes to the production process.
Plano Machine controls and documents the changes affecting processes, production equipment, tools, and software programs. Plano Machine identifies and obtains acceptance of changes that require customer or regulatory approval if called for in contract or regulatory requirements.

Rev. Date: 7/18/2015 Pg 37
Changes affecting processes, production equipment, tools and software programs are documented in the applicable route sheet/work order (or quality plan). The procedure for controlling these changes is Product Realization & Risk Management . Document changes are managed as per the Document & Records Control procedure.
The results of changes to production processes are assessed to confirm that the desired affect has been achieved without adverse effects to product quality.
Product Realization & Risk Management , facilitate the assessment of the results of changes to production processes to confirm the desired affect has been achieved without adverse effects to product quality. The first piece inspection also serves to confirm product quality is maintained.
Process controls are documented in routings, travelers, checklists, process sheets, or other types of control features (see “Control feature” in section 3) and include requirements for verifying compliance with quality plans, control features, and reference standards/codes. The process control documents include or reference instructions, workmanship and acceptance criteria for processes, tests, inspections, and customer’s inspection hold or witness points.
Process controls are documented on route sheets or work orders (see Precision Machining ).
7.5.1.3 CONTROL OF PRODUCTION EQUIPMENT, TOOLS, AND NC MACHINE PROGRAMS: (AS9100C REQUIREMENT) Production equipment, tools, and software program used to automate and control/monitor product realization processes, are validated prior to (use) release for production, maintained and inspected periodically according to documented procedures. Verification prior to production includes verification of the first article produced to the design data/specification.
As part of the first piece inspection (which is also the first article when the part run is the first part Plano Machine has made to that revision), equipment, tools, and programs are validated prior to use (see Inspection procedure). Inspection of equipment/tools and maintenance is as defined in the Maintenance procedure and/or as designated in Tool Control . Annual checks of reference items are conducted per the audit schedule.
Storage requirements, including periodic preservation/condition checks, have been established for production equipment or tooling in storage.
Storage of production equipment and tooling is as defined in Tool Control . 7.5.1.4 POST-DELIVERY SUPPORT: (AS 9100 C REQUIREMENT)
Post-delivery support shall provide as applicable for the:
a) collection and analysis of in-service data,

Rev. Date: 7/18/2015 Pg 38
b) actions to be taken (including investigation, reporting activities, and actions on service information consistent with contractual and/or regulatory requirements) when problems are detected after delivery,
c) control and updating of technical documentation, d) approval, control and use of repair schemes, and e) controls required for off-site work (e.g. Plano Machine’s work undertaken at the
customer’s facilities). Plano Machine provides post-delivery support as noted in the Control of Nonconforming Product and the Root Causes and Corrective Action procedure, with additional considerations included in Improvement Systems .
7.5.2 VALIDATION OF PROCESSES FOR PRODUCTION Plano Machine validates any processes for production where the resulting output cannot be verified by subsequent monitoring or measurement and, as a consequence deficiencies become apparent only after the product is in use or has been delivered. Note: These processes are frequently referred to as special processes. Validation demonstrates the ability of the processes to achieve planned results. Arrangements for validation include:
a) defined criteria for review and approval of the processes; - qualification and approval of special processes prior to use,
b) approval of equipment and qualification of personnel; c) use of specific methods and procedures;
- control of the significant operations and parameters of special processes in accordance with documented process specifications and changes thereto,
d) requirements for records (see 4.2.4); and, e) revalidation.
There are no special processes performed at Plano Machine. Suppliers providing special processes (welding, heat treat, etc.) are controlled as defined in Purchasing , with additional considerations included in Product Realization & Risk Management . Should there come a time when Plano Machine identifies a process considered to be special, Establishing a Special Process would facilitate the validation requirements described in this section.
7.5.3 IDENTIFICATION AND TRACEABILITY Plano Machine identifies, where appropriate, the product by suitable means throughout product realization.
There are three basic classes of product and materials at Plano Machine: Parts/Raw Materials, Work in Progress, and Finished Product. Whenever possible, Plano Machine clearly identifies Parts/Raw Materials with the part number or control number see (Raw Material Identification and Traceability).

Rev. Date: 7/18/2015 Pg 39
Plano Machine will normally identify Work in Progress through all stages of manufacture by use of a route sheet or work order.
Finished product will be packaged and labeled with all information as required by the route sheet or work order and shipped per customer requirements. Plano Machine will ensure all finished products are traceable and that adequate records (route sheet or work order and associated records maintained with the route sheet or work order) are kept, when traceability is required. Whenever possible or required, finished product will be individually identified with a unique serial number or lot number.
Plano Machine maintains the identification of the configuration of the product in order to identify any differences between the actual configuration and agreed configuration.
There are no differences between the actual configuration and the agreed configuration because Plano Machine is a precision job shop producing parts to customers design (e.g., orders and drawings match). The control of the configuration is as defined in Ready For Production & Configuration Management .
The status of product with respect to measurement and monitoring requirements is also identified throughout product realization.
Plano Machine will identify the inspection and test status of the product throughout the production process by use of a route sheet or work order. Since parts and raw materials are inspected prior to being released to production, they are considered to be acceptable if they are located in the designated stock area. Non-conforming parts or raw materials would have been tagged and/or routed to the non-conforming parts area for return or disposition. Any parts or assemblies showing deviations from standards will be green-tagged with a Rework Tag and returned to machine operator to rework to original specifications or, brought to management’s attention if the part or assembly can only be repaired (not able to meet original specifications but approved by management with or without customer concession). Should the part or assembly be damaged or machined to the point that it cannot be reworked or repaired it will be red-tagged with a Reject Tag and scrapped, used as a set up piece (but will not be included in final parts shipment) or routed to appropriate holding areas. Inspection and test status may also be indicated by the placement of a product or component in a designated area. Both the Rework Tag and Reject Tag will consist of a tag or label that can be easily and obviously attached to a non-conforming component or assembly. Both tags will include places for the following information: route sheet or work order number, part number, part description, pieces rejected, reasons for rejection, the inspector’s name, and the date.
When acceptance authority media are used (e.g., stamps, electronic signatures, passwords), Plano Machine has established and maintains documented control for the media.
Quality maintains a list of acceptance authority media. The controls are as follows:

Rev. Date: 7/18/2015 Pg 40
• Quality Management assigns and maintains the list of persons authorized to perform inspections and/or tests.
• The list includes a recognition of the types of inspections or tests each person is authorized to perform, based on the stamps (acceptance authority media) assigned to that individual.
• When an individual no longer has acceptance authority, the stamps are recovered (when possible) and noted as out of service in the list.
• Stamps taken out of service are kept out of service for at least 6 (six) months before they are re-introduced as needed.
• Stamps that are lost are noted as out of service. • Worn stamps may be re-created, with the previous stamp destroyed.
Plano Machine controls the unique identification of the product and maintains records, where traceability is a requirement (see 4.2.4). Traceability requirements can include (according to contract, regulatory or other established requirement):
- identification to be maintained throughout the product life, - the ability to trace all products manufactured from the same batch of raw material, or
from the same manufacturing batch, to the destination (e.g., delivery, scrap), - for an assembly, the ability to trace its components to the assembly and then to the
next higher assembly, and - for a product, a sequential record of its production (manufacture, assembly,
inspection/verification) to be retrievable.
Traceability is maintained at Plano Machine in the order history file. This record identifies the product involved for the length of time required by the contract. Products manufactured from a particular batch of raw material or the same manufacturing batch are traceable, including the ability to trace the identity of components and any next higher assemblies produced by Plano Machine. The sequential record of production is retrievable by part number and serial/lot number.
7.5.4 CUSTOMER PROPERTY Care is exercised with customer property while it is under the control of or being used by Plano Machine. Customer property provided for use or incorporation into the product is identified, verified, protected and safeguarded. If any customer property is lost, damaged or otherwise found to be unsuitable for use, it is reported to the customer and records are maintained (see 4.2.4).
Customer property is clearly identified, verified during receiving, properly stored/protected, and safeguarded as defined below.
Identified – Customer property tends to arrive with some form of identification. When this is not the case, the customer property is marked or labeled to differentiate customer property from Plano Machine property.

Rev. Date: 7/18/2015 Pg 41
Verified – Plano Machine inspects customer property upon receipt to make sure that Plano Machine knows what was received, and to confirm that what was received is what Plano Machine needed to meet customer requirements, and to make sure the property did not arrive damaged or otherwise unsuitable for use. If the customer-supplied property arrives damaged or unsuitable for use, Plano Machine will report the situation to the customer. Protected – Customer-supplied property is stored in locations that prevent damage. Safeguarded – Customer-supplied property is stored or maintained in areas that safeguard the property, including environmental controls and security considerations as applicable. Note – Customer property may include intellectual property, including customer-supplied data used for design, production, and/or inspection. Lost, damaged, or unsuitable customer property is reported to the customer by a member of management and/or Quality. The incident is recorded in the “Opportunities/Incidents Log ”, and on the Non Conformance Report (NCR), which are maintained as a record in the “Master Control Plan ”.
7.5.5 PRESERVATION OF PRODUCT Plano Machine preserves the product during internal processing and delivery to the intended destination in order to maintain conformity to requirements. As applicable, preservation includes identification, handling, packaging, storage and protection. Preservation also applies to the constituent parts of a product.
• Identification – Labels or signage indicating the need to be cautious for things like
fragile, do not stack or other means of ensuring the product will survive to the point of use would be included in the route sheet or work order, specifications, or work instruction, as appropriate.
• Handling – For the most part handling is based upon common sense to preserve appearance or functionality. When more detailed instructions are needed, they are included in the route sheet or work order, work instruction, or specification.
• Packaging – All product packaging, preservation methods and marking will be controlled to the extent necessary to prevent damage from the time of receipt until the responsibility ceases. Packaging for shipping will be consistent with minimizing shipping damage. Appropriate packaging materials will be used to provide adequate protection to the products up to and during delivery to the customer. When customer-specific packaging requirements exist, such information will be included in the route sheet, work order or associated documents.
• Storage – All products will be stored in storage areas or stockrooms in such a manner as to prevent damage or deterioration. Condition of stock will be assessed during internal audits.

Rev. Date: 7/18/2015 Pg 42
• Protection – Appropriate methods of preservation and segregation will be specified, as required. Shelf-life expiration labels will be used on all items identified as possessing critical characteristics that are age dependent. Any items older than their designated shelf life will be evaluated and either salvaged or discarded. Disposition of such expired items are not subject to the provisions of control of nonconforming material.
Preservation of product at Plano Machine also includes, where applicable in accordance with product specifications and/or applicable regulations, provisions for:
a) cleaning;
Product is cleaned, as needed, prior to packaging to ensure it is ready for shipment (see Precision Machining ).
b) prevention, detection, and removal of foreign objects;
As described in 7.5.1i.
c) special handling for sensitive products;
Sensitive products that are sensitive due to the type of material involved are recognized as such on the route sheet or work order used for the process. Sensitivity related to security concerns is addressed in the establishment of processes to maintain security, as applicable.
d) marking and labeling including safety warnings;
When preservation methods require marking and/or labeling, including safety warnings, these markings or labeling are included in the route sheet, work order, work instruction, or specification as applicable.
e) shelf life control and stock rotation;
Shelf life is controlled as defined in “protection” above. First-In-First-Out (FIFO) is used to ensure stock is rotated.
f) special handling for hazardous materials.
When hazardous materials are involved, the process is set-up to ensure special handling methods are established and maintained.
7.6 CONTROL OF MONITORING AND MEASURING EQUIPMENT Plano Machine determines the monitoring and measurements to be undertaken (made) and the monitoring and measuring equipment needed to provide evidence of conformity of product to determined requirements (see 7.2.1).
The drawing or applicable specifications are used to identify the measurements to be made. The measuring and monitoring devices required to assure conformity of product to specified requirements are selected on the basis of their ability to accurately measure in the range needed for such measurements (see 7.5.1d). The control features that controls,
Rev. Date: 7/18/2015 Pg 43
calibrates, and maintains monitoring and measuring devices are the Calibration procedure.
Plano Machine maintains a register of monitoring and measuring devices, and defines the process employed for calibration including details of equipment type, unique identification, location, frequency of checks, check method, and acceptance criteria.
Calibration records serve as the register of monitoring and measuring devices. These records include details of equipment type, unique identification, location, frequency of checks, check method, and acceptance criteria.
Note: The Plano Machine register (list) of monitoring and measurement equipment may include, but, is not necessarily limited to test hardware, test software, automated test equipment and peripheral plotters used to produce recorded inspection data. The register also includes personally owned and customer supplied equipment used to provide evidence of product conformity. Processes have been established to ensure that monitoring and measurement can be carried out and are carried out in a manner that is consistent with the monitoring and measurement requirements.
As part of establishing the applicable monitoring and measurement activities, Quality and production management ensure these measurements can be carried out and are carried out in a manner that is consistent with requirements (see check methods embedded in the GAGEtrac software) referenced in the Calibration procedure.
Plano Machine ensures environmental conditions are suitable for the calibrations, inspections, measurements, and tests being carried out.
Environmental conditions are per customer requirements and/or industry guidelines/standards, ensuring suitability for the calibrations, inspections, measurements, and tests carried out.
Where necessary to ensure valid results, measuring equipment is:
a) calibrated or verified, or both, at specified intervals, or prior to use, against measurement standards traceable to international or national standards; where no such standards exist, the basis used for calibration or verification is recorded;
Plano Machine’s calibration records note calibration due dates. All calibrated equipment is calibrated by an approved supplier or per internal check methods, with standards traceable to NIST. As a result of this, there are no records needed for the basis used for calibrations where there is no standard.
b) adjusted or re-adjusted as necessary;
Done by calibration subcontractor or internal calibration personnel as needed.
c) Have identification in order to determine its calibration status;

Rev. Date: 7/18/2015 Pg 44
Devices are labeled by subcontractor or internal calibration staff at the time of calibration.
d) safeguarded from adjustments that would invalidate the measurement results; and
When device settings can be adjusted, because it is easy to do so, settings are sealed so tampering would be obvious.
e) protected from damage and deterioration during handling, maintenance and storage.
Primarily through awareness of potential problems and by storage location (lab, office, etc.). Secondarily, through keeping them in the boxes or containers that they were received in (when purchased) when not in use.
Plano machine has established, implemented, and maintains a process for the recall of monitoring and measuring equipment requiring calibration or verification.
GAGEtrac includes a recall process used by quality to manage all monitoring and measuring equipment calibration/verification.
In addition, Plano Machine assesses and records the validity of the previous measuring results when the equipment is found not to conform to requirements. Appropriate action on the equipment and any product that is affected is taken.
Manufacturing management and QA will control calibrated equipment, to prevent unauthorized adjustments. If an out of calibration event occurs, Quality will assess and document the validity of previous inspection and test results that used the inspection, measuring, and test equipment found to be out of calibration. Such impact assessments will be documented on the back of—or attached to—the calibration record of the unit that demonstrated the out-of-calibration event. Affected product is dealt with as nonconforming product (see 8.3 and Control of Nonconforming Product procedure), with actions taken dependent upon the implications (rework product, work out any issues with affected customers, etc.). The equipment involved is repaired, replaced or obsoleted, as applicable
Records of the results of calibration and verification are maintained (see 4.2.4).
Records (records from subcontractor or internal [GAGETrac] calibration records) are maintained as defined in Master Control Plan .
Computer software is not used for monitoring or measurement activities.
8 MEASUREMENT, ANALYSIS AND IMPROVEMENT 8.1 GENERAL Plano Machine has planned and implemented the monitoring, measurement, analysis and improvement processes needed to a) demonstrate conformity to product requirements (see 8.2.1, 8.2.3, 8.2.4, 8.3, 8.4b & 8.4c);

Rev. Date: 7/18/2015 Pg 45
b) ensure conformity of the quality management system (see 5.6, 8.2.1, 8.4, 8.5.2 & 8.5.3); and,
c) continually improve the effectiveness of the quality management system (see 5.6, 8.4 & 8.5.1).
This includes the determination of applicable methods, including statistical techniques, and the extent of their use.
Applicable methods are as described in the rest of section 8. Plano Machine does not typically use statistical techniques (may use a statistically valid sampling plan at receiving). Product quality is verified through test and inspection of all units received or shipped. Any techniques in use would be controlled by the applicable work order or work instruction. Note: According to the nature of the product and depending on the specified requirements, statistical techniques may be used to support: - Design verification (e.g., reliability, maintainability, safety); - Process control:
- Selection of key characteristics; - Process capability measurements; - Statistical process control; - Design experiment; - Inspection – matching sampling rate to the criticality of the product and to the
process capability; and/or, - Failure mode and effect analysis.
8.2 MEASUREMENT AND MONITORING 8.2.1 CUSTOMER SATISFACTION Plano Machine monitors information related to customer perception to assess whether customer requirements have been met. The methods for obtaining and using this data have been determined.
Customer confidence (satisfied with the past and confident with us serving their needs in the future) is monitored (use of the data) as part of Management Review (see 5.6). The data is collected (obtained) using the Opportunities/Incidents Log , and the NCR’s. Management uses this data to assess the effectiveness of the policy and objectives and to determine whether or not we are instilling confidence in our ability to our customers.
Management will also pay attention to day-to-day informal customer communications with an eye towards maintaining a high level of customer satisfaction. Anecdotal reports of customer satisfaction (based on conversations with Plano Machine staff that have regular interactions with customers) will be examined during regular management reviews (see 5.6).
Information that is monitored and used for the evaluation of customer satisfaction includes, but is not limited to, product conformity, on-time delivery performance, customer complaints and

Rev. Date: 7/18/2015 Pg 46
corrective action requests. Plano Machine has developed and implemented plans for customer satisfaction improvement that addresses deficiencies identified by these evaluations, and assesses the effectiveness of the results.
Plano Machine evaluates customer feedback using the Improvement Systems process.
NOTE: Monitoring customer perception can include obtaining input from sources such as customer satisfaction surveys, customer data on delivered product quality, user opinion surveys, lost business analysis, compliments, warranty claims and dealer reports.
8.2.2 INTERNAL AUDIT Plano Machine conducts internal audits at planned intervals to determine whether the quality management system: a) conforms to planned arrangements (see 7.1), to the requirements of ISO 9001:2008, and
AS 9100C; and to the quality management system requirements established by Plano Machine; and,
b) are effectively implemented and maintained. Plano Machine’s internal audit procedure (see Internal Audits ) has been developed to describe the audit process used at Plano Machine, and includes methods to verify Plano Machine has effectively implemented and is maintaining a quality management system conforming to: • planned arrangements, • ISO 9001:2008, AS9100C, and • those requirements established by Plano Machine as part of its business model. • Customer contractual and/or regulatory requirements. These audits are conducted at planned intervals, defined by the audit schedule .
Plano Machine has planned the audit program, taking into consideration the status and importance of the processes and areas to be audited, as well as the results of previous audits. The audit criteria, scope, frequency and methods have been defined. The selection of auditors and conduct of audits ensure objectivity and impartiality of the audit process. Auditors do not audit their own work.
The audit schedule is the audit plan. This plan takes into consideration the status (how the activity is doing) and importance (If broken, it will have an adverse affect on our ability to meet our objectives) of the processes/areas to be audited as well as previous audit results. Typically the audit scope is defined by the applicable audit report, but may be by element or clause as established in this quality manual (ex. 8.2.2 is the clause for internal audit). In either case, the documents and processes supporting the applicable elements or clauses are part of the audit. For the most part acceptance criteria for the audit are based upon the evidence provided to show that the system is operating in an effective manner and fulfills the requirements of

Rev. Date: 7/18/2015 Pg 47
ISO 9001:2008, and, AS9100C. This means the Auditor verifies:
• the process employed and the quality system documentation match, • the documentation/records required by ISO 9001:2008, and AS9100C are included
as appropriate, and, • the evidence (records) reflects effective operation.
An audit report(s) has been established to ensure these considerations are adequately addressed and serves as or includes the defined scope for the audits performed. The audit frequency is defined in the audit schedule . The methods used for auditing are included in Internal Audits . Auditor selection is based upon training to Internal Audits or through equivalent training (i.e. registered auditor, auditor trained to the body of knowledge used for registered auditors, etc.), their ability to work well with others, and their ability to let the evidence speak for itself (impartial and objective). Auditor independence (not letting them audit their own work) is ensured by the Management Representative or their designated audit coordinator through the audit schedule.
A documented procedure has been established that defines the responsibilities and requirements for planning and conducting audits, and for establishing records and reporting results.
Internal Audits is the documented procedure for internal audits and includes a description of the responsibilities and requirements for planning and conducting audits. This description includes the methods used for establishing records and reporting results of audits. Detailed tools and techniques have been developed such as check sheets, process flowcharts, or any similar method to support audit of the quality management system requirements. The acceptability of the selected tools will be measured against the effectiveness of the internal audit process and Plano Machine’s overall performance.
Records of the audits and their results are maintained (see 4.2.4).
Records of the audits and their results are maintained as defined in the Master Control Plan .
Management responsible for the area being audited ensures that any necessary corrections or corrective actions are taken without undue delay to eliminate detected nonconformities and their causes. Follow-up activities include the verification of the actions taken and the reporting of verification results (see 8.5.2).
The process for ensuring management responsible for the area takes any necessary action without undue delay, and that follow-up verifies the effectiveness of actions taken, with results reported, is included in Internal Audits . Improvement Systems provides an overview of methods used to facilitate action (correction, corrective action, preventive action, etc.), as appropriate.
8.2.3 MONITORING AND MEASUREMENT OF PROCESSES

Rev. Date: 7/18/2015 Pg 48
Plano Machine has applied suitable methods for monitoring; and, where applicable, measurement of the quality management system processes. These methods demonstrate the ability of the processes to achieve planned results. When planned results are not achieved, correction and corrective action are taken, as appropriate to ensure conformity of product. In the event of process nonconformity, Plano Machine
a) takes appropriate action to correct the nonconforming process, b) evaluates whether the process nonconformity has resulted in product nonconformity, c) determines if the process nonconformity is limited to a specific case or whether it could
have affected other processes or products, and d) identifies and controls nonconforming product per 8.3. Monitoring and measurement of processes is facilitated by monitoring process metrics (data analysis like that called for in Improvement Systems ), internal audits evaluating evidence of an effectively operating process (like that called for in Internal Audits ), and through inspections/tests called for as part of a process (noted on the route sheet, included in a work instruction, etc. (see Precision Machining and/or Inspections ). These methods demonstrate the ability of processes to achieve planned results. When planned results are not achieved, correction/corrective action is facilitated through Improvement Systems . When a process is found to be nonconforming (not producing the desired result), the potential for nonconforming product to have been created is also assessed (part is inspected). If the product is nonconforming, it is handled as defined in Control of Nonconforming Product and in the Root Causes and Corrective Action process.
8.2.4 MONITORING AND MEASUREMENT OF PRODUCT
Plano Machine monitors and measures the characteristics of the product to verify that product requirements have been met. These activities are carried out at appropriate stages of the product realization process in accordance with the planned arrangements (see 7.1). Evidence of conformance to the acceptance criteria is maintained.
Methods for monitoring and/or measuring the product to verify requirements have been met, including the maintenance evidence of conformance to the acceptance criteria is addressed in the Inspection procedure.
Measurement requirements for product acceptance is documented and includes a) criteria for acceptance and/or rejection, b) where in the sequence measurement and testing operations are performed, c) required records of the measurement results (at a minimum, indication of acceptance or
rejection), and d) any specific measurement instruments required and any specific instructions associated
with their use. The work order, inspection records, and/or Position Guideline for those performing inspections include the information described in a through d above.

Rev. Date: 7/18/2015 Pg 49
When critical items, including key characteristics have been identified, they are monitored and controlled.
The work order/route sheet and/or customer drawings note key characteristics for the product. Machine operators and inspection personnel monitor these as described in Precision Machining and the Inspection procedures.
When Plano Machine uses sampling inspection as a means of product acceptance, the plan is justified on the basis of recognized statistical principles and appropriate for use (i.e., matching the sampling plan to the criticality of the product and to the process capability). The plan precludes the acceptance of lots whose samples have known nonconformities. When required, the plan is submitted to the customer for approval.
The use of a sampling plan is covered in the Sampling Plan . Product is not released for production use until the completion of all required measurement and monitoring activities. It is identified and recorded to allow recall and replacement if it is subsequently found that the product does not meet requirements.
Inspections and/or tests are performed in accordance with customer documentation, information included in the work order, and/or quality plan requirements, to provide evidence of conformance according to the stages defined in these documents and Inspection . For the most part this involves the product being produced, inspected/tested, and a final review.
Records indicate the person(s) authorizing release of the product (see 4.2.4).
The sign off of quality records and the route sheet/work order includes the name of the person authorizing release of the product (may be through relationship with the inspection stamp). These records are controlled as defined in the records section of the Master Control Plan .
Test records show actual test results data when they are required by specification or acceptance test plan. Where required to demonstrate product qualification Plano Machine ensures records provide evidence the product meets the defined requirements.
The sign off of quality records and the route sheet/work order is evidence of conformity (we do not sign it off unless the product meets the customer’s requirements). These records are controlled as defined in the records section of the Master Control Plan.
Product release does not proceed until all the planned arrangements (customer documentation, work order, work instructions, and/or quality plan requirements) have been satisfactorily completed, unless otherwise approved by a relevant authority, and where applicable by the customer.
Final inspection is where all planned arrangements are verified as satisfactorily completed (see Inspection procedure).

Rev. Date: 7/18/2015 Pg 50
Plano Machine ensures that all documents required by the contract/order to accompany the product are present at delivery and are protected against loss and deterioration.
When finished goods are submitted for shipping, personnel ensure all necessary documents are acquired and included for delivery to customer (see Precision Machining procedure).
8.3 CONTROL OF NONCONFORMING PRODUCT Plano Machine ensures that product which does not conform to product requirements (including nonconforming product returned from the customer) is identified and controlled to prevent unintended use or delivery. Plano Machine’s documented procedure defines the controls and related responsibilities and authorities for dealing with nonconforming product. Plano Machine’s documented procedure also defines the responsibility and authority for the review and disposition of nonconforming product, and the process for approving personnel making these decisions.
Control of Nonconforming Product and the Root Causes and Corrective Action process are documented procedures used at Plano Machine and include methods for identifying and controlling nonconforming product to prevent unintended use or delivery and also describe the responsibilities and authorities for dealing with nonconforming product (review and disposition) and the process for approving personnel making these decisions.
Where applicable, Plano Machine deals with nonconforming product by one or more of the following ways:
a) by taking action to eliminate the detected nonconformity (rework or repair); b) by authorizing its use, release or acceptance under concession by a relevant authority
and, where applicable, by the customer (use as is); or, c) by taking action to preclude its original intended use or application (re-grade or scrap), d) by taking action appropriate to the effects, or potential effects, of the nonconformity
when nonconforming product is detected after delivery or use has started. Plano Machine’s nonconforming product control process provides for timely reporting of delivered nonconforming product.
Quality or a member of management notifies the affected parties, (i.e., customer, those further along in the process who may be affected because they have some of the nonconforming item in their area, etc.) and facilitates resolution (recall, control of the nonconforming product in those other areas/containment, etc.). The actual steps to be taken are dependent upon the situation, and may involve a formal corrective action (see 8.5.2) or may simply be correction (fix it and move on) of the problem. The need for corrective action versus correction is based upon the size (How big?) and impact (How bad?) of a problem (see 8.5). In any case, these activities are facilitated by Control of
Rev. Date: 7/18/2015 Pg 51
Nonconforming Product process and the Root Causes and Corrective Action process .
e) by taking actions necessary to contain the effect of the nonconformity on other
processes or products. Actions, taken to contain the effect of the nonconformity on other processes or products, are described in Control of Nonconforming Product ; and Root Causes and Corrective Action and/or Preventive Action and Improvement Systems .
Plano Machine’s nonconforming product control process provides for timely reporting of delivered nonconforming product (Note: this can include suppliers, internal organizations, customers, distributors, and regulatory authorities).
Timeliness of reporting of delivered nonconforming product (that may affect reliability or safety) is, for the most part, handled within 48 hours, unless otherwise designated by contractual or regulatory reporting requirements. Suppliers, internal organizations, customers, distributors, and regulatory authorities are included in notification related to nonconforming product, when applicable. Notification includes a clear description of the nonconformity (which may be the customer’s reference number to the nonconformance or a deviation form) and includes the necessary parts affected, customer and/or Plano Machine part number, quantity, and date(s) delivered.
Plano Machine does not use dispositions of “use-as-is” or “repair,” unless specifically authorized by an authorized representative (One having delegated authority from/of the organization responsible for design), if the product is produced to customer design. Also, Plano Machine does not use dispositions of “use-as-is” or “repair,” unless specifically authorized by the customer, if the nonconformity results in a departure from the contract requirements.
Plano Machine is a contract manufacturer, therefore, all concessions of “use-as-is” or “repair” must be specifically authorized by the customer or an authorized representative (having delegated authority) of the organization responsible for design (if they are not the direct customer). Concessions (being documented) are covered in the Control of Nonconforming Product procedure. There is no Plano Machine-designed product. All product is manufactured and is controlled by a customer specification. Therefore, all dispositions of any product as “use-as-is” or “repair” must involve the customer; -- even if the nonconformity does not result in a departure from customer-specified requirements.
Product dispositioned for scrap is conspicuously and permanently marked, or positively controlled, until physically rendered unusable.
Items dispositioned as scrap at Plano Machine are painted red, tagged(with a red Reject Tag), and/or are placed in the bond room (positive control) until physically rendered unusable (that is; sawn in two, recycled, etc.).

Rev. Date: 7/18/2015 Pg 52
Nonconforming product that can be corrected is subjected to re-verification after correction to demonstrate conformity to the requirements.
Reworked (returned to its original condition) and repaired (will work, but not quite what it was intended) products and materials (when we are referring to items we purchase) are re-verified (inspected or tested) to ensure the product is conforming. This “re-verification” involves verification methods associated with the step being performed per the requirements outlined in the customer’s documentation, work order, rework plan and/or the disposition included in the green Rework Tag . The record of re-verification may be on the form used to facilitate the rework or repair (i.e., Rework Tag .) or the record of inspection (see 8.2.4).
Records of the nature of nonconformities and any subsequent actions taken, including concessions obtained, are maintained (see 4.2.4).
The customer return paperwork (typically a corrective action (CA) submitted with the returned parts) and the Rework or Reject Tags record the nature of nonconformities. The root cause behind the CA, the reasoning for the root cause and any subsequent actions and/or concessions obtained (when required) are described on either the O/I Log or the Non Conformance Report (NCR), which are records that are controlled as defined in the Master Control Plan .
8.4 ANALYSIS OF DATA Plano Machine determines, collects and analyzes data (objective evidence) to demonstrate the suitability and effectiveness of the quality management system and to evaluate where continual improvement of the effectiveness of the quality management system can be made. Data generated as a result of monitoring and measurement; and, data from other relevant sources is included in the analysis.
The analysis of data provides information relating to 8.4a customer satisfaction (see 8.2.1); 8.4b conformance to product requirements (see 8.2.4); 8.4c characteristics and trends of processes and products including opportunities for
preventive action (see 8.2.3 and 8.2.4); and 8.4d suppliers (see 7.4).
Objective evidence (data) collected as part of management review (see 5.6) and/or as part of monitoring or measuring processes (8.2.3). This “data” is analyzed to determine the suitability and effectiveness of the quality management system and to identify improvements that can be made. For the most part, this “data” exists in the form of measurements associated with the quality objectives and internal audit results. Information collected to support effective implementation of corrective/preventive actions and/or inspection results may also be used. The results of the analysis of data from these various sources (8.4a-d) are discussed by the production management team in the management review so that informed conclusions can be made about the suitability and effectiveness of the QMS. The management review process (see 5.6) analyzes the actions that may have already occurred as a result of the information supplied and assigns action items where further action is needed or for improvement opportunities that can be realized. In other

Rev. Date: 7/18/2015 Pg 53
words, this data allows Plano Machine’s management to assess the suitability (Is it who we are?) and effectiveness (Is it driving our behavior?) of the quality management system.
8.5 IMPROVEMENT (CONTINUAL IMPROVEMENT, CORRECTIVE ACTION,
AND PREVENTIVE ACTION)
8.5.1 CONTINUAL IMPROVEMENT Plano Machine continually improves the effectiveness of the quality management system through the use of the quality policy, quality objectives, audit results, analysis of data, corrective and preventive actions and management review. Plano Machine also monitors the implementation of improvement activities and evaluates the effectiveness of the results.
Continual improvement efforts to improve the effectiveness of the quality management system are addressed in Improvement Systems , which includes the use of the quality policy, quality objectives, audit results, analysis of data, corrective/preventive action, and management review for improvement purposes. Improvement Systems also addresses the methods used to monitor the implementation of improvement activities and the evaluation of the effectiveness of continual improvement results. Additionally, continual improvement opportunities may also result from ‘lessons learned,’ problem resolutions, the benchmarking of best practices, and/or the practice of managing by walking around.
8.5.2 & 8.5.3 CORRECTIVE AND PREVENTIVE ACTION
Plano Machine takes action (corrective) or determines the action (preventive) to eliminate the actual (corrective) or potential (preventive) causes of nonconformities in order to prevent recurrence (corrective) or occurrence (preventive). Corrective and Preventive actions are appropriate to the effects of the nonconformities encountered (corrective) or potential problems (preventive). The corrective and preventive action procedures define the requirements for:
CA Clause
PA Clause
Requirement Procedure
8.5.2a 8.5.3a Review actual nonconformities (including customer complaints) and/or determine potential nonconformities. {deliberate analysis}
Improvement Systems (big picture view of how it all fits together), Control of Nonconforming Produc t, and Root Causes & Corrective Action, and address all of these requirements, and describes how these improvement
8.5.2b 8.5.3a Determine the actual or potential causes of nonconformities.
8.5.2c 8.5.3b Evaluate the need for action to prevent occurrence (preventive) or ensure that nonconformities do not recur (corrective). {Goal is elimination}
8.5.2d 8.5.3c Determine and implement the action needed. {deliberate and planned implementation}
8.5.2e 8.5.3d Record the results of actions taken. 8.5.2f 8.5.3e Reviewing the effectiveness of the
corrective/preventive actions taken. {an objective evaluation of effectiveness}

Rev. Date: 7/18/2015 Pg 54
8.5.2g Corrective action flowed down to the supplier, when the supplier is responsible for the root cause.
efforts are handled.
8.5.2h Actions taken where timely and/or effective corrective actions are not achieved.