Embed Size (px)
DESCRIPTION
PLANIFICACION
Citation preview

UNIVERSIDAD NACIONAL JOSE FAUSTINO SANCHEZ CARRION
FACULTA DE INGENIERIA INDUSTRIAL, SISTEMAS E INFORMATICA
OFICINA CENTRAL DE INVESTIGACION-OCI
PROYECTO PARA LA ELABORACION DE TEXTO
Título:
“PLANIFICACIÓN Y CONTROL DE PRODUCCIÓN I”
AUTORES
MG JOSE GERMAN SOTO LA ROSA
ING EDWIN IVAN FARRO PACIFCIO
HUACHO-PERU
2012

DEDICATORIA
La vida no es ningún pasillo recto y fácil que
recorremos libres y sin obstáculos, sino un laberinto
de pasadizos, en el que tenemos que buscar
nuestro camino, perdidos y confusos, detenidos, de
vez en cuando, por un callejón sin salida.
Pero, si tenemos fe, siempre se abre una puerta
ante nosotros; quizá no sea la que imaginamos,
pero si será, finalmente, la que demuestre ser buena
para nosotros.
A.J. CRONIN
Dedico esta obra a los alumnos y demás
profesionales interesados que se forman en la
facultad de ingeniería.
AGRADECIMIENTO
Al Ing. José Antonio Garrido Oyola, por su colaboración en la elaboración del presente
proyecto de investigación de texto bibliográfico
RESUMEN
El presente trabajo de investigación bibliográfica trata de de la Planificación
de Control de Producción I, es desarrollar las diferentes Teorías y técnicas.
En el primer capítulo se plantea una introducción a la Planificación y control
de Producción que se aplica a todas la empresas de bienes y servicios,es
conocido que los productos o servicios se van a elaborar y mediante una
serie de procesos productivos, para la planificación se ha decidido la
capacidad a largo plazo, los equipos necesarios y la localización de la
actividad productiva y distribución en planta, el equipo y el factor humano.
Hecho esto, el marco de referencia que nos indica donde queremos llegar,
cómo y con qué medios, se determina una estrategia de operaciones.
En el segundo capítulo, trata de la función de la producción Dado el estado
de la tecnología en un momento dado del tiempo, la función de producción
nos indica que la cantidad de producto Q que una empresa puede obtener
es función de las cantidades de capital (K), trabajo (L), tierra (T) e iniciativa
empresarial (H), de modo que:
En el tercer Capítulo, trata de la administración de operaciones,donde se
plantea los sistemas de Producción, y los nuevos sistemas de producción
modernos como el justo a tiempo y kanban, aplicados en la toyota.
Por último tenemos la administración de la demanda que trata sobre los
modelos de pronósticos y sus diferentes aplicaciones, estos pueden ser
cualitativos y cuantitativos, los cualitativos se basan en la experiencia de
expertos, los cuantitativos aplican modelos matemáticos y la estadística.
INDICE
1.- INTRODUCCIÓN A LA PLANIFICACIÓN Y CONTROL DE PRODUCCIÓN
1.1 MODELO GENERAL DE UNA EMPRESA
1.2 PROCESO DE PRODUCCIÓN
1.3 PLANIFICACIÓN
1.4 ASPECTO EN LA PLANIFICACIÓN Y CONTROL DE
MATERIALES
2.- FUNCION DE LA PRODUCCIÓN
2.1 INTRODUCCION A LA FUNCIÓN DE LA PRODUCCIÓN
2.2 LA FUNCIÓN DE LA PRODUCCIÓN A CORTO PLAZO
2.3 COSTOS MEDIOS A LARGO PLAZO (CMEL)
3.-ADMINISTRACIÓN DE OPERACIONES
3.1 GENERALIDADES
3.2 DEFINICION DE ADMINISTRACION DE OPERACIONES
3.3 SISTEMAS DE PRODUCCIÓN
3.4 SISTEMAS MODERNOS DE PRODUCCIÓN
3.5 SISTEMAS MRP I: EL MRP ORIGINARIO
3.6 LOS SISTEMAS MRP II
3.7 COMPARACIÓN DE LA MRP Y JIT
3.8 INTRODUCCIÓN A LA PROGRAMACION DE OPERACIONES
4.-ADMINISTRACIÓN DE LA DEMANDA
4.1 INTRODUCCION
4.2 PRONÓSTICO DE LA DEMANDA
4.3 LOS PRONÓSTICOS
4.4 SELECCIÓN DE UN METODO DE PRONÓSTICO
REFERENCIA BIBLIOGRAFICA

I. INTRODUCCIÓN A LA PLANIFICACIÓN Y CONTROL DE LA PRODUCCIÓN
I.1 Modelo General de una Empresa
Actualmente la empresa moderna debe contar con sistemas modernos
de producción que permita una producción continua utilizando
tecnologías de última generación y nuevas fuentes de energía. Una
empresa puede producir bienes o servicios, así satisfacer en óptimas
condiciones las necesidades del mercado y clientes, es muy importante
para la empresa actual que va a comercializar en el mercado global
cumplir con los sistemas estandarizados: ISO 9001, ISO 14001 y
OSHAS 18000.
Grafico 1.1 Empresa de Bienes y servicios
Materia Prima Producto
Es conocido que los productos o servicios se van a elaborar y mediante
una serie de procesos productivos, para la planificación se ha decidido
la capacidad a largo plazo, los equipos necesarios y la localización de la
actividad productiva y distribución en planta, el equipo y el factor
humano. Hecho esto, el marco de referencia que nos indica donde
queremos llegar, cómo y con qué medios, se determina una estrategia
de operaciones. A partir de aquí, se hace necesario planificar a mediano
y corto plazo:
-Concretar objetivos
-Decidir, (planificación) respecto a que productos o servicios a elaborar
-Determinar que articulo o ítem hay que producir y en qué momento
(programación)
-Ver qué actividades deberán desarrollarse en las distintas unidades
productivas, y en qué momento, con el objeto de cumplir los
requerimientos de componentes (programación a muy corto plazo)
-Tener en cuenta los recursos disponibles, es decir considerar la
problemática de la capacidad, de forma que se elaboren planes y
programas factibles.
-Considerar las necesidades de materiales, tanto de productos
terminados como de materia prima y componentes intermedios para la
fabricación de acuerdo con la planificación y programación elaborada
(planificación, gestión y control inventario).
I.2 PROCESO DE PRODUCCION
Viene hacer un conjunto de actividades que se da con el ingreso de
materias primas e insumos hasta su transformación como producto, que
pueden ser bienes o servicios, para satisfacer las necesidades de los
clientes.
Grafico 1.2 Proceso de producción
Materia Prima PP Producto
I.2.1 Factores de la Producción .- En la producción de bienes y
servicios se van dar una serie de factores como: Materia prima, mano
de obra, métodos, capital, máquinas y equipos, información.
I.2.2 Tecnología .- Es el conocimiento de cómo hacer las cosas, o
aplicación de la ciencia para realizar un proceso de transformación
mediantes máquinas o equipos que reemplazan el trabajo de la mano
de obra en el proceso productivo. Se puede clasificar en dos niveles:
a) Tecnología TIL.- Llamado tecnología intensiva de la mano de obra.
Usa en gran porcentaje la mano de obra, se aplica para pequeños
volumen de producción, propio de pequeñas y medianas empresas.
b) Tecnología TIK.- Llamado tecnología intensiva de capital. Usado
para grandes volumen de producción y procesos continuos,
automatizados y computarizados, propios de las grandes empresas.
Grafico 1.3 Tecnología TIL y TIK
Costo
TIK
TIL

Tiempo
1.2.3 Ingeniería del Producto.- Conjunto de actividades que se tienen
que dar para obtener un producto; desde la idea o plan, donde se hace
el primer boceto a mano alzada del producto, luego pasa al diseño,
donde se hacen los planos e información detallada del producto, para
pasar a fabricar el Prototipo o modelo, que luego es sometido a ensayos
y pruebas de calidad, si pasa estos ensayos se procede a fabricar en
serie para luego darle el acabado final, si es lo contrario se tiene que
volver a rediseñar el producto, para luego seguir los mismos pasos
anteriores.
I.3 PLANIFICACIÓN
Es proyectar el futuro deseado, medios necesarios y actividades a
desarrollar para conseguirlo.
Hecho hasta aquí, podemos pasar a la fase de ejecución y hacer los
controles necesarios, que permitirán detectar y corregir las posibles
desviaciones entre resultados obtenidos y los distintos objetivos
marcados.
También es anticipar, prever, analizar, tomar decisiones; incluye la
selección de cursos de acción que debe seguir una empresa con la
finalidad de alcanzar una situación deseada, se desarrolla en los tres
niveles de gestión: Gestión estratégica, gestión táctica y gestión
operativa, básicamente tiene que ver con las funciones de ejecución y
control.

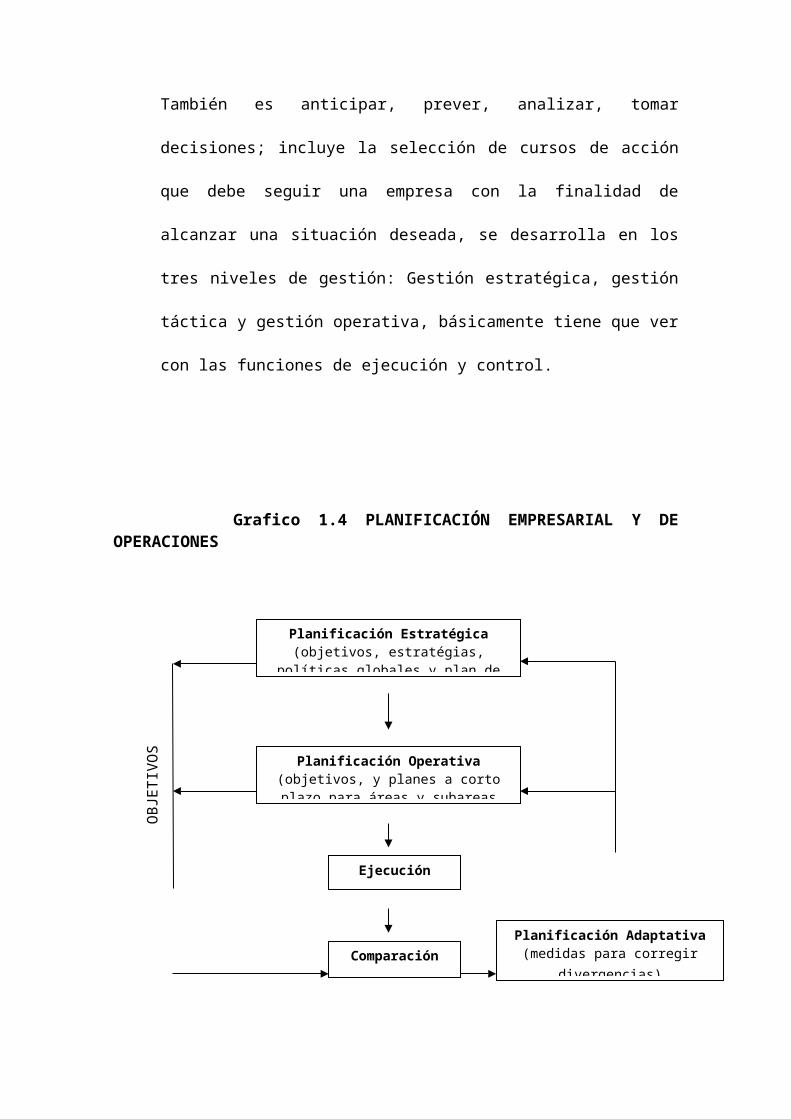
Grafico 1.4 PLANIFICACIÓN EMPRESARIAL Y DE OPERACIONES
a) Planificación estratégica.- En la que se establecen los objetivos, las
estrategias y los planes globales a largo plazo, normalmente son entre 3
y 5 años. Esta actividad es desarrollada por la alta Dirección, que se
ocupa de problemas de gran amplitud, tanto en términos de actividad
organizativa como de tiempo.
b) Planificación operativa.- Donde se concretan los planes
estratégicos y objetivos a un elevado grado de detalles. Así se
establecen las tareas a desarrollar paras que se cumplan los objetivos y
Planificación Estratégica(objetivos, estratégias, políticas globales
y plan de empesa a largo plazo)
Ejecución
Planificación Adaptativa(medidas para corregir
divergencias)
Planificación Operativa(objetivos, y planes a corto plazo para
áreas y subareas funcionales)
Comparación
OB
JET
IVO
S

planes a largo plazo. En esa etapa las actividades son un poco mas
limitadas y van de 18 meses o un año varias semanas.
c) Planificación adaptativa.- Pretende eliminar las posibles
divergencias entre los resultados y los objetivos relacionados con ellos.
Hay quienes consideran un nivel intermedio entra la planificación
estratégica y la operativa, y que denominamos planificación táctica o de
medio plazo. Esta comparte algunas características de cada una de ellas
y su misión es conectarlas.
En dicha relación se observa la lógica correspondencia entre las fases
desarrolladas en el área productiva y los que representan a la
planificación en ámbito del conjunto empresarial. Se observa, con trazo
discontinuo, una intersección entre planificación operativa y lo que en las
empresas de fabricación se denomina gestión de talleres. Esto se debe
a que hay que elaborar un programa detallado de operaciones de lo que
debe realizarse en cada unidad productiva en el muy corto plazo, lo que
hace que se desarrolle una actividad de planificación a muy corto plazo
(semanas e incluso días).

1.3.1 Enfoque Jerárquico para el proceso de planificación y control
de producción .- Las actividades productivas, la planificación y control
deben seguir un enfoque jerárquico que permita la coordinación entre
objetivos, planes, actividades, de los niveles estratégicos, tácticos y
operativos. O sea, cada uno va a proseguir su perseguir su propia meta,
pero siempre teniendo en cuenta los del nivel superior, de los cuales
depende, y los de nivel inferior que restringen.
Pueden observarse 5 fases claramente definidas:
Planificación estratégica o a largo plazo
Planificación táctica o a medio plazo
Programación maestra
Programación de componentes
Ejecución
Los objetivos estratégicos de la empresa tiene en cuenta otros factores,
las previsiones de demanda a largo plazo, marcaran el Plan de Ventas,
donde se indicaran las cifras de demanda que la empresa debería
alcanzar para cumplir las metas de la firma. Este plan, mas los objetivos
citados van a establecer el Plan de Producción a Largo Plazo, surge a
partir e las necesidades de recursos mas lo ingresos previstos por
ventas. Este conjunto de planes conforma la base del Plan Estratégico o
Plan de Empresas, que deberá tener en cuenta la situación del sector, la
competitividad y previsiones sobre las condiciones económicas en
general.
Luego caemos en los que se denomina Planificación Agregada, esta
fase trata de establecer, todavía en unidades agregadas para periodos
normalmente mensuales, los valores de las principales variables
productivas, teniendo en cuenta la capacidad disponible e intentando
que permita cumplirse el Plan a Largo Plazo al menor costo posible. Esta
etapa finaliza con el establecimiento de dos planes agregados: el de
producción y el de capacidad.
El Programa Maestro de Producción (PMP) se obtiene como el grado de
detalles del Plan Agregado, que permite la coordinación de la
Planificación estratégica y de la Operativa, dado que no es suficiente
para llevar a cabo esta ultima, por lo que las distintas familias se
descompondrán en productos concretos y los periodos pasaran de
meses a semanas.
En la cuarta etapa se llevara a cabo la Programación Detallada de los
Componentes que integran los distintos productos y la Planificación
Detallada de la Capacidad requerida por los mismos.
Deberá conseguirse que se cumpla el PMF (fabricación), él cual si
existen problemas irresolubles de disponibilidad respecto a la capacidad
existente deberá ser reajustado. El resultado de este proceso, por lo que
respecta a producción, es la obtención del denominado Plan de
materiales.
Aquí entramos en la última fase, que implicara la Ejecución y Control del
Plan de materiales. Tendremos por un lado, Programa de Operaciones
en los centros de trabajo (CT) que tengan en cuenta las prioridades de
fabricación, y por otro lado, las Acciones de Compras de materia prima,

y componentes que se adquieren en el exterior. También será necesario
realizar un control de la capacidad, de tipo detallado (control I/O), que
proporcionara retroalimentación a este nivel y a los niveles superiores.
No debemos dudar que la aproximación jerárquica es condición
necesaria, pero no suficiente para lograr la integración, la cual
contempla, en sentido vertical, de lo global a lo concreto.
1.3.2 Introducción a la Planificación y Control de Inventario.- Los
inventarios o stocks, son considerados como una inversión, es cualquier
recurso ocioso almacenado en espera de ser utilizado.
Grafico 1.5 Planeación y control de Inventario
Razones que justifican la existencia de inventarios:
Suministros Industriales y Piezas de Repuesto
ítem de fabricación
ajena
CLIENTES
PRODUCTO TERMINADO
Montaje
MATERIA PRIMA
PRODUCTOS EN CURSO
FABRICACION
Proveedores

a) Hacer frente a la demanda de productos finales
Si la demanda de los clientes fuese conocida con certeza y la produccion
coincidiese exactamente en fecha y cantidad no seria necesario
almacenar productos finales.
b)Evitar interrupciones en el proceso productivo
Las empresas se protegen de eventuales paradas no deseadas,
acumulando una cierte cantidad de inventarios. Estas son:
- Falta de suministro externo, se pueden dar por retrasos en las entregas
y o recepcion de pedidos.
- Falta de sumistro interno, por averias de equipos, mala calidad de
componentes elaborados, etc.
Cuando en un determinado momento existe la necesidad de un articulo
concreto, y este no se encuentra disponible, se dice que se producido
una ruptura de stock, esto puede darse tanto en productos finales como
en suministros externos e internos. El inventario que se mantiene para
hacer frente a dicha eventualidad se denomina stock de seguridad (SS).
c)La naturaleza del proceso de produccion
Dado que cualquier etapa del proceso productivo requiere un
determinado tiempo para su realizacion, existira en permanencia una
cierta cantidad de productos en curso. Si todas las fases estuviesen
perfectamente sincronizadas, es decir, todos los componentes que salen
de una etapa entrasen en la siguiente sin esperas intermedias, el stock
se reduciria al minimo.
Nivelar el flujo de producción
Cuando nos encontramos con una demanda variable, una posible
solucion es fabricar por encima de la demanda en epocas bajas y
almacenar el exceso de produccion para emplearlo en aquellos
momneto en los que la demanda supera la capacidad de la firma.
Obtener ventajas economicas
Falta de acoplamiento entre produccion
Es la causa tipica de las empresas agricolas, en las que la produccion se
obtiene en una periodo determinado, y su consumo se realiza a lo largo
del año.
Ahorro y especulacion
Cuando se preve una alza en los precios, puede ser interesante
adquirilos antes de que este se produzca y almacenarlos hasta el
momento de su consumo (ahorro) o venta (especulacion), en un
momento posterior a la subida.
1.3.3 Cuestiones fundamentales para la planificacion de materiales .-
Las respuestas van a depender de los factores que a continuacion se
describen:
a)Caracteristicas de la demanda
Planificacion de inventarios de ciclo unico o monoperiodico, que se
trata de un producto cuya demanda se produce una sola vez, y por lo
tanto los items necesarios para la elaboracion se almacenan en un solo
periodo.

El metodo de Planificacion Multiperiodica, es el metodo frecuente,
cuando la demanda se mantiene a lo largo del tiempo, ya sea continua o
discontinua, regular o irregular.
b)Tipos de demanda
Demanda Independiente, sera aleatoria en funcion de las condiciones
de mercado, no esta relacionada directamente con la de otros articulos.
Es el caso de los productos terminados adquiridos por los clientes o
piezas de repuestos (calculo de la demanda por estimacion).
Demanda Dependiente, dependen de otros articulos almacenados, es
el caso de un automovil, cuyo consumo dependera del numero de
unidades a fabricar del producto final. (calculo de la demanda es
directo).
Costes relacionados con los inventarios
El hecho de mantener un stock provoca gastos a la empresa pero en el
momento de su falta provocan costes.
Tiempo de suministro (TS)
Es el intervalo de tiempo que transcurre entre el momento en que se
solicita un pedido, y el instante de su llegada, entendida ésta, como el
momento en que esta disponible para ser utilizado.
Este concepto se aplica tanto al suministro externo, como al interno. En
caso de SE, la empresa determina el TS en base a la experiencia con el
proveedor. Para el caso de SI, en el que el pedido solicitado, es
fabricado por la propia empresa, los tiempos consumidos desde que se
detecta la necesidad de aquel, hasta que esta disponible, se encuentran
los siguientes componentes:

Tiempo de confeccion del pedido, es aquel necesario para elaborar la
documentacion y enviarla al CT, incluye datos como tamaño, ruta,
fechas previstas, material necesario,etc.
Tiempo de desplazamiento o transporte, que incluye traslado de
materiales hasta el CT, dentro de él y el envio hasta el alacen de pedido.
Tiempo de cola, tiempo de espera en el CT, hasta que otros pedidos de
mayor importancia sean entregados.
Tiempo de preparacion del CT para ejecutar el pedido.
Tiempo de ejecucion del pedido.
Tiempo de espera, que transcurre desde que se han finalizado las
operaciones hasta que el lote se traslada desde el CT hasta el almacen.
Tiempo de inspeccion, consumido para realizar dicha actividad sobre el
lote en cuestion.
La tendencia moderna es reducir los tiempos de suministros que
permita utilizar en forma optima los materiales para la producción.
1.4 ASPECTOS EN LA PLANIFICACION Y CONTROL DE MATERIALES
1.4.1 Clasificacion ABC.-
Esta clasificacion sirve para discriminar, emplea el gasto o valor anual de
los articulos, esto no es mas que la utilizacion anual de los items medida
en unidad monetaria. Se calcula como se indica en la siguiente tabla.
IdentificaciónNumero
Orden
% acumulado de
producción
Valor
Unitario
Utilización
Anual Valor Anual
% valor
total
% valor
acumuladoClasificación
12 1 10 5000 20 100.000 40,6 40,6 A

13 2 20 20 400 80.000 32,48 73,08
14 3 30 100 300 30.000 12,18 85,2
B15 4 40 418 30 12.540 5,09 90,35
16 5 50 110 100 11.000 4,47 94,82
17 6 60 86 110 9.460 3,84 98,66
C
18 7 70 50 32 1.600 0,65 99,31
19 8 80 300 3 900 0,37 99,68
20 9 90 1000 0,5 500 0,2 99,88
21 10 100 100 3 300 0,12 100
246.300
2. LA FUNCIÓN DE PRODUCCIÓN
2.1 INTRODUCCIÓN A LA FUNCION DE LA PRODUCCION
La función de producción es la relación que existe entre el producto
obtenido y la combinación de factores que se utilizan en su obtención.
Dado el estado de la tecnología en un momento dado del tiempo, la
función de producción nos indica que la cantidad de producto Q que una
empresa puede obtener es función de las cantidades de capital (K),
trabajo (L), tierra (T) e iniciativa empresarial (H), de modo que:
Cada tipo de actividad empresarial, industrial, o simplemente cualquier
actividad productiva (entiéndase, por actividad productiva aquella que
combina los factores de la producción con el objetivo de obtener un
resultado materializado en un bien, o en la prestación de un servicio)
tendrá una función de producción diferente.

De esta forma podemos pensar diferentes ejemplos de funciones de
producción. Supongamos un agricultor que se dedica al cultivo del trigo.
Este empresario utilizará la tierra de que dispone, las semillas, trabajo,
maquinarias fertilizantes, tecnología de riego, etc. La función de
producción le indicará a nuestro agricultor cuáles son los niveles de
producción, cantidad de trigo, que alcanzará mediante la combinación de
todos los factores de la producción que tiene a su disponibilidad en ese
momento. Esto último es importante, la dimensión temporal. Con esto
queremos decir que la función de producción hace referencia a un
momento del tiempo en que la tecnología está dada, si ocurre una
innovación o retroceso tecnológico, es decir, si ocurre un cambio en la
tecnología, la función de producción cambiará.
2.2 LA FUNCIÓN DE PRODUCCIÓN EN EL CORTO PLAZO
Entendemos por corto plazo, ese momento del tiempo en el cuál no es
posible modificar la cantidad disponible de algunos factores, a esos
factores los denominamos factores fijos; mientras que sí es posible
modificar la disponibilidad de otros factores, a los que llamamos, factores
variables.
Es importante entender que el corto y el largo plazo no hacen referencia
lineal a una cantidad tiempo cronológico, sino que el concepto de corto y
largo plazo se encuentra relacionado a la capacidad de la empresa
(unidad de producción) para modificar la disponibilidad de factores.
Veamos esto con un ejemplo. Supongamos que nuestro empresario es
de pequeña escala (tanto en tamaño de mercado como de acceso a

capitales). Supongamos también, que de un momento a otro, aumentada
la demanda por pan. El panadero de nuestro ejemplo, puede dedicar
más horas de su propio trabajo a fabricar pan, por lo que comprará más
insumos y eventualmente puede contratar un ayudante. En el corto plazo
los factores variables de la función de producción de nuestro panadero,
son las horas de trabajo, y los insumos variables que utiliza en la
producción del pan (harina, sal, levadura, agua, etc.). Se nos hace difícil
pensar que este empresario pueda duplicar la planta, su panadería, en el
corto plazo. Vemos así, que los factores de capital se mantienen fijos en
este momento del tiempo.
Por otra parte, podemos pensar que en la ciudad que contiene al barrio
de nuestro panadero, existe una planta industrial dedicada a la
elaboración de todo tipo de productos de panadería. El tiempo que
necesita esta planta para responder al incremento de la demanda por
pan, es muy diferente al de nuestro panadero artesanal. Es decir, esta
planta rápidamente puede extender los turnos del personal empleado
actualmente; puede incorporar con facilidad más personal; adquirir con
rapidez la mayor cantidad de insumos necesarios para la producción.
Además, si todo eso no fuera suficiente, tiene la posibilidad de ampliar la
planta, porque suponemos que su disponibilidad de capital es mayor que
la del panadero artesanal.
Este ejemplo muestra como los conceptos de corto y largo plazo,
dependen de la capacidad de cada productor para modificar todos sus
factores. En general, para simplificar el análisis, se suele suponer, que

en el corto plazo, todos los factores de la función de producción son fijos,
menos el trabajo, que es el único factor variable. De esta manera,
aumentar la producción, solamente es posible mediante la adición de
unidades de trabajo.
2.3 COSTOS MEDIOS A LARGO PLAZO (CMEL)
Para deducir la curva de costos medios a largo plazo (CMeL)
supongamos que la empresa está produciendo a corto plazo un volumen
q, utilizando las cantidades deseadas de factores (figura 5). Si decide
incrementar su producción al nivel q1, en el corto plazo solamente podrá
incrementar la cantidad utilizada de factores variables. Cuanto más
tiempo transcurra, esta firma podrá variar también los factores fijos, de
acuerdo sea necesario para llevar a cabo los nuevos niveles de
producción; es decir, en el largo plazo la empresa puede elegir el
tamaño de planta más a conveniente. Esto indica que los costos totales
de producir q1 serán mayores a corto que a largo plazo, por la restricción
que imponen los factores fijos.
Como se ve en el Grafico 2.1 , si en el corto plazo una empresa desea
aumentar su producción de q a q1, sin ajustar la planta (factores fijos), no
minimizará los costos. La cantidad q1 puede producirse a costo C, pero
sólo si la dimensión de la planta y la organización se ajustan a esa
cantidad; pero si se produce q1 con una planta adaptada para producir q
el costo será superior (B).
Grafico 2.1 Costos medios a largo plazo

De lo mencionado, se deduce que cada punto de la curva de costos a
largo plazo ha de representar una combinación óptima de factores, en el
sentido de que resulta un costo por unidad de producto inferior al que se
produciría utilizando cualquier otra combinación. También se deduce,
observando la figura 5, que los costos de corto plazo serán siempre
superiores a los de largo plazo, con la única excepción que se produce
en el punto que representa el nivel de producción para el que se diseñó
la planta y el equipo. Además, mientras más nos alejemos de la
proporción óptima de factores, mayor será la divergencia entre los
costos de corto plazo y los costos de largo plazo.
Podemos ver que cada punto de la curva de costos medios de largo
plazo (CMeL) está asociado a una curva de costos medios de corto
plazo. La figura 6 muestra que cuando la curva CMeL tiene forma de “U”,
cada curva de costos medios de corto plazo toca a la de largo plazo en
un punto y permanece por encima de ella en todos los demás. Los
puntos de tangencia entre la CMeL y las curvas de corto plazo se
encontrarán en el tramo descendente de las respectivas curvas para
niveles de producción inferiores al mínimo de la CMeL, y en el tramo

ascendente de dichas curvas para niveles de producción superiores al
mínimo. De todos los puntos de tangencia, solamente uno corresponde
con el mínimo de ambas curvas. Ese punto indica el tamaño óptimo de
planta.
3. ADMINISTRACION DE OPERACIONES
3.1 GENERALIDADES
Entender los conceptos y las técnicas fundamentales que se
necesitan para tener un desempeño óptimo de clase mundial en las
operaciones de manufactura y servicios, a fin de ser competitivos es
necesario conocer la administración de operaciones que provee de
una manera sistemática considerar los procesos organizacionales.
La administración de operaciones ( Operations Management - OM),
recurre al pensamiento analítico para abordar problemas del mundo
real, agudiza el entendimiento del mundo que nos rodea, ya sea que
se esté hablando sobre como competir en el mundo globalizado.
Los conceptos y las herramientas de la administración de
operaciones se utilizan extensamente en la administración de otras
funciones de la empresa, todos los gerentes tienen que planear el

trabajo, controlar la calidad y garantizar la productividad de los
individuos que supervisan.
Por su parte, muchos trabajadores deben saber cómo funcionan las
operaciones las empresas para poder desempeñar con eficiencia su
labor en los procesos productivos, la administración de operaciones
es la administración de los recursos productivos de la organización y
es una disciplina que se aplica a todo tipo de empresas de bienes y
servicios, no importa si se aplica en una oficina, una bodega, un
restaurante, un supermercado o una fábrica, es por eso que la
producciones de bienes y servicios utilizan estas técnicas.
3.2 DEFINICION DE ADMINISTRACION DE OPERACIONES
Es el conjunto de actividades que crean valor en forma de bienes y
servicios al transformar los insumos en productos terminados. Las
actividades que crean bienes y servicios se realizan en todas las
organizaciones, es claro entender las empresas de manufactura, se
crean productos tangibles o bienes, pero en las empresas de
servicios, la función de la producción puede ser menos evidente,
puede estar escondida para el cliente, pero se mide por su atributos
de calidad, oportunidad y rapidez.
También podemos definir como el diseño, la operación y el
mejoramiento de los sistemas de producción, que crean los bienes y
servicios primarios de la compañía.
La administración de operaciones se estudia por cuatro razones:

a) La administración de operaciones es una de las tres funciones
principales de cualquier organización y se relaciona integralmente
con el resto de las funciones empresariales. Toda organización
comercializa (vende), financia (contabiliza) y produce (opera), y es
importante saber cómo funciona la actividad la actividad de
administración de operaciones. Por consiguiente, estudiamos la
forma en que las personas se organizan para la tarea productiva.
b) Estudiamos la administración de operaciones porque queremos
saber cómo se producen los bienes y servicios. La función de
producción es el segmento de nuestra sociedad que crea los
productos que nosotros usamos.
c) Estudiamos la administración de operaciones para comprender lo
que hacen los administradores de operaciones. Si entienden que
hacen, puede desarrollar las habilidades necesarias para
convertirse en uno de ellos, lo cual ayudará a explorar las
numerosas y lucrativas oportunidades de desarrollo profesionalo
que existen en la administración de operaciones.
d) Estudiamos la administración de operaciones porque es una parte
muy costosa de la organización, proporciona una gran oportunidad
para que la organización mejore su rentabilidad y renueve su
servicio a la sociedad.
3.3 SISTEMAS DE PRODUCCION
Componentes interdependientes y relacionados cuyo propósito es
producir un bien o servicio, mediante la transformación de una

entrada a través de un proceso en una salida buscando lograr los
objetivos propuestos.
Grafico 3.1 Sistemas de Producción
Entrada Salida
Materia Prima Bienes o servicios
Mano de obra
Maquinaria
Información
Retroalimentación
Cuando utilizamos el concepto de producción pensamos inmediatamente
en la elaboración de un bien y no involucramos este al resultado de las
actividades de los seres humanos, es decir la prestación de un servicio,
por lo tanto un sistema operativo productivo da como resultado bienes o
servicios.
General: Artículo que brinda utilidad o satisface una necesidad.
Bien Producción: Objeto físico tangible que usa la maquinaria, mano
de Obra y otros recursos materiales.
Servicio General: Resultado de la actividad del ser humano
Producción: Ejecución de una función que tiene alguna utilidad

3.4 SISTEMAS MODERNOS DE PRODUCCION
Su aplicación tiene lugar en el Japón en la mejora continua de los
procesos, con mucho éxito en la Toyota, con la implementación del
sistema justo a tiempo y el Kanban.
3.4.1 Filosofía JIT, “justo a tiempo”.- El JIT pretende que los
clientes sean servidos justo en el momento preciso, exactamente en
la cantidad requerida, con productos de máxima calidad y mediante
un proceso de producción que utilice el mínimo inventario posible y
que se encuentre libre de cualquier tipo de despilfarro o coste
innecesario. El JIT es algo mas que un método de planificación y
control de la producción, es considerado como una verdadera
filosofía, un proceso de mejora continua.
Básicamente el JIT tiene dos estrategias básicas:
-Eliminar toda actividad innecesario fuente de despilfarro, por lo que
intenta desarrollar el proceso de producción utilizando un mínimo de
personal materiales , espacio y tiempo.
-Fabricar lo que se necesite, en el momento en que se necesite y
con la máxima calidad posible.
a)La teoría de los 5 ceros
Cero defectos.- La calidad bajo la filosofía JIT significa un proceso
de producción sin defectos en el que esta se incorpora al producto
cuando se fabrica.

Cero averías o cero tiempo inoperativo.- Evitar cualquier retraso
por fallo de los equipos durante las horas de trabajo.
Cero stocks.- Compara a la empresa con un barco que navega
tranquilamente por un río plagado de rocas(problemas), un nivel
adecuado de los inventarios (nivel de agua), podrá conseguir que la
empresa (navegue) plácidamente. La filosofía JIT lucha contra
cualquier política de empresa que implique mantener altos
inventarios al considerar a los stocks como el derroche más dañino.
Disimulan diversos problemas, como incertidumbre en las entregas
de los proveedores, paradas de maquinas, ruptura de stocks, etc.
Grafico 3.2 Cero stocks
Cero plazos.- Elimina al máximo todos los tiempos no directamente
indispensables, en particular los tiempos de espera, de
preparaciones y de transito.
Cero papel o cero burocracia.- El JIT en su lucha continua por la
sencillez y eliminación de costes superfluos, entabla una batalla
Rocas
(problemas)
Nivel del agua (existencia)
Barco (operaciones de la empresa)

permanente contra la fábrica oculta. En este sentido intenta eliminar
cualquier burocracia de la empresa.
3.4.2 Filosofía JIT: adecuación del subsistema de operaciones y
otros aspectos de interés.- Reducción de los tiempos de
preparación y de fabricación (sist. SMED), significa SMED (single
minute exchange of die), nace como un conjunto de conceptos y
técnicas que pretenden reducir los tiempos de preparación hasta
poderlos expresar en minutos utilizando solo un dígito, es decir,
realizar cualquier preparación de máquinas en tiempo inferior a los
10 minutos. El final de estos procesos de mejora debería consistir en
la eliminación misma de la necesidad de preparación, que puede
implicar dos aspectos: estandarizar los componentes para que
puedan ser utilizados en distintos productos o bien fabricar las
piezas necesarias al mismo tiempo, ya sea en la misma maquina o
en maquinas diferentes.
El tiempo de espera puede tener dos orígenes. En primer lugar
desequilibrios en el tiempo de producción, y por otro lado el tamaño
de los lotes a procesar. El tiempo de transporte ocurre cuando se
utilizan grandes lotes, estos tiempos se convierten en un
componente importante del tiempo total de fabricación. Lo que el JIT
propone en el caso de transporte es la conexión directa con una
línea de montaje, no diseña las secciones por funciones, sino en
líneas multiprocesos. Para el tiempo de espera, una de las
propuestas del JIT es reducir estos tiempos por estandarización de
la ruta de operaciones, entrenando a los trabajadores.

Al observar la propuestas para disminuir los tiempos antes
mencionados, es fundamental la reducción de la dimensión de los
lotes de procesamiento. Por otra parte es evidente que cualquier
disminución del tamaño del lote permitirá reducir proporcionalmente
el tiempo de ejecución del mismo. Se concluye con que la
disminución del tamaño del lote se convierte en la llave de cualquier
proceso que intente reducir el plazo de fabricación.
Algunas de las ventajas de este sistema se enumeran a
continuación:
-Se producen reducciones importantes del nivel de inventarios,
mayor flexibilidad a la empresa para adaptar la producción a las
fluctuaciones y modificaciones de la demanda.
-Aumente la tasa de productividad
-Los plazos de fabricación y de entrega son muy cortos.
-Al trabajar con lotes pequeños, los problemas de calidad son mas
rápidamente detectados y afectan a menor número de piezas.

3.4.3 Ejecución y control: el sistema KANBAN.- La norma de fabricar
los componentes y enviarlos a donde se necesitan, empujando así el
material a lo largo de las líneas de producción de acuerdo con el plan
de materiales, caracteriza al MRP como un sistema de empuje, es
mejor anticipar las necesidades antes de que estas se produzcan. En
estos sistemas cualquier desviación con respecto a la programación
da lugar a problemas. Por actuar de forma centralizada y por trabajar
con tamaños de lotes y tiempos TS supuestamente constantes y
predeterminados, cualquier cambio en la programación inicial puede
dar lugar a una serie de dificultades. Por esto se emplea la
reprogramación y en su caso el mantenimiento de cierto nivel de
inventarios de seguridad. Estos sistemas de empuje la labor de
control de la producción se concreta en intentar mantenerla dentro
del programa.
En el sistema de arrastre utilizada por JIT ya no es el proceso
anterior el que decide suministrar los componentes al proceso
siguiente, sino que será el proceso siguiente el que le retira al
anterior las piezas necesarias en la cantidad justa y en el preciso
momento en que las necesite. Esto hace que el programa de
producción solo sea comunicado como orden de fabricación al puesto
de montaje final, desencadenando este todo el proceso de
producción a medida que retira los componentes necesarios para
montar los productos finales.

El sistema KANBAN es un sistema de arrastre basado en la
utilización de una serie de tarjetas, que dirigen y controlan la
producción entre los distintos CT.
a) Tipos de KANBAN y funcionamiento del sistema.- Antes de
poner en funcionamiento un sistema KANBAN es necesario
realizar en la planta de producción una serie de transformaciones
físicas.
Fijar el diagrama de flujos de forma que cada elemento provenga
de una solo lugar y tengo solo un camino definido a lo largo de la
ruta de producción.
Al suministrarse los almacenes, cada CT debe contar con una
zona donde depositar sus inputs y almacenar los outputs o items
elaborados.
Cualquier puesto de ensamblaje, deberá dividir su zona de inputs
con lugares determinados para cada uno de ellos, operación
similar ocurrirá con la zona de outputs.
La instalación de uno o mas buzones servirán para la recogida de
los KANBANS.
b) Tipos de KANBAN.- Tenemos:
KANBAN de transporte o de movimiento que se mueven entre dos
puestos de trabajo e indican las cantidades de producto a retirar
del proceso anterior.
KANBAN de producción, se mueven dentro del puesto de trabajo
y funcionan como orden de fabricación.

c) Reglas
Regla 1: El proceso posterior recogerá del anterior, del lugar
adecuado, los productos necesarios en las cantidades precisas.
Regla 2: El proceso precedente deberá fabricar sus productos en
las cantidades recogidas por el proceso siguiente. Las reglas 1 y 2
permitirán que la planta de producción funcione como una línea
de transporte ideal, utilizando el KANBAN como medio de
conexión de todos los procesos.
Regla 3: Los productos defectuosos nunca deben pasar al
proceso siguiente, dado que cualquier producto defectuoso que
sea encontrado por el proceso siguiente difícilmente podrá ser
sustituido a tiempo, pudiendo originar una parada de la línea de
producción.
Regla 4: El número de KANBANS debe disminuirse, dado que
cuando un contenedor está lleno de piezas debe tener adherido
un KANBAN, la cantidad máxima de inventario entre dos puestos
de trabajo coincidirá con la siguiente formulación:
INVENTARIO MÁXIMO = capacidad del contenedor x número de
KANBAN puestos en circulación

3.5 SISTEMAS MRP I: EL MRP ORIGINARIO
La meta fundamental a alcanzar por la empresa, es decir disponer
del stock necesario justo en el momento en que va a ser utilizado.
El énfasis debe ponerse mas en él cuando pedir que en el cuanto,
lo cual hace que sea más necesario una técnica de programación de
inventarios que de gestión de los mismos, el objetivo básico, pues, no
es vigilar los niveles de stocks como se hace en la gestión clásica,
sino asegurar su disponibilidad en la cantidad deseada, en el
momento y lugar adecuados.
Más adelante sé vera que el MRP ( planificación de las necesidades
de materiales) es más que una simple técnica de gestión de
inventarios. Este tipo de sistema sigue un enfoque jerárquico y nacen
como una técnica informatizada de gestión de stocks de fabricación y
de programación de la producción, capaz de generar el Plan de
materiales a partir de un PMP.
MRP, es un sistema de planificacion de componentes de fabricacion
que, mediante un conjunto de procedimientos logicamente
relacionados, traduce un Programa Maestro de Produccion, PMP, en
necesidades reales de componentes , con fechas y cantidades. A su
vez no permite conocer que actividad ha de desarrollar cada unidad
productiva en cada momento de tiempo para fabricar los pedidos
planificados en el orden establecido, ni tampoco si se cuenta o no
con la capacidad suficiente de hacerlo.
Grafico 3.3 Esquema básico del MRP originario
En cuanto a las caracteristicas del sistema, se podria resumir en:
-Esta orientado a los productos, a partir de las necesidades de estos,
planifica las de componentes necesarios.
-Es prospectivos, pues la planificacion se basa en las necesidades
futuras de los productores.
-Realiza un decalaje de tiempo de las necesidades de items en funcion
de los tiempos de suministro, estableciendo las fechas de emision y
entrega de los pedidos. Con respecto a este tema, hay que recordar que
el sistema MRP toma al TS como un dato fijo, por lo que importante que
este sea reducido al minimo antes de aceptarlo.
-No tiene en cuenta las restricciones de capacidad, por lo que no
asegura que el plan de pedidos sea viable.
-Es una base de datos integrada que debe ser empleada por las
diferentes areas de la empresa.
Salida
Proces
Entrad
Ficheros de registro de Inventarios
Programa Maestro de Producción
SISTEMA
MRP
Informes Primarios
Informes Secundarios
Datos de transacciones de
inventarios
Ficheros de listas de
materiales
Lista de materiales
Es una descripcion clara y precisa de la estructura que caracteriza la
obtencion de un determinado producto, mostrando claramente:
-Los componentes que lo integran
.Las cantidades necesarias de cada una de ellos para formar una unidad
del producto en cuestion
-La secuencia en que los distintos componentes se combinan para
obtener el articulo final.
Aunque existen diversas formas de expresar la Lista de Materiales, la
mas clara, es la de la estructura en forma de arbol, con diferentes
niveles de fabricacion y montaje. La codificacion por niveles facilita la
explosion de las necesidades a partir del elemento final, y su logica es la
siguiente:
Nivel 0: los productos finales no usados, en general, como componentes
de otros productos, es el nivel mas complejo de la lista.
Nivel 1: los componentes unidos directamente a un elemento de nivel 0.
Respecto de los elementos de nivel 0, hay que decir que no siempre se
tratara de productos finales propiamente dicho. En el caso de multiples
productos finales, que son en realidad opciones de un numero reducido
de modelos, se colocaran en el nivel 0 los subconjuntos complejos
representativos de cada uno de estos. Cuando se da este caso, las
Listas de materiales se denominan modulares.

3.6 LOS SISTEMAS MRP II
El MRP de Bucle Cerrado ( MRP Closed Loop)
Este sistema parte de un Plan Agregado de Producción elaborado fuera
del Sistema, el cual será convertido en un PMP por él modulo de
Programación Maestra. Este ultimo será el punto de partida para la
planificación de la capacidad a medio plazo mediante una técnica
aproximada. Si el plan resultante es viable, el Programa Maestro pasara
a servir de input al modulo MRP. Los Planes de Pedidos a proveedores
de MRP irán destinados a la gestión de compras, mientras que los de
pedidos a taller servirán para la Planificación de Capacidad (CRP). Si el
plan a corto plazo deducido de CRP es viable, los pedidos pasaran a
formar parte de la Gestión de Talleres, en la que el sistema controlara
las prioridades y programara las operaciones (normalmente con Listas
de Expedición).
La situación en los talleres y los planes de capacidad a corto plazo
servirán al sistema para controlar la capacidad, normalmente usando el
Análisis Input/Output. El termino de bucle cerrado implica que no solo se
incluye cada uno de esos elementos en el Sistema Global, sino que
también hay retroalimentación para mantener planes validos en todo
momento.
Características del MRP de bucle cerrado
Es prospectivo, ya que la planificación esta basada en el Plan Agregado
de Producción

-Incluye la PMP, la Planificación de necesidades de materiales, la
Planificación de capacidad a corto y medio plazo, Control de la
Capacidad y la Gestión de talleres.
-Trata de forma integrada todos los aspectos que contempla, dado que
la base de datos y el sistema son únicos para todas las áreas de la
empresa.
-Actúa en tiempo real, usando terminales on-line, aunque algunos de los
procesos se producirían en batch (ejemplo, la explosión de materiales)
-Tiene capacidad de simulación, de forma que permite determinar que
ocurriría si se produjeran determinados cambios en las circunstancias de
partida.
-Actúan de la cúspide hacia abajo, pues el proceso ha de comenzar en
el Plan Agregado de Producción.
3.7 COMPARACION DE LA MRP y JIT
Pese a las diferencias entre ambos enfoques, éstos no son
irreconciliables, todo lo contrario, recogiendo las potencialidades de cada
uno de ellos, su utilización con junta no sólo es posible sino que puede
llegar a ser enormemente beneficiosa para las empresas:
-Aunque utilicen técnicas distintas, ambos métodos comparten objetivos
básicos, como la minimización de los costes, la reducción de inventarios
o la consecución del máximo servicio al cliente.
-No todas las empresas desarrollan un tipo de producción al que
podríamos denominar puro, ya sea por tipo repetitivo o por lotes. En
ambos casos no estría claro cual sería el mejor método de gestión a
aplicar.
-Cada día parece estar mas claro que ambos sistemas pueden llegar a
ser complementarios.
-Algunos directivos encuestados indican que existe la necesidad de
simultanear ambas técnicas (MRP JIT), ninguna de las dos cumple hoy
todas las necesidades, pues existen artículos y/o áreas de la fábrica
donde se pueden aplicar JIT y otras donde se consiguen mejores
resultados con técnicas de MRPII. El óptimo se alcanza integrando
ambos sistemas.
-Muchas empresas que han optado por un sistema JIT, cuando ya
estaban utilizando un sistema MRP, han seguido utilizándolo para
planificar los programas de entregas de los proveedores y la operación
final de montaje.
-Empresas que sin reunir las condiciones óptimas para la aplicación del
JIT, han conseguido resultados enormemente positivos con la aplicación
de un sistema híbrido MRP-JIT, que le permite aprovechar las ventajas
de ambos, utilizando MRP para labores de planificación y el JIT para la
ejecución y el control.
3.8 INTRODUCCIÓN A LA PROGRAMACIÓN DE OPERACIONES
La Programación de Operaciones tiene como función determinar que
operaciones se van a realizar sobre los distintos pedidos, durante cada
momento del HP (Horizonte de Planificación), en cada CT, de forma que,
con la capacidad disponible en cada uno de ellos, se cumplan las fechas

de entrega planificadas, empleando el menor volumen de recursos e
inventarios posibles.
El HP dependerá de las características del proceso productivo y su
entorno, variando entre unas horas y varias semanas.
Configuración Continua, las empresas que trabajan este tipo de
configuraciones suelen fabricar para inventario, empleando siempre las
mismas instalaciones para obtener el mismo producto, con una
disposición de las máquinas en cadena; la operaciones que realiza cada
una de ellas es siempre la misma y no ha de ser determinada.
Configuración por lotes, donde un CT es empleado para obtener
diferentes pedidos de distintos artículos. Esto implica que tras obtener un
cierto lote, se parará el CT y se prepararé para la producción del
siguiente. No obstante, podemos encontrarnos con dos situaciones en
función de las características de los procesos:
-Distribución en línea, para la fabricación de pocos productos en lotes
homogéneos de gran tamaño.
-Distribución por funciones, donde la empresa fabrica bajo pedido, para
obtener lotes de pequeño tamaño de una gran variedad de productos y
componentes, de forma que las máquinas se agrupan en los CT en base
a la función que desarrollan.
-Configuración Job-Shop, donde cada lote puede diferir notable en
términos de materiales necesarios, tiempo de procesamiento en cada
CT, necesidades de preparación, etc.
Si la ruta de obtención de los distintos items es fija, el problema se
centrará, en la determinación de la secuencia de paso de los pedidos,

aunque ahora habrá que determinarla para cada equipo. Si, por el
contrario, algunos items tienen rutas alternativas, de forma que una
operación puede realizarse en varios equipos diferentes, será necesario
proceder a una asignación concreta antes de establecer la secuencia de
paso.
-Carga de Talleres, asignación de los pedidos a los CT, indicando qué
operaciones se realizarán en cada uno de ellos.
-Secuenciación, establecimiento de la prioridad de paso de los pedidos
en los diferentes CT para cumplir las fechas de entrega planificadas con
la menos cantidad de inventarios y recursos.
-Programación Detallada, determinación de los momentos de comienzo
y fin de las actividades de cada CT, así como de las operaciones de
cada pedido para la secuenciación realizada.
3.8.1 Gráfico de Gantt.- Ésta permite representar el desarrollo de las
diferentes operaciones a realizar de cada lote en cada CT, en función del
tiempo, pudiéndose apreciar, además, para una solución propuesta, la
coordinación de las secuencias, las colas de espera y los tiempos
ociosos; es sumamente útil para representar la secuencia de actividades
en múltiples máquinas, permitiendo apreciar sus efectos. Las distintas
operaciones se representan por líneas horizontales, de longitud
proporcional a su duración. Se consideran tres tiempos relacionados con
las actividades: tiempo de preparación tp, tiempo de ejecución te y
tiempo de tránsito ts. La longitud de se te calcula multiplicando el
número de ítems del lote por el tiempo unitario de ejecución teu.

Ejemplo: En el proceso de fabricación de un determinado componente
intervienen siete operaciones. Los respectivos tiempos de preparación,
los tiempos de ejecución unitarios y las tiempos de ejecución del lote, tei,
están en la tabla. Considerando que hemos recibido un pedido de 100
unidades del citado componente, se desea representar mediante el
gráfico de Gantt la secuencia de operaciones, suponiendo que no
existen restricciones de recursos.
a) Sin solapamiento de tareas
En este caso no se podrá dar comienzo a ninguna actividad hasta que
se haya finalizado la operación anterior sobre y cada una de las
unidades a fabricar.
Te7
Te6
Te5
Te4
Te3
Te2
Te1
0 1 6 7 22 22,7 52,7 53,6 68,6 70,9 220,9 221,5 296,5 302 314 h.e.
1 5 1 15 0,7 30 0,9 15 2,3 150 0,6 75 5,5 12
O7
O6
O5
O4
O3
O2
O1
b) Con solapamiento
Caso contrario a la hipótesis anterior, la duración a la que da lugar la
programación puede ser acortada solapando las diferentes operaciones,
que solo se puede realizar al principio y al final de cada operación. La
condición para el solapamiento es que el tiempo de ejecución unitario
dela primera operación sea menor que el de la segunda O i < Oi+1, por lo
que la fecha de comienzo fi+1, será igual a la fecha de comienzo de la
primera fi, mas el tiempo de ejecución unitario de la operación O i, teui.
(ver figura)
c) Reglas de prioridad
Permiten seleccionar el próximo trabajo a realizar en un CT cuando éste
esta próximo a quedarse libre. La secuencia de paso se determina para
cada máquina por separado, y solo se consideran los pedidos que están
esperando a ser procesados en ella.
Las reglas de prioridad tienen la ventaja de ser sumamente operativas
sobre todo cuando los pedidos son muchos y de corta duración. Por otro
lado, si bien es cierto que las reglas consideran cada CT por separado,
la coordinación entre la secuencia de las diferentes máquinas o CT se
fi
teui
fi + 1
tei + 1
tei

derivará de la Lista de Expedición, documento recogido por el Programa
de Operaciones derivado de la secuenciación realizada.
Operación mas corta (OMC), se elige como próximo trabajo a realizar
en un CT, aquel cuya operación en dicho CT tarde menos en realizarse.
Operación mas larga (OML), donde el próximo trabajo a realizar en un
CT será aquel cuya operación en dicho centro tarde más en realizarse.
Los trabajos más largos con los mas grandes y mas importantes, por lo
tanto, deben ser los primeros en realizarse.
Trabajo mas corto (TMC), similar a OMC, con la diferencia de que aquí
se selecciona el trabajo al que le reste el menor tiempo de proceso
(preparación y ejecución) considerando el conjunto de sus operaciones,
y pretende terminar el mayor número posible de trabajos por unidad de
tiempo.
Trabajo mas largo (TML), similar a OML, pero tomando ahora aquel
trabajo que tenga mayor tiempo de proceso restante.
Menor tiempo restante (MTR), ejecuta primero aquel pedido el que le
quede menos tiempo hasta su fecha de entrega planificada.
Menor radio crítico (MRC), definido como tiempo restante / trabajo
restante.
Menor fecha de entrega (MFE), se realiza en primer lugar aquel pedido
cuya fecha de entrega está mas próxima, cualquiera que sea el tiempo
de proceso que le reste.

Menor tiempo de holgura (MTH), se trata de realizar primero aquel
trabajo con menor tiempo de holgura, siendo esta la diferencia entre el
tiempo que falta hasta la fecha de entrega y el tiempo de proceso
restante.
Menor tiempo de holgura por operación restante (MTHOR), es una
variación de la anterior, en el que la holgura se relaciona además con el
número de operaciones que le restan al pedido para ser terminado. La
idea es seleccionar antes el trabajo de menor holgura se le añade la
consideración del número de operaciones restantes.
3.8.2 Programación por Camino Crítico.- En la década del 50 se
publicó un informe al que denominaron Programme Evaluation and
Review Technique (PERT, Teoría de Evaluación y Revisión de
Programas); en la misma década se crea una técnica llamada Critical
Path Method (CPM, Método de Camino Crítico), muy parecido al PERT ,
su diferencia fundamental es la nomenclatura. Posteriormente
introdujeron una relación entre el coste y la duración delas actividades,
cosa que el PERT no tenía en cuenta, al estimar la duración de las
actividades para un nivel de coste dado. Mientras que CPM trabaja con
duraciones deterministas para las tareas, el PERT mas centrado en los
aspectos temporales, utiliza estimaciones probabilísticas para aquellas.
Básicamente, el método separa la etapa de planeamiento de la de
programación.

a) Principio básicos del método PERT
Con este método se comienza descomponiendo el proyecto en una serie
de actividades, entendiendo por actividad la ejecución de una tarea que
necesita para su realización la utilización de una o varios recursos (mano
de obra, maquinaria, materiales, etc) considerando como característica
fundamental su duración.
Otro concepto fundamental es el suceso (etapa, nudo, o acontecimiento)
que representa un punto en el tiempo, no consume recursos y sólo
indica el principio o fin de una actividad. Será suceso inicial del proyecto
aquel que represente el comienzo de una o más actividades, pero no la
de terminación de ninguna, igualmente, el suceso final del proyecto será
el que representando la finalización de una o mas actividades no sea
comienzo de ninguna otra.
Para la construcción de un grafo PERT se deben cumplir una serie de
condiciones:
-El grafo sólo tendrá un suceso inicial y otro final
-Toda actividad a excepción de la que salga del suceso inicial o llegue al
suceso final, tendrá al menos, una actividad precedente y otra siguiente
-Toda actividad ij llegará a un suceso de orden superior al del que sale
(i<j).
-No podrán existir dos actividades que, teniendo el mismo inicial, tengan
el mismo suceso final, o viceversa.
La primera condición obliga a que, tanto el comienzo del proyecto como
el final del mismo, sean únicos; así por ejemplo, si un proyecto puede
comenzar con la realización de varias actividades simultáneamente,

todas ellas saldrán del suceso inicial. La segunda, una vez cumplida la
primera, implica que cualquier actividad representada en el grafo formará
parte de un camino que comenzará en el suceso inicial y terminará en el
final. En estos caminos no existirán retornos, ya que, implícitamente, esa
es la condición impuesta en tercer lugar. Por último, la cuarta condición,
impide que dos actividades distintas tengan la misma denominación.
Algunas veces se recurre a la utilización de actividades ficticias, dado
que el cumplimiento de las citadas reglas puede impedir el plantear las
relaciones de prelación de algunas actividades. Éstas no consumen
tiempo ni ningún tipo de recurso, siendo su única finalidad resolver los
problemas de dependencia mencionados.
Para comenzar a construir el grafo se parte del consentimiento de todas
las actividades que componen el proyecto, como así también sus
relaciones de prelación, y para esto se utiliza la matriz de
encadenamiento, y la tabla de precedencias.
El PERT evalúa la duración de una actividad a partir de tres
estimaciones:
Duración optimista (a), que representa el tiempo mínimo en que podría
ejecutarse la actividad si todo marchara excepcionalmente bien.
Duración mas probable (m), que es el tiempo que normalmente, se
empleará en ejecutar la actividad, en el caso de que dicha tarea se
hubiera realizado varias veces, sería la duración con mayor frecuencia
de aparición.

Duración pesimista (b), que representa el tiempo máximo en que se
podría ejecutar la actividad si todas las circunstancias que influyen en su
duración fueran totalmente desfavorables.
La duración de la actividad, dij, se calcula mediante dij = (a + 4m + b)/ 6.
La fecha temprana de un acontecimiento, será el instante
correspondiente al acontecimiento inicial del trabajo, , es decir el más
próximo al origen en que puede ocurrir en base a la duración de las
tareas que le preceden.
La fecha tardía de un acontecimiento, será el instante correspondiente
al acontecimiento inicial del trabajo, es decir, el instante más alejado del
origen en que puede ocurrir en base a la duración delas tareas que le
siguen.
Para calcular la fecha temprana de un acontecimiento cualquiera, se
procede del siguiente modo:
-Se determinan todas las tareas de la red de programación que
concurren al modo demarcador del acontecimiento en cuestión.
-Se suma la fecha temprana de cada acontecimiento inmediato anterior
de las tareas que concurren al nodo en cuestión determinado en el punto
anterior, al tiempo de duración de cada tarea.
-El mayor valor de los obtenidos en el punto anterior, es la fecha
temprana del acontecimiento.
Para calcular la fecha tardía de un acontecimiento cualquiera, se
procede del siguiente modo:

-Se determinan todas las tareas de la red de programación que
concurren al modo demarcador del acontecimiento en sentido opuesto al
que corresponde para la ejecución del trabajo.
-Se resta a la fecha tardía de cada acontecimiento inmediato posterior
de las tareas que concurren al nodo en cuestión determinado en el punto
anterior, al tiempo de duración de cada tarea.
-El menor valor de los obtenidos en el punto anterior, es la fecha tardía
del acontecimiento.
Comienzo temprano de una tarea, es la fecha más próxima a la de
origen del trabajo (fecha 0) en que puede iniciarse una tarea dada. Esta
fecha es igual a la fecha temprana del acontecimiento origen de la tarea.
Fin temprano de una tarea, es la fecha más próxima a la de origen del
trabajo en que puede concluirse una tarea dada. Esta fecha se calcula
sumando al comienzo temprano al tiempo de duración de la tarea.
Comienzo tardío de una tarea, es la fecha última con respecto a la de
origen del trabajo en que puede iniciarse una tarea dada para que no se
produzca un atraso en la conclusión del trabajo total. Esta fecha se
calcula restando al fin tardío el tiempo de duración de la tarea.
Fin tardío de una tarea, es la fecha última con respecto a la de origen
del trabajo en que puede concluirse una tarea dada para que no se
produzca un atraso en la conclusión del trabajo total. Esta fecha es igual
a la fecha tardía del acontecimiento destino de la tarea.
Aquellos sucesos cuya fecha más temprana coincida con la más tardía
se denominan sucesos críticos, ya que, al no tener ningún margen de
tiempo entre ambas, cualquier retraso en su ocurrencia provocaría el del
proyecto completo.
Si una actividad pertenece a mas de un camino, su holgura (diferencia
entre la duración de la actividad y el tiempo para su realización) será,
como es lógico, la menor de los caminos correspondientes. Por ello, toda
actividad crítica pertenece a un camino de holgura mínima que se
denomina camino crítico y es el de más larga duración existente en el
grafo, éste no tiene por qué se único, pudiendo haber varios en el mismo
grafo.

4.- ADMINISTRACIÓN DE LA DEMANDA
4.1 INTRODUCCION
Pronosticar consiste en utilizar datos pasados para determinar
acontecimientos futuros. Los pronósticos a menudo son utilizados para
poder predecir la demanda del consumidor de productos o servicios,
aunque se pueden predecir una amplia gama de sucesos futuros que
pudieran de manera potencial influir en el éxito.
Pronosticar es el arte y la ciencia de predecir los eventos futuros. Puede
involucrar el manejo de datos históricos para proyectarlos al futuro,
mediante algún tipo de modelo matemático. Puede ser una predicción
del futuro subjetiva o intuitiva. O bien una combinación de ambas, es
decir, un modelo matemático ajustado por el buen juicio de un
administrador.
Existen diferentes técnicas de pronósticos pero rara vez hay un único
modelo superior .Lo que mejor funciona en una empresa bajo un
conjunto de condiciones, puede ser un desastre completo en otra
organización, o incluso en otro departamento de la misma empresa. En
forma tradicional, podrá advertir que existen límites sobre lo que puede
esperarse de los pronósticos. Rara vez son, si acaso, perfectos; también
son caros y consumen tiempo en su preparación y monitoreo.
Sin embargo, pocos negocios pueden darse el lujo de evitar el proceso
del pronóstico sólo en espera de lo que pueda suceder para tomar

entonces las oportunidades. La planeación efectiva depende del
pronóstico de la demanda para los productos de la compañía.
4.2 PRONÓSTICO DE LA DEMANDA
La administración de la demanda implica reconocer fuentes de demanda
para los bienes y servicios de una empresa, predecir la demanda y
determinar la manera como la empresa satisfará esa demanda.
Las predicciones de demanda pronostican la cantidad y la duración de
los bienes y servicio de una empresa.
Las predicciones de recursos se utilizan para pronosticar la duración y la
cantidad de la demanda de instalaciones, equipo, fuerza laboral y
compra de partes y materiales para la empresa.
Un administrador debe tener la habilidad de alterar la demanda. En el
caso en que la demanda exceda la capacidad, la empresa debe ser
capaz de reducir la demanda sencillamente con elevar los precios,
programando tiempos de entrega largos (los cuales pueden ser
inevitables),y desanimando los negocios con utilidad marginal. En el
caso de que la capacidad exceda la demanda, la empresa quizá requiera
la estimulación de la demanda a través de las reducciones de precios de
mercadeo agresivo, o acomodar el mercado de una mejor manera a
través de los cambios de productos.
Las instalaciones no utilizadas (esto es, exceso de capacidad) significan
costos fijos excesivos; y las instalaciones inadecuadas reducen la

utilidad a menos de lo que es posible. Por lo tanto, existen varias tácticas
para igualar la capacidad con la demanda. Los cambios internos
incluyen el ajuste del proceso para un cierto volumen a través de:
Cambios en el personal; ajuste de equipos y procesos, que pueden
incluir la compra de maquinaria adicional o la venta o arrendamiento de
equipo existente; mejoramiento de los métodos para aumentar la salida,
y/o el rediseño del producto para facilitar más rendimiento
Las tácticas anteriores pueden ser utilizadas para ajustar la demanda a
las instalaciones existentes. El tema es, desde luego, cómo construir
unas instalaciones del tamaño correcto. Por lo tanto, se tratará la forma
de determinar la capacidad y decidir sobre el tamaño de las
instalaciones.
4.3 LOS PRONOSTICOS
4.3.1 Horizonte de tiempo en pronósticos .- La clasificación es de la
siguiente manera:
a) Pronóstico a corto plazo.- Este tiene un lapso de hasta un año, pero
es generalmente menor a tres meses. Se utiliza para planear las
compras, programación de planta, niveles de fuerza laboral,
asignaciones de trabajo y niveles de producción.
b) Pronóstico a mediano plazo.- Un pronóstico de rango mediano, o
intermedio, generalmente con un lapso de tres meses a tres años. Es
valioso en la planeación de producción y presupuestos, planeación de
ventas, presupuestos de efectivo, y el análisis de varios planes de
operación.
c) Pronóstico a largo plazo.- Generalmente con lapsos de tres años o
mas, los pronósticos a largo plazo se utilizan para planear nuevos
productos desembolsos de capital, localización e instalaciones o su
expansión, y la investigación y el desarrollo.
4.3.2 Tipos de pronóstico.- Se clasifican de la siguiente manera :
a) Pronósticos económicos.- Marcan el ciclo del negocio al predecir
las tasas de inflación, oferta de dinero, nuevas construcciones, y otros
indicadores de planeación.
b) Pronósticos tecnológicos.- Tienen que ver con las tasas de
progreso tecnológico, que pueden dar por resultado el nacimiento de
productos novedosos, que requieren nuevas plantas y equipo
c) Pronósticos de demanda.- Son proyecciones de la demanda para
los productos o servicios de una compañía. Estos pronósticos, también
llamados pronósticos de ventas, conducen la producción de una
compañía, la capacidad, y los sistemas de programación, y sirven como
insumos a la planeación financiera, de mercado y de personal.
4.3.3 Enfoques para pronosticar.- Tenemos los siguientes :
a) Pronósticos cuantitativos.- Manejan una variedad de modelos
matemáticos que utilizan datos históricos y/o variables causales para
pronosticar la demanda

b) Pronósticos cualitativos.- Llamado también subjetivos incorporan
factores importantes tales como la intuición, emociones, experiencias
personales del que toma la decisión, y sistema de valores para alcanzar
un pronóstico. Algunas compañías utilizan la otra; pero en la práctica
una combinación o mezcla de los dos estilos es generalmente más
efectivo.
Cuadro 4.1 Enfoques para pronosticar
Tipo de Modelo Descripción
Modelos Cualitativos
Método Delphi
Datos históricos
Técnica de Grupo Nominal
Preguntas hechas a un grupo de expertos
para recabar opiniones.
Hace analogías con el pasado de una manera
razonada.
Proceso de grupo que permite la participación
con votación forzada.
Modelos Cuantitativos (series de tiempo)
Medida o promedio Móvil simple
Promedia los datos del pasado para predecir
el futuro basándose en ese promedio.
Suavizado exponencialDa pesos relativos a los pronósticos anteriores
y a la demanda mas reciente
Modelos Cuantitativos Causales
Análisis de regresión
Modelos económicos
Describe una relación funcional entre las
variables.
Proporciona un pronóstico global para
variables tales como el producto nacional
bruto (PNB)

4.3.3.1 Delphi
La técnica o método Delphi es un proceso de grupo que tiene como fin
un pronóstico por consenso. El proceso necesita de un grupo de
expertos internos o externos de la empresa quienes recaban opiniones
por escrito sobre el punto que se discute.
Los procedimientos que se siguen son los siguientes:
- Cada uno de los expertos realiza una breve predicción sobre una
pregunta que trata de una situación en la que se requiere un pronóstico.
La pregunta es expresada de forma muy general.
-El moderador o coordinador es quién proporciona la pregunta original,
después reúne las opiniones poniéndolas en términos claros y
finalmente las edita.
-Los resúmenes hechos por los expertos dan la pauta a un conjunto de
preguntas que el moderador da los expertos para ser contestadas.
-Las respuestas son de nuevo recopiladas por el moderador, este
proceso se repite hasta que el moderador este de acuerdo con la
predicción general.
El punto neurálgico del método Delphi son las personas involucradas,
esto se debe a que en la mayoría de los casos los grupos son
interdisciplinarios. De esta manera el moderador quien debe poseer la
habilidad para sintetizar las distintas y variadas opiniones y de esa

manera elaborar un conjunto estructurado de preguntas y llegar a un
pronóstico.
Ejemplo :
Durante la década de 1970 en la American Hoist and Derrick Company
la administración consideró necesario incorporar sus opiniones a los
pronósticos de venta. Empezando con los pronósticos de ventas para
1975, la administración quería incrementar la precisión en las
predicciones para determinar específicamente qué tan rápido debería de
crecer la capacidad de producción. La técnica delphi se empleó para
ajustar los datos históricos con opiniones basadas en información.
Fueron necesarios tres cuestionarios para sintetizar las opiniones para
tres personas clave en la corporación. Los errores incurridos en los
pronósticos anteriores tenían una dispersión de ± 20 por ciento. En 1975
el pronóstico delphi ascendió a 359.1 millones de dólares y las ventas
reales fueron de 360.2 millones de dólares, lo que significó un error de +
0.3 por ciento. El pronóstico de 1976 fue de 410 millones de dólares y
las ventas reales ascendieron a 397 millones de dólares, y el error fue de
- 3.3 por ciento. Los errores anteriores de pronósticos se redujeron
significativamente de 20 por ciento a menos de 4 por ciento.
4.3.3.2 Técnica de grupo nominal
Esta técnica supone que un grupo estructurado de gente conocedora
será capaz de llegar a un pronóstico por consenso. El proceso funciona
de la siguiente forma:

Entre siete y diez personas son invitadas a pasar a una sala de juntas y
sentarse alrededor de una mesa donde se pueden ver pero no deben
cruzar palabra entre ellos. El moderador del grupo proporciona las
preguntas por escrito o las escribe en el pizarrón el punto que necesita
de un pronóstico. Cada uno de los miembros debe escribir ideas acerca
del problema. Después de algunos minutos el moderador pide a cada
uno de los participantes que exponga una de las ideas de que escribió.
Mientras lo hace un ayudante escribe cada idea en un rota folio de modo
que todos los demás lo puedan ver. En esta etapa no hay discusión
simplemente los integrantes van dando sus ideas hasta que todas hayan
sido anotadas.
En lo general entre, 15 y 25 proposiciones resultan de la aportación. En
la segunda etapa de la reunión los miembros del grupo discuten las
ideas presentadas. El moderador es quien tiene la responsabilidad de
que todas las ideas sean discutidas y aclarar las dudas de los
participantes en caso de que existan dudas sobre alguna de las ideas
escritas. Cuando concluyen todas las discusiones se pide a los
miembros que voten de manera independiente. La decisión del grupo es
el resultado matemáticamente obtenido a partir de los votos individuales.
Los objetivos del proceso son:
1. Asegurar diferentes procesos para cada fase de creatividad.
2. Balancear la participación de los miembros

3. Incorporar las técnicas matemáticas de votación en la agregación de
los juicios de grupo.
El pronóstico que se da a través de la técnica de grupo nominal es la
alternativa que recibe la mayoría de los votos del grupo. Las claves para
este proceso son la identificación de la pregunta que debe ser dirigida al
grupo, la creatividad es permitida y se fomenta la discusión limitada y
dirigida, y en último lugar el voto.
4.3.3.3 Modelos básicos de promedio
a) Promedio simple.- Un promedio simple (PS) es un promedio de los
datos del pasado en el cuál las demandas de todos los períodos
anteriores tienen el mismo peso relativo.[1] Se calcula de la siguiente
forma:
Donde:
D1 = demanda del periodo más reciente
D2 = demanda que ocurrió hace dos periodos
Dk = demanda que ocurrió hace k periodos

Cuando se usa un promedio simple para crear un pronóstico, las
demandas de todos los periodos anteriores tienen la misma influencia
(equipesada) al determinar el promedio. De hecho un factor de peso de
1/k se aplica a cada demanda anterior.
La razón de la obtención del promedio es que si se obtiene el promedio
de todas las demandas anteriores, las demandas elevadas que se
tuvieran en diversos periodos tenderán a ser equilibradas por las bajas
demandas de otros periodos, Los resultados serán un promedio que
representa el verdadero modelo subyacente, especialmente cuando se
incrementa el número de periodos empleados en el promedio. Al
promediar se obtiene una reducción de las posibilidades de error al
dejarse llevar por fluctuaciones aleatorias que pueden ocurrir en un
periodo. Pero si el modelo subyacente cambia en el tiempo, el promedio
no permite detectar este cambio.
Ejemplo:
En las Tiendas de Electra Huacho la demanda total para un nuevo
electrodo ha sido de 50,60, y 40 docenas en cada uno de los últimos
trimestres. La demanda promedio ha sido:
PS= 50

b) Media móvil simple.- Una medida móvil simple (MMS) combina los
datos de demanda de la mayor parte de los periodos recientes, siendo
su promedio el pronóstico para el periodo siguiente. Una vez calculado el
número de periodos anteriores a ser empleado en las operaciones, se
debe de mantener constante. Se puede emplear una medida móvil de
tres periodos de 20, pero una vez que se toma la decisión hay que
continuar usando el mismo número de periodos.
Después de seleccionar el número de periodos a ser usados, se dan
pesos iguales a las demandas para determinar el promedio. El promedio
se “mueve” en el tiempo en el sentido de que al transcurrir un periodo, la
demanda del periodo más antiguo se descarta, y se agrega la demanda
para el periodo mas reciente para la siguiente operación, superando así
la principal limitación del modelo del promedio simple.
donde
t = 1 en el periodo más antiguo en el promedio de n periodos
t = n es el periodo más reciente
Ejemplo :
Goldex ha experimentado la siguiente demanda de productos para sus
neveras durante los últimos seis meses:
Mes Demanda total de neveras
Enero 200
Febrero 300
Marzo 200
Abril 400
Mayo 500
Junio 600
El gerente de planta ha solicitado que se prepare un pronóstico usando
una medida móvil de seis periodos para pronosticar las ventas del mes
de Julio. El 2 de Julio está por dar principio la corrida de producción de
neveras.
MMS= 367
Usando una media móvil de seis meses el pronóstico para julio es de
367. Si se examinan los datos, es posible que una media móvil de tres
meses pudiera ser mejor que una de seis meses. Sise toman en cuenta
tres meses obtenemos:

MMS= 500
Si se hubiera utilizado una media móvil de un mes, las ventas del mes
siguiente serían iguales a la demanda real del último mes y el pronóstico
para julio sería de 600.
Es necesario hacer una recomendación al gerente de planta Goldex.
Basta recomendar usar una medida móvil de tres meses de 500 neveras
para Julio, pues el número parece ser más representativo de la serie de
tiempo que una medida móvil de seis meses y se basa en más datos
que en el caso de una medida móvil de un mes.
c) Media móvil ponderada
Algunas veces quien hace los pronósticos desea utilizar una media móvil
pero no quiere que todos los n periodos tengan el mismo peso. Una
medida móvil ponderada (MMP) es un modelo de media móvil que
incorpora algún peso de la demanda anterior distinto a un peso igual
para todos los periodos anteriores bajo consideración, la representación
de este modelo es el siguiente:
Demanda de cada periodo por un peso
MMP = determinado, sumada a los largo de todos los
Periodos en la media móvil.
Donde: Ct es el peso y Dt la demanda
Este es un modelo que permite un peso desigual de la demanda. Si son
tres n periodos, es posible dar peso al periodo más reciente del doble de
los otros periodos, al hacer C1 =.25, C2 = .25 y C3 = .50
Ejemplo:
Para Goldex, un pronóstico de la demanda para julio usando un modelo
de tres periodos en donde la demanda del periodo más reciente tenga
un peso del doble de los dos periodos anteriores, tendrá la siguiente
forma.
MMP = 525
4.3.3.4 Suavizado Exponencial
Este modelo permite efectuar compensaciones para algunas tendencias
o para cierta temporada al calcular cuidadosamente los coeficientes Ct.
Si se desea se puede dar a los meses más recientes pesos mayores y
amortiguar en parte los efectos del ruido al dar pesos pequeños a las
demandas más antiguas. El coordinador o el administrador debe escoger
los valores de los coeficientes, de su elección dependerá el éxito o
fracaso del modelo.

Los modelos de suavizado exponencial se encuentran disponibles en los
paquetes para computadora, estos modelos requieren relativamente
poco almacenamiento de datos y unas cuantas operaciones.
El suavizado exponencial se distingue por la manera tan especial de dar
pesos a cada una de las demandas anteriores al calcular el promedio. El
modelo de los pesos es de forma exponencial. La demanda de los
periodos más recientes recibe un peso mayor; los pesos de los periodos
sucesivamente anteriores decaen de una manera exponencial. En otras
palabras, los pesos decrecen en su magnitud a medida que se aplican
datos anteriores, siendo el decremento no lineal (exponencial).
a) Suavizado exponencial de primer orden
La ecuación para crear un pronóstico nuevo o actualizado utiliza dos
fuentes de información:
La demanda real para el periodo más reciente y, el pronóstico más
reciente.
A medida que termina cada periodo se realiza un nuevo pronóstico.
Ft = D t-1 + (1 –α )F t-1
Donde: t es el periodo

Después que termina el periodo t - 1 se conoce la demanda actual
(D t-1). Al inicio del periodo t - 1 se hizo un pronóstico (F t-1) de la
demanda durante t - 1. Por lo tanto, al final de t - 1 se tienen las
informaciones necesarias para calcular el pronóstico de la demanda para
el próximo periodo.
Ejemplo:
El Hospital Regional de Huacho ha experimentado una demanda
irregular y a menudo creciente de material médico desechable en todo el
hospital. La demanda de tubos desechables durante los dos últimos
meses ha sido de 300 unidades en septiembre y de 350 unidades en
octubre. El antiguo procedimiento de pronóstico consistió en utilizar la
demanda promedio del año anterior como pronóstico para cada uno de
los meses de ese año. La demanda mensual del año anterior fue de 200
unidades. Utilizando 200 unidades como el pronóstico de la demanda de
septiembre y un coeficiente de suavización de 0.7 para dar un mayor
peso a la demanda más reciente, el pronóstico para el mes de octubre
debería haber sido (t = octubre)
F t = Dt-1 + (1 – α) F t-1
Ft = .7(300) + (1 - .7)200 = 210 + 60 = 270
El pronóstico para el mes de noviembre sería (t = noviembre)
F t = Dt-1 + (1 – α) F t-1
Ft = .7(350) + (1 - .7)270 = 245 + 81 = 326

En vez de la demanda mensual del año pasado de 200 unidades, es
pronóstico para el mes de noviembre es de 326 unidades. El método
antiguo de pronóstico, la heurística basada en un promedio simple,
proporcionó un pronóstico considerablemente diferente del que se
obtuvo con el suavizado exponencial.
b) Selección del coeficiente de suavización
Para empezar con el pronóstico es necesario tener un buen cálculo
derivado de algún otro método, lo que se denomina pronóstico inicial o
de arranque así como seleccionar un coeficiente de suavización. Un
valor elevado de da un gran peso a la demanda más reciente y un valor
bajo de dará un peso menor a la demanda mas reciente. U elevado
coeficiente de suavización sería más adecuado para los nuevos
productos o para casos en los que la demanda subyacente está en
proceso de cambio (ésta es dinámica, o bien inestable). Un valor de 0,7,
0.8 ó 0.9 puede resultar el más apropiado para estas condiciones, aun
cuando el uso del suavizado exponencial es cuestionable si no se sabe
que existen o no condiciones de inestabilidad. Si la demanda es muy
estable y se piensa que puede ser representativa del futuro, el
pronosticador podrá optar por un valor bajo de para disminuir cualquier
ruido que hubiera podido presentarse en forma súbita.
En condiciones de estabilidad, el coeficiente de suavización podría ser
de 0.1, 0.2, ó 0.3. Cuando la demanda es ligeramente inestable,
coeficientes de suavización de 0.4, 0.5, ó 0.6 pueden proporcionar datos
más precisos.

c) Doble suavizado exponencial
El doble suavizado exponencial tiende a suavizar el ruido en series de
demanda estables.
El modelo es directo; suaviza el pronóstico obtenido con un modelo de
suavizado exponencial de primer orden y el pronóstico obtenido
mediante un modelo de suavizado exponencial doble.
FD1 = (α) F t + (1 - α) FD t-1
Donde: Ft es el modelo suavizado exponencial de primer orden y debe
ser calculado antes de encontrar la FDt.
Ejemplo:
Milo Inc. Tiene un modelo de modelo de suavizado exponencial que ha
proporcionado un pronóstico de 103 500 bushels para un trigo de grado
3 del año anterior, en el mes de junio, fue de 70 500 bushels. Esta cifra
empleará como estimación de pronóstico más reciente obtenida
mediante un suavizado exponencial doble. Dado que α = 0,20 parece ser
un buen coeficiente de suavizado para Milo Inc., obtener un pronóstico
con un modelo exponencial doble para el mes de julio. Sea t = julio
Entonces
FD1 = (α) F t + (1 - α)FD t-1 = 0,2(103 500) + (1 - 0 ,2)(70 500)
FD1 = 20 700 + 56 400 =77 100
El pronóstico para julio será de 77 100 bushels.
4.3.3.5 Análisis de regresión
a) Regresión lineal
El análisis de regresión es una técnica de pronóstico que establece una
relación entre variables. Una variable se conoce y se usa para
pronosticar el valor de una variable aleatoria conocida. De los datos
anteriores se establece una relación funcional entre las variables. Se
considera en este momento la situación de regresión más sencilla sólo
para dos variables y para una relación funcional lineal entre ellas.
El pronóstico para la demanda del periodo siguiente Ft se puede
expresar mediante:
Ft = a + bXt
Donde Ft es el pronóstico para el periodo t, dado el valor de la variable X
en el periodo t. Los coeficientes a y b son constantes; a es la ordenada
al origen de la variable (F) y b es la pendiente de la recta. A menudo
esta ecuación se expresa de una manera conocida.
Y = a + bX

Se ha sustituido F por Y para indicar que F es el valor pronosticado, la
demanda pronosticada Ft indica el futuro. Para encontrar los coeficientes
a y b se utiliza la demanda anterior (o histórica) en vez del pronóstico
anterior. Se emplea Dt para indicar la demanda histórica y para
encontrar los coeficientes a y b. Entonces, cuando se desea pronosticar
la nueva demanda, se emplea Ft para representar el pronóstico de la
demanda. Los coeficientes a y b pueden calcularse mediante las dos
ecuaciones siguientes:
en donde
D = a + bX
Ejemplo:
Una empresa que fabrica cajas de cartón hace cajas de pizzas. El
departamento de planeación de operaciones sabe que un pronóstico
adecuado y preciso de cajas de pizza de un cliente está en relación
estrecha con los gastos de promoción de éste, el cual se puede obtener
por adelantado antes de realizar el gasto. El departamento de
planeación de operaciones está interesado en establecer la relación
entre la promoción de la empresa de pizzas y las ventas. Una vez que

eso se haya establecido, las órdenes de compra de las cajas para
pizzas, en dólares, pueden expresarse como porcentaje fijo de ventas.
Publicidad y ventas trimestrales
TrimestrePublicidad
($1000,000)Ventas ($ Millones)
1 4 1
2 10 4
3 15 5
4 12 4
5 8 3
6 16 4
7 5 2
8 7 1
9 9 4
10 10 2
Haciendo el cálculo de b y a, donde la publicidad es Xt para el trimestre
t, las ventas son Dt para el trimestre t y Ft es el pronóstico para el futuro
periodo t.
Trimestre Publicidad Ventas X2 D2 XD
(X) (D)
1 4 1 16 1 4
2 10 4 100 16 40
3 15 5 225 25 75
4 12 4 144 16 48
5 8 3 64 9 24
6 16 4 256 16 64
7 5 2 25 4 10
8 7 1 49 1 7
9 9 4 81 16 36
10 10 2 100 4 20
" 96 30 1060 108 328
Por lo tanto, la recta estimada de regresión, la relación entre las ventas
futuras (Ft) y la publicidad (Xi) es:
Ft = .22 + .29Xt
En el ejemplo, quien hace la planeación de las operaciones puede
investigar los gastos planeados en publicidad y sobre esas ventas puede
hacer el pronóstico. Por ejemplo, la publicidad del próximo trimestre se

espera que tenga un monto de 1 100 000 dólares. Sustituyendo 11 para
Xt en la ecuación anterior se tendrá:
Ft = .22 + .29(11) = 3.41
El pronóstico de las ventas es de 3.41 millones de dólares. Si los
pedidos de cajas representan el 5 por ciento de las ventas, quien planea
las operaciones podría esperar que un monto total por concepto de
pedidos sería de 170, 500 dólares para el trimestre (.05 X 3.41). Tal
estimación puede ser de gran utilidad en la planeación global de las
operaciones.
b)Error en el pronóstico
El error en el pronóstico es la diferencia numérica entre la demanda
pronosticada y la real, es la medida que nos indica la efectividad al
utilizar alguno de los métodos de pronóstico.
La desviación media absoluta (MAD) es una medida de error de sume
importancia y se expresa de la siguiente forma:
En cada uno de los periodos (i) se compara la demanda actual contra la
pronosticada. Si la predicción fue perfecta lo que significa que lo actual
es igual a la predicción el error es nulo. Como el pronóstico sigue le
grado de error se acumula y se registra período a periodo. Después de
cualquier periodo (n) transcurrido se puede usar la ecuación 1 para
calcular el tamaño promedio es decir la media del error en el pronóstico
hasta ese momento. El MAD es un promedio de las desviaciones
absolutas esto quiere decir que los errores son medidos sin tomar en
consideración el signo algebraico, el MAD solo expresa la dimensión
pero no la dirección del error.
Si el pronóstico está funcionando adecuadamente quiere decir que los
errores de predicción están distribuidos normalmente. Cuando esto
sucede la desviación media absoluta suavizada (SMAD) puede
emplearse para calcular la desviación estándar. La relación se
representa como:
e = 1.25 SMAD
La MAD suavizada exponencialmente puede ser vista como un promedio
de la MAD en el tiempo.
El sesgo es una medida de error que se utiliza con menor frecuencia.
A diferencia de MAD, el sesgo indica la tendencia direccional de los
errores de predicción. Si el procedimiento de predicción sobreestima
constantemente la demanda actual, el sesgo tendrá un valor positivo; si
la subestimación muestra una tendencia constante, entonces el sesgo
tendrá un valor negativo.
Ejemplo:
Una máquina para extrusión de aluminio estima que la demanda de
cabezas para regaderas de baño es de 500 por mes para cada uno de
los tres meses próximos. Posteriormente la demanda real resulto ser de
400, 560 y 700. Los errores de predicción son calculados a continuación
por los métodos de la MAD y el sesgo .
MAD= 120 unidades
Sesgo= -53 unidades
Del resultado de la MAD se puede decir que la empresa no cuenta con
un modelo muy preciso ya que la MAD es una medida de la precisión
global del método de pronóstico, el error absoluto promedio es alto ya

que representa el 24 % del número de cabezas para regadera. El sesgo
indica la tendencia sub o sobreestimada. En el ejemplo se subestimo la
demanda actual en 53 unidades, pues el promedio de ésta es de 553
unidades.
4.3.3.6 Paquetes de cómputo para pronóstico
En la actualidad existen muchos sistemas computarizados para ayudar
al gerente y al analista de pronósticos. A continuación se describen
algunos de manera breve.
El programa denominado CENSUS X-11, que maneja la U.S. Census
Bureau (Oficina del Censo de Estados Unidos). Utiliza el método del
promedio móvil con tendencias y factores de estacionalidad para
descomponer y proyectar una serie de tiempos. Se ha descubierto que el
programa CENSUS X-11 es bastante útil siempre y cuando se disponga
de una cantidad razonable de datos históricos.
Existe una biblioteca de programas de pronósticos computarizados
interactivos denominada SBYL/RUNNER; contiene 20 de las técnicas de
pronósticos más comúnmente utilizadas. Estos programas se dividen en
los que ayudan a identificar los patrones subyacentes en las series de
tiempo y los que pronostican utilizando un patrón dado.
El sistema MAPICS de IBM para el control de la producción y de
inventarios, incluye un módulo para pronosticar. Este módulo utiliza una
técnica de pronóstico adaptable que se ajusta debido a variables como
la estacionalidad y la tendencia. El módulo además calcula MAD y una

señal de seguimiento como base para evaluar el error de pronóstico y
volver a colocar en ceros el método de pronóstico cuando se necesita.
Los métodos de pronóstico se diseñaron especialmente para manejar
miles de artículos que casi siempre se encuentran en el ambiente de la
manufactura.
Los métodos causales de pronóstico están muy bien cubiertos por los
paquetes estadísticos normales como el SPSS, SAS y BMDP así como
por muchos paquetes distintos para microcomputadoras. Sin embargo,
estos métodos tendrán que ajustarse de manera sustancial a la situación
individual de cada caso.
4.4 SELECCIÓN DE UN MÉTODO DE PRONÓSTICO
El siguiente es un marco conceptual para seleccionar entre los métodos
cualitativos, por series de tiempo y causales. El marco se usa en gran
parte en el estudio realizado por Wheelwright y Clarke (1976), quienes
identificaron los factores que las compañías consideran importantes al
seleccionar el método de pronóstico. Los factores más importantes son
los siguientes:
4.4.1 Sofisticación del usuario y del sistema.- El método de
pronóstico debe ajustarse a los conocimientos y sofisticación del usuario.
Debido a que los gerentes se rehúsan a utilizar los datos de técnicas que
no comprenden.
El método que se elige no debe ser demasiado desarrollado ni
sofisticado para sus usuarios y tampoco debe estar demasiado alejado

del sistema de pronóstico actual. En ocasiones los modelos mas simples
pueden tener mejores resultados, por lo que la sofisticación no es el
objetivo definitivo.
4.4.2 Tiempo y recursos disponibles.- La selección del método de
pronóstico, dependerá del tiempo disponible para reunir los datos y
preparar el pronóstico. La preparación de un pronóstico complicado para
el que se deba obtener una gran cantidad de datos puede tardar varios
meses y costar miles de dólares. En el caso de pronósticos rutinarios
hechos por sistemas computarizados, tanto el costo como la cantidad de
tiempo requerido podrían ser pequeños.
4.4.3 Disponibilidad de datos.- Los datos disponibles pueden en
ocasiones limitar la elección del método de pronóstico. Los modelos
econométricos pueden requerir datos que simplemente no pueden
obtenerse a corto plazo, por lo tanto debe seleccionarse otro tipo de
método. El método por series de tiempo Box-Jenkins requiere
aproximadamente 60 datos (5 años de datos mensuales). También se
debe tomar en cuenta la calidad de los datos disponibles. Si los datos
son erróneos se llegará a pronósticos equivocados. Se deben revisar los
datos en busca de factores extraños o puntos poco usuales.
4.4.4 Patrón de datos.- El patrón de datos afectará el tipo de método
de pronóstico que se seleccione. Si la serie de tiempo es plana, se
utilizará un método de primer orden. En los casos en que los datos
muestren tendencias o patrones de estacionalidad, se necesitarán
métodos más avanzados. El patrón de los datos también determina si es

suficiente un método por series de tiempo o si se necesitan modelos
causales. Si el patrón de es inestable en el tiempo, un método cualitativo
será necesario. El patrón de datos es uno de los factores más
importantes que afectan la selección de un método de pronóstico. Una
manera de detectar el patrón es trazar los datos sobre una gráfica. Esto
debe hacerse como primer paso en la actividad de pronosticar.
La diferencia entre el ajuste y la predicción es un tema que se relaciona
con la selección de los métodos de pronóstico. Cuando se prueban
modelos diferentes con frecuencia el modelo que mejor se ajusta a los
datos históricos (el que tiene menor margen de error) también es el
mejor modelo de predicción. Lo cuál no es verdad. Por ejemplo, suponga
que las observaciones de la demanda se obtienen en los últimos ocho
periodos y que se desea ajustar el mejor modelo por series de tiempo a
estos datos. Se puede hacer que un modelo de polinomios de séptimo
grado se ajuste exactamente a través de cada uno de los anteriores
ocho puntos de datos (El modelo sería Y = a1 + a2 + a3t2 = a8t7 + … +
a8t7, en donde t = tiempo). Sin embargo este modelo no es
necesariamente la mejor herramienta para predecir el futuro.
El mejor método predictivo es aquel que describe la serie de tiempo
subyacente pero que no se ajusta “a fuerza” con los datos. La manera
correcta de ajustar los modelos basándose en los datos del pasado es
separar el modelo de ajuste y el modelo de predicción. Primero se divide
el grupo de datos en dos partes. Después se ajustan varios modelos
basándose en estimaciones racionales sobre la estacionalidad,

tendencias y ciclicidad con el primer grupo de datos. Se utilizan estos
modelos para predecir los valores para el segundo grupo de datos y el
mejor modelo será aquel que tenga el mejor margen de error sobre el
segundo grupo de datos. Este enfoque utiliza el ajuste sobre el primer
grupo de datos y la predicción sobre el segundo como base para
seleccionar un modelo.
Los modelos Cuantitativos no siempre proporcionan mejores pronósticos
que los elaborados por los seres humanos según un estudio de Ebert en
1976.
Conclusiones:
Podemos decir que la Administración de la demanda implica reconocer
las fuentes de demanda tanto para bienes como para servicios de una
empresa y se debe determinar como la empresa puede satisfacer esa
demanda.
Al trabajar con predicciones la empresa tendrá una visión de lo que
necesitara en el futuro para satisfacer la demanda además de que
tendrá información de la cantidad y duración de esta, con estas
predicciones la empresa es capaz de desarrollar pronósticos de recursos
(tiempo, equipos, fuerza de trabajo, compra de partes y materiales).
Otro factor a destacar es que si la predicción es precisa la empresa
utilizara con más eficacia sus recursos para satisfacer la demanda.
Dependiendo del método que la empresa utilice esta será capaz de tener
pronósticos a corto, mediano y largo plazo.
REFERENCIA BIBLIOGRAFICA
Chase,Aquilano (1978). Gestión de la Producción y Dirección de
Operaciones. Barcelona: Hispano Europea.

Krajewski, Lee y Ritzman, Larry, (1997). Administración de Operaciones
y Producción: Calidad Total y Respuesta Sensible Rápida. USA: Mc
Graw Hill.
Abad, Jorge (2005). Logística. Ecuador: Apuntes de clase. Escuela
Superior Politécnica del Litoral.
BallouH.,Ronald (2004).Logística, Administración de la cadena de
Suministro. México: Quinta Edición.
Camino, Clara (2000).Aplicación del Método ABC de control de
inventarios en una bodega de Repuestos e insumos de una Empresa de
servicios. Ecuador: Tesis, Carrera de Ingeniería Industrial, Escuela
Superior Politécnica del Litoral.
Frazelle H., Edward y Sojo Q., Ricardo (2006).Logística de
Almacenamiento y Manejo de los materiales clase Mundial. Bogotá:
Editorial Norma.
Everett, Adam (1991). Administración de la Producción y las
Operaciones. México: Cuarta edición.
Mauleón, Mikel (2006).Logística y Costos. España: Ediciones Diaz
santos.
Schroeder, Roger G. (1993). Administración de Operaciones. Toma de
decisiones en la función de Operaciones. México: Tercera edición.





























