Embed Size (px)
Citation preview

UNIVERSIDAD TÉCNICA DE AMBATO
FACULTAD DE INGENIERÍA CIVIL Y MECÁNICA
CARRERA DE INGENIERÍA MECÁNICA
TRABAJO EXPERIMENTAL PREVIO A LA OBTENCION DEL TÍTULO DE
INGENIERO MECÁNICO
TEMA:
“ANÁLISIS DE DUREZA, RESISTENCIA A LA TRACCIÓN Y
DESGASTE DE MATERIALES TERMOPLÁSTICOS OBTENIDOS A
PARTIR DE LA RESINA TOUGH DE PROTOTIPADO ROBUSTO
PARA IMPRESIÓN 3D POR ESTEREOLITOGRAFÍA (SLA)”
AUTOR: Villena López Oscar Rodrigo
TUTOR: Ing. Mg Pérez Salinas Cristian Fabian
AMBATO - ECUADOR
ENERO - 2021

ii
CERTIFICACIÓN
En mi calidad de Tutor del Trabajo Experimental, previo a la obtención del Título de
Ingeniero Mecánico, con el tema: "ANÁLISIS DE DUREZA, RESISTENCIA A LA
TRACCIÓN Y DESGASTE DE MATERIALES TERMOPLÁSTICOS
OBTENIDOS A PARTIR DE LA RESINA TOUGH DE PROTOTIPADO
ROBUSTO PARA IMPRESIÓN 3D POR ESTEREOLITOGRAFÍA (SLA)"
elaborado por el Sr. Villena López Oscar Rodrigo, portador de la cédula de ciudadanía:
C.I. 1803790789 estudiante de la Carrera de Ingeniería Mecánica, de la Facultad de
Ingeniería Civil y Mecánica,
Certifico:
• Que el presente trabajo experimental es original de su autor
• Ha sido revisado cada uno de sus capítulos componentes
• Está concluido en su totalidad
Ambato, Enero 2021
……………………………………………..
Ing. Mg. Pérez Salinas Cristian Fabian.
TUTOR

iii
AUTORÍA DE LA INVESTIGACIÓN
Yo, Villena López Oscar Rodrigo, portador de la C.I. 183790789 declaro que todas las
actividades y contenidos expuestos en el presente trabajo experimental: "ANÁLISIS DE
DUREZA, RESISTENCIA A LA TRACCIÓN Y DESGASTE DE MATERIALES
TERMOPLÁSTICOS OBTENIDOS A PARTIR DE LA RESINA TOUGH DE
PROTOTIPADO ROBUSTO PARA IMPRESIÓN 3D POR
ESTEREOLITOGRAFÍA (SLA)", así como también los análisis estadísticos, gráficos,
conclusiones y recomendaciones son de mi exclusiva responsabilidad como autor de la
investigación, a excepción de las referencias bibliográficas citadas en el mismo.
Ambato, Enero 2021
……………………………………………..
Villena López Oscar Rodrigo
C.I. 1803790789
AUTOR

iv
DERECHOS DE AUTOR
Autorizo a la Universidad Técnica de Ambato, para que haga de este Trabajo
Experimental o parte de él, un documento para su lectura, consulta y procesos de
investigación, según las normas de la Institución.
Cedo los derechos en línea patrimonial de mi Trabajo Experimental con fines de difusión
pública, además apruebo la reproducción de este documento dentro de las regulaciones de
la Universidad, siempre y cuando esta reproducción no suponga ganancia económica y se
realice respetando mis derechos de autor.
Ambato, Enero 2021
……………………………………………..
Villena López Oscar Rodrigo
C.I. 1803790789
AUTOR

v
APROBACIÓN DEL TRIBUNAL DE GRADO
Los miembros del tribunal aprueban el informe del Trabajo Experimental, realizado por
el estudiante Villena López Oscar Rodrigo de la carrera de Ingeniería Mecánica bajo el
tema: "ANÁLISIS DE DUREZA, RESISTENCIA A LA TRACCIÓN Y DESGASTE
DE MATERIALES TERMOPLÁSTICOS OBTENIDOS A PARTIR DE LA
RESINA TOUGH DE PROTOTIPADO ROBUSTO PARA IMPRESIÓN 3D POR
ESTEREOLITOGRAFÍA (SLA)".
Ambato, Enero 2021
Para constancia firman:
……………………………… .……………………………..
Ing. Mg. Nuñez Nuñez Diego Fernando
Miembro del Tribunal
Ing. Mg. Arroba Arroba César Hernán
Miembro del Tribunal

vi
DEDICATORIA
Para toda mi familia quienes me han acompañado de manera incondicional en este largo
camino. Un camino lleno de obstáculos, alegrías y tristezas. Un camino que continua y
en el cual no hay mayor secreto que la constancia, la dedicación y la disciplina. Varios
esperaran ver el nombre de mis familiares aquí, pero en este caso no quiero que nadie se
quede fuera. Todos y cada uno de ellos son el principal motivo para que mis logros sean
dedicados con el mayor respeto y cariño hacia ellos.
Oscar Villena

vii
AGRADECIMIENTO
En este trajinar universitario hay varios actores a los cuales me gustaría agradecer
infinitamente. La Universidad Técnica de Ambato por medio de la Facultad de Ingeniería
Civil y Mecánica me dieron la oportunidad de lograr otro de mis objetivos personales,
esto siempre será motivo de orgullo para mí.
A mis profesores los cuales fueron los encargados de impartir sus conocimientos basados
siempre en la ciencia sin dejar de lado los principios y valores que plantea esta sociedad.
De manera especial a mi tutor Ing. Mg. Cristian Pérez quien con su predisposición y
orientación motivó a la culminación de este proyecto.
A mis compañeros y amigos con los cuales compartí todos estos años de formación
académica y a quienes deseo siempre lo mejor.
A toda mi familia que me dan la motivación necesaria para cumplir con mi deber. Pero
más que nada son los artífices de implantar una idea en mí la cual espero sirva de
motivación para más personas. “Todo lo que hagas hazlo de la mejor manera posible”.
Dios es un pasajero silencioso en nuestro sendero, agradecido siempre estaré por sus
bendiciones no solo para mí, también para todos aquellos que me rodean.

viii
ÍNDICE GENERAL DE CONTENIDOS
CERTIFICACIÓN ......................................................................................................... ii
AUTORÍA DE LA INVESTIGACIÓN ....................................................................... iii
DERECHOS DE AUTOR ............................................................................................. iv
APROBACIÓN DEL TRIBUNAL DE GRADO .......................................................... v
DEDICATORIA ............................................................................................................ vi
AGRADECIMIENTO ................................................................................................. vii
ÍNDICE GENERAL DE CONTENIDOS .................................................................. viii
ÍNDICE DE FIGURAS .................................................................................................. x
ÍNDICE DE TABLAS ................................................................................................. xii
RESUMEN EJECUTIVO .......................................................................................... xiii
EXECUTIVE SUMMARY ......................................................................................... xiv
CAPÍTULO I .................................................................................................................. 1
1.1. Antecedentes Investigativos ................................................................................ 1
1.2. Objetivos ............................................................................................................. 3
1.2.1. Objetivo General. ................................................................................................. 3
1.2.2. Objetivos Específicos ........................................................................................... 4
1.3. Hipótesis .............................................................................................................. 5
1.3.1. Variable Dependiente ........................................................................................... 5
1.3.2. Variable Independiente ......................................................................................... 5
1.4. Marco Teórico ..................................................................................................... 5
1.4.1. Manufactura ..................................................................................................... 5
1.4.2. Introducción a la Impresión 3D ..................................................................... 11
1.4.3. Impresión 3D por Estereolitografía ............................................................... 17
1.4.4. Ensayos .......................................................................................................... 23
CAPÍTULO II ............................................................................................................... 31
METODOLOGÍA ........................................................................................................ 31
2.1. Materiales .......................................................................................................... 31
2.2. Métodos ............................................................................................................. 33
2.2.1. Nivel de Investigación ................................................................................... 33

ix
2.2.2. Metodología ................................................................................................... 34
2.3. Protocolo Para La Recolección de Datos .......................................................... 39
2.4. Elaboración de las Probetas ............................................................................... 40
2.5. Plan de Procesamiento y Análisis ..................................................................... 42
2.6. Ensayos. ............................................................................................................. 42
CAPÍTULO III.- RESULTADOS Y DISCUSIÓN ...................................................... 46
3.1. Análisis y discusión de los resultados. .............................................................. 46
3.2. Análisis de Resultados. ...................................................................................... 53
3.3. Verificación de la Hipótesis .............................................................................. 64
CAPITULO IV ............................................................................................................. 65
4.1. Conclusiones ..................................................................................................... 65
4.2. Recomendaciones .............................................................................................. 66
MATERIALES DE REFERENCIA ............................................................................. 68
Referencias Bibliográficas............................................................................................ 68
Anexos. ......................................................................................................................... 71

x
ÍNDICE DE FIGURAS
Figura 1 Manufactura en el ámbito técnico. [7] ................................................................ 6
Figura 2. Manufactura en el ámbito económico. [7] ......................................................... 6
Figura 3. Clasificación de la Manufactura. [7] ................................................................. 9
Figura 4. Conformación de una pieza por impresión 3D [8]. ......................................... 11
Figura 5. Impresora 3D FDM [11] ................................................................................. 13
Figura 6. Soportes en impresión 3D FDM [12] .............................................................. 14
Figura 7. Impresión SLS [13] ......................................................................................... 14
Figura 8. Impresora 3D PolyJet [14] ............................................................................... 15
Figura 9. Esquema de una impresora SLA [15] .............................................................. 15
Figura 10. Fases de la Impresión 3D............................................................................... 17
Figura 11. Proceso de Impresión 3D por Estereolitografía [20] ..................................... 18
Figura 12. Tiempo y temperatura de post curado para una resina utilizada en
estereolitografía [2] .......................................................................................................... 20
Figura 13. Partes constitutivas de una impresora 3D SLA. [15] .................................... 21
Figura 14. Resina Gris SLA [26] .................................................................................... 22
Figura 15. Máquina de ensayos de Tracción. [3] ............................................................ 24
Figura 16. Ensayo de Tracción. ...................................................................................... 26
Figura 17. Durómetro. ..................................................................................................... 27
Figura 18. Abrasímetro. .................................................................................................. 28
Figura 19. Muelas Abrasivas. ......................................................................................... 29
Figura 20. Esquema del sistema giratorio del Abrasímetro. [27] ................................... 29
Figura 21. Proceso de Desgaste. ..................................................................................... 30
Figura 22. Elaboración de Probetas. ............................................................................... 41
Figura 23. Efectos Principales en el Esfuerzo de Tracción de las Resinas ..................... 60
Figura 24. Efectos Principales en la resistencia a la abrasión de las probetas ................ 61
Figura 25. Efectos Principales en la Dureza de las resinas ............................................. 63
Figura 26. Probetas para ensayo de abrasión de Resina Tough ...................................... 71
Figura 27. Probetas para ensayo de abrasión de Resina Clear ........................................ 71

xi
Figura 28. Ensayo de abrasión aplicado a probetas de resina Tough ............................. 72
Figura 29. Ensayo de abrasión aplicado a probetas de resina Clear ............................... 72
Figura 30. Huella marcada producto del ensayo de abrasión ......................................... 73
Figura 31. Pesaje de las probetas antes del ensayo de abrasión ...................................... 73
Figura 32. Pesaje de las probetas antes del ensayo de abrasión ...................................... 74
Figura 33. Pesaje de las probetas después del ensayo de abrasión ................................. 74
Figura 34. Pesaje de las probetas después del ensayo de abrasión ................................. 75
Figura 35. Ensayo de Dureza aplicado a las probetas ..................................................... 75
Figura 36. Tiempos recomendados para el post curado de las resinas [31] .................... 76
Figura 37. Gráfica T vs Módulo para la resina Clear (Objetivo: determinación de los
tiempos de curado recomendados) [31] ........................................................................... 76
Figura 38. Gráfica T vs Módulo para la resina Tough (Objetivo: determinación de los
tiempos de curado recomendados) [31] ........................................................................... 77

xii
ÍNDICE DE TABLAS
Tabla 1. Tecnologías de impresión 3D existentes [16]. .................................................. 16
Tabla 2. Materiales utilizados. ........................................................................................ 31
Tabla 3. Experimentos Requeridos. ................................................................................ 36
Tabla 4. Experimentos Requeridos. ................................................................................ 36
Tabla 5. Leyenda. ............................................................................................................ 37
Tabla 6. Operacionalización de variables ....................................................................... 38
Tabla 7. Operacionalización de variables ....................................................................... 39
Tabla 8. Procedimiento para ensayos de abrasión........................................................... 42
Tabla 9. Procedimiento para ensayos de dureza. ............................................................ 45
Tabla 10. Resultados Ensayo de Tracción para la resina Clear. [30, 31, 32, 33] ............ 54
Tabla 11. Resultado Ensayo de Tracción para la Resina de ingeniería Tough. [30, 31,
32, 33] .............................................................................................................................. 55
Tabla 12. Análisis estadístico. ......................................................................................... 56
Tabla 13. Términos de las fórmulas. ............................................................................... 56
Tabla 14. Términos de las fórmulas. ............................................................................... 57
Tabla 15. Términos de las fórmulas. ............................................................................... 58
Tabla 14. Relación Matemática resumida ....................................................................... 58
Tabla 17. Términos de las fórmulas. ............................................................................... 59
Tabla 18. Análisis de la varianza .................................................................................... 60
Tabla 19. Análisis de la varianza .................................................................................... 62
Tabla 20. Análisis de la varianza .................................................................................... 63

xiii
RESUMEN EJECUTIVO
Para este trabajo experimental se utilizó la resina Clear y resina Tough. La resina Clear es
una de las resinas para prototipos comercialmente más utilizadas. Por otro lado, la resina
Tough se usa en el campo de la ingeniería (principalmente en componentes mecánicos a
escala). Todas estas resinas son utilizadas en la impresión 3D por estereolitografía.
La investigación consideró 3 tiempos distintos de post-curado, todos ellos recomendados
por el fabricante. Se utilizó tres tipos de curado: sin curado, curado normal y curado
máximo. Para la resina Clear, se aplicó tiempos de post-curado de 0, 15 y 30 minutos bajo
la incidencia de los rayos UV. Mientras que para la resina Tough se consideró tiempos de
0, 60 y 120 minutos.
Los modelos CAD se elaboraron teniendo en cuenta normas internacionales de ensayo
(ASTM D638 e ISO 9352). Esto obedece a la realización de ensayos de dureza, tracción
y abrasión. Los ensayos de abrasión y dureza se realizaron en los laboratorios de la
universidad. El ensayo de tracción es un compendio de varios autores cuya información
ha sido verificada y comprobada, es decir, su nivel de confianza es elevado.
Una vez realizados los ensayos, se determinó que la resina estándar (Clear), en lo referente
a la dureza, posee un mayor grado comparado con la Tough. Por otra parte, la resina de
Ingeniería (Tough) posee menor resistencia a la abrasión. Los resultados de tracción
afirman que ambas resinas no poseen una diferencia marcada en sus comportamientos.
PALABRAS CLAVE: Estereolitografía, SLA, Impresión 3D, Resina Tough, Resina
Clear, Abrasión, Dureza, ISO 9352.

xiv
EXECUTIVE SUMMARY
For this experimental work, Clear resin and Tough resin were used. Clear resin is one of
the most widely used commercial prototype resins. On the other hand, Tough resin is used
in the engineering field (mainly in scale mechanical components). All these resins are
used in stereolithography 3D printing.
The investigation considered 3 different post-cure times, all of them recommended by the
manufacturer. Three types of curing were used: no curing, normal curing and maximum
curing. For the Clear resin, post-curing times of 0, 15 and 30 minutes were applied under
the incidence of UV rays. While for the Tough resin, times of 0, 60 and 120 minutes were
considered.
The CAD models were produced taking into account international testing standards
(ASTM D638 and ISO 9352). This is due to hardness, traction and abrasion tests. The
abrasion and hardness tests were carried out in the university laboratories. The tensile test
is a compendium of several authors whose information has been verified and approved,
that is, their level of confidence is high.
Once the tests had been carried out, it was determined that the standard resin (Clear), in
terms of hardness, has a higher grade compared to Tough. On the other hand, Engineering
resin (Tough) has less resistance to abrasion. The tensile results affirm that both resins do
not have a marked difference in their behavior.
KEY WORDS: Stereolithography, SLA, 3D Printing, Tough Resin, Clear Resin,
Abrasion, Hardness, ISO 9352.
1
CAPÍTULO I
MARCO TEÓRICO
1.1.Antecedentes Investigativos
En el desarrollo del presente trabajo, es necesario citar varias investigaciones
consideradas en el progreso del tema planteado. Mismas que han son pilares
fundamentales en el desarrollo del documento.
"ESTEREOLITOGRAFÍA, SOLUCIONES 3D CON GRAN ACABADO
SUPERFICIAL". Corresponde a una investigación planteada por Ideos 3D Print
Solutions, (Catálogo), en el cual se describen varios aspectos básicos relacionados a
la impresión 3D por estereolitografía. Se indica el funcionamiento de las máquinas,
partes constitutivas, las diversas resinas utilizadas en el proceso de impresión, así
como también las aplicaciones más comunes de los productos obtenidos a partir de la
utilización de esta tecnología. Por otra parte, se expone los resultados obtenidos a
partir del ensayo de tracción, impacto y deflexión de varios materiales tales como el
ABS, Polipropileno y una resina estándar comúnmente utilizada en este campo [1].
"GUÍA TÉCNICA DE IMPRESIÓN 3D". elaborado por Erasmus + 3D Printing VET
Centres, plantea una de las diversas metodologías utilizadas en la estereolitografía, al
igual que la anterior investigación, hace alusión a los diversos parámetros sobre los
cuales debe actuar la persona usuaria de este sistema. Uno de los principales atributos
de este documento es que aborda una serie de temas y subtemas sobre los cuales se
debe actuar una función a la obtención del producto deseado entre ellos se tiene [2].
• Producción de la impresión 3D
o Digitalización del modelo
o Exportación de la pieza modelada
▪ Análisis de la pieza
▪ Estructuras destinadas al soporte de la pieza en producción
▪ Rellenos en el modelo
▪ Orientación y Posicionamiento del objeto a producir

2
▪ Generación de los respectivos códigos G.
o Impresión 3D
▪ Extracción del modelo una vez concluido el proceso de
producción
▪ Post – proceso
o Softwares destinados a la impresión 3D
▪ Software de diseño
▪ Programas destinados a la prueba, orientación y reparación de
modelos
▪ Software generador de códigos G
o Materiales para la impresión 3D SLA.
o Limitaciones de los productos obtenidos a partir de este campo de la
manufactura
"LA ESTEREOLITOGRAFÍA EN LA FACULTAD DE ODONTOLOGÍA DE LA
UNAM". Corresponde a un estudio realizado por René Jiménez Castillo y Alejandro
Benavides Ríos en la UNAM y publicado en la Revista Odontológica Mexicana
explica la importancia de la estereolitografía en el campo de la odontología. El
planteamiento de este trabajo es evidenciar como la estereolitografía se ha convertido
en una alternativa eficiente al momento del tratamiento y diagnóstico de pacientes con
algún defecto del tipo congénito. Además, hace un enfoque general sobre aspectos
técnico – básicos relacionados a la impresión 3D SLA [3].
"ESTUDIO EXPERIMENTAL DE LAS PROPIEDADES DE RESISTENCIA DE
LAS RESINAS SLA BAJO TASAS DE DEFORMACIÓN ALTAS Y BAJAS". Este
análisis planteado por Danuta Miedzinska, Roman Gieleta y Ewelina Malek y
publicado en Mechanics of Materials denota un estudio de las propiedades del material
de las resinas utilizadas para la creación de prototipos rápidos de estereolitografía. Las
muestras se prepararon de acuerdo con las pautas de los productores y se cargaron de
dos maneras: casi estáticas y con el uso de una barra Hopkinson. Se consideraron
diferentes tasas de deformación. El material investigado mostró diferencias

3
significativas al responder a las diferentes cargas de velocidad de deformación. El
trabajo presentado se utilizará en el modelado numérico constitutivo de piezas SLA
[4].
"ANÁLISIS DE LOS FACTORES DE INFLUENCIA EN LA CALIDAD DE LAS
PIEZAS EN TECNOLOGÍA MICRO-SLA". Es un trabajo publicado en Procedia
Manufacturing páginas 856 – 863 y realizado por Martinez – Pellitero en el cual se
estudia la influencia de diferentes parámetros en el proceso Micro-SLA (para
producción a pequeña escala). Los factores analizados son el tipo de resina, la altura
de la capa, la orientación de la pieza y las operaciones de limpieza. El estudio incluye
el uso de dos resinas diferentes, ampliamente utilizadas en aplicaciones dentales y
joyas, y el efecto de cambiar la orientación de las primitivas geométricas en la calidad
de impresión micro-SLA [5].
"LA PREPARACIÓN DE CERÁMICA COMPUESTA ZRO2-AL2O3 MEDIANTE
IMPRESIÓN SLA-3D Y PROCESAMIENTO DE SINTERIZACIÓN ". Liu Xiaoyan
se centra en la determinación de la resistencia a la fractura y tenacidad de un
compuesto cerámico obtenido a partir de impresión 3D SLA. En este documento se
evidencia como la temperatura de sinterización y la influencia de rayos UV propios
del proceso afectan a las propiedades mecánicas del elemento. Una de las conclusiones
a las que ha llegado el autor es que a una temperatura de sinterización de 1500°C con
un curado de 60 minutos, la densidad puede alcanzar los 3.75 g/cm3, además, la
tenacidad a la fractura del elemento pude alcanzar los 4.05 Mpa/m2 [6].
1.2.Objetivos
1.2.1. Objetivo General.
• Analizar la dureza, resistencia a la tracción y desgaste de materiales
termoplásticos obtenidos a partir de la resina Tough de prototipado robusto
para impresión 3D por estereolitografía (SLA)

4
Es necesario realizar una investigación del tipo experimental para analizar los
datos obtenidos a partir de la realización de los ensayos de dureza, abrasión y
tracción de materiales termoplásticos obtenidos mediante un proceso de
manufactura 3D por estereolitografía. Las pruebas serán realizadas
considerando varios tipos de curado y dos tipos de resina de uso común en este
campo.
1.2.2. Objetivos Específicos
• Determinar los parámetros más adecuados de manufactura para la
impresora 3D por estereolitografía, así como también para la resina
utilizada.
A través de una investigación realizada en los respectivos catálogos
relacionados a cada una de las resinas en utilización se establecerá los
parámetros adecuados tanto para la impresora 3D como la resina.
Considerando los aspectos a variar en este trabajo (Tiempo de curado)
• Confeccionar probetas para los ensayos de dureza y abrasión bajo las
normas ASTM D 2240 e ISO 9352 respectivamente.
Con fundamento en las respectivas normas de ensayo se confeccionará las
probetas para la realización de las pruebas establecidas. En su mayoría las
pruebas se llevarán a cabo en los laboratorios de la universidad.
• Determinar las propiedades mecánicas del material obtenido por
estereolitografía (SLA)
Se realizará los ensayos tanto de abrasión y dureza en los laboratorios de la
universidad con instrumental adecuado y que cumpla con la respectiva
normativa. Además, para la caracterización del material se considerarán los
resultados de ensayos de tracción obtenidos de varios autores. Se cumplirá
estrictamente con los debidos procedimientos para la realización de las
pruebas.
• Analizar estadísticamente los resultados obtenidos a partir de los ensayos
planteados.

5
Para el análisis estadístico será imperativo el uso de un software estadístico
mediante el cual se podrá ingresar, analizar y emitir criterios de valoración a
partir del comportamiento de los datos arrojados por los ensayos
correspondientes.
1.3. Hipótesis
La resina Tough de prototipado robusto presenta una mejor resistencia a la tracción,
desgaste y dureza que la resina estándar utilizada para impresión 3D por estereolitografía
1.3.1. Variable Dependiente
• La variable dependiente son las propiedades de dureza, desgaste y abrasión.
1.3.2. Variable Independiente
• Como variable independiente se encuentra el tipo de resina utilizada en el
proceso de impresión 3D. para este caso es la resina estándar (Clear) y la resina
de ingeniería (Tough)
1.4. Marco Teórico
1.4.1. Manufactura
La manufactura proviene del latín Manus (mano) y factus (hacer), combinando las dos se
obtiene hacer a mano [7]. Existen dos definiciones: tecnológica y otra relacionada con la
economía.
Tecnológicamente hablando la manufactura corresponde a la influencia de procesos del
tipo físico y químicos que tiene como objetivo transformar las propiedades, geometría y/o
apariencia física de un determinado material, Figura 1. La meta es transformarlo en
productos con un fin determinado. Cabe recalcar que dentro de la manufactura también
ingresan los procesos de ensamblaje de elementos. Por lo general, la manufactura depende

6
de una combinación de operaciones organizadas secuencialmente, así como también de
máquinas y equipos destinados a un fin común [7].
Figura 1 Manufactura en el ámbito técnico. [7]
En el campo económico, se dice que la manufactura equivale a la transformación de
elementos en piezas de utilidad cuyo valor económico sea mayor al valor inicial, Figura
2. Es decir, agregar valor por medio de diversos procesos, tales como el ensamblaje, es el
eje sobre el cual gira la manufactura en el ámbito económico.
Figura 2. Manufactura en el ámbito económico. [7]
1.4.1.1. La Manufactura y sus Materiales
En conformidad con [7], la manufactura posee 4 grandes grupos de materiales utilizados
comúnmente: Metales, Cerámicos, Poliméricos, y Compuestos. Cada uno de ellos posee
un tratamiento diferente debido a la diferencia entre propiedades tanto físicas como
químicas. Esto a su vez, provoca que los procesos de manufactura sean totalmente
distintos diferenciándose también en la maquinaria y tecnología utilizada.

7
A continuación, se describen cada uno de los materiales mencionados.
Materiales Metálicos
Los materiales metálicos utilizados comúnmente en la manufactura son aleaciones que se
componen de dos o más elementos. A su vez los materiales metálicos se subdividen dos
grandes grupos:
1) Ferrosos.
Tiene su base en el hierro. Comercialmente son el grupo mayoritario y más
importante a nivel mundial [7]. Dentro de este grupo figuran el acero y hierro
colado los mismos que son aleaciones con un 0.02% - 2.11% y del 2% - 4%
respectivamente de carbono [7].
2) No Ferrosos
Este grupo abarca todos los elementos metálicos y aleaciones que no forman parte
de los metales ferrosos. En esta división figuran elementos como: el níquel, la
plata, oro, zinc, magnesio, aluminio entre otros.
Materiales de tipo Cerámico
Este tipo de materiales se caracterizan por poseer elementos del tipo metálicos y no
metálicos (Carbono, nitrógeno y oxigeno) [7]. Entre los más destacables de este grupo se
encuentran:
• Sílice
• Carburo de Silicio
• Arcilla
• Nitruros
• Carburos
• Alúminas
A su vez, los cerámicos se subdividen en dos grupos de acuerdo al objetivo de
procesamiento:

8
1) Cerámicos Cristalinos (Unión de polvos a temperatura alta)
2) Vidrios
Materiales Poliméricos
Este tipo de materiales nacen gracias a la repetición de unidades llamadas monómeros. Al
igual que los demás grupos de materiales, se subdividen en:
1) Termoplásticos
Materiales en los cuales la influencia del calor y el enfriamiento no llegan a alterar
la estructura molecular. Figuran materiales como: Polietileno, cloruro de
polivinilo, poliestirenos, entre otros.
2) Termoestables
Necesitan de un curado posterior a su proceso de conformación. Aquí figuran los
fenoles y resinas.
3) Elastómeros
Polímeros cuyo comportamiento se caracteriza por ser elevadamente elástico.
Ejemplos de este tipo de polímeros son el neoprenos, caucho, poliuretano y silicón.
Materiales Compuestos
Los materiales compuestos, en otras palabras, se podría argumentar que son producto de
la combinación de los tres tipos de materiales expuestos con anterioridad. Básicamente
son materiales compuestos aquellos conformados por dos fases las cuales al unirse de
manera homogénea dan lugar a un compuesto cuyas propiedades son superiores a la de
las fases individuales. Comúnmente consisten de la mezcla de una matriz con partículas o
fibras de cualquier tipo. Las fibras que lo conforman pueden ser del tipo sintético o natural
[7].

9
1.4.1.2. Procesos de Manufactura
En la figura 3, se establece la clasificación de los procesos de manufactura según [7].
Figura 3. Clasificación de la Manufactura. [7]
Según [7], la manufactura tiene sus bases en dos ejes de operación: En el Procesamiento
y Ensamblaje.
Procesamiento
Este grupo hace referencia a un elemento el cual circula por un circuito en el cual, en cada
cambio de fase, se denota un acercamiento al producto final que se requiere obtener. Los
cambios involucran a la geometría, apariencia, acabados y demás tipo de procesos que le
agregan un valor a la materia en tratamiento.

10
Ensamblaje
La operación de ensamblaje hace alusión a la unión de dos o más partes constitutivas de
un elemento nuevo.
1.4.1.3.Procesos y Tecnologías Especiales Relacionadas con el Ensamble
Varias tecnologías que han surgido con el pasar de los años no se han podido ajustar a la
clasificación planteada en la figura 3. Uno de los motivos se debe a que tecnologías como
la impresión 3D están direccionadas a satisfacer necesidades de carácter especial. Es por
ello que la creación rápida de prototipos no se encuentra dentro de las operaciones
convencionales de manufactura.
Creación Rápida de Prototipos (RP)
Como su nombre lo indica esta tecnología está direccionada a la creación de prototipos de
ingeniería acortando el tiempo empleado por métodos convencionales de manufactura. La
base fundamental de este tipo de tecnologías se encuentra en un modelo CAD (computer
aided desing – Diseño asistido por computadora). En la actualidad varias son las técnicas
empleadas de creación rápida; la impresión 3D es una de ellas. La necesidad principal por
la que nace esta tecnología se debe a que, en especial los diseñadores, deben poseer un
modelo físico del producto sobre el cual se encuentren trabajando. A partir de allí, se
podrían generar criterios de diseño los cuales estén direccionados a la potencialización y
desarrollo del modelo.
A su vez la creación rápida de prototipos se divide en dos categorías.
1) Procesos de Remoción de Material
En el proceso de remoción de material se hace referencia a actividades como el
fresado, taladrado y demás acciones en las cuales es necesario construir el modelo
a partir de materia prima en bruto (en bloques). A partir de un bloque y gracias a
la remoción de material se obtiene un objeto con una forma y acabado

11
determinado. En el prototipado rápido involucra la utilización de materiales como
la cera. Por esta razón se menciona en [7], que las actividades realizadas mediante
este tipo de operaciones son de escritorio.
2) Procesos de Adición de Material
El principio básico de esta operación es la formación de un modelo determinado y
modelado mediante un programa CAD a partir de la adición de capas desde una
posición inferior hasta su inmediato superior. La metodología utilizada es variada
se puede utilizar la deposición de filamentos, rayos láser todo dependerá del tipo
de tecnología utilizada.
1.4.2. Introducción a la Impresión 3D
El principio básico de la impresión 3D, desde sus inicios, es la materialización de modelos
CAD previamente establecidos [8]. A lo largo del tiempo se han establecido una serie de
técnicas utilizadas en la manufactura de materiales tales como: el tallado, moldeado,
perforado, entre otros. La impresión 3D es equivalente a un proceso de adición continua
de materia hasta conformar la pieza a reproducir, Figura 4. El proceso de adición puede
ser variada e incluso diferir de un tipo de impresión 3D a otra [9].
Figura 4. Conformación de una pieza por impresión 3D [8].
Gracias al apoyo de controladores de diversos tipos instalados en las máquinas de
impresión, es posible la obtención de modelos de alta complejidad (cavidades internas,
ranuras en interiores, mecanismos internos y demás) así como también la utilización de
diversos materiales entre los cuales se puede nombrar [9]:
• Resinas

12
• Metal
• Polímeros de diversos tipos
• Cerámica
• Vidrio
• Concreto
1.4.2.1.Historia
Chuck Hull, en 1984 introduce la idea al mercado de una impresora 3D. su primer invento
fue lo que hoy se conoce como estereolitografía. Hull, menciona a la "stereolithography
apparatus" como la primera fórmula patentada de creación por capas continuas teniendo
como base un material fotosensible [8]. El material fotosensible al contacto con rayos
ultravioleta se solidifica creando un objeto sólido con una forma determinada; la máquina
fue denominada como SLA-250. El éxito de esta máquina marcó el rumbo para que a la
postre Chuck llegue a poseer más de una centena de patentes relacionadas al prototipado
rápido [2].
La empresa 3D Systems, empresa creado por Chuck en 1986, tiene relación también con
el STL (Standard Tessellation Languaje – Lenguaje Estandar de Teseleado). Hoy por hoy
el archivo STL es un común denominador en la impresión 3D. en 1988 Lisa y Scott Crump
desarrollan en su compañía el FDM (Fused Deposition Modeling – Modelado por
Deposición Fundida) [8]. Unos años después el proceso FDM daría origen a lo que hoy se
conoce como máquinas de impresión del tipo personal. Profesionales en el campo utilizan
también el término FFF (Fabricación por Filamentos Fundidos) debido a que FDM es una
marca que presenta el registro de Stratasys [8, 10].
El MIT (Massachusetts Institute of Technology) en 1993 da origen al 3DP (3-Dimensional
Printing). Con sus bases en la técnica de impresión de tinta en dos dimensiones. La
diferencia era la utilización de un pegamento y partículas de polvo las cuales daban origen
a la pieza en tratamiento [2]. Sin embargo, hasta el 2005 se tuvo que esperar para dar
origen a la Spectrum Z510. Una impresora 3D la cual manufacturaba objetos en colores

13
distintos [9]. A la par en Inglaterra, se crea la primera impresora auto replicante (capacidad
de impresión de sus propios elementos conformantes). Con el paso del tiempo y gracias a
la creación, liberación de patentes de la mano de la innovación se ha podido crear nuevas
impresoras que incluso son utilizadas en el campo espacial [8].
1.4.2.2. Tipos de Impresión 3D
Varias son las técnicas de modelado 3D, entre las que se destacan:
• Modelado por Deposición Fundida (FDM)
Técnica de adición de un filamento fundido el cual atraviesa una boquilla emisora
de calor. la boquilla controla directamente el flujo saliente del filamento. La
formación de la pieza es netamente realizada por capas, Figura 5. En este tipo de
impresión, es conveniente la formación de estructuras de soporte, Figura 6. Esto
se debe a que por acción de la gravedad la pieza, al no tener soportes, podría sufrir
de daños no aceptables [1]. Es una de las tecnologías 3D de menor costo.
Figura 5. Impresora 3D FDM [11]

14
Figura 6. Soportes en impresión 3D FDM [12]
• Sinterizado Láser Selectivo (SLS)
La característica más sobresaliente de este tipo de impresión es que el material de
conformado es un polvo. Por la acción de un láser, las partículas de polvo se
sinterizan dando como resultado una pieza, Figura 7. Las densidades de las partes
obtenidas estarán en dependencia de la potencia del láser, así como también del
tiempo de exposición. Una de las ventajas frente a la impresión FDM es que no
necesita de soportes, como resultado, se tiene una pieza sin necesidad de limpieza
alguna después de la impresión. El polvo actúa como soporte a la hora de la
impresión de las capas [8].
Figura 7. Impresión SLS [13]
• PolyJet
Similar a la impresión de inyección de tinta en papel. La diferencia radica en que
se utiliza un fotopolímero en estado líquido que al ser curado de manera

15
instantánea por rayos ultravioletas pasa a un estado sólido [9]. Este proceso se
repite por capas modelando así la pieza requerida. La máquina, Figura 8, inyecta
un gel destinado a ser el soporte de la pieza. Para eliminarlo basta con lavarlo.
Figura 8. Impresora 3D PolyJet [14]
• Estereolitografía SLA.
Similar a PolyJet, la diferencia radica en el fotopolímero. Para este caso es de un
estado viscoso. Al igual que el anterior gracias a la acción de la luz, la resina se
transforma de estado líquido viscoso a un estado sólido. El láser es el encargado
de formar la pieza gracias al movimiento que posee [2]. La figura 9, muestra un
esquema de una máquina de estereolitografía.
Figura 9. Esquema de una impresora SLA [15]

16
Ellas son parte de una amplia variedad de tecnologías, otras tecnologías se detallan en la
Tabla 1.
Tabla 1. Tecnologías de impresión 3D existentes [16].
1.4.2.3.Fases de la Impresión 3D
La Figura 10, señala cada una de las fases que se deben cumplir para la impresión 3D de
cualquier elemento. Este proceso es aplicable para cualquier tipo de impresión 3D.

17
Figura 10. Fases de la Impresión 3D.
1.4.3. Impresión 3D por Estereolitografía
Producto de la evolución de la impresión en 3D se encuentra la Estereolitografía (SLA).
Es una tecnología de fabricación la cual utiliza un láser de luz ultravioleta fusionando
partículas de resina foto-curable capa por capa [17]. Este proceso es realizado hasta
obtener el modelo deseado. En función de la geometría del modelo a generarse, puede o
no ser necesario la impresión de material de soporte. El material de soporte está destinado
a mitigar cualquier tipo de colapso en el modelo que se pudiera generar en el proceso de
conformado [10]. Una vez terminado el proceso, es necesario remover cualquier tipo de
material extra generado [18].
El láser encargado de foto curar la resina es controlado por un par de galvanómetros [19].
El galvanómetro es el instrumento encargado de la medición de la corriente la cual está
siendo utilizada por un artefacto determinado [10]. A medida que el láser endurece cada
capa del modelo a reproducir, el contenedor de resina se mueve despegándose de la capa
sólida. Posterior a esto, la superficie de impresión se eleva una distancia comprendida

18
entre 26 y 200 μm [19]. La distancia de elevación estará en directa dependencia a la
elección del diseñador y del modelo.
Figura 11. Proceso de Impresión 3D por Estereolitografía [20]
El tiempo requerido para la materialización de una pieza estará comprendido entre horas
e incluso días. Todo se relaciona con la fisonomía y complejidad de la pieza en
tratamiento. Hablando de otros factores que influyen de manera directa en el tiempo se
habla también del espesor de cada capa y la velocidad de exploración. La velocidad de
exploración empleada por el láser está entre 500 – 2500 mm/s [21].
Una estimación del tiempo que tomará formar una pieza se podrá obtener a partir de la
determinación del tiempo empleado por una capa la cual está planteada por la ecuación
(1).
(1)
En donde:
• i: Número de capa
• Ti: Tiempo de conformado de una capa [s]
• Ai: Área de la capa [mm2 – in2]
• v: velocidad de exploración del rayo [mm/s – in/s]
• D: Diámetro del rayo láser en su superficie

19
• Tr: Tiempo de reposicionamiento entre capas [s]
Una vez determinado el tiempo empleado en cada capa se procede a la sumatoria de cada
una de ellas, obteniendo de esta forma el tiempo de construcción (Tc) desde la capa uno
(i=1) hasta el n número de capas empleadas así:
(2)
1.4.3.1.Post Curado
Uno de los objetivos del post curado es potencializar las conexiones moleculares que se
generan como parte del proceso de conformado [22]. Dichas uniones en la mayoría de los
casos no se han podido completar del todo, es por esta razón que el post curado se hace
presente. La exposición al calor y la luz, provoca que la estructura del polímero se vea
reforzada. El refuerzo de los enlaces a la postre desencadena en una mejora en las
propiedades mecánicas del elemento [23]. El post curado genera la pérdida de la pieza.
Dicha pérdida es muy mínima, por lo tanto, no afecta considerablemente en piezas cuya
precisión sea elevada.
La temperatura y el tiempo del curado está en función al módulo de elasticidad. Gracias a
las regulaciones provistas por la ASTM, se puede obtener un tiempo y una temperatura
adecuada para cada una de las resinas existentes en el mercado a partir de la determinación
del módulo [24]. La importancia de esta característica se debe a que se asocia al módulo
de elasticidad con la plenitud de unión de los enlaces que conforman las diversas cadenas
del polímero [25].
Cuando de la temperatura de post curado es elevada se corre el riesgo de que la pieza sufra
algún tipo de deformación. En contraste, la temperatura elevada acelera el tratamiento del
elemento en cuestión. Por lo general los proveedores de las resinas, detallan un tiempo de
curado y una temperatura gracias a los estudios realizados bajo la normativa ASTM
respectiva.

20
Figura 12. Tiempo y temperatura de post curado para una resina utilizada en
estereolitografía [2]
Resinas como las utilizadas en implantes dentales, necesitan de un tratamiento extra una
vez realizado el post curado. Las pruebas por lo general son de biocompatibilidad
asegurando también la precisión de las piezas generadas.
1.4.3.2.Partes de una Máquina para Impresión 3D por Estereolitografía
Una impresora 3D SLA, consta de una serie de elementos los cuales hacen posible el
hecho de generar la pieza deseada; la figura 13, muestra los componentes de la misma.

21
Figura 13. Partes constitutivas de una impresora 3D SLA. [15]
1.4.3.3.Materiales
Al igual que procesos de impresión como el FDM, la estereolitografía presenta una amplia
gama de opciones a considerar a la hora de producir un elemento. Según [19], se plantea
3 clases diferentes de materiales utilizados.
1) Resina apta a recepción de pintura.
2) Resina Gris
3) Resina del tipo transparente.
Por lo general, están en función a la aplicación que se le dará en el futuro a la pieza:
Decoraciones, usos de ingeniería, medicina y varias otras aplicaciones. Por otra parte, si
se le agrega un pigmento como resultado se tendrá una variación en la transparencia.
Puede ser cristalina como el agua o en casos especiales podría asemejarse a una resina del
tipo gris. Por otro lado, el acabado superficial también juega un papel fundamental. Puede
ser del tipo natural o básica. Está determinada por el tipo de resina, el número de pasos de
acabado de la máquina, así como también de la tecnología en uso. Económicamente
hablando, el acabado natural posee un coste económico menor a cualquier tipo de

22
tratamiento adicional utilizado. Sin embargo, en su superficie se notarán las capas que
conforman la pieza [17].
Figura 14. Resina Gris SLA [26]
Si comparamos los tres tipos de resinas utilizados comúnmente se puede concluir que: la
resina gris presenta una gran precisión en detalles finos. La resina pintable puede ser
utilizada en fines decorativos sin embargo los soportes del modelo no deberán ser
retirados, en pocas palabras se puede hablar de una resina limitada en uso.
1.4.3.4.Campos de Aplicación de la Impresión 3D SLA
La impresión 3D SLA, al igual que las demás, ha demostrado ser una buena alternativa de
aplicación en diversos campos cotidianos, entre los destacados se encuentran:
• Campo Médico (Prótesis, inserciones dentales, entre otras)
• Automoción
• Campo Aeroespacial
• Bienes de uso cotidiano (Adornos)
• Educación
• Ingeniería
Este gran aporte se debe a dos características específicas:

23
• Elevada precisión
• Generación de superficies complejas (Ondulaciones, cambios de sección y
demás)
Gracias a ellas se puede reproducir casi cualquier tipo de pieza siempre y cuando sea
digitalizada.
1.4.3.5.Ventajas y Desventajas
• Ventajas
• Precisión alta
• Obtención de superficies complejas (Ondulaciones, cambios de sección,
detalles finos, entre otros)
• Aplicación de pigmentos y/o pinturas con fines netamente estéticos
• Desventajas
• Costos altos en dependencia al tipo de resina, máquina, curado.
• Acceso relativamente limitado a los consumibles (Resina)
• Las resinas presentan características del tipo toxicas e irritantes
• Limpieza de los modelos producidos (Eliminación de soportes o
cualquier tipo de material extra generado)
1.4.4. Ensayos
Para la determinación y caracterización de las propiedades mecánicas de un material, es
imperativo realizar ensayos, sean estos no destructivos o destructivos. Un ensayo, posee
dos metas destacables como lo son:
1) Contribuir con nueva y/o mejor información sobre nuevos materiales
2) Generar mediciones precisas sobre alguna propiedad de un material

24
Los ensayos destructivos (Tracción, compresión, dureza) han sido el común denominador
a la hora de caracterizar materiales de cualquier naturaleza. Para efectuar cada una de las
pruebas establecidas es necesario la utilización de equipamiento que, de la mano de
normas como las ASTM, ISO, INEN, UNE, aseguren que los resultados poseen un alto
nivel de confiabilidad.
1.4.4.1.Ensayo de Tracción
Uno de los ensayos más practicados en el mundo es el de tracción. Este ensayo da la
oportunidad de generar información relacionado al comportamiento mecánico del material
en tratamiento. Su funcionamiento está basado en la deformación de un material
llevándolo hasta su rotura mediante la aplicación de una fuerza. La fuerza aplicada es del
tipo uniaxial. Para polímeros es necesario utilizar una máquina de 50kN las misma es apta
para ensayar materiales como cables, cerámicos, textiles, entre otros.
Figura 15. Máquina de ensayos de Tracción. [3]
El procedimiento del ensayo consiste en, una vez sujetada la muestra a las mordazas de
máquina, aplicar una carga secuencialmente. De esta manera se espera obtener los datos
solicitados para caracterizar un material mecánicamente. En el caso de los polímeros, la
norma que regula este ensayo es la ASTM D638-14.
• Resistencia Máxima a la Tracción

25
Se la obtiene mediante la relación establecida entre la fuerza máxima aplicada y el
área del elemento. La relación está dada por:
(3)
En donde:
σ: Esfuerzo último de Tracción [MPa]
Pmax: Fuerza máxima registrada antes de la ruptura del material [N]
A: Área promedio medida en la sección transversal del elemento en tratamiento
[mm2]
• Módulo de Elasticidad
Relación lineal comprendida entre el esfuerzo y la deformación unitaria. También
es conocido como módulo de Young en honor a Thomas Young (1773 – 1829).
(4)
En esta relación:
E: Módulo de Young [MPa]
σmax: Esfuerzo máximo axial [MPa]
ε: Deformación axial
• Deformación Unitaria
La deformación de un material está en función a su alargamiento y acortamiento,
el cual matemáticamente hablando se la puede determinar como:
(5)
En donde:
ε: Deformación axial
lf: Longitud final
li: Longitud inicial

26
Si la relación anterior se la multiplica por 100, lo que se obtiene es el porcentaje
de deformación, el cual está dado por:
(6)
De Manera resumida, el ensayo de tracción permite obtener:
Figura 16. Ensayo de Tracción.
1.4.4.2.Ensayo de Dureza
La dureza se define como la resistencia que posee un determinado material a ser penetrado
por un cuerpo de mayor dureza. La norma que rige este ensayo es la ASTM D2240. Al
igual que el ensayo de tracción, esta norma regula el procedimiento a llevar a cabo en esta
prueba. En polímeros la escala más utilizada en la Shore A y D. Hablando de materiales,
se puede argumentar que en la escala Shore A, está los elastómeros del tipo blando
mientras que en la escala Shore D, los termoplásticos.
El procedimiento es simple, el identador es el encargado de penetrar la probeta en una
zona localizada. A partir de aquí, se registra el rebote generado por el material mostrando
así la dureza obtenida. La evaluación de la dureza superficial del material está en
dependencia a la profundidad de penetración del material. La máquina a utilizar es el
durómetro.

27
Figura 17. Durómetro.
1.4.4.3.Ensayo de Abrasión
La resistencia que tienen las superficies a la abrasión es evaluada en este ensayo. La
normativa utilizada para este ensayo es la ISO 9352. El ensayo consiste en someter una
probeta a la abrasión y, por lo tanto, rozamiento de las muelas abrasivas durante un periodo
de tiempo y carga establecida por la norma. La expresión de los resultados está en función
a la pérdida de masa, volumen y cambios en las propiedades ópticas de la probeta.

28
Figura 18. Abrasímetro.
En el proceso de abrasión, existen partículas que se desprenden tanto del material en
análisis como de las muelas. Es por ello, que el Abrasímetro posee una aspiradora que
cumple la función de recoger las partículas evitando que estas puedan provocar una
incidencia negativa durante la realización de la prueba.
El Abrasímetro tiene la ventaja de ser muy aplicable en una gran variedad de materiales
tales como telas, polímeros de diversos tipos, elastómeros (Cauchos) e incluso se podría
hablar de materiales del tipo cerámico, incluyendo también a los recubrimientos del tipo
superficial. Por otro lado, las muelas abrasivas desempeñan un papel muy importante. De
ellas depende el tipo de abrasión. En el mercado existe una amplia gama de muelas
abrasivas. Entre ellas destacan tres tipos.
1) Abrasión Fina
2) Abrasión Media
3) Abrasión Fuerte
Cada una de ellas pueden ser utilizadas en varios materiales, sin embargo, dependerá del
tipo de análisis a llevarse a cabo.

29
Figura 19. Muelas Abrasivas.
El funcionamiento de la máquina está centrado en el giro del plato principal de la misma,
transversal a él y sobre ejes del tipo horizontal se encuentran las muelas las cuales giran
en direcciones opuestas de esta manera se produce el movimiento de desgaste requerido.
Esquematizándolo de mejor manera la figura 20, muestra en principio básico del
Abrasímetro.
Figura 20. Esquema del sistema giratorio del Abrasímetro. [27]
Las muelas centran la abrasión en una zona específica la cual adopta la forma de un anillo.
En el proceso una muela es la encargada del desgaste en la zona exterior del anillo
mientras que la otra desgasta el interior. La figura 21, muestra el accionar de las muelas y
la formación del anillo que es la zona sobre la cual se produce el desgaste.

30
Figura 21. Proceso de Desgaste.

31
CAPÍTULO II
METODOLOGÍA
2.1. Materiales
Los materiales utilizados para el presenta trabajo se encuentran detallados en la Tabla 2.
Tabla 2. Materiales utilizados.
Material Empleado Figura
Resina Form Estándar (Clear)
fotocurable.
Resina Form de Ingeniería
(Tough) Fotocurable

32
Impresora 3D SLA (Form 2)
Máquina de limpieza de resina
(Form Wash)
Máquina de curado por rayos UV
(Form Cure)

33
Alcohol Isopropílico
2.1.1. Obtención de la Materia Prima
La resina estándar, así como la resina Tough de ingeniería utilizada para prototipado del
tipo robusto, se obtuvo en un centro especializado en impresión 3D en la ciudad de Quito,
ubicado en el norte, Edificio Shyris Park.
2.2.Métodos
2.2.1. Nivel de Investigación
Experimental
Realización de una serie de experimentos con el fin de obtener una referencia con la cual
se podría determinar las posibles aplicaciones en el campo de la ingeniería.
Bibliográfica
Para la investigación presentada es de importancia la obtención de información a partir de
fuentes bibliográficas cuyo nivel de confianza sea elevado como lo son los artículos
científicos, libros, tesis y demás fuentes que contribuyan con el perfeccionamiento del
trabajo presentado.

34
Cuantitativa
Es aplicable este tipo de investigación debido a que los datos obtenidos en su mayoría
serán de carácter numérico. Este tipo de datos contribuirán a la determinación de
propiedades del material obtenido.
2.2.2. Metodología
Diseño de Experimentos.
El diseño de experimentos (DOE), ha demostrado ser una herramienta efectiva para la
determinación de pruebas y las formas de realización. Todo esto con el objetivo de obtener
evidencias del tipo objetivas a partir de los datos derivados de cualquier tipo de proceso,
ensayo o cualquier actividad en análisis. El diseño estadístico hace énfasis en la planeación
del experimento desembocando en la obtención de datos acordes a la investigación [28].
El enfoque estadístico es muy importante en este punto del trabajo debido a que permitirá
establecer criterios de valoración relacionado con los datos. Debido a que el estudio está
sujeto a errores del tipo experimental la metodología estadística es la que mejor se adapta
a la situación.
A partir de lo anterior se puede llegar a argumentar que existen dos consideraciones
importantes.
1) Diseño Experimental
2) Análisis Estadístico de los Resultados.
El diseño de experimentos posee tres ejes principales los cuales son:
1) Réplicas (Repetición del experimento)
2) Aleatorización (Orden de los ensayos al azar)
3) Conformación de Bloques (Mejorar la precisión)

35
Diseño Factorial
El diseño factorial hace alusión a la conformación de los procedimientos a comprobarse.
[29]. El efecto de varios factores y como inciden sobre las diferentes respuestas es otra de
las maneras de caracterizar al diseño factorial. El hecho de estudiar de manera simultánea
varios factores se debe a que existe una posibilidad en la cual el efecto de cambio de un
factor afecte a otro, en dependencia a los niveles de los mismos. Esto se conoce como
interacción [29].
Entre las ventajas de utilizar un diseño factorial se tiene:
• Da la posibilidad de estudiar la interacción entre los distintos niveles.
• Obtención de información de manera económica en el material experimental.
• El rango de validez del experimento se amplía.
Diseño Factorial Completo del Estudio.
Considerando los factores:
• A (Tipo de Resina)
• B (Tiempo de Curado)
Con los siguientes niveles de prueba:
• a (Resina Estándar y Resina de Ingeniería)
• b (Sin Curado, Curado Recomendado, y Curado Máximo)
Se tiene:
(a,b) ≥ 2 (Niveles de Prueba mínimo Requeridos)
El factorial utilizado sería:
a x b
3 x 2 = 6
Siendo 6 el número de experimentos requeridos. Por lo que la matriz quedaría de la manera
presentada:

36
Tabla 3. Experimentos Requeridos.
Tiempo de Curado
Sin Curado Curado
Recomendado Curado Máximo
Resina Estándar (Clear) 1 1 1
Resina de Ingeniería (Tough) 1 1 1
Complementando el modelo, el número de réplicas (n) es necesario debido a que se
involucra menos de cuatro factores, así tenemos que el número de corridas experimentales
serán de 5, es decir n= 5 por lo que:
n (a x b)
5 (3 x 2) = 30
Se realizarán 5 réplicas por cada experimento esto con el fin de que las pruebas estadísticas
tengan un peso considerable aumentando su nivel de confianza. Por lo que, la tabla del
experimento será:
Tabla 4. Experimentos Requeridos.
# Tipo de Resina Tiempo de Curado [min]
1 RE 0
2 RE 15
3 RE 30
4 RI 60
5 RI 120
6 RI 0
7 RE 0
8 RE 15
9 RE 30

37
# Tipo de Resina Tiempo de Curado [min]
10 RI 60
11 RI 120
12 RI 0
13 RE 0
14 RE 15
15 RE 30
16 RI 60
17 RI 120
18 RI 0
19 RE 0
20 RE 15
21 RE 30
22 RI 60
23 RI 120
24 RI 0
25 RE 0
26 RE 15
27 RE 30
28 RI 60
29 RI 120
30 RI 0
Leyenda.
Tabla 5. Leyenda.
Leyenda Descripción
RE Resina Estándar
RI Resina de Ingeniería

38
2.2.2.1. Normativa de Evaluación para los Ensayos
La normativa de evaluación para cada ensayo gira en torno a:
• Tracción: ASTM D638
• Dureza: ASTM D 2240
• Abrasión: ISO 9352.
Cada una de ellas, su procedimiento y consideraciones han sido detallados en puntos
anteriores.
2.2.2.2. Operacionalización de las variables
Variable dependiente: Propiedades del material dureza, desgaste y abrasión.
Tabla 6. Operacionalización de variables
Definición de la Variable Categoría Indicador Ítems Técnicas e
Instrumentos
La dureza de un material está
relacionada con la resistencia a la
identación que presenta. Para el
caso puntual de los polímeros la
resistencia a la penetración está en
función a la aplicación de una
carga constante en su superficie
Dureza Escala de Dureza Dureza Shore D
Fichas de
Registro
Ensayos
Hoja de
Cálculos
La abrasión es el rozamiento de las
muelas abrasivas durante un
periodo de tiempo y carga
establecida. A partir de ello se
intenta determinar tanto el
porcentaje de masa perdida como
el índice de desgaste. Que a la
postre servirán como
caracterizadores del material.
Desgaste y
abrasión
Índice de Desgaste
Taber [IDT]
Diferencia de
pesos [mg] en
función al
número de ciclos
Pérdida de masa
Porcentaje [%]
de pérdida de
masa en función
al número de
ciclos

39
Variable independiente: Tipo de resina utilizada (Tough – Clear).
Tabla 7. Operacionalización de variables
Definición de la Variable Categoría Indicador Ítems Técnicas e
Instrumentos
En el campo de la
impresión 3D SLA, el
principal material
utilizado es la resina.
Mencionado elemento al
tener varios tiempos de
curado puede
experimentar cambios en
sus propiedades
mecánicas. Sin embargo,
de acuerdo a la utilidad las
propiedades difieren unas
de otras
Resina
Estándar
Tiempo
de
Curado
Sin Curado 0 min
Fichas de Registro
Medio 15 min
Máximo 30 min
Resina Tough
(Ingeniería)
Tiempo
de
Curado
Sin Curado 0 min
Medio 60 min
Máximo 120 min
2.3. Protocolo Para La Recolección de Datos
Para la recolección de la información es necesario la elaboración de fichas las cuales están
en función a los resultados obtenidos a partir de la elaboración de los ensayos. Los datos
serán arrojados por una parte por el durómetro Shore, y el Abrasímetro Taber. Cabe
recalcar que, en lo referente al Abrasímetro es necesario la utilización de una balanza
electrónica previamente calibrada.
Por otro lado, se utilizará investigación del tipo bibliográfica esto con el fin de obtener
información acerca de temas específicos, por ejemplo, propiedades de la resina, tiempos
de curado. Esta información está descrita en catálogos propios del fabricante.
40
2.4. Elaboración de las Probetas
La impresión 3D, como se ha mencionado en puntos anteriores, es uno de los procesos de
conformado más sencillos de la manufactura por lo que existen una cantidad limitada de
pasos a seguir. Todo inicia a partir del diseño de la pieza a generar mediante la ayuda de
un software CAD. A continuación, se exporta el modelo a un programa CAM, cuya
función principal es generar los códigos de impresión considerando la máquina a utilizar.
Posterior a ello se procede con la limpieza del modelo para finalmente someterlo a un post
curado de acuerdo a las necesidades tanto del fabricante como del cliente.
En la figura 22, se detalla el proceso llevado a cabo para la obtención de las probetas
para los diferentes ensayos utilizados en este trabajo.

41
*Nota: El mismo proceso se realizó para la conformación de las probetas de resina Tough de Ingeniería.
Figura 22. Elaboración de Probetas.
Elaboración de las probetas
mediantes un software CAD
obedeciendo a las normas de ensayo
Incorporación del modelo CAD a un
software CAM especializado en impresión 3D.
Impresión 3D mediante la
máquina FORM 2 SLA.
Limpieza de la probeta impresa
en alcohol Isopropílico en la máquina FORM
Wash
Curado de las probetas en la
máquina FORM CURE a los
niveles establecidos
Generación del
código de
impresión
obedeciendo a la
máquina a utilizar

42
2.5. Plan de Procesamiento y Análisis
En lo que se refiere al registro de datos se lo realizará en fichas para una mejor
presentación e interpretación. En cada probeta del ensayo de abrasión se tomará una
medición de dureza. Individualmente las probetas serán pesadas en una balanza
previamente calibrada. Una vez realizado el ensayo de abrasión las probetas serán
limpiadas para ser pesadas una vez más en la balanza. Esto obedeciendo a los
requerimientos de la norma para ensayos de abrasión, ISO 9352. Las mediciones de masa
de las probetas están en gramos (gr). Además, se calculará el Índice de Desgaste Taber
[IDT]. La organización en fichas dará la posibilidad de un mejor análisis en el futuro.
2.6. Ensayos.
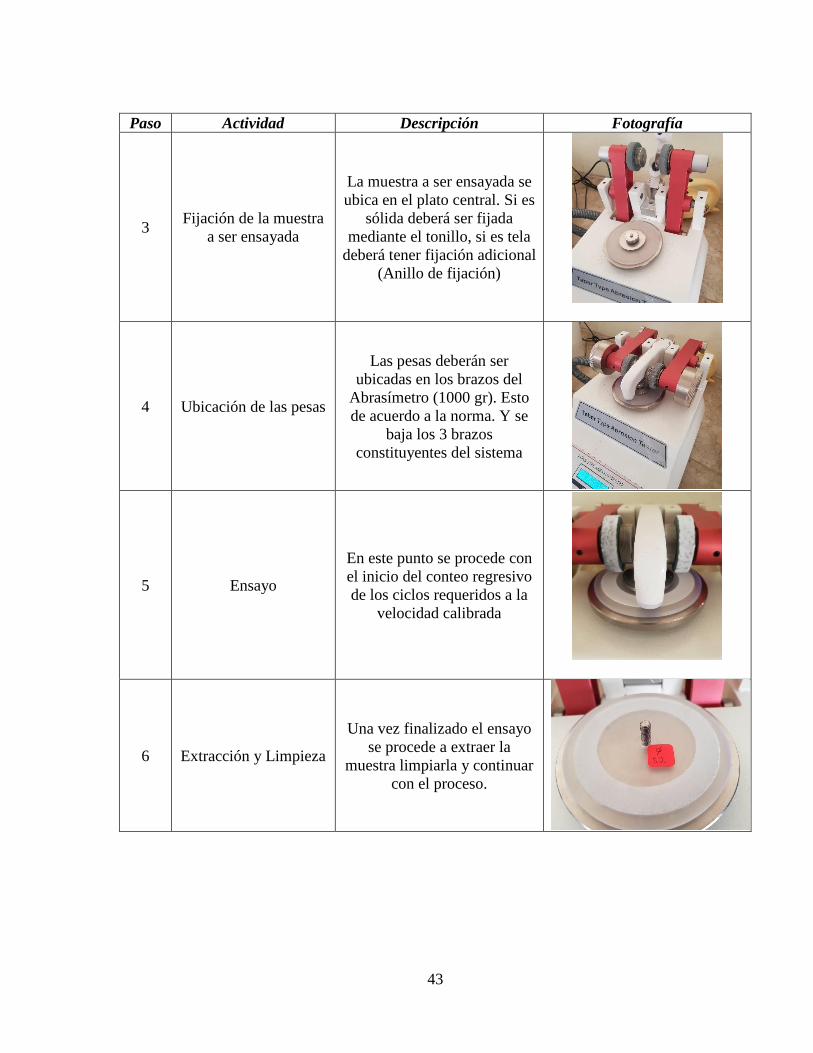
2.6.1. Procedimiento para la Elaboración del Ensayo de Abrasión.
El ensayo de abrasión tuvo lugar en el laboratorio de materiales de la Facultad de
Ingeniería Civil y Mecánica de la Universidad Técnica de Ambato. La máquina utilizada
es el Abrasímetro Taber de un solo plato y dos muelas de abrasión.
Tabla 8. Procedimiento para ensayos de abrasión.
Paso Actividad Descripción Fotografía
1 Calibración y conexión
La calibración consiste en
colocar tanto la velocidad
como el número de ciclos que
se cumplirán en la máquina
(1000 ciclos, 72 ± rpm).
Además, se deberá conectar
los elementos constituyentes
de Abrasímetro (Aspiradora)
2 Colocación de las
muelas
Se procede a colocar la
muestra las muelas en los
brazos del Abrasímetro
43
Paso Actividad Descripción Fotografía
3 Fijación de la muestra
a ser ensayada
La muestra a ser ensayada se
ubica en el plato central. Si es
sólida deberá ser fijada
mediante el tonillo, si es tela
deberá tener fijación adicional
(Anillo de fijación)
4 Ubicación de las pesas
Las pesas deberán ser
ubicadas en los brazos del
Abrasímetro (1000 gr). Esto
de acuerdo a la norma. Y se
baja los 3 brazos
constituyentes del sistema
5 Ensayo
En este punto se procede con
el inicio del conteo regresivo
de los ciclos requeridos a la
velocidad calibrada
6 Extracción y Limpieza
Una vez finalizado el ensayo
se procede a extraer la
muestra limpiarla y continuar
con el proceso.

44
Paso Actividad Descripción Fotografía
7 Pesaje
Una vez finalizado el ensayo
de la muestra se procede a
pesar la probeta en una
balanza calibrada. Cabe
recalcar que este proceso
debe realizarse antes y
después del ensayo
8 Rectificado de las
muelas
Una vez ensayado un
determinado material es
necesario rectificar las muelas
para poder obtener la
influencia de granos en el
próximo ensayo. Esto se debe
realizar con el Papel de lija
provista por el fabricante.
2.6.2. Procedimiento para la Elaboración del Ensayo de Dureza.
El ensayo de dureza al igual que el anterior, también se lo realizó en el Laboratorio de
materiales de la Universidad Técnica de Ambato considerando los siguientes pasos.

45
Tabla 9. Procedimiento para ensayos de dureza.
Paso Actividad Descripción Fotografía
1 Preparación de la
Superficie
La superficie a ser ensayada
debe ser limpieza a
profundidad para evitar que
cualquier tipo de partícula
afecte la medición. Además,
debe ser una superficie lo más
plana posible.
2 Medición
Se procede a la medición del
material con el durómetro
Shore D. Se recomienda que
se lo mantenga firme a la
hora del ensayo
4 Registro
Una vez se haya estabilizado
la medición se procede al
registro de los datos.
2.6.3. Ensayo de Tracción
El ensayo de tracción es un compendio de una serie de autores cuyas investigaciones han
sido realizadas bajo normativa ASTM específicamente D638. Las investigaciones
llevadas a cabo son directrices cuya información ha sido validada conforme han pasado
los años. [30, 31] presentan los resultados obtenidos por parte del fabricante (Form Lab),
[32] y [33] son estudios orientados a la modelación matemática de las resinas en cuestión,
sin embargo para la modelación se presentan los resultados del ensayo de tracción
evaluados bajo la normativa respectiva.

46
CAPÍTULO III.- RESULTADOS Y DISCUSIÓN
3.1. Análisis y discusión de los resultados.
3.1.1. Adquisición de los Datos.
En esta parte del trabajo, abarca todo lo relacionado al registro, procesamiento,
evaluación y análisis de los datos arrojados a partir de los experimentos planteados
con anterioridad. El registro ordenado de cada dato permite determinar de mejor
manera las propiedades mecánicas del material.
Los datos obtenidos, especialmente del ensayo de abrasión, son expuestos en
fichas mediante las cuales se podrá visualizar de mejor manera los resultados
generados. Para cada tipo de condición se realizaron 5 repeticiones con el fin de
aumentar la confiabilidad. Además, es necesario argumentar que cada ensayo se
lo realiza bajo la respectiva norma cumpliendo con cada uno de los ítems
propuestos.
Las fichas utilizadas en la exposición de los resultados muestran datos de interés
técnico. Es decir, en cada ficha se podrá evidenciar los parámetros utilizados en
cada ensayo. Por otra parte, se proporciona también información detallada del tipo
de probeta utilizada en el ensayo. Los datos generados en el ensayo de abrasión
Taber se presentan a continuación en las fichas de la 3.1.1.1 a la 3.1.1.6

47
3.1.1.1. Ficha de Registro para datos Abrasión Taber. Experimento 1 con resina
Estándar (Sin exposición a Rayos UV).
UNIVERSIDAD TÉCNICA DE AMBATO
FACULTAD DE INGENIERÍA CIVIL Y MECÁNICA
CARRERA DE INGENIERÍA MECÁNICA
DATOS INFORMATIVOS:
Probetas: 5 Autorizado por: Ing. Cristian Pérez Realizado por: Oscar Villena L.
Lugar de estudio y análisis Laboratorio de Materiales- FICM Fecha:
Tipo de estudio De laboratorio
Normas aplicadas ISO 9352
DATOS PARA EL ENSAYO DE DESGASTE ABRASIVO TABER
Característica de la probeta Características de la máquina
Resina Clear Fotocurable Velocidad del Disco 72 rpm ± 2 rpm
Temperatura Ambiente 19.7 ° C Disco Abrasivo utilizado H22
Dimensión ϕ 100.2 ±0.2 mm Tipo de Abrasión Fuerte
Espesor: 4 mm Carga aplicada a los brazos 1000 gr
Tiempo de exposición UV 0 min Número de Muelas 2
RESULTADOS
Peso Inicial (gr) Peso final (gr) Índice de Desgaste Taber
(IDT)
Porcentaje de Pérdida
de Masa (%) Ciclos
37.3715 36.3582 1013.38 2.7116 % 1000
37.0631 36.0851 977.94 2.6386 % 1000
37.1946 36.3025 892.120 2.3985 % 1000
36.9339 36.2064 727.54 1.9698 % 1000
37.0630 36.2270 835.94 2.2555 % 1000
Observaciones:
DUREZA DE LAS PROBETAS [Shore
D]:
1) 087.5
2) 080.5
3) 082
4) 086.5
5) 084.5

48
3.1.1.2. Ficha de Registro para datos Abrasión Taber. Experimento 2 con resina
Estándar (15 min de exposición a Rayos UV).
UNIVERSIDAD TÉCNICA DE AMBATO
FACULTAD DE INGENIERÍA CIVIL Y MECÁNICA
CARRERA DE INGENIERÍA MECÁNICA
DATOS INFORMATIVOS:
Probetas: 5 Autorizado por: Ing. Cristian Pérez Realizado por: Oscar Villena L.
Lugar de estudio y análisis Laboratorio de Materiales- FICM Fecha:
Tipo de estudio De laboratorio
Normas aplicadas ISO 9352
DATOS PARA EL ENSAYO DE DESGASTE ABRASIVO TABER
Característica de la probeta Características de la máquina
Resina Clear Fotocurable Velocidad del Disco 72 rpm ± 2 rpm
Temperatura Ambiente 19.7 ° C Disco Abrasivo utilizado H22
Dimensión ϕ 100.2 ±0.2 mm Tipo de Abrasión Fuerte
Espesor: 4 mm Carga aplicada a los brazos 1000 gr
Tiempo de exposición UV 15 min Número de Muelas 2
RESULTADOS
Peso Inicial (gr) Peso final (gr) Índice de Desgaste Taber
(IDT)
Porcentaje de Pérdida
de Masa (%) Ciclos
37.0628 36.8055 257.3 0.6942 % 1000
37.3716 37.2107 160.9 0.4305 % 1000
36.9338 36.7679 165.88 0.4491 % 1000
37.0628 36.9039 158.94 0.4288 % 1000
37.1945 36.8386 355.9 0.9569 % 1000
Observaciones:
DUREZA DE LAS PROBETAS [Shore
D]:
1) 091.5
2) 092
3) 090.5
4) 089
5) 079.5

49
3.1.1.3. Ficha de Registro para datos Abrasión Taber. Experimento 3 con resina
Estándar (30 min de exposición a Rayos UV).
UNIVERSIDAD TÉCNICA DE AMBATO
FACULTAD DE INGENIERÍA CIVIL Y MECÁNICA
CARRERA DE INGENIERÍA MECÁNICA
DATOS INFORMATIVOS:
Probetas: 5 Autorizado por: Ing. Cristian Pérez Realizado por: Oscar Villena L.
Lugar de estudio y análisis Laboratorio de Materiales- FICM Fecha:
Tipo de estudio De laboratorio
Normas aplicadas ISO 9352
DATOS PARA EL ENSAYO DE DESGASTE ABRASIVO TABER
Característica de la probeta Características de la máquina
Resina Clear Fotocurable Velocidad del Disco 72 rpm ± 2 rpm
Temperatura Ambiente 19.7 ° C Disco Abrasivo utilizado H22
Dimensión ϕ 100.2 ±0.2 mm Tipo de Abrasión Fuerte
Espesor: 4 mm Carga aplicada a los brazos 1000 gr
Tiempo de exposición UV 30 min Número de Muelas 2
RESULTADOS
Peso Inicial (gr) Peso final (gr) Índice de Desgaste Taber
(IDT)
Porcentaje de Pérdida
de Masa (%) Ciclos
37.0526 36.7805 272.14 0.7345 % 1000
37.0468 36.8532 193.6 0.5226 % 1000
36.9447 36.7701 174.58 0.4725 % 1000
37.3527 37.1581 194.6 0.5210 % 1000
37.1920 36.9311 260.9 0.7014 % 1000
Observaciones:
DUREZA DE LAS PROBETAS [Shore
D]:
1) 088.5
2) 086.5
3) 077
4) 086
5) 091.5
50
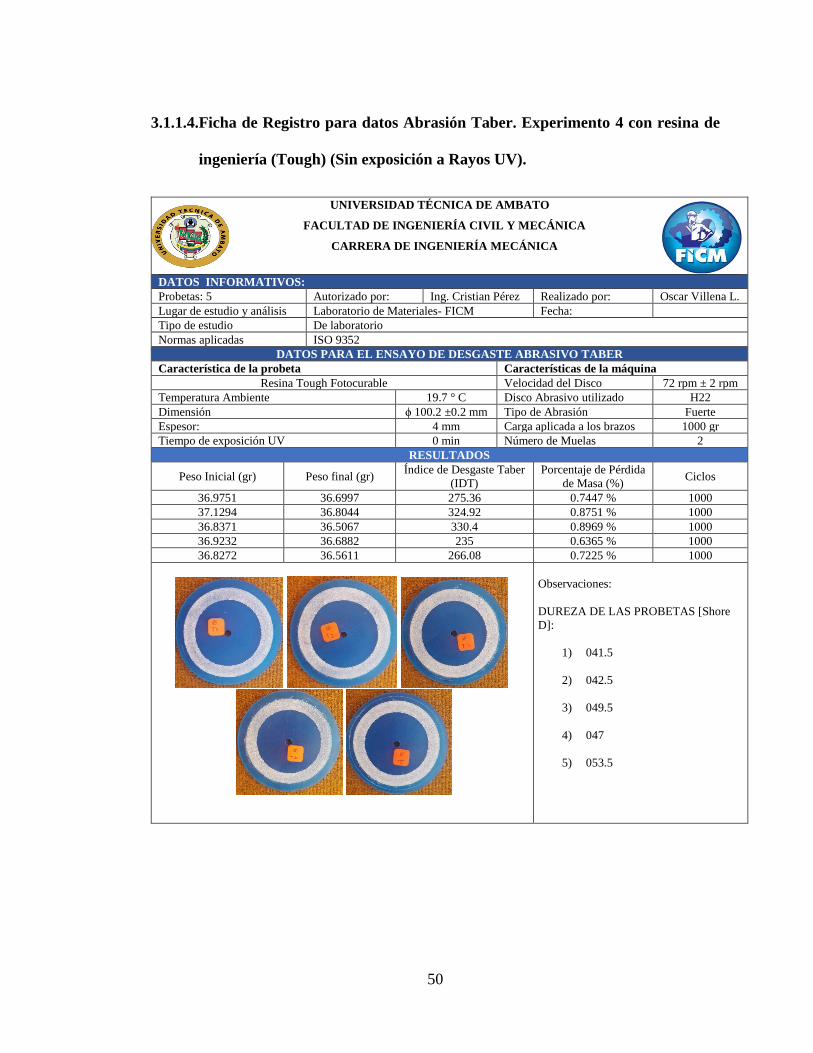
3.1.1.4.Ficha de Registro para datos Abrasión Taber. Experimento 4 con resina de
ingeniería (Tough) (Sin exposición a Rayos UV).
UNIVERSIDAD TÉCNICA DE AMBATO
FACULTAD DE INGENIERÍA CIVIL Y MECÁNICA
CARRERA DE INGENIERÍA MECÁNICA
DATOS INFORMATIVOS:
Probetas: 5 Autorizado por: Ing. Cristian Pérez Realizado por: Oscar Villena L.
Lugar de estudio y análisis Laboratorio de Materiales- FICM Fecha:
Tipo de estudio De laboratorio
Normas aplicadas ISO 9352
DATOS PARA EL ENSAYO DE DESGASTE ABRASIVO TABER
Característica de la probeta Características de la máquina
Resina Tough Fotocurable Velocidad del Disco 72 rpm ± 2 rpm
Temperatura Ambiente 19.7 ° C Disco Abrasivo utilizado H22
Dimensión ϕ 100.2 ±0.2 mm Tipo de Abrasión Fuerte
Espesor: 4 mm Carga aplicada a los brazos 1000 gr
Tiempo de exposición UV 0 min Número de Muelas 2
RESULTADOS
Peso Inicial (gr) Peso final (gr) Índice de Desgaste Taber
(IDT)
Porcentaje de Pérdida
de Masa (%) Ciclos
36.9751 36.6997 275.36 0.7447 % 1000
37.1294 36.8044 324.92 0.8751 % 1000
36.8371 36.5067 330.4 0.8969 % 1000
36.9232 36.6882 235 0.6365 % 1000
36.8272 36.5611 266.08 0.7225 % 1000
Observaciones:
DUREZA DE LAS PROBETAS [Shore
D]:
1) 041.5
2) 042.5
3) 049.5
4) 047
5) 053.5

51
3.1.1.5.Ficha de Registro para datos Abrasión Taber. Experimento 5 con resina de
ingeniería (Tough) (60 min de exposición a Rayos UV).
UNIVERSIDAD TÉCNICA DE AMBATO
FACULTAD DE INGENIERÍA CIVIL Y MECÁNICA
CARRERA DE INGENIERÍA MECÁNICA
DATOS INFORMATIVOS:
Probetas: 5 Autorizado por: Ing. Cristian Pérez Realizado por: Oscar Villena L.
Lugar de estudio y análisis Laboratorio de Materiales- FICM Fecha:
Tipo de estudio De laboratorio
Normas aplicadas ISO 9352
DATOS PARA EL ENSAYO DE DESGASTE ABRASIVO TABER
Característica de la probeta Características de la máquina
Resina Tough Fotocurable Velocidad del Disco 72 rpm ± 2 rpm
Temperatura Ambiente 19.7 ° C Disco Abrasivo utilizado H22
Dimensión ϕ 100.2 ±0.2 mm Tipo de Abrasión Fuerte
Espesor: 4 mm Carga aplicada a los brazos 1000 gr
Tiempo de exposición UV 60 min Número de Muelas 2
RESULTADOS
Peso Inicial (gr) Peso final (gr) Índice de Desgaste Taber
(IDT)
Porcentaje de Pérdida
de Masa (%) Ciclos
37.1252 36.9919 133.34 0.3592 % 1000
36.8283 36.6706 157.72 0.4283 % 1000
36.9857 36.847 138.64 0.3748 % 1000
36.973 36.7903 182.68 0.4941 % 1000
36.9055 36.7217 183.78 0.4980 % 1000
Observaciones:
DUREZA DE LAS PROBETAS [Shore
D]:
1) 072.5
2) 074
3) 075.5
4) 079.5
5) 086.5

52
3.1.1.6.Ficha de Registro para datos Abrasión Taber. Experimento 6 con resina de
ingeniería (Tough) (120 min de exposición a Rayos UV).
UNIVERSIDAD TÉCNICA DE AMBATO
FACULTAD DE INGENIERÍA CIVIL Y MECÁNICA
CARRERA DE INGENIERÍA MECÁNICA
DATOS INFORMATIVOS:
Probetas: 5 Autorizado por: Ing. Cristian Pérez Realizado por: Oscar Villena L.
Lugar de estudio y análisis Laboratorio de Materiales- FICM Fecha:
Tipo de estudio De laboratorio
Normas aplicadas ISO 9352
DATOS PARA EL ENSAYO DE DESGASTE ABRASIVO TABER
Característica de la probeta Características de la máquina
Resina Tough Fotocurable Velocidad del Disco 72 rpm ± 2 rpm
Temperatura Ambiente 19.7 ° C Disco Abrasivo utilizado H22
Dimensión ϕ 100.2 ±0.2 mm Tipo de Abrasión Fuerte
Espesor: 4 mm Carga aplicada a los brazos 1000 gr
Tiempo de exposición UV 120 min Número de Muelas 2
RESULTADOS
Peso Inicial (gr) Peso final (gr) Índice de Desgaste Taber
(IDT)
Porcentaje de Pérdida
de Masa (%) Ciclos
38.3589 38.1388 220.14 0.5739 % 1000
38.2293 38.0466 182.72 0.4780 % 1000
38.1924 38.0073 185.1 0.4847 % 1000
38.3077 38.1525 155.22 0.4052 % 1000
38.2093 38.0836 125.72 0.3290 % 1000
Observaciones:
DUREZA DE LAS PROBETAS [Shore
D]:
1) 070.5
2) 074
3) 084
4) 085.5
5) 074.5

53
3.2. Análisis de Resultados.
3.2.1. Ensayo de Tracción
A partir de una investigación bibliográfica se ha logrado determinar las características de
las resinas utilizadas en este trabajo específicamente en la relacionado al ensayo de
tracción. Para la resina Clear, los resultados se exponen en la Tabla 8. En mencionada
tabla se exponen los resultados obtenidos a partir de varios estudios cuyo nivel de
confianza es elevado.
La Tabla 9, expone los resultados que se han obtenido en varios estudios realizados con
la resina de Ingeniería (Tough). Al igual que la resina Clear los resultados posee un
elevado nivel de confianza. Cabe recalcar que, entre los estudios realizados figura la
investigación llevada a cabo por el fabricante en Estados Unidos.

54
Resultados Ensayo de Tracción para la Resina Estándar (Clear).
Tabla 10. Resultados Ensayo de Tracción para la resina Clear. [30, 31, 32, 33]
Característica Autor 1 Autor 2 Autor 3 Promedio
Tiempo de Curado [min] 0 15 30 0 15 30 0 15 30 0 15 30
Resistencia a la Tracción
[MPa] 38 41,36 61,61 38,37 41,53 64,33 30,89 33,63 50,09 35,755 38,844 58,678
Módulo de Young [Gpa] 1,6 1,72 2,45 1,62 1,75 2,59 1,30 1,39 1,99 1,507 1,623 2,344
Elongación [%] 12 10,02 7,4 11,3 9,98 7,09 9,75 8,11 6,03 11,019 9,372 6,842
*Nota:
Autor 1. [30, 31]
Autor 2. [32]
Autor 3. [33]

55
Resultados Ensayo de Tracción para la Resina de Ingeniería (Tough).
Tabla 11. Resultado Ensayo de Tracción para la Resina de ingeniería Tough. [30, 31, 32, 33]
Característica Autor 1 Autor 2 Autor 3 Promedio
Tiempo de Curado [min] 0 60 120 0 60 120 0 60 120 0 60 120
Resistencia a la
Tracción [MPa]
34,7 48,1717 55,7 36,52 46,36 53,362 30,5 43,23 44,3069 33,91 45,92 51,12
Módulo de Young [GPa] 1,7 2,36 2,7 1,76 2,23 2,59 1,494 2,074 2,37 1,65 2,22 2,55
Elongación [%] 42 28,19 24 43,8 29,29 25,05 36,92 24,81 21 40,91 27,43 23,35
*Nota:
Autor 1. [30, 31]
Autor 2. [32]
Autor 3. [33]

56
Procedimiento de obtención y análisis de datos estadísticos
Al tener una experimentación que involucra diversos factores procedemos con el análisis
de la varianza. El estudio considera 2 factores (A, B) con sus respectivos niveles. Al
considerar el factor A en dos niveles, el efecto individual es del tipo lineal (no se los puede
descomponer).
Considerando ello, y de manera resumida se presenta la Tabla 4, con las medias de las
experimentaciones realizadas obedeciendo a la cantidad de réplicas propuestas.
Tabla 12. Análisis estadístico.
Tiempo de Curado
Sin Curado Curado
Recomendado Curado Máximo
Resina Estándar (Clear) 𝑌1 𝑌2 𝑌3
Resina de Ingeniería (Tough) 𝑌4 𝑌5 𝑌6
Suma de Cuadrados
Considerando los cálculos previos, se procede con la obtención de la suma de los
cuadrados (SC) para un modelo factorial completo y en función a los factores utilizados
[29], para ello es necesario la utilización de las siguientes fórmulas:
(7)
(8)
En donde:
Tabla 13. Términos de las fórmulas.
Término Descripción
a Número de niveles en el factor A
b Número de niveles en el factor B
n Número total de réplicas
Yi Media del iésimo nivel del factor A

57
Término Descripción
Y.. Media general de todas las observaciones
Y.j. Media del jésimo nivel del factor B
Grados de Libertad
Los grados de libertad (GL) los cuales se encuentran asociados con cada suma de los
cuadrados viene planteada por:
𝐺𝐿(𝐴) = 𝑎 − 1 (9)
𝐺𝐿(𝐵) = 𝑏 − 1 (10)
𝐺𝐿 𝐸𝑟𝑟𝑜𝑟 = 𝑛 − 𝑝 (11)
𝐺𝐿 𝑇𝑜𝑡𝑎𝑙 = 𝑛 − 1 (12)
En donde:
Tabla 14. Términos de las fórmulas.
Término Descripción
a Número de niveles en el factor A
b Número de niveles en el factor B
n Número total de observaciones
p Número de coeficientes
Cuadrado Medio
El cuadrado medio, (CM), se lo obtiene a partir de la relación entre la suma de cuadrados
y los grados de libertad. Matemáticamente hablando queda expresado como:
𝐹𝑎𝑐𝑡𝑜𝑟 𝐶𝑀 =𝐹𝑎𝑐𝑡𝑜𝑟 𝑆𝐶
𝐹𝑎𝑐𝑡𝑜𝑟 𝐺𝐿 (13)
Para el error tenemos que:
𝐸𝑟𝑟𝑜𝑟 𝐶𝑀 =𝐸𝑟𝑟𝑜𝑟 𝑆𝐶
𝐸𝑟𝑟𝑜𝑟 𝐺𝐿 (14)

58
Valor F
El valor F, es una de las pruebas utilizadas para la determinación de la significancia de las
relaciones de interacción y de efectos principales. El modelo matemático utilizado está en
función a:
𝐹 =𝐶𝑀 𝑇É𝑅𝑀𝐼𝑁𝑂
𝐸𝑅𝑅𝑂𝑅 𝐶𝑀 (15)
Valor P
El valor P equivale a una probabilidad calculada a partir de una distribución F, con los
grados de libertad para los términos en la prueba y los grados de libertad para el error.
Está denotado por:
1 − 𝑃(𝐹 ≤ 𝑓𝑗) (16)
En donde:
Tabla 15. Términos de las fórmulas.
Término Descripción
P(F≤fj) Función de distribución acumulada para la distribución F
f Estadístico F para la prueba
A manera de resumen la tabla de resultados final quedaría expresada matemáticamente de
la siguiente manera:
Tabla 16. Relación Matemática resumida
GDL SC MC F P
n-1 *SC
En función al
término
SC/GDL MC/MCE 1-P(F≤fj)
MCE

59
Valor S
Por otra parte, tenemos el valor S, el cual pertenece a la desviación estándar (σ) dentro de
las muestras tomadas
R- Cuad
El R-Cuad está denotado mediante la siguiente relación:
1 −𝐸𝑟𝑟𝑜𝑟 𝑆𝐶
𝑆𝐶 𝑇𝑜𝑡𝑎𝑙 (17)
Una manera diferente de representar a este valor es:
𝑆𝐶 𝑑𝑒𝑙 𝐹𝑎𝑐𝑡𝑜𝑟
𝑆𝑐 𝑇𝑜𝑡𝑎𝑙 (18)
Siendo el SC la suma de los cuadrados calculada anteriormente.
El R-cuad ajustado está expresado en función del cuadrado medio del error, la suma de
cuadrados total y los grados de libertad total. Matemáticamente queda expresado por:
1 −𝐸𝑟𝑟𝑜𝑟 𝐶𝑀
𝑆𝐶 𝑇𝑜𝑡𝑎𝑙
𝐺𝐿 𝑇𝑜𝑡𝑎𝑙
(19)
El R-cuad (Pred), está denotado mediante la siguiente relación.
(20)
En donde:
Tabla 17. Términos de las fórmulas.
Término Descripción
yi iésimo valor de respuesta observado
y Respuesta media
n Número de observaciones
ei iésimo residuo
hi iésimo elemento diagonal de la matriz de diseño

60
A partir del análisis estadístico correspondiente (Annova) se puede argumentar que, en la
resistencia a la tracción no existen diferencias marcadas en las propiedades de las resinas.
Al aumentar el tiempo de curado aumenta la resistencia a la tracción, tanto a 15 min como
a 60 se puede evidenciar un aumento en el caso de la resina Clear del 8.63% y en el de la
resina Tough del 35.41% aproximadamente. A pesar de ello, la figura 23 evidencia que la
diferencia entre las dos resinas no es significativa.
Figura 23. Efectos Principales en el Esfuerzo de Tracción de las Resinas
Tabla 18. Análisis de la varianza
ANÁLISIS DE VARIANZA
Fuente GL SC Ajust. MC Ajust. Valor F Valor p
Modelo 5 2268.31 453.663 41.51 0.000
Lineal 5 2268.31 453.663 41.51 0.000
Resina 1 4.22 4.225 0.39 0.540
Tiempo 4 2267.67 566.917 51.88 0.000
Error 24 262.28 10.928
Total 29 2530.60

61
3.2.2. Ensayo de Abrasión
En lo que se refiere a la resistencia a la abrasión, estadísticamente hablando la resina
Tough es la que posee una menor resistencia. De los ensayos realizados se puede
argumentar que la resina Clear sufrió una pérdida de 1 gr en el peor de los casos. Como
lo muestra la figura 24, la resina Clear a los 15 y 30 min posee un desgaste del tipo estable.
La resina Tough posee un mayor desgaste entre el tiempo de curado recomendado (60
min) y el máximo (120 min). En términos generales es preferible que las dos resinas
tengan un post curado.
Lo que dice la teoría es que a medida que las probetas reciben un mayor post curado su
resistencia aumenta, sin embargo, pasado los tiempos máximos de curado de las resinas
(30 min para la resina Clear y 120 min para la resina Tough) las propiedades se mantienen.
Todos los resultados que se presentan a continuación obedecen al procedimiento
planteado en este trabajo.
Figura 24. Efectos Principales en la resistencia a la abrasión de las probetas

62
Tabla 19. Análisis de la varianza
ANÁLISIS DE VARIANZA
Fuente GL SC Ajust. MC Ajust. Valor F Valor p
Modelo 5 14.2761 2.85522 93.69 0.000
Lineal 5 14.2761 2.85522 93.69 0.000
Resina 1 6.5582 6.55825 215.19 0.000
Tiempo 4 11.2139 2.80347 91.99 0.000
Error 24 0.7314 0.03048
Total 29 15.0075
RESUMEN DEL MODELO
S R-CUAD R-cuad (ajustado) R-cuad (pred)
0.174574 95.13% 94.11% 92.38%
3.2.3. Ensayo de Dureza
En lo referente a la dureza, la resina que mejor comportamiento ha presentado es la resina
Clear. Esta resina ha demostrado que los valores de dureza son mayores a los de la resina
Tough. Físicamente y una de las maneras más evidenciables es la flexibilidad que poseen
las probetas. La resina Tough se caracteriza por tener una flexibilidad ligeramente mayor
a la Clear. Al darle un mayor tiempo de post curado a la resina Tough no se logrará obtener
un aumento en la dureza. La resina Tough posee un comportamiento casi estable en la
dureza, es decir, el aumento del tiempo de post curado no genera un pico considerable
entre los dos tiempos de exposición a rayos UV. Esto último se lo evidencia en la figura
25, entre el tiempo de 60 y 120 minutos.
Todos los resultados que se presentan a continuación obedecen al procedimiento
planteado en este trabajo.

63
Figura 25. Efectos Principales en la Dureza de las resinas
Tabla 20. Análisis de la varianza
ANÁLISIS DE VARIANZA
Fuente GL SC Ajust. MC Ajust. Valor F Valor p
Modelo 5 5879.5 1175.91 42.74 0.000
Lineal 5 5879.5 1175.91 42.74 0.000
Resina 1 3496.9 3496.9 127.1 0.000
Tiempo 4 3219.3 804.83 29.25 0.000
Error 24 660.3 27.51
Total 29 6539.8
RESUMEN DEL MODELO
S R-CUAD R-cuad (ajustado) R-cuad (pred)
5.24524 89.90% 87.80% 84.22%

64
3.3.Verificación de la Hipótesis
La hipótesis planteada, presentaba que la resina Tough posee mejores propiedades
(Resistencia a la tracción, Dureza y Resistencia a la Abrasión) que la resina Clear.
Estadísticamente hablando, con un nivel de significancia de 95% se argumenta que la
hipótesis se Rechaza. Es decir, la resina Estándar (Clear) presenta buenas propiedades
tanto en la resistencia a la abrasión como a la dureza.

65
CAPITULO IV
4.1.Conclusiones
• La estereolitografía es una de las técnicas de impresión 3D con una elevada
precisión. El ejemplo claro está en la elaboración de las probetas para ensayos de
abrasión. Las dimensiones se encontraban en un rango de error de
aproximadamente ±0.2 mm. Gracias a ellos la impresión SLA, es utilizada para
trabajos de precisión como engranes.
• En lo referente a los aspectos técnicos utilizados por las máquinas (Form 2, Form
Cure), podemos destacar. Las máquinas Form utilizan una longitud de onda de 405
nm cuya adaptabilidad a las resinas es del 100%. El Post curado utiliza una
radiación UV de 1.25 mW/cm2. Estos valores son los recomendados por el
fabricante.
• La dureza obtenida y una vez analizada estadísticamente arrojó que la resina Clear
posee una mayor dureza. Sin embargo, esta no aumentará considerablemente si el
tiempo de curado aumenta.
• En lo referente a los resultados del ensayo de abrasión se puede argumentar que la
resina estándar posee una buena estabilidad y resistencia. Cuando las probetas no
poseen un post curado su resistencia baja notablemente.
• El tiempo de curado recomendado para la resina Clear es de 15 minutos, en los 15
minutos posteriores se evidencia como las propiedades mecánicas llegan a su
máximo, es decir, hay un incremento gradual. Sin embargo, si la pieza sigue bajo
la incidencia de rayos UV pasados los 30 min las propiedades tienden a bajar
(Módulo de Tensión).

66
• Para la Resina Tough el tiempo de curado adecuado es de 60 minutos al igual que
la resina Clear, el máximo valor de las propiedades mecánicas que se pueden llegar
a obtener es con un curado de 120 min. A partir de ello se hace evidente la
tendencia a disminuir su módulo de tensión.
4.2. Recomendaciones
• Utilizar alcohol isopropílico para la limpieza de las probetas este líquido ayudará
a limpiar el exceso de resina en la pieza una vez el proceso de impresión haya
culminado.
• El modelo CAD de la pieza a imprimir no debe tener cualquier tipo de elemento
de sostén de la pieza. Esto se debe a que el software CAM lo genera
automáticamente y de acuerdo a la morfología de la pieza.
• Evitar la exposición a rayos UV una vez las piezas hayan sido curadas. Una
exposición extra a rayos ultravioleta provocara cierto pandeo en la pieza. Esto por
lo general se lo podría evidenciar en elementos cuya longitud sea
considerablemente larga (Probetas de tracción)
• La limpieza de la pieza (eliminación de la rebaba) deberá realizarse de la manera
más cautelosa posible esto evitará que se dañe cualquier superficie de la pieza.
Gracias al software CAM, la rebaba es de fácil remoción.
• Para el ensayo de abrasión:
o Limpiar las muelas considerando la cantidad de ciclos y el material
utilizados con anterioridad.
o La aspiradora debe estar encendida en todo momento mientras se realice el
ensayo. Esto evitará la acumulación de material desechado en las muelas
principalmente.

67
o Fijar la pieza a ensayar y en todo momento vigilar el desenvolvimiento de
la probeta y por lo tanto de los elementos constitutivos de la máquina.

68
MATERIALES DE REFERENCIA
Referencias Bibliográficas
[1] Ideos 3D Print Solutions, Estereolitografía (SLA). Soluciones 3D con gran
acabado superficial, Print Solutions, 2013.
[2] Erasmus Programme UE, Introducción a la Impresión 3D, UE, 2016.
[3] R. J. C. &. A. B. Ríos, “La estereolitografía en la Facultad de Odontología de la
UNAM,” Revista Odontológica Mexicana, vol. 9, nº 5, pp. 48 - 50, 2005.
[4] D. M. &. R. Gieleta, “Experimental study of strength properties of SLA resins
under low and high strain rates,” Mechanics Of Materials, vol. 141, pp. 20 - 60,
2019.
[5] M. C. A. F.-A. S. G. E. C. S. Martínez-Pellitero, “Analysis of influence factors on
part quality in micro-SLA technology,” Procedia Manufacturing, vol. 13, pp. 856 -
863, 2017.
[6] B. Z. H. X. C. H. Xiaoyan Liu, “The preparation of ZrO2-Al2O3 composite
ceramic by SLA-3D printing and sintering processing,” Ceramics International,
vol. 46, nº 1, pp. 937-944, 2020.
[7] M. Groover, Fundamentos de Manufactura Moderna, Tercera ed., Santa Fe: The
McGraw-Hill, 2007.
[8] A. I. &. Á. H. Fernando Bordignon, Diseño e Impresión de Objetos 3D, Una guía
de apoyo a escuelas, Buenos Aires: Unipe Editorial Universitaria, 2018.
[9] M. B. &. B. Luyt, La impresión 3D. Guía definitiva para makers, diseñadores,
estudiantes, profesionales, artistas y manitas en general, Barcelona: Editorial
Gustavo Gili, SL, 2014.
[10] Y. A. D. D. F. P. Kim K, “Stereolithographic Bone Scaffold Design Parameters:
Osteogenic Differentiation and Signal Expression,” Tissue Engineering Part B
Reviews., vol. 16, nº 5, pp. 523-39, 2010.
[11] Solectroshop, “Impresoras 3D,” 2016. [En línea]. Available:
https://solectroshop.com/product-spa-1658-Impresora-3D-Anet-A6-DIY-
KIT.html.

69
[12] Print 3D World, [En línea]. Available:
http://www.print3dworld.es/2014/02/bigrep-one-la-impresora-3d-fdm-mas-grande-
hasta-la-fecha.html.
[13] Impresoras 3D, “Impresoras 3D,” 2014. [En línea]. Available:
https://www.impresoras3d.com/tipos-de-impresoras-3d/.
[14] Imprimilia 3D, “Imprimilia 3D,” 2016. [En línea]. Available:
http://imprimalia3d.com/noticias/2016/11/04/008183/aiju-adquiere-tecnolog-
impresi-n-3d-que-simula-aspecto-tejido-humano-vivo.
[15] 3D New Wrld, “Estereolitografía,” 2018. [En línea]. Available:
https://3dneworld.com/la-guia-de-impresion-de-estereolitografia-sla-en-3d/.
[16] J. López, Notas de Futuro 2/16. Impresoras 3D, CAP, 2016.
[17] M. J. D. R. M. Mehra P, “Use of 3-D Stereolithographic Models in Oral and
Maxillofacial Surgery,” J Maxillofac Oral Surg, vol. 10, nº 1, pp. 6-13, 2011.
[18] B. R. y. M. P, “Design for Manufacturability,” de Tool and Manufacturing, Mich,
Dearborn, 1992, p. Cap 7.
[19] ERASMUS3D+, GUÍA TÉCNICA DE IMPRESIÓN 3D, Berlín: UE, 2017.
[20] O. A. H. García, Impresión 3D de proyectos de Ingeniería y Construcción,
Santiago de Chile: Universidad Andrés Bello, 2017.
[21] J. Destefani, “Manufacturing Engineering,” Plus or Minus, pp. 93 - 97, 2005.
[22] Sen Lights, “UV curing technology,” 2015. [En línea]. Available:
http://www.senlights.com/gijyuu/uvcure/UVcuring.html.
[23] 3d Natives, “Top 10 resin 3D printers,” 2017. [En línea]. Available:
http://www.3dnatives.com/en/top-10-resin-3d-printers280320174/..
[24] M. Zahera, “La fabricación aditiva, tecnología avanzada para el diseño y desarrollo
de productos,” de XVI Congreso Internacional de Ingeniería de Proyectos,,
Valencia, 2012.
[25] Mincyt (Ministerio de Ciencia, Tecnología e Innovación Productiva), “Impresión
3D: trabajo en red para una tecnología emergente,” 2015. [En línea]. Available:
www.mincyt.gob.ar/adjuntos/archivos/000/038/0000038659.pdf.

70
[26] La Resina Epoxi, “RESINA 3D PARA IMPRESORA : la resina UV para
Impresión (NO EPOXI),” 2017. [En línea]. Available:
https://laresinaepoxi.com/resina-uv-3d-impresoras/.
[27] H. Erquicia, Análisis del fenómeno de desgaste por abrasión en conjuntos fibra-
matriz de fibra de carbono-epoxy, Universidad de Cantabria, 2017.
[28] D. Montgomery, Diseño y Análisis de Experimentos, Arizona: Limusa Wiley,
2010.
[29] UNAM, “Diseños Factoriales,” 2018. [En línea]. Available:
http://www.dpye.iimas.unam.mx/patricia/indexer/factoriales.pdf.
[30] P. Zachary Zguris, How Mechanical Properties of Stereolithography 3D Prints are
Affected by UV Curing, EEUU: FormLbas, 2010.
[31] FormLabs, A Guide to Post-Curing Formlabs Resins, White Paper, 2018.
[32] E. M. &. A. P. Danuta MIEDZIŃSKA, “NUMERICAL MODELLING OF
RESINS USED IN STEREOLITOGRAPHY RAPID PROTOTYPING,” Applied
Computer Science, vol. 15, pp. 16 - 26, 2019.
[33] L. L. J. Z. Yiran Yang, “Mechanical property modeling of photosensitive liquid
resin in stereolithography additive manufacturing: Bridging degree of cure with
tensile strength and hardness,” 2018. [En línea]. Available:
https://doi.org/10.1016/j.matdes.2018.12.009.

71
Anexos Varios.
Figura 26. Probetas para ensayo de abrasión de Resina Tough
Figura 27. Probetas para ensayo de abrasión de Resina Clear

72
Figura 28. Ensayo de abrasión aplicado a probetas de resina Tough
Figura 29. Ensayo de abrasión aplicado a probetas de resina Clear

73
Figura 30. Huella marcada producto del ensayo de abrasión
Figura 31. Pesaje de las probetas antes del ensayo de abrasión

74
Figura 32. Pesaje de las probetas antes del ensayo de abrasión
Figura 33. Pesaje de las probetas después del ensayo de abrasión

75
Figura 34. Pesaje de las probetas después del ensayo de abrasión
Figura 35. Ensayo de Dureza aplicado a las probetas

76
Figura 36. Tiempos recomendados para el post curado de las resinas [31]
Figura 37. Gráfica T vs Módulo para la resina Clear (Objetivo: determinación de los
tiempos de curado recomendados) [31]

77
Figura 38. Gráfica T vs Módulo para la resina Tough (Objetivo: determinación de los
tiempos de curado recomendados) [31]









![[PPT]Teamwork · Web viewPsycholinguistic aspects of interlanguage Second language acquisition SLA * * * * * * * * * * L1 Transfer * SLA * L1 transfer * SLA * Types of transfer * SLA](https://img.dokumen.tips/doc/110x75/5a9fa7b87f8b9a6c178d045e/pptteamwork-viewpsycholinguistic-aspects-of-interlanguage-second-language-acquisition.jpg)
![qbr1-1info.brightgauge.com/hubfs/qbr1-1.pdf[QBR] SLA Statistics by I-HT Normal Priority - Last 90 Days PRIORITY TOTAL MET SLA - 65 Normal MET SLA MET RESPONSE SLA RESPONSE SLA MET](https://img.dokumen.tips/doc/110x75/613b13f2f8f21c0c8268ccdd/qbr1-1info-qbr-sla-statistics-by-i-ht-normal-priority-last-90-days-priority.jpg)


















