Embed Size (px)
DESCRIPTION
;lka;lks
Citation preview
Paper Test Equipment According to TAPPI Standard
Bandung Science and Technology Institute
by:
1. Damayanti Susanti Anggraini [012.12.009]
2. Andi Lukman Hakim [012.12.010]
3. Ahmad Robbi Maulana [012.12.011]
4. Anna Christina Margaritha [012.12.012]
5. Windi Yolanda Silfi [012.12.013]
6. Dedeh Winingsih [012.12.014]
7. R. Akbar Ramadhan Syambas [012.12.015]
8. Dwi Anggorowati [012.12.016]

ROUGHNESS OF PAPER AND PAPERBOARD
(PRINT-SURF METHOD)
TAPPI STANDARD T-555
This method measures the roughness of paper and paperboard under condition intended to
simulated the nip pressures and backing substrates found in printing processes. It is
applicable to coated and uncoated papers and paperboards which are intended to be printed
by contacting printing processes. The measuring principle, that of determining the resistance
to flow or air between the test surface and a metal band in contact with it, is similar to that
employed in TAPPI Test Method T 538 om-96 “Roughness of paper and paperboard
(Sheffield Method).” The major difference between this and other air leak methods is that the
metal band dimensions, clamp pressures and composition of the measuring nip are all
intended to simulate printing process conditions.
Significance
Surface roughness is a significant factor in determining the printability of papers and
paperboards. By measuring roughness under conditions approximating letterpress, litho and
gravure printing processes this method yields information relevant to the performance of the
product during printing. The results of the test are expressed directly as an average value of
roughness in micrometers, which in many cases correlates better with printability than other
comparable methods. In some cases, it is possible to relate average roughness to ink film
thickness, thus providing guidance on setting printing conditions.
Definition
1. Print-surf roughness. The mean gap between a sheet of paper or board and a flat circular
land pressed against it under specified conditions.
2. Print-surf compressibility,K. The percentage decrease in surface roughness when
measurements are made consecutively at two of the standard clamping pressures
specified in this method. The surface compressibility, K, can be defied mathematically
by the equation :

K = 100 (G1 – G2)/G1
Where G1 and G2 are the surface roughness values obtained at the two clamping pressures,
with G1 being the lower pressure.
Testing Instrument
Developed from Dr. John
Parker’s original method, the
Parker Print-Surf is a
microprocessor-controlled
instrument, which perform
high speed, precision
measurements of paper
surface roughness under
conditions that simulate those
encountered during the printing process. The specimen is clamped between a precision
engineered measuring head and a specially designed backing assembly. The resistance to
airflow is measured and converted to a mean roughness value in micrometers. In its latest
form the instrument offers extended ranges of clamp pressure and measurement capability,
together with a dual-head option for increased testing efficiency. This versatile instrument
provides the information you need to avoid time-consuming, costly printing problem.
Application
Fine paper, Coated paper, Newsprint, Coated board, Liner board, Films and foils,
Printing/graphics, Packaging and carton board.
Specifications
Single Head Model 58-06-0001
Double Head Model 58-07-00-0001
Number of measuring heads One or Two (58-07-00-0001)
Roughness range-normal 0.20-5.50 um
Air permeance range ISO 5636/1:0-14.5 um Pas
Air permeance range Bedsten equivalent: 0-10000 ml/min
Air permeance range Gurley equivalent: 1-6000s
Clamp pressure-preset 500, 1000, and 2000 kPa
Clamp pressure-custom setting 100-5000 kPa
Alternative Language Options French, German, Spanish, or Finnish

Dimension W x D x H 380 mm x 558 mm 430 mm (15 in x 22 in x 17 in)
476 mm x 558 mm x 430 mm (18.7 in x 22 in x 17 in)
Weight 36 kg (80 lbs)
Electrical 110 VA, 60 Hz, 150 VA or 220 VA, 50 Hz, 150 VA
Air 550-700 kPa (instrument quality)
Standards
ISO 8791/4
Paper and board -- Determination of
roughness/smoothness (air leak method) -- Part 4: Print-
surf method
TAPPI T555 Roughness of paper and paperboard (Print-Surf method)
Testing Instrument having
1. Air supply. A source of clean air, free f oil and water droplets, at a steady pressure within
the range 300 kPa (43 lb/m2) to 600 kPa (86lb/m2). If the instrument is not provided
with internal air filters the provision of an external oil mist filter having an effective
screening of 99.99% at 0.5 mm particle size is recommended.
2. Sensing head. A circular head, consisting of steel lands, which have coplanar, polished
surfaces. The center or measuring land shall be 51.0 µm ± 1.5 µm wide and have an
effective length of 98.0 ± 0.5 mm. The two guard lands shall each be at least 1000 µm
wide at any point and the radial distance between them at any point shall be 152 µm ± 10
µm. The measuring land shall be centered between them to within ± 10 µm. The lands
shall be fixed in an airtight mounting constructed so that air can be passed into the gap
between the inner guard land and the measuring land and exhausted from the gap
between the measuring land and the outer guard land. A spring loaded protective collar
may be fitted outside the guard lands. The measuring head should be readily detachable
for cleaning and so should be constructed in such a way that an airtight seal between the
head and the air inlet and outlet ports may be easily for cleaning and so should be
constructed in such a way that an airtight seal between the head and the air inlet and
outlet ports may be easily formed and maintained. In most commercially available
instruments the back of the head is ground and lapped to mate with an air manifold.
3. Sensing head air pressure regulator. The sensing head shall be supplied with air
regulated at a known differential pressure. In instruments employing variable area
flowmeters and following the original Parker design the differential pressure across the
measuring land and flowmeters is specified as 6.2 ± 0.1 kPa or 19.6 ± 0.1 kPa. Later

instruments employing electronic flow measurement techniques may require different
differential pressure settings and tolerances.
4. Resilient backings. Two types of resilient backings are normally available for use in
pressing at test piece against the sensing head. The backings are in the form of disks, at
least 10 µm greater in diameter than the outside diameter of the guard land.
5. Soft backing. Consist of a rubber offset printing blanket composed of a layer of synthetic
rubber at least 600 µm thick, bonded to a fabric backing giving an overall thickness of at
least 2000 µm ± 200 µm. The apparent hardness of the complete backing is 83 ± 6 IRHD
(International Rubber Hardness Degrees).
6. Hard backing. A composite consisting of a layer of polyester film bonded at its periphery
to cork, offset blanket or similar material. There is a small exhaust hole in the center of
the polyester disk to prevent the entrapment of air between the disk and the cork. The
apparent hardness of the assembly is 95 ± 2 IRHD.
7. Backing holders. Rigid disk, each recessed to accommodate a resilient backing disk. The
design and construction of the holder must be such that the applied clamping pressure is
transmitted to the test piece.
8. Clamping mechanism, allowing clamping of the test piece between the backing and
sensing head during the measurement cycle. The clamping system should allow the
selection of either of the following three clamping pressures; 490 ± 30 kPa, 980 ± 30
kPa, 1960 ± 30 kPa.
9. Measuring system. Any measuring system may be employed which is able to measure
the flow of air between the measuring land and the clamped test piece, convert it to the
“cube root mean cube gap” and display the roughness value in micrometers.
10. Variable area flowmeter instruments. Air leaking between the measuring land and the
test piece is collected and passed through a variable area flowmeter calibrated to read
directly in micrometers roughness. The range of such instrument is normally 0.6-6.0
micrometers and a number of variable area flowmeter, usually four, may be necessary to
cover the range. In the known commercial instrument of this type the flowmeters are
calibrated at a differential pressure of 6.2 ± 0.1 kPa and the pressure across the sensing
must be maintained at this value throughout the test by the measuring air regulator.
11. Impedance type instruments. The design and construction of the Print-surf measuring
head is such that the relationship between differential pressure and airflow, after
correcting for compressibility of air, is substantially linear below some limiting value of
differential pressure. It is therefore possible to calculate the airflow through the head by

comparing the pressure drop across the head with that across a known fluidic impedance
connected in series with it. The differential pressures can be readily measured with
suitable transducer outputs and the impedance value. One advantage of this type of
measuring system is that it is largely independent of measuring air pressure below a
certain limiting value. The measuring system shall make the measurements necessary to
calculate roughness of the test piece 4.5 ± 0.5 s after the application of the clamping
force.
TAPPI T-555 Testing Procedure
1. Carry out the test in the same atmospheric conditions as those used to condit ion the
sample.
2. Ensure that the instrument is located on a rigid horizontal surface free from vibration and
that it is level.
3. Ensure that calibration procedures specified by the manufacturer of the instrument or the
test laboratory have been complied with.
4. Select and fit the backing disk appropriate to the material being tested. In the absence of
specific guidance on backing selection it may be assumed that the hard backing should
be used for papers intended to be printed by the letterpress process. Papers intended to be
printed by other processes, and all boards should be rested using the soft backing.
5. Select the appropriate clamp pressure. The following table gives a guide to selection:
Hard backing, letterpress 1960 ± 30 kPa
Soft backing, letterpress 1960 ± 30 kPa
Soft backing, offset 980 ± 30 kPa
Soft backing, gravure 490 ± 30 kPa
6. Place the test specimens under the sensing head with the side to be tested facing
upwards. Carry out the test in accordance with the instructions given by the instrument
manufacturer. Most electronic type instruments make the measurement and calculate and
display the roughness automatically. If using a variable area flowmeter instrument take
care to select a flowmeter such that the indicated roughness value lies in the upper 80%
of the scale range. Read the top of the float between 3 and 5 s after application of the
clamping force.
7. Repeat step 6 for each of the other test specimens and calculate the arithmetic mean and
standard deviation for the side tested.

8. If result is required for the roughness of the other side of the paper or paperboard, take a
new set of test specimens and repeat steps 6 and 7 for the other side.

SMOOTHNESS OF PAPER
(BEKK METHOD)
TAPPI STANDARD T-479
This method is for determining the smoothness of individual surfaces of paper when under a
clamping pressure of approximately 100 kN/m2 and using an anvil with an effective area of
10,00 ± 0.05 cm2.
This test is an indirect measure of smoothness when the paper is under moderate pressure. At
other pressures, such as the higher pressure used in some printing presses, the ranking of
papers may be changed, depending upon the relative compressibilities of the papers being
compared. With some papers, radial air leakage may affect the result.
Summary
The specimen is clamped with a pressure of one atmosphere between a plain, circular anvil
having a small hole in its center and soft rubber pad. The time required to draw 10 mL of air
radially between the anvil and the specimen is measured, when a decreasing suction
averaging 49.3 kPa (370 mm of mercury) is applied to the hole.
Testing Instrument
The Automatic Bekk Smoothness Tester is a
micro processer controlled instrument for the
determination of smoothness of paper and board
according to the Bekk Method.
This air leak smoothness test is useful for very
smooth surface, for example, coated label papers,
coated free sheet, or other very smooth papers.
Test result generate with the Bekk tester have
shown excellent correlation with print smoothness
evaluations using offset link. Likewise, Bekk
results have shown good agreement with subjective evaluations of low angle illuminated

surface photomicrographs. Surface integrity is particularly important for printing papers. The
surface fibers must be sufficiently bonded to those beneath the surface and the coating bond
to the fiber matrix must be sound.
An innovative new feature is the Estimate Test Result. It was implemented to save the
operator time when setting up a new test series and choosing the pressure interval and volume
setting but also to save the operator time when doing a quick single test to see what the value
of the paper approximate will be. The ETR value is calculated after the test has been started
(50.55 kPa) based on the rate of rise of pressure. After 10 seconds the ETR value is
displayed. During the test the ETR value constantly re-calculated and updated until the ETR
value at 48.00 kPa is the same as the final test result.
Features:
1. Open throat design enables large samples to be conventiently tested for rapid set-up and
test.
2. Menu-driven software.
3. Air volumes 1/1 and 1/10th volume air receiver speeds up testing for smoother paper.
4. Pressure intervals 50.66-48.00 and 50.66-29.33 kPa.
5. Estimated Test Result: 10 seconds after start of test an ETR value is displayed, this
represent the expected result at test completion.
6. Calibration adjustment using Paper tabs.
7. System check to check if the vacuum system is alright.

8. List statistics on screen.
9. Multi-language standard.
10. RS-232 C serial data output.
11. Porosity Test Option.
12. Applications in Paper, Board.
13. Meets ISO 5627, TAPPI T-479, DIN 53107
Specifications
Model Single Head Model 58-05-00
Estimated Test Result Approx. 10 seconds
Menu Selectable Air volumes, Pressure interval
Data collection RS-232 C serial data output
Display Large black & white liquid crystal graphic high-contrast
Calibrations using Paper tabs
Pressure Interval 50.66-48.00 and 50.66-29.33 kPa
Range 0-99.000
Physical Specification
Dimentions W x D x H 390 mm x 530 mm x 415 mm (15.5 in x 21 in x 16.5 in)
Weight 51 kg (113 lb)
Electrical 110 VAC, 60 Hz, 150 VA or 220 VAC, 50 Hz, 150 VA
Air 600 kPa (instrument quality)
Alternative Language Options French, German, Spanish or Finnish
Standards
ISO 5627 Paper and board – Determination of smoothness (Bekk
method)
TAPPI T-479 Smoothness of Paper (Bekk Method)
DIN 53107 Paper and board roughness/smoothness
Testing instrument having:
1. An anvil with a circular, plain, glass surface, with a small hole (1-2 mm diameter) in its
center, the surface having an effective area of 10.00 ± 0.05 cm2. A capillary connected to
a suction chamber having a volume such that the addition of 10 mL of air at 23°C and

normal pressure causes its negative pressure to fall from 50.7 to 48.0 kPa (380 to 360
mm Hg).
2. A 4-mm-thick pad of soft butyl of EPDM rubber about 50 mm across with smooth
surface and a Shore Durometer hardness of 39 ± 5 units (A scale).
3. A platen (pressure disk) with means of applying a load of 100 ± 5N, including the disk
and rubber pad, to the specimen on the anvil.
4. Stopwatch or timer.
TAPPI T-479 Testing Procedure
1. Condition of specimens and test them in an atmosphere in accordance with TAPPI T 402
“Standard Conditioning and Testing Atmospheres for Paper, Board, Pulp Headsheet, and
Related Product.” Ensure that the apparatus is not subjected to any vibration during the
test.
2. Set the stopcock of the tester to position “P”. With gentle strokes of the vacuum pump,
raise the mercury column to slightly above 380 mm and turn the stopcock to position
“0”.
3. Place the specimen with the side to be tested in contact with the polished glass surface.
Lay the rubber pad on the paper and on top of this, center the pressure disk.
4. Gently bring the pressure bar down to a horizontal position, with the leveling screw
resting on the depression in the center of the disk. With the aid of the level, and by means
of the leveling screw, bring the pressure bar to level position.
5. After a waiting period of 1 min., during which the paper rapidly compact under the
applied pressure, turn the stopcock to position “M”, and by gently manipulating to the
fine regulating vent at the base of the air chamber, permit the mercury column to drop to
approximately 380 mm. Just before the mercury column reach 380 mm, close the fine
adjustment vent with a firm pushing-turning motion.
6. Various types of stopwatch or timing techniques or devices may be found in various
models of instrument conforming with the method. Visual observation of the drop of the
mercury column with manual timing with the stopwatch is describe in point 6.1. An
electromechanical method utilizing electrodes placed in the capillary column at
appropriate points to active a solenoid which operates the stopwatch is describe in point
6.2. An optical sensing device which detects the dropping of the mercury column past
the appropriate measurement points with its related timing device is describe in point 6.3

6.1 Visual / manual timing. At the instant the 380-mm mark is reached, start the
stopwatch and note the time required in seconds for the mercury column to drop
from 380 to 360 mm.
6.2 Electrode / electromechanical timing. As the mercury column drops past the 380-
mm mark, an electrical circuit is active causing a solenoid to start the stopwatch. As
the mercury column passes the 360-mm mark, an electrical circuit is active and the
solenoid is active to stop the stopwatch.
6.3 Optical / electrical timing. At the instant that the mercury column drops past the
380-mm mark, a light beam/photocell device actives an electrical circuit which starts
an electronic timer. At the instant the mercury column passes the 360-mm mark,
another light beam/photocell device actives an electrical circuit which stop the timer.
6.4 The time referenced in 6.1, 6.2, and 6.3 represents the time necessary for 10 mL of
air to pass between the plain surface and that of the test specimen.
7. Before removing the paper, turn the stopcock back to the “0” position.
8. If the time required for the 20-mm drop is over 300 s, instrument adaptation to change
the cavity size may be used. If the instrumental is equipped with a chamber one-tenth the
standard size, turn the stopcock to the one-tenth position, repeat the test on a separate
specimen, and multiply the observed time by 10. If the instrument is equipped with
chamber changing device, insert either the one-half or one-quarter volume plugs and
repeat the test on separate specimens, multiplying the observed time by either 2 or 4,
respectively.
9. Use a separate specimen for each test, because the pressure on the test specimen slowly
compacts the fibers.
10. Test five specimens each on wire and on the felt sides, respectively.

BURSTING STRENGTH OF PAPER
TAPPI STANDARD T-403
This method is designed to measure the maximum bursting strength of paper and paper
product having a bursting strength of 50 kPa up to 1200 kPa (7psi up to 175 psi) and in the
form of flat sheets of up to 0.6 mm (0.025 in.) thick. Materials that can be tested using this
method include newsprint, bag paper, fine paper, packaging paper, and printing papers. It is
not intended for use in testing corrugated, fiberboard, linerboard, or hardboards that tend to
cut the thin rubber diaphragm of the bursting tester. For testing paperboard and linerboard,
see TAPPI T 807 “Bursting Strength of Corrugated and Solid Fiberboard”. For tissue testing
see TAPPI T 570 “Resistance to mechanical penetration of sanitary tissue papers (ball burst
procedure)”.
Summary
The test specimen, held between annular clamps, is subjected to an increasing pressure by a
rubber diaphragm, which is expanded by hydraulic pressure at a controlled rate, until the test
specimen ruptures. The maximum pressure reading up to the rupture point is recorded as the
bursting strength.
Significance
Bursting strength is widely use a measure of resistance to rupture in many kinds of paper.
The test is relatively easy and inexpensive to make and appears to simulate some end use
requirements.
Definition
Burst strength of a material is defined as the maximum hydrostatic pressure required to
produce rupture of the material when a controlled and constantly increasing pressure is
applied through a rubber diaphragm to a circular area, 30.5 mm (1.20 in.) diameter. The area
of the material under test is initially flat and held rigidity at the circumference but is free to
bulge during the test.

Testing Instrument
Burst Testers are used as a multi-directional
tensile test to identify failure in the direction of
least resistance for evaluating physical strength
and fiber bond. Models are available to test a
variety of materials. These models can also be
fitted with a device to measure the deflection of
the sample prior to burst. The Burst tester is
designed to meet international standards for
tests on paper, foils, paper boards, corrugated
board, textiles etc.
Feature
Three (3) models to choose from to measure; Paper and film, Board and Corrugated, and
Textiles
Pneumatic sample clamping pressure is measured with a transducer and displayed in
bar/PSI
Compatible with GraphMaster™ PC based data collection and curve analysis software
Date of last calibration stored in memory (clamp pressure, bursting pressure, and height
gauge)
Menus allow programming to meet predefined test methods and international standards
Number of test performed with diaphragm stored in memory
Operation
The Burst Tester is designed for measuring the bursting strength of fabric materials subjected
to an increasing hydrostatic pressure. This pressure is applied to a circular region of the
specimen via an elastic diaphragm. The specimen is firmly held round the edge of this
circular region by a pneumatic clamping device. When the pressure is applied, the specimen
deforms together with the diaphragm. The bursting strength corresponds to the maximum
pressure supported by the specimen before failure. Identical, in the principle to the multi-
directional tensile test, Ball Burst Method for Fabrics, this measurement is independent from

the cutting direction of the sample (machine or cross) since the failure naturally occurs in the
least resistance direction.
The rubber diaphragms with specific thickness and shore hardness must have a bulge versus
pressure pattern within the tolerance of the standards related to the type of material tested.
Applications
Textiles, Fibers, Non-woven’s, Polyester, Fabrics and Felts etc.
Strength, stiffness, dye ability, resilience, fatigue elasticity, orientation and crystallinity.
Meets Standard
ISO 2758, ISO 2759, ISO 1328-2:1999, ISO 2960, ASTM D 3786, ASTM D-774, BS 4768,
TAPPI T403, TAPPI T807, TAPPI T810
Specifications
Model
13-60-00 EC35 13-61-00 EC36 13-62 EC37
Paper and Foils Paper boards and
Corrugated Board Textiles
Measuring Range 40-2000 kPa 0-725 psig (0-5000
kPa) 0-1015 psig
Dimension W x D x H 517 mm x 565 mm x 495 mm (20.35 in x 22.25 in x 19.5 in)
Weight 65 kg (143.3 lbs)
Electrical 110V/60Hz or 220V/50Hz
Air Instrument Quality 600 kPa (6 Bars)
Safety
One start button when safety hood covers the test area and two
start button, which has be pushed simultaneously when cover is up
to have a better view on the test area.
Option Height gauge to measure the height of the burst
Option Printer; small sized and handly roll printer delivers 40 column
tickets

Standards
ISO 2758 Paper. Determination of bursting strength
ISO 2759 Board. Determination of bursting strength
ASTM D 3786 Standard Test Method for Bursting Strength of Textile Fabrics -
Diaphragm Burst Method
ISO 1328-2:1999 Bursting properties of Fabrics
BS 4768 Determination of Bursting Strength and Bursting Distension
TAPPI
TAPPI T403 Bursting Strength of Paper
TAPPI T807 Bursting Strength of Paperboard and Linerboard
TAPPI T810 Bursting Strength of Corrugated and Solid
Fiberboard
Testing Instrument having:
1. A clamp for firmly and uniformly securing the test specimen without slippage during the
test. The clamp shall have two annular, grooved, parallel and preferably stainless steel
surfaces. The clamping forced should be adjustable to accommodate different strength
papers without specimen slippage. The minimum forces should be used to prevent
damage to the specimen under test without specimen slippage.
2. The upper clamping surface (the clamping ring) has a circular opening 30.50 mm (1.2
in.) ± 0.05 mm in diameter. To minimize slippage, the surface which in contrast with the
paper during test has either a continuous spiral or concentric V-grooves in the surface.
The continuous spiral is a 60° V-groove no less than 0.25 mm (0.010 in.) deep with a
pitch of 0.8 mm (1/32 in.). The groove starts 3.2 mm (1/8 in.) ± 0.1mm from the edge of
the circular opening. The concentric grooves are 60° V-grooves no less than 0.25 mm
(0.010 in.) deep and 0.9 mm (1/32 in.) ± 0.1 mm apart. The innermost groove is 3.2 mm
(1/8 in.) ± 1 mm from the edge of the circular opening. The diameter of the upper clamp
should be at least 48 mm.
3. The lower clamping surface (the diaphragm plate) has an opening 33.1 mm (1.302 in.) ±
0.1 mm in diameter. Its surface has a series of concentric 60° V-grooves 0.30 mm (0.012
in.) deep, 0.8 mm (1/32 in.) apart, the center of the first groove being 3.2 mm (1/8 in.)
from the edge of the opening. The thickness of the plate at the opening is 0.66 mm (0.026
in.). The lower edge which is in contact with the rubber diaphragm is rounded to and arc
of 6.4 mm (0.25 in.) radius to prevent cutting of the diaphragm when pressure is applied.

4. The clamping ring is connected to a clamping mechanism through a swivel-type joint or
other means to ensure an even clamping pressure. During test, the circular edges of the
openings in the two clamping plates are required to be concentric to within 0.25 mm
(0.01 in.). Use caution when working around pinch points.
5. A circular diaphragm made of natural or synthetic material. The diaphragm is clamped
between the lower clamping plate and the rest of the apparatus, so that before the
diaphragm is stretched by pressure underneath it, the center of its upper surface is below
the plane of the clamping surface. The pressure required to raise the free surface of the
diaphragm 9 mm (3/8 in.) above the top surface of the diaphragm plate is required to be
30 ± 5 kPa (4.3 ± 0.8 psi). In testing this, a bridge gage may be used, the testing being
carried out with the clamping ring removed. The diaphragm should be inspected
frequently for permanent distortion and if destroyed, replaced.
6. Means of applying controlled, increasing, hydrostatic pressure by a fluid, at the rate of
1.6 mL/s ± 0.1 mL/s to the underside of the diaphragm until the specimen burst.
7. The recommended fluid is USP (96%) glycerin. Purified ethylene glycol (not the
permanent types of radiator antifreeze with additives), silicone, vegetable oil, or other
low viscosity material may be substituted if desired.
8. The bursting resistance of paper increases with increased rate of loading. The rate of
strain must be maintained effectively constant to obtain reproducible results. Any air
present in the hydraulic system of the tester will lower the rate of distortion of the
specimen and must be substantially removed. Air is more commonly trapped under the
rubber diaphragm and in the tube of the gages.
9. A maximum-reading pressure gage of the Bourdon type, of appropriate capacity and with
a graduated circular scale 95 mm ( 3 ¾ in.) or more in diameter. Bourdon gauge should
have an accuracy of ±0.5% of the final scale value. The Bourdon gage should have an
accuracy of ±1% of reading.
10. The expansibility of a gage is a volume of liquid entering the gage tube per unit increase
in pressure, when air is absent. The gage expansibility must be within 15% of the
specified value.
11. To avoid overloading and possible damage to the gage, a preliminary bursting test should
be made with a high-capacity gage.
12. Pressure sensitive electronic gages are today widely replacing the Bourdon type gages.
The pressure transducer should be have an accuracy of ±0.2% of final scale value. The
advantages is that one sensor normally can handle the entire measuring range.

13. The pressure transducers must have at least an accuracy of 1% of measurement or ±10
kPa (1.5 psi) which ever provides the greater accuracy.
14. To avoid overloading and possibly damaging the transducer, a preliminary bursting test
should be made with a high-capacity transducer.
TAPPI T-403 Testing Procedure
1. Clamp a specimen securely in position, overlapping the specimen at all the points. Apply
the hydrostatic pressure as specified until the specimen ruptures, and record the
maximum pressure registered. Watch carefully for any movement of the unclamped
margin of the specimen. If slippage is indicated, discard the test and increase the
clamping pressure. Ifit appears that excessive clamping pressure damage the specimen,
discard the test and reduce the clamping pressure.
2. After each test return the pressure indicator gently to zero.
3. Make ten test on each side of the paper.

TENSILE PROPERTIES OF PAPER AND PAPERBOARD
(USING CONSTANT RATE OF ELONGATION APPARATUS)
TAPPI STANDARD T-494
This test method describes the procedures, using constant-rate-of-elongation equipment, for
determining four tensile breaking properties of paper and paperboard: tensile strength,
stretch, tensile energy absorption, and tensile stiffness.
This procedure is applicable to all types of paper and paperboard within the limitations of the
instruments used, whether the instruments perform horizontal or vertical tests or whether they
are manually operated or computer controlled. It is also applicable to handsheets, with
modifications, as specified in TAPPI T 220 “Physical Testing of Pulp Handsheet”. It does not
apply to combined corrugated board.
Definitions
1. Tensile strength, the maximum tensile force developed in a test specimen before rupture
on a tensile test carried to rupture under prescribed conditions. Tensile strength (as used
here) is the force per unit width of test specimen.
2. Stretch, the maximum tensile strain developed in the test specimen before rupture in a
tensile test carried to rupture under prescribed conditions. The stretch (or percentage
elongation) is expressed as a percentage, i.e., one hundred times the ratio of the increase
in length of the test specimen to the original test span.
3. Tensile Energy Absorption (TEA), the work done when a specimen is stressed to rupture
in tension under prescribed conditions as measured by the integral of the tensile strength
over the range of tensile strain from zero to maximum strain. The TEA is expressed as
energy per unit area (test span × width) of test specimen.
4. Tensile stiffness, the ratio of tensile force per unit width to tensile strain within the elastic
region of the tensile-strain relationship. The elastic region of the tensile-strain
relationship is the linear portion of the load-elongation relationship up to the elastic limit.
The elastic limit is the maximum tensile force above which the load-elongation
relationship departs from linearity. (Tensile stiffness is numerically equivalent to E • t,
where E is the modulus of elasticity and t is sample thickness.)

5. Breaking length, the calculated limiting length of a strip of uniform width, beyond
which, if such a strip were suspended by one end, it would break of its own weight.
6. Tensile index, the tensile strength in N/m divided by grammage.
Significance
1. Tensile strength is indicative of the strength derived from factors such as fiber strength,
fiber length, and bonding. It may be used to deduce information about these factors,
especially when used as a tensile strength index. For quality control purpose, tensile
strength has been used as an indication of the serviceability of many papers which are
subjected to a simple and direct tensile stress. Tensile strength can also be used as an
indication of the potential resistance to web breaking of papers such as printing papers
during printing on web fed press or the web fed converting operations. When evaluating
the tensile strength, the stretch and the tensile energy absorption for these parameters can
be of equal or grater importance in predicting the performance of paper, especially when
that paper is subjected to an uneven stress such as gummed tape, or a dynamic stress
such as when a sack full or granular material is dropped
2. Stretch (sometimes evaluated in conjunction with bending resistance) is indicative of the
ability of paper to conform to a desired contour, or to survive nonuniform tensile stress.
It should be considered important in all papers, but is of particular importance in papers
where stress-strain properties are being modified or controlled. This includes creped
paper, pleated paper, air-dried paper, and paper that has been made extensible through
mechanical compaction. Stretch may be used as an indication of the amount of crepe in
tissues, towels, napkins, and similar grades. Stretch is evaluated in decorative papers and
certain industrial grades such as paper tapes and packaging papers, both as an index of
how well the paper will conform in irregular shapes and, long with tensile energy
absorption, as an indication of the paper’s performance under conditions of either
dynamic or repetitive straining and stressing. Stretch has also been found important in
reducing the frequency of breaks on high-speed web fed printing presses such as are used
to print newspaper.
3. Tensile energy absorption is a measure of the ability of paper to absorb energy (at the
strain rate of the test instrument), and indicates the durability of paper when subjected to
either a repetitive or dynamic stressing or straining. Tensile energy absorption expresses
the “toughness” of the sheet. An example of this is a multi-wall sack that is subject to
frequent dropping. In packaging applications such as multi-wall sacks, favorable drop
test and low failure rates have been found to correlate better with tensile energy
absorption than with tensile strength.
4. Tensile stiffness tell of the stiffness of the sheet and often gives a better indication of the
mechanical response of the sheet to converting forces than does failure criteria.
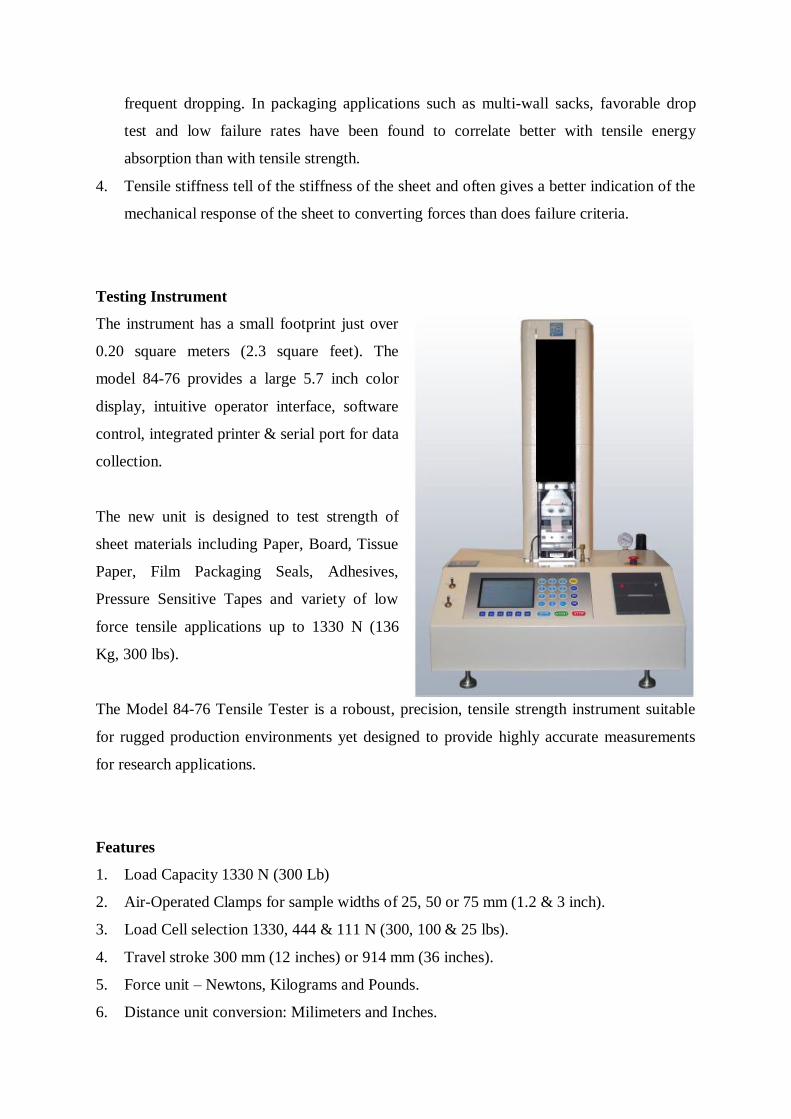
Testing Instrument
The instrument has a small footprint just over
0.20 square meters (2.3 square feet). The
model 84-76 provides a large 5.7 inch color
display, intuitive operator interface, software
control, integrated printer & serial port for data
collection.
The new unit is designed to test strength of
sheet materials including Paper, Board, Tissue
Paper, Film Packaging Seals, Adhesives,
Pressure Sensitive Tapes and variety of low
force tensile applications up to 1330 N (136
Kg, 300 lbs).
The Model 84-76 Tensile Tester is a roboust, precision, tensile strength instrument suitable
for rugged production environments yet designed to provide highly accurate measurements
for research applications.
Features
1. Load Capacity 1330 N (300 Lb)
2. Air-Operated Clamps for sample widths of 25, 50 or 75 mm (1.2 & 3 inch).
3. Load Cell selection 1330, 444 & 111 N (300, 100 & 25 lbs).
4. Travel stroke 300 mm (12 inches) or 914 mm (36 inches).
5. Force unit – Newtons, Kilograms and Pounds.
6. Distance unit conversion: Milimeters and Inches.

7. Large high contrast 5.7 inch color display for result and statistics.
8. Statistics include Average, Minimum, Maximum, COV and SD
9. RS232 serial output and built-in printer included.
10. Compatible with GraphMasterTM
PC based data collection and curve analysis software.
Application
1. Paper
2. Board
3. Tissue Paper
4. Adhesives
5. Peel Testing
6. Seal Strength
7. 180 Peel Strength
8. Bond Strength

Specification
Model 84-76-00-0001
Ranges
Measuring Range Load Capacity 1330 N (300 lb)
Load Cells 1330, 444 & 111 N (300, 100 & 25 lbs)
Accuracy ±5% of reading
Specimen Width up to 76 mm (3 inches)
Speed
Test Speed 5-300 mm/minute (2-12 inch/min)
Return Speed 5-300 mm/minute (2-12 inch/min)
Stroke length 300 mm (12 inches), or 914 mm (36 inches)
Force Units Newtons, Kilograms and Pounds
Distance Unit Conversion Milimeters and Inches
Statistic Display
Number of test
Highest value
Lowest value
Average
Standard deviation
Variation coefficient
Max number of test: 100
Machine Requirement
Power 120 V/220 V 50Hz/60 Hz
Safety Features
Overload protection electronically at 100% of measuring rage
during test
Overload protection during travel
Connections RS232C serial output, Built-in printer, GraphMaster
compatible
Internal Language English – Dutch – German – French – Spanish – Finnish –
Italian
Physical Specification
W x D x H 53 cm x 40 cm x 79 cm (21 in x 16 in x 31 in)
Weight 43 kg (95 lbs)
Standards
ISO 12625-4 Tissue Paper and Tissue Products-Part 4: Determination of
tensile strength, stretch at break and tensile energy absorption.
TAPPI T-494 Tensile properties of paper and paperboard (using constant
rate of elongation apparatus).
ISO 1924 Paper and Board – Determination of tensile properties – Part
3: Constant rate of elongation method (100 mm/min).
CPPA D34 Tensile Breaking Properties of Paper and Paper Board.
ASTM Standard Test Method for Seal Strength of Flexible Barrier
Materials.

Testing Instrument having:
1. Two clamping jaws, each with a line contact for gripping the specimen, with the line of
contact perpendicular to the direction of the applied load and with means for controlling
and adjusting the clamping pressure.
2. The clamping surfaces of the two jaws shall be in the same plan and so aligned that they
hold the test specimen in that plane throughout the test. The clamping lines shall be
parallel to each other within an angle of ± 1°, and shall not change more than 0.5° during
the test. The applied tensile force shall be perpendicular to the clamp lines within ±1°
throughout the test.
3. The distance between line contacts at the start of the test shall be adjustable and
resettable to ±0.5 mm (nominally 0.02 inch) for the specified initial test span.
4. The rate of separation of jaws shall be 25±5 mm/min (nominally 1.0 inch/min), or as
otherwise noted and once set shall be resettable and constant to ± 4%.
5. Recorder on indicator capable or indicting the actual force on the specimen within 1% or
0.1 N, whichever is greater.
6. Recorder speed or indicator shall be adjustable to provide a readability and accuracy of
±0.05% stretch.
7. Alignment jig to facilitate centering and aligning the specimen in the jaws, so that the
clamping lines of contact are perpendicular to the direction of the applied force and the
center line (long dimension) of the specimen coincides with the direction of applied
force.
8. Planimeter or integrator, respectively, to measure the area beneath the load-elongation
curve or to compute directly the work to rupture, with an accuracy of ±1%.
9. Specimen Cutter, for cutting specimens of the required width, with straight parallel sides.
10. Magnifier and scale or optical comparator, capable of measuring the specimen width to
the nearest 0.1 mm (0.004 in.).
TAPPI T-494 Testing Procedures
1. Perform the test in the testing atmosphere specified in T 402.
2. If the test specimen width is not known to 0.1 mm (nominally 0.004 in) (i.e., if a
previously evaluated precision cutter is not used), determine width and parallelism using
magnifier and scale. Lack of parallelism is indicated by a difference in width of the two
ends of specimen.
3. The testing machine shall be calibrated and adjusted as described in Appendixes A.1 and
A.2.
4. Set the clamps to an initial test span (distance between line contacts) of 180 ± 5 mm
(nominally 7.0 in.). determine and always reset this distance within ± 5 mm (nominally
0.002 in).
5. Set the controls for rate of separation of the jaws to 25 ± 5 mm/min (nominally 1.0
in.min). in cases where the time required to break a single strip exceeds 30 s, a more
rapid rate of jaw separation shall be used, such that the time to break a single strip will be
between 15 and 30 s. in such cases the reported, along with the test data.
6. Select recorder speed or indicator to give a readability equivalent to 0.05% stretch.
7. Select the full-scale reading, if possible, so that breaking force can be read in the upper
three-fourths of the scale. Make preliminary trial tests if necessary to determine full-scale
load.
8. Align and clamp the specimen firs in one jaw and then, after carefully removing any
noticeable slack, but without straining the specimen, in the second jaw. While handling
the test specimen, avoid touching the test area between the jaws with the fingers. Use a
clamping pressure determine to be satisfactory, so that neither slippage nor demage to the
specimen occurs. Automated instrument for which both jaw close simultaneously are
within the context of this method.
9. Test 10 specimens in each principal direction for each test unit.
10. Reject any value in which the test specimen slips in the jaws, break within the clamping
area, or shows evidence of uneven stretching across its width. Also reject any values for
test specimens which break within 5 mm of the more than 20% of the specimens for a
given sample are rejected, reject all readings obtained for that sample, inspect the
apparatus for conformance with specifications, and take any steps necessary to correct
the trouble.
11. If determine tensile strength and stretch, read and record the breaking force to 0.5% of
full scale and the elongation at break to the equivalent of 0.05% stretch.
12. Determine tensile energy absorption, record the integrator reading or use the planimeter
to determine the area under the load-elongation curve from zero load to the breaking
load.
13. If determine tensile stiffness, measure the strain at two force levels within the elastic
region of the tensile force-strain relationship. The lower of the force levels must be least
5 % of the apparent elastic limit, the higher not more than 75%, and the two force levels

must be separated by least 20% of the apparent elastic limit. For purposes of this
measurement, the apparent elastic limit is defined as the point at which the tensile force-
strain relationship departs from linearity. Alternately, the slope can be continuously
monitored, and the maximum value taken as the measure of tensile stiffness. Determine
the tensile stiffness, S, from:
St = (Δf • L) / (w • ΔL)
where:
St = Tensile stiffness, kN/m
Δf = difference between two force levels, kN
L = initial test length, m
w = initial specimen width, m
ΔL = change in length corresponding to Δf, m

INTERNAL TEARING STRENGTH OF PAPER
(ELMENDORF TYPE-METHOD)
TAPPI STANDARD T-414
This method measures the force perpendicular to the plane of the paper required to tear
multiple plies through a specified distance after the tear has been started using an Elmendorf-
type tearing tester. It does not measure edge-tear resistance. The measured results may be
used to calculate the approximate tearing resistance of a single sheet. It is not suitable for
single-ply tear testing.
For highly directional boards and papers, prepare specimens according to T 496 “Specimen
Preparation for Cross Directional Internal Tearing Resistance for Paper, Paperboard and
Related Materials”.
Caution is recommended in interpreting results from weakly bonded sheets, especially those
containing lightly refined long-fibered chemical pulps. The low rate of tear when multiple
plies are torn simultaneously may produce erroneously high results.
Summary
Multiple sheets of the sample material are torn together through a fixed distance by means of
the pendulum of an Elmendorf-type tearing tester. The work done in tearing is measured by
the loss in potential energy of the pendulum. The instrument scale is calibrated to indicate the
average force exerted when a certain number of plies are torn together (work done divided by
the total distance torn).
Significant
1. Several elmendorf-type tearing testers are available and in use throughout the world,
principally those of Australian, British, German, Swedish, and United States
manufacture. In addition, testing practices also vary, as is reflected in the related methods
for these countries or others listed. Instruments and practices in use vary in at least three
major respects :

a. The first difference is in the design of the pendulum sector. Instruments conforming to
the requirements specified under section 4 have a deep cutout in the pendulum sector
to prevent friction between the specimen and the pendulum. The oldest model,
without the deep cutout, permitted the specimen to come in contact with the sector
during the test and gave values, which have been observed to be as much as 10%,
varies as a function of instrument and different types and grammages of paper.
b. The second difference is in the design of the specimen clamps which, together with
the structural characteristics of the paper which govern the nature of the tear with
respect to its splitting tendencies during the test, can have an appreciable influence on
the mode of tearing and may result in significant differences. The clamps designs used
by some manufactures may vary even for their own models. Instruments are available
with pneumatically activated grips; their use minimizes variations due to differences
in clamping pressures exerted by manually tightened grips.
c. The third difference results from a combined variation in testers and testing practices.
As measured tearing resistance increases or decreases for different types of paper, it
may become so large or so small as to be outside the practical range of the instrument.
This problem may be overcome by changing the number of plies tested at one time.
The tearing length must never be varied in an effort to alter the pendulum capacity.
2. The foregoing, together with other lesser difference in design details between
instruments or testing practices, preclude specifying a tearing instrument and method that
would give essentially the same test results when using Elmendorf instruments of
differently design and manufacture. Even for one specific model, some procedural
variables such as the number of plies torn may alter the test values calculated on a single
sheet basis substantially.
Testing Instrument
The TMI Elmendorf Tear Tester is internationally recognized as a basic instrument for
performing one of the most important tests in quality evaluation. It is used to measure tear
resistance of many sheet materials, including: paper, board, textiles, non-wovens, films, foils,
and coated materials.

The instrument provides reading accuracy of ±1% of
the indicated reading when use with the standard
1600g pendulum. The interchangeable pendulums
available are as follows:
Pendulum
83-10-01 extra light 200 g 19.0 gcm
83-10-02 light 800 g 68.8 gcm
83-10-03 medium 1600 g 137.6 gcm
83-10-04 heavy 3200 g 275.2 gcm
83-10-05 extra heavy 6400 g 550.4 gcm
Applications
Paper, Foil, Film, Textiles, Nonwovens
Specifications
Model :83-10-00
Weight : 2.25 kg (10 lbs)
Dimensions W x D x H : 35.6 cm x 24 cm x 30.4 cm (14 in x 9.5 in x 12 in)
Standards
Conforms to TAPPI T-414, ASTM D1922, ISO 1974, as well as CPPA, APPITA, and SCAN
standards.
Options
Precision calibration check weights (15 to 2130g), set of 7 weights.
Pneumatic grips (requires min. 60 psi.)
Testing Instrument having
1. Elmendorf tearing tester, with cutout which prevents the specimen from coming in
contact with the pendulum sector during the test, and having the following elements:
a. A stationary clamp; a movable clamp carried on a pendulum formed by a sector of a
circle free to swing on a ball bearing; a knife mounted on a stationary post for starting
the tear; means for leveling the instrument; means for hokling the pendulum in a

raised position and for releasing instantaneously; and means for registering the
maximum are through which the pendulum swings when released.
b. The registering means may consist of a graduated scale mounted on the pendulum, a
pointer mounted on the same axis as the pendulum with constant friction just
sufficient to stop the pointer at the highest point reached by the swing of the sector,
and an adjustable pointer stop for setting the zero of the instrument.
c. The pointer and scale may be replaced by a digital readout unit which gives readings
of equivalent accuracy and precision.
d. With the pendulum in its initial position ready for a test, the clamps are separated by
an interval of 2.8 ± 0.3 mm and are so aligned that the specimen clamped in them lies
in a plane parallel to the axis of the pendulum, the plane making an angle of 27.5 ±
0.5˚ with the perpendicular line joining the axis and the horizontal line formed by the
top edges of the clamping jaws. The distance between the axis and the top edges of
the clamping jaws is 102.7 ± 0.1 mm. The clamping surface in each jaw is at least 25
mm wide and 15.9 ± 0.1 mm deep.
e. The instrument measures the energy (work done) used by the pendulum in tearing the
test specimen. To convert to average tearing force, the energy is divided by the total
distance through which the force is applied. This division may be accomplished by the
electronic in digital red-out instruments so that the read-out is directly in grams-force
or in millinewtowns (SI unit of force). For pointer and scale instruments, the scale
may be in millinewtowns or in grams-force for a specified number of plies; i.e., when
the specified number of plies are torn together, the scale reading gives the average
resistance (force) of a single ply.
f. Instruments of several capacities e.g., about 2000, 4000, 8000, 16.000, 32.000 mn
(200, 400, 800, 1600, 3200 gf) and perhaps others are available, with the several
capacities being by individual instruments, interchangeable pendulum sectors, or
augmenting weights. The instrument recognized as “standard” for this method has a
capacity of 1600 gf (SI equivalent 15.7 N); i.e., it has a pendulum sector of such mass
distribution that its 0 to 100 scale is a direct reading in grams-force per ply when 16
plies are torn together. For a 16-ply test specimen, the tearing distance K = 16 x 4.3
cm (tearing distance per ply) x 2 = 137.6 cm, the factor 2 being included since in
tearing a given length the forces is applied twice the distance. Likewise, for 16-ply
test specimen, the tearing energy per ply for a scale reading of 100 would then be 100
gf x 137.6 cm or 13760 gf cm (SI equivalent 1349.4 Mj). For some of the instruments

of different capacities where different numbers of plies are required, or when the
number of plies tested using the “standard” instrument differs from 16, different
values of K and/or the tearing energy per ply may be calculated, using the above
calculation as a model.
g. In the “standard’ instrument, the zero reading on the scale is at about 70˚ from the
center line (i.e., the vertical balance line when the pendulum hangs freely), the 100
reading is at about 21˚ from the center line, and a vertical force of 1057.3 ± 2.0 gf (SI
equivalent 10.369 ± 0.020 N) applied at 22.000 ± 0.005 cm from the pendulum axis is
required to hold the pendulum sector at 90˚ from its freely hanging position to give a
total capacity at 1600 gf ± 6.4 gf.
h. The cutting knife for the test specimen is centered between the clamps and adjusted in
height so that the tearing distance is 43.0 ± 0.2 mm; i.e., the distance between the end
of the slit made by the knife and the upper edge of the specimen is 43.0 ± 0.2 mm
when the lower edge of the 63.0 mm wide specimen rests against the bottom of the
clamp.
2. Specimen cutter. To insure parallel specimens 63.0 ± 0.15 mm wide with sharp and clean
edges, it is desirable to use the type having two hardened and ground base shears, twin
knives tensioned against the base shears, and a hold-down mechanism.
TAPPI T-414 Testing Procedure
1. Precondition, condition, and test the specimens in accordance with TAPPI T-402
“Standard Conditioning and Testing Atmosphere for Paper, Board, Pulp Handsheets, and
Related Products”.
2. Raise the pendulum sector to its position and set the pointer against its stop. Center the
specimen in the clamps with the bottom edge carefully set against the stops. Securely
clamp the specimen using approximately the same pressure on both clamps. Make the
initial knife cut. Depress the pendulum stop quickly as far as it will go to release the
pendulum. Hold down the stop until after the tear is completed and catch the pendulum
on the return swing without disturbing the position of the pointer.
3. Make only one test per specimen, each specimen consisting of the same number of plies.
Make tests alternately with the wire side of all the plies of a specimen facing the
pendulum and with the wire sides of all the plies away from the pendulum. Make certain
that the specimen leans toward and not away from the pendulum by gently bending the

specimen at the clamp if necessary ,but in doing so avoid affecting the moisture content
of the test area.
4. Record the scale readings to the nearest half division; also record the number of plies
used in the specimen.
5. If the sheets split extensively when being torn, report this. If the line of tear fails to pass
through the top edge of the specimen but deviates to one side, note and report this, but do
not use the reading so obtained. If more than one-third of the tests exhibit this behavior,
this method should not be used for the material concerned. Preparing the test specimens
according to T-496 “Specimen Preparation for Cross Directional Internal Tearing
Resistance for Paper, Paperboard and Related Materials” may alleviate this problem.
6. Calculate the average tearing force in milinewtons and, if desired, in grams-force
required to tear a single play as follows:
a. For the standard 1600-gf instrument with 0-100 scale:
Average tearing force, mN = (16 x 9.81 x average scale reading) / number of plies
Average tearing force, gf = (16 x average scale reading) / number of plies
b. If an instrument has an SI metric scale (e.g., 0-1000 graduations)
Average tearing force, mN = (16 x avg. scale reading x capacity, N) / (number of
plies x 15.7 N)
Average tearing force, gf = (16 x avg. scale reading x capacity, N) / (9.81 X
number of plies x 15.7 N)
c. If an instrument has a direct-reading scale (e.g., digital read-out) that directly gives the
force per ply when preset for the number of plies:
Average tearing force, mN = scale reading if directly in milinewtons, or
= 9.81 x scale reading if in grams-force
Average tearing force, gf = scale reading / 9.81, if scale is in milinewtons, or
= scale reading if directly in grams-force

ABRASION LOSS OF PAPER AND PAPERBOARD OF PAPER
(WAX PICK TEST)
TAPPI STANDARD T-459
This method, applicable to uncoated and coated papers, is designed to measure the surface
strength of paper or its resistance to picking. It is not applicable to loosely felted papers such
as blotters or roofing felts nor to some coated papers containing thermoplastic resins in the
coating adhesive.
Summary
In this test, calibrated sealing waxes with increasing adhesive power are pulled from the
surface of the specimen. The highest number of the wax in the series which does not distrub
the surface of paper is the numerical rating of the pick.
Significance
1. Many printing and converting operations require the surface of the paper to have
sufficient z-direction strength to give satisfactory result. Since no absolute values are
obtained with this method, test result should be correlated with actual performance of the
material during the subsequent coating, converting, printing or packaging operation.
2. For coated paper, where a significant portion of the casein or starch coating adhesive has
been replaced with a thermoplastic resin, this is very little, if any, correlation between
printing press performance and wax test result. The molten wax forms a stronger bond
with the coating containing thermoplastic resin and the resulting pick causes the paper to
appear weak, when in fact it is not.
3. For these sheets containing latex and similar substances, a more direct method
employing the actual medium to be applied is recommended.

Definitions
1. Pick, a pick occurs when the surface of the paper specimen blisters, breaks, or lifts and or
paper or coating substance adheres to the surface of the wax.
2. Critical wax strength number, the average highest numerical designation of the wax that
does not disturb the surface of the paper.
Testing Instrument
Dennison type Wax Pick Testing is for the
evaluation of surface strength on the paper
and paperboard. Waxes are heated and
applied to the surface of the sheet. After
cooling, they are pulled from the surface
and wax stick is checked to see if it has
pulled fiber or coating from the surface.
The highest value wax which does not
rupture the surface is reported as the pick
strength of the sheet.
This traditional test has been used for many years and is well known in all parts of the world.
It is simple, easy to use, and inexpensive.
Applicable standards: TAPPI T-459
For testing in accordance with TAPPI method T-459
Application
The integrity of a paper or board surface depends both on the characteristics of the fiber
matrix and those of the applied coating. The fibers must be as evenly distributed as possible,
be “keyed” into the sheet with sufficient bonding to adjacent fibers and have liquid
absorption properties to give the correct “bleed” into the sheet of the coating adhesive or
binder and the water dispersant.
The coating must have the correct ratio of pigment and binder to correlate both with the base
paper quality to ensure strong adhesion, also to give the desired “finish” to the product. The

degree of adhesion and hence surface integrity maintained under condition imposed by
subsequent drying, calendaring and printing operations is widely measure with Dennison
waxes.
Testing Instrument having
1. Heating device, such as: Bunsen burner, alcohol lamp, propance torch, or electric heat
element.
2. Wooden block, about 90x40x10 mm having a 30 mm diameter hole with an edge about 3
mm from one end.
3. Work surface that is smooth, hard, and a poor conductor of heat, such as wood, (Glass,
metal, or artificially cooled surface are unsuitable).
TAPPI T-459 Testing Procedure
1. Precondition, condition, and test the specimens in an atmosphere in accordance with
TAPPI T 402.
2. Place a test specimen on the work surface. Select wax sticks estimated to have less
adhesiveness than will disturb the surface of the specimen. Clean the end with a sharp
blade or if necessary by melting off any paper or coating residue.
3. Heat the end in a low flame or by electrical heat element, rotating the sticks slowly
between the thumb and finger until several drops of melted wax have fallen, but do not
let the sticks catch fire. Also the molten wax should not “bubble” which indicates wax is
too hot. The entire surface-should be molten wax.
4. Quickly place the melted end of the wax sticks on the surface of the paper specimen with
film, but not undue, pressure so that the end spreads out to about 20mm diameter, and
with draw the fingers immediately, allowing the wax sticks to stand vertically on the
paper.
5. Allow the wax to cool for at least 15 min and not more than 30 min. Place the wooden
block with the hole over the vertical stick of wax so that the stick protrudes through the
hole, press the block down firmly with one hand to prevent the paper from wrinkling or
tearing, and with the other pull the wax from the sheet with a quick jerk at right angles to
the paper surface.

6. Examine both the tip of the wax and the paper specimen under normal reading
illumination with no magnification. There must be definite indication of fibers or coating
disturbed to called a pick or surface rupture.
7. If the surface is not ruptured, repeat the test, using the same specimen with wax or
ascending numerical order until the surface of paper specimen blisters, breaks, picks or
lifts. Test a minimum of five specimen on their wire side and five other specimen on
their top side, or if not identifiable as such, five each from the two different sides of the
paper.
8. Record the highest numerical designation of the wax that does not disturb the surface of
the paper and average the result on each side to the nearest wax number.
Caution: wax is hot and will burn skin if molten wax comes in contact with hands.

AIR RESISTANCE OF PAPER
(GURLEY METHOD)
TAPPI STANDARD T-460
This method is used to measure the air resistance of approximately 6.45 sq. cm. (1 sq. in.)
circular area of paper using a pressure differential of 1.22 kPa. The recommended range of
the liquid column instrument is from 5 to 1800 second per 100 mL cylinder displacement. For
more impermeable paper the time requirements become so excessive that order techniques
are preferable.
This method measures the volume of air that passes through the test specimen, along with any
possible leakage of air across the surface; therefore it is unsuitable for rough-surface papers
which cannot be securely clamped so as to avoid significant surface and edge leakage.
For a similar method of measuring air resistance that tests paper at a higher pressure (approx.
3 kPa), and has higher resolution in measuring smaller air volumes, refer to TAPPI T-536.
For a method of measuring air permeance at pressures up to 9.85 kPa, using both smaller and
larger test areas, refer to TAPPI T-547.
Summary
This method measures the amount of time required for a certain volume of air to pass through
a test specimen. The air pressure is generated by a gravity-loaded cylinder that captures an air
volume within a chamber using a liquid seal. This pressurized volume of air is directed to the
clamping gasket ring, which holds the test specimen. Air that passes through the paper
specimen escapes to atmosphere through holes in the downstream clamping plate.
Significance
The air resistance of paper may be used as an indirect indicator of Z-directional fluid
permeance, as well as other variables such as: degree of refining, absorbency (penetration of
oil, water, etc.), apparent specific gravity, and filtering efficiency for liquid or gases. Air
resistance is influenced by the internal structure and also the surface finish of the paper.
Internal structure is controlled largely by the type and length of fibers, degree of hydration,

orientation, and compaction of the fibers; as well as the type and amount of fillers and sizing.
The measurement of air resistance is a useful control test for machine production; but due to
the number and complexity of factor outlined above; careful judgement should be used in the
specification limits for air resistance.
Definition
Air resistance is the resistance to the passage of air, offered by the paper structure, when a
pressure difference exists across the boundaries of the specimen. It is quantified by obtaining
the time for a given volume of air to flow through a specimen of given dimensions under a
specified pressure, pressure difference, temperature, and relative humidity.
Testing Instrument
Densometer, model 58-03 measures air permeability
(Gurley type) of sheet like materials including Paper,
Paperboard and nonwovens. Porosity of paper or
density is an important measurement when simulating
conditions where paper is picked up under vacuum.
Air resistance by the Gurley method measures the
amount of time in seconds for a specific volume of
air to pass through the voids in a sheet of paper under
a specified clamping pressure.
Application
Liner, Paper, Tissue, Printing
Instrument Size
D x H x W: 254 mm X 508 X 254 mm
(10 x 20 x 10 in.)
Weight: 22.6 kg (39 lbs)

Connection
Electrical: Specify voltage requirements when ordering
Standards
Meets TAPPI T460, ASTM D725, D726, D202, ISO 5636/5, BS 5926, CPPA D.14, SCAN
P19, and AS/NZ 1301.420
Features
• Built-in leveling base
• Built in automatic digital timer
• RS-232 output
• User-selectable measuring volume
• Standard 1” orifice
• 20 ounce cylinder
• Factory installed smoothness arm ready for
Optional Smoothness/Softness kit.
TAPPI T-460 Testing Procedure
1. Place the instrument on a level surface, free of vibrations, so that the outer cylinder is
vertical. Fill the outer cylinder with sealing fluid to a depth of about 125 mm, as
indicated by a ring on the inner surface of the cylinder or to a depth specified by the
instrument manufacturer.
2. Raise the inner cylinder before inserting the specimen in the test clamp until its rim is
supported by the catch. Clamp the specimen between the clamping plates. Some versions
use a hand-tightened capstan (jackscrew), while other versions are equipped with an
eccentric cam lifting mechanism. Since the capstan version has no measurement or
control of the clamping force, tighten with care in order to ensure proper specimen
sealing. Over tightening, as well as under tightening, can cause erroneous results.
Excessive clamping force may overstress the structural parts of the instrument and affect
the parallel alignment of the upper and lower gasket surfaces. The eccentric cam lifting
mechanism is actuated by turning one of the two knobs to the left or to the right of the
lifting assembly. This self-locking design decreases the potential of using excessive
clamping force. After the specimen is properly clamped, gently lower the inner cylinder
until it floats.
3. As the inner cylinder moves steadily downward, measure the number of seconds, to the
nearest 0.1 s, required for the inner cylinder to descend from the 150 mL mark to the 250
mL mark, referenced to the rim of the outer cylinder.
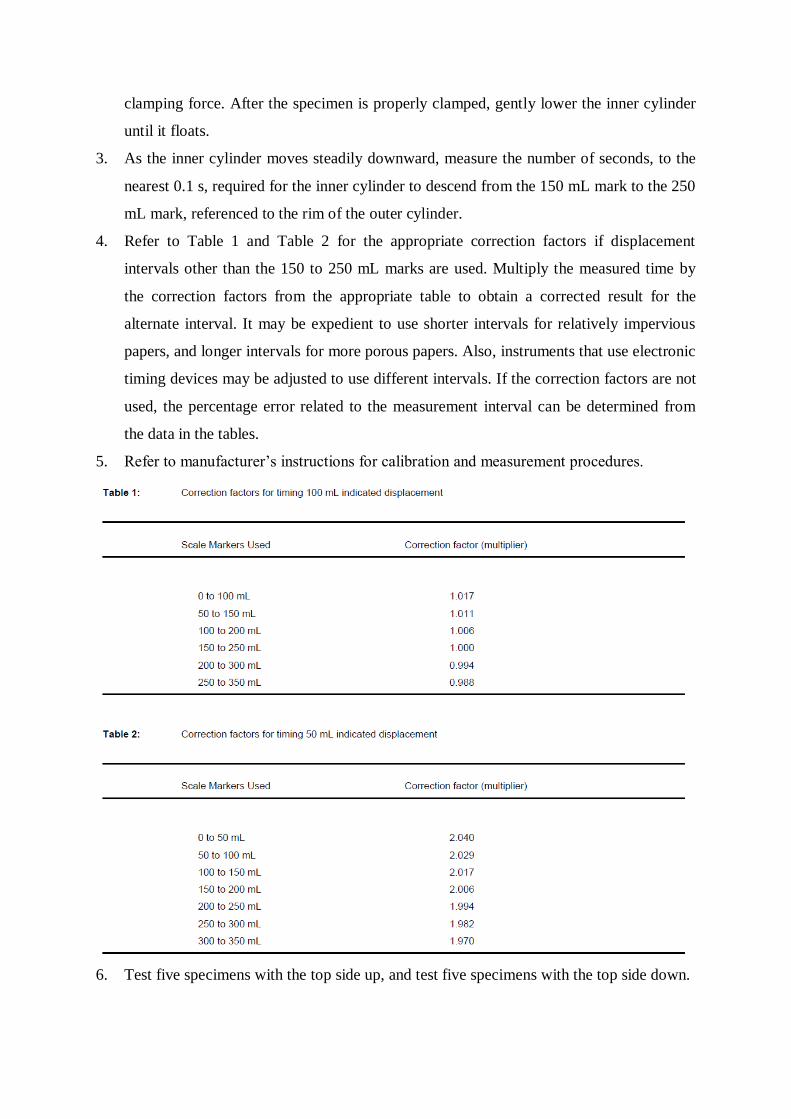
4. Refer to Table 1 and Table 2 for the appropriate correction factors if displacement
intervals other than the 150 to 250 mL marks are used. Multiply the measured time by
the correction factors from the appropriate table to obtain a corrected result for the
alternate interval. It may be expedient to use shorter intervals for relatively impervious
papers, and longer intervals for more porous papers. Also, instruments that use electronic
timing devices may be adjusted to use different intervals. If the correction factors are not
used, the percentage error related to the measurement interval can be determined from
the data in the tables.
5. Refer to manufacturer’s instructions for calibration and measurement procedures.
6. Test five specimens with the top side up, and test five specimens with the top side down.

BENDING RESISTANCE OF PAPER AND PAPERBOARD BY SINGLE-POINT
BENDING METHODS
TAPPI STANDARD T-556
This procedure is used to measure the bending resistance of paper and paperboard in the
machine directions, by determining the bending resistance in mN of a 38 mm (1.5 in.) wide
vertically clamped sample, at 15° or 7.5° deflection. For this method the standard bending
angle is 15 ± 0.1°. For specimens that break or are otherwise unsuitable at 15° a bending
angle of 7.5 ± 0.1° shall be used.
Definitions
1. Bending resistance, the resistance offered to a bending force by a rectangular specimen,
which is clamped along one side, measured under specified conditions. The bending
resistance is considered to be measured towards the side (felt or wire) that is concave
during bending. Bending resistance is commonly referred to as “stiffness”, however, this
is incorrect for the engineering meaning of the wording.
2. Machine direction bending resistance, the bending resistance of a specimen, clamped
with its machine direction perpendicular to the line of clamping.
3. Cross direction bending resistance, the bending resistance of a specimen, clamped with
its cross direction perpendicular to the line of clamping.
Testing Instrument
Model 79-25 is a user-friendly microprocessor
controlled instrument to determine the bending
resistance of paper, paperboard, plastic film,
medical tubing, and wire. Bending stiffness is a
characteristic associated with the rigidity of a
material. This property is related to the modulus
of elasticity of the material’s stiffness.

What makes our Bending Resistance instrument so unique is its versatility and accuracy.
Bending forces are measured at selectable bending angles from 5.0 to 90°. The instrument is
available with a 100 or 1000 gram precision load cell. The advanced data acquisition system
senses forces down to 0.5g. Materials can range from 5 to 50mm in length, up to 2.5mm
thick.
Operation Details
The Bending Resistance Tester is an important property designed to determine the force
required to deflect a material through a defined angle at a defined bending length. The testing
sequence is completely automatic. When the pneumatic clamp is closed the clamp begins to
turn at a slow speed until the sample contacts the load cell and a positive force is recorded. At
this point, the instrument zeros the measuring electronics and starts to record force, angle and
time. The test clamp turns at 5 degrees per second to the selected angle and then returns to the
home position. Immediately after the test is finished, the peak angle is displayed and the
pneumatic clamp will open. Optional GraphMaster software will also record force, angle and
time has the capability to provide a real-time test curve during the measurement for additional
analysis and review.
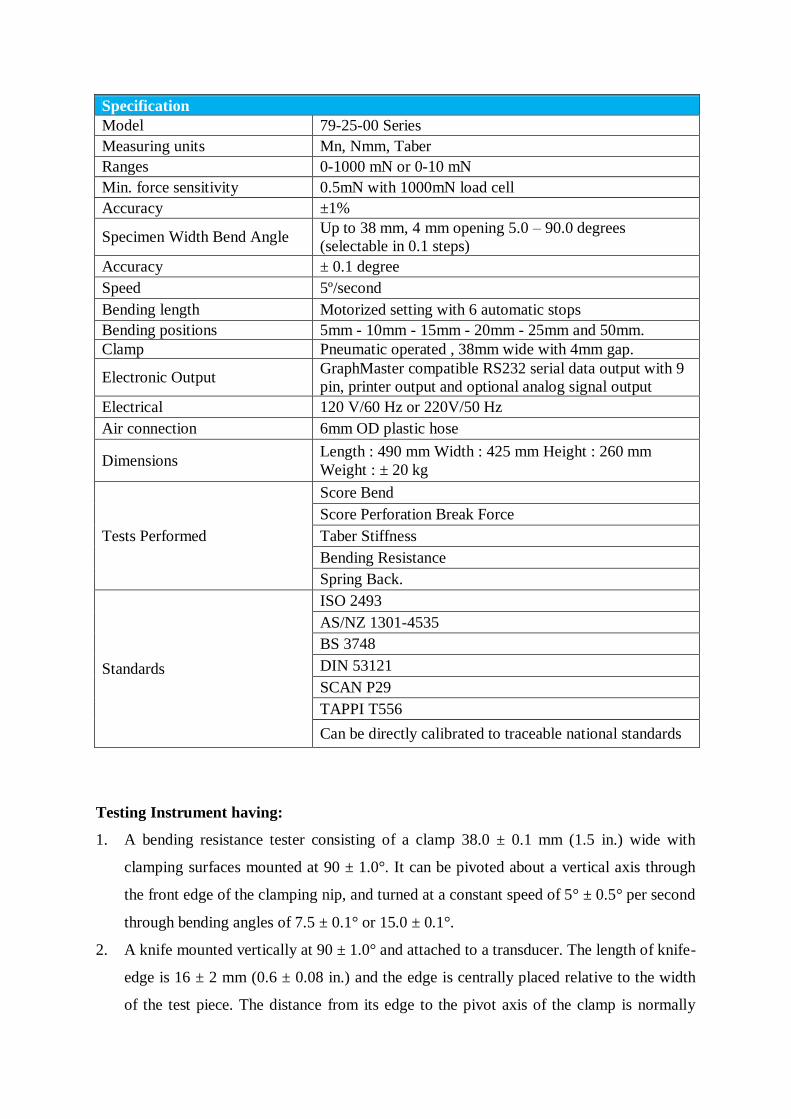
Specification
Model 79-25-00 Series
Measuring units Mn, Nmm, Taber
Ranges 0-1000 mN or 0-10 mN
Min. force sensitivity 0.5mN with 1000mN load cell
Accuracy ±1%
Specimen Width Bend Angle Up to 38 mm, 4 mm opening 5.0 – 90.0 degrees
(selectable in 0.1 steps)
Accuracy ± 0.1 degree
Speed 5º/second
Bending length Motorized setting with 6 automatic stops
Bending positions 5mm - 10mm - 15mm - 20mm - 25mm and 50mm.
Clamp Pneumatic operated , 38mm wide with 4mm gap.
Electronic Output GraphMaster compatible RS232 serial data output with 9
pin, printer output and optional analog signal output
Electrical 120 V/60 Hz or 220V/50 Hz
Air connection 6mm OD plastic hose
Dimensions Length : 490 mm Width : 425 mm Height : 260 mm
Weight : ± 20 kg
Tests Performed
Score Bend
Score Perforation Break Force
Taber Stiffness
Bending Resistance
Spring Back.
Standards
ISO 2493
AS/NZ 1301-4535
BS 3748
DIN 53121
SCAN P29
TAPPI T556
Can be directly calibrated to traceable national standards
Testing Instrument having:
1. A bending resistance tester consisting of a clamp 38.0 ± 0.1 mm (1.5 in.) wide with
clamping surfaces mounted at 90 ± 1.0°. It can be pivoted about a vertical axis through
the front edge of the clamping nip, and turned at a constant speed of 5° ± 0.5° per second
through bending angles of 7.5 ± 0.1° or 15.0 ± 0.1°.
2. A knife mounted vertically at 90 ± 1.0° and attached to a transducer. The length of knife-
edge is 16 ± 2 mm (0.6 ± 0.08 in.) and the edge is centrally placed relative to the width
of the test piece. The distance from its edge to the pivot axis of the clamp is normally
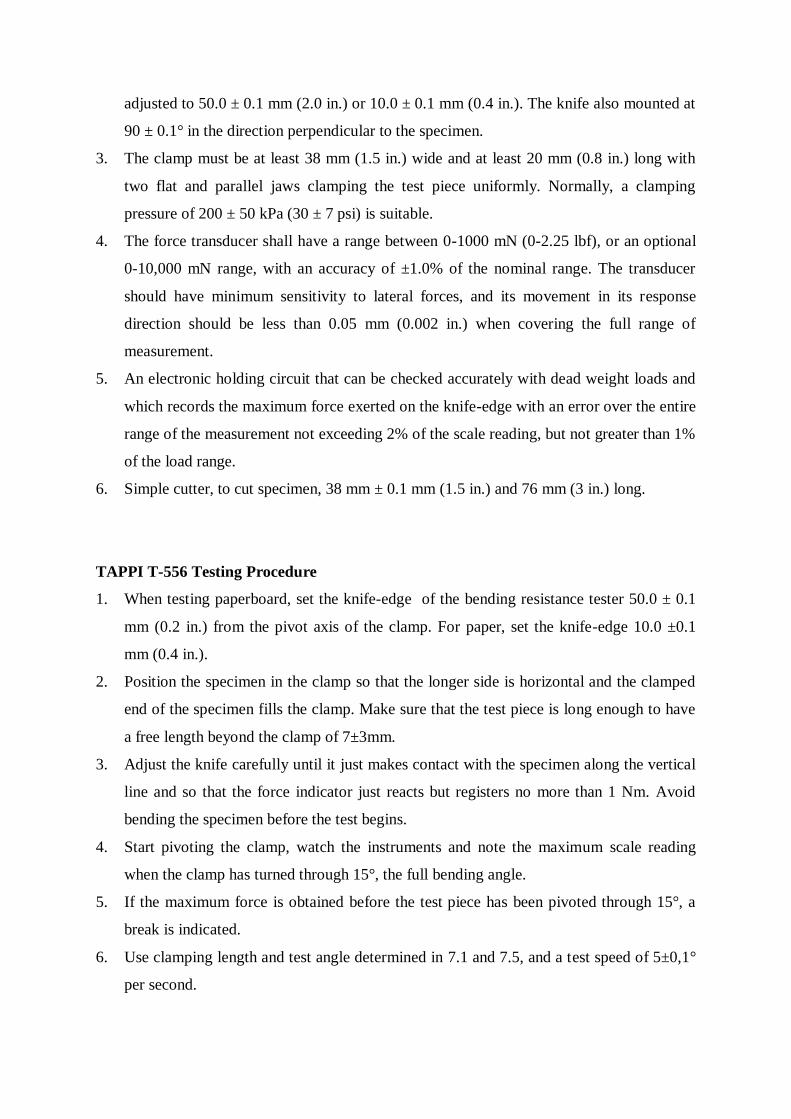
adjusted to 50.0 ± 0.1 mm (2.0 in.) or 10.0 ± 0.1 mm (0.4 in.). The knife also mounted at
90 ± 0.1° in the direction perpendicular to the specimen.
3. The clamp must be at least 38 mm (1.5 in.) wide and at least 20 mm (0.8 in.) long with
two flat and parallel jaws clamping the test piece uniformly. Normally, a clamping
pressure of 200 ± 50 kPa (30 ± 7 psi) is suitable.
4. The force transducer shall have a range between 0-1000 mN (0-2.25 lbf), or an optional
0-10,000 mN range, with an accuracy of ±1.0% of the nominal range. The transducer
should have minimum sensitivity to lateral forces, and its movement in its response
direction should be less than 0.05 mm (0.002 in.) when covering the full range of
measurement.
5. An electronic holding circuit that can be checked accurately with dead weight loads and
which records the maximum force exerted on the knife-edge with an error over the entire
range of the measurement not exceeding 2% of the scale reading, but not greater than 1%
of the load range.
6. Simple cutter, to cut specimen, 38 mm ± 0.1 mm (1.5 in.) and 76 mm (3 in.) long.
TAPPI T-556 Testing Procedure
1. When testing paperboard, set the knife-edge of the bending resistance tester 50.0 ± 0.1
mm (0.2 in.) from the pivot axis of the clamp. For paper, set the knife-edge 10.0 ±0.1
mm (0.4 in.).
2. Position the specimen in the clamp so that the longer side is horizontal and the clamped
end of the specimen fills the clamp. Make sure that the test piece is long enough to have
a free length beyond the clamp of 7±3mm.
3. Adjust the knife carefully until it just makes contact with the specimen along the vertical
line and so that the force indicator just reacts but registers no more than 1 Nm. Avoid
bending the specimen before the test begins.
4. Start pivoting the clamp, watch the instruments and note the maximum scale reading
when the clamp has turned through 15°, the full bending angle.
5. If the maximum force is obtained before the test piece has been pivoted through 15°, a
break is indicated.
6. Use clamping length and test angle determined in 7.1 and 7.5, and a test speed of 5±0,1°
per second.

7. Use each specimen only once. Test 10 specimens in the cross machine and 10 in the
machine direction. For each direction test 5 specimens toward the wire side and 5 toward
the felt side.

REFERENCE
TAPPI T403 Bursting strength of paper
TAPPI T414 Internal tearing resistance of paper (Elmendorf type-method)
TAPPI T459 Surface strength of paper (wax pick test)
TAPPI T460 Air resistance of paper (Gurley method)
TAPPI T479 Smoothness of paper (Bekk method)
TAPPI T494 Tensile properties of paper and paperboard (using constant rate of
elongation apparatus)
TAPPI T555 Roughness of paper and paperboard (Print-surf method)
TAPPI T556 Bending resistance of paper and paperboard by single-point bending
method
http://testingmachines.com





























