Embed Size (px)
Citation preview

Stainless Steel World 99 Conference
SSW99-042
PAGE 331
Development of weldable martensitic stainless steel line pipe by HF-ERW processAuthors: Naoshi Ayukawa (Pipe & Tube Sales Dept, Nippon Steel Corporation, Japan), Hideyuki Nakamura (Nagoya R&D Lab-oratories, Nippon Steel Corporation, Japan), Motofumi Koyuba (Pipe Dept, Nagoya Works, Nippon Steel Corporation, Japan), Akihiro Miyasaka (Nagoya R&D Laboratories, Nippon Steel Corporation, Japan), Manabu Ueda (Pipe Dept, Nagoya Works, Nip-pon Steel Corporation, Japan), Hitoshi Asahi (Steel Research Laboratories, Nippon Steel Corporation, Japan), Koichi Nose (Steel Research Laboratories, Nippon Steel Corporation, Japan),
Abstract
A new type of martensitic stainless steel line pipe having excellent weldability and high corrosion resistance in wet CO2 environments manufactured by the high-frequency electric-resistance welding (HF-ERW) process was developed on a commercial scale. The newly developed pipe is characterised by greater produc-tivity compared with the conventional martensitic stainless steel seamless pipes, higher dimensional accuracy, in respect of thickness and outside diame-ter and capability of manufacturing thin-ner-wall pipes.
1 Introduction
Recently, oil wells and natural gas wells containing considerable amounts of carbon dioxide (CO2) have been increasingly going into service, and martensitic stainless steel oil country tubular goods (OCTG) (ex. AISI 420) are used for such environments. As for line pipe use, however, martensitic stainless steel pipes have not been popular because of its poor weldability. Although some new types of seamless martensitic stainless steel pipe with improved weldability have been developed (refs 1, 2) and going into service since a few years ago, no HF-ERW martensitic stainless steel pipe has been fully developed.In this study, we have developed, on com-mercial scale, a new HF-ERW martensitic stainless steel line pipe with excellent field weldability and corrosion resistance in wet CO2 environment. The newly developed steel contains 11–13% Cr. It also contains Ni and a little amount of Mo. Amounts of C and N are extremely low. The well-control-led chemical composition makes it possible to obtain high corrosion resistance and good weldability at the same time. As for manufacturing process, we have developed
a new method for inert gas shielding in seam welding process. This prevents Cr oxide formation during seam welding, and sound weld seam has been obtained.The newly developed HF-ERW martensitic stainless steel line pipe has higher produc-tivity than seamless martensitic stainless line pipes. In addition, it has higher dimen-sional accuracy, and thinner wall thickness is available.In the following, the design concept for material, the manufacturing process, and the dimensional and mechanical properties of the trial products are described. The mechanical properties and corrosion resis-tance of the HF-ERW portion and the welded joint are also described.
2 Concept of materials design
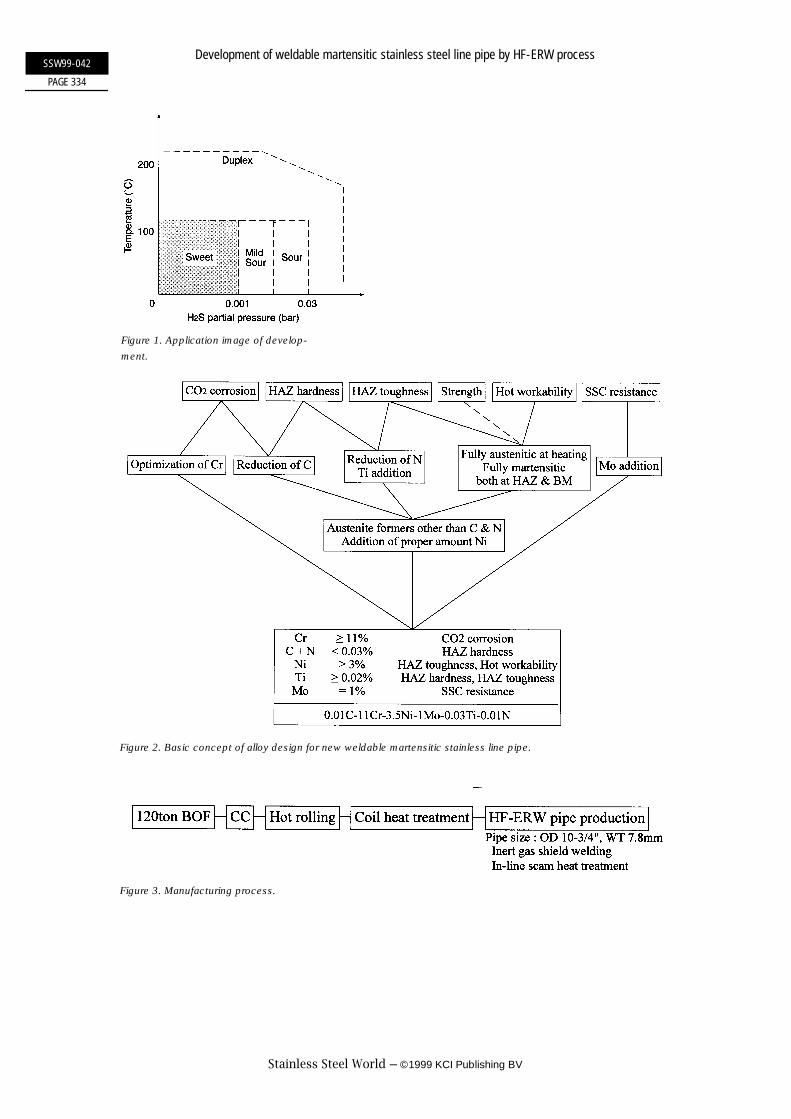
2.1 Target propertiesFigure 1 shows the service environment of martensitic stainless steel line pipes. The target of the development was to obtain a martensitic stainless steel that has suffi-cient corrosion resistance in the wet CO2 environment shown in figure 1. Table 1 shows the target properties including mechanical ones. The target low-tempera-ture toughness in the base metal, the ERW portion and the welded joint was set at 40J or above in terms of the absorbed energy at –20°C in the Charpy V-notch impact test. Girth welding was assumed to be carried out without pre-heating and post weld heat treatment (PWHT). Target strength grade was set at American Petroleum Institute (API) X80 considering the matching with weld materials.
2.2 Basic conceptFigure 2 shows the basic concept to obtain weldable martensitic stainless steel line pipes having tough welded joint, excellent weldability and high corrosion resistance. To obtain good CO2 corrosion resistance,
Stainless Steel World – ©1999 KCI Publishing BV

Development of weldable martensitic stainless steel line pipe by HF-ERW process
SSW99-042
PAGE 332
Cr content must be 11% or above. Lower C and N contents are required to keep the hardness in the heat-affected zone (HAZ) from increasing. To prevent the formation of coarse δ-ferrite that impairs the toughness of the HAZ, Ni, which is a γ-phase stabilis-ing element other than C and N, is added to produce a fully martensitic structure in the HAZ. Mo is added to increase the sulphide stress cracking (SSC) resistance in the wet CO2 environments containing trace amounts of H2S (0.001 bar or below).
3 Trial products of HF-ERW pipe
3.1 Chemical composition and manufacturing process
Table 2 shows the chemical composition of the ultra-low C, ultra-low N, 11% Cr, 3.5% Ni and 1% Mo steel developed. Figure 3 shows the manufacturing process. Air cool-ing after hot rolling forms a homogeneous martensitic structure in the base metal. The obtained strip was annealed below the Ac1 temperature to reduce the strength to desired level. This strip was formed into a pipe by HF-ERW process with a diameter of 103/4 in. in a most advanced ERW pipe mill at Nagoya Works. Welding was done in an inert-gas atmosphere so as to prevent the formation of chromium oxide and in-line seam heat treatment was applied to reduce the ERW portion hardness.
3.2 Mechanical properties and microstructure
3.2.1 StrengthTable 3 shows the results of tensile tests for the base metal and HF-ERW portion. Because of the proper heat treatment applied to the hot-rolled strip, strength of the X80 grade was stably obtained. The tensile test specimen containing the HF-ERW portion ruptured in the base metal after tensile test. This showed that good welding was done. Strength at elevated temperatures are illustrated in figure 4. A decline in yield strength with increasing temperature was small. The yield strengths at temperatures from 100 to 150°C, which are expected service temperatures, were as high as those at a room temperature.
3.2.2 ToughnessFigure 5 shows the results of the Charpy impact test on the base metal and the HF-
ERW portion. Table 4 shows the results of a V-notched impact test conducted on the HAZ of the seam heat treatment with vari-ous positions of the notch. Figure 6 sche-matically shows the HAZ of the seam heat treatment. Both the base metal and the HF-ERW portion proved to have enough absorbed energy at –20°C.
3.2.3 Crack tip opening displacement (CTOD)Table 6 shows the results of the CTOD test. The target CTOD value of 0.15 (δ = 0.15mm) was satisfied in all areas including the HF-ERW portion.
3.2.4 HardnessTable 5 shows the Vickers hardness of the base metal and the HF-ERW portion. The actual Vickers hardness was under 300 (Hv < 300), which meets the target hardness of not higher than 350.
3.2.5 MicrostructureFigure 7 shows the microstructure of the base metal and the HF-ERW portion. Both the base metal and the HF-ERW portion proved to have homogeneous tempered martensite structures.
3.3 Pipe dimensionsTable 7 shows the roundness and the eccentricity of the trial pipes. The round-ness and the eccentricity averaged 0.15% and 0.9%, respectively. The dimensional accuracy was much better than that of ordi-nary seamless pipes and comparable to that of ordinary HF-ERW pipes.
3.4 Welded jointsTable 8 shows the gas tungsten-arc welding (GTAW) conditions. Figure 8 shows the hardness profile and macrostructure in the welded joint. Table 9 shows the results of the tensile tests on the welded joints. All tensile specimens ruptured in the base metal. As is evident from table 10, the welded joint have enough absorbed energy. Table 11 shows the results of the CTOD test. The welded joint, like the base metal, has sufficient property.
4 Corrosion properties
4.1 General corrosion propertiesCorrosion tests at 100°C in 25 mass% NaCl aqueous solution were conducted for base
Stainless Steel World – ©1999 KCI Publishing BV

Stainless Steel World 99 Conference
SSW99-042
PAGE 333
metal, HF-ERW portion and girth weld por-tion. The test conditions are listed in table 12. The results are tabulated in table 13. In any conditions, the corrosion rates were lower than 0.01mm/y and no crevice corrosion was observed.
4.2 Sulphide stress cracking (SSC) propertiesAn SSC test were carried out under condi-tions which are listed in table 14. The results are listed in table 15. The critical H2S partial pressure for this line pipe is estimated to be 0.001 bar in 5% NaCl solution.
4.3 Cathodic protection propertiesResistance to hydrogen embrittlement under cathodic protection was tested under conditions listed in table 16. Even at –1194mV vs SCE, which corresponds to an over cathodic protection, no crack was observed. The steel was immune from hydrogen embrittlement even under cathodic protection.
5 Conclusions
1 A new type of weldable martensitic stain-less steel line pipe, with thin wall thick-ness and high dimensional accuracy, has been developed by applying improved inert-gas shielding technology in HF-ERW process.
2 The developed pipes were weldable without pre-heating and PWHT. All inves-tigated properties, including those of HF-ERW portion and welded joint, proved to satisfy the target mechanical properties and corrosion resistance requirements.
References
1 H. Asahi, K. Nose, H. Inoue, H. Tamehiro, T. Teras-awa, M. Koyuba and N. Ayukawa: ‘Corrosion and Mechanical Properties of Weldable Martensitic Stainless Line pipes’, Super martensitic Stainless Steels ’99, 27–28 May 1999.
2 K. Nose, H. Asahi, H. Tamehiro and H. Inoue: ‘The Material Design and Properties of Martensitic Stain-less Steel for Flowline Line Pipes’, 16th Interna-tional Conference on Offshore Mechanics and Arctic Engineering, The Offshore Mechanics and Arctic Engineering Division of the American Society of Mechanical Engineers, ISBN 0-7918-1801-2, 13–18 April 1997.
Stainless Steel World – ©1999 KCI Publishing BV
Development of weldable martensitic stainless steel line pipe by HF-ERW process
SSW99-042
PAGE 334
Figure 1. Application image of develop-
ment.
Figure 2. Basic concept of alloy design for new weldable martensitic stainless line pipe.
Figure 3. Manufacturing process.
Stainless Steel World – ©1999 KCI Publishing BV

Stainless Steel World 99 Conference
SSW99-042
PAGE 335
Figure 4. Strength at elevated tempera-
tures.
Figure 5. Charpy impact test results of base metal and ERW portion (transverse direction,
1/2 sub-size)
Stainless Steel World – ©1999 KCI Publishing BV

Development of weldable martensitic stainless steel line pipe by HF-ERW process
SSW99-042
PAGE 336
Figure 6. Schematic diagram of ERW portion and seam heat treatment zone.
Figure 7. Microstructure of ERW portion and
base metal.
Figure 8. Macrograph and hardness profile of weld cross-section.
|-------|25µm
Stainless Steel World – ©1999 KCI Publishing BV

Stainless Steel World 99 Conference
SSW99-042
PAGE 337
Process HF-ERWGrade X80 equivalent (YS ≥ 550 MPa, TS ≥ 620 MPa)CO2 corrosion Corrosion rate < 0.1 mm/y (100°C, 10 bar, CO2, sweet)Toughness* vE-20 ≥ 40J (full size, transverse)Hardness* Hv ≤ 350Weldability no cold crack (without pre-heating and PWHT)
Table 1. Target performance of development.* including weld joint HAZ
C Si Mn P S Cr Ni Mo Ti NAiming < 0.015 0.2 0.5 < 0.03 < 0.003 11.0 3.5 1.0 0.03 < 0.015Actual 0.003 0.19 0.43 0.026 0.0013 11.0 3.5 1.0 0.027 0.0067
Table 2. Chemical composition of tested steel (wt.%).
Location Orientation YS (MPa) TS (MPa) El. (%)Base metal Transverse 611 766 27ERW portion Transverse 635 795 24Aiming ≥ 550 ≥ 620 ≥ 20
Table 3. Tensile test results.
Notch position Temp (°C) Energy (J), average Shear area (%), averageERW portion (weld centre) –20 142 100WC + 1mm –20 131 100WC + 2mm –20 116 100WC + 5mm –20 120 100WC + 12mm* –20 123 100
Table 4. Charpy impact test results of ERW portion and seam heat treatment zone (transverse direction 1/2 sub-size).* WC + 12mm: boundary of the visible seam heat treatment zone
Average Max.Base metal 245 257ERW portion 280 294Seam heat treatment zone 246 261
Table 5. Hardness of base metal and HF-ERW HAZ.
Location Spec. Orientation/size Temp. (°C) CTOD (δ/mm), average
Base metal BS7448 Part 1 Transverse/B×2B (B=5mm)
–20 0.35
ERW portion (weld cen-tre)
BS7448 Part 1 Transverse/B×2B (B=5mm)
–20 0.52
WC + 5mm BS7448 Part 1 Transverse/B×2B (B=5mm)
–20 0.46
Criteria –20 ≥ 0.15
Table 6. CTOD test results.
Stainless Steel World – ©1999 KCI Publishing BV

Development of weldable martensitic stainless steel line pipe by HF-ERW process
SSW99-042
PAGE 338
Pipe no. Roundness Eccentricity1 0.11% 1.03%2 0.22% 0.90%3 0.15% 0.90%4 0.15% 0.64%5 0.11% 1.03%Average 0.15% 0.15%
Table 7. Roundness and eccentricity of pipes.Roundness = (max. OD – min. OD) / nominal OD × 100% Eccentricity = (max. WT – min. WT) / nominal WT ×100%OD = outer diameter WT = wall thickness
Welding method 1–5 pass GTAWFiller superduplex (25% Cr)Diameter 2.4mmGroove VPreheat not appliedShield gas ArHeat input 0.8–1.2 kJ/mm
cap. 1.7 kJ/mmInterpass max. 150°CPWHT not applied
Table 8. Girth welding condition.
Orientation TS (MPa) Failure positionTransverse 770 Base metal
781 Base metal776 Base metal
Table 9. Results of weld tensile tests.
Notch position Temp. (°C) Energy (J), average Shear area (%), averageWeld metal –20 100 76FL (fusion line) –20 105 78FL + 2mm –20 122 78FL + 5mm –20 109 76Boundary of the visible HAZ –20 117 77
Table 10. Charpy impact test results of girth-welded joints (transverse orientation, 1/2 sub-size).
Location Spec. Orientation/size Temp. (°C) CTOD ((/mm), averageWeld metal BS7448 Part 1 transverse/B×2B (B=5mm) –20 0.52Fusion line BS7448 Part 1 transverse/B×2B (B=5mm) –20 0.41Criteria –20 ≥ 0.15
Table 11. CTOD test results of girth-welded joints.
Sweet Sweet (H2S)Temperature 100°C 100°CH2S partial pressure 0 0.001 barCO2 partial pressure 10 bar 10 barNaCl contents 25 mass% 25 mass%Test duration 91 days 91 days
Table 12. Conditions of general corrosion tests.
Stainless Steel World – ©1999 KCI Publishing BV

Stainless Steel World 99 Conference
SSW99-042
PAGE 339
As-welded + shot-blasted MachinedBase + ERW Girth Base + ERW Girth
Sweet < 0.01 mm/y < 0.01 mm/y < 0.01 mm/y < 0.01 mm/ySweet (H2S) < 0.01 mm/y < 0.01 mm/y < 0.01 mm/y < 0.01 mm/y
Table 13. Results of general corrosion tests.
Temperature 25°CH2S partial pressure 0.001 barCO2 partial pressure 1 barNaCl contents 5 mass%pH 4Stress 100% YSTest duration 30 days
Table 14. Conditions of SSC test (4-point bend beam test).
NaCl (%) Test conditions ResultsH2S (bar) Girth, machined Girth, as-welded + shot-blasted ERW, machined
5 0.001 NC, NC NC, NC NC, NC
Table 15. Results of SSC test.NC = no crack
Specimen location/orientation Girt weld cap/transverse weldERW weld cap/seam weld (not flattened)
Specimen surface finish Girth weld cap surface was: As-welded specimen: left intact Machined specimen: machined flat + finished (320 grid)ERW seam weld was left intact
Stress 100% YSTest solutions 3.5% NaClpH 5.4 (measured before test)
5.8 (for –1194mV) ~ 6.3 (for –894mV (measured after test)Cathodic potential –1194mV vs SCE (–1150mV vs Ag/AgCl)
–894mV vs SCE (–850mV vs Ag/AgCl)Duration 90 daysTemperature 25°CGas environment Open air
Table 16. Conditions for cathodic protection tests (4-point bend beam test).
Cathodic potential Girth weld ERW seam weldAs-pipe specimensAs-welded specimens Machined specimens
–1194mV vs SCE No crack No crack No crack–894mV vs SCE No crack No crack No crack
Table 17. Cathodic protection test results.
Stainless Steel World – ©1999 KCI Publishing BV

Development of weldable martensitic stainless steel line pipe by HF-ERW process
SSW99-042
PAGE 340
Stainless Steel World – ©1999 KCI Publishing BV





























