Embed Size (px)
Citation preview

Grégory Tourné
NVOptimalisatie Productie & Distributieplanning bij ORAC
Academiejaar 2010-2011Faculteit Ingenieurswetenschappen en ArchitectuurVoorzitter: prof. dr. El-Houssaine AghezzafVakgroep Technische Bedrijfsvoering
operationeel onderzoekMaster in de ingenieurswetenschappen: bedrijfskundige systeemtechnieken en
Masterproef ingediend tot het behalen van de academische graad van
Begeleider: Miguel Knockaert (ORAC)Promotor: prof. ir. Frank Van den broecke


Grégory Tourné
NVOptimalisatie Productie & Distributieplanning bij ORAC
Academiejaar 2010-2011Faculteit Ingenieurswetenschappen en ArchitectuurVoorzitter: prof. dr. El-Houssaine AghezzafVakgroep Technische Bedrijfsvoering
operationeel onderzoekMaster in de ingenieurswetenschappen: bedrijfskundige systeemtechnieken en
Masterproef ingediend tot het behalen van de academische graad van
Begeleider: Miguel Knockaert (ORAC)Promotor: prof. ir. Frank Van den broecke

Voorwoord
Met het indienen van deze masterproef komt er een einde aan mijn studententijd. Een tijd waarop ik met veel genot terugblik en met fierheid kan zeggen dat hij geslaagd was. Naast louter kennisoverdracht, heeft dit gehele universitaire avontuur ook bijgedragen tot een verdere ontwikkeling van mezelf als persoon.
Deze thesis is tot stand gekomen door een evenwichtige combinatie van theorie en praktijk en bundelt vele uren opzoek-, vergader- en typplezier. Vooreerst wil ik de mensen binnen Orac N.V. bedanken voor de vriendelijke ontvangsten en assistentie tijdens het voorbije jaar. Een speciaal woordje van dank richt ik dan ook naar Miguel Knockaert, Nico Wynthein en Stefaan Schatteman die mij actief begeleid hebben doorheen het praktijkgedeelte van deze thesis. Mijn promotor, prof. dr. ir. Frank Van den broecke zou ik eveneens graag willen bedanken om mij de mogelijkheid te bieden dit boeiende onderwerp te bespreken. De gedeelde praktijkervaring, tijd en energie die hij in mijn onderzoek stak, maken dat ik met een groot gevoel van voldoening dit werkstuk kan indienen.
Tenslotte nog een bijzonder woord van dank aan mijn ouders en vriendin. Een goede thuis heeft ervoor gezorgd dat ik ten volle heb kunnen genieten van de voorbije studiejaren, zonder al te veel zorgen en met een mooie herinnering als gevolg.
Grégory Tourné, juni 2011

Toelating tot bruikleen:
De auteur geeft geen toelating deze masterproef voor consultatie beschikbaar te stellen en delen
van de masterproef te kopiëren voor persoonlijk gebruik. Elk ander gebruik valt onder de
beperkingen van het auteursrecht, in het bijzonder met betrekking tot de verplichting de bron
uitdrukkelijk te vermelden bij het aanhalen van resultaten uit deze masterproef.

Optimalisatie Productie & Distributieplanning bij Orac NV
Door
Grégory Tourné
Masterproef ingediend tot het behalen van de academische graad van Master in de Ingenieurswetenschappen: Bedrijfskundige Systeemtechnieken en Operationeel Onderzoek
Academiejaar 2010-2011
Promotor: Prof. dr. ir. F. Van den broecke Begeleider: Miguel Knockaert
Faculteit Ingenieurswetenschappen
Universiteit Gent
Vakgroep Technische bedrijfsvoering Voorzitter: prof. dr. El-Houssaine Aghezzaf
Samenvatting:
Bij productieplanning binnen een semi-process productieomgeving worden beslissingen met
betrekking tot geaggregeerde volumeplanning en gedetailleerde mixplanning best van elkaar
gescheiden. Dit werk beschrijft een theoretisch onderbouwd stappenplan om een dergelijk
geaggregeerd cyclisch volumeplan op te stellen. Het relatieve verschil in reeksgrootte tussen
extrusie en eindafwerking bemoeilijkt immers de stroomlijning van de gehele waardeketen. De
toegenomen voorspelbaarheid, vanwege de vaste cyclustijden, is dan ook een soort van
coördinatiemechanisme ter synchronisatie van de betrokken productieprocessen. Het resulterend
cyclische productiewiel voor het eerste extrusieproces leidt tot een reductie van voorraadkosten
en streeft een gelijkmatigere bezetting na van de productiefactoren arbeid en kapitaal.
Volumeplanning van het extrusieproces zet de krijtlijnen uit voor, zowel de detailplanning in de
eindafwerking, als voor parameters van de eindvoorraad. Naast voorraadafbouw en reductie in
aantal omstellingen, vermindert een cyclisch volumeplan de volatiliteit binnen het minder
flexibele extrusieproces.
Trefwoorden: Cyclische productieplanning, semi-process productieomgeving, veiligheidsvoorraad,
economic lot scheduling problem

Optimization of Production & Distribution planning
within ORAC N.V.
Grégory Tourné
Supervisors: Frank Van den broecke, Miguel Knockaert
Abstract: This article investigates the possibilities to set up an
aggregated volume planning within the currently used
production planning process of Orac N.V. Characteristics of the
semi-process industry and its productstructure have the potential
to implement a cyclical volume plan at the level of the semi-
finishing. A robust planning for the extrusion should be the
outcome and serve as a mechanism of synchronization between
the consecutive process steps while leading to reduced stocks and
costs without lowering the service level.
Keywords: Cyclical Scheduling, Semi-Process Industry, Safety
Stock, Economic Lot Scheduling Problem
I. INTRODUCTION
Production and inventory planning make up an
important part of today’s production environments.
Supply and production should be aligned with demand.
Advanced ERP systems are widely used in order to
coordinate production but are most of the time,
especially in small and medium-sized businesses, seen
of as a black box not being adapted to operational
restrictions. A clear need exists towards simple and
efficient planning techniques that result in improved
production and inventory management. A robust
proactive production planning and optimal utilization of
existing capacity forms the primary objective for Orac
N.V.
This abstract is concerned with the planning of the
extrusion process of Orac N.V. Extrusion is the process
where polystyrene is been pumped through a shaped
mould that generates a set of semi-finished products.
These will be cut to length and optionally get embossed.
Finishing these semi-finished products towards end
products consists of painting and packaging. Typically,
the semi-process industry is a two-staged process with
major differences in setups and product variety, making
the balancing and planning of the production line rather
difficult.
II. LITERATURE REVIEW
This research builds on the Phd. ’Cyclical Master
Production Scheduling in a Multi-Stage, Multi-Product
Environment’ by Van den broecke [1], where a cyclical
production plan has been established for the coating
process in the Agfa-Gevaert film production
environment.
Production planning consists ideally of both
aggregated volume and detail mix planning, treated at
separate levels and moments in time [2]. The typical X-
type product structure within the semi-process industry
as shown in figure 1, a large set of raw materials and end
products linked through a smaller set of semi-finished
products, coincides with this sequenced level planning.
Large setup times and costs lead to larger batch sizes
within the extrusion process. Finishing steps are using
significant lower batches, making it more flexible for
alignment with demand.
Figure 1 Value stream for extrusion products
Implementing a repetitive cyclical production pattern
at the level of the semi-finished products results to be a
successful practice within the industry [1]. Reduced
variability and robust planning combined with a P2
service level model logic reduces safety stock needs and
thereby absorption of financial means. Important
concepts of both single and multi-item production and
inventory management were revised in order to make
this research largely available for practical people. The
aggregate volume planning for the extrusion seems to
have similar characteristics with the ELSP (Economic
Lot Scheduling Problem). A trade-off between setup and
inventory costs is made for determining optimal
extrusion volumes from a cost perspective. Solving this
ELSP however is NP-hard. A well known heuristic
solution procedure was adopted for generating a cyclical
wheel length with production frequencies [3].
Alternatively the JRP (Joint Replenishment Problem)
was revised since it can be adapted towards solving parts
of the ELSP [4]. The scheduling of moulds on the
extrusion lines was done by developing a MIP model

such that a homogeneous spread of production output
over the cyclical wheel length is being achieved.
Finally, the proactive aspect of this cyclical planning
is visualized by means of a ready-to-use production-
planning tool. Parallel with the current practices,
planners can see a simulation of SF (Semi-Finished)
inventories as a result of planned production and stable
forecasted demand of SF’s.
III. THE ORAC N.V. CASE
A. Preliminary work
Gathering, combining and analyzing data is one of the
major tasks that will lead to a cyclical schedule. End
products are grouped by the corresponding SF and
further grouped by their moulds. Aggregation towards
this level lowers the variability of the demand pattern.
Selecting a primary subset of moulds results in more
than 80% of the total yearly produced volume that will
be covered by the cyclical volume plan. Moulds that
make up a major part of the yearly volume are typically
characterized by a stable demand pattern which will be
useful in the following steps.
B. Lot sizing and Cyclical parameters
When a mould will be installed, we determine what
the optimal extruded volume should be by evaluating
both holding and setup costs. Setup and holding costs
were estimated by combining financial figures with
operational observations. High setup costs will typically
lead to larger lots and vice versa. This single-item
approach needs to be aligned towards a common
production wheel. A total wheel length with individual
production frequencies for every mould needs to be
determined. Application of the ELSP and two heuristic
solution methods leads to a practical wheel length of 12
weeks with different production frequencies per mould.
At this point, machines are still seen of as one unit.
C. Scheduling
Once we know the volume and production frequencies
per mould, we have to decide upon the exact time when
to start up production by installing the mould. This
scheduling task, executed by a MIP and a manual
heuristic, takes into account numerous operational
restrictions and desires expressed by the planner while
coming up with a feasible production schedule. Moulds
are assigned to machines in various timeslots over a 12
week period, thereby fulfilling demand in a repetitive
way. The MIP has the advantage of generating schedules
that respect the desire for a homogeneous output over
the total wheel length. Homogeneous output implicitly
leads to load smoothening for labor, machines and raw
material supply.
D. Norm setting
In order to compare the outcome of the proposed
volume planning with current practices with regard to
inventory and production, a norm model was defined
both for SF products and end products. SF’s are grouped
into a set of cyclical and non-cyclical planned products
such that average, minimum and maximum inventory
levels can be calculated. Cyclical planned moulds with
corresponding SF’s make use of a P2 service level or a
product fill rate logic in order to determine safety stock
needs. Non-cyclical SF’s and end products still use the
current P1 model logic or order line service level as a
measure of stock availability. Based on this norm
setting, ERP-system parameters were being calculated
for further usage in the daily operations.
IV. CONCLUSION
Setting up a fixed repetitive production schedule, seen
of as an aggregated volume plan, at the less flexible
extrusion step leads to a reduction of nervousness and
required setups. Variability of demand for end products
doesn’t impact the planning for the extrusion and
eliminates the need for a continuous revision of this
extrusion planning. Problems with detail mix planning
remain at the finishing production steps.
The stability of the extrusion production wheel
advocates to shift from a P1 order line service logic to a
P2 product fill rate logic for calculating the required
safety stocks for the cyclical planned SF’s. Thereby, a
significant reduction in stock can be obtained without
compromising the desired service level in the inventory
of end products. The norm model shows that total stock
investments at the semi-finished level can be lowered.
These results reflect the findings of previous research at
the Agfa-Gevaert production site [1]. Within the
finishing department, capacity calculations show that lot
sizes can be reduced without decreasing throughput.
Smaller lot sizes reduce cycle stock of expensive end
products and again lower the total inventory investment.
REFERENCES
[1] F. Van den broecke, (2006), Cyclical Master Production Scheduling in a Multi-Stage, Multi-Product Environment.
[2] G.R. Bitran, E.A. Haas, A.C. Hax, (1982), Hierarchical production planning : a two-stage system, Operations Research, pp.232-251.
[3] Doll, C.L. & Whybark, D.C. (1973). An iterative procedure for the
single-machine multi-product lot scheduling problem. Management
Science, 20, pp. 50-55.
[4] Nilsson, A., Segerstedt, A. E. van der Sluis, (2005), A new iterative
heuristic to solve the Joint Replenishment Problem using a spreadsheet technique, International Journal of Production Economics.

Afkortingen
AMPL: A Mathematical Programming Language
BOM: Bill Of Material
CLSP: Capacitated Lot Scheduling Problem
DLSP: Discrete Lot Sizing and Scheduling Problem
ELSP: Economic Lot Scheduling Problem
EOQ: Economic Order Quantity
EPEI: Every Part Every Interval
ERP: Enterprise Resource Planning
FIFO: First in First out
JRP: Joint Replenishment Problem
MRP II: Material Requirements Planning
MTS: Make To Stock
MTO: Make To Order
NP: Non Polynomial
ROP: Reorder Point
SMED: Single Minute Exchange of Die
SELSP: Stochastic Economic Lot Scheduling Problem
WIP: Work In Progress

Inhoudsopgave
Inleiding ............................................................................................................................................... 1
1.1 Thesisonderwerp ................................................................................................................ 1
1.2 Bedrijfskader ....................................................................................................................... 2
1.2.1 Productbeschrijving .................................................................................................... 3
1.2.2 Productieproces (Value Stream Map) ......................................................................... 5
1.3 Probleemstelling ................................................................................................................. 8
1.4 Doelstellingen ................................................................................................................... 11
Literatuurstudie ................................................................................................................................ 13
2.1 Algemeen: Waarom productie- en voorraadplanning? .................................................... 13
2.2 Voorraadbeheer en productieplanning ............................................................................ 17
2.2.1 Single-item voorraadbeheer ..................................................................................... 17
2.2.2 Multi-item voorraadbeheer en productieplanning................................................... 24
2.2.3 Cyclische productieplanning ..................................................................................... 31
2.2.4 Joint Replenishement Problem (JRP) ........................................................................ 34
Design of experiment ........................................................................................................................ 38
3.1 Datavoorbewerking .......................................................................................................... 40
3.2 Bepaling planningsniveau ................................................................................................. 42
3.3 Bepaling lotgroottes (EOQ) ............................................................................................... 43
3.4 Van “Single-Product” naar “Multi-Product” omgeving ..................................................... 44
3.5 Ontwerp van een cyclisch volumeplan ............................................................................. 45
3.5.1 Mathematisch model ................................................................................................ 45
3.5.2 Manueel planningsmodel ......................................................................................... 56
Orac N.V. Case ................................................................................................................................... 58
4.1 Dataverzameling - analyse ................................................................................................ 58
4.1.1 Productfamilie (Matrijzen) ........................................................................................ 58
4.1.2 Pareto-analyse .......................................................................................................... 58

4.2 Lotgroottes van de matrijzen ............................................................................................ 60
4.3 Van single-product naar multi-product omgeving ............................................................ 63
4.4 Opstellen cyclisch volumeplan .......................................................................................... 66
4.5 Verwerking volumeplan in planningstool ......................................................................... 69
4.6 Operationele impact cyclisch productieplan .................................................................... 73
4.6.1 Voorraad aan halffabricaten ..................................................................................... 73
4.6.2 Voorraad aan eindproducten .................................................................................... 82
Conclusies en suggesties voor Orac N.V. naar toekomstig onderzoek ............................................. 86
5.1 Algemeen .......................................................................................................................... 86
5.2 Conclusies ......................................................................................................................... 88
5.3 Suggesties voor Orac N.V. naar toekomstig onderzoek .................................................... 89
Bijlagen .............................................................................................................................................. 91
A. Omstellingen ......................................................................................................................... 91
B. Veiligheidsvoorraden halffabricaat (Historisch) ................................................................... 92
C. Normmodel voor cyclische halffabricaten volgens P1 Model ............................................. 94
D. Berekening voorraadverloop CB500 (Productie+Vraag) ....................................................... 95
E. Reeksgrootte eindafwerking ................................................................................................. 99
F. AMPL-Bestanden ................................................................................................................. 100
G. Doll & Whybark heuristieke oplossingsmethode voor het ELSP ........................................ 104
H. Oplossingsheuristiek ELSP: JRP Nilsson, Segerstedt & van der Sluis .................................. 106
I. Tabelwaarden densiteitsfunctie P2 Model ......................................................................... 110
J. Normmodel MTS eindproducten ........................................................................................ 111
K. Cyclisch volumeplan voor de extrusielijnen ........................................................................ 113
Bibliografie ...................................................................................................................................... 118
Lijst van Figuren .............................................................................................................................. 121
Lijst van Tabellen ............................................................................................................................. 122

Hoofdstuk 1 Thesisonderwerp 1
Hoofdstuk 1
Inleiding
1.1 Thesisonderwerp
Productie- en voorraadplanning maken beide essentieel deel uit van de operationele
bedrijfsvoering, en hebben tot doel de bedrijfsproductie af te stemmen op de vraag van de
eindgebruiker. Voor productieplanning wordt veelal (te) snel de associatie gemaakt met
gecompliceerde software, een soort zwarte doos waaruit een productieschema met bijhorend
voorraadbeheer rolt. Deze MRP of geïntegreerd materiaalbeheerssystemen zijn echter meestal zo
gecompliceerd dat bijkomende bedrijfsspecifieke afstelling veelal noodzakelijk is, welke vaak veel
tijd en financiële middelen in beslag neemt. Praktijkvoorbeelden, zoals de Orac N.V. case, tonen
aan dat bedrijven zich echter voor de productieplanning beroepen op eerder relatief
eenvoudigere “spreadsheet”-berekeningen i.p.v. gecompliceerde software die niet steeds
aangepast is aan de actuele bedrijfssituatie en -noden. Er bestaat nog steeds een behoefte aan
relatief eenvoudige planningsmethodes zonder verlies aan operationele efficiëntie.
Productieplanning ontstaat gefaseerd en op verschillende planningsniveaus. Geaggregeerde
volumeplanning en gedetailleerde mixplanning maken deel uit van dit productieplanningsproces.
Tactische volumeplanning gaat vooraf aan gedetailleerde mixplanning van producten op het
operationele niveau. Het is op deze tactische volumeplanning waarop binnen dit onderzoek
verder zal gefocust worden. De selectie van het meest aangewezen productniveau en
productiefase zijn hierbij cruciaal. Het productieproces binnen een semi-process industrie bestaat
uit opeenvolgende bewerkingen welke ingedeeld worden in twee fasen: een eerste,
procesgeoriënteerde fase en een tweede, flow-shop georiënteerde fase. Beide onderscheiden
zich op planmatig vlak van elkaar op basis van omstel- en voorraadkosten, die bij beide een grote
impact hebben op de gehanteerde lotgroottes. Binnen deze semi-process omgevingen kan
volumeplanning toegepast worden op de procesgeoriënteerde fase (d.i. halffabricaat) en
mixplanning op de flow-shop georiënteerde fase (d.i. eindproduct). Hiermee ontstaat een
mogelijkheid tot synchronisatie van beide productiefasen en een lagere voorraad aan
halfafgewerkte producten met behoud van servicegraad.
Het repetitief cyclisch plannen van de productie van halffabricaten, is een succesvolle methodiek
voor wat betreft volumeplanning binnen dergelijke productieomgeving. Analoog aan “common

Hoofdstuk 1 Bedrijfskader 2
replenishment periods”1
1.2 Bedrijfskader
, ter coördinatie van gehele supply chains, creëert repetitieve cyclische
productieplanning een synchronisatiemechanisme binnen het productieproces met
uitbreidingsmogelijkheid naar de gehele supply chain. Deze tekst gaat dieper in op de complexe
productiebeslissingen van gedwongen seriële batchproductie in het beginstadium van het
productieproces. Het cyclisch productieplan waarmee de productie deels zal worden aangestuurd,
komt tot stand via het doorlopen van enkele verwerkingsstappen. Het toepassen van deze
planningslogica op de bedrijfssituatie en data van Orac N.V., samen met het uitwerken van een
verwerkingskader en stappenplan, vormen de basis van dit onderzoek. Toepassing van theorie,
samen met inzichten rond cyclische productieplanning binnen een productieorganisatie uit de
semi-process industrie, vormen het vertrekpunt van deze bedrijfsthesis. Wie of wat Orac N.V. juist
is, welke producten het produceert en hoe het dit doet, komen verder aan bod in dit hoofdstuk.
Naast de beschrijving van enkele operationele beperkingen, inherent aan de bedrijfsomgeving,
wordt een probleemstelling gedefinieerd. Nauw hierop aansluitend, wordt het praktische doel
van dit onderzoek toegelicht. Onderliggende economische concepten bij de totstandkoming van
een cyclische volumeplanning komen ook kort aan bod, met als doel deze masterproef ruim
toegankelijk te maken.
Orac N.V. is een Belgische K.M.O. (d.i. kleine tot middelgrote onderneming) met hoofdzetel in
Oostende. Het familiebedrijf, opgericht in 1970 door Dhr. G. Taillieu, telt inmiddels meer dan 170
werknemers en is actief in ruim 60 landen. De organisatie bestaat uit 2 grote gescheiden
bedrijfsentiteiten: Orac Decor en Orac Industries, elk gericht op een specifieke markt met
kunststofverwerking als gemeenschappelijk raakvlak. Beide maken gebruik van 3 grote
productietechnologieën: low pressure injection, polyurethaan en extrusie. De productie vindt
plaats op 2 locaties, de ene gelegen in Oostende, de andere in Lipany in Slovakije.
Naast productie is ook verkoop een belangrijk deelaspect van de bedrijfsvoering. De
groeistrategie van het bedrijf beoogt internationale expansie, reden waarom Orac N.V. zich met
zijn producten richt op zowel binnenlandse als buitenlandse markten. Het transfereren van een
succesvol businessmodel vanuit de thuismarkt naar buitenlandse markten is een logische stap in
het behoud van ondernemingsgroei (Sanchez en Heene, 2004). De fysieke aanwezigheid en
nabijheid op deze buitenlandse markten wordt verzekerd door een uitgebreid verkoopsnetwerk
van associaties met locale verdelers, welke waardevolle informatie leveren op vlak van
1 Verkopers bestellen op vaste tijdstippen bij de leverancier. Deze leverancier of producent kan hierdoor orders samenvoegen, variabiliteit reduceren en schaaleconomieën realiseren tijdens de productie.

Hoofdstuk 1 Bedrijfskader 3
verkoopsprognose en klantfeedback. Distributie vindt plaats via 3 grote distributiecentra, gelegen
in België, Slovakije en Engeland. Orac Decor, het kader waarbinnen deze thesis plaatsvindt, richt
zich met zijn productgamma naar de markt van decoratieproducten.
Met een nog steeds jaarlijks stijgende omzet en bedrijfswinst, respectievelijk 20.000.000 en
500.000 euro in boekjaar 2010, is de markt groeiend en lucratief. Om deze cijfers te behouden of
zelfs te verbeteren en om de huidige dominante marktpositie te verdedigen, wordt Orac N.V.
gedwongen om naast marktexpansie ook steeds meer vernieuwende en innovatieve producten
aan te bieden. Globalisatie van markten zorgt voor concurrentietoename vanuit alle hoeken van
de wereld. Optimalisering van productie- en distributiemethoden en streven naar “World Class
Manufacturing” is dan ook absoluut noodzakelijk voor het behoud van dit succesvol
businessmodel.
1.2.1 Productbeschrijving
Op onderstaande foto enkele toepassingen van producten uit het decorassortiment van Orac N.V.
Figuur 1: Producten Orac N.V.
Het betreft producten voor afwerking van zowel industriële als particuliere gebouwen:
lambriseringen, deuromlijstingen, plinten voor plafonds, sierstukken voor kroonluchters en vele
andere decoratiestukken. Samen vormen zij de kern van de productie.
Deze decoratieproducten worden vervaardigd uit kunststof of polystyreen en enkele
toevoegmaterialen. Polystyreen is een polymeer van styreen en wordt als een korrelachtige
grondstof aangeleverd. Zijn specifieke eigenschappen: laag gewicht, eenvoudige verwerkbaarheid

Hoofdstuk 1 Bedrijfskader 4
en makkelijke bewerkbaarheid maken het tot een volwaardig alternatief voor de varianten
vervaardigd uit hout of kalk.
Een deel van het productieproces, namelijk de extrusie met behulp van matrijzen, kan continu
gebeuren in tegenstelling tot andere producten die per stuk geproduceerd worden aangezien ze
in een mal gegoten dienen te worden. Extrusie is een proces waarbij een grondstofmengsel op
een welbepaalde temperatuur en druk door een matrijs wordt gepompt, daarna terug afkoelt
waarbij het zijn finale vorm aanneemt. Hierna kan de verdere afwerking gebeuren: het snijden op
maat, het aanbrengen van patronen, lakken of spuiten, het identificeren d.m.v. een barcode en
het finaal verpakken in dozen. Bij injectie maakt men gebruik van een mal waarin het
grondstofmengsel geïnjecteerd wordt zodat de vorm van de mal aangenomen wordt.
Deze thesis richt zich uitsluitend op de extrusieproducten. Men kan deze als het ware continu uit
de extrusielijn laten lopen éénmaal de specifieke matrijs voor een halffabricaat op de extrusielijn
geïnstalleerd werd. De productopbouw heeft een belangrijke invloed op de productieplanning en
wordt geschetst in onderstaande Figuur 2.
Figuur 2: De productopbouw
Orac N.V. richt zich zowel tot de professionele vakman als amateur doe-het-zelver via een brede
waaier aan eindproducten, ingedeeld in 3 productgamma’s (Luxxus, Axxent en Basixx). Elke van
deze productgamma’s heeft zijn eigen specifieke marktdoelgroep en tracht deze via een
doordachte prijs – kwaliteitverhouding tevreden te stellen. Basixx is het eenvoudig, elegante en
budgetvriendelijkere productgamma, waarbij de doe-het-zelver wordt aangesproken met een
voordelige prijszetting. Luxxus, wat staat voor exclusiviteit en creativiteit, is eerder gericht op de
professional, met gangbare marktprijzen. Axxent, is een totaalgamma die de vakman in staat
moet stellen kwaliteitswerk te leveren tegen een betaalbare prijs. Opmerkelijk is, dat Luxxus-
producten ondanks een beperkte verkoop toch het grootste aandeel van de jaarlijkse omzet uit
extrusie genereren (Figuur 3).

Hoofdstuk 1 Bedrijfskader 5
Figuur 3: Voorstelling productgamma’s
Een merkwaardige markttrend wordt vastgesteld: een constante opmars van Basixx-producten
naar het Axxent-niveau. Klanten verkiezen producten uit het Axxent-gamma, via het Basixx-
gamma maar dan met aangepaste prijzen. Dit zorgt voor een sterk toegenomen productie wat de
productieplanning met bestaande machine- en opslagcapaciteit bemoeilijkt.
1.2.2 Productieproces (Value Stream Map)
“Value Stream Mapping” is een methode om de totale waardestroom van een productgroep in
kaart te brengen samen met de bijhorende informatiestroom. Het opstellen van dergelijke “Value
Stream Map” geeft inzicht in zowel de activiteiten die waarde toevoegen aan het product als de
activiteiten die niet bijdragen tot de uiteindelijke waarde van het product. “A value stream map is
a roadmap for improvement: improvement of the system versus optimization of each individual
process” (Van Goubergen, 2010).
Zoals eerder aangehaald beperkt deze bedrijfsthesis zich tot de productie d.m.v. extrusie.
Hiermee is de relevante productgroep, waarvoor een value stream map opgesteld dient te
worden, impliciet gedefinieerd. Extrusie is een batch georiënteerde productie met hoog
volume/lage waarde producten. De waardeketen gaande van grondstof tot en met eindproduct
welke van toepassing is voor de productieplanning wordt weergegeven in Figuur 4.
Hoofdstuk 1 Bedrijfskader 6
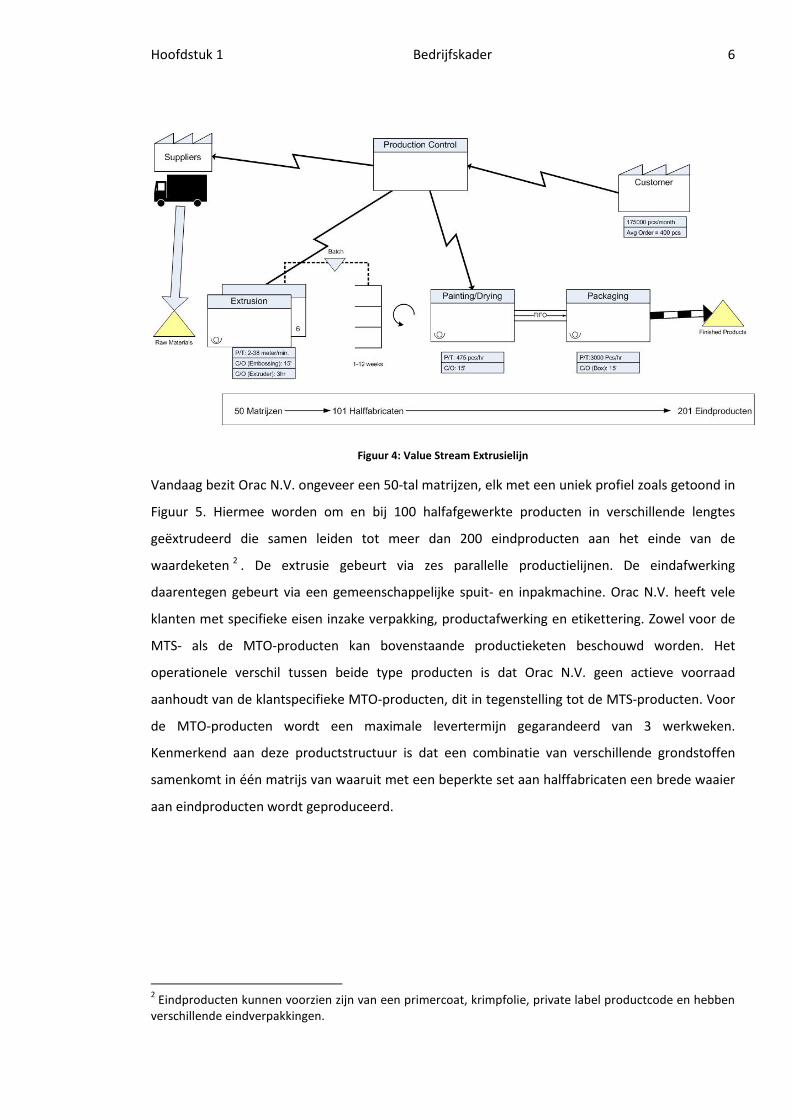
Figuur 4: Value Stream Extrusielijn
Vandaag bezit Orac N.V. ongeveer een 50-tal matrijzen, elk met een uniek profiel zoals getoond in
Figuur 5. Hiermee worden om en bij 100 halfafgewerkte producten in verschillende lengtes
geëxtrudeerd die samen leiden tot meer dan 200 eindproducten aan het einde van de
waardeketen 2
. De extrusie gebeurt via zes parallelle productielijnen. De eindafwerking
daarentegen gebeurt via een gemeenschappelijke spuit- en inpakmachine. Orac N.V. heeft vele
klanten met specifieke eisen inzake verpakking, productafwerking en etikettering. Zowel voor de
MTS- als de MTO-producten kan bovenstaande productieketen beschouwd worden. Het
operationele verschil tussen beide type producten is dat Orac N.V. geen actieve voorraad
aanhoudt van de klantspecifieke MTO-producten, dit in tegenstelling tot de MTS-producten. Voor
de MTO-producten wordt een maximale levertermijn gegarandeerd van 3 werkweken.
Kenmerkend aan deze productstructuur is dat een combinatie van verschillende grondstoffen
samenkomt in één matrijs van waaruit met een beperkte set aan halffabricaten een brede waaier
aan eindproducten wordt geproduceerd.
2 Eindproducten kunnen voorzien zijn van een primercoat, krimpfolie, private label productcode en hebben verschillende eindverpakkingen.

Hoofdstuk 1 Bedrijfskader 7
Figuur 5: Profiel van een matrijs
Het extrusieproces bij het begin van de waardeketen laat zich kenmerken door relatief grote
omsteltijden in vergelijking met de daarop volgende processen (Figuur 6). Omdat een voldoende
capaciteit of throughput gerealiseerd zou kunnen worden in deze eerste extrusiefase wordt er
gewerkt met lotgroottes groter dan deze bij de eindafwerking.
Figuur 6: Matrijsomstellingen extrusieproces
Het aansturen van dit extrusieproces vindt plaats via twee informatiestromen. Enerzijds wordt
gewerkt met bestelpunten in de supermarkt van halffabricaten. Dergelijke signalen zetten aan tot
het produceren van een vooraf gedefinieerde reeksgrootte. Anderzijds worden deze signalen
geïnterpreteerd en gepland via een centrale productieplanningscontrole. In een gegeven
tijdsspanne is de productiehoeveelheid dus groter dan de corresponderende vraag, met als doel
het opbouwen van een cyclusvoorraad. Figuur 7 schetst een beeld van de extrusieafdeling met de
opslagbakken voor het halffabricaat. Het beschreven productieproces, waarbij de opeenvolgende
stappen gekenmerkt worden door sterk verschillende omsteltijden, bemoeilijkt de toepassing van
enkele lean principles m.b.t. het koppelen van productiestappen. Deze bemerking verwijst
impliciet naar het belang van omsteltijdreductie, aan de hand van methodieken zoals SMED.
Reductie van omsteltijd verhoogt immers de beschikbare capaciteit en flexibiliteit van het gehele
productieapparaat.

Hoofdstuk 1 Probleemstelling 8
Figuur 7: Globaal beeld extrusiehal met voorraad aan halffabricaat
De eindafwerking maakt gebruik van kleinere lotgroottes vanwege de relatief kleinere
omsteltijden. De complete eindafwerking bestaat uit twee stappen: verfbehandeling en inpak.
Niet elk eindproduct ondergaat echter beide stappen. Deze wending in productiestroom is van
belang voor verdere bepaling van benutte capaciteit en voor bepaling van de minimale EPEI3
1.3 Probleemstelling
voor
de eindafwerking. Wanneer het product beide stappen doorloopt, worden deze gekoppeld met
behulp van een geautomatiseerde FIFO-lijn. Kleine omsteltijden maken dat met de eindafwerking
het productieverloop nauwer kan aansluiten bij de vraag naar eindproducten. Bestelpunten in de
eindvoorraad genereren productieorders waarbij de voorraad terug aangevuld wordt. De bepaling
en logica achter deze voorraadparameters wordt verder in deze tekst uiteengezet. Gegeven deze
flexibelere eindafwerking constateren we toch enigszins onverwacht relatief grote
productiereeksen. De eindafwerking verbruikt halffabricaten uit de supermarkt in hoeveelheden
gelijk aan de grootteorde van één of meerdere gevulde bufferbakken. Dit voorkomt het
terugplaatsen van halfvolle bufferbakken en genereert zo een grotere beschikbaarheid van lege
bufferbakken voor het extrusieproces.
Na het schetsen van de relevante waardeketen kan de exacte probleemstelling en daaruit
volgende doelstelling geformuleerd worden. De typische X-type productstructuur binnen deze
semi-process omgeving laat toe een geaggregeerde volumeplanning op te stellen. Het
productieproces is in grote lijnen tweeledig te noemen. In een eerste fase worden de
grondstoffen omgezet tot een beperkte set aan halffabricaten. De tweede fase zorgt voor de
afwerking en/of verpakking van deze halffabricaten naar het groot aantal eindproducten. Het
3 EPEI: Every Part Every Interval benut de beschikbare tijd voor omstellingen (d.i. Total tijd - Tijd nodig voor productie) maximaal om zo klein mogelijke lotgroottes te produceren.

Hoofdstuk 1 Probleemstelling 9
grote verschil tussen deze twee fasen is de gehanteerde lotgrootte en de organisatie ervan. De
organisatie van de eerste fase kan eerder als procesgeoriënteerd beschouwd worden daar waar
deze van de tweede fase de eigenschappen van flowshop-oriëntatie bezit. De gehanteerde
lotgroottes in de eerste fase zijn van een grotere orde dan deze in de tweede fase omwille van het
groot verschil in omsteltijden en bijhorende omstelkosten. De matrijswissels bij de extrusielijnen
nemen ruim enkele uren tijd in beslag en gaan gepaard met opstart- en afsluitverliezen. Voor de
eindafwerking kunnen de benodigde machines op veel kortere tijd omgeschakeld worden zodat er
geen nood ontstaat naar grotere reeksen voor het verwezenlijken van de benodigde capaciteit.
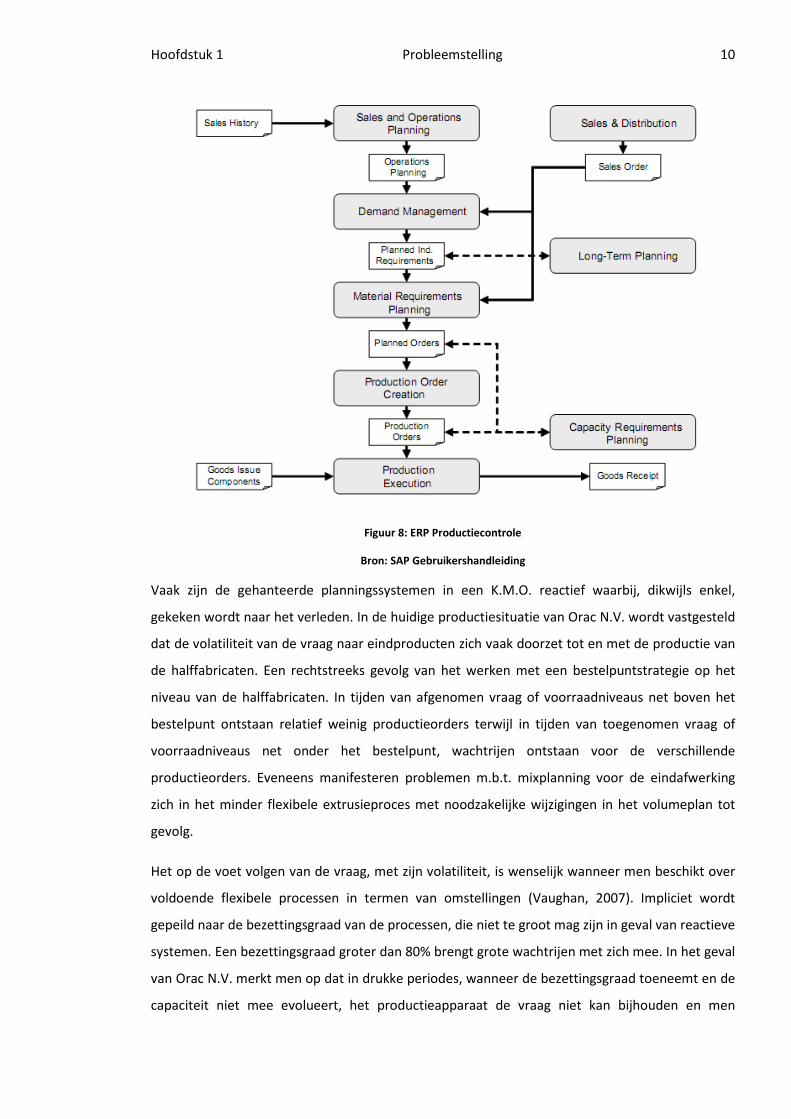
Vandaag de dag kunnen bedrijven beschikken over geavanceerde maar toch enigszins
gestandaardiseerde ERP-systemen die alle beweren een vooropgestelde servicegraad te halen
met een minimum aan voorraad. Hierbij worden de verschillende productieprocessen adequaat
aangestuurd op basis van de productiecontrole (zie Figuur 8). Dergelijke systemen hebben in de
voorbije 20 jaar significante veranderingen en evoluties doorstaan (Ashayeri et al., 2006). Elk
bedrijf beschikt over een unieke omgeving die een bepalende invloed heeft op de manier waarop
een productieplanning of productiecontrole tot stand komt. Standaard ERP-systemen lijken
enkele belangrijke productiekarakteristieken of operationele beperkingen te miskennen. Namelijk
dat de productie kan plaatsvinden op gedeelde resources. Omsteltijden kunnen afhankelijk zijn
van de volgorde waarin matrijzen geïnstalleerd worden. Er is een beperking aan opslagruimte en
eveneens wordt de uitvoer van een onderhoudsplanning bemoeilijkt. Dergelijke factoren leiden
ertoe dat de productievoorstellen uit standaard ERP-systemen niet steeds haalbaar zijn. ERP-
systemen worden bij K.MO.’s dan ook veeleer gebruikt als datasysteem dan als
productieplanning- of controlesysteem. De productieplanning in veel bedrijven heeft deze ERP-
evolutie niet gevolgd en vertegenwoordigt nog steeds een manuele taak, gebaseerd op relatief
eenvoudige spreadsheet-berekeningen (Neumann, Schwindt & Trautmann, 2002). Het gebruik
van deze methodes kent een groot draagvlak bij de productieverantwoordelijken binnen de
bedrijven en hoeft op gebied van operationele prestaties zeker niet onder te doen voor ERP-
systemen. Een overzicht van de bouwstenen van een standaard ERP-systeem samen met de
opbouw ervan wordt weergegeven in Figuur 8.
Hoofdstuk 1 Probleemstelling 10
Figuur 8: ERP Productiecontrole
Bron: SAP Gebruikershandleiding
Vaak zijn de gehanteerde planningssystemen in een K.M.O. reactief waarbij, dikwijls enkel,
gekeken wordt naar het verleden. In de huidige productiesituatie van Orac N.V. wordt vastgesteld
dat de volatiliteit van de vraag naar eindproducten zich vaak doorzet tot en met de productie van
de halffabricaten. Een rechtstreeks gevolg van het werken met een bestelpuntstrategie op het
niveau van de halffabricaten. In tijden van afgenomen vraag of voorraadniveaus net boven het
bestelpunt ontstaan relatief weinig productieorders terwijl in tijden van toegenomen vraag of
voorraadniveaus net onder het bestelpunt, wachtrijen ontstaan voor de verschillende
productieorders. Eveneens manifesteren problemen m.b.t. mixplanning voor de eindafwerking
zich in het minder flexibele extrusieproces met noodzakelijke wijzigingen in het volumeplan tot
gevolg.
Het op de voet volgen van de vraag, met zijn volatiliteit, is wenselijk wanneer men beschikt over
voldoende flexibele processen in termen van omstellingen (Vaughan, 2007). Impliciet wordt
gepeild naar de bezettingsgraad van de processen, die niet te groot mag zijn in geval van reactieve
systemen. Een bezettingsgraad groter dan 80% brengt grote wachtrijen met zich mee. In het geval
van Orac N.V. merkt men op dat in drukke periodes, wanneer de bezettingsgraad toeneemt en de
capaciteit niet mee evolueert, het productieapparaat de vraag niet kan bijhouden en men

Hoofdstuk 1 Doelstellingen 11
geconfronteerd wordt met stockbreuk met langere levertermijnen naar de klanten als gevolg.
Hierdoor maar ook door een steeds groter wordende marktvraag, specifiek naar Basixx-
producten, komt het huidige productiesysteem onder druk te staan. Orac N.V. is op zoek naar een
eenvoudig planningssysteem dat binnen de beschikbare capaciteit een robuust en stabiel
productieverloop genereert. Een efficiëntere benutting van de capaciteiten, zowel van de
extrusielijnen als van de bufferbakken voor halffabricaat, maakt ook deel uit van deze zoektocht.
1.4 Doelstellingen
Met het minder flexibele extrusieproces dient in belangrijke mate rekening gehouden te worden
in de productiestrategie. De robuustheid van een repetitieve cyclische productiestrategie binnen
deze semi-process industrie zorgt ervoor dat de capaciteit optimaal benut wordt met afname van
variabiliteit. Wanneer de variabiliteit afneemt kan de veiligheidsvoorraad dalen wat een direct
financieel voordeel is voor de organisatie door het vrijgekomen werkkapitaal. De functie van
veiligheidsvoorraad is hier tweeërlei. Veiligheidsvoorraad voorkomt of beperkt stockbreuk en
zorgt er daarnaast ook voor dat het bestaande productieplan behouden kan worden in geval van
sterke variantie in de vraag.
In eerste instantie wordt nagegaan of de bedrijfssituatie van Orac N.V. geschikt is voor de
implementatie van een repetitief productieschema (d.i. Cyclical Scheduling) zoals beschreven
door Van den broecke (2006). De productie stemt overeen met semi-process industrie waarin een
batch georiënteerd karakter aanwezig is. In de eerste productiefase wordt een relatief beperkte
hoeveelheid halffabricaten geproduceerd die in de tweede productiefase verder afgewerkt
worden tot een ruime waaier eindproducten. In dergelijke situatie levert de toepassing van een
tactische volumeplanning in de eerste productiefase d.m.v. een cyclisch volumeplan (Figuur 9) tal
van operationele voordelen op zoals een robuustere productieplanning en een afname van de
veiligheidsvoorraad aan halffabricaat, met behoud van servicegraad in de eindvoorraad (Van den
broecke, Van Landeghem & Aghezzaf, 2005). Een stabiel productieplan voor de extrusie zorgt voor
een eenvoudigere en vooral beter voorspelbare aanvoer van grondstoffen, benutting van
werkkrachten en planning van onderhoud. Het totaal aantal omstellingen op de extrusielijnen zal
eveneens afnemen met lagere kosten tot gevolg4
4 Voorraadsystemen a.d.h.v. bestelmechanismen genereren immers productieorders voor elke individueel halffabricaat van een matrijs. Bij cyclische matrijsplanning worden direct alle halffabricaten van de matrijs geproduceerd indien nodig.
.

Hoofdstuk 1 Doelstellingen 12
Figuur 9: Concept Cyclisch Plannen
Nadat de haalbaarheid is getoetst, wordt de proef op de som genomen door het ontwerpen en
valideren van dergelijke cyclische planningsmethode. Na het achterhalen en verzamelen van de
nodige input, het verwerken via vooropgestelde methodes en heuristieken, komt een cyclisch
volumeplan voor de extrusielijnen tot stand. Een voorstel heeft weinig zin wanneer dit niet
geconcretiseerd wordt met behulp van een productieplanningstool. Het verwerken van de
ontworpen planningslogica in het bestaande systeem maakt het werkelijk gebruik en toepassen
ervan mogelijk.
In tweede instantie worden de ontworpen cyclische planningsmodellen gebruikt om zowel voor
de halffabricaten als de eindproducten een waarde te bepalen voor de reeksgrootte (d.i. Cycle
Stock) en grootte van de veiligheidsvoorraad (d.i. Safety Stock). Beide parameters kunnen dan
later ingevoerd en gehanteerd worden in het ERP-systeem van Orac N.V.
Hoofdstuk 2 Algemeen: Waarom productie- en voorraadplanning? 13
Hoofdstuk 2
Literatuurstudie
Bitran, Haas & Hax (1982) en Van den broecke, Van Landeghem & Aghezzaf (2005) onderscheiden
geaggregeerde volumeplanning en gedetailleerde mixplanning tijdens het
productieplanningsproces. De toepassing van deze geaggregeerde volumeplanning op het niveau
van de extrusie met bijhorende productfamilies bepaalt in grote lijnen het kader van deze
literatuurstudie.
Dit hoofdstuk geeft een beknopt overzicht van de basismodellen op het gebied van
voorraadbeheer en productieplanning, relevant tot de gestelde onderzoeksvraag. De EOQ (d.i.
Economic Order Quantity) en EPQ (d.i. Economic Production Quantity) zijn modellen gebaseerd
op een deterministische constante vraag en onafhankelijkheid van de productenmix (d.i. single-
item). Het continuous-review bestelpuntsysteem en het periodic-review base-stock systeem zijn
gebaseerd op een stochastische vraag. De beperking van beide modellen, namelijk dat ze slechts 1
product tegelijkertijd beschouwen en dit in een multi-item productieomgeving met beperkte
capaciteit, doet de nood ontstaan naar geavanceerdere modellen. Hierbij worden CLSP (d.i.
Capacitated Lot Scheduling Problem), (S)ELSP (d.i. Stochastic Economic Lot Scheduling Problem),
DLSP (d.i. Discrete Lot Sizing and Scheduling Problem) en het JRP (d.i. Joint Replenishment
Problem) aangehaald. Deze uitgebreid bestudeerde en beschreven problemen vanuit de literatuur
vertonen een grote mate van gelijkenis met de onderzoeksomgeving en worden als leidraad
gebruikt in het uitwerken van een stappenplan en mathematisch model voor de Orac N.V. case.
2.1 Algemeen: Waarom productie- en voorraadplanning?
Het opstellen van een (cyclisch) productieplan voor de productie van producten op één of
meerdere machines, zodanig dat de totale voorraad- en omstelkosten gereduceerd worden is een
belangrijk probleem waarmee bedrijven geconfronteerd worden. Zeker voor de vele batch of
continue productieomgevingen waar de omschakeling van het ene naar het andere product leidt
tot een grote kost. Deze hoge omstelkost, al of niet afhankelijk van de productievolgorde, zorgt
ervoor dat er in relatief grote reeksen geproduceerd zal worden. Aldus ontstaat een
cyclusvoorraad met bijhorende voorraadkost als gevolg. Een goed productieplan moet dan ook
toelaten om te bepalen wanneer en in welke hoeveelheid een bepaald product geproduceerd
wordt, zodanig dat de totale jaarlijkse kost ervan geminimaliseerd wordt, dit alles met een

Hoofdstuk 2 Algemeen: Waarom productie- en voorraadplanning? 14
welbepaald serviceniveau als doelstelling5
. Silver, Pyke & Peterson (1998) geven een uitgebreid
technisch overzicht van verschillende productie- en voorraadplanningsmodellen.
Figuur 10: Een samenvatting van "Batching"
Bron: G. Cachon & C. Terwiesch
Naast de financiële kosten die gepaard gaan met de machine-omschakelingen wijst Figuur 10
eveneens op de bijhorende tijdsverliezen. Zonder capaciteitsbeperkingen en met verwaarloosbare
stel- en productietijden zou er geen nood zijn aan productieplanning. De vraag zou immers direct
voldaan kunnen worden wanneer ze ontstaat. De praktijk is echter sterk afwijkend. Organisaties
worden geconfronteerd met capaciteitsbeperkingen tijdens de productie van goederen en/of
diensten. Deze capaciteitsbeperking is het gevolg van de vraag naar producten en/of diensten in
een bepaalde tijdsspanne die de mogelijkheid tot productie overstijgt. Productieondernemingen
produceren een waaier aan producten op één of enkele machines. Deze machines zijn dan ook de
beperkende factor. Elk product wordt gekenmerkt door een bepaalde productietijd, al dan niet
voorafgegaan door een omsteltijd van de benodigde machine.
Een machine waarbij omstellingen dienen te gebeuren tijdens de productie van meerdere
productvarianten vormt dus een extra moeilijkheid in de productieplanning. Om aan een
welbepaalde, gemiddelde uitgaande productiestroom te voldoen, zal men veelal in seriële
lotgroottes moeten werken. Andere operationele situaties, zoals een verschil in
machinesnelheden tussen twee opeenvolgende processen, kunnen eveneens aanleiding geven tot
het produceren in minimale lotgroottes. Omstellingen hebben dus een directe impact op de
capaciteit van een productieomgeving.
5 Serviceniveau verwijst naar de mate waarmee aan de vraag kan voldaan worden vanuit de voorraad.

Hoofdstuk 2 Algemeen: Waarom productie- en voorraadplanning? 15
𝐶𝑎𝑝𝑎𝑐𝑖𝑡𝑒𝑖𝑡 (𝑄) = 𝑄
𝑂𝑚𝑠𝑡𝑒𝑙𝑡𝑖𝑗𝑑 + 𝑄.𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒𝑡𝑖𝑗𝑑
Naarmate de reeksgrootte Q uit bovenstaande vergelijking stijgt, stelt men vast dat de capaciteit
van de machine of productielijn toeneemt. Het gemiddeld aantal eenheden geproduceerd per
tijdseenheid neemt toe. In het extreme wordt de maximale capaciteit de inverse van de
productietijd per eenheid (Figuur 11).
Figuur 11: Capaciteitsbenutting in functie van reeksgrootte (= Wiellengte)
Bron: Van Landeghem, 2009
Naast dit capaciteitsvraagstuk zijn er nog andere redenen die ondernemingen ertoe aanzetten om
in grote reeksen te produceren (Ashayeri et al., 2006). Reductie van variantie, een hoge
productkwaliteit of robuuste maar toch flexibele productiecyclussen als reactie op de dynamiek
van zowel eindvraag, grondstoffenaanlevering als verdere distributie. Deze laatste doelstelling
wordt ook nagestreefd door een cyclische volumeplanning. Het nadeel van de productie in
dergelijke minimale lotgroottes is de evenredige toename van doorstroomtijd voor de producten,
te beschrijven volgens Little’s law.
𝐿𝑇(#𝑡𝑖𝑗𝑑𝑠𝑒𝑒𝑛ℎ. ) =𝑊𝐼𝑃 (#𝑠𝑡𝑢𝑘𝑠: 𝑓(𝑄))
𝐷𝑒𝑚𝑎𝑛𝑑𝑅𝑎𝑡𝑒 �# 𝑠𝑡𝑢𝑘𝑠𝑡𝑖𝑗𝑑𝑠𝑒𝑒𝑛ℎ.�
Met deze toename van doorstroomtijd ontstaat er een groter tijdsverschil tussen het tijdstip
waarop het product geproduceerd en verkocht wordt. Het bedrijf wordt hierdoor kwetsbaarder
voor wijzigingen in de marktvraag en een groter werkkapitaal is vereist.
Hoofdstuk 2 Algemeen: Waarom productie- en voorraadplanning? 16
De conclusie is echter dat bedrijven voorraden aanhouden omdat het nog steeds goedkoper is ze
aan te houden dan wel ze niet aan te houden (Van Landeghem, 2009). Enerzijds vervullen
voorraden in verschillende productiestadia enkele cruciale functies: buffer tegen fluctuaties in
zowel vraag naar producten als tijden van productie, vraag of toelevering met als doel het
behalen van een vooropgestelde servicegraad. Anderzijds dienen voorraden gefinancierd te
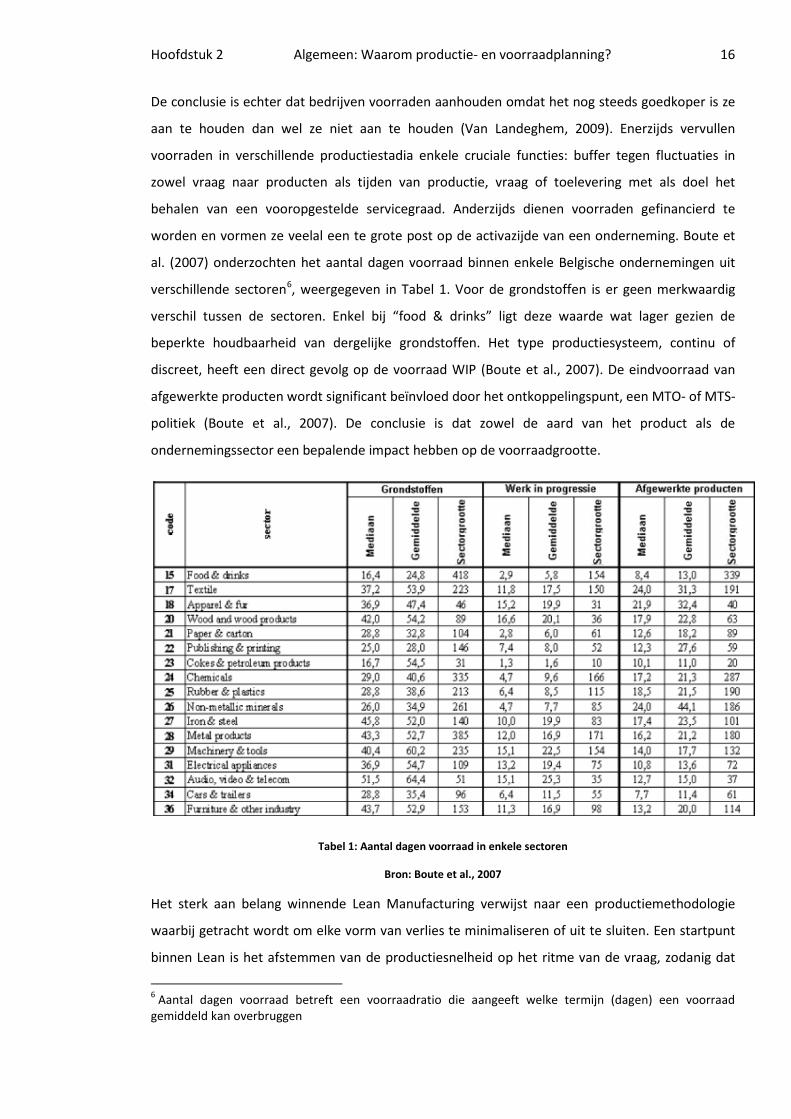
worden en vormen ze veelal een te grote post op de activazijde van een onderneming. Boute et
al. (2007) onderzochten het aantal dagen voorraad binnen enkele Belgische ondernemingen uit
verschillende sectoren6 Tabel 1, weergegeven in . Voor de grondstoffen is er geen merkwaardig
verschil tussen de sectoren. Enkel bij “food & drinks” ligt deze waarde wat lager gezien de
beperkte houdbaarheid van dergelijke grondstoffen. Het type productiesysteem, continu of
discreet, heeft een direct gevolg op de voorraad WIP (Boute et al., 2007). De eindvoorraad van
afgewerkte producten wordt significant beïnvloed door het ontkoppelingspunt, een MTO- of MTS-
politiek (Boute et al., 2007). De conclusie is dat zowel de aard van het product als de
ondernemingssector een bepalende impact hebben op de voorraadgrootte.
Tabel 1: Aantal dagen voorraad in enkele sectoren
Bron: Boute et al., 2007
Het sterk aan belang winnende Lean Manufacturing verwijst naar een productiemethodologie
waarbij getracht wordt om elke vorm van verlies te minimaliseren of uit te sluiten. Een startpunt
binnen Lean is het afstemmen van de productiesnelheid op het ritme van de vraag, zodanig dat
6 Aantal dagen voorraad betreft een voorraadratio die aangeeft welke termijn (dagen) een voorraad gemiddeld kan overbruggen
Hoofdstuk 2 Voorraadbeheer en productieplanning 17
een product pas geproduceerd wordt op het moment dat er effectief vraag naar is. Het
verwezenlijken van dergelijke gestroomlijnde productiesystemen vergt de toepassing van Lean
flow methodologieën via het koppelen van productiestappen door middel van kanban systemen,
supermarkten en FIFO-buffers. Steltijdreductie, beter gekend als SMED, is één van de grote
bouwstenen van het Lean Manufacturing. Wanneer men de steltijd van een machine kan
verkleinen wint de organisatie extra capaciteit die het ofwel kan invullen met een grotere
productieoutput ofwel met een grotere flexibiliteit in de productie van verschillende producten
(i.e. meer omstellingen). In Lean productieomgevingen worden productiestappen aan elkaar
gekoppeld door middel van “one-piece flow”, FIFO-buffers of supermarkten. De meest ideale
situatie, vanuit het opzicht van “waste”-reductie, is het gebruik van “one-piece flow”
verbindingen. Deze zijn in de realiteit niet steeds haalbaar omwille van operationele beperkingen,
waardoor afgeweken dient te worden naar supermarkten en voorraden. In de praktijk treft men
dikwijls productielijnen aan waarbij één machine een intensieve omstelling en/of instelling vergt
en dus bepalend is voor het verdere verloop van de productiestoom. Het onderzoek naar de
opbouw van een efficiënt productieschema, waarbij enerzijds operationele kosten
geminimaliseerd worden en anderzijds een zekere flexibiliteit en servicegraad gegarandeerd
wordt, maakt deel uit van de onderzoeksopzet.
2.2 Voorraadbeheer en productieplanning
In de veronderstelling dat organisaties slechts één product zouden produceren worden in sectie
2.2.1 een aantal single-item systemen aangehaald. Hieruit vloeien een aantal basisconcepten
voort die van belang zijn voor de uitwerking van de praktijkcase. Sectie 2.2.2 gaat over naar een
multi-item omgeving die nauwer aansluit bij de realiteit en dus complexer is.
2.2.1 Single-item voorraadbeheer
De EOQ en de EPQ vormen 2 basismodellen onder de assumptie van een constante gekende
vraag, vaste lever- en of productietermijnen en volledige productonafhankelijkheid. Voor de
bepaling van de bestel- of productiehoeveelheid Q wordt enkel gekeken naar de
corresponderende bestel- en voorraadkosten. In de literatuur vindt men dit terug als het model
van Wilson i.c.m. de formule van Camp.

Hoofdstuk 2 Voorraadbeheer en productieplanning 18
Figuur 12: Jaarlijkse voorraad- en bestelkosten
In 1922 publiceerde Camp de volgende formule waar Q* staat voor de optimale reeksgrootte,
waarbij de totale kosten van voorraad aanhouden en bestellen minimaal zijn (d.i. de EOQ). De
jaarlijkse voorraadkosten zijn lineair met het aantal stuks dat aangehouden wordt door gebruik te
maken van een vast kostenpercentage (d.i. α) van de eenheidskostprijs.
𝐷 = 𝐽𝑎𝑎𝑟𝑣𝑜𝑙𝑢𝑚𝑒 𝑝𝑟𝑜𝑑𝑢𝑐𝑡 (# 𝑠𝑡𝑢𝑘𝑠)
𝐶 = 𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑘𝑜𝑠𝑡 (€)
𝑆 = 𝑆𝑐ℎ𝑎𝑘𝑒𝑙 − 𝑜𝑓 𝑏𝑒𝑠𝑡𝑒𝑙𝑘𝑜𝑠𝑡 (€)
𝛼 = 𝐽𝑎𝑎𝑟𝑙𝑖𝑗𝑘𝑠 𝑘𝑜𝑠𝑡𝑒𝑛𝑝𝑒𝑟𝑐𝑒𝑛𝑡𝑎𝑔𝑒 𝑣𝑜𝑜𝑟𝑟𝑎𝑎𝑑 (%)
𝑄∗ = �2. 𝑆.𝐷𝛼.𝐶
Bovenstaande formule vloeit voort uit de eerste afgeleide naar Q van de totale kostenfunctie die
bestaat uit voorraad- en bestelkosten.

Hoofdstuk 2 Voorraadbeheer en productieplanning 19
Bijhorend voorraadverloop, met d gelijk aan de vraag per tijdseenheid, ziet er als volgt uit:
Figuur 13: Voorraadverloop EOQ-Model
Het grote verschil tussen EOQ en EPQ is de wijze van herbevoorrading. EOQ veronderstelt een
directe aanvulling (d.i. levering leverancier) terwijl bij EPQ deze aanvulling geleidelijk plaatsvindt
door middel van een stroom p (d.i. de productiesnelheid). De EPQ kan dan ook als volgt berekend
worden:
𝑑 = 𝑉𝑟𝑎𝑎𝑔 𝑝𝑒𝑟 𝑡𝑖𝑗𝑑𝑠𝑒𝑒𝑛ℎ𝑒𝑖𝑑
𝑝 = 𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒 𝑝𝑒𝑟 𝑡𝑖𝑗𝑑𝑠𝑒𝑒𝑛ℎ𝑒𝑖𝑑
𝑄∗ = �2. 𝑆.𝐷
�1 − 𝑑𝑝� 𝛼.𝐶
Bijhorend voorraadverloop ziet er dan ook als volgt uit:
Figuur 14: Voorraadverloop EPQ-Model

Hoofdstuk 2 Voorraadbeheer en productieplanning 20
Beide modellen veronderstellen dat de toelevering geen tijd in beslag neemt en aldus direct kan
plaatsvinden wanneer de voorraad op 0 komt te staan. Wanneer aan de assumptie van
deterministische vraag voldaan is kent men het exacte tijdstip waarop de voorraad het niveau 0
zal bereiken.
Productieomgevingen zijn veelal niet deterministisch zodat er met onzekerheden rekening dient
gehouden te worden. Onzekerheden met betrekking tot de levertermijn, productkwaliteit en
productvraag zorgen ervoor dat de organisatie zich op de één of andere manier dient te bufferen
door middel van een veiligheidsvoorraad. Het gewenste niveau van deze veiligheidsvoorraad is
gebaseerd op twee factoren: de gewenste servicegraad en de variantie in de vraag en
levertermijn. Een servicegraad weerspiegelt de beschikbaarheid van producten uit voorraad. Deze
beschikbaarheid kan gemeten worden: ofwel met het P1-model (“stockout service level”) ofwel
met het P2 model ( “fill rate service level”). Voor het P1 model geldt:
𝑆𝑒𝑟𝑣𝑖𝑐𝑒𝑔𝑟𝑎𝑎𝑑(𝑃1) = 1 −(𝑎𝑎𝑛𝑡𝑎𝑙 𝑜𝑟𝑑𝑒𝑟𝑐𝑦𝑐𝑙𝑖 𝑧𝑜𝑛𝑑𝑒𝑟 𝑠𝑡𝑜𝑐𝑘𝑏𝑟𝑒𝑢𝑘)
(𝑡𝑜𝑡𝑎𝑎𝑙 𝑎𝑎𝑛𝑡𝑎𝑙 𝑐𝑦𝑐𝑙𝑖)
Het P1 model geeft de fractie weer van het aantal cycli waarbij geen stockbreuk vastgesteld werd.
Een cyclus wordt aanzien als zijnde de tijd tussen twee opeenvolgende herbevoorradingen. Om de
P1 servicegraad van een product te bepalen wordt gekeken in hoeveel cycli stockbreuk is
opgetreden. Stockbreuk in 6 op de 10 cycli geeft een servicegraad van 60%. Bedrijven bepalen
dergelijke servicegraad voorafgaandelijk bij het uitstippelen van het voorraadbeheer.
Wanneer zowel de vraag als de levertermijn onafhankelijke random variabelen zijn wordt in het
P1 model de veiligheidsvoorraad, overeenstemmend met een bepaalde servicegraad, als volgt
bepaald (Ross, 1983):
𝐷: 𝑉𝑟𝑎𝑎𝑔 𝑛𝑎𝑎𝑟 ℎ𝑒𝑡 𝑝𝑟𝑜𝑑𝑢𝑐𝑡
𝐿𝑇: 𝐿𝑒𝑎𝑑𝑡𝑖𝑚𝑒 𝑜𝑓 𝑏𝑒𝑛𝑜𝑑𝑖𝑔𝑑𝑒 𝑡𝑖𝑗𝑑 𝑣𝑜𝑜𝑟 𝑎𝑎𝑛𝑙𝑒𝑣𝑒𝑟𝑖𝑛𝑔 𝑜𝑓 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒
𝜎𝑑2: 𝑉𝑎𝑟𝑖𝑎𝑛𝑡𝑖𝑒 𝑖𝑛 𝑑𝑒 𝑣𝑟𝑎𝑎𝑔 𝑛𝑎𝑎𝑟 ℎ𝑒𝑡 𝑝𝑟𝑜𝑑𝑢𝑐𝑡
𝜎𝐿𝑇2 : 𝑉𝑎𝑟𝑖𝑎𝑛𝑡𝑖𝑒 𝑖𝑛 𝑑𝑒 𝑙𝑒𝑣𝑒𝑟𝑖𝑛𝑔𝑠 − 𝑜𝑓 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒𝑝𝑒𝑟𝑖𝑜𝑑𝑒
𝑆𝑆 = 𝑘.�𝐿𝑇.𝜎𝑑2 + 𝜎𝐿𝑇2 .𝐷2

Hoofdstuk 2 Voorraadbeheer en productieplanning 21
In bovenstaande vergelijking is k een factor uit de normaalverdeling: bij een gewenste
servicegraad van 95% stemt k overeen met 1,65 omdat �̅� ± 1,65.𝜎𝑥 , bij een normaalverdeling,
95% van het oppervlak onder de curve bestrijkt. De veiligheidsvoorraad, uitgedrukt in aantal
producten, die overeenstemt met een servicegraad van 95% zal ervoor zorgen dat in 95 van de
100 ordercycli geen stockbreuk optreedt. Hierbij wordt geen rekening gehouden met de grootte
van de stockbreuk zijnde het exact aantal producten dat niet geleverd kan worden uit voorraad.
Het P2 model heeft het over “product fill rate” of de fractie van de productvraag die uit voorraad
geleverd werd:
𝑆𝑒𝑟𝑣𝑖𝑐𝑒𝑔𝑟𝑎𝑎𝑑(𝑃2) =(𝑎𝑎𝑛𝑡𝑎𝑙 𝑠𝑡𝑢𝑘𝑠 𝑔𝑒𝑙𝑒𝑣𝑒𝑟𝑑 𝑢𝑖𝑡 𝑣𝑜𝑜𝑟𝑟𝑎𝑎𝑑)
(𝑡𝑜𝑡𝑎𝑎𝑙 𝑎𝑎𝑛𝑡𝑎𝑙 𝑠𝑡𝑢𝑘𝑠 𝑔𝑒𝑣𝑟𝑎𝑎𝑔𝑑)
In deze benadering is er aandacht voor de grootte van de mogelijke stockbreuk bij de bepaling
van de servicegraad. P2 wordt aldus berekend over een gespecificeerd aantal stuks en niet zozeer
over tijd. Om de gewenste veiligheidsvoorraad te berekenen bij opgegeven “product fill rate”
wordt gekeken naar het verwacht aantal stuks tekort tijdens een ordercyclus. Ordercyclus staat
ook hier gelijk aan de tijd tussen twee opeenvolgende leveringen of productieruns. Bij het
bereiken van het bestelpunt, het voorraadniveau waarbij besteld wordt, zal een order Q
gelanceerd worden. Dit order wordt na de gekende levertermijn LT geleverd of geproduceerd,
waarna het terug in de voorraad terechtkomt. De gemiddelde vraag tijdens dergelijke ordercycli
stemt overeen met de lotgrootte of bestelde hoeveelheid Q.
𝐹𝑖𝑙𝑙 𝑟𝑎𝑡𝑒 = 1 −(𝑣𝑒𝑟𝑤𝑎𝑐ℎ𝑡 𝑡𝑒𝑘𝑜𝑟𝑡 𝑡𝑖𝑗𝑑𝑒𝑛𝑠 𝑜𝑟𝑑𝑒𝑟𝑐𝑦𝑐𝑙𝑢𝑠)
(𝑔𝑒𝑚𝑖𝑑𝑑𝑒𝑙𝑑𝑒 𝑣𝑟𝑎𝑎𝑔 𝑡𝑖𝑗𝑑𝑒𝑛𝑠 𝑜𝑟𝑑𝑒𝑟𝑐𝑦𝑐𝑙𝑢𝑠(𝑄) )
De relatie tussen veiligheidsvoorraad en “product fill rate” wordt weergegeven door
onderstaande servicefunctie H’(k), die de verwachte hoeveelheid stockbreuk per ordercyclus
uitgedrukt in aantal standaarddeviaties:
𝐻′(𝑘) = �(𝑥 − 𝑘).𝑓(𝑥).𝑑𝑥∞
𝑥
Hierbij is f(x) de densiteitfunctie van de gestandaardiseerde normale verdeling. Als H’(k) gelijk is
aan 0,1 is de gemiddelde hoeveelheid stockbreuk per ordercyclus gelijk zijn aan 10% van de
standaardafwijking tijdens de levertermijn ofwel 0,1 ∗ �𝐿𝑇.𝜎𝑑2 + 𝜎𝐿𝑇2 .𝐷2. Tabelwaarden kunnen
teruggevonden worden in bijlage I d.m.v. interpolatie.
Hoofdstuk 2 Voorraadbeheer en productieplanning 22
Men kan de verwachte hoeveelheid stockbreuk ook uitdrukken in een percentage t.o.v. de vraag
tijdens de ordercyclus. Dit percentage vormt dan het complement van de “product fill rate”:
1 − 𝑃2 =𝐻′(𝑘).�𝐿𝑇.𝜎𝑑2 + 𝜎𝐿𝑇2 .𝐷2
𝑄
Wanneer zowel “product fill rate” P2, hoeveelheid Q als onzekerheden in de vraag en levertermijn
gekend zijn kan H’(k) uit bovenstaande formulering berekend worden. Aan de hand van de
servicefunctie wordt vervolgens de veiligheidsfactor k afgeleid. Het berekenen van de benodigde
veiligheidsvoorraad is verder analoog aan het P1 model:
𝑆𝑆 = 𝑘.�𝐿𝑇.𝜎𝑑2 + 𝜎𝐿𝑇2 .𝐷2
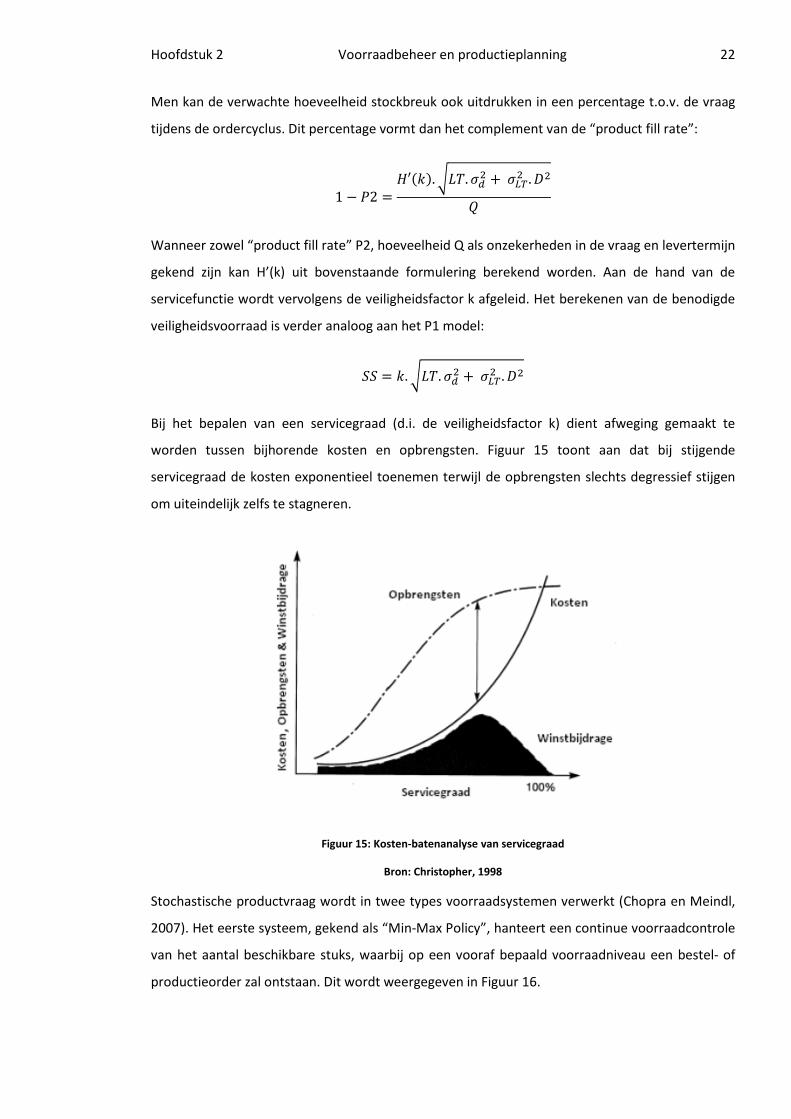
Bij het bepalen van een servicegraad (d.i. de veiligheidsfactor k) dient afweging gemaakt te
worden tussen bijhorende kosten en opbrengsten. Figuur 15 toont aan dat bij stijgende
servicegraad de kosten exponentieel toenemen terwijl de opbrengsten slechts degressief stijgen
om uiteindelijk zelfs te stagneren.
Figuur 15: Kosten-batenanalyse van servicegraad
Bron: Christopher, 1998
Stochastische productvraag wordt in twee types voorraadsystemen verwerkt (Chopra en Meindl,
2007). Het eerste systeem, gekend als “Min-Max Policy”, hanteert een continue voorraadcontrole
van het aantal beschikbare stuks, waarbij op een vooraf bepaald voorraadniveau een bestel- of
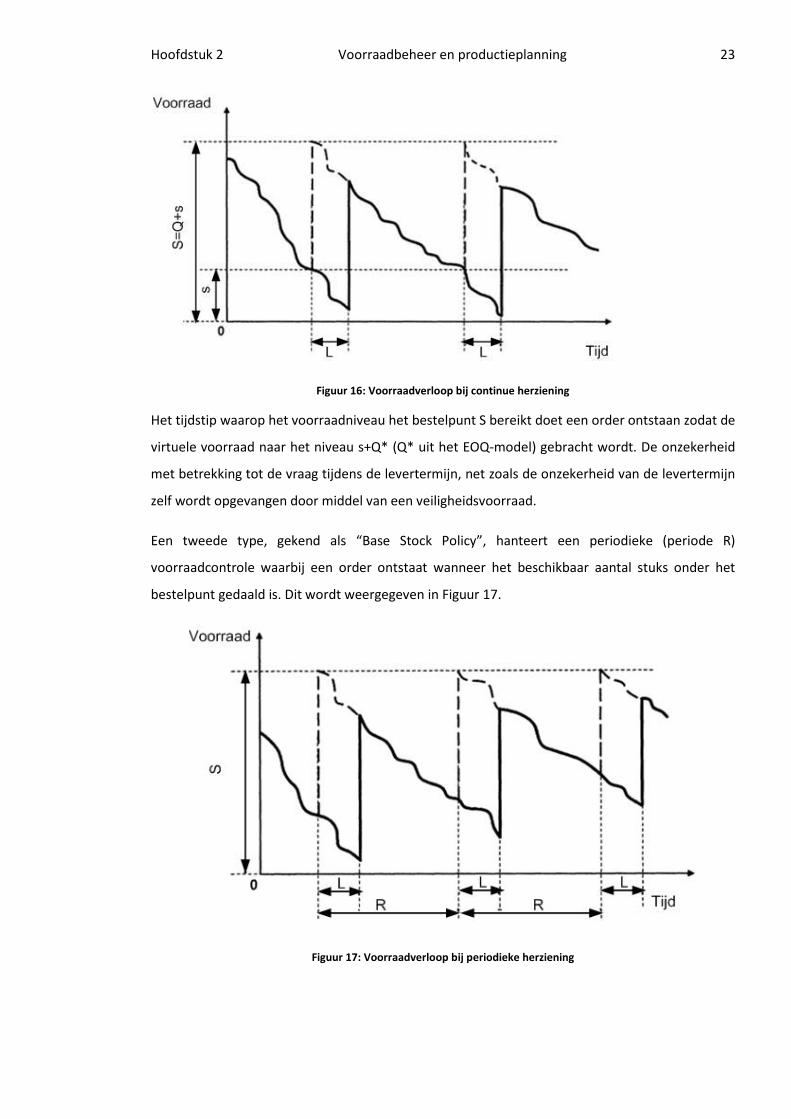
productieorder zal ontstaan. Dit wordt weergegeven in Figuur 16.
Hoofdstuk 2 Voorraadbeheer en productieplanning 23
Figuur 16: Voorraadverloop bij continue herziening
Het tijdstip waarop het voorraadniveau het bestelpunt S bereikt doet een order ontstaan zodat de
virtuele voorraad naar het niveau s+Q* (Q* uit het EOQ-model) gebracht wordt. De onzekerheid
met betrekking tot de vraag tijdens de levertermijn, net zoals de onzekerheid van de levertermijn
zelf wordt opgevangen door middel van een veiligheidsvoorraad.
Een tweede type, gekend als “Base Stock Policy”, hanteert een periodieke (periode R)
voorraadcontrole waarbij een order ontstaat wanneer het beschikbaar aantal stuks onder het
bestelpunt gedaald is. Dit wordt weergegeven in Figuur 17.
Figuur 17: Voorraadverloop bij periodieke herziening

Hoofdstuk 2 Voorraadbeheer en productieplanning 24
2.2.2 Multi-item voorraadbeheer en productieplanning
De veronderstelling dat een bedrijf slechts één product zou produceren is slechts beperkt geldig.
Uitbreiding van de modellen naar een multi-item omgeving is veelal noodzakelijk.
Bestelpuntsystemen voor voorraadbeheer en het impliciet aansturen van de productie gebeurt
door specifieke procedures waarin ook het eigenlijke bestelsysteem zit. Dit bepaalt wanneer de
voorraad aangevuld gaat worden, ofwel door nieuwe productie ofwel door bestelling bij de
leverancier. Het dynamisch uitvoeren van productieorders, zonder vastgelegde volgorde en/of
tijdstip, kent verschillende wijzen van praktische uitwerking. Het voorraadniveau waarbij een
productieopdracht ontstaat, wordt bepaald op basis van de maximaal benodigde tijd tot
herbevoorrading. Een bestelsysteem bepaalt dus zowel het besteltijdstip als de
bestelhoeveelheid. Beide factoren kunnen vast of variabel zijn (Tabel 2), op basis waarvan een
onderscheid gemaakt wordt in de verschillende bestelsystemen (Silver et al., 1998).
• BQ-systeem Variabel besteltijdstip: Vast bestelniveau B en vaste hoeveelheid Q
• sQ-systeem Periodiek vast besteltijdstip: Vast bestelniveau s en vaste hoeveelheid Q
• BS-systeem Variabel besteltijdstip: Vast bestelniveau B en opvullen tot S
• sS-systeem Periodiek vast besteltijdstip: Vast bestelniveau s en opvullen tot S
Tabel 2: Overzicht bestelsystemen
Bron: Silver et al., 1998
Silver et al. (1998) argumenteren dat systemen met vaste besteltijdstippen veel voorkomen
omwille van de relatieve eenvoud, de mogelijkheid tot gezamenlijk bestellen van producten7
Tabel 2
en in
het bijzonder als er geen voorraadsoftware gebruikt wordt. Kenmerkend voor de bestelsystemen
uit is dat een stochastische vraag naar eindproducten leidt tot een veranderlijke
doorvoering van productieorders. Hierbij bestaat enerzijds de mogelijkheid dat meerdere
producten, eventueel bijna gelijktijdig, een productieorder kunnen genereren, waardoor
wachtrijen kunnen ontstaan door capaciteitsoverschrijding. Anderzijds kan ook door gebrek aan
gegenereerde productieorders tijdelijke onderbelasting van het systeem voorkomen. Het
toepassen van wachtlijntheorieën in combinatie met dergelijke bestelsystemen leidt tot
waardevolle inzichten en heeft tot doel deze wachtlijnen te minimaliseren. De impact van
wachtlijnen op bezettingsgraden, bedieningstijden, omstelfrequenties en vele andere
operationele parameters werden reeds uitvoerig bestudeerd in de literatuur (Vaughan, 2006).
7 Gezamenlijk bestellen kan leiden tot lagere vaste kosten zoals bijvoorbeeld transport.

Hoofdstuk 2 Voorraadbeheer en productieplanning 25
De meeste beschikbare productieplanningsoftware maken gebruik van de MRP II benadering
(Drexl & Kimms, 1997). Hierbij ontstaat een productieplan via 3 fasen:
1. De reeksgrootte wordt bepaald voor ieder eindproduct en verder vertaald naar elk niveau
van zijn productopbouw (d.i. BOM) zonder rekening te houden met capaciteit.
2. De uitwerking van fase 1 leidt meestal tot een capaciteitstekort, waardoor de productie
van sommige producten uitgesteld wordt tot een haalbaar schema gevonden is. Hierdoor
verliest men de logische relaties tussen de producten (bv. een product kan pas afgewerkt
worden als de benodigde halffabricaten beschikbaar zijn).
3. Ten slotte worden dan de beslissingen, met betrekking tot de productievolgorde,
genomen om de tekortkomingen van fase 2 weg te werken. Wanneer uiteindelijk een
haalbaar plan tot stand is gekomen worden de orders gelanceerd.
Jammer genoeg leidt deze MRP II benadering in de praktijk tot lange wachttijden, hoge WIP en
backorders. Onderstaande geavanceerdere modellen zoals het CLSP trachten hiervoor een
oplossing te vinden door integratie van enkele fasen uit het MRP II (Drexl & Kimms, 1997).
2.2.2.1 Capacitated Lot Sizing Problem (CLSP)
Campbell (1991) beschrijft het CLSP als volgt: “The capacitated lot sizing problem deals with
planning production for multiple items which share a single capacity-constrainted machine”. Het
probleem bepaalt de reeksgroottes voor verschillende producten in een vooropgestelde termijn
met als doel de voorraad- en bestelkosten te minimaliseren. Het CLSP is aldus single-level, multi-
product, met beperkte capaciteit, waar geen backorders toegelaten zijn en met een dynamische
vraag. Een belangrijk onderscheid dient gemaakt te worden tussen “large bucket” problemen en
“small bucket” problemen. CLSP is het voorbeeld van “large bucket” probleem aangezien in
eenzelfde periode meerdere producten geproduceerd kunnen worden (Eppen & Martin, 1987).
Een tijdslot of periode beslaat meestal een iets grotere termijn, een macro-periode (bv. week). Bij
“small bucket” problemen is de productie per periode beperkt tot slechts één product waardoor
impliciet met kortere periodes kan gewerkt worden, een micro-periode (bv. uren, shift of dag).
Aangezien bij het CLSP meerdere producten per tijdslot geproduceerd kunnen worden omvat de
oplossing van dergelijk model geen beslissingen m.b.t. scheduling. Meestal wordt het plannen per
periode in een daaropvolgende fase opgelost (Drexl & Kimms, 1997). Deze opsplitsing tussen
enerzijds de berekening van de reeksgroottes en anderzijds de problematiek van het schedulen of
plannen, samen met de bepaling van de tijdsperiode, blijken interessante opvattingen voor
verdere uitwerking in de Orac N.V. case. Een mathematische MIP formulering van het CLSP ziet er
als volgt uit:

Hoofdstuk 2 Voorraadbeheer en productieplanning 26
Indexen:
i = index voor producten (i = 1,…,N)
t = index voor periodes (t = 1,…,T) (met t in de grootteorde van een week)
Parameters:
ai= Aantal periodes nodig voor omschakeling naar product i
di,t = Vraag naar product i in periode t
hi = Voorraadkost voor product i per periode
Ki= Schakelkost van de machine voor productie van product i
Ii,0 = Beginvoorraad van product i
Ct= Beschikbare machinecapaciteit in periode t
ri = Benodigde capaciteit voor productie van één product i
Variabelen:
qit= Productie van product i in periode t
Iit= Eindvoorraad product i in periode t
yit= Binaire variabele, geeft productie weer van product i in periode t
vit = Binaire variabele, geeft weer of machine in periode t in omschakeling is voor product i
Doelfunctie:
𝑚𝑖𝑛��(𝐾𝑖𝑦𝑖𝑡 + ℎ𝑖𝐼𝑖𝑡)𝑡𝑖
Som van schakel- en voorraadkosten

Hoofdstuk 2 Voorraadbeheer en productieplanning 27
Restricties:
𝐼𝑖,𝑡−1 + 𝑞𝑖,𝑡 − 𝑑𝑖,𝑡 = 𝐼𝑖,𝑡
∀ 𝑖, 𝑡 − Voorraadverloop voor product i in
periode t
� 𝑟𝑖𝑞𝑖𝑡 ≤ 𝐶𝑡𝑖
∀ 𝑡 − Machinecapaciteit in periode t
𝑟𝑖𝑞𝑖𝑡 ≤ 𝐶𝑡𝑦𝑖𝑡
∀ 𝑖, 𝑡 − Logische beperking voor omstellingen
𝑞𝑖𝑡 ≥ 0, 𝐼𝑖𝑡 ≥ 0,𝑦𝑖𝑡 ∈ {0,1}
∀ 𝑖, 𝑡 − Beperking van de variabelen
Dit CLSP is NP-hard8
2.2.2.2 Economic Lot Scheduling Problem (ELSP)
(Britan & Yanasse, 1982). De complexiteit van het probleem zorgt ervoor dat
een efficiënte exacte oplossingsmethode tot op heden ongekend is. Thizy & Wassenhove (1985)
ontwikkelden een heuristieke oplossingsmethode gebaseerd op Lagrange relaxatie. Een sterk
aanleunende variant van dit CLSP is het DLSP (Discrete Lot Sizing and Scheduling Problem). “DLSP
is the problem of stating the sequence and size of production lots or batches for a number of
different items at one or more machines in a single-stage manufacturing process” Solomon et al.
(1991). Het DLSP is een “small bucket” probleem: macro-periodes (d.i. weken) worden
onderverdeeld in gelijke micro-periodes (d.i. shifts, uren) waarin telkens slechts 1 product
geproduceerd wordt met als gevolg een volledige capaciteitsbezetting gedurende deze periode.
Quadt (2004) geeft een samenvattend overzicht van de ontwikkelingen en beschrijft een
gefaseerde oplossingsmethodiek voor het DLSP.
De modellen beschreven in sectie 2.2.1 en 2.2.2 zijn onderhevig aan een aantal operationele
beperkingen waardoor ze niet steeds uitvoerbaar zijn. Bij gebruik van EPQ of EOQ kan de optimale
oplossing bijvoorbeeld een niet integere Q* opleveren. Daarnaast is misschien wel de
belangrijkste beperking, het gebruik van dezelfde productiefaciliteit en machines voor
verschillende producten. Men wordt dan immers geconfronteerd met een beperkte capaciteit.
Met deze capaciteiten werd rekening gehouden in het CLSP. Doordat het CLSP echter NP-hard is
dienen we verder te zoeken naar een alternatieve productieplanningsmethodiek.
Het ELSP of “Economic Lot Scheduling Problem arises from the desire to accommodate the cyclical
production patterns that are based on economic manufacturing quantity calculations for
8 NP-hard: Non-Polynomial of de duurtijd om tot een oplossing van het model te komen is niet lineair met de omvang van het gedefinieerd probleem (Aghezzaf, 2009).

Hoofdstuk 2 Voorraadbeheer en productieplanning 28
individual items on a single production facility” (Elmaghraby, 1978). Door middel van vaste
reeksgroottes, constante vraag en vaste cyclustijden wordt een oneindig repetitief
productieschema opgesteld. Van het ELSP is eveneens gekend dat het NP-hard is (Dobson, 1987).
De optimale oplossing is dus moeilijk te vinden zodat doorheen de jaren tal van heuristieke
oplossingsmethoden ontstaan zijn om tot een wenselijke oplossing te komen (Dobson, 1987 en
Zipkin, 1991).
Het ELSP vertrekt van een aantal assumpties:
• Verschillende producten worden geproduceerd op één enkele machine en kunnen niet
gelijktijdig plaatsvinden
• De vraag naar eindproducten is constant en wordt voldaan vanuit een voorraad
• Er zijn geen backorders mogelijk
• Voor elk product is de productiesnelheid gekend
• Omsteltijden en omstelkosten zijn vast en onafhankelijk van de productievolgorde
• Voorraadkosten worden uitgedrukt als percentage van de productkost
• Oneindige planningstermijn
De doelstelling van het ELSP is het achterhalen van een repetitief productieplan met een vaste
volgorde voor de productie van producten. Met dit productieplan wordt steeds voldaan aan de
vraag en dit aan minimale kosten van voorraad en omstellingen. De eigenschappen en assumpties
van dit probleem lijken geschikt om tot een repetitieve volumeplanning te komen voor de
extrusielijnen op het geaggregeerde niveau van de halffabricaten en/of matrijzen in de Orac N.V
case. Doll & Whybark (1973) leveren een mathematische uitwerking van het probleem, gekoppeld
aan een heuristieke oplossingsmethode. Beide auteurs baseren hun oplossingsheuristiek op het
EPQ-model9
𝑆𝑖: Schakelkost product i
. Deze logica en formules werden aangepast met als doel verder te kunnen werken
met de basis van het EOQ-model. Deze methode bepaalt gelijktijdig en op iteratieve wijze de
wiellengte en de productiefrequenties. Deze oplossingsmethode gaat als volgt:
𝐷𝑖: Jaarvraag product i
𝐶𝑖: Kostprijs product i
𝛼: Percentage jaarlijkse voorraadkost
9 De gehanteerde vergelijkingen zijn gebaseerd op productie- en consumptierates.

Hoofdstuk 2 Voorraadbeheer en productieplanning 29
Stap 1:
Bepaal 𝐸𝑂𝑄𝑖 onafhankelijk voor elk product i volgens 𝑄𝑖∗ = �2.𝑆𝑖.𝐷𝛼.𝐶
Stap 2:
Bereken de initiële wiellengte 𝑇∗ uitgedrukt in aantal jaar aan de hand van het minst
voorkomende product (d.i. het grootste productie-interval):
𝑇∗ = 𝑀𝑎𝑥 �𝐸𝑂𝑄𝑖𝐷𝑖
� = 𝑀𝑎𝑥 �1
𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒𝑓𝑟𝑒𝑞𝑢𝑒𝑛𝑡𝑖𝑒𝑖�
Stap 3:
Bepaal de gehele product multipliers (afgerond naar boven en naar beneden) van de andere
producten ten opzichte van de huidige wiellengte 𝑇∗ uit stap 2:
𝐾𝑖+ = �𝑇∗
𝑇𝑖�
𝐾𝑖− = �𝑇∗
𝑇𝑖�
Stap 4:
Bereken de meerkost per product door gebruik te maken van 𝐾𝑖+
𝑇∗, 𝐾𝑖
−
𝑇∗ als nieuwe
productiefrequenties 𝑃𝑖 (aantal keren productie per jaar):
𝐽𝑎𝑎𝑟𝑙𝑖𝑗𝑘𝑠𝑒 𝑘𝑜𝑠𝑡 = 𝑃𝑖. 𝑆𝑖 + 12
.𝐶𝑖.𝛼𝐷𝑖𝑃𝑖
Selecteer deze 𝐾𝑖∗ waar bovenstaande kost het kleinste is.
Stap 5:
Herbereken de nieuwe wiellengte op basis van de in stap 4 geselecteerde productiefrequenties
voor de verschillende producten.

Hoofdstuk 2 Voorraadbeheer en productieplanning 30
𝑇∗ = �∑ 2. 𝑆𝑖𝑛𝑖=1 .𝐾𝑖∗
2
∑ 𝐷𝑖𝑛𝑖=1 .𝛼.𝐶𝑖
Deze formule is het resultaat van de eerste afgeleide van de kostenfunctie uitgeschreven in
functie van 𝑇∗uit stap 2 en de gekozen productiefrequenties uit stap 4. Impliciet beschouwt deze
kostenfunctie de kost per tijdseenheid voor de verschillende producten.
Stap 6:
Neem deze 𝑇∗ en herhaal de procedure vanaf stap 3. Wanneer de 𝐾𝑖∗ niet meer wijzigt stopt de
iteratieve methode. De wiellengte met gehele productiefrequenties voor de producten is dan
gevonden.
Doll & Whybark (1973) beperken zich in dit artikel tot het bepalen van productiefrequenties
binnen een cyclische wiellengte en niet zozeer tot het uitwerken van een haalbaar
productieschema. Het opmaken van een optimaal of zelfs haalbaar productieschema wordt
moeilijker naarmate de bezettingsgraad van de machine toeneemt. Beide auteurs argumenteren
dat, de berekende wiellengte 𝑇∗ en productiefrequenties 𝐾𝑖∗ een goede basis vormen om tot een
haalbaar schema te komen, zij het met licht gewijzigde frequenties en cyclustijden. Doll &
Whybark respecteren de capaciteitsbeperking door het uitvoeren van een controlestap, welke
hier niet beschreven wordt. Een capaciteitstekort zou leiden tot het vergroten van de wiellengte
𝑇∗ met grotere reeksen als gevolg. Van den broecke (2006) argumenteert dat, door beperking van
het cyclisch volumeplan tot de belangrijkste producten (d.i. fast-moving items), steeds voldaan is
aan deze capaciteitsbeperking.
2.2.2.3 Stochastic Economic Lot Scheduling Problem (SELSP)
In het standaard ELSP wordt een constante vraag verondersteld. Deze veronderstelling van
deterministisch constante vraag is echter in vele praktijktoepassingen niet correct. Sox, Jackson,
Bowman & Muckstadt (1999) definiëren het SELSP op volgende wijze: “The Stochastic Lot
Scheduling Problem (SLSP) is the problem of scheduling production of multiple products, each
with random demand, on a single facility that has limited production capacity and significant
change-overs between products”. Het SELSP heeft in vergelijking met het ELSP veel minder
wetenschappelijke aandacht en onderzoek genoten in de literatuur (Sox et al. 1999). Het SELSP
bestaat ook hier uit twee deelaspecten: bepaling van de reeksgrootte enerzijds en van de
productievolgorde anderzijds. Deze volgorde in productie kan ofwel vast (Gallego, 1994) ofwel
dynamisch (Sox & Muckstadt, 1997) zijn. Wanneer gewerkt wordt met een vaste volgorde wordt

Hoofdstuk 2 Voorraadbeheer en productieplanning 31
veelal gebruik gemaakt van een “order-up-to policy” met aldus variabele reeksgroottes. Men
stopt de productie wanneer een welbepaald voorraadpeil is bereikt. Bij dynamische volgorde zijn
zowel de productievolgorde als de reeksgrootte variabel.
Veelal wordt in een eerste stap geen rekening gehouden met de variantie in de vraag zodat het
ELSP opgelost wordt. In een tweede stap wordt een veiligheidsvoorraad bepaald per product om
deze variantie op te vangen (Axsäter, 2000). Brander & Forsberg (2005) ontwerpen een model
waarbij de vraag naar eindproducten gekarakteriseerd wordt door normaalverdelingen. Hun werk
toont aan hoe de veiligheidsvoorraad samen met de “reorder-up-to” voorraadniveaus bepaald
kan worden voor een bepaalde productievolgorde, zowel bij voldoende vrije productieruimte als
bij hoge bezettingsgraad. De veiligheidsvoorraad wordt berekend met behulp van de formule uit
sectie 2.2.1:
𝑆𝑆 = 𝑘.�𝐿𝑇.𝜎𝑑2 + 𝜎𝐿𝑇2 .𝐷2
Hierbij is de verwachtte cyclustijd tussen twee opstarten van eenzelfde product gekend. Voor het
schatten van de variantie wordt een onderscheid gemaakt tussen hoge en lage bezettingsgraad
(d.i. de aan- of afwezigheid van “idle time” in de productieplanning). Wanneer de capaciteit van
de productielijn niet ten volle benut wordt kan een deel van de vraagvariantie tijdens de cyclustijd
opgevangen worden door de vrije capaciteit te benutten. Zodoende hoeft de veiligheidsvoorraad
niet aangesproken te worden (Brander & Forsberg, 2005).
2.2.3 Cyclische productieplanning
Het ELSP beschrijft maar één specifieke uitvoering voor het cyclisch plannen van productie. Hall
(1988) beschrijft de voordelen van cyclische productieplanning via enkele praktijkgerichte
illustraties. Wachtlijntheorie en andere stochastische benaderingen vertrekken van “randomness”
als een vast gegeven binnen de productie. Een cyclisch productieplan daarentegen tracht deze
“randomness” net te elimineren. In de autoassemblage wordt door cyclische productieplanning
een gebalanceerde assemblagelijn en evenwichtige toelevering van componenten nagestreefd.
Een vaste volgorde van varianten, open of gesloten dak, 2 of 4 deuren, automatische of manuele
versnellingsbak, …, wordt opgesteld zodat werkposten en toelevering afwisselend belast worden.
Deze gelijkmatige benutting, van machinecapaciteit en grondstofverbruik, samen met een
homogene uitstroom aan halffabricaat is wenselijk en vormt één van de doelstellingen in de Orac
N.V. case.

Hoofdstuk 2 Voorraadbeheer en productieplanning 32
Een cyclisch productieplan geeft, net zoals een gewoon productieplan, aan wanneer de productie
van een product start en eindigt. De term “cyclische planning” weerspiegelt vaste
bestelintervallen, vermits de termijn tussen twee opeenvolgende periodes van productie voor
eenzelfde product constant is. In de veronderstelling dat de vraag relatief constant is voor de
geplande producten, wordt in de eerste plaats vooral een kostenminimalisatie nagestreefd van
voorraadkosten en omstelkosten voor de machine (Dobson, 1987 en Maztsuo et al., 1991).
Daarnaast is maximalisatie van flow binnen de organisatie ook een doel. Dit sluit aan bij recentere
ontwikkelingen op het gebied van “Lean Manufacturing”. Hall (1988) verwijst naar de relatie
tussen cyclische planning en de “just-in-time”-filosofie. Karmarkar & Schrage (1985), Jackson,
Maxwell & Muckstadt (1988) en Roundy (1986) onderzochten de uitbreiding van cyclische
productieplanning naar een meer dynamische omgeving en een multi-stage productie van
producten.
Whybark (1984) beschrijft een cyclisch planningsmodel in een Fins transmissieproductiebedrijf.
De directe voordelen die voortvloeien uit het gebruik van cyclische productieschema’s zijn:
- Sterke daling van de WIP
- Snellere levertermijnen en hogere servicegraden
- Hogere winst
- Minder behoefte aan planningsverantwoordelijken.
Het groot verschil tussen cyclische productieplanning en een bestelpuntensysteem is de
aanwezigheid van een vaste productievolgorde. Productieorders ontstaan niet door daling van het
voorraadniveau tot onder het ROP maar wel door vooraf gedefinieerde productiestarttijden.
Silver et al. (1998) concluderen dat het cyclisch plannen twee onderzoeksvragen opwerpt. Ten
eerste: wat zijn de lotgroottes bij opstart van productie? En ten tweede: wanneer vindt de
productie plaats? Het berekenen van de EOQ voor de verschillende producten (of
productfamilies) geeft een indicatie van de lotgrootte met als doel omstel- en voorraadkost te
minimaliseren. Het opstellen van een haalbaar productieplan: wanneer een specifiek product nu
juist geproduceerd zal worden en over welke juiste tijdspanne het productieplan zich herhaalt,
staat beter bekend als het “Lot Scheduling Problem”.
Moon et al. (2002) groeperen het cyclisch plannen in 3 categorieën:
- De “Common Cycle” benadering: Alle producten worden slechts één maal geproduceerd
tijdens een gehele productiecyclus. Hierbij komt de beslissing neer op het bepalen van de
cyclustijd of de tijd tussen twee opeenvolgende opstarten van alle producten.
Hoofdstuk 2 Voorraadbeheer en productieplanning 33
- De basisperiode benadering: Verschillende producten kunnen een verschillende cyclustijd
hebben, maar zijn gehele veelvouden van een bepaalde basisperiode. Deze benadering
zorgt voor meer flexibiliteit dan bij de “common cycle” benadering, vergt meer
berekeningscapaciteit en garandeert geen feasibiltity.
- De tijdsafhankelijke lotgroottes: Verschillen in lotgroottes binnen eenzelfde product zijn
toegelaten doorheen het cyclisch productieschema. Dit impliceert dat de cyclustijden
voor eenzelfde product kunnen wijzigen in de tijd. Dobson (1987) bewijst dat deze
opvatting steeds toelaat een feasible schedule te genereren.
Vaughan (2007) bestudeert en vergelijkt het cyclisch plannen met een vaste productievolgorde en
het dynamisch bestelpuntensysteem, beide op lange termijn (d.i. een systeem in “steady state”).
Er worden enkele belangrijke conclusies getrokken. Het bestelpuntensysteem genereert
productieorders op willekeurige tijdstippen, met risico op het ontstaan van wachttijden. Dit leidt
tot een noodzakelijke aangroei van de veiligheidsvoorraad. Het systeem mag eveneens geen
extreme bezetting kennen, anders zouden de wachtlijnen oneindig toenemen. De geaggregeerde
voorraad is de parameter waarmee beide systemen met elkaar vergeleken worden tot het
behalen van een gewenste servicegraad. Bij optimalisatie van bestelsysteem, reeksgrootte en
bestelpunt in functie van bezettingsgraad, wachtlijnen en veiligheidsvoorraad, zal dit
bestelpuntensysteem het cyclisch productieplan overtreffen. Dit laatste heeft echter zijn eenvoud
als grote voordeel. Vaughan (2007) haalt enkele factoren aan die een bepalende invloed hebben
op de prestatie van beide systemen: het aantal verschillende producten, de omsteltijd en de
bezettingsgraad van het proces (Figuur 18).

Hoofdstuk 2 Voorraadbeheer en productieplanning 34
Figuur 18: Bestelpuntsysteem vergeleken met Cyclisch Produceren
Bron: Vaughan, 2007
Het simulatieonderzoek concludeert dat in een bedrijfssituatie met een beperkt aantal producten,
lange omsteltijden en een hoge bezettingsgraad (d.i. benodigde tijd voor productie), een cyclisch
productieplan betere resultaten oplevert. In een bedrijfssituatie met meer producten, kortere
omsteltijden en een lage bezettingsgraad, kan een bestelsysteem na parameteroptimalisatie
betere resultaten genereren.
2.2.4 Joint Replenishement Problem (JRP)
Produceren of bestellen in lotgroottes relatief groter dan de vraag naar eindproducten is het
gevolg van de aanwezigheid van vaste kosten in de productie of het bestellen bij leveranciers.
Deze kosten zijn binnen een bepaald bereik onafhankelijk van de grootte van productie of
bestelling. Organisaties kunnen schaaleconomieën nastreven door het spreiden van deze vaste
kosten over het totaal aantal geproduceerde of bestelde goederen. Het JRP of “Joint
Replenishment Problem” vertoont vele gelijkenissen met het bestudeerde probleem in deze
thesis. Namelijk, het inplannen van de productie voor verschillende producten op enkele
machines volgens een repetitief productieschema. Heuristieke oplossingsmethoden ontworpen
voor het JRP kunnen mits kleine aanpassingen gebruikt worden bij het bereken van
productiefrequenties in plaats van bestelfrequenties. De doelstelling is het uitwerken van
productie- en of bestelgroottes samen met een bestelpolitiek die leidt tot kostenminimalisatie.

Hoofdstuk 2 Voorraadbeheer en productieplanning 35
𝐷𝑖 = 𝐽𝑎𝑎𝑟𝑣𝑟𝑎𝑎𝑔 𝑃𝑟𝑜𝑑𝑢𝑐𝑡 𝑖
𝑆 = 𝑉𝑎𝑠𝑡𝑒 𝑘𝑜𝑠𝑡 𝑒𝑙𝑘𝑒 𝑘𝑒𝑒𝑟 𝑒𝑒𝑛 𝑏𝑒𝑠𝑡𝑒𝑙𝑙𝑖𝑛𝑔 𝑤𝑜𝑟𝑑𝑡 𝑔𝑒𝑝𝑙𝑎𝑎𝑡𝑠𝑡
𝑠𝑖 = 𝐴𝑑𝑑𝑖𝑡𝑖𝑜𝑛𝑒𝑙𝑒 𝑏𝑒𝑠𝑡𝑒𝑙𝑘𝑜𝑠𝑡 𝑤𝑎𝑛𝑛𝑒𝑒𝑟 𝑝𝑟𝑜𝑑𝑢𝑐𝑡 𝑖 𝑤𝑜𝑟𝑑𝑡 𝑏𝑒𝑠𝑡𝑒𝑙𝑑
Veronderstel: een retailer bestelt verschillende producten bij 1 of enkele producenten. In zijn
beslissing omtrent de ideale lotgroottes en bestelstrategie kan hij 3 benaderingen toepassen:
1. De manager beschouwt en bestelt elk product apart. Deze benadering is een directe
toepassing van de EOQ-logica waarbij de kosten optimaal zijn voor ieder individueel
product maar daarom zeker niet optimaal voor het gezamenlijke assortiment.
2. Alle producten worden steeds gezamenlijk besteld in 1 bestelling. Hierbij wordt gepoogd
de vaste bestelkost maximaal te spreiden over alle producten. De zwakte van deze
benadering is dat producten met een relatief lage vraag (d.i. “slow moving” producten)
eenzelfde bestelfrequentie hebben als de producten met hoge vraag (d.i. “fast moving”
producten). Wanneer de bestelling van deze “slow moving” producten gepaard gaat met
een hoge productspecifieke bestelkost si leidt deze bestelpolitiek eveneens tot hoge
kosten. In dergelijk geval kan het aangewezen zijn “slow moving” producten aan een
lagere frequentie te bestellen dan de “fast moving” producten.
3. Producten worden samen besteld maar niet iedere bestelling bevat elk product. Intuïtief
lijkt het alsof deze derde benadering zal leiden tot de laagste kosten met een complexere
berekening van welke producten al dan niet gezamenlijk besteld zullen worden tot gevolg.
Deze problematiek staat in de literatuur beter bekend als het JRP. Het oplossingsalgoritme van
Nilsson, Segerstedt & van der Sluis (2005) wordt hieronder beschreven. Het reguliere JRP en
bijhorende herbevoorradingen houden aldus twee types van kosten in. Enerzijds grotere
algemene kosten, onafhankelijk van de producten, en anderzijds productspecifieke kosten zoals
bestel- en voorraadkosten. De productspecifieke bestelkosten kunnen ook gezien worden als
omstelkosten van de machine. Voor de algemene kosten wordt geen invulling gegeven in de Orac
N.V. case vanwege het gekozen analyseniveau, de matrijs.
Enkele notaties:
𝑆𝑖 = Productspecifieke bestelkosten
𝐷𝑖 = Jaarlijkse productvraag
𝐻𝑖 = Jaarlijkse voorraadkost product i (𝐶𝑖.𝛼)met α het holdingcostpercentage

Hoofdstuk 2 Voorraadbeheer en productieplanning 36
𝑇 = Tijdsinterval waarna minstens 1 product geherproduceerd wordt (uitgedrukt in jaar)
𝑚𝑖 = Het gehele veelvoud van tijdsinterval T voor product i met 𝒎 = (𝑚𝑖, . . ,𝑚𝑁)
Stap 1:
De totale kost per tijdseenheid kan uitgedrukt worden als volgt (in functie van T en 𝑚𝑖 )
𝐶(𝑇,𝑚) = �𝑆𝑖
𝑇.𝑚𝑖+ 𝑇.𝑚𝑖.𝐷𝑖.𝐻𝑖
2
𝑁
𝑖=1
Het eerste deel van de vergelijking verdeelt de omschakelkost 𝑆𝑖 over het productie-interval
𝑇.𝑚𝑖. In het tweede deel van de vergelijking wordt de gemiddelde voorraadkost per tijdseenheid
berekend.
De optimale 𝑇∗ waarbij bovenstaande vergelijking geminimaliseerd wordt kan gemakkelijk
gevonden worden door af te leiden naar 𝑇. Hierbij komt 𝑇 in functie van de gehele veelvouden 𝑚𝑖
te staan.
𝑇∗(𝒎) = �2.∑ 𝑆𝑖
𝑚𝑖𝑁𝑖=1
∑ 𝑚𝑖 .𝐷𝑖.𝐻𝑖𝑁𝑖=1
Stap 2:
Deze 𝑇∗ kan terug gesubstitueerd worden in de eerste vergelijking zodanig dat de kostfunctie
enkel nog uitgedrukt wordt in functie van de gehele veelvouden 𝑚𝑖 .
𝐶(𝒎) = �2. ��𝑆𝑖𝑚𝑖
𝑁
𝑖=1� . �� 𝑚𝑖 .𝐷𝑖.𝐻𝑖
𝑁
𝑖=1�
Voorraad- en schakelkosten per tijdseenheid en per product worden respectievelijk als volgt
uitgedrukt:
𝐶𝑖ℎ =𝑇.𝑚𝑖.𝐷𝑖.𝐻𝑖
2
𝐶𝑖𝑠 =𝑆𝑖
𝑇.𝑚𝑖

Hoofdstuk 2 Voorraadbeheer en productieplanning 37
Beide kosten kunnen vergeleken worden met elkaar zodat een quotiënt of ratio 𝑄𝑖 = 𝐶𝑖𝑠
𝐶𝑖ℎ ontstaat.
𝑄𝑖 =2. 𝑆𝑖
𝑇2.𝑚𝑖2.𝐷𝑖.𝐻𝑖
Stap 3:
Wanneer in deze formule T vervangen wordt door de optimale 𝑇∗ wordt 𝑄𝑖 uitgedrukt in functie
van de gehele veelvouden 𝑚𝑖.
𝑄𝑖(𝒎) = �∑ 𝑚𝑖 .𝐷𝑖.𝐻𝑖𝑁𝑖=1
∑ 𝑆𝑖𝑚𝑖
𝑁𝑖=1
� .�𝑆𝑖
𝑚𝑖2.𝐷𝑖.𝐻𝑖
�
Het vernieuwende van deze methode is de bepaling van het quotiënt Q, belangrijk bij het verder
implementeren van de oplossingsheuristiek. Wanneer de EOQ berekend wordt voor een product i
zal de jaarlijkse voorraadkost gelijk zijn aan de jaarlijkse schakelkost bij die lotgrootte Q=EOQ.
EOQ balanceert immers de voorraadkost met de schakelkost. Het quotiënt Q is dus gelijk aan 1.
Omgekeerd geldt dat hoe verder Q verwijderd is van 1, hoe hoger de jaarlijkse kosten zijn. Deze
wetmatigheid wordt aangewend in het zoeken naar cyclische productietermijnen voor de
verschillende producten. Hoe dichter de individuele quotiënten bij 1 liggen, hoe beter de globale
oplossing zal zijn.

Hoofdstuk 3 Voorraadbeheer en productieplanning 38
Hoofdstuk 3
Design of experiment
De opbouw van een raamwerk om tot een cyclisch volumeplan te komen is misschien wel
belangrijker dan de oplossing zelf. Een bedrijfssituatie is dynamisch, zodanig dat een huidig
volumeplan binnen afzienbare tijd verouderd zal zijn door gewijzigde parameters. Het is dus
essentieel een structuur uit te werken waarbinnen dergelijke analyses uitgevoerd kunnen
worden.
Uit Figuur 19 kunnen drie grote fasen afgeleid worden. Tijdens de eerste fase worden de
productiegroottes voor de verschillende productfamilies onafhankelijk van elkaar bepaald. In een
tweede fase worden deze verschillende lotgroottes op basis van twee heuristieke benaderingen,
(Doll & Whybark, 1973) en (Nilsson et al., 2005), iteratief aangepast zodat een productiewiel
ontstaat met bijhorende productspecifieke productiefrequenties. De derde fase zal deze
lotgroottes en productiefrequenties dan inplannen doorheen het cyclisch productiewiel.
De impact van het cyclische productiewiel op de voorraden halffabricaat en eindproduct worden
berekend met behulp van een normmodel.

Hoofdstuk 3 Voorraadbeheer en productieplanning 39
Figuur 19: Onderzoeksopzet

Hoofdstuk 3 Datavoorbewerking 40
3.1 Datavoorbewerking
Orac N.V. maakt gebruik van een ERP-systeem waarin alle operationele handelingen geregistreerd
staan. Iedere individuele verkoop, aankoop of productie kan aldus teruggevonden worden. Deze
data worden door middel van rekenbladen omgevormd tot enkele beschrijvende statistieken
waarmee verder gewerkt kan worden. Naast louter verkoop en productie is er nood aan
informatie over het productieproces en het product. Extrusiesnelheid, profiellengte en
verpakkingshoeveelheid zijn belangrijke parameters in de uitwerking van een productieschema
(Tabel 3).
Referen-tie Gamma Halffabricaat
snelheid (m/min)
#/buffer-bak
lengte profiel
primer J/N Doostype
#-/doos
CB500 Basixx CB500-2000-SF 38,2 2500 2 ja 3000541 125 CX100 Axxent CX100-2000-SF 3 550 2 ja 3000570 20
Tabel 3: Illustratie productiedata
Het gebruik van het ELSP stelt dat we in een situatie zitten met constante deterministische vraag.
Het niet voldoen aan deze voorwaarde kan in een later stadium echter nog weggewerkt worden
door het aanleggen van een veiligheidsvoorraad (Axsäter, 2000). Voor producten met relatief
groot jaarvolume zal deze veronderstelling van constante vraag veelal toch opgaan. Bij het
doorvoeren van een Pareto-analyse concludeert men dat een klein aandeel van het totaal aantal
producten voor het merendeel van de totale jaarproductie zorgt. De Pareto-regel stelt dat
ongeveer 20% van de producten 80% uitmaken van het vooropgesteld objectief (bv. omzet of
volume). Voor deze 20% producten stelt men in vele gevallen vast dat de vraag vrij constant is
gedurende de geanalyseerde periode waarmee aan de voorwaarde van het ELSP voldaan is.
Bijkomend stelt men vast dat bij aggregatie van eindproducten naar hun halffabricaat, en
daaropvolgend van halffabricaten naar hun specifieke matrijs, de wetmatigheid van grote getallen
bijdraagt tot een afname van variantie. Hierdoor ontstaat een constanter vraagpatroon m.b.t. de
geproduceerde volumes op het niveau van de matrijzen. Een voorbeeld van het samenbrengen en
groeperen van dergelijke eindproducten staat weergegeven in Tabel 4.

Hoofdstuk 3 Datavoorbewerking 41
Productfamilie Halffabricaat Eindproducten Matrijs 1 CX100-2000-SF AC1
CX100-2438-SF CX100
CX101-2000-SF CX100-2000-000008
CX101-2438-SF CX100-2000-000156
CX136-2000-SF CX100-2000-0001562
CX135-2000-SF CX100-2000-000434
CX100-2438
CX100-4PACK-004343
CX101
CX101-2000-000008
CX101-2000-0001562
CX101-2438
AC2
CX136
CX135
Tabel 4: Samenvoegen van eindproducten en halffabricaten
Tabel 5 berekent de variatiecoëfficiënt 10 als relatieve spreidingsmaat voor een jaarlijkse
verkoopshistoriek. Naarmate het niveau van aggregatie toeneemt stelt men een constanter
vraagpatroon vast. Dergelijke stabiliteit is wenselijk in het opstellen van een volumeplanning.
Concreet vertaald naar de onderzoeksopzet beperken we het cyclisch plannen tot die producten
waarmee het grote deel van de productie bepaald wordt en waarvan de vraag een kleine variantie
kent (Van den Broecke, 2006). Wanneer we er in slagen dit relatief beperkt aantal producten of
overeenstemmende matrijzen cyclisch te plannen, omvat dit het merendeel van de gehele
productieplanning.
Week Matrijs 1 (Stuks)
CX100-2000-SF (Stuks)
AC1 (stuks) Week
Matrijs 1 (Stuks)
CX100-2000-SF (Stuks)
AC1 (Stuks)
1 1342 1258 156 27 908 616 0 2 922 748 24 28 3278 2378 0 3 1767 833 60 29 440 294 0 4 771 604 36 30 777 685 60 5 1376 841 132 31 1010 622 0 6 1787 1132 48 32 961 781 12 7 1816 1710 140 33 4140 4028 12 8 955 766 84 34 1626 1487 0 9 2573 2389 60 35 893 543 60 10 1281 867 144 36 2272 1889 0 11 2108 1947 72 37 668 266 0 12 2903 2628 60 38 4970 4673 12
10 De variatiecoëfficiënt houdt in dat de spreiding of standaarddeviatie gemeten wordt ten opzichte van het gemiddelde

Hoofdstuk 3 Bepaling planningsniveau 42
13 1060 943 48 39 1397 1309 12 14 1747 1639 60 40 1718 945 48 15 2327 2072 99 41 654 534 36 16 2672 2346 72 42 1056 619 48 17 1637 1562 75 43 4520 4352 96 18 1697 1162 24 44 943 619 84 19 1798 1192 96 45 1641 1282 36 20 1224 829 48 46 5441 4397 120 21 1518 644 48 47 1391 1193 72 22 1869 701 0 48 3876 3716 60 23 2315 2048 60 49 2304 2071 71 24 1131 914 0 50 785 685 73 25 1471 578 0 51 423 291 15 26 616 511 24
Niveau Matrijs Halffabricaat Eindproduct Variatiecoëfficiënt 0,64 0,78 0,82
Tabel 5:Variantie op verschillende aggregatieniveaus
3.2 Bepaling planningsniveau
Het cyclisch planningsmodel tracht een geaggregeerd volumeplan tot stand te laten komen
eerder dan een gedetailleerd productieplan van de verschillende productvarianten (Van den
broecke, 2006). Bij deze volumeplanning hoort een overeenstemmend productniveau. De
typische X-type productstructuur binnen de semi-process industrie: een ruim gamma aan
grondstoffen en eindproducten gekoppeld via een beperktere set van halffabricaten, zet ertoe
aan het planningsniveau centraal in de waardeketen te gaan zoeken.
Figuur 20: X-Type Productstructuur
De variatie binnen de halffabricaten en vooral de matrijzen is beperkt (Figuur 20). De matrijzen
vormen een geschikte planningseenheid voor het opstellen van een geaggregeerd volumeplan
daar zij, door hun installatievereisten, aanleiding geven tot een grote maat van inflexibiliteit

Hoofdstuk 3 Bepaling lotgroottes (EOQ) 43
binnen het productieproces en de zoektocht naar een robuust cyclisch productieplan. Zoals
aangegeven in Tabel 5 zijn de geproduceerde volumes op het matrijsniveau het meest stabiel. Een
matrijs die ingepland zal staan op een extrusielijn, volgens het resulterende volumeplan, biedt de
mogelijkheid tot het produceren van een set aan halffabricaten op basis van de actuele of
toekomstige voorraadsituatie. Het volumeplan reserveert aldus tijdsperiodes waarbij een
welbepaalde set aan halffabricaten geproduceerd kan worden.
3.3 Bepaling lotgroottes (EOQ)
Het volumeplan wijst de matrijzen toe aan de extrusielijnen op welbepaalde tijdstippen. Wanneer
een matrijs gepland staat op een extrusielijn dient vervolgens een economische reeksgrootte, d.i.
de te produceren hoeveelheid halffabricaat, bepaald te worden. Anders gezegd bepalen we hoe
lang de matrijzen op zich nodig zijn voor het voorzien in de halffabricaten. De extrusiesnelheid per
matrijs is constant, een economische reeksgrootte uitgedrukt in tijd levert dus een vast volume
product op. Twee soorten kosten worden in aanmerking genomen bij het bepalen van dergelijke
reeksgrootte op matrijsniveau: de voorraadkosten van het halffabricaat en de omschakelkosten
van de matrijs. Grote omschakelkosten voor de matrijzen zullen leiden tot productie in grote
reeksen met grote voorraden als gevolg. Bij het bepalen van de EOQ zullen beide kosten
gebalanceerd worden zodanig dat de jaarlijkse operationele kost geminimaliseerd wordt (sectie
2.2.1).
Figuur 21: Kostencomponenten van voorraad
Bron: Williams, 2001
Figuur 21 geeft een beknopt overzicht van welke aspecten vervat zitten in de term voorraadkost.
Het gemiddeld jaarlijks kostenpercentage ligt voor de meeste bedrijven tussen de 20-36% van de
voorraadwaarde. Deze voorraadwaarde omvat de kostprijs van de producten en wordt veelal
beschouwd als een combinatie van directe kosten (bv. materiaal en arbeid) en indirecte kosten
(bv. afschrijvingen gebouwen en elektriciteit) via een verdeelsleutel. Dergelijke informatie is

Hoofdstuk 3 Van “Single-Product” naar “Multi-Product” omgeving 44
uitgebreid beschikbaar omwille van administratieve vereisten i.v.m. voorraadwaardering bij het
opstellen van jaarrekeningen.
Afhankelijk van de bedrijfssituatie kunnen de schakelkosten samengesteld worden uit
verschillende componenten. In de Orac N.V. case worden directe kosten en opportuniteitskosten
beschouwd. Opportuniteitskosten worden gezien als verlies in capaciteit als gevolg van
opstartverliezen bij het inlopen van de matrijzen. Als directe kosten zijn er de directe arbeidstijd,
nodig voor de matrijswissel, en de bijhorende machinekosten. Het materiaalverlies in de
opstartfase wordt niet als een directe kost verrekend aangezien dit kan herwerkt worden tot
grondstof. Dergelijke data m.b.t. de matrijswissels vloeit voort uit enkele kwaliteitsanalyses en
directe observaties bij het doorvoeren van matrijswissels.
Na het becijferen van deze kostencomponenten volgt de individuele berekening van de
reeksgrootte per matrijs. Vermits deze EOQ-berekeningen plaatsvinden per matrijs en
onafhankelijk zijn van elkaar, is een verdere afstemming in een multi-product omgeving
noodzakelijk.
3.4 Van “Single-Product” naar “Multi-Product” omgeving
Zoals beschreven in sectie 2.2.2.2, tracht het ELSP, veruit de belangrijkste uitbreiding van het
EOQ-model, verschillende producten met hun bijhorende EOQ in te plannen op één enkele
machine. Nadat voor elk van de producten de optimale reeksgrootte, en van daaruit het optimaal
productie-interval werd bepaald, worden deze zodanig op elkaar afgestemd zodat productie op
één enkele machine mogelijk wordt. Een bijkomende eigenschap is het repetitieve karakter van
dergelijke planning. In literatuur worden enkele verschillende benaderingen vermeld (Sectie
2.2.2). Sommige berekenen een basisperiode β en zorgen voor productie-intervallen van de
verschillende producten als vrije veelvouden van deze basisperiode β. Andere berekenen de
totale wiellengte, de lengte van het cyclisch volumeplan, en het aantal noodzakelijke installaties
per matrijs gedurende deze termijn.
Voor dit ELSP worden beide zienswijzen verder uitgewerkt. De literatuur stelt iteratieve
oplossingstechnieken beschikbaar voor beide zienswijzen (Doll & Whybark, 1973) en (Nilsson et
al., 2005). Beide werden geprogrammeerd in Visual Basic for Applications (Bijlage G en H). Het
gebruik van twee sterk verschillende heuristieke benaderingen laat toe de kwaliteit van de
oplossing enigszins te controleren. Als sterk verschillende methodes, met eenzelfde dataset,
gelijkaardige resultaten generen, dan kan met grotere zekerheid aangenomen worden dat de
resultaten eerder een globaal dan een lokaal optimum beschrijven. De toepassing van het JRP

Hoofdstuk 3 Ontwerp van een cyclisch volumeplan 45
(Nilsson et al., 2005) op het geformuleerde ELSP laat toe na te gaan of de oudere methodiek uit
de jaren 70 (Doll & Whybark, 1973) nog steeds aanvaardbare resultaten geeft. In deze fase
worden de extrusielijnen beschouwd als één installatie. Het productiewiel wordt bijgevolg
opgesteld over alle zes extrusielijnen heen en niet individueel per extrusielijn. Een bewuste keuze
omdat hierdoor, a priori, geen matrijzen aan extrusielijnen moeten toegewezen worden, wat de
flexibiliteit bij het inplannen van deze matrijzen zou beperken (Sectie 3.5). Alle extrusielijnen
beschikken hierdoor over eenzelfde cyclische wiellengte, waardoor de optimalisatie van het
volledige extrusieproces, met het vooropgestelde doel van homogene productie-uitstroom,
eenvoudiger te berekenen is. Het model blijft bij gelijke wiellengte ook robuuster voor
toekomstige wijzigingen in matrijs-machine relaties. De uitwerking per individuele extrusielijn
komt aan bod bij het opstellen van het cyclisch productieplan, waarbij matrijs-machinerelaties wel
degelijk een bepalende invloed uitoefenen.
3.5 Ontwerp van een cyclisch volumeplan
De gehanteerde oplossingsmethode gaat verder met het opstellen van een haalbaar/optimaal
productieschema. Het cyclisch productieschema wijst matrijzen op bepaalde tijdstippen toe aan
één van de extrusielijnen, zodat gestart kan worden met de productie van verschillende
halffabricaten uit een productfamilie. Verder zullen twee mogelijke denkpistes vergeleken
worden. Een eerste stelt een mathematisch model op wat de uitwerking is van het
planningsprobleem in een “Binary Integer Programming Problem”. Gebruik makende van een
commerciële solver komt men tot een haalbare, en in het ideale geval, tot de optimale oplossing.
Objectieven worden omgezet in een doelfunctie, die te minimaliseren of te maximaliseren is. In
de geformuleerde restricties zitten tal van operationele beperkingen verwerkt. Bijkomende
aandacht wordt besteed aan de ontwikkeling van een heuristieke oplossingsmethode om tot een
haalbaar productieschema te komen. Finaal worden beide schema’s vergeleken, in functie van de
vooropgestelde doelstellingen, waarna duidelijk wordt of de geavanceerdere mathematische
methode operationeel al dan niet voordeliger is dan de eerder eenvoudige heuristieke
planningsmethode.
3.5.1 Mathematisch model
3.5.1.1 Input
Het toepassen van de EOQ-logica leidde tot de bepaling van de optimale productiegroottes
voor de verschillende productfamilies of matrijzen door afweging van voorraadkosten en
schakelkosten voor een matrijs. Deze benadering vereist een single-product omgeving. In
werkelijkheid is dit echter meestal niet het geval. De verschillende matrijzen dienen immers

Hoofdstuk 3 Ontwerp van een cyclisch volumeplan 46
op elkaar afgestemd en samen in een cyclisch productiewiel gegoten te worden. Na gebruik
van de iteratieve methodes van (Doll & Whybark, 1973) en (Nillson et al., 2005) ontstonden
productiefrequenties, die aangeven hoeveel keer een matrijs geïnstalleerd zal worden op één
van de extrusielijnen binnen de totale cyclische periode (d.i. 12 weken voor Orac N.V.).
Praktische beperkingen en operationele karakteristieken bemoeilijkten de opdracht om tot
een haalbaar productieplan te komen. Deze konden echter alle mathematisch geformuleerd
worden als een lineaire beperking, zodanig dat elke gegenereerde oplossing toch voldeed. De
beperkingen waarmee het model in dit werk rekening heeft gehouden zijn:
• Matrijs-machine relaties welke aangeven of matrijzen al dan niet fysisch geïnstalleerd
kunnen worden op specifieke extrusielijnen.
• De uitstroom aan productie (d.i. het aantal bufferbakken aan halfafgewerkt product)
van de extrusielijnen dienden homogeen verdeeld te zijn over de gehele cyclische
periode. Het is niet wenselijk om in week 1 een veelvoud aan bufferbakken te
produceren in vergelijking met de productie in één van de volgende weken. Dit is de
belangrijkste operationele beperking voor Orac N.V. Een gelijkmatige productie-
uitstroom zorgt impliciet voor een gelijkmatig gebruik van arbeid, machines en
grondstoffen.
• Op maandagochtend wordt altijd een andere matrijs geïnstalleerd, waardoor extra
opstartverliezen vermeden worden: de lopende matrijs van vrijdag wordt op
maandagochtend niet heropgestart. Een dubbele opstart zou immers leiden tot een
beperking van de productiecapaciteit van de gehele extrusieafdeling.
• Aangezien er, naast de installatie van de cyclisch geplande matrijzen, ook nog
matrijzen dienen geïnstalleerd te worden, welke niet in het cyclisch productieplan
opgenomen zijn, is het wenselijk om de beschikbare ongeplande productieslots zoveel
mogelijk te clusteren. Hierdoor kunnen de andere matrijzen een langere periode
produceren.
• De vooropgestelde productiefrequenties dienen zo goed mogelijk gespreid te worden
over de cyclische periode van 12 weken. Een matrijs met productiefrequentie 3 wordt
best in week 1, 5, 9 gemonteerd en niet in week 1, 3, 6 omdat dit een
voorraadophoping zou veroorzaken in week 3 en 6.
De doelfunctie wordt aanzien als het vooropgestelde objectief dat men tracht te
optimaliseren en waardoor men alternatieve oplossingen kan vergelijken met elkaar.

Hoofdstuk 3 Ontwerp van een cyclisch volumeplan 47
3.5.1.2 Het lineair planningsmodel
Het gehele planningsprobleem bestaat uit 3 aan elkaar toegewezen items. Vooreerst de
matrijzen, gevormd door 30 productfamilies, vervolgens de machines zijnde de 6
extrusielijnen en tenslotte de slots, bestaande uit 180 werkshiften per cyclische periode van
12 weken.
MATRIJSMACHINESLOT is een binaire variabele met 3 indices en zorgt voor de onderlinge
ondubbelzinnige koppeling van deze indices: matrijs, machine en slot. MATRIJSMACHINESLOT
[1, 1, 1] = 1 betekent: matrijs 1 wordt op machine 1 geïnstalleerd tijdens shift 1.
MATRIJSMACHINESLOT geeft dus enkel een aanduiding over de eerste shift, waarin de
installatie van de matrijs uitgevoerd werd.
RUNNING is eveneens een binaire variabele met dezelfde 3 indices maar tracht in
tegenstelling tot MATRIJSMACHINESLOT eveneens de productieduur van een matrijs op een
machine weer te geven. RUNNING [1, 1, 1..5] = 1 betekent: matrijs 1 wordt op machine 1
geïnstalleerd tijdens shift 1 en loopt gedurende 5 opeenvolgende shifts. Het gebruik van
dergelijke variabele maakt de gedefinieerde beperkingen overzichtelijker, wat de
leesbaarheid van het model vergroot.
De doelfunctie:
De doelfunctie is geformuleerd als een minimalisatieprobleem van kosten geassocieerd met
shifts.
���𝑅𝑈𝑁𝑁𝐼𝑁𝐺𝑖,𝑗,𝑘 ∗ 𝑠ℎ𝑖𝑓𝑡𝑚𝑎𝑐ℎ𝑖𝑛𝑒𝑐𝑜𝑠𝑡𝑠𝑒𝑞𝑢𝑒𝑛𝑐𝑒𝑘,𝑗
180
𝑘=1
6
𝑗=1
30
𝑖=1
Een belangrijk criterium voor een goed productieschema is de aanwezigheid van
aaneensluitende ongeplande werkshifts, namelijk de vrije spaken in het productiewiel. De
coëfficiënt 𝑠ℎ𝑖𝑓𝑡𝑚𝑎𝑐ℎ𝑖𝑛𝑒𝑐𝑜𝑠𝑡𝑠𝑒𝑞𝑢𝑒𝑛𝑐𝑒𝑘,𝑗 is een artificieel getal dat de wenselijkheid weergeeft
om een matrijs i in slot k en op machine j in te plannen. De absolute waarden van de
coëfficiënten in dit model hebben geen belang, enkel de relatieve kostenverhoudingen spelen
een rol. Door gebruik te maken van dergelijke formulering zoekt het model naar een manier
om een maximaal aantal aaneensluitende vrije shifts te realiseren, die beschikbaar zijn voor
de productie met niet-cyclische matrijzen. Wanneer de vroege maandagshift en de late
vrijdagshift een lagere shiftkost toegewezen krijgen dan de andere, zal dit ervoor zorgen dat
de productie van cyclische matrijzen ofwel zal starten op maandagochtend ofwel zal eindigen

Hoofdstuk 3 Ontwerp van een cyclisch volumeplan 48
op vrijdagavond. Wanneer mogelijk, rekening houdend met de geformuleerde beperkingen,
zal het immers “goedkoper” zijn te starten op maandag of te eindigen op vrijdag met
corresponderende opstart, i.p.v. te starten in het midden van de week, zodat eventueel
beschikbare vrije shifts in deze werkweek meer verspreid zullen liggen. Door toevoeging van
de machine-index kan dit kostenverloop per machine bepaald worden. Dit heeft tot doel
bepaalde machines te vrijwaren van cyclische matrijsplanning. Orac N.V. wenst de meest
flexibele machine, deze waarop het meeste aantal matrijzen geïnstalleerd kunnen worden, zo
weinig mogelijk te bezetten met cyclische matrijzen zodat een grote productieflexibiliteit
mogelijk wordt voor o.a. de MTO-producten. Figuur 22 tracht het principe van slotkosten te
illustreren:
Figuur 22: Principe shiftkosten uit doelfunctie MIP
Een matrijs met een productieduur van 6 shifts dient gepland te worden in een welbepaalde
week. Door gebruik te maken van de coëfficiënt shiftmachinecostsequence zal de kost
minimaal 5 bedragen en maximaal 6. Als de geformuleerde beperkingen het toelaten, zal dit
model de productierun plannen zoals weergegeven in het groen, en daarbij trachten om een
slechtere variant, weergegeven in het rood, te vermijden. Bij toewijzing volgens groen zijn er
immers 9 aaneensluitende shifts beschikbaar daar waar dat dit bij toewijzing volgens rood
beperkt is tot 5.
De variabele RUNNING is een resulterende variabele die berekend wordt uit de primaire
variabele van het model, MATRIJSMACHINESLOT, aan de hand van volgende formulering:
𝑅𝑈𝑁𝑁𝐼𝑁𝐺𝑖,𝑗,𝑠 = � 𝑀𝐴𝑇𝑅𝐼𝐽𝑆𝑀𝐴𝐶𝐻𝐼𝑁𝐸𝑆𝐿𝑂𝑇𝑖,𝑗,𝑧 𝑘
𝑧=𝑚𝑎𝑥 (1,𝑠−(𝑑𝑢𝑟𝑎𝑡𝑖𝑜𝑛[𝑖]−1))
∀ 𝑀𝑎𝑡𝑟𝑖𝑗𝑠 𝑖,𝑀𝑎𝑐ℎ𝑖𝑛𝑒 𝑗, 𝑆ℎ𝑖𝑓𝑡 𝑠
Voor elke combinatie van een matrijs i, met machine j in slot s wordt gekeken of er een
opstart heeft plaatsgevonden van machine j met matrijs i zodat slot s bezet zou zijn. Het
gebruik van de functie max () vermijdt het ontstaan van negatieve shifts.

Hoofdstuk 3 Ontwerp van een cyclisch volumeplan 49
De operationele beperkingen (Restricties):
I. Aantal productie-opstarten per matrijs:
��𝑀𝐴𝑇𝑅𝐼𝐽𝑆𝑀𝐴𝐶𝐻𝐼𝑁𝐸𝑆𝐿𝑂𝑇𝑖,𝑗,𝑘
180
𝑘=1
6
𝑗=1
=12
𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒_𝑖𝑛𝑡𝑒𝑟𝑣𝑎𝑙𝑖 ∀ 𝑚𝑎𝑡𝑟𝑖𝑗𝑠 𝑖
Productie_interval[i] is een direct gevolg van de gehanteerde EOQ-logica in voorgaande
secties. De berekende EOQ voor matrijs[i] of lotgrootte zorgt ervoor dat een welbepaalde
periode van vraag overbrugt kan worden waarna terug een productie-opstart dient te
gebeuren. 12 (weken) of de duur van de totale cyclische productieperiode, gedeeld door dit
Productie_interval[i] geeft het aantal matrijsinstallaties weer overheen deze
planningstermijn. Merk op dat de vereiste installaties van de matrijs op verschillende
machines doorheen de tijd kunnen plaatsvinden aangezien gesommeerd wordt over zowel de
slots als de machines. Dit is één van de grote voordelen van een mathematisch model t.o.v.
de heuristieke oplossingsmethode.
II. Voorkomen productieoverlap:
� � 𝑀𝐴𝑇𝑅𝐼𝐽𝑆𝑀𝐴𝐶𝐻𝐼𝑁𝐸𝑆𝐿𝑂𝑇𝑖 ,𝑗,𝑘 ≤ 1 ∀ 𝑀𝑎𝑐ℎ𝑖𝑛𝑒 𝑗, 𝑆ℎ𝑖𝑓𝑡 𝑠𝑠
𝑘=max (1,𝑠−𝑑𝑢𝑟𝑎𝑡𝑖𝑜𝑛[𝑖]+1)
30
𝑖=1
Voor iedere shift op elke machine wordt gekeken of er geen verschillende matrijzen
gelijktijdig gepland staan. Aangezien MATRIJSMACHINESLOT enkel de opstart van een matrijs
weergeeft, is het mogelijk dat 2 verschillende matrijzen, zelfs opgestart in verschillende shifts,
toch productieoverlap kennen in eenzelfde daaropvolgende shift. Dit kan voorkomen worden
door er voor te zorgen dat wanneer MATRIJSMACHINESLOT[i,j,k] = 1 er tussen shift k en alle
voorafgaande shifts in functie van de duration[i] van de andere matrijzen, geen opstart mag
plaatsgevonden hebben.
Een gelijkaardige formulering kan gevonden worden gebruik makende van de variabele
RUNNING en de volgende 2 beperkingen die er voor zorgen dat een shift op elke machine
maar 1 matrijs kan bevatten en dat elke matrijs tijdens een bepaalde shift slechts op 1
machine gemonteerd kan staan.
�𝑅𝑈𝑁𝑁𝐼𝑁𝐺𝑖,𝑗,𝑘 ≤ 1 ∀ 𝑀𝑎𝑐ℎ𝑖𝑛𝑒 𝑗, 𝑆ℎ𝑖𝑓𝑡 𝑠30
𝑖=1

Hoofdstuk 3 Ontwerp van een cyclisch volumeplan 50
�𝑅𝑈𝑁𝑁𝐼𝑁𝐺𝑖,𝑗,𝑘 ≤ 1 ∀ 𝑀𝑎𝑡𝑟𝑖𝑗𝑠 𝑖, 𝑆ℎ𝑖𝑓𝑡 𝑠6
𝑗=1
III. Machinecapaciteiten:
��𝑀𝐴𝑇𝑅𝐼𝐽𝑆𝑀𝐴𝐶𝐻𝐼𝑁𝐸𝑆𝐿𝑂𝑇𝑖 ,𝑗,𝑘
180
𝑘=1
30
𝑖=1
∗ 𝑑𝑢𝑟𝑎𝑡𝑖𝑜𝑛𝑖 ≤ 𝑐𝑎𝑝𝑎𝑐𝑖𝑡𝑦𝑗 ∀ 𝑀𝑎𝑐ℎ𝑖𝑛𝑒 𝑗
Naast het gebruik van de doelfunctiecoëfficiënt 𝑠ℎ𝑖𝑓𝑡𝑚𝑎𝑐ℎ𝑖𝑛𝑒𝑐𝑜𝑠𝑡𝑠𝑒𝑞𝑢𝑒𝑛𝑐𝑒𝑘,𝑗, waarmee een
richtlijn gegeven wordt aan de solver om bepaalde machines en slots te vermijden, kan de
bovenstaande restrictie er expliciet voor zorgen dat een welbepaalde machine een maximale
bezetting kent uitgedrukt in aantal geplande shifts. Dit laat toe in te spelen op veranderende
bedrijfsomstandigheden: de capaciteit[j] kan verkleind worden zodat de productielijn meer
beschikbaar is voor testopstellingen of voor de productie van MTO-producten.
IV. Productiespreiding:
� � 𝑀𝐴𝑇𝑅𝐼𝐽𝑆𝑀𝐴𝐶𝐻𝐼𝑁𝐸𝑆𝐿𝑂𝑇𝑖,𝑗,𝑘
𝑠+15∗(𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒_𝑖𝑛𝑡𝑒𝑟𝑣𝑎𝑙[𝑖])−1
𝑘=𝑠
6
𝑗=1
= 1
∀ 𝑀𝑎𝑡𝑟𝑖𝑗𝑠𝑠𝑢𝑏𝑠𝑒𝑡 𝑖, 𝑆ℎ𝑖𝑓𝑡 𝑠 𝑖𝑛 1. .180 − 15. 𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒_𝑖𝑛𝑡𝑒𝑟𝑣𝑎𝑙[𝑖]
Wanneer een matrijs[i] meerdere malen ( 12 𝑤𝑒𝑘𝑒𝑛𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒_𝑖𝑛𝑡𝑒𝑟𝑣𝑎𝑙[𝑖]
) gemonteerd dient te worden
tijdens het volledige productieschema, wordt dit best over de ganse periode gespreid.
Wanneer naar een willekeurig aantal opeenvolgende slots op verschillende machines gekeken
wordt dient er steeds exact 1 opstart te hebben plaatsgevonden. Het aantal opeenvolgende
slots wordt berekend op basis van het productie_interval[i] van matrijs[i], namelijk door
15.(productie_interval[i])-1. Productie_interval is uitgedrukt in weken, vandaar de
vermenigvuldiging met 15 (d.i. het aantal shifts per week). Een productie_interval van 6
weken leidt bijvoorbeeld tot 89 opeenvolgende slots. Wanneer dan de som genomen wordt
over de slots 5 t.e.m. 94 of slots 60 t.e.m. 154 over de verschillende machines heen, moet er
steeds 1 opstart plaatsvinden. Deze restrictie zorgt voor een perfecte spreiding van de
opstarten over de ganse periode van 12 weken. Niet alle matrijzen zijn echter onderhevig aan
deze beperking, enkel diegene met een productiefrequentie groter dan 1. Een matrijs met
productie_interval gelijk aan 12 dient niet gespreid te worden, omdat deze slechts eenmaal
gemonteerd wordt.

Hoofdstuk 3 Ontwerp van een cyclisch volumeplan 51
V. Wisselen van matrijs overheen de weekends:
� � 𝑅𝑈𝑁𝑁𝐼𝑁𝐺𝑖,𝑗,𝑘
w
𝑘=𝑤−1
6
𝑗=1
≤ 1 ∀ 𝑀𝑎𝑡𝑟𝑖𝑗𝑠 𝑖,𝑊𝑒𝑒𝑘𝑒𝑛𝑑 𝑤
Zoals reeds eerder gezegd is het niet wenselijk om dezelfde productie die op vrijdag gestopt
wordt op maandag te hervatten vanwege aanzienlijke opstartverliezen en capaciteitsverlies.
Dit wordt vermeden door gebruik te maken van bovenstaande restrictie. De weekendshifts,
Weekend[w], verwijzen naar de startshifts van de productieweken (d.i. alle zondagnachten).
Door ervoor te zorgen dat de som van RUNNING[i,j,k] over bijvoorbeeld shift 15 en 16 kleiner
of gelijk is aan 1 wordt vermeden dat een matrijs[i] zowel in shift 15 als in shift 16
gemonteerd staat op één van de zes machines j.
Dit dient expliciet geformuleerd te worden voor het einde van het cyclisch productieschema.
Er kan geen opstart plaatsvinden aan het eind van het productieschema van een matrijs met
een looptijd die ervoor zou zorgen dat shift 180 overschreden wordt zodat er zou
doorgewerkt moeten worden in shift 1. Daarbij komt dat de primaire doelstelling van dit
model, het opstellen van een repetitief 12 weken productieschema is. Daarom is het wenselijk
dat de productie stopt aan het eind van week 12 of shift 180 en alle taken uitgevoerd zijn
zodat gemakkelijk, met hetzelfde schema, kan herbegonnen worden in shift 1 van week 13.
� � 𝑀𝐴𝑇𝑅𝐼𝐽𝑆𝑀𝐴𝐶𝐻𝐼𝑁𝐸𝑆𝐿𝑂𝑇𝑖,𝑗,𝑘
180
𝑘=180−𝑑𝑢𝑟𝑎𝑡𝑖𝑜𝑛[𝑖]+2
6
𝑗=1
= 0 ∀ 𝑀𝑎𝑡𝑟𝑖𝑗𝑠 𝑖
VI. Variantiebeperking van productie-uitstroom:
Zeer belangrijk voor de Orac N.V. is de gelijkmatige uitstroom van halffabricaat naar de
bufferbakken. De huidige productieplanningsmethode, een reactief systeem gebaseerd op
bestelpunten, kan moeilijker aansturen naar een gelijkmatige productie. Drukke periodes,
met wachtlijnen als gevolg, afgewisseld met rustigere productieperiodes, zorgen voor een
niet-homogene productie-uitstroom. Een homogene productie-uitstroom kan bekomen
worden door het proactief plannen van productie waarbij de variantie van de cyclisch
geplande matrijzen geminimaliseerd wordt. Aangezien een productierun meestal meerdere
dagen bestrijkt i.p.v. enkele uren is het logisch om de weekproductie van de gehele extrusie
te bepalen en de variantie hiervan te minimaliseren.

Hoofdstuk 3 Ontwerp van een cyclisch volumeplan 52
Steekproefvariantie is een kwadratische functie die gemiddelde kwadratische afwijkingen
t.o.v. het gemiddelde weergeeft:
𝑠² =∑ (𝑥𝑖 − �̅�)212𝑖=1𝑛 − 1
Hierbij is xi de weekproductie uitgedrukt in aantal bufferbakken.
Deze functie is niet bruikbaar in combinatie met een lineaire solver tenzij deze gelineariseerd
wordt. Wat hierna volgt is equivalent aan de variantiefunctie maar dan zonder
machtsverheffingen. In het cyclisch productieplan is de gemiddelde weekproductie eenvoudig
te berekenen: de gekende totale productie gedeeld door 12. In het lineaire model worden er
2 extra variabelen toegevoegd, OVER[v] en UNDER[v], respectievelijk het overschot en tekort
aan productie per week t.o.v. de gemiddelde weekproductie.
Per productieweek neemt ofwel OVER[v] of UNDER[v] een waarde aan die overeenstemt met
de absolute afwijking t.o.v. het gemiddelde. Wanneer de som van deze variabelen over de
gehele periode van 12 weken geminimaliseerd wordt stemt dit overeen met de minimalisatie
van de variantie in productie-uitstroom.
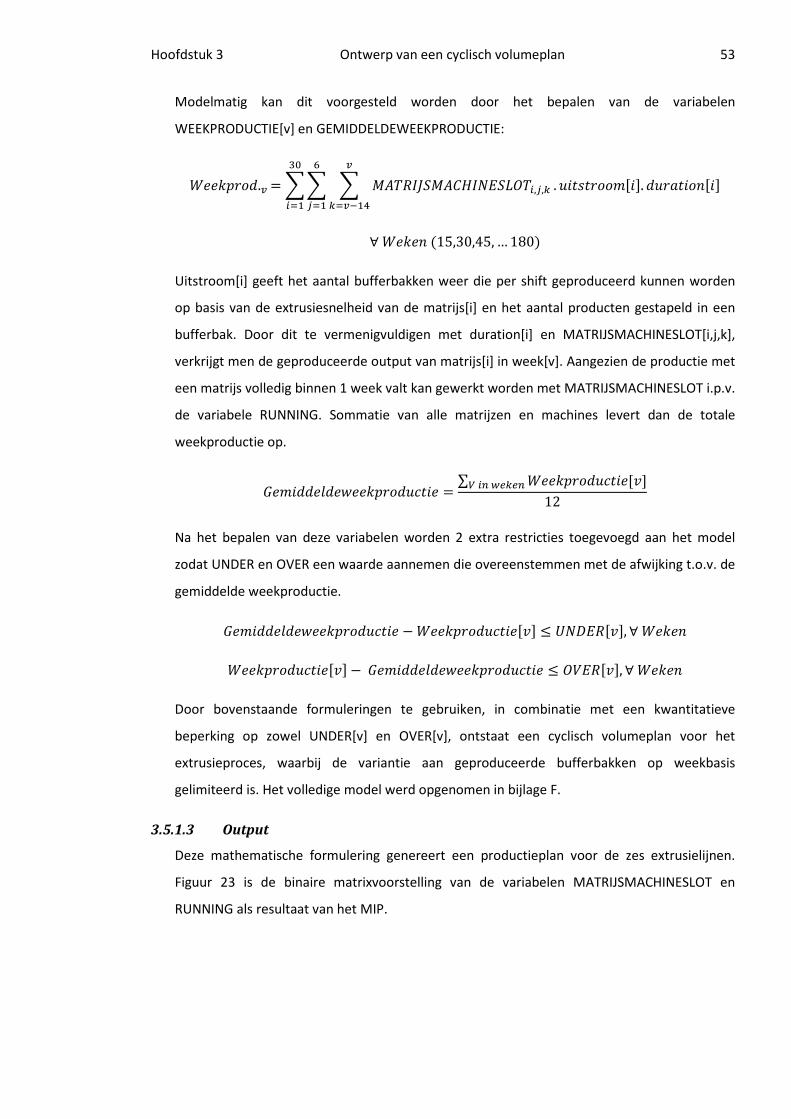
Hoofdstuk 3 Ontwerp van een cyclisch volumeplan 53
Modelmatig kan dit voorgesteld worden door het bepalen van de variabelen
WEEKPRODUCTIE[v] en GEMIDDELDEWEEKPRODUCTIE:
𝑊𝑒𝑒𝑘𝑝𝑟𝑜𝑑.𝑣 = �� � 𝑀𝐴𝑇𝑅𝐼𝐽𝑆𝑀𝐴𝐶𝐻𝐼𝑁𝐸𝑆𝐿𝑂𝑇𝑖,𝑗,𝑘
𝑣
𝑘=𝑣−14
6
𝑗=1
30
𝑖=1
.𝑢𝑖𝑡𝑠𝑡𝑟𝑜𝑜𝑚[𝑖].𝑑𝑢𝑟𝑎𝑡𝑖𝑜𝑛[𝑖]
∀ 𝑊𝑒𝑘𝑒𝑛 (15,30,45, … 180)
Uitstroom[i] geeft het aantal bufferbakken weer die per shift geproduceerd kunnen worden
op basis van de extrusiesnelheid van de matrijs[i] en het aantal producten gestapeld in een
bufferbak. Door dit te vermenigvuldigen met duration[i] en MATRIJSMACHINESLOT[i,j,k],
verkrijgt men de geproduceerde output van matrijs[i] in week[v]. Aangezien de productie met
een matrijs volledig binnen 1 week valt kan gewerkt worden met MATRIJSMACHINESLOT i.p.v.
de variabele RUNNING. Sommatie van alle matrijzen en machines levert dan de totale
weekproductie op.
𝐺𝑒𝑚𝑖𝑑𝑑𝑒𝑙𝑑𝑒𝑤𝑒𝑒𝑘𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒 =∑ 𝑊𝑒𝑒𝑘𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒[𝑣]𝑉 𝑖𝑛 𝑤𝑒𝑘𝑒𝑛
12
Na het bepalen van deze variabelen worden 2 extra restricties toegevoegd aan het model
zodat UNDER en OVER een waarde aannemen die overeenstemmen met de afwijking t.o.v. de
gemiddelde weekproductie.
𝐺𝑒𝑚𝑖𝑑𝑑𝑒𝑙𝑑𝑒𝑤𝑒𝑒𝑘𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒 −𝑊𝑒𝑒𝑘𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒[𝑣] ≤ 𝑈𝑁𝐷𝐸𝑅[𝑣],∀ 𝑊𝑒𝑘𝑒𝑛
𝑊𝑒𝑒𝑘𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒[𝑣] − 𝐺𝑒𝑚𝑖𝑑𝑑𝑒𝑙𝑑𝑒𝑤𝑒𝑒𝑘𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒 ≤ 𝑂𝑉𝐸𝑅[𝑣],∀ 𝑊𝑒𝑘𝑒𝑛
Door bovenstaande formuleringen te gebruiken, in combinatie met een kwantitatieve
beperking op zowel UNDER[v] en OVER[v], ontstaat een cyclisch volumeplan voor het
extrusieproces, waarbij de variantie aan geproduceerde bufferbakken op weekbasis
gelimiteerd is. Het volledige model werd opgenomen in bijlage F.
3.5.1.3 Output
Deze mathematische formulering genereert een productieplan voor de zes extrusielijnen.
Figuur 23 is de binaire matrixvoorstelling van de variabelen MATRIJSMACHINESLOT en
RUNNING als resultaat van het MIP.
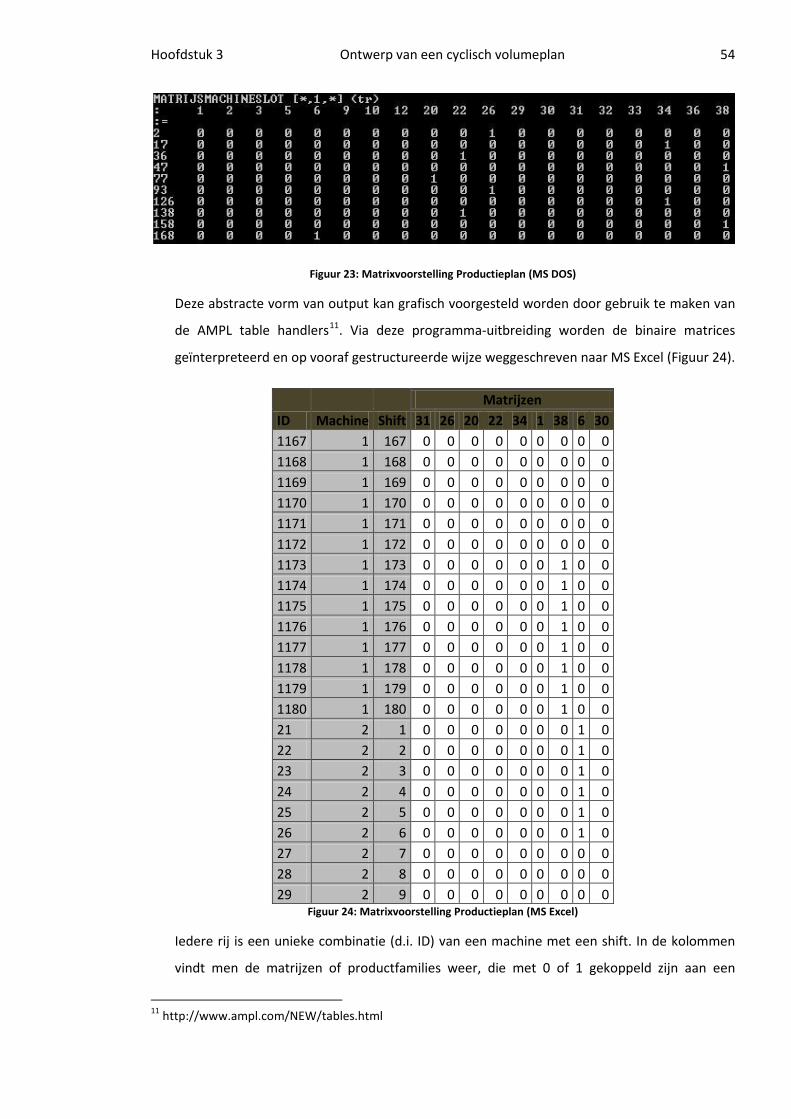
Hoofdstuk 3 Ontwerp van een cyclisch volumeplan 54
Figuur 23: Matrixvoorstelling Productieplan (MS DOS)
Deze abstracte vorm van output kan grafisch voorgesteld worden door gebruik te maken van
de AMPL table handlers11
Figuur 24
. Via deze programma-uitbreiding worden de binaire matrices
geïnterpreteerd en op vooraf gestructureerde wijze weggeschreven naar MS Excel ( ).
ID Machine Shift Matrijzen
31 26 20 22 34 1 38 6 30 1167 1 167 0 0 0 0 0 0 0 0 0 1168 1 168 0 0 0 0 0 0 0 0 0 1169 1 169 0 0 0 0 0 0 0 0 0 1170 1 170 0 0 0 0 0 0 0 0 0 1171 1 171 0 0 0 0 0 0 0 0 0 1172 1 172 0 0 0 0 0 0 0 0 0 1173 1 173 0 0 0 0 0 0 1 0 0 1174 1 174 0 0 0 0 0 0 1 0 0 1175 1 175 0 0 0 0 0 0 1 0 0 1176 1 176 0 0 0 0 0 0 1 0 0 1177 1 177 0 0 0 0 0 0 1 0 0 1178 1 178 0 0 0 0 0 0 1 0 0 1179 1 179 0 0 0 0 0 0 1 0 0 1180 1 180 0 0 0 0 0 0 1 0 0 21 2 1 0 0 0 0 0 0 0 1 0 22 2 2 0 0 0 0 0 0 0 1 0 23 2 3 0 0 0 0 0 0 0 1 0 24 2 4 0 0 0 0 0 0 0 1 0 25 2 5 0 0 0 0 0 0 0 1 0 26 2 6 0 0 0 0 0 0 0 1 0 27 2 7 0 0 0 0 0 0 0 0 0 28 2 8 0 0 0 0 0 0 0 0 0 29 2 9 0 0 0 0 0 0 0 0 0
Figuur 24: Matrixvoorstelling Productieplan (MS Excel)
Iedere rij is een unieke combinatie (d.i. ID) van een machine met een shift. In de kolommen
vindt men de matrijzen of productfamilies weer, die met 0 of 1 gekoppeld zijn aan een
11 http://www.ampl.com/NEW/tables.html
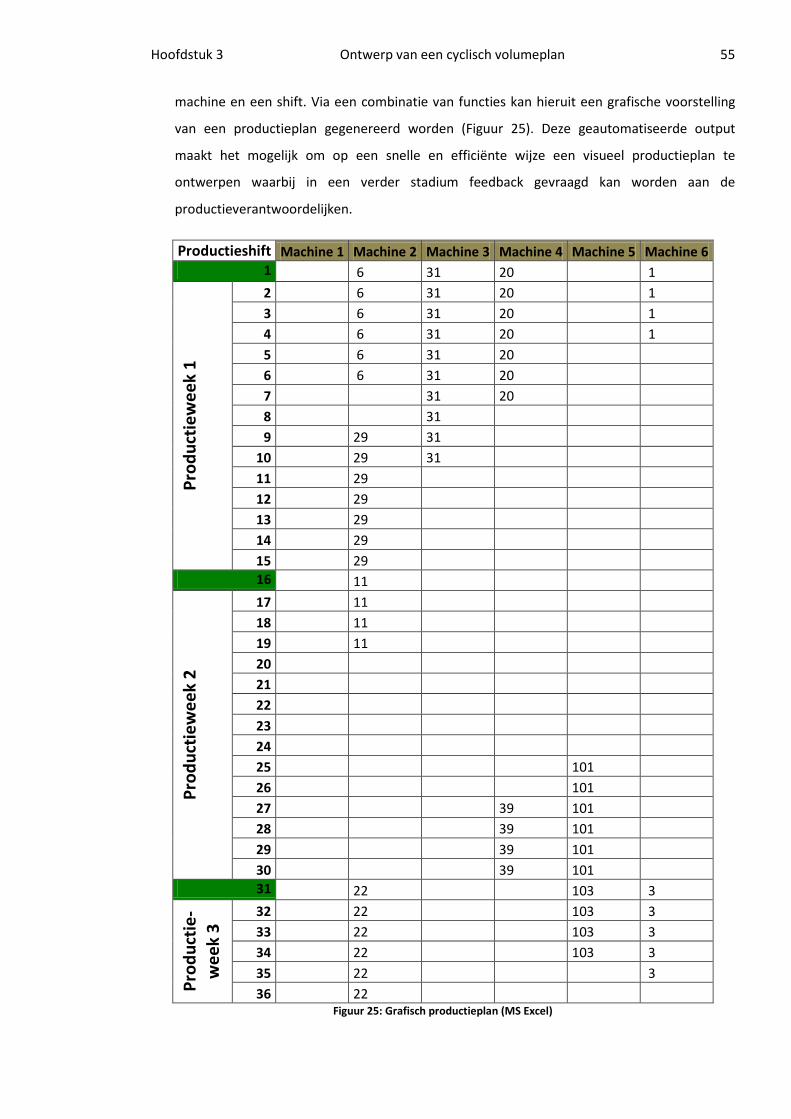
Hoofdstuk 3 Ontwerp van een cyclisch volumeplan 55
machine en een shift. Via een combinatie van functies kan hieruit een grafische voorstelling
van een productieplan gegenereerd worden (Figuur 25). Deze geautomatiseerde output
maakt het mogelijk om op een snelle en efficiënte wijze een visueel productieplan te
ontwerpen waarbij in een verder stadium feedback gevraagd kan worden aan de
productieverantwoordelijken.
Productieshift Machine 1 Machine 2 Machine 3 Machine 4 Machine 5 Machine 6 1
6 31 20
1
Prod
ucti
ewee
k 1
2
6 31 20
1 3
6 31 20
1
4
6 31 20
1 5
6 31 20
6
6 31 20 7
31 20
8
31 9
29 31
10
29 31 11
29
12
29 13
29
14
29 15
29
16
11
Prod
ucti
ewee
k 2
17
11 18
11
19
11 20
21 22 23 24 25
101 26
101
27
39 101 28
39 101
29
39 101 30
39 101
31
22
103 3
Prod
ucti
e-w
eek
3
32
22
103 3 33
22
103 3
34
22
103 3 35
22
3
36
22 Figuur 25: Grafisch productieplan (MS Excel)

Hoofdstuk 3 Ontwerp van een cyclisch volumeplan 56
3.5.2 Manueel planningsmodel
Voor het mathematisch planningsmodel is een commerciële solver met AMPL-code als
programmeertaal noodzakelijk. In een bedrijfssituatie kan men zich de vraag stellen of dergelijke
software beschikbaar en/of noodzakelijk is. In geval de dimensionaliteit van het probleem beperkt
is, een weinig aantal matrijzen en een beperkt aantal machines, kan via een manuele
oplossingsmethode op basis van vraag en antwoord tussen planner en productie een
aanvaardbare oplossing gevonden worden. Het ontwerp van een heuristieke planningsmethode
om tot een cyclisch productieplan te komen lijkt een alternatieve mogelijkheid. Een vergelijking
tussen de heuristieke oplossing en de oplossing uit het mathematisch model geeft een indicatie
over de doeltreffendheid van het mathematisch en/of heuristieke model.
Net zoals het mathematisch planningsmodel tracht de hierna uitgewerkte heuristieke
planningsmethode een realiseerbaar productieplan te ontwerpen.
Stap 1
Splits het gehele planningsprobleem op in deelproblemen (d.i. een plan per machine).
Hiervoor dient de jaarlijkse productie van de matrijzen over de beschikbare machines heen
verdeeld te worden. Voor iedere matrijs is een geschat aantal jaarlijkse productie-uren
gekend. Hierdoor worden de matrijzen a priori toegewezen aan één enkele machine met de
matrijs-machinerelatie als sturende beperking. Dit vergemakkelijkt het verder inplannen van
de matrijzen, wel ten koste van enige productieflexibiliteit. Om tot een zo homogeen
mogelijke verdeling van de werklast te komen wordt in MS Excel een relatief eenvoudige
formulering gehanteerd die, door middel van de ingebouwde solverfunctie, de variantie
tussen de machines minimaliseert met de matrijs-machinerelatie als beperking. Deze
toewijzing kan ook manueel gebeuren.
Stap 2
Elke machine kan nu apart gepland worden doorheen de cyclische periode. Rangschik de te
plannen matrijzen volgens de ratio, 12 𝑤𝑒𝑘𝑒𝑛
𝑝𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒𝑓𝑟𝑒𝑞𝑢𝑒𝑛𝑡𝑖𝑒. Deze ratio geeft de termijn weer
waarbinnen de eerste opstart van de matrijs moet plaatsvinden. Begin met de kleinste ratio
voor het inplannen van de matrijzen.

Hoofdstuk 3 Ontwerp van een cyclisch volumeplan 57
Stap 3
Vermits alle machines apart gepland worden kunnen er onverenigbaarheden optreden
doorheen het gehele productieplan. Deze laatste stap tracht deze problemen enerzijds op te
sporen, en weg te werken, door het verschuiven van de geplande productie. Anderzijds dient
deze laatste stap om het productieplan te optimaliseren. Zowel de homogene uitstroom aan
halffabricaat doorheen het gehele cyclische productieplan, als de beschikbaarheid van
aaneensluitende vrije ruimtes, vormen belangrijke objectieven in het optimaliseren van het
resulterend productieplan uit stap 2.
Het aanreiken van een sturende planningslogica, waarmee een cyclisch productiewiel opgesteld
kan worden, geen gebruik makende van mathematische modelleringen, blijkt waardevol in vele
praktijksituaties.

Hoofdstuk 4 Dataverzameling - analyse 58
Hoofdstuk 4
Orac N.V. Case
Geheel volgens de structuur van het “design of experiment” worden hier alle stappen doorlopen
aan de hand van beschikbaar gestelde data. Na het ontwerpen van een cyclisch volumeplan wordt
een operationele module uitgewerkt, waarmee de productie van halffabricaten kan aangestuurd
worden, vergelijkbaar met het huidige planningsbord van Orac N.V. Tot slot trachten we de
operationele impact van het cyclische volumeplan te becijferen.
4.1 Dataverzameling - analyse
4.1.1 Productfamilie (Matrijzen)
De verkoop van eindproducten wordt geregistreerd in het ERP-systeem. Elke verkoop heeft een
unieke referentie die aangeeft welk product in welke hoeveelheid en op welke datum verkocht
werd. In de veronderstelling dat er geen significante toename of afname is van voorraad, is de
hoeveelheid jaarlijks verkochte eindproducten, een goede weerspiegeling van de jaarproductie.
Door een verkoopstermijn van 1 jaar te nemen worden eventuele seizoensgebonden invloeden
op de verkoop vermeden.
Eindproducten zijn halffabricaten met een verschillende afwerking en/of eindverpakking. Een
eerste opdracht is dan ook om de eindproducten te groeperen naar de halffabricaten waaruit ze
geproduceerd worden. Sommige van deze halffabricaten kunnen in een volgende stap
samengenomen worden en een productfamilie vormen. Een productfamilie groepeert aldus alle
producten die met behulp van éénzelfde matrijs vervaardigd worden. Er dient een opsplitsing
gemaakt te worden tussen het Axxent en Basixx productgamma. Beide kunnen afzonderlijk
geanalyseerd worden aangezien ze geen gemeenschappelijke extrusielijnen hebben. Het Axxent-
gamma heeft 41 matrijzen, 92 halffabricaten en 180 eindproducten. Het basixx-gamma heeft 9
matrijzen, 9 halffabricaten en 21 eindproducten.
4.1.2 Pareto-analyse
In de meeste bedrijven wordt het merendeel van de productie bepaald door een beperkt aantal
producten (20% van de producten leiden tot 80% van de productie). Het ontwikkelen van een
cyclisch volumeplan richt zich dan ook vooral op deze 20%, fast-moving producten, vanwege de
sterk bepalende impact op het productieverloop. In de berekening van de jaarlijkse

Hoofdstuk 4 Dataverzameling - analyse 59
productverkoop zitten zowel MTO- als MTS-producten aangezien het gaat om de opstelling van
een volumeplan m.b.t. de productie.
Figuur 26: Pareto-analyse Axxent-matrijzen
De cumulatieve ordering van matrijzen dient te gebeuren op basis van een onvertekende
variabele. Het productievolume komt hiervoor niet in aanmerking omdat elke matrijs immers
gekenmerkt wordt door een welbepaalde fysisch gekarakteriseerde extrusiesnelheid (d.i. #meter
halffabricaat/minuut). Een welbepaalde matrijs kan belangrijk zijn in termen van geëxtrudeerd
volume, maar minder belangrijk in termen van productietijd wanneer ze een hoge
extrusiesnelheid heeft. Het is de productietijd die we wensen te plannen via het cyclische
productiewiel. Figuur 26 toont aan dat voor het Axxent-gamma ongeveer 20 van de 41 matrijzen
75% van de totaal benodigde productietijd bestrijken. De exacte 20/80-regel is hier niet geheel
van toepassing maar, als we er in slagen deze 20 matrijzen cyclisch te plannen, zal 75% van de
productietijd gepland zijn. Deze 20 matrijzen produceren de fast-moving halffabricaten waarvoor
een stabiele vraag bestaat doorheen het productiejaar. Hierdoor is aan de voorwaarde van het
ELSP voldaan.
00,10,20,30,40,50,60,70,80,9
1
1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 33 35 37 39 41
Cum
ulat
ief P
erce
ntag
e
Matrijzen
Cumulatieve Productietijd Matrijzen (Axxent)
Cumulatieve productietijd matrijzen

Hoofdstuk 4 Lotgroottes van de matrijzen 60
Figuur 27: Pareto-analyse Basixx-matrijzen
Uit Figuur 27 kan opgemaakt worden dat voor de Basixx matrijzen het Pareto-principe niet van
toepassing is. De cumulatieve productietijd neemt lineair toe met het aantal matrijzen. Bij het
ontwerp van een cyclisch productieplan worden dan ook alle Basixx-matrijzen cyclisch gepland
aangezien ze allemaal, doorheen het ganse productiejaar, een groot volume aan halffabricaten
genereren, en een constant vraagpatroon kennen. Een homogene uitstroom aan volume
halffabricaat12
4.2 Lotgroottes van de matrijzen
, gezamenlijk over zowel Axxent als Basixx, is een belangrijk criterium voor Orac
N.V. Aangezien het Basixx-gamma een groot percentage van het jaarvolume inneemt is volledige
opname in het productieplan een bewuste keuze.
Na bepaling van de cyclisch te plannen matrijzen, zijn de reeksgroottes aan de beurt. Hierbij
wordt uitgegaan van voldoende productiecapaciteit (d.i. single-product omgeving). Een
reeksgrootte, per matrijs, maakt een afweging tussen de schakelkost en de gewogen gemiddelde
voorraadkost van de geproduceerde halffabricaten.
Voorraadkosten worden beschreven door middel van een jaarlijks kostenpercentage t.o.v. de
productkost. Vermenigvuldiging van dit percentage met de materiaalkost geeft de jaarlijkse kost
van het in voorraad houden van een product. In de Orac N.V. case verkiezen we een relatief laag
kostenpercentage van 25% omwille van de geringe vatbaarheid voor veroudering. Voor elk
12 De extrusieproducten worden gestockeerd in bufferbakken. Het is minder wenselijk dat tussen werkweken onderling een groot verschil in productie waargenomen wordt. Bv. week 1 levert 50 bufferbakken en week 2 levert 10 bufferbakken.
00,10,20,30,40,50,60,70,80,9
1
1 2 3 4 5 6 7 8 9
Cum
ulat
ief P
erce
ntag
e
Matrijzen
Cumulatieve Productietijd Matrijzen (Basixx)
Cumulatieve productietijd matrijzen
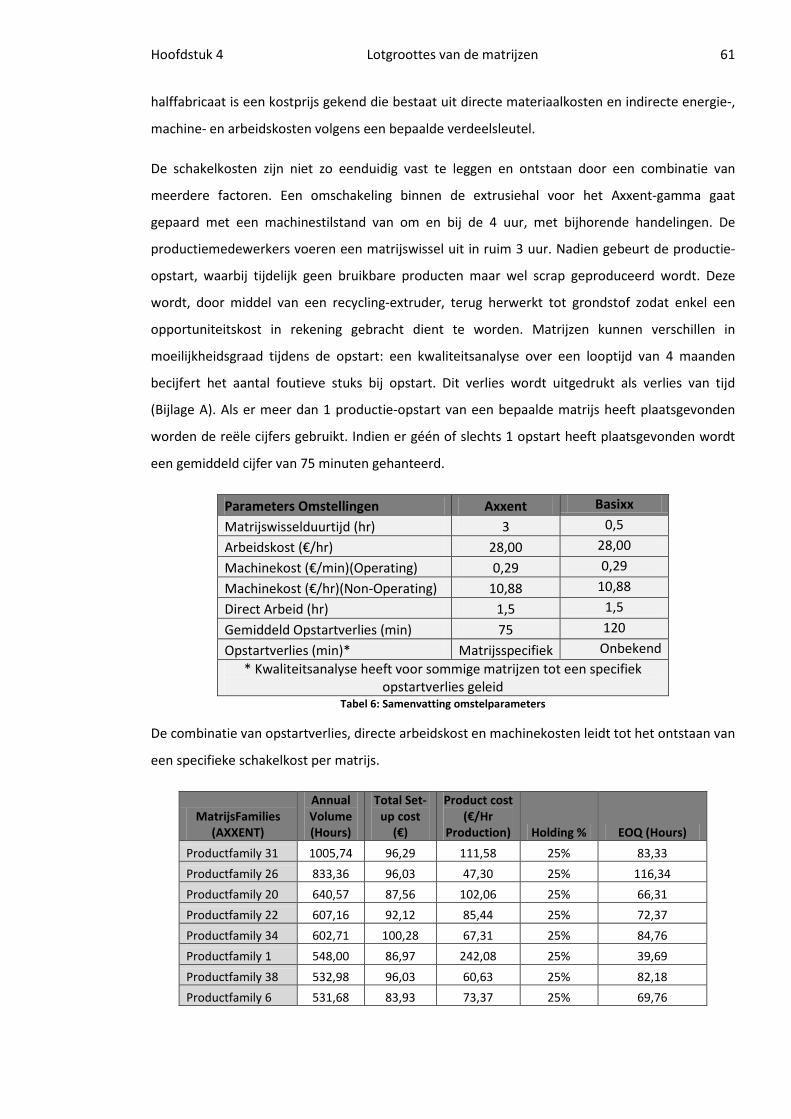
Hoofdstuk 4 Lotgroottes van de matrijzen 61
halffabricaat is een kostprijs gekend die bestaat uit directe materiaalkosten en indirecte energie-,
machine- en arbeidskosten volgens een bepaalde verdeelsleutel.
De schakelkosten zijn niet zo eenduidig vast te leggen en ontstaan door een combinatie van
meerdere factoren. Een omschakeling binnen de extrusiehal voor het Axxent-gamma gaat
gepaard met een machinestilstand van om en bij de 4 uur, met bijhorende handelingen. De
productiemedewerkers voeren een matrijswissel uit in ruim 3 uur. Nadien gebeurt de productie-
opstart, waarbij tijdelijk geen bruikbare producten maar wel scrap geproduceerd wordt. Deze
wordt, door middel van een recycling-extruder, terug herwerkt tot grondstof zodat enkel een
opportuniteitskost in rekening gebracht dient te worden. Matrijzen kunnen verschillen in
moeilijkheidsgraad tijdens de opstart: een kwaliteitsanalyse over een looptijd van 4 maanden
becijfert het aantal foutieve stuks bij opstart. Dit verlies wordt uitgedrukt als verlies van tijd
(Bijlage A). Als er meer dan 1 productie-opstart van een bepaalde matrijs heeft plaatsgevonden
worden de reële cijfers gebruikt. Indien er géén of slechts 1 opstart heeft plaatsgevonden wordt
een gemiddeld cijfer van 75 minuten gehanteerd.
Parameters Omstellingen Axxent Basixx
Matrijswisselduurtijd (hr) 3 0,5
Arbeidskost (€/hr) 28,00 28,00
Machinekost (€/min)(Operating) 0,29 0,29
Machinekost (€/hr)(Non-Operating) 10,88 10,88
Direct Arbeid (hr) 1,5 1,5
Gemiddeld Opstartverlies (min) 75 120
Opstartverlies (min)* Matrijsspecifiek Onbekend * Kwaliteitsanalyse heeft voor sommige matrijzen tot een specifiek
opstartverlies geleid Tabel 6: Samenvatting omstelparameters
De combinatie van opstartverlies, directe arbeidskost en machinekosten leidt tot het ontstaan van
een specifieke schakelkost per matrijs.
MatrijsFamilies (AXXENT)
Annual Volume (Hours)
Total Set-up cost
(€)
Product cost (€/Hr
Production) Holding % EOQ (Hours)
Productfamily 31 1005,74 96,29 111,58 25% 83,33
Productfamily 26 833,36 96,03 47,30 25% 116,34
Productfamily 20 640,57 87,56 102,06 25% 66,31
Productfamily 22 607,16 92,12 85,44 25% 72,37
Productfamily 34 602,71 100,28 67,31 25% 84,76
Productfamily 1 548,00 86,97 242,08 25% 39,69
Productfamily 38 532,98 96,03 60,63 25% 82,18
Productfamily 6 531,68 83,93 73,37 25% 69,76

Hoofdstuk 4 Lotgroottes van de matrijzen 62
Productfamily 30 522,91 93,24 117,00 25% 57,74
Productfamily 2 433,44 87,25 258,86 25% 34,19
Productfamily 29 431,52 87,79 97,74 25% 55,68
Productfamily 5 363,43 80,65 159,30 25% 38,37
Productfamily 39 354,39 96,03 42,25 25% 80,27
Productfamily 33 319,02 100,40 68,38 25% 61,22
Productfamily 32 309,92 81,25 99,12 25% 45,08
Productfamily 3 305,44 85,16 344,79 25% 24,57
Productfamily 36 293,87 94,03 93,00 25% 48,76
Productfamily 12 288,34 96,03 95,46 25% 48,17
Productfamily 9 273,82 96,03 68,15 25% 55,56
Productfamily 11 271,27 78,87 99,33 25% 41,51
Productfamily 14 267,58 96,03 44,46 25% 67,99 Tabel 7: EOQ-berekeningen Axxent
MatrijsFamilies (Basixx)
Annual Volume
(Hrs)
Total Set-up cost
(€)
Product cost (€/Hr
Production) Holding % EOQ (hrs)
Productfamily 109 168,02 81,69 84,68 25% 36,01
Productfamily 107 109,91 81,69 88,24 25% 28,53
Productfamily 101 199,34 81,69 26,44 25% 70,20
Productfamily 103 107,04 81,69 77,34 25% 30,07
Productfamily 104 87,34 81,69 116,40 25% 22,14
Productfamily 102 90,85 81,69 29,44 25% 44,91
Productfamily 105 71,42 81,69 130,89 25% 18,88
Productfamily 108 71,29 81,69 98,98 25% 21,69
Productfamily 106 38,44 81,69 169,86 25% 12,16 Tabel 8: EOQ-berekeningen Basixx
Van de EOQ-formule is gekend dat deze vrij robuust is voor parameterkeuze vanwege de
vierkantswortel. Praktijkervaring leert dat ondernemingen veelal reeksgroottes hanteren die vrij
dicht aansluiten bij de theoretisch optimale lotgrootte. Deze reeksgroottes uit de dagdagelijkse
bedrijfsvoering werden vergeleken met de theoretische EOQ-berekeningen. Hiervoor worden de
reeksgroottes per halffabricaat samengevoegd per matrijs of productfamilie. Hieruit blijkt dat bij
Orac N.V. de lotgroottes niet significant afwijken van deze die nodig zijn voor kostenminimalisatie.
De EOQ’s hebben de neiging iets groter te zijn dan de gehanteerde reeksgroottes, mogelijks door
de capaciteitsbeperking aan bufferbakken, welke tot kleinere reeksgroottes dwingt. Of de
productie sterk geaggregeerd heeft plaatsgevonden, of met andere woorden dat meerdere
halffabricaten van eenzelfde matrijs geproduceerd werden bij eenzelfde matrijsinstallatie, kan
afgeleid worden uit de vergelijking tussen het werkelijk aantal uitgevoerde matrijswissels en het
verwacht aantal matrijswissels (d.i. jaarvolume/EOQ). Er vonden in totaal 441 matrijswissels
plaats in vergelijking met het theoretisch minimaal aantal van 342 (Bijlage A).

Hoofdstuk 4 Van single-product naar multi-product omgeving 63
4.3 Van single-product naar multi-product omgeving
Nadat de individuele EOQ’s berekend zijn worden deze op elkaar afgestemd en samengevoegd in
een overkoepelend cyclisch productiewiel. Voor het Basixx-gamma worden alle matrijzen mee
verwerkt, voor het Axxent-gamma beperken we ons tot de 20 belangrijkste matrijzen. Er wordt
naar een basisperiode β gezocht waarvan de cyclustijd per matrijs een veelvoud is. Of anders
gezegd: we zoeken een cyclische wiellengte en bepalen hoeveel keer een matrijs geïnstalleerd
dient te worden binnen deze wiellengte. Hiertoe worden er twee heuristieke benaderingen
toegepast (Sectie 2.2.2.2 en Sectie 2.2.4) waarbij de berekeningen iteratief plaatsvinden. De
resultaten voor zowel het Basixx- als het Axxent-gamma worden hieronder weergegeven (Tabel 9
en Tabel 10).
Productfamilies: Axxent
Multiples & Productie-Interval (Weken)Nilsson et al.
Productiefrequenties & Productie-Interval (Weken) Doll & Whybark
Productfamily 31 2 7,72 2 7 Productfamily 26 1 3,86 3 4,7 Productfamily 20 1 3,86 3 4,7 Productfamily 22 1 3,86 3 4,7 Productfamily 34 2 7,72 2 7 Productfamily 1 1 3,86 3 4,7 Productfamily 38 2 7,72 2 7 Productfamily 6 2 7,72 2 7 Productfamily 30 2 7,72 2 7 Productfamily 2 3 11,58 1 14 Productfamily 29 2 7,72 2 7 Productfamily 5 2 7,72 2 7 Productfamily 39 2 7,72 2 7 Productfamily 33 2 7,72 2 7 Productfamily 32 2 7,72 2 7 Productfamily 3 4 15,45 1 14 Productfamily 36 3 11,58 1 14 Productfamily 12 2 7,72 2 7 Productfamily 9 3 11,58 1 14 Productfamily 11 3 11,58 2 7 Totale Kost 27158,36 27157,76
Cyclische Wiellengte / 13,97 Weken
Basisperiode 3,86 Weken / Tabel 9: Theoretische Productiefrequenties en Wiellengte (Axxent: 20 Productfamilies)
Productfamilies: Basixx
Multiples & Productie-Interval (Weeks)Nillson
Productiefrequenties & Productie-Interval (Weeks) Doll & Whybark
Productfamily 109 1 14,1 3 10 Productfamily 107 1 14,1 2 14,9 Productfamily 101 1 14,1 2 14,9
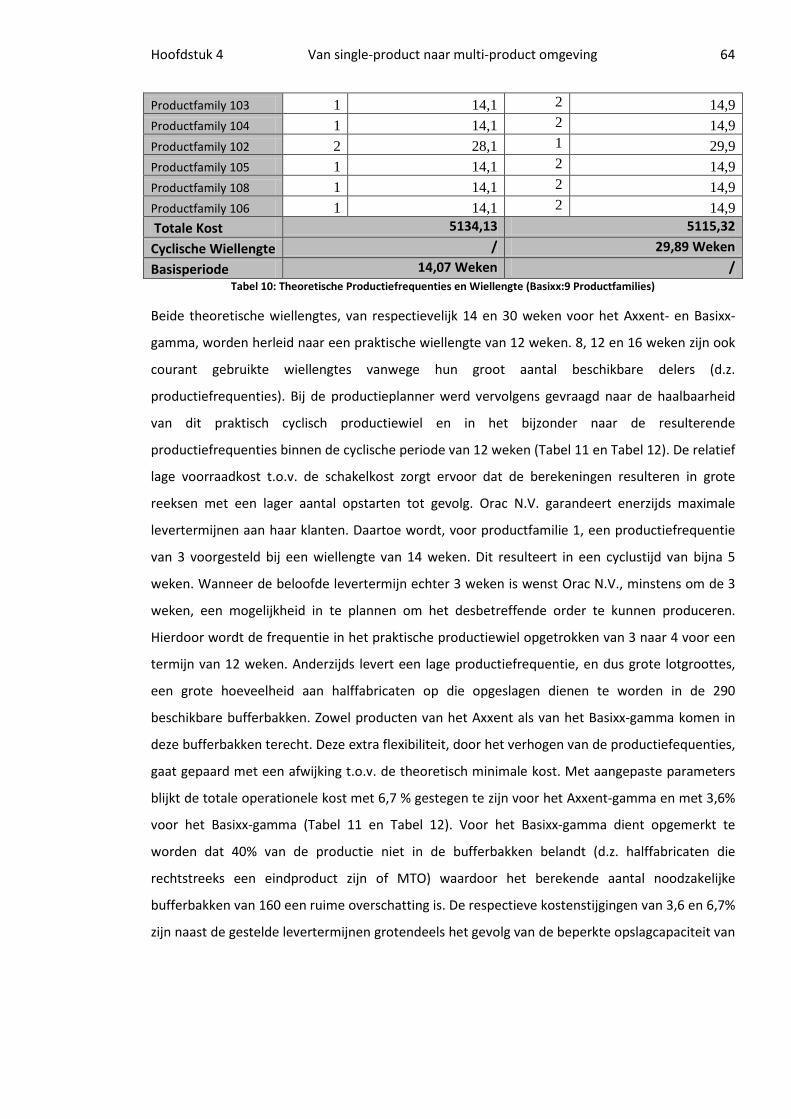
Hoofdstuk 4 Van single-product naar multi-product omgeving 64
Productfamily 103 1 14,1 2 14,9 Productfamily 104 1 14,1 2 14,9 Productfamily 102 2 28,1 1 29,9 Productfamily 105 1 14,1 2 14,9 Productfamily 108 1 14,1 2 14,9 Productfamily 106 1 14,1 2 14,9 Totale Kost 5134,13 5115,32
Cyclische Wiellengte / 29,89 Weken
Basisperiode 14,07 Weken / Tabel 10: Theoretische Productiefrequenties en Wiellengte (Basixx:9 Productfamilies)
Beide theoretische wiellengtes, van respectievelijk 14 en 30 weken voor het Axxent- en Basixx-
gamma, worden herleid naar een praktische wiellengte van 12 weken. 8, 12 en 16 weken zijn ook
courant gebruikte wiellengtes vanwege hun groot aantal beschikbare delers (d.z.
productiefrequenties). Bij de productieplanner werd vervolgens gevraagd naar de haalbaarheid
van dit praktisch cyclisch productiewiel en in het bijzonder naar de resulterende
productiefrequenties binnen de cyclische periode van 12 weken (Tabel 11 en Tabel 12). De relatief
lage voorraadkost t.o.v. de schakelkost zorgt ervoor dat de berekeningen resulteren in grote
reeksen met een lager aantal opstarten tot gevolg. Orac N.V. garandeert enerzijds maximale
levertermijnen aan haar klanten. Daartoe wordt, voor productfamilie 1, een productiefrequentie
van 3 voorgesteld bij een wiellengte van 14 weken. Dit resulteert in een cyclustijd van bijna 5
weken. Wanneer de beloofde levertermijn echter 3 weken is wenst Orac N.V., minstens om de 3
weken, een mogelijkheid in te plannen om het desbetreffende order te kunnen produceren.
Hierdoor wordt de frequentie in het praktische productiewiel opgetrokken van 3 naar 4 voor een
termijn van 12 weken. Anderzijds levert een lage productiefrequentie, en dus grote lotgroottes,
een grote hoeveelheid aan halffabricaten op die opgeslagen dienen te worden in de 290
beschikbare bufferbakken. Zowel producten van het Axxent als van het Basixx-gamma komen in
deze bufferbakken terecht. Deze extra flexibiliteit, door het verhogen van de productiefequenties,
gaat gepaard met een afwijking t.o.v. de theoretisch minimale kost. Met aangepaste parameters
blijkt de totale operationele kost met 6,7 % gestegen te zijn voor het Axxent-gamma en met 3,6%
voor het Basixx-gamma (Tabel 11 en Tabel 12). Voor het Basixx-gamma dient opgemerkt te
worden dat 40% van de productie niet in de bufferbakken belandt (d.z. halffabricaten die
rechtstreeks een eindproduct zijn of MTO) waardoor het berekende aantal noodzakelijke
bufferbakken van 160 een ruime overschatting is. De respectieve kostenstijgingen van 3,6 en 6,7%
zijn naast de gestelde levertermijnen grotendeels het gevolg van de beperkte opslagcapaciteit van

Hoofdstuk 4 Van single-product naar multi-product omgeving 65
halffabricaten. Een uitbreiding van deze opslagcapaciteit zal dus aanleiding geven tot lagere
operationele kosten ondanks de toegenomen gemiddelde hoeveelheid voorraad13.
Cyclic Wheel (Theory)
AXXENT
Cyclic Wheel
(Practice)
M*-wiel M*-freq
M*-EOQ (Uren) Totale Kost P*-wiel
P*-freq
P*-EOQ (Uren)
Totale Kost Prakt. Wiel
F 31 13,97 2 135,14 1622,59 12 3 77,36 1170,45 F 26 13,97 3 74,65 2222,59 12 3 64,10 2236,41 F 20 13,97 3 57,38 1777,85 12 3 49,27 1825,59 F 22 13,97 3 54,39 1909,79 12 3 46,70 1954,46 F 34 13,97 2 80,98 1225,15 12 3 46,36 1577,73
F 1 13,97 3 49,09 1918,89 12 4 31,62 2118,03 F 38 13,97 2 71,61 1628,32 12 2 61,50 1616,83
F 6 13,97 2 71,44 1387,57 12 3 40,90 1527,87 F 30 13,97 2 70,26 1285,09 12 2 60,34 1315,74
F 2 13,97 1 116,48 820,84 12 2 50,01 969,24 F 29 13,97 2 57,98 1092,76 12 2 49,79 1138,16
F 5 13,97 2 48,83 1048,05 12 2 41,93 1083,53 F 39 13,97 2 47,62 1411,10 12 3 27,26 1647,09 F 33 13,97 2 42,87 1362,92 12 2 36,81 1398,87 F 32 13,97 2 41,64 1113,46 12 2 35,76 1141,07
F 3 13,97 1 82,08 750,45 12 2 35,24 924,24 F 36 13,97 1 78,97 1024,88 12 2 33,91 1104,76 F 12 13,97 2 38,74 1194,73 12 2 33,27 1244,49
F 9 13,97 1 73,58 1212,77 12 2 31,59 1199,56 F 11 13,97 2 36,45 1021,93 12 2 31,30 1057,05
SOM: 27031,75 SOM: 28851,16 Tot. # Bufferbakken =
(Lotgrootte/2) 135 Tot. # Bufferbakken =
(Lotgrootte/2) 85 Percentage Cost Increase 0,067=6,7%
Tabel 11:Praktische Productiefrequenties en Wiellengte (Axxent)
Cyclic Wheel (Theory)
BASIXX
Cyclic Wheel (Practice)
M*-wiel M*-freq
M*-EOQ (Uren)
Totale Kost P*-wiel
P*-freq
P*-EOQ (Uren)
Totale Kost Prakt. Wiel
F 109 29,89 3 32,20 767,08 12 1 38,77 764,39 F 107 29,89 2 31,59 632,66 12 1 25,36 633,74 F 101 29,89 2 57,30 473,54 12 1 46,00 506,00 F 103 29,89 2 30,77 581,65 12 1 24,70 592,79
13 Hierbij wordt verondersteld dat Orac N.V. op middellange termijn geen drastische kosten en/of tijdsreducties kan realiseren op de omstellingen van de machines. Dit zou immers leiden tot kleinere reeksgroottes via de EOQ-formule. Er worden enkel voorraad- en schakelkosten beschouwd.

Hoofdstuk 4 Opstellen cyclisch volumeplan 66
F 104 29,89 2 25,11 649,49 12 1 20,16 647,25 F 102 29,89 1 52,23 334,29 12 1 20,97 431,13 F 105 29,89 2 20,53 620,09 12 1 16,48 623,66 F 108 29,89 2 20,49 537,72 12 1 16,45 557,53 F 106 29,89 2 11,05 518,79 12 1 8,87 542,33
SOM: 5115,32 SOM: 5298,82 Tot. # Bufferbakken =
(Lotgrootte/2) 270 Tot. # Bufferbakken =
(Lotgrootte/2) 160 Percentage Cost Increase 0.0358 = 3,6%
Tabel 12:Praktische Productiefrequenties en Wiellengte (Basixx)
4.4 Opstellen cyclisch volumeplan
Wanneer zowel de lengte van het cyclisch productiewiel als de individuele productiefrequenties,
samen met de reeksgroottes van de productfamilies of matrijzen, gekend zijn (d.i. Tabel 11 en
Tabel 12), kan een productieplan opgesteld worden volgens het model beschreven in sectie 3.5.
Het volledige resultaat voor de 6 extrusielijnen, 180 shifts (12 weken) en 29 matrijzen werd
bijgevoegd in bijlage K.
Tijdens het inplannen werd geen rekening gehouden met de tijd nodig voor het uitvoeren van
matrijswissels. Aangezien er in het model gewerkt wordt met de shift als minimale tijdsperiode,
kan de schakeltijd niet uitgedrukt worden in gehele tijdsperiodes. Deze tekortkoming wordt deels
opgevangen door de productietijd per matrijs, uitgedrukt in aantal shifts, naar boven af te ronden.
Dit is te rechtvaardigen vermits het hier toch eerder gaat om een geaggregeerde volumeplanning
dan wel om een detailproductplanning.
De resulterende uitstroom in de bufferbakken, samen met de variantie hierop op weekbasis,
wordt berekend en de resultaten weergegeven in Tabel 13. De variantie aan uitstroom gedurende
de gehanteerde 12 weken, uitgedrukt in bufferbakken, is gelijk aan 9,57.
Periode # bufferbakken Cyclisch Halffabricaat
Week 1 39,9 Week 2 44,22 Week 3 43,44 Week 4 46,232 Week 5 47,35 Week 6 46,82 Week 7 40,46 Week 8 40,944 Week 9 42,1 Week 10 41,64 Week 11 38,41

Hoofdstuk 4 Opstellen cyclisch volumeplan 67
Week 12 47,02 Variantie 9,57 Bereik 38,41 - 47,35
Tabel 13: Resultaat mathematisch planningsmodel (AMPL-Cplex)
Zoals beschreven in de onderzoeksopzet, werd er naast een mathematisch model eveneens een
heuristieke planningsmethode ontworpen. Hiervoor worden 3 stappen doorlopen met als
resultaat een werkbaar volumeplan. De resultaten volgens deze heuristieke planningsmethode
zijn weergegeven in Tabel 14.
Periode # bufferbakken Cyclisch Halffabricaat
15 57,36 30 50,88 45 52,9 60 53,2 75 41,812 90 43,53
105 40,2 120 35,184 135 30,94 150 39,05 165 31,35 180 42,13
Variantie 76,18 Range 30,94 – 57,36
Tabel 14: Resultaat Heuristiek Planningsmodel (Excel)
Door vergelijking van de resultaten van beide modellen valt op te maken dat het mathematisch
model er beter in slaagt om alle matrijzen te plannen, met een aanzienlijk kleinere variantie
binnen de wekelijkse uitstroom aan bufferbakken dan de heuristieke planningsmethode. Een
gelijkmatige productie geeft aanleiding tot een gelijkmatige machinebezetting,
arbeidskrachtbenutting en grondstofaanlevering. De becijferde uitstroom aan bufferbakken is niet
volledig correct vermits het hier enkel de cyclisch geplande matrijzen betreft. Deze
vertegenwoordigen echter wel meer dan 80% van het totaal aantal geproduceerde meters zodat
er na toevoeging van de niet-cyclische geplande matrijzen slechts een kleine afwijking zal
optreden. Toch mag het belang van een heuristieke planningsmethode, zeker in een
praktijksituatie zoals bij Orac N.V., niet over het hoofd gezien worden en dient de absoluut
minimale variantie kritisch bekeken te worden. Vanuit operationeel standpunt is een
productieplan met een aanvaardbaar middelmatige variantie, in de praktijk misschien wel
gelijkwaardig aan het productieplan met de kleinste variantie maar dat veel meer inspanning
vergt in de opstelling ervan.
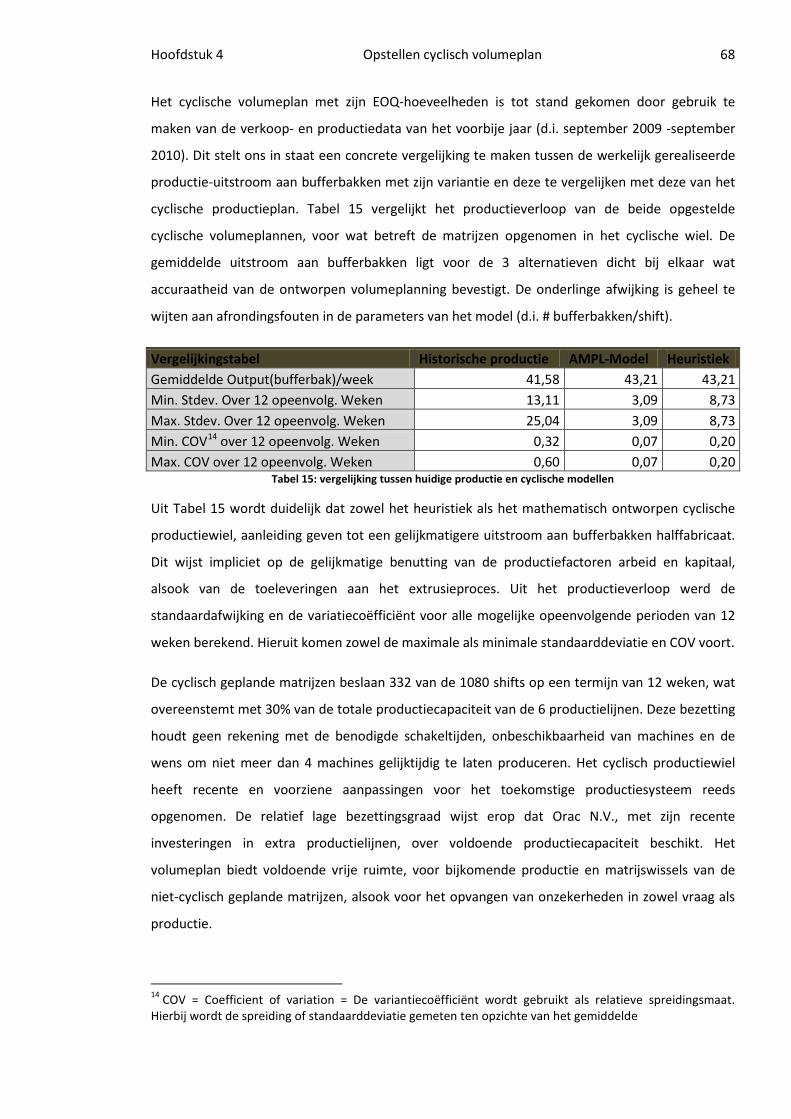
Hoofdstuk 4 Opstellen cyclisch volumeplan 68
Het cyclische volumeplan met zijn EOQ-hoeveelheden is tot stand gekomen door gebruik te
maken van de verkoop- en productiedata van het voorbije jaar (d.i. september 2009 -september
2010). Dit stelt ons in staat een concrete vergelijking te maken tussen de werkelijk gerealiseerde
productie-uitstroom aan bufferbakken met zijn variantie en deze te vergelijken met deze van het
cyclische productieplan. Tabel 15 vergelijkt het productieverloop van de beide opgestelde
cyclische volumeplannen, voor wat betreft de matrijzen opgenomen in het cyclische wiel. De
gemiddelde uitstroom aan bufferbakken ligt voor de 3 alternatieven dicht bij elkaar wat
accuraatheid van de ontworpen volumeplanning bevestigt. De onderlinge afwijking is geheel te
wijten aan afrondingsfouten in de parameters van het model (d.i. # bufferbakken/shift).
Vergelijkingstabel Historische productie AMPL-Model Heuristiek Gemiddelde Output(bufferbak)/week 41,58 43,21 43,21 Min. Stdev. Over 12 opeenvolg. Weken 13,11 3,09 8,73 Max. Stdev. Over 12 opeenvolg. Weken 25,04 3,09 8,73 Min. COV14 0,32 over 12 opeenvolg. Weken 0,07 0,20 Max. COV over 12 opeenvolg. Weken 0,60 0,07 0,20
Tabel 15: vergelijking tussen huidige productie en cyclische modellen
Uit Tabel 15 wordt duidelijk dat zowel het heuristiek als het mathematisch ontworpen cyclische
productiewiel, aanleiding geven tot een gelijkmatigere uitstroom aan bufferbakken halffabricaat.
Dit wijst impliciet op de gelijkmatige benutting van de productiefactoren arbeid en kapitaal,
alsook van de toeleveringen aan het extrusieproces. Uit het productieverloop werd de
standaardafwijking en de variatiecoëfficiënt voor alle mogelijke opeenvolgende perioden van 12
weken berekend. Hieruit komen zowel de maximale als minimale standaarddeviatie en COV voort.
De cyclisch geplande matrijzen beslaan 332 van de 1080 shifts op een termijn van 12 weken, wat
overeenstemt met 30% van de totale productiecapaciteit van de 6 productielijnen. Deze bezetting
houdt geen rekening met de benodigde schakeltijden, onbeschikbaarheid van machines en de
wens om niet meer dan 4 machines gelijktijdig te laten produceren. Het cyclisch productiewiel
heeft recente en voorziene aanpassingen voor het toekomstige productiesysteem reeds
opgenomen. De relatief lage bezettingsgraad wijst erop dat Orac N.V., met zijn recente
investeringen in extra productielijnen, over voldoende productiecapaciteit beschikt. Het
volumeplan biedt voldoende vrije ruimte, voor bijkomende productie en matrijswissels van de
niet-cyclisch geplande matrijzen, alsook voor het opvangen van onzekerheden in zowel vraag als
productie.
14 COV = Coefficient of variation = De variantiecoëfficiënt wordt gebruikt als relatieve spreidingsmaat. Hierbij wordt de spreiding of standaarddeviatie gemeten ten opzichte van het gemiddelde

Hoofdstuk 4 Verwerking volumeplan in planningstool 69
4.5 Verwerking volumeplan in planningstool
Voor de operationele productieplanning gebruikt Orac N.V. een spreadsheetmodule waarmee de
productie van zowel het halffabricaat als het eindproduct wordt aangestuurd. De primaire input
voor deze rekenmodule zijn de actuele voorraadposities uit het ERP-systeem, welke meerdere
malen per dag, manueel opgehaald worden. Dit planningsbord vestigt de aandacht van de
productieplanner op die producten waarvan de voorraadposities onder een vooraf bepaald
niveau zijn gezakt, waarop hij dan reageert met een productieorder van zodra één van de
geschikte machines beschikbaar komt en er voldoende volume kan geproduceerd worden uit een
combinatie met andere producten. Op het niveau van de halffabricaten worden hierdoor
verschillende producten geëxtrudeerd na matrijsinstallatie. Bij de eindproducten wordt een
productieorder steeds gecombineerd met andere eindproducten uit eenzelfde halffabricaat
zodanig dat steeds een veelvoud aan bufferbakken afgewerkt kan worden.
Het uitgewerkte volumeplan uit sectie 4.4 richt zich op het extrusieproces van de halffabricaten
zelf. De doelstelling is een planningstool te ontwerpen die dicht aanleunt bij het planningsbord
dat Orac N.V. vandaag de dag gebruikt voor zijn productie-aansturing. Parallel aan het bestaande
planningsmodel wordt hiertoe een extra module opgezet die het cyclische productieplan en
bijhorende planningslogica verwerkt. Belangrijk hierbij is een volledige loskoppeling tussen het
ontworpen volumeplan, met een 12 weken termijn uit sectie 4.4, en de te ontwerpen
productiesturing, gebaseerd op dit cyclische volumeplan.
Het weerspiegelen van het proactief karakter van een cyclisch volumeplan, in vergelijking met het
huidige reactieve systeem, vormt de belangrijkste doelstelling bij het ontwerp van een
productiemodule. De tactische cyclische volumeplanning, in combinatie met een stabiele of
gekende vraag naar de cyclische halffabricaten, stelt de gebruiker in staat een prognose te maken
betreffende het voorraadverloop, over een aantal cycli heen. In het ontworpen planningssysteem
wordt een totale periode van 36 weken voorraadverloop en productie gesimuleerd. Aangezien
het volumeplan slechts 12 weken bestrijkt, wordt er steeds 3 cycli vooruit gekeken. Deze
planningstechniek kan mogelijke tekorten voorspellen zodanig dat tijdig kan bijgestuurd worden.
Het vernieuwde planningsbord dient tevens als verantwoording aan het financiële departement,
voor de gestage voorraadopbouw voorafgaand aan een voorspelde piekperiode.

Hoofdstuk 4 Verwerking volumeplan in planningstool 70
De opbouw van de planningsmodule ziet er als volgt uit:
INPUT: A. Vraag naar halffabricaat/week (Forecast)
B. Productietijdstippen (Volumeplan)
PROCESSING: A. Toewijzen van gereserveerde tijdslots per matrijs aan de halffabricaten
B. Stuur de vraag bij a.d.h.v. coëfficiënten
C. Bijsturen productievolumes
OUTPUT: A. Operationeel productie- en voorraadverloop per week op het niveau van
halffabricaten
A. Input: De vraag naar halffabricaat/Week
Om de gemiddelde vraag per week naar halffabricaten te kunnen becijferen wordt gekeken naar
de wekelijkse vraag van de corresponderende eindproducten. Hiervoor werd een analyse
gemaakt van de verkoop gedurende de periode 30/09/2009 tot 30/09/2010 i.p.v. verder te
werken met de parameters uit het ERP-systeem. Een mogelijke aanbeveling is de overstap van de
historische verkoopscijfers naar actieve “demand forecasting”. Orac N.V. beschouwt zichzelf als
een dynamische onderneming zowel in zijn productassortiment als in zijn afzetmarkten. Zeker
voor die producten die een groot deel van het jaarvolume bepalen lijkt een actieve
vraagvoorspelling via de locale distributiepartners wenselijk. Dit valt echter geheel buiten het
opzet van deze thesis. Een courante bijsturing van dergelijke parameters leidt immers tot een
model dat nauwer zal aansluiten bij het reële voorraadverloop. Ter compensatie heeft de
gebruiker de mogelijkheid om de gemiddelde verkoop bij te sturen d.m.v. coëfficiënten die een
stijgende of dalende trend voor een product aanwijzen.
B. Input: Productietijdstippen uit het volumeplan
Het tot stand gekomen volumeplan (zie Tabel 16) geeft aan in welke werkweek welke matrijs op
welke machine gemonteerd dienen te worden. Belangrijk hierbij is de relatieve positionering van
de matrijzen ten opzichte van elkaar. Orac N.V. dient te bepalen in welke werkweek het wenst te
starten met het opvolgen van de cyclische volumeplanning. Op basis van actuele voorraadniveaus
kan het aangeraden zijn het cyclische plan niet op te starten in werkweek 1 maar bijvoorbeeld op
een later tijdstip. Wanneer het starttijdstip van het volumeplan bepaald is kent men ook de
relatieve onderlinge positionering van de matrijsinstallaties voor de daaropvolgende weken.

Hoofdstuk 4 Verwerking volumeplan in planningstool 71
Shift Machine1 Machine 2 Machine 3 Machine 4 Machine 5 Machine 6
1
Productfamilie 6 Productfamilie 31 Productfamilie 20
Productfamilie 1
2
Productfamilie 6 Productfamilie 31 Productfamilie 20
Productfamilie 1
3
Productfamilie 6 Productfamilie 31 Productfamilie 20
Productfamilie 1
4
Productfamilie 6 Productfamilie 31 Productfamilie 20
Productfamilie 1
5
Productfamilie 6 Productfamilie 31 Productfamilie 20 6
Productfamilie 6 Productfamilie 31 Productfamilie 20
7
Productfamilie 31 Productfamilie 20 8
Productfamilie 31
9
Productfamilie 29 Productfamilie 31 10
Productfamilie 29 Productfamilie 31
11
Productfamilie 29 12
Productfamilie 29
13
Productfamilie 29 14
Productfamilie 29
15
Productfamilie 29 16
Productfamilie 11
17
Productfamilie 11 18
Productfamilie 11
19
Productfamilie 11 20
21 22 23 24 25
Productfamilie 101 26
Productfamilie 101
27
Productfamilie 39 Productfamilie 101 28
Productfamilie 39 Productfamilie 101
29
Productfamilie 39 Productfamilie 101 30
Productfamilie 39 Productfamilie 101
Tabel 16: Abstract cyclisch volumeplan
Bovenstaand volumeplan wordt binair voorgesteld in Tabel 17 als een opvolging van 0 en 1 binnen
opeenvolgende werkweken. Deze tabel dient manueel opgesteld te worden a.d.h.v. het cyclische
volumeplan.
Werkweek
Ww 16
Ww 17
Ww 18
Ww 19
Ww 20
Ww 21
Ww 22
Ww 23
Ww 24
Ww 25
Ww 26
Ww 27
Family 1 1 0 0 1 0 0 1 0 0 1 0 0
Family 20 1 0 0 0 1 0 0 0 1 0 0 0
Family 6 1 0 0 0 1 0 0 0 1 0 0 0
Family 29 1 0 0 0 0 0 1 0 0 0 0 0
Family 31 1 0 0 0 1 0 0 0 1 0 0 0 Tabel 17:Illustratie productieverloop
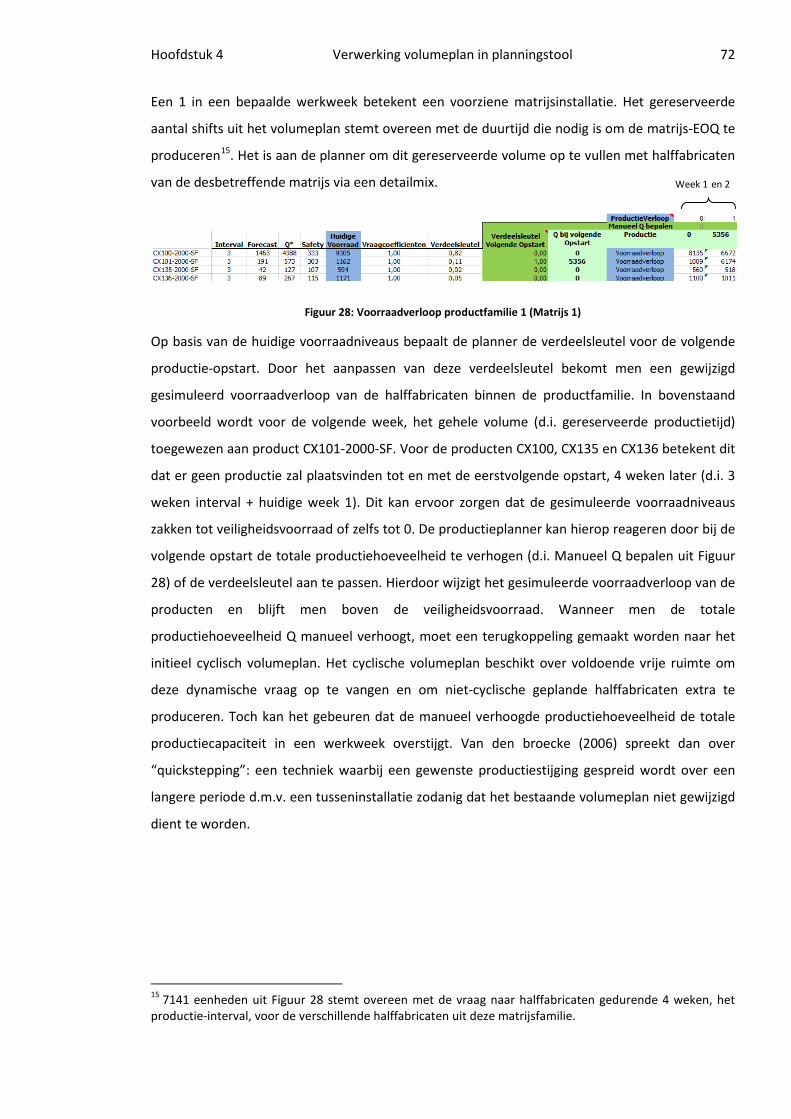
Hoofdstuk 4 Verwerking volumeplan in planningstool 72
Een 1 in een bepaalde werkweek betekent een voorziene matrijsinstallatie. Het gereserveerde
aantal shifts uit het volumeplan stemt overeen met de duurtijd die nodig is om de matrijs-EOQ te
produceren15
. Het is aan de planner om dit gereserveerde volume op te vullen met halffabricaten
van de desbetreffende matrijs via een detailmix.
Figuur 28: Voorraadverloop productfamilie 1 (Matrijs 1)
Op basis van de huidige voorraadniveaus bepaalt de planner de verdeelsleutel voor de volgende
productie-opstart. Door het aanpassen van deze verdeelsleutel bekomt men een gewijzigd
gesimuleerd voorraadverloop van de halffabricaten binnen de productfamilie. In bovenstaand
voorbeeld wordt voor de volgende week, het gehele volume (d.i. gereserveerde productietijd)
toegewezen aan product CX101-2000-SF. Voor de producten CX100, CX135 en CX136 betekent dit
dat er geen productie zal plaatsvinden tot en met de eerstvolgende opstart, 4 weken later (d.i. 3
weken interval + huidige week 1). Dit kan ervoor zorgen dat de gesimuleerde voorraadniveaus
zakken tot veiligheidsvoorraad of zelfs tot 0. De productieplanner kan hierop reageren door bij de
volgende opstart de totale productiehoeveelheid te verhogen (d.i. Manueel Q bepalen uit Figuur
28) of de verdeelsleutel aan te passen. Hierdoor wijzigt het gesimuleerde voorraadverloop van de
producten en blijft men boven de veiligheidsvoorraad. Wanneer men de totale
productiehoeveelheid Q manueel verhoogt, moet een terugkoppeling gemaakt worden naar het
initieel cyclisch volumeplan. Het cyclische volumeplan beschikt over voldoende vrije ruimte om
deze dynamische vraag op te vangen en om niet-cyclische geplande halffabricaten extra te
produceren. Toch kan het gebeuren dat de manueel verhoogde productiehoeveelheid de totale
productiecapaciteit in een werkweek overstijgt. Van den broecke (2006) spreekt dan over
“quickstepping”: een techniek waarbij een gewenste productiestijging gespreid wordt over een
langere periode d.m.v. een tusseninstallatie zodanig dat het bestaande volumeplan niet gewijzigd
dient te worden.
15 7141 eenheden uit Figuur 28 stemt overeen met de vraag naar halffabricaten gedurende 4 weken, het productie-interval, voor de verschillende halffabricaten uit deze matrijsfamilie.
Week 1 en 2

Hoofdstuk 4 Operationele impact cyclisch productieplan 73
Figuur 29: Productieplanningsbord (Productfamilie 1)
Figuur 29 schetst de complete uitwerking van het planningsbord voor matrijs 1, met het cyclische
volumeplan als basis. Het model gebruikt de werkweek als eenheid van tijd waarbij zowel het
huidige voorraadniveau, de productie, de vraag als het resulterende voorraadverloop wordt
weergegeven.
Voor wat betreft de voorspelde vraag kan men gebruik maken van de vraagcoëfficiënten. Bij
promoties, nieuwe afzetmarkten en/of nieuwe klanten kan men opteren om de vraag, van
waaruit het model vertrekt, bij te sturen door het aanpassen van de vraagcoëfficiënten met als
doel nauwer aan te sluiten bij de reële vraag.
C. Output: Operationele productieplanning
In het planningsbord worden de cyclisch geplande matrijzen opgenomen en onder elkaar
weergeven, zodat kan gekeken worden welke matrijsinstallaties gepland staan in welke werkweek
(d.i. de huidige of een van de volgende werkweken) en welke de corresponderende
productiehoeveelheden zullen zijn voor de desbetreffende halffabricaten. Wanneer een
werkweek beëindigd is en de productieorders uitgevoerd, is het ERP-systeem inmiddels aangepast
met de nieuwe voorraadposities. Deze worden dan naderhand ingeladen in het planningsbord
(d.i. huidige voorraad) via de huidige methode van Orac N.V.
4.6 Operationele impact cyclisch productieplan
4.6.1 Voorraad aan halffabricaten
Uit het vraag- en productieverloop gedurende de periode 30/09/2009 tot 30/09/2010 kan een
gemiddelde voorraadpositie berekend worden als resultante van de huidige planningsmethodiek.
Hiervoor wordt het werkelijke voorraadverloop per halffabricaat gesimuleerd op basis van de
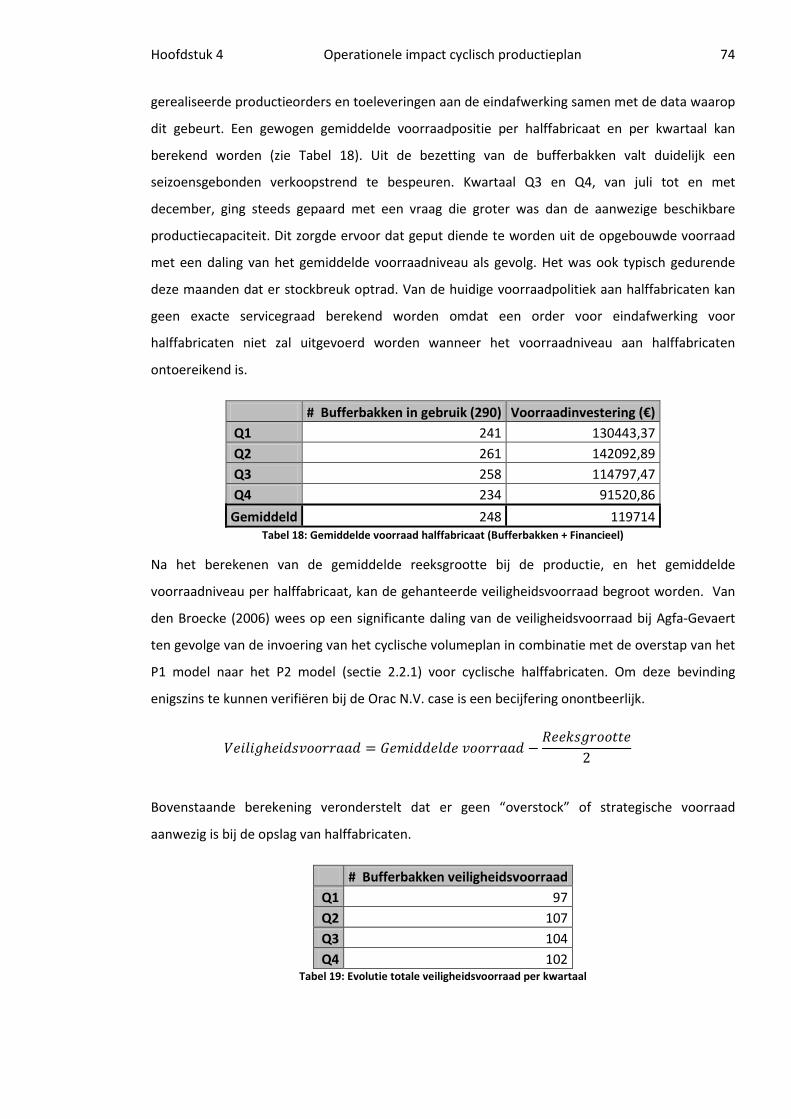
Hoofdstuk 4 Operationele impact cyclisch productieplan 74
gerealiseerde productieorders en toeleveringen aan de eindafwerking samen met de data waarop
dit gebeurt. Een gewogen gemiddelde voorraadpositie per halffabricaat en per kwartaal kan
berekend worden (zie Tabel 18). Uit de bezetting van de bufferbakken valt duidelijk een
seizoensgebonden verkoopstrend te bespeuren. Kwartaal Q3 en Q4, van juli tot en met
december, ging steeds gepaard met een vraag die groter was dan de aanwezige beschikbare
productiecapaciteit. Dit zorgde ervoor dat geput diende te worden uit de opgebouwde voorraad
met een daling van het gemiddelde voorraadniveau als gevolg. Het was ook typisch gedurende
deze maanden dat er stockbreuk optrad. Van de huidige voorraadpolitiek aan halffabricaten kan
geen exacte servicegraad berekend worden omdat een order voor eindafwerking voor
halffabricaten niet zal uitgevoerd worden wanneer het voorraadniveau aan halffabricaten
ontoereikend is.
# Bufferbakken in gebruik (290) Voorraadinvestering (€) Q1 241 130443,37 Q2 261 142092,89 Q3 258 114797,47 Q4 234 91520,86
Gemiddeld 248 119714 Tabel 18: Gemiddelde voorraad halffabricaat (Bufferbakken + Financieel)
Na het berekenen van de gemiddelde reeksgrootte bij de productie, en het gemiddelde
voorraadniveau per halffabricaat, kan de gehanteerde veiligheidsvoorraad begroot worden. Van
den Broecke (2006) wees op een significante daling van de veiligheidsvoorraad bij Agfa-Gevaert
ten gevolge van de invoering van het cyclische volumeplan in combinatie met de overstap van het
P1 model naar het P2 model (sectie 2.2.1) voor cyclische halffabricaten. Om deze bevinding
enigszins te kunnen verifiëren bij de Orac N.V. case is een becijfering onontbeerlijk.
𝑉𝑒𝑖𝑙𝑖𝑔ℎ𝑒𝑖𝑑𝑠𝑣𝑜𝑜𝑟𝑟𝑎𝑎𝑑 = 𝐺𝑒𝑚𝑖𝑑𝑑𝑒𝑙𝑑𝑒 𝑣𝑜𝑜𝑟𝑟𝑎𝑎𝑑 −𝑅𝑒𝑒𝑘𝑠𝑔𝑟𝑜𝑜𝑡𝑡𝑒
2
Bovenstaande berekening veronderstelt dat er geen “overstock” of strategische voorraad
aanwezig is bij de opslag van halffabricaten.
# Bufferbakken veiligheidsvoorraad Q1 97 Q2 107 Q3 104 Q4 102
Tabel 19: Evolutie totale veiligheidsvoorraad per kwartaal

Hoofdstuk 4 Operationele impact cyclisch productieplan 75
De totale veiligheidsvoorraad samen met het aantal bufferbakken die deze in beslag neemt, bleek
doorheen de beschouwde periode, vrij constant. De totale veiligheidsvoorraad uit Tabel 19 is de
som van de veiligheidsvoorraden per halffabricaat. De veiligheidsvoorraad per halffabricaat
ondergaat wel aanzienlijke wijzigingen tijdens de beschouwde periode (Tabel 20), wat bij
sommatie over de verschillende halffabricaten uitgevlakt werd.
Gemiddelde Voorraad Q1 (#Bufferbakken)16 6 Gem. Voorraad Q2 9 Gem. Voorraad Q3 9 Gem. Voorraad Q4 4
Gemiddelde jaarlijkse voorraad 7
Gemiddelde reeksgrootte Q1 7 Gem. reeksgrootte Q2 4 Gem. reeksgrootte Q3 4 Gem. reeksgrootte Q4 5
Gemiddeld jaarlijkse reeksgrootte 5
Veiligheidsvoorraad Q1 2,55 Veiligheidsvoorraad Q2 7,1 Veiligheidsvoorraad Q3 6,75 Veiligheidsvoorraad Q4 1,5
Gemiddelde jaarlijkse veiligheidsvoorraad 4,5 Tabel 20: (Veiligheids-)Voorraad en reeksgrootte CX100-2000-SF (30-09-2009 tot 30-09-2010)
De operationele impact van het cyclische volumeplan m.b.t. de voorraad aan halffabricaat, wordt
verder becijferd aan de hand van een normmodel waarbij telkens, ter illustratie, het CX100-2000-
SF halffabricaat wordt gebruikt. Via het normmodel wordt de grootte van de voorraad becijferd
voor zowel de halffabricaten als de eindproducten. Een gemiddeld voorraadpeil bestaat uit twee
componenten. De cyclusvoorraad, als gevolg van de geproduceerde reeksgrootte, en de
veiligheidsvoorraad. Voor de halffabricaten wordt deze veiligheidsvoorraad beïnvloed door de
gewenste servicegraad naar de eindafwerking en de bestaande onzekerheden van zowel vraag als
productie. De cyclusvoorraad staat in lineaire relatie met de gehanteerde reeksgrootte tijdens de
productie. Voor het extrusieproces wordt in het normmodel a priori een opsplitsing gemaakt
tussen cyclische en niet-cyclische halffabricaten.
Voor de niet-cyclische halffabricaten wordt de reeksgrootte bepaald via het standaard EOQ-
model. Als productieleadtime wordt twee weken verondersteld. Orac N.V. garandeert haar
klanten een orderverwerking van grondstof tot eindproduct binnen de drie weken. Twee weken
16 De hoeveelheden staan uitgedrukt in aantal bufferbakken. Een bufferbak bevat 550 stuks CX100-2000-SF halffabricaat

Hoofdstuk 4 Operationele impact cyclisch productieplan 76
zijn nodig voor de productie van het halffabricaat en één week voor de eindafwerking17
𝐷: Vraag/week van het product
. Het
bepalen van de veiligheidsvoorraad gebeurt aan de hand van de variantie in zowel vraag als
productieleadtime door middel van het P1 model.
𝐿𝑇: Leadtime of benodigde tijd (aantal weken) voor aanlevering of productie = 2 weken
𝜎𝑑2: Variantie in vraag naar het product
𝜎𝐿𝑇2 : Variantie in leverings- of productieperiode
k : Veiligheidsfactor in functie van de gewenste servicegraad (Model P1)
𝑆𝑆 = 𝑘.�𝐿𝑇.𝜎𝑑2 + 𝜎𝐿𝑇2 .𝐷2
De variantie in vraag naar halffabricaten 𝜎𝑑2 wordt becijferd en afgeleid uit de variantie in vraag
naar eindproducten (Tabel 23). Dit voorkomt vertekening van het vraagpatroon, door
ordersamenvoeging, en het werken met relatief grotere reeksen tijdens het extrusieproces (d.i.
bullwhip-effect). Voor het becijferen van de variantie van eindproducten uit de verkoopshistoriek
wordt de volgende bemerking geformuleerd. Na het groeperen van alle verkooporders per week,
bestaat de mogelijkheid dat er in één of andere week geen verkoop optreedt. Wanneer deze
waarde 0 in de historische weekverkoop wordt opgenomen, leidt dit tot een ongewenste
variantietoename van vraag. Met andere woorden, om de vraagvariantie te becijferen beperken
we ons tot de weken waarin effectieve verkoop is opgetreden. Ook worden enkel de MTS-
producten in de rekening gebracht, en niet de MTO-producten vermits deze niet uit voorraad
geleverd worden. De variantie in vraag naar halffabricaten bestaat dus uit de som van de
varianties van de daaruit volgende MTS eindproducten. Ter illustratie: de variantie in vraag naar
halffabricaat CX108-2000-SF bestaat uit de varianties van AC16 en CX108 als MTS eindproducten
(Tabel 21). 36958 = 36480 + 478, de respectieve varianties van de eindproducten CX108 en AC16.
De resulterende veiligheidsvoorraad voor CX100-2000-SF wordt berekend via:
𝑉𝑒𝑖𝑙𝑖𝑔ℎ𝑒𝑖𝑑𝑠𝑣𝑜𝑜𝑟𝑟𝑎𝑎𝑑 𝑆𝑆 = 𝑘(95%).�𝐿𝑇.𝜎𝑑2 = 1.64 ∗ √2 ∗ 36958 = 446 𝑠𝑡𝑢𝑘𝑠
17 Het cyclische volumeplan beschikt over voldoende vrije tijdslots om de productie van niet-cyclische matrijzen uit te voeren (Sectie 4.4).
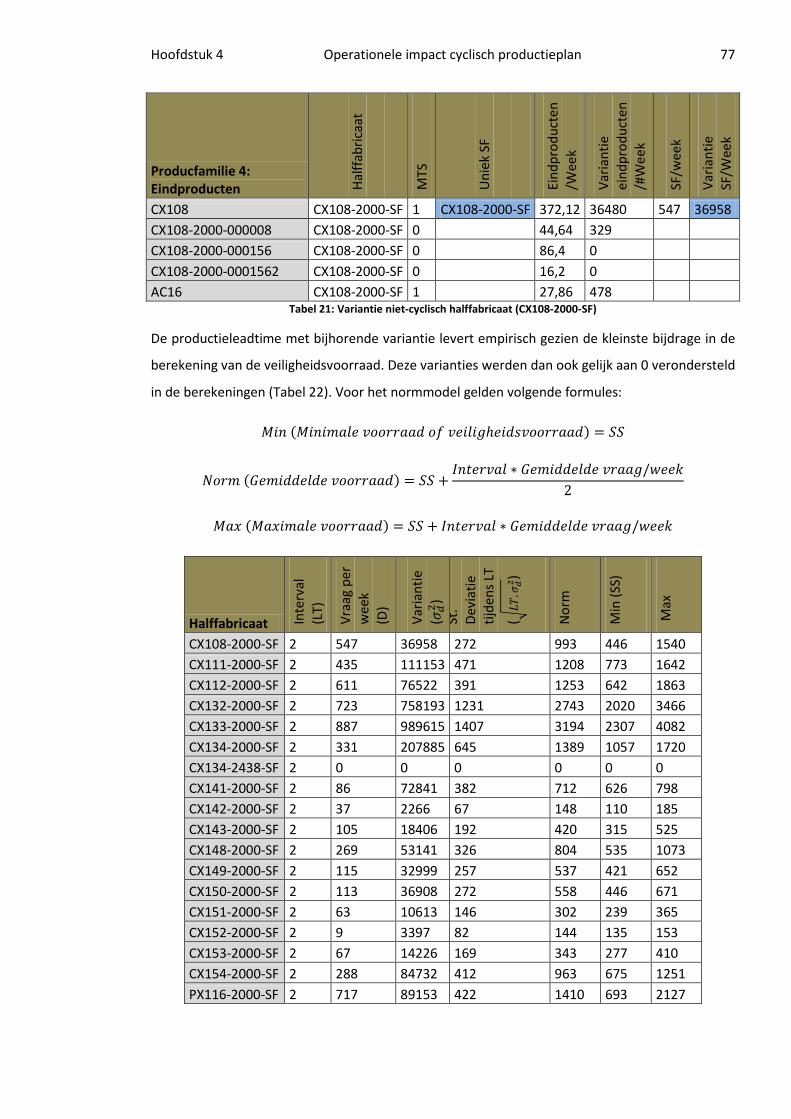
Hoofdstuk 4 Operationele impact cyclisch productieplan 77
Producfamilie 4: Eindproducten H
alff
abri
caat
M
TS
Uni
ek S
F Ei
ndpr
oduc
ten
/Wee
k
Vari
antie
ei
ndpr
oduc
ten
/#W
eek
SF/w
eek
Vari
antie
SF
/Wee
k
CX108 CX108-2000-SF 1 CX108-2000-SF 372,12 36480 547 36958 CX108-2000-000008 CX108-2000-SF 0
44,64 329
CX108-2000-000156 CX108-2000-SF 0
86,4 0 CX108-2000-0001562 CX108-2000-SF 0
16,2 0
AC16 CX108-2000-SF 1
27,86 478 Tabel 21: Variantie niet-cyclisch halffabricaat (CX108-2000-SF)
De productieleadtime met bijhorende variantie levert empirisch gezien de kleinste bijdrage in de
berekening van de veiligheidsvoorraad. Deze varianties werden dan ook gelijk aan 0 verondersteld
in de berekeningen (Tabel 22). Voor het normmodel gelden volgende formules:
𝑀𝑖𝑛 (𝑀𝑖𝑛𝑖𝑚𝑎𝑙𝑒 𝑣𝑜𝑜𝑟𝑟𝑎𝑎𝑑 𝑜𝑓 𝑣𝑒𝑖𝑙𝑖𝑔ℎ𝑒𝑖𝑑𝑠𝑣𝑜𝑜𝑟𝑟𝑎𝑎𝑑) = 𝑆𝑆
𝑁𝑜𝑟𝑚 (𝐺𝑒𝑚𝑖𝑑𝑑𝑒𝑙𝑑𝑒 𝑣𝑜𝑜𝑟𝑟𝑎𝑎𝑑) = 𝑆𝑆 +𝐼𝑛𝑡𝑒𝑟𝑣𝑎𝑙 ∗ 𝐺𝑒𝑚𝑖𝑑𝑑𝑒𝑙𝑑𝑒 𝑣𝑟𝑎𝑎𝑔/𝑤𝑒𝑒𝑘
2
𝑀𝑎𝑥 (𝑀𝑎𝑥𝑖𝑚𝑎𝑙𝑒 𝑣𝑜𝑜𝑟𝑟𝑎𝑎𝑑) = 𝑆𝑆 + 𝐼𝑛𝑡𝑒𝑟𝑣𝑎𝑙 ∗ 𝐺𝑒𝑚𝑖𝑑𝑑𝑒𝑙𝑑𝑒 𝑣𝑟𝑎𝑎𝑔/𝑤𝑒𝑒𝑘
Halffabricaat Inte
rval
(L
T)
Vraa
g pe
r w
eek
(D)
Vari
antie
(𝜎𝑑2
) St
. D
evia
tie
tijde
ns L
T
(�𝐿𝑇
.𝜎𝑑2
)
Nor
m
Min
(SS)
Max
CX108-2000-SF 2 547 36958 272 993 446 1540 CX111-2000-SF 2 435 111153 471 1208 773 1642 CX112-2000-SF 2 611 76522 391 1253 642 1863 CX132-2000-SF 2 723 758193 1231 2743 2020 3466 CX133-2000-SF 2 887 989615 1407 3194 2307 4082 CX134-2000-SF 2 331 207885 645 1389 1057 1720 CX134-2438-SF 2 0 0 0 0 0 0 CX141-2000-SF 2 86 72841 382 712 626 798 CX142-2000-SF 2 37 2266 67 148 110 185 CX143-2000-SF 2 105 18406 192 420 315 525 CX148-2000-SF 2 269 53141 326 804 535 1073 CX149-2000-SF 2 115 32999 257 537 421 652 CX150-2000-SF 2 113 36908 272 558 446 671 CX151-2000-SF 2 63 10613 146 302 239 365 CX152-2000-SF 2 9 3397 82 144 135 153 CX153-2000-SF 2 67 14226 169 343 277 410 CX154-2000-SF 2 288 84732 412 963 675 1251 PX116-2000-SF 2 717 89153 422 1410 693 2127

Hoofdstuk 4 Operationele impact cyclisch productieplan 78
PX113-2000-SF 2 254 16047 179 548 294 802 PX114-2000-SF 2 89 7339 121 288 199 376 PX102-2000-SF 2 227 27831 236 614 387 841 PX102-2200-SF 2 0 0 0 0 0 0 PX117-2000-SF 2 421 67752 368 1025 604 1446 PX117-2438-SF 2 0 0 0 0 0 0 PX147-2000-SF 2 52 1447 54 140 88 192 SX138-2000-SF 2 286 75432 388 923 637 1209 SX156-2000-SF 2 164 18640 193 481 317 644 DX121-2300-SF 2 187 25325 225 556 369 742 DX121-2438-SF 2 0 0 0 0 0 0 DX121-2130-SF 2 6 777 39 71 65 77 DX121-1900-SF 2 12 3599 85 151 139 163 DX157-2300-SF 2 219 70977 377 837 618 1057
Tabel 22: Berekening Normmodel Niet-Cyclische SF (P1 Model)
Voor de cyclische halffabricaten werd de reeksgrootte bepaald a.d.h.v. het ELSP. Als
productieleadtime wordt de langst mogelijke tijd gehanteerd, het “worst case scenario”, wat
gelijk is aan het productie-interval. Een matrijs met productiefrequentie 4 over 12 weken wordt
om de 3 weken geïnstalleerd. De langst mogelijke periode die een veiligheidsvoorraad dan moet
kunnen overbruggen is 3 weken. Voor het bepalen van deze veiligheidsvoorraad aan cyclische
halffabricaten, wordt eveneens de variantie in vraag berekend zoals in Tabel 21. Ook hier is de
variantie van productieleadtime gelijk aan 0 vanwege het vaste cyclische productieplan. De
servicegraad of veiligheidsfactor k (95%) stapt af van de P1 model logica en volgt het P2 model
(Sectie 2.2.1). Hiermee moet 95% van de vraag naar halffabricaten voor eindafwerking, uit
voorraad geleverd worden. Het P2 model heeft aandacht voor de grootte van een mogelijk
optredende stockbreuk door de bepaling van de veiligheidsfactor k. Voor een vooropgestelde
servicegraad leidt het P2 model tot een lagere veiligheidsvoorraad in vergelijking met het P1
model. Dit doelbewust laten dalen van de veiligheidsvoorraad aan cyclisch halffabricaat wordt
mogelijk gemaakt omdat het moment van herbevoorrading gekend is. De repetitieve
herbevoorrading is een rechtstreeks gevolg van het cyclisch productiewiel. Deze optiek is sterk
vergelijkbaar met voorraadbeheer in apotheken waarbij niet van alle producten een
veiligheidsvoorraad of zelfs geen voorraad aangelegd wordt omdat men met zekerheid het
moment van de volgende herbelevering, door de groothandel, kent. Levering gebeurt hier immers
meerdere malen per dag zodat een apotheker aan zijn klant ‘s ochtends kan zeggen dat de
geneesmiddelen ‘s avond klaar zullen zijn. Hiermee sluit het onderzoeksopzet nauw aan bij de
studie uitgevoerd door Van den broecke (2006) bij Agfa-Gevaert.

Hoofdstuk 4 Operationele impact cyclisch productieplan 79
Ter illustratie: de variantie van het halffabricaat CX100-2000-SF met productie-interval 3 weken
bestaat uit de varianties van AC1 en CX100 als MTS-eindproducten. 274163 = 1373 + 272790 van
de respectieve varianties van de eindproducten. De resulterende veiligheidsvoorraad voor CX100-
2000-SF wordt berekend via de theoretische uitwerking in Sectie 2.2.1 m.b.v. het P2 model:
𝑃𝑟𝑜𝑑𝑢𝑐𝑡 𝑓𝑖𝑙𝑙 𝑟𝑎𝑡𝑒 = 95%
𝐿𝑜𝑡𝑔𝑟𝑜𝑜𝑡𝑡𝑒 𝑄 = 𝑃𝑟𝑜𝑑𝑢𝑐𝑡𝑖𝑒𝑖𝑛𝑡𝑒𝑟𝑣𝑎𝑙 ∗ 𝑉𝑟𝑎𝑎𝑔/𝑤𝑒𝑒𝑘 = 3 ∗ 1463 = 4389
𝑆𝑡𝑎𝑛𝑑𝑎𝑎𝑟𝑑 𝑑𝑒𝑣𝑖𝑎𝑡𝑖𝑒 𝑡𝑖𝑗𝑑𝑒𝑛𝑠 𝑙𝑒𝑣𝑒𝑟𝑡𝑒𝑟𝑚𝑖𝑗𝑛 (𝜎) = �𝐿𝑇.𝜎𝑑2 = √3 ∗ 274163 = 907
𝐻′(𝑘) =(1 − 𝑃2).𝑄
𝜎=
0.05 ∗ 4389907
= 0.2419
Via de servicefunctie uit Sectie 2.2.1 en bijlage I bekomen we voor H’(k) gelijk aan 0.2419 een k
waarde van 0.367 waardoor de veiligheidsvoorraad te becijferen valt volgens:
𝑉𝑒𝑖𝑙𝑖𝑔ℎ𝑒𝑖𝑑𝑠𝑣𝑜𝑜𝑟𝑟𝑎𝑎𝑑 = 𝑘(𝐻′(𝑘) = 0.2419).�𝐿𝑇.𝜎𝑑2 = 0.367 ∗ 907 = 333 𝑠𝑡𝑢𝑘𝑠
Producfamilie 1: Eindproducten H
alff
abri
caat
MTS
Uni
ek S
F
Eind
prod
ucte
n/W
eek
Vari
antie
ei
ndpr
oduc
ten
/#W
eek
SF/w
eek
Vari
antie
SF
/Wee
k
AC1 CX100-2000-SF 1 CX100-2000-SF 52 1373 1463 274163 CX100 CX100-2000-SF 1
752 272790
CX100-2000-000008 CX100-2000-SF 0
12 0 CX100-2000-000156 CX100-2000-SF 0
65 30857
CX100-2000-0001562 CX100-2000-SF 0
11 0 CX100-2000-000434 CX100-2000-SF 0
42 0
CX100-2438 CX100-2438-SF 1 CX100-2438-SF 20 23328 20 23328 CX100-4PACK-004343 CX100-2000-SF 0
529 8994543
CX101 CX101-2000-SF 1 CX101-2000-SF 168 33351 191 33475 CX101-2000-000008 CX101-2000-SF 0
18 45000
CX101-2000-0001562 CX101-2000-SF 0
0 CX101-2438 CX101-2438-SF 1 CX101-2438-SF 10 5412 10 5412
AC2 CX101-2000-SF 1
5 124 CX136 CX136-2000-SF 1 CX136-2000-SF 89 5580 89 5580
CX135 CX135-2000-SF 1 CX135-2000-SF 42 3057 42 3057 Tabel 23: Variantie halffabricaat (Vb: Productfamilie 1)

Hoofdstuk 4 Operationele impact cyclisch productieplan 80
Het resultaat is de becijfering van de veiligheidsvoorraad en de gemiddelde voorraad, zowel voor
de cyclische als de niet-cyclische halffabricaten, volgens het cyclisch volumeplan en de verkregen
data (Tabel 24 en Tabel 22).
Halffabricaat Inte
rval
(L
T)
Vraa
g pe
r w
eek
(D)
Vari
antie
(𝜎𝑑2
) St
. D
evia
tie
in L
T
(�𝐿𝑇
.𝜎𝑑2
)
H'(k
) P2
=95%
k-w
aard
e (In
terp
ol.)
Nor
m
Min
Max
CX100-2000-SF 3 1463 274163 907 0,242 0,367 2527 333 4722 CX100-2438-SF 3 20 23328 265 0,012 1,949 546 516 577 CX101-2000-SF 3 191 33475 317 0,090 0,957 590 303 876 CX101-2438-SF 3 10 5412 127 0,012 1,949 263 248 278 CX136-2000-SF 3 89 5580 129 0,103 0,886 248 115 382 CX135-2000-SF 3 42 3057 96 0,066 1,117 171 107 234 CX127-2000-SF 6 822 255723 1239 0,199 0,496 3080 615 5545 CX127-2438-SF 6 8 4312 161 0,016 1,767 309 284 334 CX128-2000-SF 6 124 18969 337 0,110 0,849 658 286 1030 CX129-2000-SF 6 125 37266 473 0,079 1,025 860 485 1236 CX106-2000-SF 6 577 139790 916 0,189 0,530 2215 485 3945 CX106-2438-SF 6 25 5052 174 0,043 1,323 306 230 381 CX109-2000-SF 6 2215 269585 1272 0,523 0,000 6646 0 13292 CX110-2000-SF 4 1149 543059 1474 0,156 0,648 3253 955 5552 CX115-2000-SF 6 890 521684 1769 0,151 0,667 3852 1181 6524 CX123-2000-SF 6 706 142635 925 0,229 0,404 2493 374 4612 CX123-2438-SF 6 25 11929 268 0,029 1,513 481 405 557 CX124-2000-SF 6 779 347929 1445 0,162 0,626 3242 904 5580 CX124-2438-SF 6 0 0 0 0,000 0,000 0 0 0 CX126-2000-SF 6 289 85102 715 0,121 0,794 1436 568 2304 PX120-2000-SF 4 1788 318549 1129 0,317 0,173 3771 196 7346 PX120-2438-SF 4 0 0 0 0,000 0,000 0 0 0 PX130-2000-SF 4 59 4145 129 0,092 0,947 241 122 359 PX131-2000-SF 4 92 7065 168 0,109 0,852 327 143 511 PX103-2000-SF 4 3826 1311708 2291 0,334 0,133 7957 305 15609 PX103-2438-SF 4 0 0 0 0,000 0,000 0 0 0 PX144-2000-SF 4 697 58544 484 0,288 0,246 1513 119 2906 PX146-2000-SF 4 480 4588 135 0,708 0,000 959 0 1918 PX145-2000-SF 4 24 5233 145 0,034 1,438 257 208 306 SX104-2000-SF 6 456 205992 1112 0,123 0,787 2243 875 3611 SX105-2000-SF 6 997 491451 1717 0,174 0,580 3988 997 6979 SX118-2000-SF 4 1014 454276 1348 0,150 0,670 2931 903 4959 SX118-2438-SF 4 0 0 0 0,000 0,000 0 0 0 SX122-2000-SF 6 549 186128 1057 0,156 0,649 2331 685 3978 SX125-2000-SF 6 626 256441 1240 0,151 0,666 2704 826 4581 SX137-2000-SF 4 656 235027 970 0,135 0,732 2022 710 3333

Hoofdstuk 4 Operationele impact cyclisch productieplan 81
SX155-2000-SF 6 416 105560 796 0,157 0,644 1762 512 3011 DX119-2130-SF 4 24 5935 154 0,031 1,471 275 227 323 DX119-2300-SF 4 341 83060 576 0,118 0,809 1148 467 1830 DX119-1900-SF 4 22 6339 159 0,027 1,531 287 244 331 CB520-2000-SF 12 784 406737 2209 0,213 0,452 5703 999 10407 CB522-2000-SF 12 336 95067 1068 0,188 0,531 2580 567 4594 CB500-2000-SF 12 1162 1367924 4052 0,172 0,588 9356 2381 16330 CB502-2000-SF 12 531 246910 1721 0,185 0,542 4120 934 7306 CB511-2000-SF 12 461 66438 893 0,310 0,192 2939 171 5706 CB510-2000-SF 12 575 312002 1935 0,178 0,566 4544 1095 7993 CB521-2000-SF 12 516 174544 1447 0,214 0,449 3748 649 6847 CB523-2000-SF 12 555 192175 1519 0,219 0,433 3988 658 7317 CB501-2000-SF 12 727 273754 1812 0,241 0,371 5035 672 9399
Tabel 24: Normmodel voorraad Cyclische SF (P2 Model)
Voor de volledigheid werd bijlage C toegevoegd, waar de veiligheidsvoorraad van de cyclische
halffabricaten berekend werd via de P1 model logica. Orac N.V. heeft hiermee de vrije keuze om
al dan niet te kiezen voor de logica van het P2 model.
De totale veiligheidsvoorraad, in de veronderstelling dat het cyclisch productiewiel in voege
treedt in combinatie met de P2 model logica, neemt 45 bufferbakken in beslag. Bij toepassing van
de P1 model logica bedraagt de totale veiligheidsvoorraad 94 bufferbakken. Deze aantallen
worden bekomen door het aantal stuks in veiligheidsvoorraad te delen door de capaciteit van de
bufferbakken voor de respectievelijke halffabricaten. Het historische voorraadbeleid gaf via
eenzelfde rekenwijze aanleiding tot 106 bufferbakken die dienst deden als veiligheidsvoorraad
(Bijlage B). De behaalde servicegraad voor de voorraad aan halffabricaten is ongekend maar
wordt alleszins lager dan 95% ingeschat vanwege de opgetreden stockbreuken in het verleden en
de sterke fluctuaties in veiligheidsvoorraad doorheen het beschouwde productiejaar. De
invoering van een cyclisch volumeplan laat toe een groot deel van de onzekerheid m.b.t. de
extrusie weg te nemen waardoor de veiligheidsvoorraad kan afnemen. Nu er met een
vooropgestelde servicegraad van 95% wordt gewerkt, wordt er gekozen voor het P1 model voor
niet-cyclische halffabricaten en het P2 model voor cyclische halffabricaten. Het cyclische
volumeplan zorgt ervoor dat gemiddeld 184 gevulde bufferbakken halffabricaat voorradig zijn.
Rekening houdende met enige seizoensgebonden variantie zowel in vraag als in productie en
enkele tijdelijk opgeslagen MTO-productieruns, lijken de 290 beschikbare bufferbakken
voldoende om het cyclisch productiewiel te hanteren. De berekeningen m.b.t. de historische
productiedata wijzen op een gemiddelde bezetting van 248 bufferbakken. Het gemiddeld aantal
benutte bufferbakken daalt dus aanzienlijk op het niveau van de halffabricaten. Het produceren in
grotere reeksen wordt mogelijk gemaakt doordat de veiligheidsvoorraad afneemt en deels

Hoofdstuk 4 Operationele impact cyclisch productieplan 82
vervangen kan worden door cyclusvoorraad. Ter illustratie (Tabel 24 en Tabel 20): De
veiligheidsvoorraad of het minimum aantal stuks in voorraad van het halffabricaat CX100-2000-SF
is 333 stuks of 1 bufferbak (1 bufferbak kan 550 stuks bevatten). Uit de historische verkoop bleek
een gemiddelde vraag van 1463 stuks/week zodat de gemiddelde voorraadpositie of norm kan
berekend worden door:
333 +(1463 ∗ 𝟑)
2= 2528 𝑜𝑓 5 𝑏𝑢𝑓𝑓𝑒𝑟𝑏𝑎𝑘𝑘𝑒𝑛
(3 is het productie-interval in weken)
CX100-2000-SF
(#bufferbakken)
Historische
productie/voorraad
Cyclisch productiewiel
Reeksgrootte 5 8
Veiligheidsvoorraad 4,5 1
Gemiddelde voorraad 7 5
Tabel 25: Verschuiving veiligheidsvoorraad naar cyclische voorraad
Wanneer de gemiddelde voorraad van alle halffabricaten vermenigvuldigd wordt met de
corresponderende kostprijs, levert dit een totale voorraadinvestering op van € 95.720. Vergeleken
met de huidige gemiddelde voorraadinvestering van € 119.714 (Tabel 18) is dit een opmerkelijke
daling. Daarenboven gebeuren de grootste kostenreducties vooral via het gereduceerd aantal
matrijswissels en de mogelijke daling van voorraad aan eindproducten waarop in sectie 4.6.2
teruggekomen wordt. In theorie kan het aantal matrijswissels via het cyclisch productieplan
teruggebracht worden van 441 naar 342 (Bijlage A). Hierbij wordt wel verondersteld dat het
mogelijk is alle productie van één cyclisch halffabricaat uit te voeren op het geplande tijdstip.
Klanten die MTO-producten bestellen welke voortkomen uit een cyclisch halffabricaat, kunnen
aangespoord worden hun orders door te geven op vooraf bepaalde tijdstippen. Zoniet riskeren ze
te moeten wachten tot de volgende geplande productie-opstart. Communicatie van het
bestaande cyclisch productieplan, zowel naar klanten als leveranciers, vormt een goede basis voor
de coördinatie van de gehele waardeketen.
4.6.2 Voorraad aan eindproducten
Bij een voorspelbare toelevering van halffabricaten voor eindafwerking, in combinatie met een
95% servicegraad van de voorraad aan halffabricaten, verwacht men dat de veiligheidsvoorraad in
eindvoorraad kan dalen.

Hoofdstuk 4 Operationele impact cyclisch productieplan 83
Tabel 26 geeft de kostenverhoudingen weer tussen halffabricaat en eindproduct. De
kostentoename is berekend via een gewogen gemiddelde productkostevolutie van de
eindproducten en hun respectieve halffabricaten18
Productgamma
. Dit voor zowel het Axxent-gamma als het
Basixx-gamma.
Halffabricaat (€/Stuk) Eindproduct (€/Stuk) % Kostentoename Axxent 1,11 1,56 40 % Basixx 0,19 0.38 96 %
Tabel 26: Productkostenstructuur
Een voorraaddaling in de eindafwerking heeft een grotere impact op het totaal geïnvesteerde
voorraadkapitaal vanwege de aanzienlijke toegevoegde productkost tussen halffabricaat en
eindproduct. Intuïtief lijkt het voordeliger een grotere voorraad goedkopere halffabricaten aan te
houden in combinatie met een flexibele eindafwerking. Voor het becijferen van de totale
voorraad eindproducten wordt ook hier gebruik gemaakt van een normmodel. De eindvoorraad
wordt gestuurd via een bestelmechanisme van bestelpunten en bestelhoeveelheden. Wanneer de
voorraad zakt tot een vooraf bepaald niveau wordt er een productieorder naar de eindafwerking
gelanceerd. Parameters zoals bestelniveau (B) en productiehoeveelheid (Q) bepalen het
voorraadbeheer van de eindproducten.
Onderscheid wordt gemaakt tussen MTS-eindproducten afkomstig van cyclisch of niet-cyclisch
geplande halffabricaten. Deze opsplitsing is van belang voor het becijferen van de
veiligheidsvoorraad. MTO-producten worden geweerd uit deze analyse aangezien hiervan geen
actieve voorraad aangehouden wordt. De totale voorraad van een eindproduct bestaat uit een
bijdrage afkomstig van de reeksgrootte en een veiligheidsvoorraad. Orac N.V. stelt dat het in het
verleden steeds mogelijk was om binnen de drie weken een volledig klantorder van grondstof tot
eindproduct te verwerken. Twee weken zijn nodig voor de productie van het halffabricaat en één
week is nodig voor de eindafwerking. In de veronderstelling dat bij het gebruik van de cyclische
productieplanning steeds voldoende stock van het cyclisch gepland halffabricaat aanwezig is,
dient de veiligheidsvoorraad slechts één week vraagvariantie te bufferen met een servicegraad
van 95%. Deze ene week is de maximale duur waarna de eindafwerking kan worden opgestart.
Eindproducten van niet-cyclisch geplande matrijzen/halffabricaten wordt een duurtijd van drie
weken productieleadtime toegekend zodat de veiligheidsvoorraad hier drie weken vraagvariantie
dient te bufferen in combinatie met eenzelfde servicegraad. Bij het eindproduct wordt de logica
van het P1 model toegepast tijdens de berekening van de veiligheidsvoorraad. Hierbij wordt
18 Kostprijstoename werd gewogen via de benodigde productieduur van het halffabricaat op de totale jaarlijks benodigde productieduur voor alle halffabricaten.
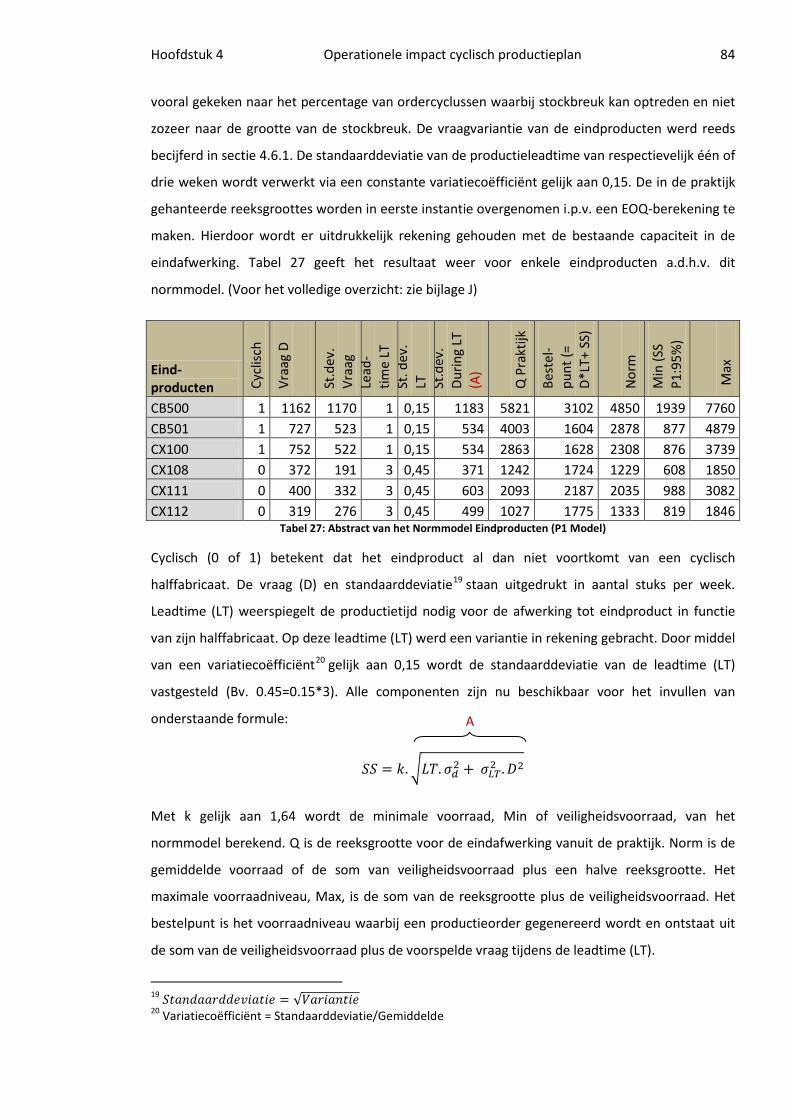
Hoofdstuk 4 Operationele impact cyclisch productieplan 84
vooral gekeken naar het percentage van ordercyclussen waarbij stockbreuk kan optreden en niet
zozeer naar de grootte van de stockbreuk. De vraagvariantie van de eindproducten werd reeds
becijferd in sectie 4.6.1. De standaarddeviatie van de productieleadtime van respectievelijk één of
drie weken wordt verwerkt via een constante variatiecoëfficiënt gelijk aan 0,15. De in de praktijk
gehanteerde reeksgroottes worden in eerste instantie overgenomen i.p.v. een EOQ-berekening te
maken. Hierdoor wordt er uitdrukkelijk rekening gehouden met de bestaande capaciteit in de
eindafwerking. Tabel 27 geeft het resultaat weer voor enkele eindproducten a.d.h.v. dit
normmodel. (Voor het volledige overzicht: zie bijlage J)
Eind-producten Cy
clis
ch
Vraa
g D
St
.dev
. Vr
aag
Lead
- tim
e LT
St
. dev
. LT
St
.dev
. D
urin
g LT
(A
)
Q P
rakt
ijk
Best
el-
punt
(=
D*L
T+ S
S)
Nor
m
Min
(SS
P1:9
5%)
Max
CB500 1 1162 1170 1 0,15 1183 5821 3102 4850 1939 7760 CB501 1 727 523 1 0,15 534 4003 1604 2878 877 4879 CX100 1 752 522 1 0,15 534 2863 1628 2308 876 3739 CX108 0 372 191 3 0,45 371 1242 1724 1229 608 1850 CX111 0 400 332 3 0,45 603 2093 2187 2035 988 3082 CX112 0 319 276 3 0,45 499 1027 1775 1333 819 1846
Tabel 27: Abstract van het Normmodel Eindproducten (P1 Model)
Cyclisch (0 of 1) betekent dat het eindproduct al dan niet voortkomt van een cyclisch
halffabricaat. De vraag (D) en standaarddeviatie19 staan uitgedrukt in aantal stuks per week.
Leadtime (LT) weerspiegelt de productietijd nodig voor de afwerking tot eindproduct in functie
van zijn halffabricaat. Op deze leadtime (LT) werd een variantie in rekening gebracht. Door middel
van een variatiecoëfficiënt20
Met k gelijk aan 1,64 wordt de minimale voorraad, Min of veiligheidsvoorraad, van het
normmodel berekend. Q is de reeksgrootte voor de eindafwerking vanuit de praktijk. Norm is de
gemiddelde voorraad of de som van veiligheidsvoorraad plus een halve reeksgrootte. Het
maximale voorraadniveau, Max, is de som van de reeksgrootte plus de veiligheidsvoorraad. Het
bestelpunt is het voorraadniveau waarbij een productieorder gegenereerd wordt en ontstaat uit
de som van de veiligheidsvoorraad plus de voorspelde vraag tijdens de leadtime (LT).
gelijk aan 0,15 wordt de standaarddeviatie van de leadtime (LT)
vastgesteld (Bv. 0.45=0.15*3). Alle componenten zijn nu beschikbaar voor het invullen van
onderstaande formule:
𝑆𝑆 = 𝑘.�𝐿𝑇.𝜎𝑑2 + 𝜎𝐿𝑇2 .𝐷2
19 𝑆𝑡𝑎𝑛𝑑𝑎𝑎𝑟𝑑𝑑𝑒𝑣𝑖𝑎𝑡𝑖𝑒 = √𝑉𝑎𝑟𝑖𝑎𝑛𝑡𝑖𝑒 20 Variatiecoëfficiënt = Standaarddeviatie/Gemiddelde
A

Hoofdstuk 4 Operationele impact cyclisch productieplan 85
Uit dit normmodel blijkt dat een gemiddeld totale voorraadinvestering voor eindproducten nodig
is van € 106.381 in combinatie met een servicegraad van 95%. Voor de historische verkoop van
eindproducten en de bijhorende voorraad kan geen waarheidsgetrouwe servicegraad berekend
worden. Het ERP-systeem registreert immers geen externe vraag naar producten, enkel gescande
items die de voorraad verlaten. Logischerwijze kan er geen stockbreuk optreden en zou de
berekende servicegraad 100% zijn. De zoektocht van Orac N.V. naar een betere productieplanning
doet vermoeden dat de huidige P1 servicegraad lager ligt dan 95%. Een rechtstreekse vergelijking
tussen de historisch gemiddelde voorraadinvestering van € 96.653 en de € 106.381 uit het
normmodel gaat niet op vanwege het verschil in servicegraad. De historisch gemiddelde
voorraadinvestering van € 96.653 is het resultaat van de gewogen gemiddelde voorraadpositie
doorheen de beschouwde periode van eenzelfde set eindproducten, vermenigvuldigd met de
kostprijs (voorbeeld in bijlage D).
De veiligheidsvoorraad voor eindproducten van niet-cyclisch geplande halffabricaten werd
berekend a.d.h.v. de vraagvariantie tijdens 3 weken. Deze maximale orderdoorlooptijd van drie
weken is meestal een overschatting, waardoor in de praktijk vaak met een lagere
veiligheidsvoorraad gewerkt wordt. Het normmodel voor de eindafwerking maakt gebruik van de
gemiddelde reeksgroottes uit de praktijk. Deze reeksgroottes hebben een directe invloed op de
cyclusvoorraad aan eindproducten. De eindafwerking bestaat uit twee complementaire
processen: spuiten en inpakken. Niet alle eindproducten doorlopen beide processen. Tijdens de
geobserveerde periode werd een gemiddelde bezettingsgraad van ongeveer 65% voor de
spuitinstallatie en 45 % voor de inpakmachines vastgesteld. Dit geeft aan dat het mogelijk moet
zijn om met kleinere reeksgroottes te werken, waarbij afname van cyclusvoorraad de
belangrijkste betrachting is. Bijlage E simuleert het productieverloop van de eindafwerking indien
elk eindproduct op weekbasis geproduceerd zou worden. Uit deze berekeningen blijkt dat vooral
de spuitinstallatie een hogere belasting zal ervaren, namelijk 83,3% (som van productietijd en
benodigde omstellingen). De reeksgrootte zou dan gelijk zijn aan één week productvraag zonder
dat daarbij de eindafwerking overbelast wordt met omstellingen. Deze bezettingsgraad zou zelfs
nog kunnen dalen indien men a priori voor enkele producten een langere cyclus vastlegt, bv. om
de vier weken i.p.v. wekelijks. Hiermee wordt aangetoond dat het mogelijk is de P1 servicegraad
van 95% te halen via een lagere voorraad aan duurdere eindproducten.

Hoofdstuk 5 Algemeen 86
Hoofdstuk 5
Conclusies en suggesties voor Orac N.V. naar toekomstig
onderzoek
5.1 Algemeen
Een productieplan dient ervoor te zorgen dat de productie afgestemd wordt op de vraag rekening
houdend met de bestaande infrastructuur en zijn beperkingen. De operationele planning
waarmee machines op dagdagelijkse basis aangestuurd worden, volgt uit een gefaseerd
productieplanningsproces. Vooreerst een geaggregeerde cyclische volumeplanning op tactisch
niveau, verder ingevuld en uitgewerkt op operationeel niveau via een detail mixplanning, met als
doelstelling een globaal optimum in plaats van meerdere locale optima door coördinatie tussen
beide processen. De nagestreefde objectieven op beide niveaus zijn verschillend. Het resultaat
van deze bewust uitgevoerde cyclische volumeplanning dient als vertrekpunt voor de
operationele planning van de individuele eindproducten. De complexiteit van productieplanning,
samen met de in de praktijk steeds toenemende voorraden en doorlooptijden, heeft de noodzaak
tot dergelijk gefaseerde productieplanning aangescherpt en maakt onderzoek op dit terrein
actueel en relevant.
Dikwijls worden bedrijven in de semi-process industrie gekenmerkt door een X-type
productstructuur. X-type verwijst naar het groot assortiment aan grondstoffen en eindproducten,
centraal verbonden door een beperkte set van halffabricaten, welke over de geschikte
karakteristieken beschikt voor het toepassen van een geaggregeerde cyclische volumeplanning.
Een typisch productieproces binnen de semi-process industrie bestaat grofweg uit twee stadia:
een primair procesgeoriënteerd stadium en een secundair flow-shop georiënteerd stadium. De
gehanteerde reeksgroottes in beide stadia verschillen aanzienlijk. Het procesgeoriënteerde
stadium voor de productie van het halffabricaat is veelal sterk machinaal, en werkt met relatief
grote reeksen, vanwege de aanzienlijke omschakelkosten en/of omschakeltijd. De eindafwerking
van halffabricaat tot eindproduct gebeurt doorgaans met kleinere reeksgroottes.
Deze thesis tracht het kader te schetsen waarbinnen een geaggregeerde cyclische
volumeplanning kan plaatsvinden op het niveau van de halffabricaten. De uiteindelijke bedoeling
is een stappenplan op te stellen en te beschrijven hoe bedrijven een tactische volumeplanning
van halffabricaten kunnen doorvoeren. Daarnaast wordt er ook, zij het in mindere mate, aandacht

Hoofdstuk 5 Algemeen 87
besteed aan de detailplanning en de synchronisatie van de eindafwerking. De beschreven
methodologie wordt toegepast in het bedrijf Orac N.V., een sterk groeiende K.M.O. in Oostende,
waar decoratieve lijsten geproduceerd worden voor doe-het-zelvers én professionals, in binnen-
en buitenland. Een beperkte set van halffabricaten wordt afgewerkt tot een ruime waaier van
eindproducten die aangeboden worden in drie gamma’s: Basixx, Axxent en Luxxus. Voor de
productie past Orac N.V. drie productietechnologieën toe waarvan extrusie er één is, die de
verdere focus vormt binnen dit werk. Een toenemende marktvraag, de confrontatie met
stockbreuk en het ontstaan van rushorders zijn redenen waarom Orac N.V. op zoek gaat naar een
manier om zijn productie eenvoudiger te organiseren. De volatiliteit van de marktvraag naar
eindproducten weerspiegelt zich, na invoering van een cyclisch volumeplan, niet meer in de
minder flexibele productie van halffabricaten.
De cyclische volumeplanning stelt de matrijs als centrale eenheid in het extrusieproces. De
montage van een matrijs op de extrusiemachine vergt een bepaalde tijd. Na deze installatie is de
matrijs in staat een beperkt gamma aan halffabricaten te genereren. Met de omschakeling tussen
halffabricaten binnen een matrijsfamilie wordt geen rekening gehouden vanwege de kleine
omschakeltijd. De doelstelling van het volumeplan is te komen tot een repetitief productieplan
voor de matrijzen. De tijd tussen twee opeenvolgende installaties van eenzelfde matrijs is hierbij
constant. Deze mate van voorspelbaarheid dient als coördinatiemechanisme en brengt twee
belangrijke operationele voordelen met zich mee: vooreerst de synchronisatie van eindafwerking
en aanlevering van grondstoffen maar ook een daling van de veiligheidsvoorraad. Door het
oplossen van het ELSP (d.i. Economic Lot Scheduling Problem) aan de hand van twee parallel
uitgewerkte heuristieke benaderingen, worden de beginparameters bekomen voor het opstellen
van dergelijk cyclisch volumeplan. Enerzijds de totale cyclische wiellengte en anderzijds de
individuele productiefrequenties van de matrijzen. Aan de voorwaarde van een constante vraag
uit het ELSP is voldaan door beperking van het aantal matrijzen, a.d.h.v. Pareto-analyse. Het
cyclisch productieplan met een totale duurtijd van 12 weken omvat 20 van de 41 matrijzen voor
het Axxent-gamma. Dit omvat ongeveer 80% van het benodigd aantal productie-uren met een
stabiel vraagverloop. Voor het Basixx-gamma worden alle 9 matrijzen opgenomen in het cyclische
productiewiel.
Na bepaling van extrusievolumes en frequenties wordt een productieplan voor de extrusielijnen
opgesteld dat ondubbelzinnig aangeeft wanneer en op welke machine een welbepaalde matrijs
geïnstalleerd dient te worden. Hierbij worden tal van operationele beperkingen in rekening
gebracht om een zo homogeen mogelijk gespreide productie te bekomen. Zowel een
Hoofdstuk 5 Conclusies 88
mathematisch MIP-model als een heuristieke benadering voor het uitwerken van dergelijke
extrusieplanningen werden ontworpen.
Een uitgewerkte planningstool moet de productieplanner van Orac N.V. in staat stellen het
cyclische productiewiel te implementeren in het extrusieproces. Verder becijfert een normmodel
de gemiddelde voorraad van zowel halffabricaat als eindproduct ten gevolge van dit cyclische
volumeplan. Dit normmodel resulteert eveneens in enkele voorraadparameters voor het
eindproduct die rechtstreeks overgenomen kunnen worden in het ERP-systeem.
5.2 Conclusies
Het vastleggen van grote productievolumes op matrijsniveau tijdens voorafbepaalde shifts maakt
het minder flexibele extrusieproces voorspelbaar. Het vasthouden aan dit repetitief volumeplan
leidt tot een drastische afname in de benodigde matrijswissels. Een totaal van 441 matrijswissels
tijdens de beschouwde periode kan herleid worden naar het theoretische minimum van 342.
Productie van halffabricaten vindt nu immers sterk geconcentreerd plaats. Halffabricaten hebben
enkel de mogelijkheid geproduceerd te worden tijdens de voorziene matrijsinstallatie.
Orac N.V. hecht veel belang aan een homogene bezetting van resources gedurende het ganse
jaar. Dit slaat zowel op machines, opslagplaatsen als arbeidskrachten. Een vergelijking tussen het
historische productieverloop en de cyclisch geplande extrusie door middel van het MIP-model,
wijst op een gelijkmatigere bezetting van machines en uitstroom van halffabricaten bij gebruik
van het cyclische productiewiel.
Met het oog op praktijkimplementatie werd een productieplanningstool ontworpen die sterk
aanleunt bij de huidige productie-aansturing van Orac N.V. Deze productieplanningstool voor de
halffabricage maakt de overstap van een reactieve naar een echte proactieve voorraad- en
productieplanning mogelijk. Het stabiele verbruik van cyclische halffabricaten, in combinatie met
een repetitief geplande productie, laten toe een simulatie te maken van het toekomstige
voorraadverloop. Ongewenste voorraadsituaties (d.i. te veel of te weinig) worden hiermee
opgespoord en geven de productieplanner rechtstreeks de mogelijkheid om tijdig de productie
van halffabricaten binnen de voorziene tijdslots van de corresponderende matrijs (d.i. een
gepland matrijsvolume) bij te sturen.
Voor het becijferen van veiligheidsvoorraden worden in de praktijk zowel “order line service
level” (P1) als “product fill rate” (P2) gehanteerd. Een repetitief productieschema laat toe een
conceptwijziging door te voeren en de overstap te maken van het P1 model naar een P2 model
logica, bij de cyclisch geplande halffabricaten. Het normmodel voor zowel halffabricaten als
Hoofdstuk 5 Suggesties voor Orac N.V. naar toekomstig onderzoek 89
eindproducten wijst op een aanzienlijke voorraaddaling van halffabricaten zonder daarbij in te
boeten aan servicegraad op het eindproduct. Het uitwerken van dergelijk normmodel met
bijhorende parametersetting voor zowel de eindproducten als de halffabricaten geeft Orac N.V.
de kans zijn ERP-systeem aan te passen aan de geëvolueerde bedrijfssituatie. De berekeningen
tonen de individuele componenten uit de formules zodat een aanpassing naar toekomstige
bedrijfssituaties met gewijzigde vraag en/of productietermijnen eenvoudig door te voeren valt.
5.3 Suggesties voor Orac N.V. naar toekomstig onderzoek
In het plannen en uitvoeren van productieorders voor zowel halffabricaten als eindproducten
poogt de productieplanner in grootteordes van één of meerdere bufferbakken te werken. Dit
zorgt voor een vertekend beeld van de vraag naar eindproducten. Bij de halffabricage start men
de extrusie pas op wanneer men minstens één gehele bufferbak kan vullen met halffabricaten. Bij
de eindafwerking zal men steeds een volledige bufferbak aan halffabricaten afwerken zodat deze
opnieuw beschikbaar komt. Hierdoor creëert men een onnodige (duurdere) cyclusvoorraad aan
eindproducten en verliest men productiemogelijkheden voor andere eindproducten wiens
voorraadpeil op dat ogenblijk te laag staat. Wanneer men slechts een halve bufferbak of minder
aan halffabricaat zou afwerken, ontstaat de mogelijkheid deze deels geledigde bufferbak met
halffabricaat terug bij te vullen tijdens de productielooptijd van de desbetreffende matrijs. De
productieplanner kan zijn gepland matrijsvolume hierdoor gelijkmatiger verdelen over de
corresponderende halffabricaten. In de eindafwerking lijken reeksgroottes in de grootteorde van
één week productvraag realiseerbaar en kleiner dan de actueel gehanteerde lotgroottes. Hierbij
dient de bufferbak wel meerdere malen van en naar de opslagplaats gebracht te worden. Niet
zozeer de afstand tussen productie-, opslag- en verbruikplaats vormt het probleem21
Met de huidige groeiperspectieven en de berekende EOQ’s voor het halffabricaat, is de opslag in
bufferbakken een beperkende factor. Zolang de omstelkosten niet aanzienlijk verminderd kunnen
worden, zal een EOQ-berekening steeds aansturen op een extrusie in grotere hoeveelheden, met
een lagere totale jaarlijkse kost als gevolg. Dit is echter niet mogelijk vanwege de beperking van
, wel de
manier waarop de bufferbakken gestockeerd staan. Een aanpassing van het bestaande
opslagsysteem zal bijdragen tot een flexibelere aan- en afvoer. Hierbij kan het aangewezen zijn
om bijkomend een kleiner formaat van bufferbak te gebruiken. Twee deels gevulde bufferbakken
nemen momenteel de plaats in van twee grote bufferbakken. Wanneer een kleiner formaat
bufferbak beschikbaar zou zijn, wordt de plaatsbezetting veel minder en zal er dus meer vrij
beschikbaar opslagvolume zijn.
21 De extrusiehal is aanpalend aan de afdeling voor eindafwerking. Afstand <20m

Hoofdstuk 5 Suggesties voor Orac N.V. naar toekomstig onderzoek 90
de 290 beschikbare bufferbakken. Tot voor kort waren de minimale reeksgroottes eveneens
ingegeven door een beperkte productiecapaciteit. Recente investeringen in uitbreiding van de
accommodaties en wijzigingen in het productieapparaat verlagen de bezettingsgraad van het
machinepark aanzienlijk zodat de capaciteit van de machines geen grote beperking meer vormt.
In de behandelde case van Orac N.V. werd binnen de gehanteerde modellen gewerkt met de
matrijzen en geëxtrudeerde volumes, en niet zozeer met de individuele halffabricaten die uit de
matrijs ontstaan. Productiefrequenties werden bepaald per matrijs waarmee impliciet alle
halffabricaten van diezelfde matrijs, in theorie althans, eenzelfde productiefrequentie
toegewezen kregen. Een uitbreiding van het onderzoek zou kunnen betekenen dat binnen één
matrijs eveneens een onderverdeling wordt gemaakt tussen halffabricaten met hoog, gemiddeld
of laag extrusievolume. Een matrijs welke dan om de 4 weken geïnstalleerd wordt, betekent niet
automatisch dat alle halffabricaten van diezelfde matrijs eveneens om de 4 weken geproduceerd
worden. Halffabricaten met klein extrusievolume kunnen dan bijvoorbeeld om de 8 of 12 weken
geproduceerd worden tijdens de matrijsopstelling. Het cyclisch volumeplan voor het
extrusieproces wordt hiermee toegespitst op de individuele halffabricaten i.p.v. de matrijzen.
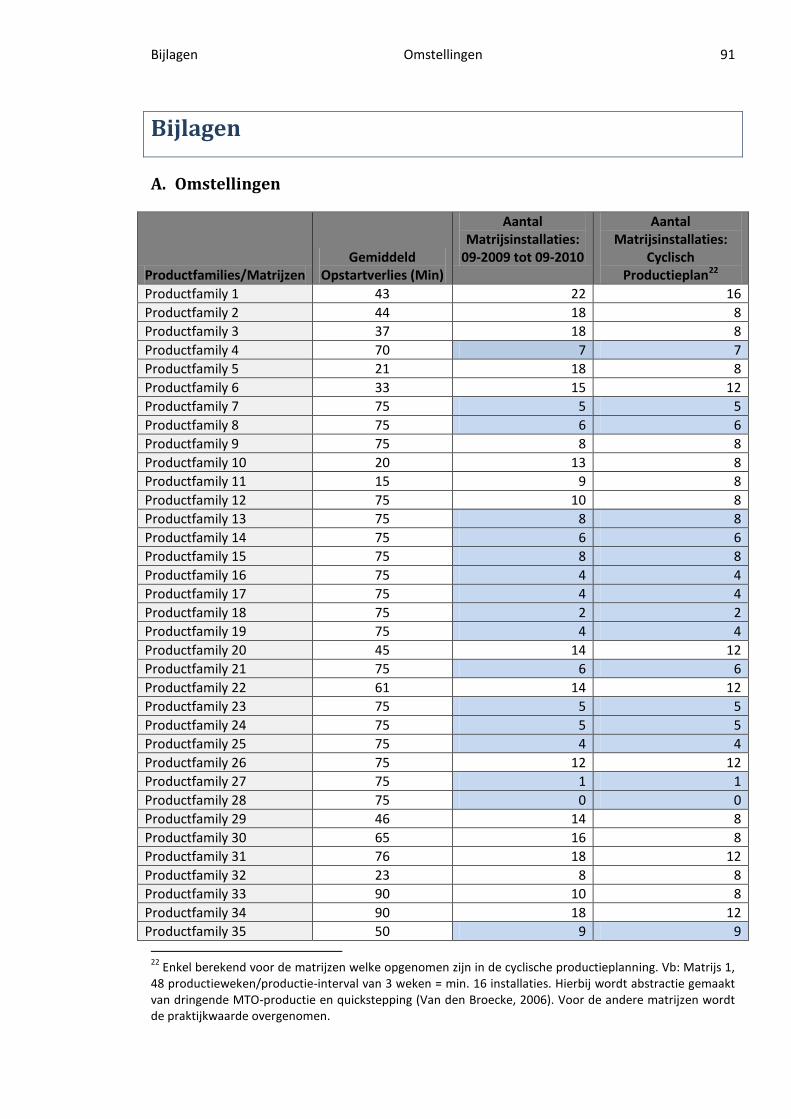
Bijlagen Omstellingen 91
Bijlagen
A. Omstellingen
Productfamilies/Matrijzen Gemiddeld
Opstartverlies (Min)
Aantal Matrijsinstallaties:
09-2009 tot 09-2010
Aantal Matrijsinstallaties:
Cyclisch Productieplan22
Productfamily 1 43 22 16 Productfamily 2 44 18 8 Productfamily 3 37 18 8 Productfamily 4 70 7 7 Productfamily 5 21 18 8 Productfamily 6 33 15 12 Productfamily 7 75 5 5 Productfamily 8 75 6 6 Productfamily 9 75 8 8 Productfamily 10 20 13 8 Productfamily 11 15 9 8 Productfamily 12 75 10 8 Productfamily 13 75 8 8 Productfamily 14 75 6 6 Productfamily 15 75 8 8 Productfamily 16 75 4 4 Productfamily 17 75 4 4 Productfamily 18 75 2 2 Productfamily 19 75 4 4 Productfamily 20 45 14 12 Productfamily 21 75 6 6 Productfamily 22 61 14 12 Productfamily 23 75 5 5 Productfamily 24 75 5 5 Productfamily 25 75 4 4 Productfamily 26 75 12 12 Productfamily 27 75 1 1 Productfamily 28 75 0 0 Productfamily 29 46 14 8 Productfamily 30 65 16 8 Productfamily 31 76 18 12 Productfamily 32 23 8 8 Productfamily 33 90 10 8 Productfamily 34 90 18 12 Productfamily 35 50 9 9 22 Enkel berekend voor de matrijzen welke opgenomen zijn in de cyclische productieplanning. Vb: Matrijs 1, 48 productieweken/productie-interval van 3 weken = min. 16 installaties. Hierbij wordt abstractie gemaakt van dringende MTO-productie en quickstepping (Van den Broecke, 2006). Voor de andere matrijzen wordt de praktijkwaarde overgenomen.
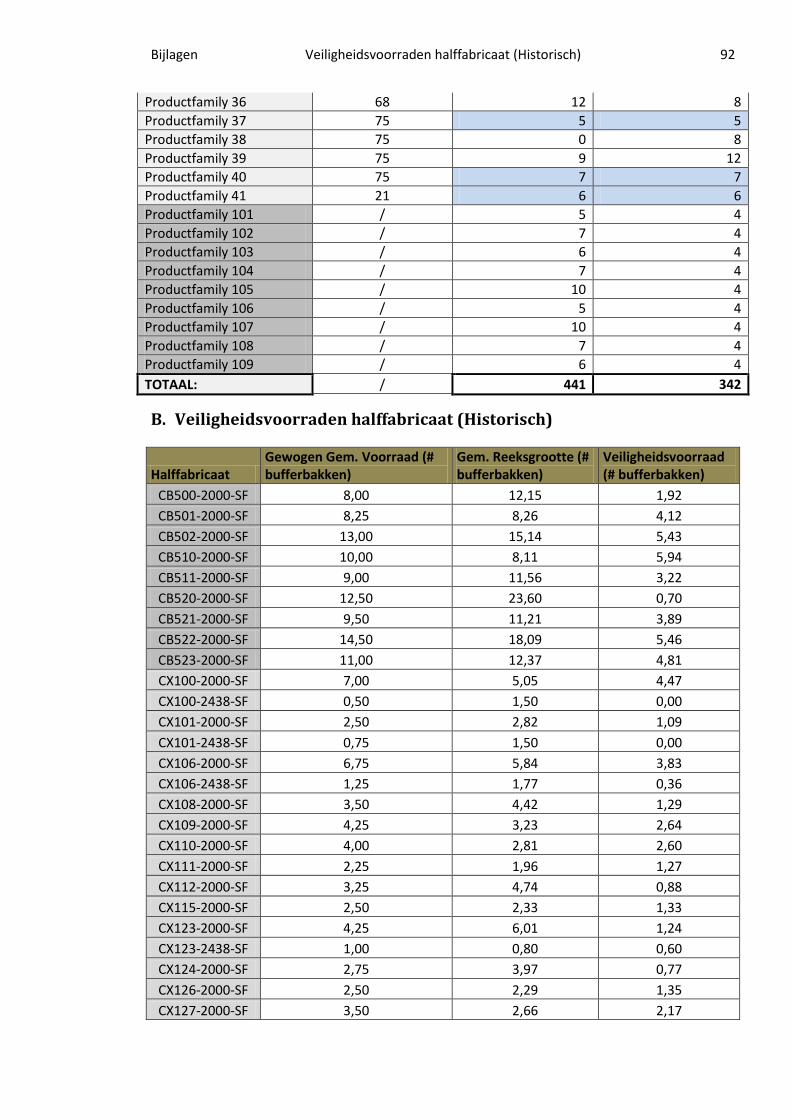
Bijlagen Veiligheidsvoorraden halffabricaat (Historisch) 92
Productfamily 36 68 12 8 Productfamily 37 75 5 5 Productfamily 38 75 0 8 Productfamily 39 75 9 12 Productfamily 40 75 7 7 Productfamily 41 21 6 6 Productfamily 101 / 5 4 Productfamily 102 / 7 4 Productfamily 103 / 6 4 Productfamily 104 / 7 4 Productfamily 105 / 10 4 Productfamily 106 / 5 4 Productfamily 107 / 10 4 Productfamily 108 / 7 4 Productfamily 109 / 6 4 TOTAAL: / 441 342
B. Veiligheidsvoorraden halffabricaat (Historisch)
Halffabricaat Gewogen Gem. Voorraad (# bufferbakken)
Gem. Reeksgrootte (# bufferbakken)
Veiligheidsvoorraad (# bufferbakken)
CB500-2000-SF 8,00 12,15 1,92 CB501-2000-SF 8,25 8,26 4,12 CB502-2000-SF 13,00 15,14 5,43 CB510-2000-SF 10,00 8,11 5,94 CB511-2000-SF 9,00 11,56 3,22 CB520-2000-SF 12,50 23,60 0,70 CB521-2000-SF 9,50 11,21 3,89 CB522-2000-SF 14,50 18,09 5,46 CB523-2000-SF 11,00 12,37 4,81 CX100-2000-SF 7,00 5,05 4,47 CX100-2438-SF 0,50 1,50 0,00 CX101-2000-SF 2,50 2,82 1,09 CX101-2438-SF 0,75 1,50 0,00 CX106-2000-SF 6,75 5,84 3,83 CX106-2438-SF 1,25 1,77 0,36 CX108-2000-SF 3,50 4,42 1,29 CX109-2000-SF 4,25 3,23 2,64 CX110-2000-SF 4,00 2,81 2,60 CX111-2000-SF 2,25 1,96 1,27 CX112-2000-SF 3,25 4,74 0,88 CX115-2000-SF 2,50 2,33 1,33 CX123-2000-SF 4,25 6,01 1,24 CX123-2438-SF 1,00 0,80 0,60 CX124-2000-SF 2,75 3,97 0,77 CX126-2000-SF 2,50 2,29 1,35 CX127-2000-SF 3,50 2,66 2,17

Bijlagen Veiligheidsvoorraden halffabricaat (Historisch) 93
CX127-2438-SF 1,00 0,35 0,82 CX128-2000-SF 1,25 0,95 0,78 CX128-2438-SF 0,25 1,00 0,00 CX129-2000-SF 1,00 1,07 0,46 CX129-2438-SF 0,25 1,00 0,00 CX132-2000-SF 2,00 2,42 0,79 CX132-2438-SF 0,50 1,00 0,00 CX133-2000-SF 1,50 1,56 0,72 CX133-2438-SF 0,25 1,00 0,00 CX134-2000-SF 1,25 1,15 0,67 CX134-2438-SF 0,25 1,00 0,00 CX135-2000-SF 1,00 1,67 0,17 CX136-2000-SF 1,25 1,24 0,63 CX141-2000-SF 1,00 1,00 0,50 CX142-2000-SF 0,50 1,00 0,00 CX143-2000-SF 0,75 1,00 0,25 CX148-2000-SF 1,50 1,56 0,72 CX149-2000-SF 0,75 1,00 0,25 CX150-2000-SF 0,75 1,00 0,25 CX151-2000-SF 1,50 2,00 0,50 CX152-2000-SF 0,25 1,50 0,00 CX153-2000-SF 0,75 1,00 0,25 CX154-2000-SF 2,00 2,35 0,83 DX119-1070-SF 1,00 0,16 0,92 DX119-1900-SF 1,00 0,16 0,92 DX119-2130-SF 1,00 0,18 0,91 DX119-2300-SF 1,75 1,53 0,98 DX121-1900-SF 0,75 0,12 0,69 DX121-2130-SF 1,00 0,06 0,97 DX121-2300-SF 1,50 1,30 0,85 DX157-2300-SF 1,75 1,81 0,85 PX102-2000-SF 1,75 1,66 0,92 PX103-2000-SF 4,50 3,68 2,66 PX113-2000-SF 3,25 4,29 1,10 PX114-2000-SF 1,50 1,98 0,51 PX116-2000-SF 2,50 2,82 1,09 PX117-2000-SF 3,50 4,04 1,48
Totaal 248
106
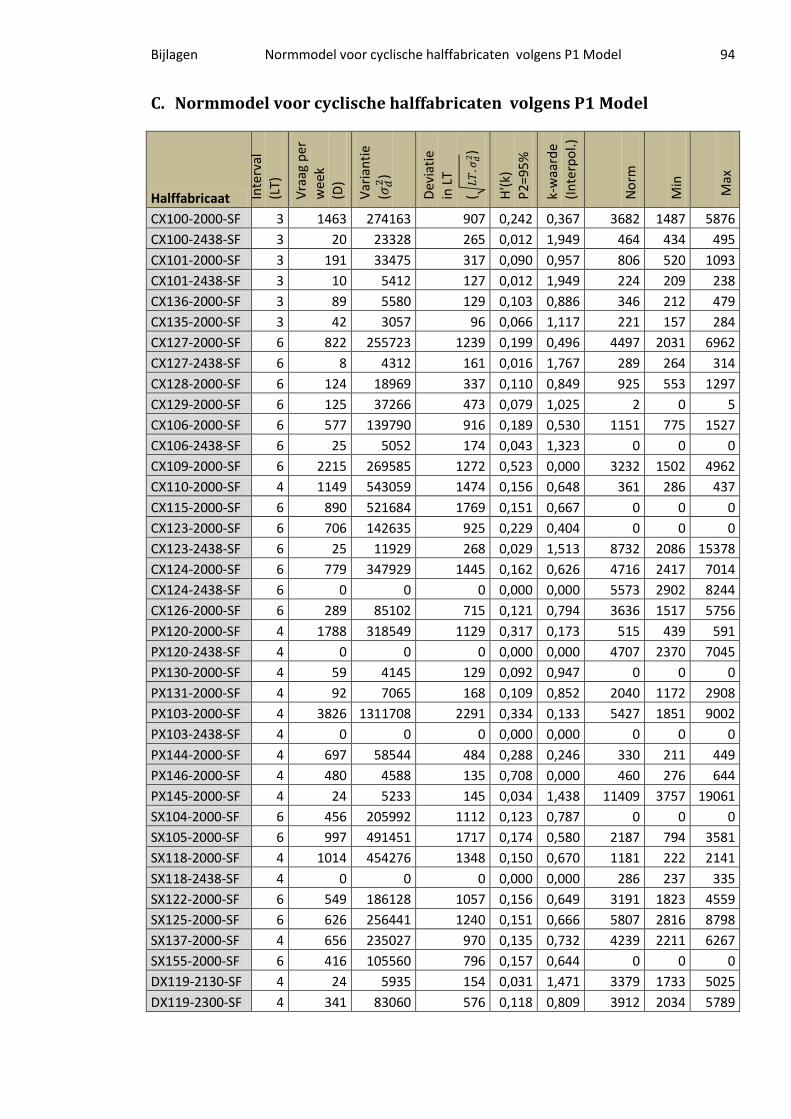
Bijlagen Normmodel voor cyclische halffabricaten volgens P1 Model 94
C. Normmodel voor cyclische halffabricaten volgens P1 Model
Halffabricaat Inte
rval
(L
T)
Vraa
g pe
r w
eek
(D)
Vari
antie
(𝜎𝑑2
)
D
evia
tie
in L
T
(�𝐿𝑇
.𝜎𝑑2
)
H'(k
) P2
=95%
k-w
aard
e (In
terp
ol.)
Nor
m
Min
Max
CX100-2000-SF 3 1463 274163 907 0,242 0,367 3682 1487 5876 CX100-2438-SF 3 20 23328 265 0,012 1,949 464 434 495 CX101-2000-SF 3 191 33475 317 0,090 0,957 806 520 1093 CX101-2438-SF 3 10 5412 127 0,012 1,949 224 209 238 CX136-2000-SF 3 89 5580 129 0,103 0,886 346 212 479 CX135-2000-SF 3 42 3057 96 0,066 1,117 221 157 284 CX127-2000-SF 6 822 255723 1239 0,199 0,496 4497 2031 6962 CX127-2438-SF 6 8 4312 161 0,016 1,767 289 264 314 CX128-2000-SF 6 124 18969 337 0,110 0,849 925 553 1297 CX129-2000-SF 6 125 37266 473 0,079 1,025 2 0 5 CX106-2000-SF 6 577 139790 916 0,189 0,530 1151 775 1527 CX106-2438-SF 6 25 5052 174 0,043 1,323 0 0 0 CX109-2000-SF 6 2215 269585 1272 0,523 0,000 3232 1502 4962 CX110-2000-SF 4 1149 543059 1474 0,156 0,648 361 286 437 CX115-2000-SF 6 890 521684 1769 0,151 0,667 0 0 0 CX123-2000-SF 6 706 142635 925 0,229 0,404 0 0 0 CX123-2438-SF 6 25 11929 268 0,029 1,513 8732 2086 15378 CX124-2000-SF 6 779 347929 1445 0,162 0,626 4716 2417 7014 CX124-2438-SF 6 0 0 0 0,000 0,000 5573 2902 8244 CX126-2000-SF 6 289 85102 715 0,121 0,794 3636 1517 5756 PX120-2000-SF 4 1788 318549 1129 0,317 0,173 515 439 591 PX120-2438-SF 4 0 0 0 0,000 0,000 4707 2370 7045 PX130-2000-SF 4 59 4145 129 0,092 0,947 0 0 0 PX131-2000-SF 4 92 7065 168 0,109 0,852 2040 1172 2908 PX103-2000-SF 4 3826 1311708 2291 0,334 0,133 5427 1851 9002 PX103-2438-SF 4 0 0 0 0,000 0,000 0 0 0 PX144-2000-SF 4 697 58544 484 0,288 0,246 330 211 449 PX146-2000-SF 4 480 4588 135 0,708 0,000 460 276 644 PX145-2000-SF 4 24 5233 145 0,034 1,438 11409 3757 19061 SX104-2000-SF 6 456 205992 1112 0,123 0,787 0 0 0 SX105-2000-SF 6 997 491451 1717 0,174 0,580 2187 794 3581 SX118-2000-SF 4 1014 454276 1348 0,150 0,670 1181 222 2141 SX118-2438-SF 4 0 0 0 0,000 0,000 286 237 335 SX122-2000-SF 6 549 186128 1057 0,156 0,649 3191 1823 4559 SX125-2000-SF 6 626 256441 1240 0,151 0,666 5807 2816 8798 SX137-2000-SF 4 656 235027 970 0,135 0,732 4239 2211 6267 SX155-2000-SF 6 416 105560 796 0,157 0,644 0 0 0 DX119-2130-SF 4 24 5935 154 0,031 1,471 3379 1733 5025 DX119-2300-SF 4 341 83060 576 0,118 0,809 3912 2034 5789
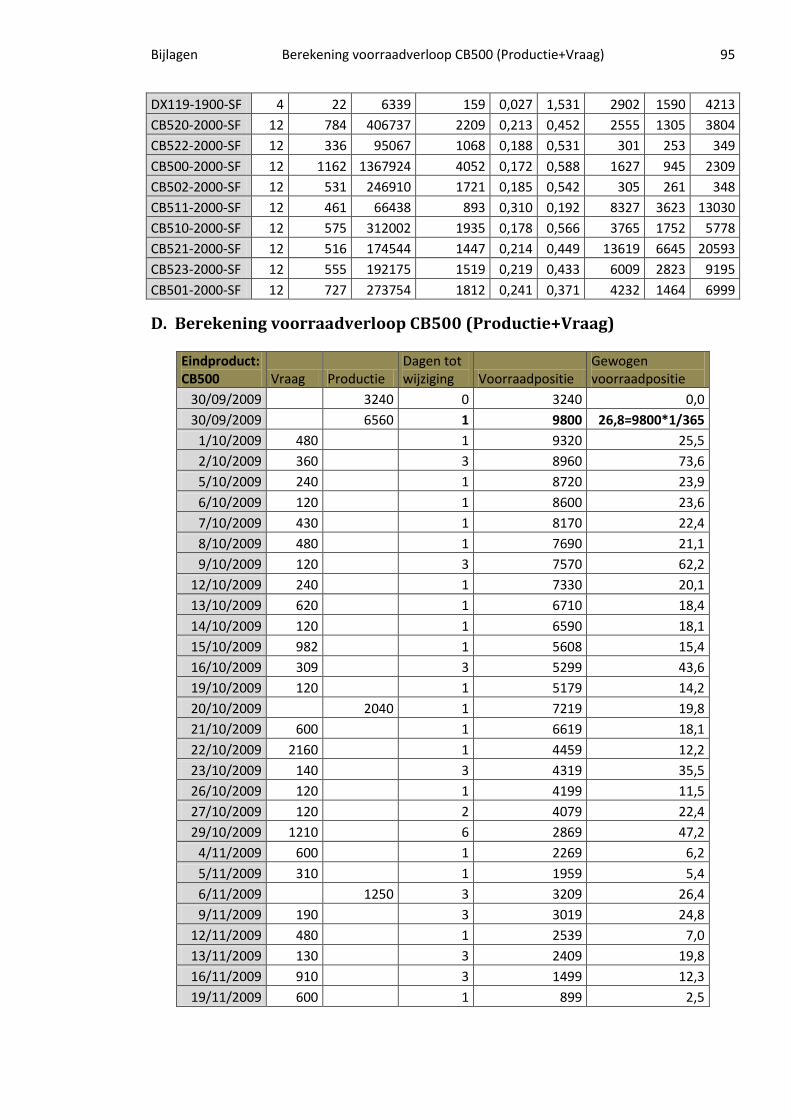
Bijlagen Berekening voorraadverloop CB500 (Productie+Vraag) 95
DX119-1900-SF 4 22 6339 159 0,027 1,531 2902 1590 4213 CB520-2000-SF 12 784 406737 2209 0,213 0,452 2555 1305 3804 CB522-2000-SF 12 336 95067 1068 0,188 0,531 301 253 349 CB500-2000-SF 12 1162 1367924 4052 0,172 0,588 1627 945 2309 CB502-2000-SF 12 531 246910 1721 0,185 0,542 305 261 348 CB511-2000-SF 12 461 66438 893 0,310 0,192 8327 3623 13030 CB510-2000-SF 12 575 312002 1935 0,178 0,566 3765 1752 5778 CB521-2000-SF 12 516 174544 1447 0,214 0,449 13619 6645 20593 CB523-2000-SF 12 555 192175 1519 0,219 0,433 6009 2823 9195 CB501-2000-SF 12 727 273754 1812 0,241 0,371 4232 1464 6999
D. Berekening voorraadverloop CB500 (Productie+Vraag)
Eindproduct: CB500 Vraag Productie
Dagen tot wijziging Voorraadpositie
Gewogen voorraadpositie
30/09/2009
3240 0 3240 0,0 30/09/2009
6560 1 9800 26,8=9800*1/365
1/10/2009 480
1 9320 25,5 2/10/2009 360
3 8960 73,6
5/10/2009 240
1 8720 23,9 6/10/2009 120
1 8600 23,6
7/10/2009 430
1 8170 22,4 8/10/2009 480
1 7690 21,1
9/10/2009 120
3 7570 62,2 12/10/2009 240
1 7330 20,1
13/10/2009 620
1 6710 18,4 14/10/2009 120
1 6590 18,1
15/10/2009 982
1 5608 15,4 16/10/2009 309
3 5299 43,6
19/10/2009 120
1 5179 14,2 20/10/2009
2040 1 7219 19,8
21/10/2009 600
1 6619 18,1 22/10/2009 2160
1 4459 12,2
23/10/2009 140
3 4319 35,5 26/10/2009 120
1 4199 11,5
27/10/2009 120
2 4079 22,4 29/10/2009 1210
6 2869 47,2
4/11/2009 600
1 2269 6,2 5/11/2009 310
1 1959 5,4
6/11/2009
1250 3 3209 26,4 9/11/2009 190
3 3019 24,8
12/11/2009 480
1 2539 7,0 13/11/2009 130
3 2409 19,8
16/11/2009 910
3 1499 12,3 19/11/2009 600
1 899 2,5

Bijlagen Berekening voorraadverloop CB500 (Productie+Vraag) 96
20/11/2009 120
3 779 6,4 23/11/2009
3410 1 4189 11,5
24/11/2009 600
1 3589 9,8 25/11/2009 1200
1 2389 6,5
26/11/2009 1080
1 1309 3,6 27/11/2009 240
3 1069 8,8
30/11/2009 240
1 829 2,3 1/12/2009
4080 1 4909 13,4
2/12/2009 310
1 4599 12,6 3/12/2009 2350
1 2249 6,2
4/12/2009 140
3 2109 17,3 7/12/2009
2370 1 4479 12,3
8/12/2009 260
1 4219 11,6 9/12/2009 120
1 4099 11,2
10/12/2009 1800
1 2299 6,3 11/12/2009 430
3 1869 15,4
14/12/2009 140
3 1729 14,2 17/12/2009 120
1 1609 4,4
18/12/2009 70
3 1539 12,6 21/12/2009 70
2 1469 8,0
23/12/2009 2
13 1467 52,2 5/01/2010 1200
6 267 4,4
11/01/2010
600 1 867 2,4 12/01/2010 120
1 747 2,0
13/01/2010
510 6 1257 20,7 19/01/2010 120
1 1137 3,1
20/01/2010 70
1 1067 2,9 21/01/2010
4800 4 5867 64,3
25/01/2010 120
1 5747 15,7 26/01/2010 260
1 5487 15,0
27/01/2010 120
1 5367 14,7 28/01/2010 480
1 4887 13,4
29/01/2010 2520
3 2367 19,5 1/02/2010 240
1 2127 5,8
2/02/2010 140
1 1987 5,4 3/02/2010 240
1 1747 4,8
4/02/2010 1
1 1746 4,8 5/02/2010 120
3 1626 13,4
8/02/2010
4800 2 6426 35,2 10/02/2010 120
1 6306 17,3
11/02/2010 360
1 5946 16,3 12/02/2010 240
5 5706 78,2
17/02/2010 120
1 5586 15,3 18/02/2010 140
4 5446 59,7
22/02/2010 600
1 4846 13,3
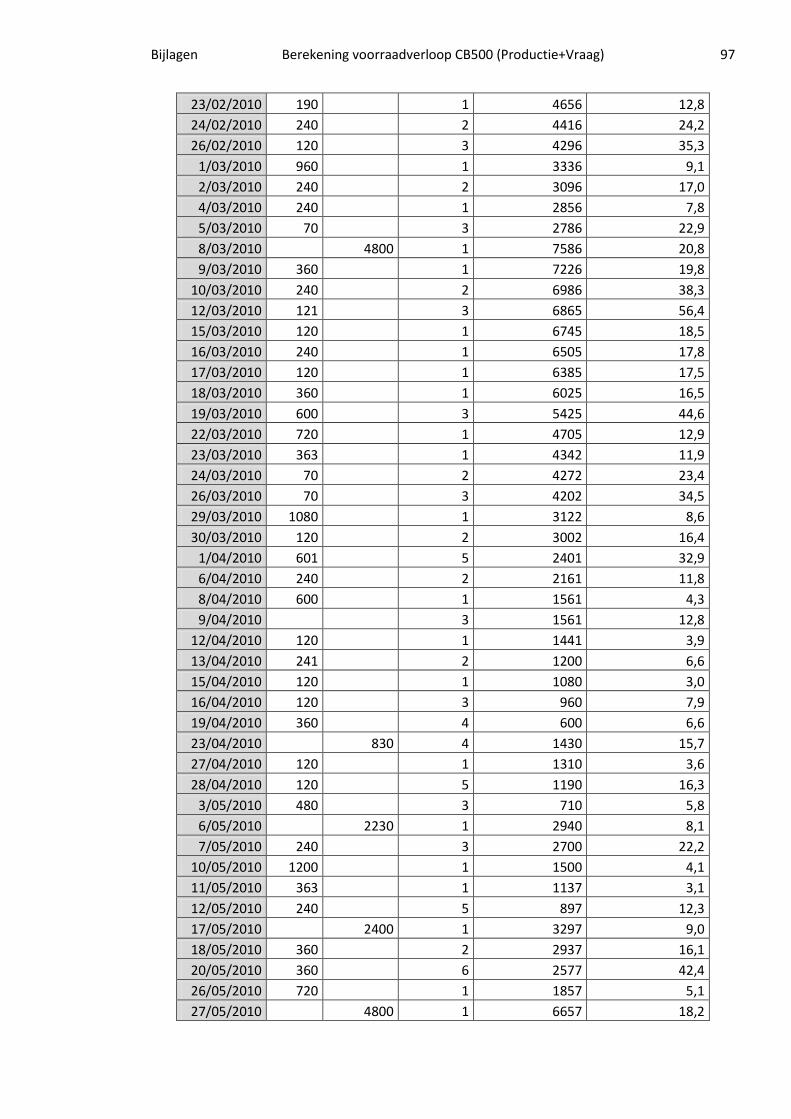
Bijlagen Berekening voorraadverloop CB500 (Productie+Vraag) 97
23/02/2010 190
1 4656 12,8 24/02/2010 240
2 4416 24,2
26/02/2010 120
3 4296 35,3 1/03/2010 960
1 3336 9,1
2/03/2010 240
2 3096 17,0 4/03/2010 240
1 2856 7,8
5/03/2010 70
3 2786 22,9 8/03/2010
4800 1 7586 20,8
9/03/2010 360
1 7226 19,8 10/03/2010 240
2 6986 38,3
12/03/2010 121
3 6865 56,4 15/03/2010 120
1 6745 18,5
16/03/2010 240
1 6505 17,8 17/03/2010 120
1 6385 17,5
18/03/2010 360
1 6025 16,5 19/03/2010 600
3 5425 44,6
22/03/2010 720
1 4705 12,9 23/03/2010 363
1 4342 11,9
24/03/2010 70
2 4272 23,4 26/03/2010 70
3 4202 34,5
29/03/2010 1080
1 3122 8,6 30/03/2010 120
2 3002 16,4
1/04/2010 601
5 2401 32,9 6/04/2010 240
2 2161 11,8
8/04/2010 600
1 1561 4,3 9/04/2010
3 1561 12,8
12/04/2010 120
1 1441 3,9 13/04/2010 241
2 1200 6,6
15/04/2010 120
1 1080 3,0 16/04/2010 120
3 960 7,9
19/04/2010 360
4 600 6,6 23/04/2010
830 4 1430 15,7
27/04/2010 120
1 1310 3,6 28/04/2010 120
5 1190 16,3
3/05/2010 480
3 710 5,8 6/05/2010
2230 1 2940 8,1
7/05/2010 240
3 2700 22,2 10/05/2010 1200
1 1500 4,1
11/05/2010 363
1 1137 3,1 12/05/2010 240
5 897 12,3
17/05/2010
2400 1 3297 9,0 18/05/2010 360
2 2937 16,1
20/05/2010 360
6 2577 42,4 26/05/2010 720
1 1857 5,1
27/05/2010
4800 1 6657 18,2
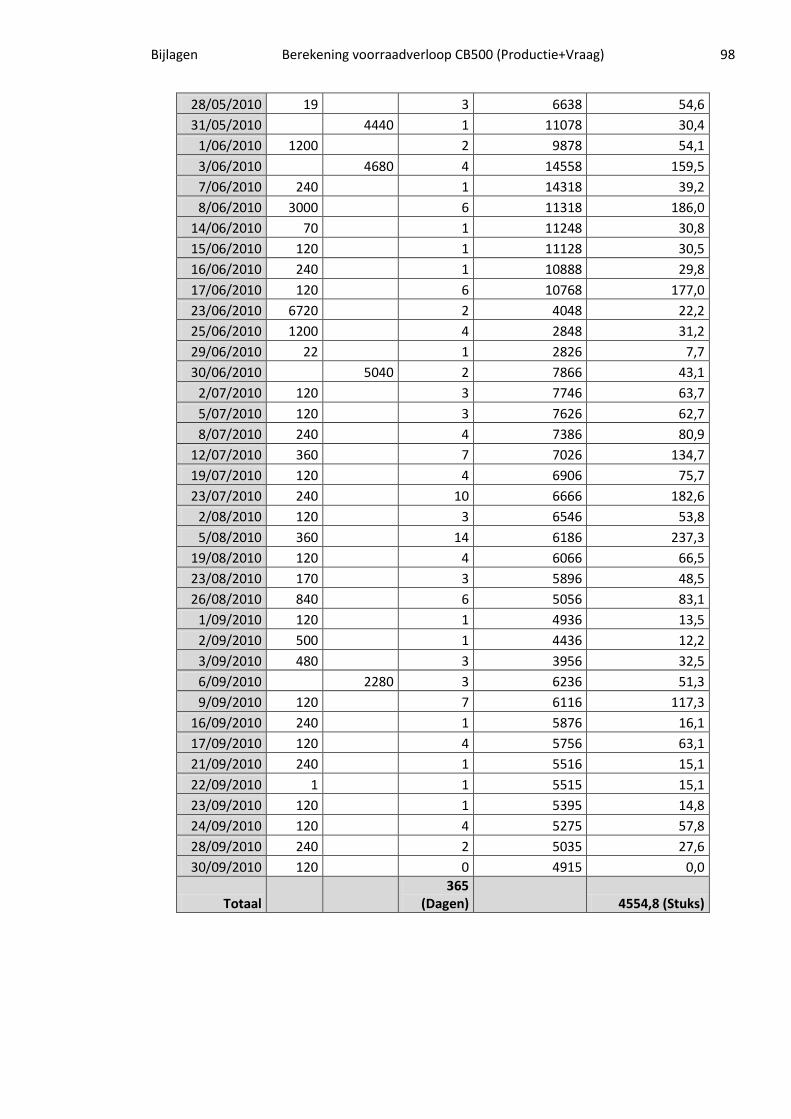
Bijlagen Berekening voorraadverloop CB500 (Productie+Vraag) 98
28/05/2010 19
3 6638 54,6 31/05/2010
4440 1 11078 30,4
1/06/2010 1200
2 9878 54,1 3/06/2010
4680 4 14558 159,5
7/06/2010 240
1 14318 39,2 8/06/2010 3000
6 11318 186,0
14/06/2010 70
1 11248 30,8 15/06/2010 120
1 11128 30,5
16/06/2010 240
1 10888 29,8 17/06/2010 120
6 10768 177,0
23/06/2010 6720
2 4048 22,2 25/06/2010 1200
4 2848 31,2
29/06/2010 22
1 2826 7,7 30/06/2010
5040 2 7866 43,1
2/07/2010 120
3 7746 63,7 5/07/2010 120
3 7626 62,7
8/07/2010 240
4 7386 80,9 12/07/2010 360
7 7026 134,7
19/07/2010 120
4 6906 75,7 23/07/2010 240
10 6666 182,6
2/08/2010 120
3 6546 53,8 5/08/2010 360
14 6186 237,3
19/08/2010 120
4 6066 66,5 23/08/2010 170
3 5896 48,5
26/08/2010 840
6 5056 83,1 1/09/2010 120
1 4936 13,5
2/09/2010 500
1 4436 12,2 3/09/2010 480
3 3956 32,5
6/09/2010
2280 3 6236 51,3 9/09/2010 120
7 6116 117,3
16/09/2010 240
1 5876 16,1 17/09/2010 120
4 5756 63,1
21/09/2010 240
1 5516 15,1 22/09/2010 1
1 5515 15,1
23/09/2010 120
1 5395 14,8 24/09/2010 120
4 5275 57,8
28/09/2010 240
2 5035 27,6 30/09/2010 120
0 4915 0,0
Totaal
365 (Dagen)
4554,8 (Stuks)

Bijlagen Reeksgrootte eindafwerking 99
E. Reeksgrootte eindafwerking
De praktijksituatie bij Orac N.V. toont aan dat de bezettingsgraad van de machines in de
eindafwerking verhoogd kan worden. Door extra omstellingen ontstaan kleinere
productiereeksen.
Om toch enigszins een idee te krijgen van wat de reeksgrootte minimaal kan zijn wordt de
eindafwerking gesimuleerd a.d.h.v. een volledig cyclische productieplanning (d.i. Common Cycle
benadering uit sectie 2.2.3.1). Deze benadering staat gelijk met het EPEI (d.i. Every Part Every
Interval). Aan het historisch vraagverloop uit de periode 30/09/2009 tot 30/09/2010 wordt een
volledig “pull-systeem” gekoppeld en gekeken in welke minimale tijdspanne (d.i. cyclus) de orders
voldaan kunnen worden. Een cyclus van 1 week wijst erop dat alle orders voor één welbepaald
eindproduct gegroepeerd worden per week en in 1 keer geproduceerd worden. Deze
productierun wordt voorafgegaan door een omsteltijd van de machine. Zijn er in een welbepaalde
week geen orders voor een eindproduct dient er ook geen omstelling te gebeuren. We trachten
een zo klein mogelijke, gemeenschappelijke cyclus te vinden voor alle producten, die leidt tot een
aanvaardbare bezetting van de machines in de eindafwerking. Het groeperen van de orders per
product over twee of meer weken leidt tot grotere reeksen maar gaat gepaard met minder
omstellingen en aldus een lagere bezettingsgraad van de machines.
Historische verkooop 2009-2010 Totaal Week 1 Week 2 Week 50 Week 51 Volume Spuiten (Stuks) 1559071 23895 48775 22941 8722 Volume Inpak (Stuks) 1905186 61927 51827 22941 8722 # Verschillende producten Spuiten 76 86 73 66 # Verschillende producten Inpak 87 89 73 66 Spuiten (Prod. + Setup) hrs. 69,30 124,18 66,55 34,86 Inpak (Prod. + Setup*) hrs. 41,27 38,59 25,48 19,25 Capaciteit (22hrs*5d) 110 110 110 110 Bezetting Spuiten 0,63 1,13 0,60 0,32 Bezetting Inpakken 0,38 0,35 0,23 0,17 Gemiddelde Bezetting Spuiten 83,3%
Gemiddelde Bezetting Inpak 32,1% *Omstelling = 0.25hr
Historische verkooop 2009-2010 Totaal Week 1-2 Week 49-50 Volume Spuiten (Stuks) 1559071 23895 48775 42771 22941 Volume Inpak (Stuks) 1905186 61927 51827 50651 22941 # Verschillende producten Spuiten 59 60 64 50 # Verschillende producten Inpak 66 69 72 56 # Overlap producten Spuiten
46
41

Bijlagen AMPL-Bestanden 100
# Overlap producten Inpak
52
47 Spuiten (Prod. + Setup) hrs. 171,24
156,59
Inpak (Prod. + Setup*) hrs. 56,61
43,45 Capaciteit (22hrs*5d) 220 220 220 220
Bezetting Spuiten 0,78 0,71 Bezetting Inpakken 0,26 0,20 Gemiddelde Bezetting Spuiten 70,9%
Gemiddelde Bezetting Inpak 0.21% *Omstelling = 0.25hr
Bovenstaande berekeningen tonen aan dat het mogelijk is reeksgroottes van 1 week productvraag
te hanteren zonder daarbij de eindafwerking te overbelasten met omstellingen.
F. AMPL-Bestanden
F.a. Het model-bestand
#Model-bestand cyclisch productiewiel extrusielijnen, 180 Slots, 6, Machines, 30 Matrijzen
set MATRIJS;
set MACHINE;
set SLOT := 1..180;
set WEKEN:=15..180 by 15;
param uitstroom {i in MATRIJS} >= 0; #aantal bakken per shift
param duration {i in MATRIJS} integer >= 0;
param matrijs_machine {i in MATRIJS, j in MACHINE} integer >= 0;
param capacity {j in MACHINE} integer >= 0;
param productie_interval {i in MATRIJS} integer >= 0;
param shiftmachinecostsequence {i in SLOT , j in MACHINE } integer >= 0;

Bijlagen AMPL-Bestanden 101
set WEEKENDS:={16,31,46,61,76,91,106,121,136,151,166};
set MATRIJSSUBSET:={5,1,31,2,26,3,20,22,34,38,6,30,10,29,39,33,32,36,12,9};
#Alle matrijzen die meer dan 1 keer ingepland moeten worden
var MATRIJSMACHINESLOT {i in MATRIJS, j in MACHINE, k in SLOT} binary;
var RUNNING {i in MATRIJS, j in MACHINE, k in SLOT} == sum {z in max(1, (k-(duration[i]-1)))..k }
MATRIJSMACHINESLOT[i,j,z];
var WEEKPRODUCTIE{v in WEKEN} == sum {i in MATRIJS, j in MACHINE, l in v-14..v}
MATRIJSMACHINESLOT[i,j,l]*uitstroom[i]*duration[i];
var AVERAGEWEEKPRODUCTION == (sum{v in WEKEN}WEEKPRODUCTIE[v])/12;
var OVER {v in WEKEN} >=0;
var UNDER {v in WEKEN} >=0;
minimize VARIANTIE_UITSTROOM:
sum{i in MATRIJS, j in MACHINE, s in SLOT}RUNNING[i,j,s] * shiftmachinecostsequence[s,j];
subject to RES1 {i in MATRIJS}:
sum {s in SLOT, j in MACHINE} MATRIJSMACHINESLOT[i,j,s] == 12/productie_interval[i];
#Aantal matrijsopstarts gedurende de looptijd van het cyclisch productiewiel
subject to RES2 {j in MACHINE, s in SLOT}:
sum {i in MATRIJS, z in max (1,s-duration[i]+1)..s} MATRIJSMACHINESLOT[i,j,z] <= 1;
#Voor elk slot op elke machine wordt gekeken of er geen 2 matrijzen gelijktijdig geïnstalleerd
staan
subject to RES3{i in MATRIJSSUBSET, s in 1..180-productie_interval[i]*15}:
sum {k in s..s+(productie_interval[i]*15)-1, j in MACHINE} MATRIJSMACHINESLOT[i,j,k] ==
1;
#Spreiding van de matrijsopstarts over de gehele cyclische periode

Bijlagen AMPL-Bestanden 102
subject to RES4 {i in MATRIJS}:
sum {s in (180-duration[i])+2..180, j in MACHINE} MATRIJSMACHINESLOT[i,j,s] == 0;
#Geen productie opstarten op het einde van de planning waarvan de duurtijd langer is dan slot
180
subject to RES5 {i in MATRIJS, w in WEEKENDS}:
sum{j in MACHINE, v in w-1..w}RUNNING[i,j,v] <= 1;
#Maandag wordt niet verder gedaan met de productie van vrijdag
subject to RES6 {v in WEKEN}:
AVERAGEWEEKPRODUCTION-WEEKPRODUCTIE[v] <= UNDER[v];
subject to RES7 {v in WEKEN}:
WEEKPRODUCTIE[v]-AVERAGEWEEKPRODUCTION <= OVER[v];
#Variabelen waarmee kwadratische variantiedoelstelling gelineariseerd wordt
subject to RES8 {v in WEKEN}:
OVER[v] <=5;
#Beperking van de variabelen m.b.t. de variantie
subject to RES9 {v in WEKEN}:
UNDER[v] <=5;
subject to RES10 {i in MATRIJS, j in MACHINE, s in SLOT}:
MATRIJSMACHINESLOT[i,j,s] <= matrijs_machine[i,j];
# Enkele optionele restricties (Momenteel niet ingevoerd):
#subject to RES11 {s in 1..179 by 3}:
# sum {i in MATRIJS, j in MACHINE} MATRIJSMACHINESLOT[i,j,s] <= 1;
#s' nachts maximaal 1 opstart
#subject to RES12 {s in 1..179 by 3}:
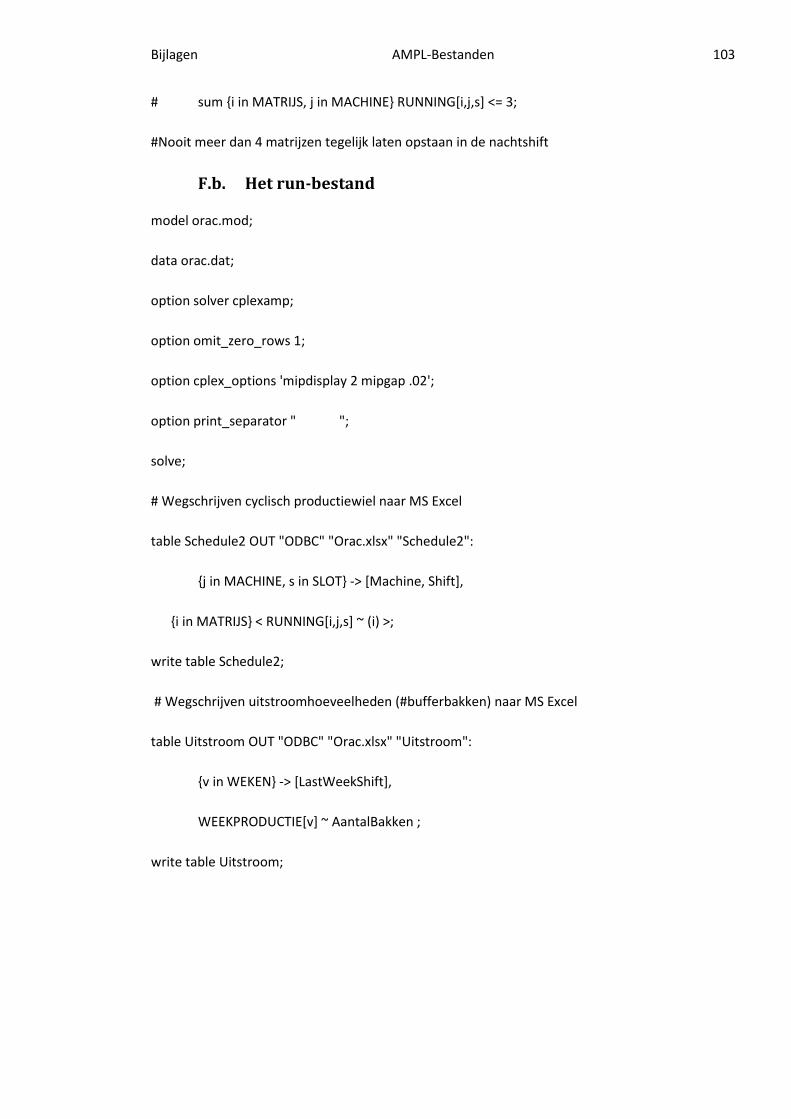
Bijlagen AMPL-Bestanden 103
# sum {i in MATRIJS, j in MACHINE} RUNNING[i,j,s] <= 3;
#Nooit meer dan 4 matrijzen tegelijk laten opstaan in de nachtshift
F.b. Het run-bestand
model orac.mod;
data orac.dat;
option solver cplexamp;
option omit_zero_rows 1;
option cplex_options 'mipdisplay 2 mipgap .02';
option print_separator " ";
solve;
# Wegschrijven cyclisch productiewiel naar MS Excel
table Schedule2 OUT "ODBC" "Orac.xlsx" "Schedule2":
{j in MACHINE, s in SLOT} -> [Machine, Shift],
{i in MATRIJS} < RUNNING[i,j,s] ~ (i) >;
write table Schedule2;
# Wegschrijven uitstroomhoeveelheden (#bufferbakken) naar MS Excel
table Uitstroom OUT "ODBC" "Orac.xlsx" "Uitstroom":
{v in WEKEN} -> [LastWeekShift],
WEEKPRODUCTIE[v] ~ AantalBakken ;
write table Uitstroom;

Bijlagen Doll & Whybark heuristieke oplossingsmethode voor het ELSP 104
G. Doll & Whybark heuristieke oplossingsmethode voor het ELSP
Doll & Whybark (1973) beschrijven een methode waarbij op iteratieve wijze de parameters voor
een cyclisch productiewiel gegenereerd worden. Deze methode werd geautomatiseerd a.d.h.v.
MS Excel en een aanvullende programmering in Visual Basic for Applications.
Sub Doll_Whybark() Dim Ttemp As Double Dim i As Integer 'Dim j As Integer Dim Interations As Integer Dim Number As Integer Dim EOQArray() As Double Ttemp = WorksheetFunction.Max(Range(Sheets("Doll_Whybark").Cells(3, 12), Sheets("Doll_Whybark").Cells(22, 12))) 'tijdelijke minimale frequentie Number=20-WorksheetFunction.CountBlank(Range(Sheets("Doll_Whybark").Cells(3, 12), Sheets("Doll_Whybark").Cells(22, 12))) 'aantal ingevoerde families Iterations = 1 For i = 1 To 2 * Number Sheets("Doll_Whybark").Cells(17 + i, 3).Value = Ttemp Next i 'ReDim EOQArray(1 To Number) 'For j = 1 To Number 'EOQArray(j) = Sheets("Doll_Whybark").Cells(2 + j, 12).Value 'Next j Titeration = Sheets("Doll_Whybark").Cells(50, 7).Value Do While Ttemp - Titeration <> 0 Iterations = Iterations + 1 Ttemp = Titeration i = 1 For i = 1 To 2 * Number Sheets("Doll_Whybark").Cells(17 + i, 3).Value = Ttemp Next i Titeration = Sheets("Doll_Whybark").Cells(50, 7).Value Loop Sheets("Doll_Whybark").Cells(50, 2).Value = Iterations End Sub
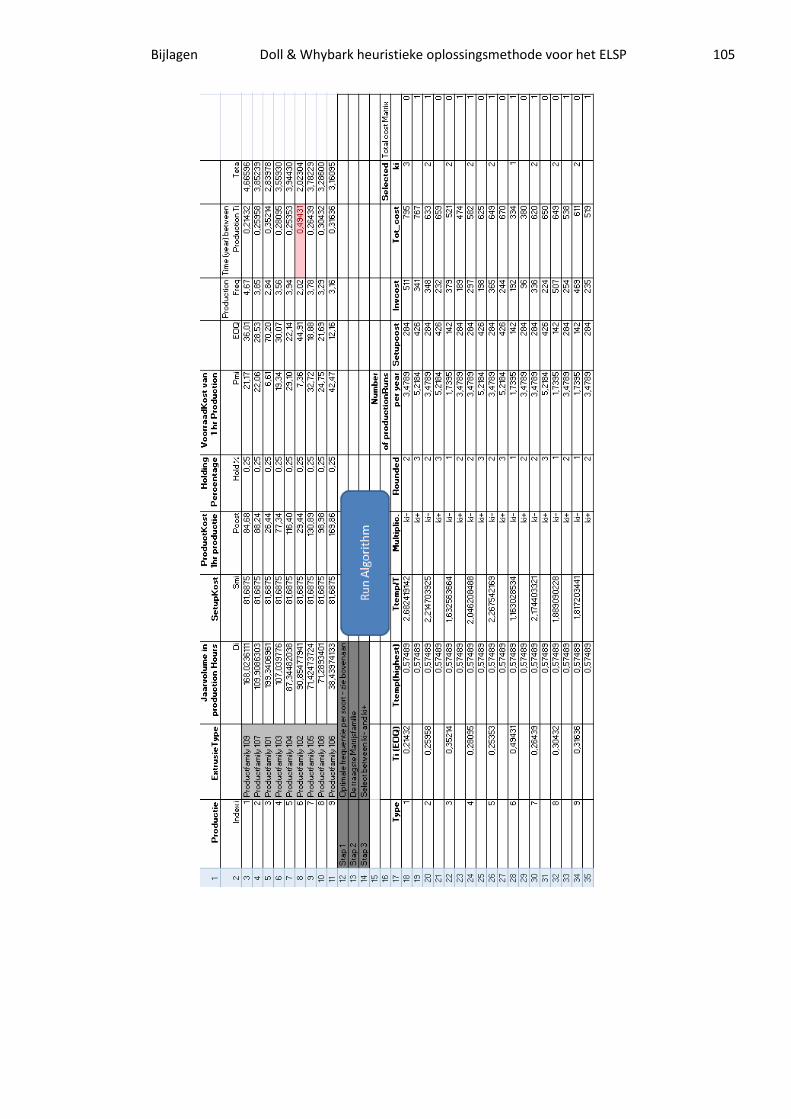
Bijlagen Doll & Whybark heuristieke oplossingsmethode voor het ELSP 105
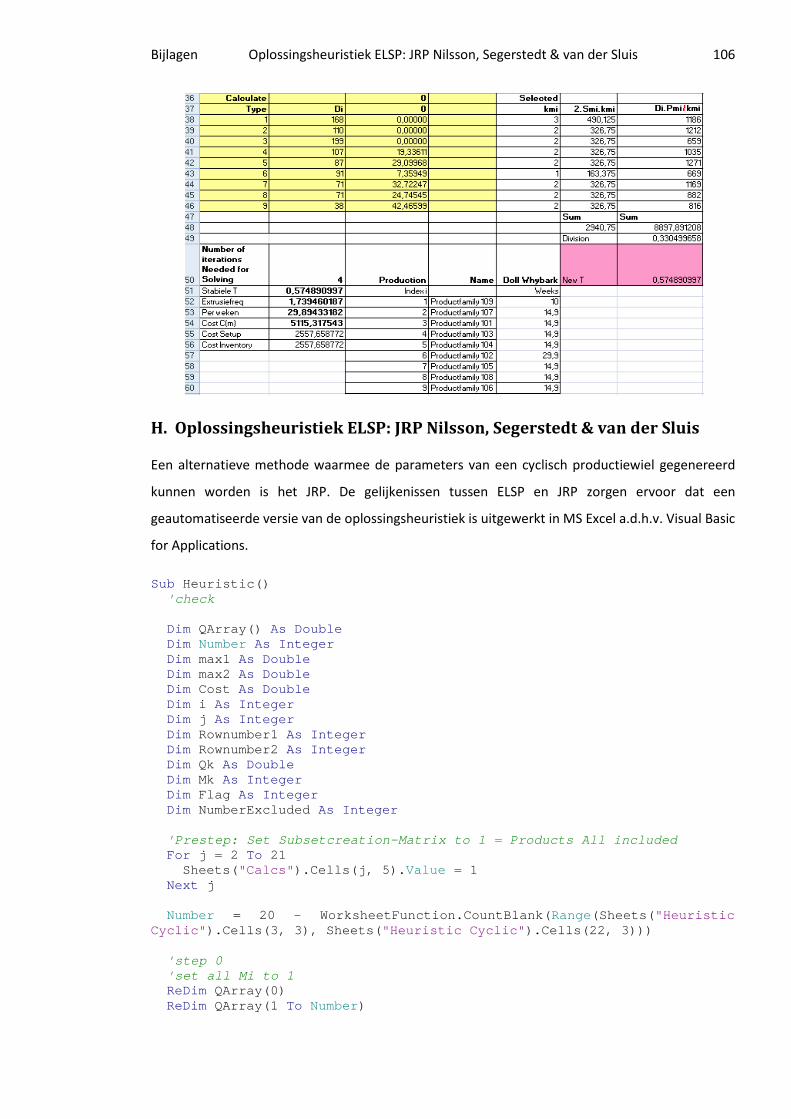
Bijlagen Oplossingsheuristiek ELSP: JRP Nilsson, Segerstedt & van der Sluis 106
H. Oplossingsheuristiek ELSP: JRP Nilsson, Segerstedt & van der Sluis
Een alternatieve methode waarmee de parameters van een cyclisch productiewiel gegenereerd
kunnen worden is het JRP. De gelijkenissen tussen ELSP en JRP zorgen ervoor dat een
geautomatiseerde versie van de oplossingsheuristiek is uitgewerkt in MS Excel a.d.h.v. Visual Basic
for Applications.
Sub Heuristic() 'check Dim QArray() As Double Dim Number As Integer Dim max1 As Double Dim max2 As Double Dim Cost As Double Dim i As Integer Dim j As Integer Dim Rownumber1 As Integer Dim Rownumber2 As Integer Dim Qk As Double Dim Mk As Integer Dim Flag As Integer Dim NumberExcluded As Integer 'Prestep: Set Subsetcreation-Matrix to 1 = Products All included For j = 2 To 21 Sheets("Calcs").Cells(j, 5).Value = 1 Next j Number = 20 - WorksheetFunction.CountBlank(Range(Sheets("Heuristic Cyclic").Cells(3, 3), Sheets("Heuristic Cyclic").Cells(22, 3))) 'step 0 'set all Mi to 1 ReDim QArray(0) ReDim QArray(1 To Number)
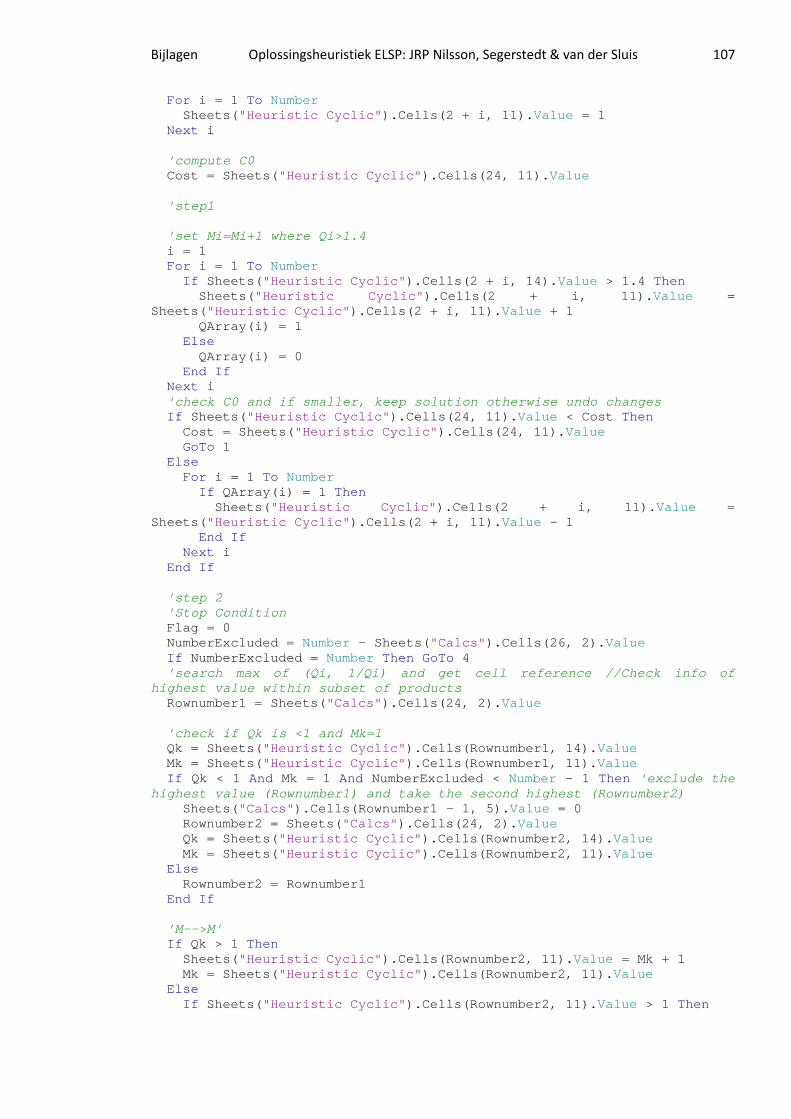
Bijlagen Oplossingsheuristiek ELSP: JRP Nilsson, Segerstedt & van der Sluis 107
For i = 1 To Number Sheets("Heuristic Cyclic").Cells(2 + i, 11).Value = 1 Next i 'compute C0 Cost = Sheets("Heuristic Cyclic").Cells(24, 11).Value 'step1 'set Mi=Mi+1 where Qi>1.4 i = 1 For i = 1 To Number If Sheets("Heuristic Cyclic").Cells(2 + i, 14).Value > 1.4 Then Sheets("Heuristic Cyclic").Cells(2 + i, 11).Value = Sheets("Heuristic Cyclic").Cells(2 + i, 11).Value + 1 QArray(i) = 1 Else QArray(i) = 0 End If Next i 'check C0 and if smaller, keep solution otherwise undo changes If Sheets("Heuristic Cyclic").Cells(24, 11).Value < Cost Then Cost = Sheets("Heuristic Cyclic").Cells(24, 11).Value GoTo 1 Else For i = 1 To Number If QArray(i) = 1 Then Sheets("Heuristic Cyclic").Cells(2 + i, 11).Value = Sheets("Heuristic Cyclic").Cells(2 + i, 11).Value - 1 End If Next i End If 'step 2 'Stop Condition Flag = 0 NumberExcluded = Number - Sheets("Calcs").Cells(26, 2).Value If NumberExcluded = Number Then GoTo 4 'search max of (Qi, 1/Qi) and get cell reference //Check info of highest value within subset of products Rownumber1 = Sheets("Calcs").Cells(24, 2).Value 'check if Qk is <1 and Mk=1 Qk = Sheets("Heuristic Cyclic").Cells(Rownumber1, 14).Value Mk = Sheets("Heuristic Cyclic").Cells(Rownumber1, 11).Value If Qk < 1 And Mk = 1 And NumberExcluded < Number - 1 Then 'exclude the highest value (Rownumber1) and take the second highest (Rownumber2) Sheets("Calcs").Cells(Rownumber1 - 1, 5).Value = 0 Rownumber2 = Sheets("Calcs").Cells(24, 2).Value Qk = Sheets("Heuristic Cyclic").Cells(Rownumber2, 14).Value Mk = Sheets("Heuristic Cyclic").Cells(Rownumber2, 11).Value Else Rownumber2 = Rownumber1 End If 'M-->M' If Qk > 1 Then Sheets("Heuristic Cyclic").Cells(Rownumber2, 11).Value = Mk + 1 Mk = Sheets("Heuristic Cyclic").Cells(Rownumber2, 11).Value Else If Sheets("Heuristic Cyclic").Cells(Rownumber2, 11).Value > 1 Then
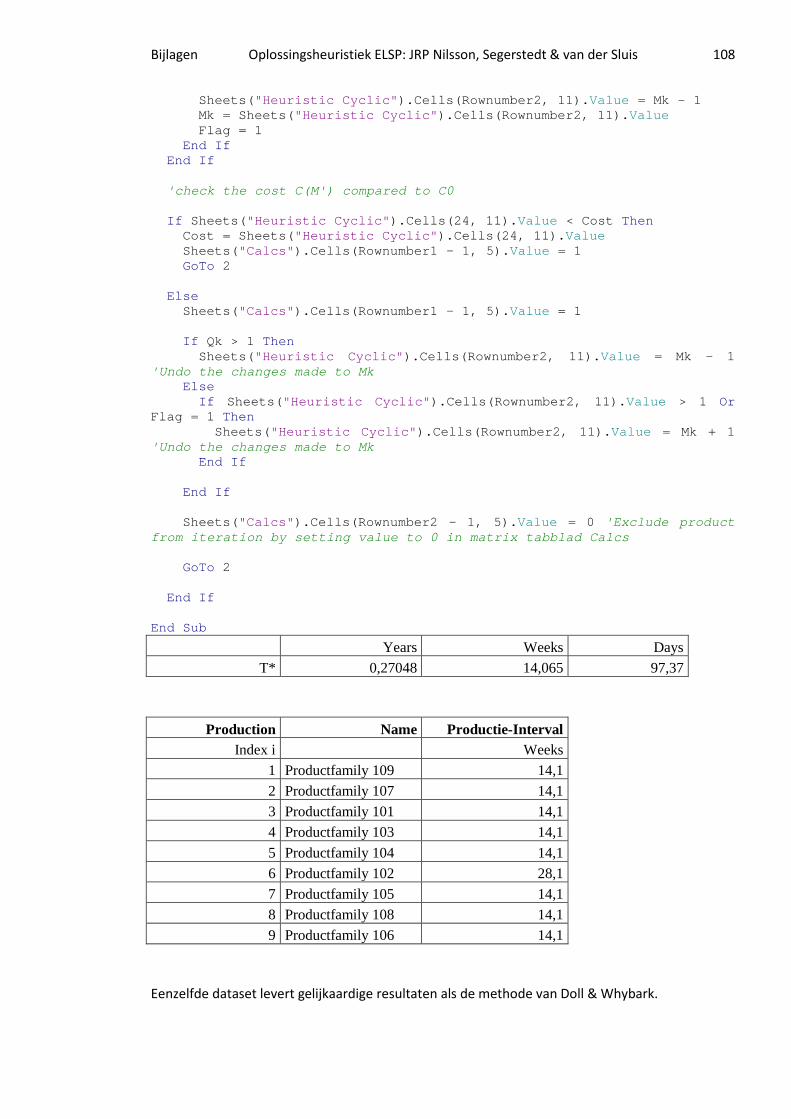
Bijlagen Oplossingsheuristiek ELSP: JRP Nilsson, Segerstedt & van der Sluis 108
Sheets("Heuristic Cyclic").Cells(Rownumber2, 11).Value = Mk - 1 Mk = Sheets("Heuristic Cyclic").Cells(Rownumber2, 11).Value Flag = 1 End If End If 'check the cost C(M') compared to C0 If Sheets("Heuristic Cyclic").Cells(24, 11).Value < Cost Then Cost = Sheets("Heuristic Cyclic").Cells(24, 11).Value Sheets("Calcs").Cells(Rownumber1 - 1, 5).Value = 1 GoTo 2 Else Sheets("Calcs").Cells(Rownumber1 - 1, 5).Value = 1 If Qk > 1 Then Sheets("Heuristic Cyclic").Cells(Rownumber2, 11).Value = Mk - 1 'Undo the changes made to Mk Else If Sheets("Heuristic Cyclic").Cells(Rownumber2, 11).Value > 1 Or Flag = 1 Then Sheets("Heuristic Cyclic").Cells(Rownumber2, 11).Value = Mk + 1 'Undo the changes made to Mk End If End If Sheets("Calcs").Cells(Rownumber2 - 1, 5).Value = 0 'Exclude product from iteration by setting value to 0 in matrix tabblad Calcs GoTo 2 End If End Sub
Years Weeks Days T* 0,27048 14,065 97,37
Production Name Productie-Interval
Index i Weeks 1 Productfamily 109 14,1 2 Productfamily 107 14,1 3 Productfamily 101 14,1 4 Productfamily 103 14,1 5 Productfamily 104 14,1 6 Productfamily 102 28,1 7 Productfamily 105 14,1 8 Productfamily 108 14,1 9 Productfamily 106 14,1
Eenzelfde dataset levert gelijkaardige resultaten als de methode van Doll & Whybark.
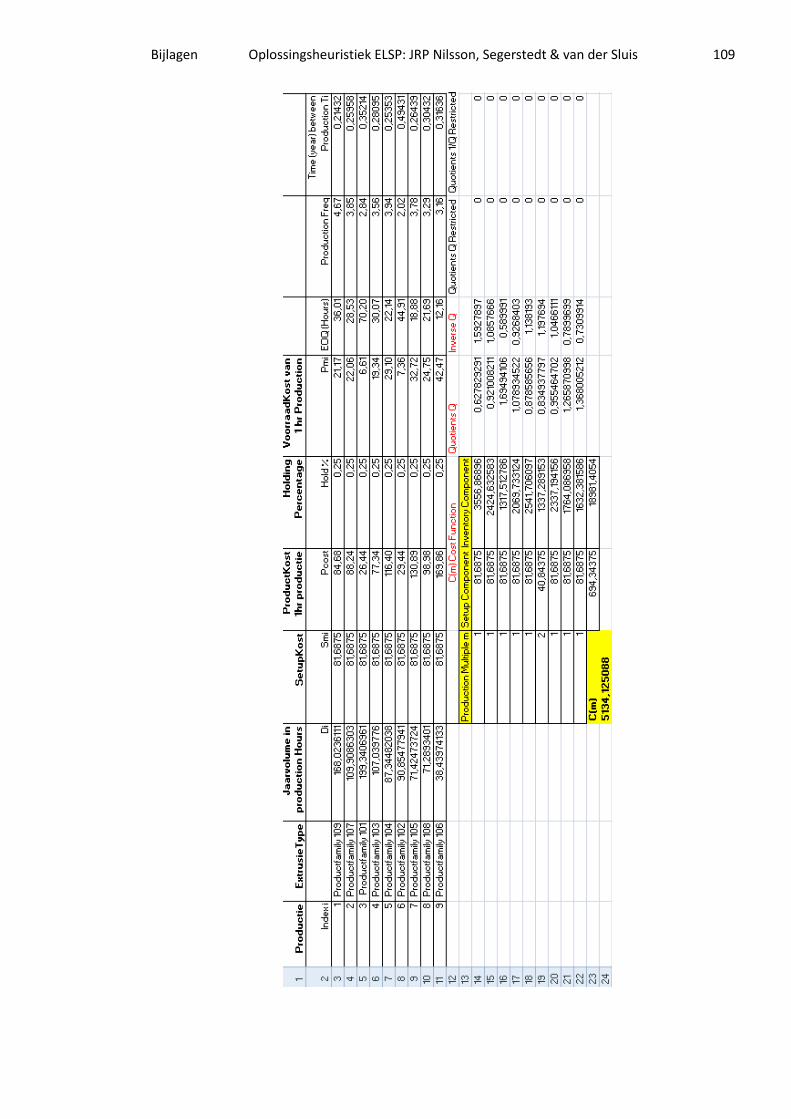
Bijlagen Oplossingsheuristiek ELSP: JRP Nilsson, Segerstedt & van der Sluis 109

Bijlagen Tabelwaarden densiteitsfunctie P2 Model 110
I. Tabelwaarden densiteitsfunctie P2 Model
k H'(k) k H'(k) 4 0 1,95 0,00969
3,95 0 1,9 0,1105 3,9 0,00001 1,85 0,01257
3,85 0,00001 1,8 0,01427 3,8 0,00001 1,75 0,01617
3,75 0,00002 1,7 0,01828 3,7 0,00002 1,65 0,02063
3.65 0,00003 1,6 0,02324 3,6 0,00003 1,55 0,02612
3,55 0,00004 1,5 0,0293 3,5 0,00005 1,45 0,03281
3,45 0,00007 1,4 0,03666 3,4 0,00008 1,35 0,04089
3,35 0,0001 1,3 0,04552 3,3 0,00012 1,25 0,05058
3,25 0,00015 1,2 0,0561 3,2 0,00018 1,15 0,0621
3,15 0,00022 1,1 0,06861 3,1 0,00026 1,05 0,07568
3,05 0,00031 1 0,08331 3 0,00038 0,95 0,09155
2,95 0,00045 0,9 0,10043 2,9 0,00054 0,85 0,10997
2,85 0,00064 0,8 0,1202 2,8 0,00076 0,75 0,13116
2,75 0,00089 0,7 0,14287 2,7 0,00106 0,65 0,15537
2,65 0,00124 0,6 0,16867 2,6 0,00146 0,55 0,1828
2,55 0,00171 0,5 0,19779 2,5 0,002 0,45 0,21366
2,45 0,00233 0,4 0,23043 2,4 0,00272 0,35 0,24813
2,35 0,00315 0,3 0,26676 2,3 0,00366 0,25 0,28634
2,25 0,00423 0,2 0,30689 2,2 0,00488 0,15 0,32542
2,15 0,00577 0,1 0,35093 2,1 0,00646 0,05 0,37444
2,05 0,00741 0 0,39894 2 0,00849

Bijlagen Normmodel MTS eindproducten 111
J. Normmodel MTS eindproducten
Eindproducten Cycl
isch
Vraa
g D
St
.dev
. Vr
aag
Lead
- tim
e LT
CO
V -
LT
Stde
v D
urin
g LT
Q P
rakt
ijk
Best
el-
punt
(=
D*L
T+ S
S)
Nor
m
Min
(SS)
Max
CB500 1 1162 1170 1 0,15 1183 5821 3102 4850 1939 7760 CB500N 1 1200 6017 1 0,15 6020 12229 11072 15987 9872 22101 CB501 1 727 523 1 0,15 534 4003 1604 2878 877 4879 CB501N 1 820 5539 1 0,15 5540 8410 9906 13291 9086 17496 CB502 1 531 497 1 0,15 503 2597 1356 2124 825 3422 CB502N 1 157 565 1 0,15 565 1335 1083 1594 927 2261 CB510 1 575 559 1 0,15 565 2738 1502 2296 927 3665 CB510N 1 283 1138 1 0,15 1138 2460 2150 3097 1867 4327 CB511 1 461 258 1 0,15 267 1942 899 1409 438 2380 CB511N 1 162 489 1 0,15 490 1028 965 1317 803 1831 CB520 1 784 638 1 0,15 649 3068 1847 2598 1064 4132 CB520N 1 383 1613 1 0,15 1614 3396 3031 4346 2648 6044 CB521 1 516 418 1 0,15 425 2306 1213 1850 697 3003 CB521N 1 220 853 1 0,15 854 1949 1621 2375 1401 3349 CB522 1 336 308 1 0,15 312 1633 848 1329 512 2146 CB522N 1 143 460 1 0,15 461 959 898 1235 756 1715 CB523 1 555 438 1 0,15 446 2410 1287 1937 732 3142 CB523N 1 274 1016 1 0,15 1016 2074 1941 2704 1667 3741 CX100 1 752 522 1 0,15 534 2863 1628 2308 876 3739 CX100-2438 1 20 153 1 0,15 153 558 271 530 251 809 CX101 1 168 183 1 0,15 184 816 470 710 302 1118 CX101-2438 1 10 74 1 0,15 74 576 131 409 121 697 CX106 1 478 374 1 0,15 380 1943 1102 1595 624 2567 CX106-2438 1 25 71 1 0,15 71 394 142 314 117 511 CX107 1 80 99 1 0,15 99 419 243 373 163 582 CX107-2438 1 8 47 1 0,15 47 240 86 198 78 318 CX109 1 662 519 1 0,15 528 2712 1528 2222 866 3578 CX110 1 727 736 1 0,15 744 2636 1947 2538 1220 3856 CX115 1 625 722 1 0,15 728 2532 1819 2460 1194 3726 CX123 1 660 378 1 0,15 390 2439 1300 1859 640 3079 CX123-2438 1 25 109 1 0,15 109 458 205 408 179 637 CX124 1 735 590 1 0,15 600 2740 1719 2354 984 3724 CX126 1 252 292 1 0,15 294 1214 734 1089 482 1696 CX127 1 403 506 1 0,15 509 1542 1238 1606 835 2377 CX127-2438 1 8 66 1 0,15 66 290 116 253 108 398 CX128 1 119 138 1 0,15 139 660 347 558 228 887 CX128-2438 1 1 0 1 0,15 0 180 1 90 0 180 CX129 1 125 193 1 0,15 194 663 443 649 318 981 CX135 1 42 55 1 0,15 56 552 134 367 91 643

Bijlagen Normmodel MTS eindproducten 112
CX136 1 89 75 1 0,15 76 671 213 460 124 796 DX119-2300 1 341 288 1 0,15 293 1103 821 1032 480 1583 KX001 1 8 30 1 0,15 30 79 58 89 50 129 KX003 1 8 31 1 0,15 31 102 59 102 51 153 PX103 1 1350 1141 1 0,15 1159 5015 3251 4409 1901 6916 PX120 1 771 561 1 0,15 573 2018 1710 1948 939 2958 PX130 1 59 64 1 0,15 65 1280 166 747 107 1387 PX131 1 92 84 1 0,15 85 1265 232 772 140 1405 PX144 1 383 242 1 0,15 249 1144 791 980 408 1552 PX145 1 24 72 1 0,15 72 2250 143 1244 119 2369 PX146 1 48 68 1 0,15 68 405 159 314 112 517 SX104 1 456 454 1 0,15 459 1186 1209 1346 753 1938 SX105 1 959 701 1 0,15 715 2592 2132 2469 1173 3765 SX118 1 996 674 1 0,15 690 2453 2128 2359 1132 3585 SX122 1 510 431 1 0,15 438 1560 1228 1499 718 2279 SX125 1 613 506 1 0,15 515 1921 1458 1805 844 2765 SX137 1 644 485 1 0,15 494 1649 1454 1635 811 2460 SX137-2438 1 0 0 1 0,15 0 128 0 64 0 128 SX155 1 404 325 1 0,15 331 1340 947 1212 542 1882 CX108 0 372 191 3 0,45 371 1242 1724 1229 608 1850 CX111 0 400 332 3 0,45 603 2093 2187 2035 988 3082 CX112 0 319 276 3 0,45 499 1027 1775 1333 819 1846 CX132 0 659 870 3 0,45 1536 2483 4495 3761 2520 5003 CX133 0 812 995 3 0,45 1761 3009 5324 4392 2888 5897 CX134 0 318 456 3 0,45 802 1911 2271 2271 1316 3227 CX141 0 86 270 3 0,45 469 1313 1027 1426 769 2082 CX142 0 37 48 3 0,45 84 1250 250 763 138 1388 CX143 0 105 136 3 0,45 240 1256 708 1021 393 1649 CX148 0 269 231 3 0,45 417 1471 1492 1420 684 2155 CX151 0 63 103 3 0,45 181 1953 486 1273 296 2249 CX153 0 67 119 3 0,45 209 1288 542 986 342 1630 CX154 0 288 291 3 0,45 521 1797 1718 1752 854 2651 DX121-2300 0 187 159 3 0,45 288 1064 1032 1005 473 1537 DX157-2300 0 219 266 3 0,45 472 1280 1432 1414 774 2054 KX002 0 2 11 3 0,45 19 33 39 48 32 65 KX004 0 5 23 3 0,45 41 58 80 96 67 125 PX102 0 208 167 3 0,45 304 1264 1124 1130 498 1762 PX113 0 236 127 3 0,45 244 1204 1109 1002 400 1603 PX114 0 89 86 3 0,45 154 750 519 627 252 1002 PX116 0 411 299 3 0,45 549 2159 2134 1980 901 3060 PX117 0 359 258 3 0,45 475 1594 1855 1576 779 2373 PX147 0 52 38 3 0,45 70 527 271 378 115 641 SX138 0 286 275 3 0,45 493 970 1666 1293 808 1778 SX138-2438 0 0 0 3 0,45 0 130 1 65 0 130 SX156 0 164 137 3 0,45 248 779 898 796 406 1185
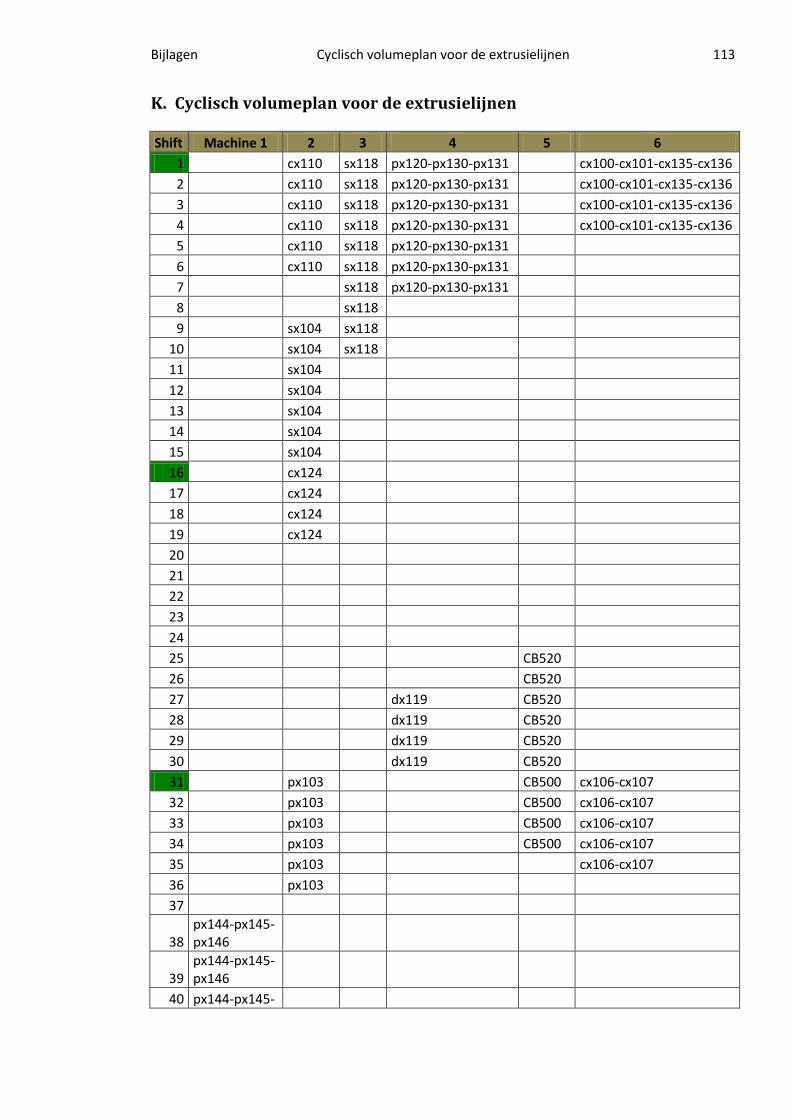
Bijlagen Cyclisch volumeplan voor de extrusielijnen 113
K. Cyclisch volumeplan voor de extrusielijnen
Shift Machine 1 2 3 4 5 6 1
cx110 sx118 px120-px130-px131
cx100-cx101-cx135-cx136
2
cx110 sx118 px120-px130-px131
cx100-cx101-cx135-cx136 3
cx110 sx118 px120-px130-px131
cx100-cx101-cx135-cx136
4
cx110 sx118 px120-px130-px131
cx100-cx101-cx135-cx136 5
cx110 sx118 px120-px130-px131
6
cx110 sx118 px120-px130-px131 7
sx118 px120-px130-px131
8
sx118 9
sx104 sx118
10
sx104 sx118 11
sx104
12
sx104 13
sx104
14
sx104 15
sx104
16
cx124 17
cx124
18
cx124 19
cx124
20 21 22 23 24 25
CB520 26
CB520
27
dx119 CB520 28
dx119 CB520
29
dx119 CB520 30
dx119 CB520
31
px103
CB500 cx106-cx107 32
px103
CB500 cx106-cx107
33
px103
CB500 cx106-cx107 34
px103
CB500 cx106-cx107
35
px103
cx106-cx107 36
px103
37
38 px144-px145-px146
39
px144-px145-px146
40 px144-px145-

Bijlagen Cyclisch volumeplan voor de extrusielijnen 114
px146
41 px144-px145-px146
42
px144-px145-px146
43
px144-px145-px146
44
px144-px145-px146
45
px144-px145-px146
46
cx126 sx155
CB521 cx100-cx101-cx135-cx136 47
cx126 sx155
CB521 cx100-cx101-cx135-cx136
48
cx126 sx155
CB521 cx100-cx101-cx135-cx136 49
cx126 sx155
CB521 cx100-cx101-cx135-cx136
50
cx126 sx155 51
52 53 54 55
SX137 56
SX137
57
SX137 58
SX137
59
SX137 60
SX137
61
cx110 sx118 px120-px130-px131
cx123 62
cx110 sx118 px120-px130-px131
cx123
63
cx110 sx118 px120-px130-px131
cx123 64
cx110 sx118 px120-px130-px131
65
cx110 sx118 px120-px130-px131 66
cx110 sx118 px120-px130-px131
67
sx118 px120-px130-px131 68
sx118
69
sx118
cx127-cx128-cx129 70
sx118
cx127-cx128-cx129
71
sx125
cx127-cx128-cx129 72
cx115 sx125
cx127-cx128-cx129
73
cx115 sx125
cx127-cx128-cx129 74
cx115 sx125
cx127-cx128-cx129
75
cx115 sx125
cx127-cx128-cx129 76
sx105
CB522
77
sx105
CB522 78
sx105
CB522
79
sx105 80
sx105

Bijlagen Cyclisch volumeplan voor de extrusielijnen 115
81
sx105 82
sx105
83 UF sx105 84 UF
85 UF
cx109 86 UF
sx122
cx109
87 UF
sx122 dx119
cx109 88 UF
sx122 dx119
cx109
89 UF
sx122 dx119
cx109 90 UF
sx122 dx119
cx109
91
px103
CB523 cx100-cx101-cx135-cx136 92
px103
CB523 cx100-cx101-cx135-cx136
93
px103
cx100-cx101-cx135-cx136 94
px103
cx100-cx101-cx135-cx136
95
px103 96
px103
97
98 px144-px145-px146
99
px144-px145-px146 sx104
100
px144-px145-px146 sx104
101
px144-px145-px146 sx104
102
px144-px145-px146 sx104
103
px144-px145-px146 sx104
104
px144-px145-px146 sx104
105
px144-px145-px146 sx104
106
CB510 107
CB510
108 109 110 111 112 113 114 115
SX137 116
SX137
CB501
117
SX137
CB501 118
SX137
CB501
119
SX137
CB501

Bijlagen Cyclisch volumeplan voor de extrusielijnen 116
120
SX137
CB501 121
cx110 sx118 px120-px130-px131
cx106-cx107
122
cx110 sx118 px120-px130-px131
cx106-cx107 123
cx110 sx118 px120-px130-px131
cx106-cx107
124
cx110 sx118 px120-px130-px131
cx106-cx107 125
cx110 sx118 px120-px130-px131
cx106-cx107
126
cx110 sx118 px120-px130-px131 127
sx118 px120-px130-px131
128
sx118 129
sx118
130
sx118 131
132 133 134 135 136
cx126 sx155
CB511 cx100-cx101-cx135-cx136 137
cx126 sx155
CB511 cx100-cx101-cx135-cx136
138
cx126 sx155
cx100-cx101-cx135-cx136 139
cx126 sx155
cx100-cx101-cx135-cx136
140
cx126 sx155 141
142 143 144 145 146 147
dx119 148
dx119
149
dx119 150
dx119
151
cx124 px103
cx123 152
cx124 px103
cx123
153
cx124 px103
cx123 154
cx124 px103
155
px103 156
px103
157
158 px144-px145-px146
159
px144-px145-px146
cx127-cx128-cx129
160 px144-px145-px146
cx127-cx128-cx129
161 px144-px145-px146
sx125
cx127-cx128-cx129
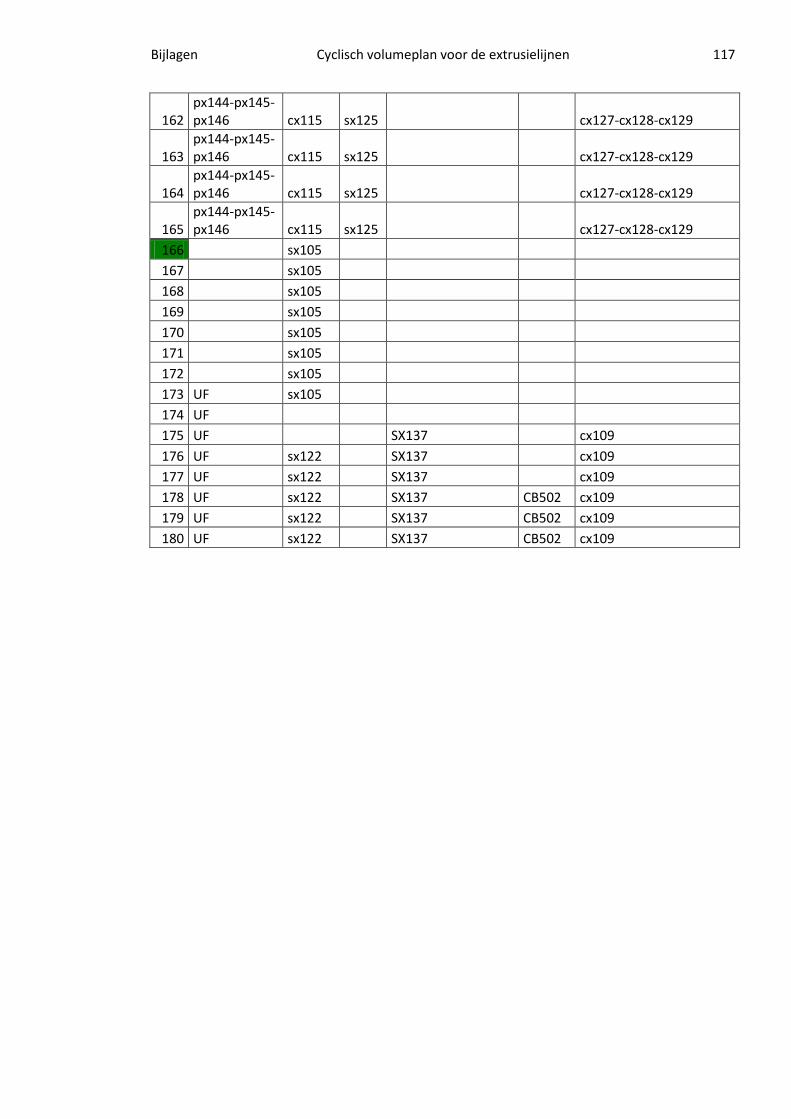
Bijlagen Cyclisch volumeplan voor de extrusielijnen 117
162 px144-px145-px146 cx115 sx125
cx127-cx128-cx129
163 px144-px145-px146 cx115 sx125
cx127-cx128-cx129
164 px144-px145-px146 cx115 sx125
cx127-cx128-cx129
165 px144-px145-px146 cx115 sx125
cx127-cx128-cx129
166
sx105 167
sx105
168
sx105 169
sx105
170
sx105 171
sx105
172
sx105 173 UF sx105 174 UF
175 UF
SX137
cx109 176 UF sx122
SX137
cx109
177 UF sx122
SX137
cx109 178 UF sx122
SX137 CB502 cx109
179 UF sx122
SX137 CB502 cx109 180 UF sx122
SX137 CB502 cx109
Bibliografie 118
Bibliografie
Aghezzaf E. H., (2009), Advanced Methods in Operations Research, Course notes.
Ashayeri J., Heuts R., Lansdaal H., Strijbosch L., (2006), Cyclic production–inventory planning and
control in the pre-Deco industry: A case study, Int. J. Production Economics 103, p. 715-725.
Axsäter S., (2000), Inventory Control, Kluwer, Boston.
Bitran G., Yanasse H., (1982), Computational complexity of the capacitated lot size problem.
Management Science 28, p. 1174-1185.
Bitran G., Haas E., Hax A., (1982), Hierarchical production planning: a two-stage system.
Operations Research, p. 232-251.
Boute R., Lambrecht M., Lambrechts O., Sterckx P., (2007), An Analysis of Inventory Turnover in
the Belgian Manufacturing Industry, Wholesale and Retail and the Financial Impact on Inventory
Reduction.
Brander P., Forsberg R., (2005), Cyclic lot scheduling with sequence-dependent setups: A heuristic
for disassembly processes, International Journal of Production Research, 43 (2), p. 295-310.
Cachon G., Terwiesch C., (2005), Matching Supply With Demand: An Introduction To Operations
Management, Irwin Professional Publication.
Camp W., (1922), Determining the production order quantity. Management Engineering 2, p. 17-
18.
Chopra S., Meindl P., (2007), Supply Chain Management: Strategy, Planning, and Operation (3rd
ed.), Pearson-Prentice Hall, Upper Saddle River.
Christopher M., (1998), Logistics and Supply Chain Management, FT Prentice Hall, London.
Dobson G., (1987), The economic lot scheduling problem: achieving feasibility using time varying
lot sizes, Operations Research 35, p. 764-771.
Doll C., Whybark, D., (1973), An iterative procedure for the single-machine multi-product lot
scheduling problem. Management Science, 20, p. 50-55.
Bibliografie 119
Drexl A., Kimms A., (1997), Lot sizing and scheduling- Survey and extensions, European Journal of
Operational Research 99, p. 221-235
Elmaghraby S., (1978), The Economic Lot Scheduling Problem (ELSP): Review and Extensions,
Management Science, Vol. 24, Nr. 6, p. 587-598.
Eppen G., Martin R., (1987), Solving multi-item capacitated lot-sizing problems using variable
redefinition, Operations Research 35, p. 832-848.
Hall R., (1988), Cyclic Scheduling for Improvement, International Journal of Production Research,
Vol. 26, nr. 3, p. 457-472.
Jackson P., Maxwell W., Muckstadt J., (1988), Determining optimal reorder intervals in
capacitated production-distribution systems, Management Science, vol. 34, nr. 8, p. 938-958.
Neumann K., Schwindt C., Trautmann N., (2002), Advanced production scheduling for batch plants
in process industries, OR Spectrum 24, 251–279.
Nilsson, Segerstedt, van der Sluis, (2005), A new iterative heuristic to solve the Joint
Replenishment Problem using a spreadsheet technique, International Journal of Production
Economics.
Quadt D., (2004), Lot-sizing and scheduling for flexible flow lines, Springer.
Sanchez R., Heene A., (2004), The New Strategic Management: Organizations, Competition and
Competence, John Wiley & Sons.
Silver S., Pyke P., Peterson P., (1998), Inventory Management and Production Planning and
Scheduling, John Wiley & Sons, 3rd edition.
Sox C., Muckstadt J., (1997), Optimization-based planning for the stochastic lot-scheduling
problem, IIE Transactions 29, nr. 5, p. 349-357.
Sox C., Jackson P.L., Bowman A., Muckstadt, J., (1999), A review of the stochastic lot scheduling
problem. International Journal of Production Economics 62, 181–200.
Vaughan T., (2007), Cyclical schedules vs. dynamic sequencing: replenishment dynamics and
inventory efficiency, International Journal of Production Economics, 107, p. 518-527.

Bibliografie 120
Van den broecke F., Van Landeghem H., Aghezzaf E., (2005), An application of cyclical master
production scheduling in a multi-stage, multi-product environment. Production Planning &
Control 16, nr. 8, p. 796-809.
Van den broecke F., (2006), Cyclische productieplanning binnen een multifase, multiproduct
productieomgeving.
Van Goubergen D., (2009), Design of manufacturing and service operations, cursusnota’s.
Van Landeghem H., (2009), Inleiding tot bedrijfs- en productiebeheer, Partim B: Inleiding tot
productiebeheer, cursusnota’s.
Whybark D., (1984), Production Planning and Control at Kumera Oy, Production and Inventory
Management, 25, nr. 1.
Williams M., (2001), Ten keys to inventory reduction, International conference proceedings 2001
Apics, San Antonio, Article A-09 op CDROM.
Zipkin E., (1991), Computing optimal lot sizes in the economic lot scheduling problem, Operations
Research 39, p. 56-63.
Vaughan T., (2006), Lot size effects on process lead time, lead time demand, and safety stock.
International Journal of Production Economics Vol. 100, nr. 1, p. 1-9.
Lijst van Figuren 121
Lijst van Figuren
Figuur 1: Producten Orac N.V. ............................................................................................................ 3
Figuur 2: De productopbouw .............................................................................................................. 4
Figuur 3: Voorstelling productgamma’s .............................................................................................. 5
Figuur 4: Value Stream Extrusielijn ..................................................................................................... 6
Figuur 5: Profiel van een matrijs ......................................................................................................... 7
Figuur 6: Matrijsomstellingen extrusieproces .................................................................................... 7
Figuur 7: Globaal beeld extrusiehal met voorraad aan halffabricaat ................................................. 8
Figuur 8: ERP Productiecontrole ....................................................................................................... 10
Figuur 9: Concept Cyclisch Plannen .................................................................................................. 12
Figuur 10: Een samenvatting van "Batching" .................................................................................... 14
Figuur 11: Capaciteitsbenutting in functie van reeksgrootte (= Wiellengte) ................................... 15
Figuur 12: Jaarlijkse voorraad- en bestelkosten ............................................................................... 18
Figuur 13: Voorraadverloop EOQ-Model .......................................................................................... 19
Figuur 14: Voorraadverloop EPQ-Model .......................................................................................... 19
Figuur 15: Kosten-batenanalyse van servicegraad ........................................................................... 22
Figuur 16: Voorraadverloop bij continue herziening ........................................................................ 23
Figuur 17: Voorraadverloop bij periodieke herziening ..................................................................... 23
Figuur 18: Bestelpuntsysteem vergeleken met Cyclisch Produceren ............................................... 34
Figuur 19: Onderzoeksopzet ............................................................................................................. 39
Figuur 20: X-Type Productstructuur .................................................................................................. 42
Figuur 21: Kostencomponenten van voorraad ................................................................................. 43
Figuur 22: Principe shiftkosten uit doelfunctie MIP ......................................................................... 48
Figuur 23: Matrixvoorstelling Productieplan (MS DOS) .................................................................... 54
Figuur 24: Matrixvoorstelling Productieplan (MS Excel) .................................................................. 54
Figuur 25: Grafisch productieplan (MS Excel) ................................................................................... 55
Figuur 26: Pareto-analyse Axxent-matrijzen ..................................................................................... 59
Figuur 27: Pareto-analyse Basixx-matrijzen ...................................................................................... 60
Figuur 28: Voorraadverloop productfamilie 1 (Matrijs 1) ................................................................ 72
Figuur 29: Productieplanningsbord (Productfamilie 1) .................................................................... 73

Lijst van Tabellen 122
Lijst van Tabellen
Tabel 1: Aantal dagen voorraad in enkele sectoren ......................................................................... 16
Tabel 2: Overzicht bestelsystemen ................................................................................................... 24
Tabel 3: Illustratie productiedata ...................................................................................................... 40
Tabel 4: Samenvoegen van eindproducten en halffabricaten .......................................................... 41
Tabel 5:Variantie op verschillende aggregatieniveaus ..................................................................... 42
Tabel 6: Samenvatting omstelparameters ........................................................................................ 61
Tabel 7: EOQ-berekeningen Axxent .................................................................................................. 62
Tabel 8: EOQ-berekeningen Basixx ................................................................................................... 62
Tabel 9: Theoretische Productiefrequenties en Wiellengte (Axxent: 20 Productfamilies) .............. 63
Tabel 10: Theoretische Productiefrequenties en Wiellengte (Basixx:9 Productfamilies) ................ 64
Tabel 11:Praktische Productiefrequenties en Wiellengte (Axxent) .................................................. 65
Tabel 12:Praktische Productiefrequenties en Wiellengte (Basixx) ................................................... 66
Tabel 13: Resultaat mathematisch planningsmodel (AMPL-Cplex) .................................................. 67
Tabel 14: Resultaat Heuristiek Planningsmodel (Excel) .................................................................... 67
Tabel 15: vergelijking tussen huidige productie en cyclische modellen ........................................... 68
Tabel 16: Abstract cyclisch volumeplan ............................................................................................ 71
Tabel 17:Illustratie productieverloop ............................................................................................... 71
Tabel 18: Gemiddelde voorraad halffabricaat (Bufferbakken + Financieel) ..................................... 74
Tabel 19: Evolutie totale veiligheidsvoorraad per kwartaal ............................................................. 74
Tabel 20: (Veiligheids-)Voorraad en reeksgrootte CX100-2000-SF (30-09-2009 tot 30-09-2010) ... 75
Tabel 21: Variantie niet-cyclisch halffabricaat (CX108-2000-SF) ...................................................... 77
Tabel 22: Berekening Normmodel Niet-Cyclische SF (P1 Model) ..................................................... 78
Tabel 23: Variantie halffabricaat (Vb: Productfamilie 1) .................................................................. 79
Tabel 24: Normmodel voorraad Cyclische SF (P2 Model) ................................................................. 81
Tabel 25: Verschuiving veiligheidsvoorraad naar cyclische voorraad .............................................. 82
Tabel 26: Productkostenstructuur .................................................................................................... 83
Tabel 27: Abstract van het Normmodel Eindproducten (P1 Model) ................................................ 84





























