Embed Size (px)
Citation preview
We will learn about operation during transitions
Transitions involve planned transient behaviour between different initial and final conditions.
Continuous processes• Startup and shutdown• Regeneration• Blocked operation • Load following
Batch Processes• No steady-state operation
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
1
Operation during transitions
Operation during transitionsStartup and shutdown
Special equipment and procedures are required for starting and stopping process operations.
• These are when most accidents and serious hazards occur - be very thorough in planning and training
• Need to load material during startup and drain material for shutdown.
• Need to heat and/or cool to approach normal process conditions or return to ambient.
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
2
FC1
Cold feed
Hot effluent
Cold product
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
3
Operation during transitionsStartup and shutdown
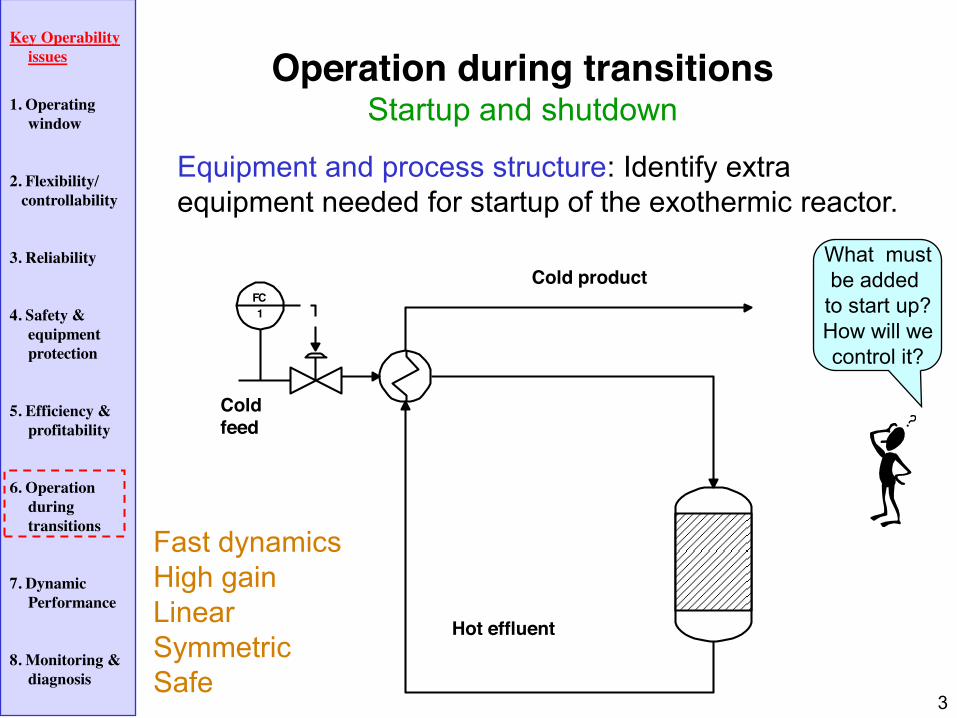
Equipment and process structure: Identify extra equipment needed for startup of the exothermic reactor.
What mustbe added
to start up?How will wecontrol it?
Fast dynamicsHigh gainLinearSymmetricSafe
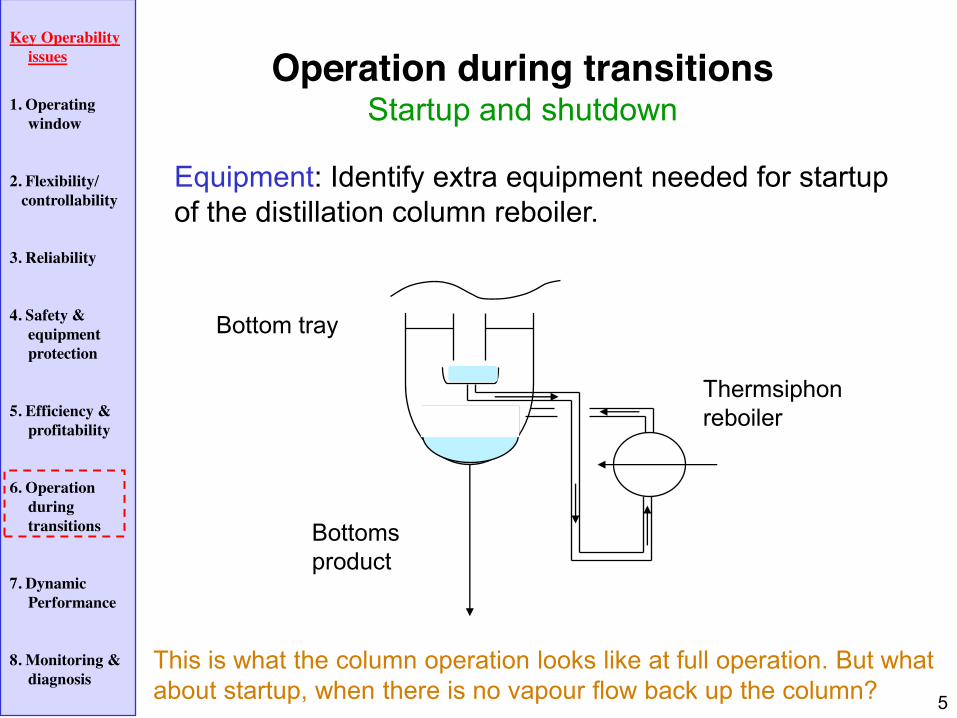
Equipment: Identify extra equipment needed for startup of the distillation column reboiler.
Bottom tray
Bottoms product
Thermsiphon reboiler
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
5
Operation during transitionsStartup and shutdown
This is what the column operation looks like at full operation. But what about startup, when there is no vapour flow back up the column?
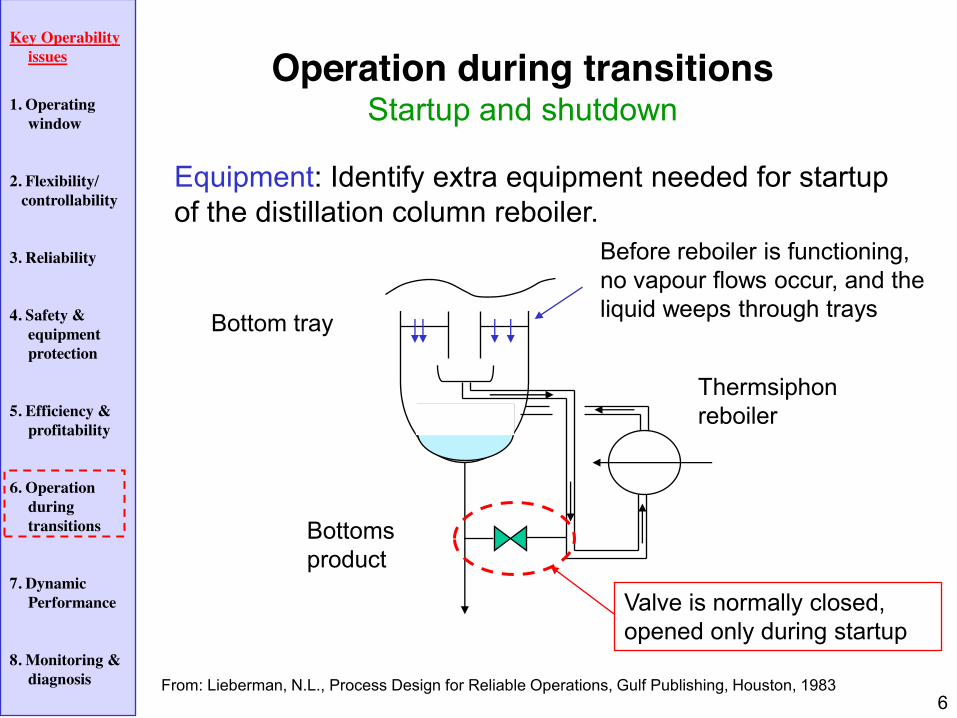
Bottom tray
Bottoms product
Thermsiphon reboiler
Valve is normally closed, opened only during startup
Before reboiler is functioning, no vapour flows occur, and the liquid weeps through trays
From: Lieberman, N.L., Process Design for Reliable Operations, Gulf Publishing, Houston, 1983
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
6
Operation during transitionsStartup and shutdown
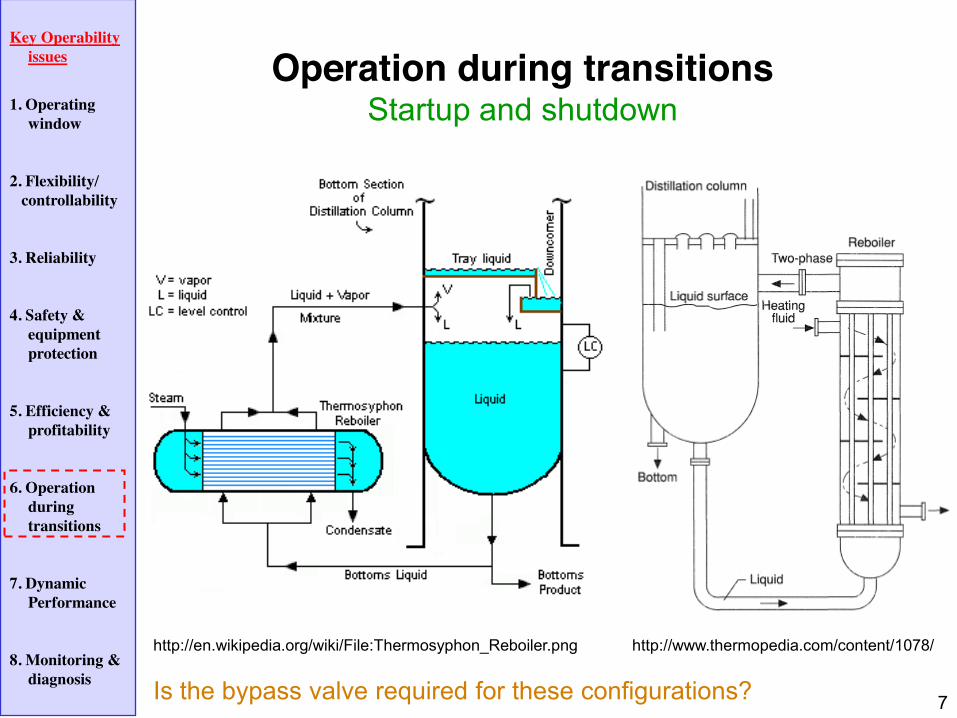
Equipment: Identify extra equipment needed for startup of the distillation column reboiler.
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
7
Operation during transitionsStartup and shutdown
http://en.wikipedia.org/wiki/File:Thermosyphon_Reboiler.png http://www.thermopedia.com/content/1078/
Is the bypass valve required for these configurations?
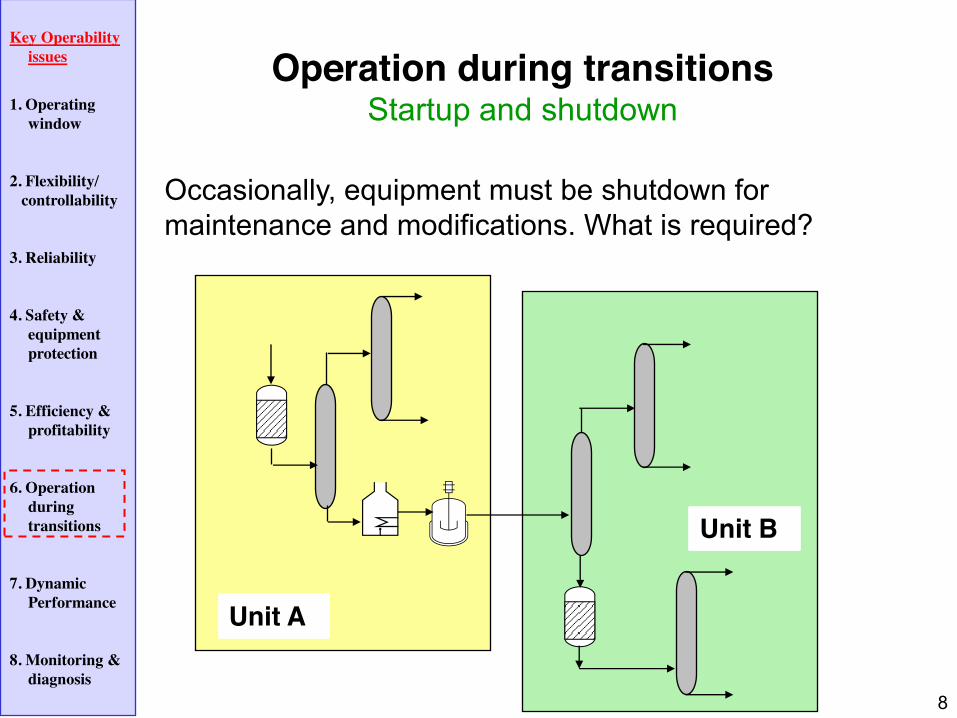
Occasionally, equipment must be shutdown for maintenance and modifications. What is required?
Unit A
Unit B
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
8
Operation during transitionsStartup and shutdown
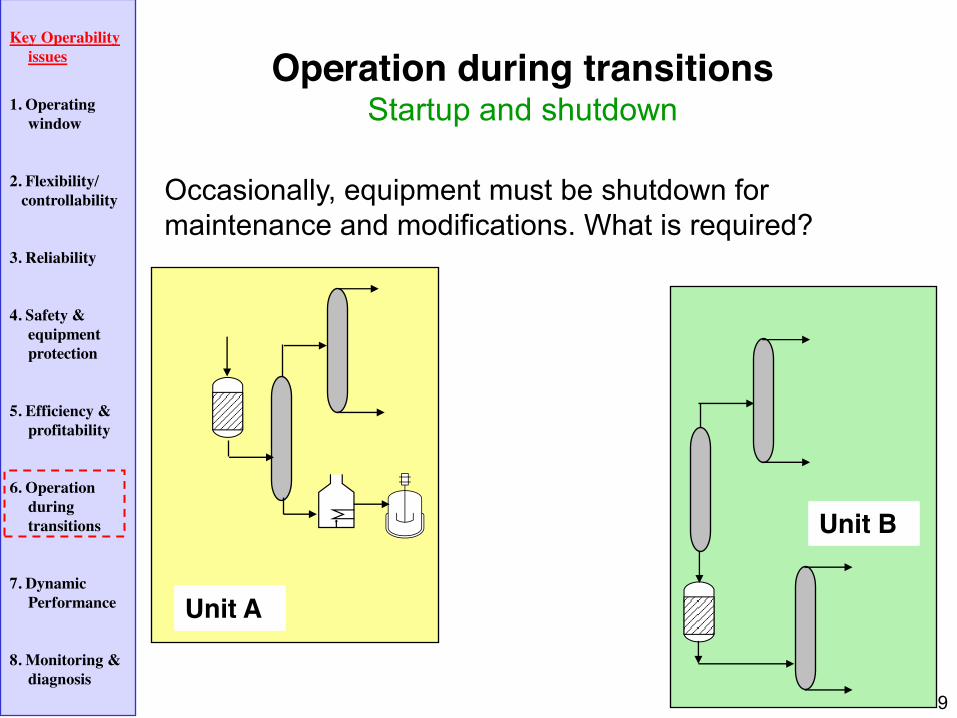
Unit A
Unit B
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
9
Operation during transitionsStartup and shutdown
Occasionally, equipment must be shutdown for maintenance and modifications. What is required?
Industrial practice• The first step is to prepare a detailed startup
(shutdown) procedure.
• Then, we check the availability of the appropriate equipment to perform the procedure
• This is very detailed work and requires considerable experience in plant operation and plant equipment
(Talk with operators and shift supervisors.)
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
13
Operation during transitionsStartup and shutdown
Catalyst, adsorbents, fouled surfaces and some other equipment require periodic regeneration. This can involve different materials flowing through the process and even in opposite directions. The switching period varies from hours to months.
Example of regeneration include the following.
• Catalyst that loses activity
• Adsorbent that has active sites filled
• Equipment that has surface coated due to coke (reactor) or polymer (e.g. reboiler)
• Filter medium that must be backflushed (e.g. membrane)
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
14
Operation during transitionsRegeneration
Regeneration involves different operating conditions that can challenge equipment or be hazardous.
• Different feeds are required. Must have extra valves/ports.
• Hazards, such as introducing oxygen into an environment that normally contains hydrocarbons.
• Different operating conditions (e.g. high temperature steam is used)
• Special transition issues can involve corrosion, contamination, hygiene, toxicology, etc.
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
15
Operation during transitionsRegeneration
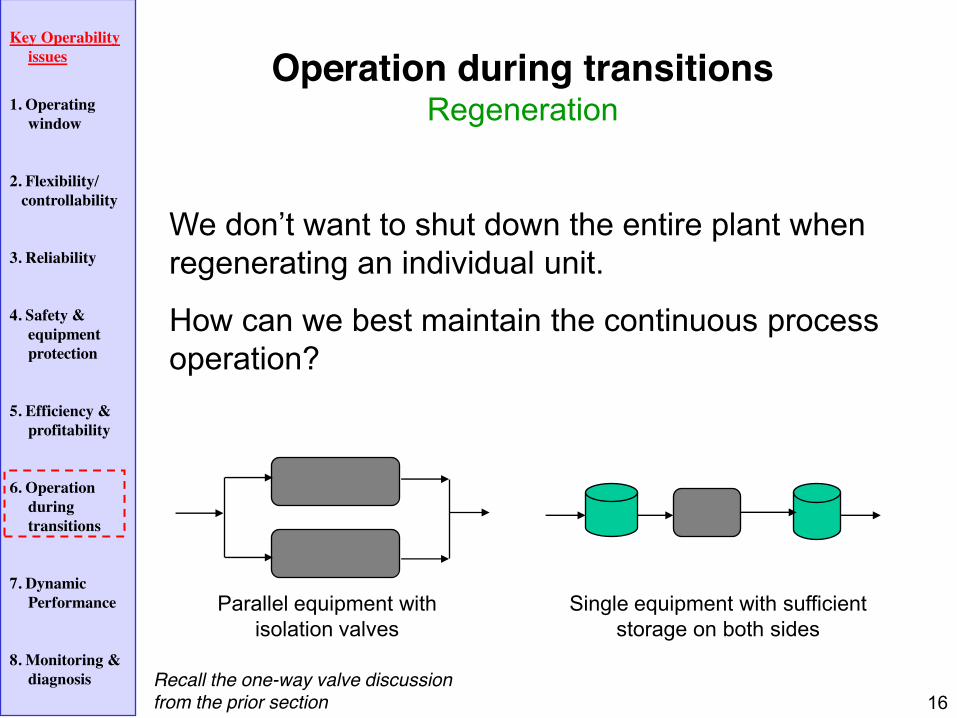
We don’t want to shut down the entire plant when regenerating an individual unit.
How can we best maintain the continuous process operation?
Parallel equipment with isolation valves
Single equipment with sufficient storage on both sides
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
16
Operation during transitionsRegeneration
Recall the one-way valve discussionfrom the prior section
C5+
C2H6
C2H4
C3H6
C4H10
Ethane
Propane
Gas oil
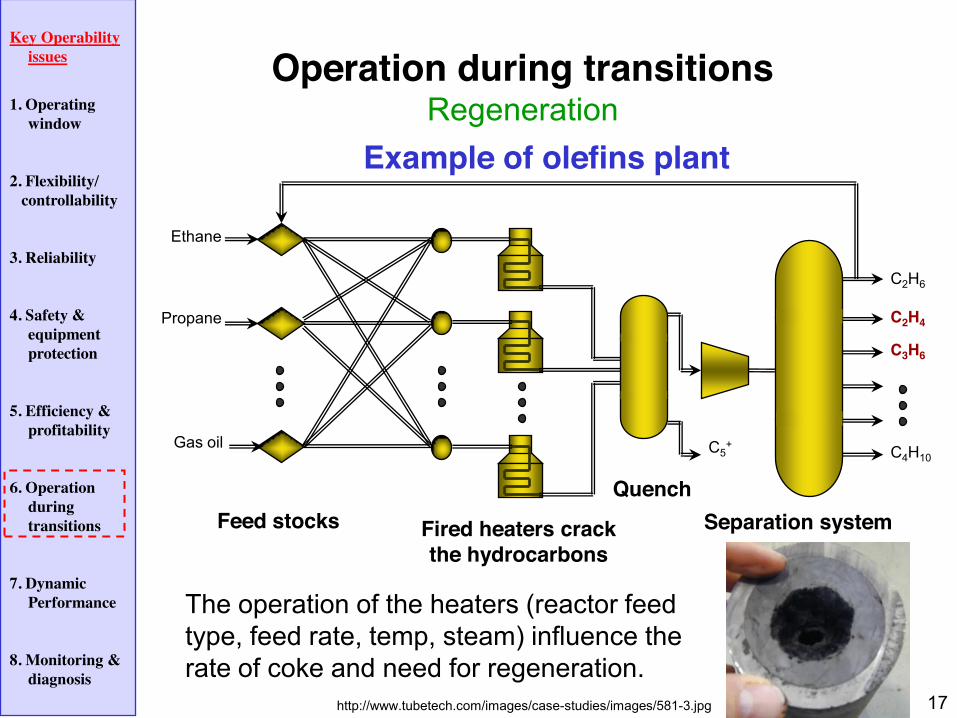
Feed stocks Fired heaters crack the hydrocarbons
Separation system
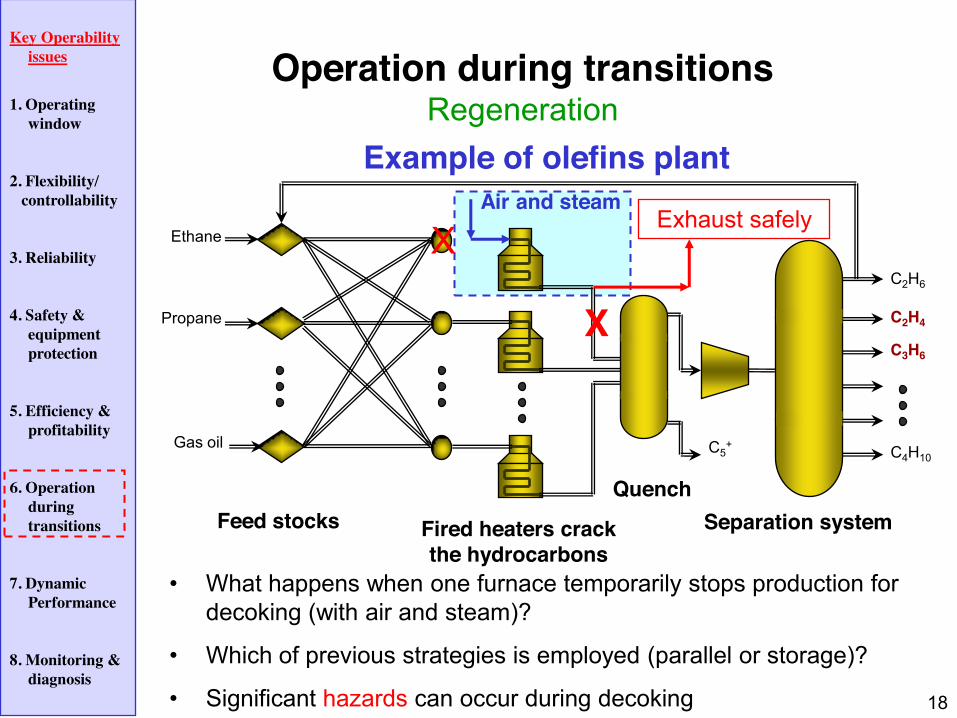
Example of olefins plant
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
17
Operation during transitionsRegeneration
The operation of the heaters (reactor feed type, feed rate, temp, steam) influence the rate of coke and need for regeneration.
Coke buildup: Requires periodic shutdown/decoke
Quench
http://www.tubetech.com/images/case-studies/images/581-3.jpg
C5+
C2H6
C2H4
C3H6
C4H10
Ethane
Propane
Gas oil
Feed stocks Separation system
Example of olefins plant
• What happens when one furnace temporarily stops production for decoking (with air and steam)?
• Which of previous strategies is employed (parallel or storage)?
• Significant hazards can occur during decoking
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
XAir and steam
X
Exhaust safely
18
Operation during transitionsRegeneration
Quench
Fired heaters crack the hydrocarbons
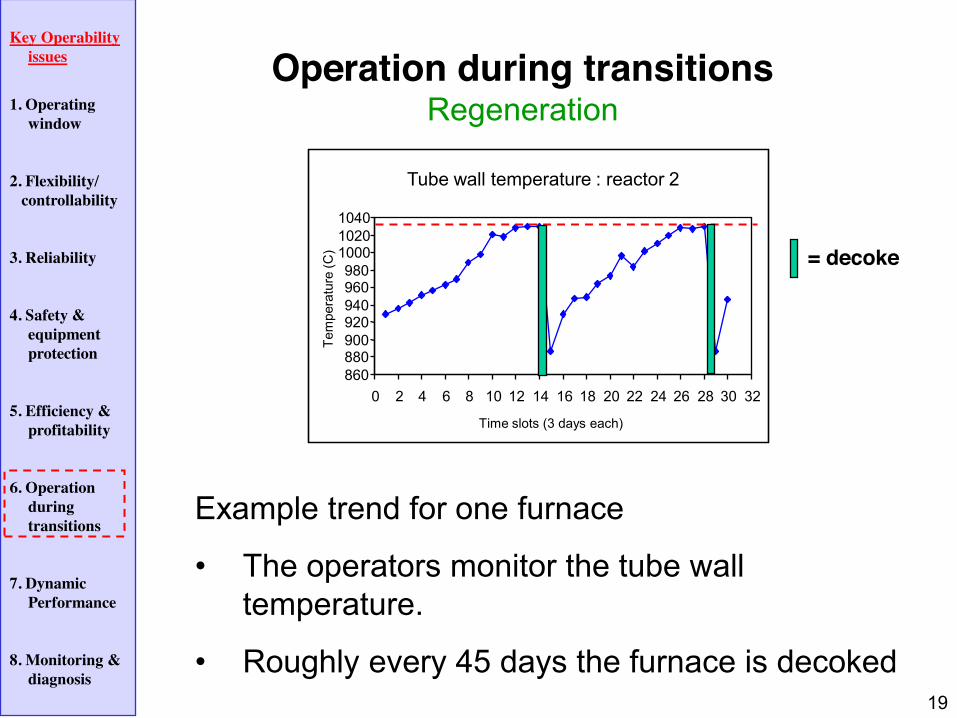
Tube wall temperature : reactor 2
860880900920940960980
100010201040
0 2 4 6 8 10 12 14 16 18 20 22 24 26 28 30 32
Time slots (3 days each)
Tem
pera
ture
(C)
Example trend for one furnace
• The operators monitor the tube wall temperature.
• Roughly every 45 days the furnace is decoked
= decoke
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
19
Operation during transitionsRegeneration
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
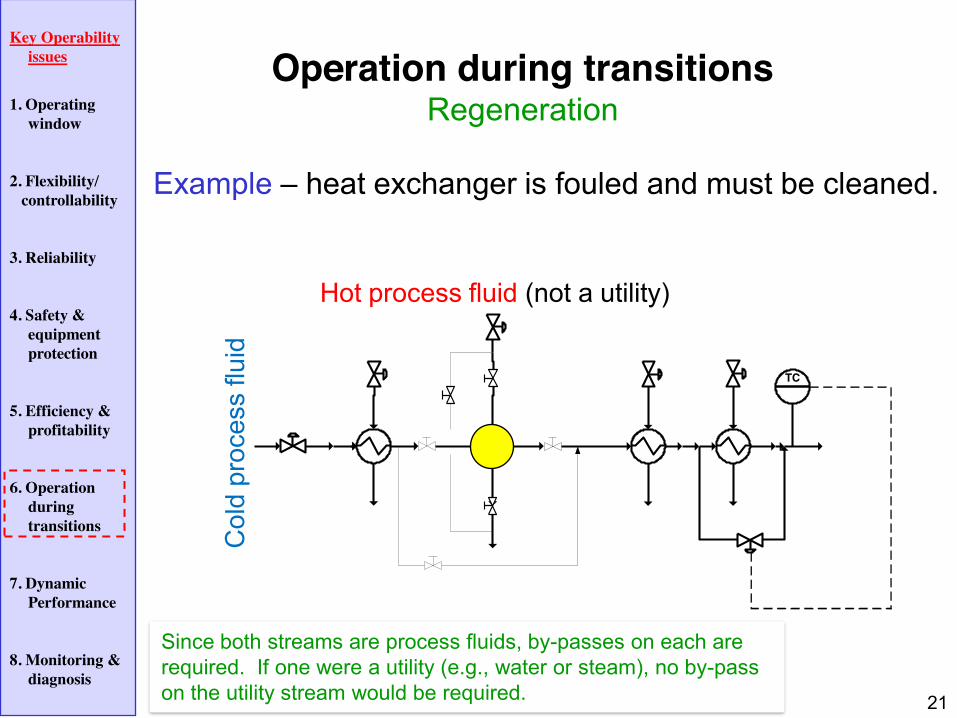
Example – heat exchanger is fouled and must be cleaned.
Hot process fluid (not a utility)
Col
d pr
oces
s flu
id
Since both streams are process fluids, by-passes on each are required. If one were a utility (e.g., water or steam), no by-pass on the utility stream would be required.
TC
21
Operation during transitionsRegeneration
Batch operation• Often the most economical method for manufacturing
small quantities and very high purities. Is generally too expensive for producing very large quantities of material.
• A batch plant usually produces numerous products
• Each product is manufactured in a separate “campaign” involving unique feed materials and processing conditions and shared equipment.
• The process followed is called a “recipe”
• Food, pharmaceuticals, “fine chemicals”, …
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
33
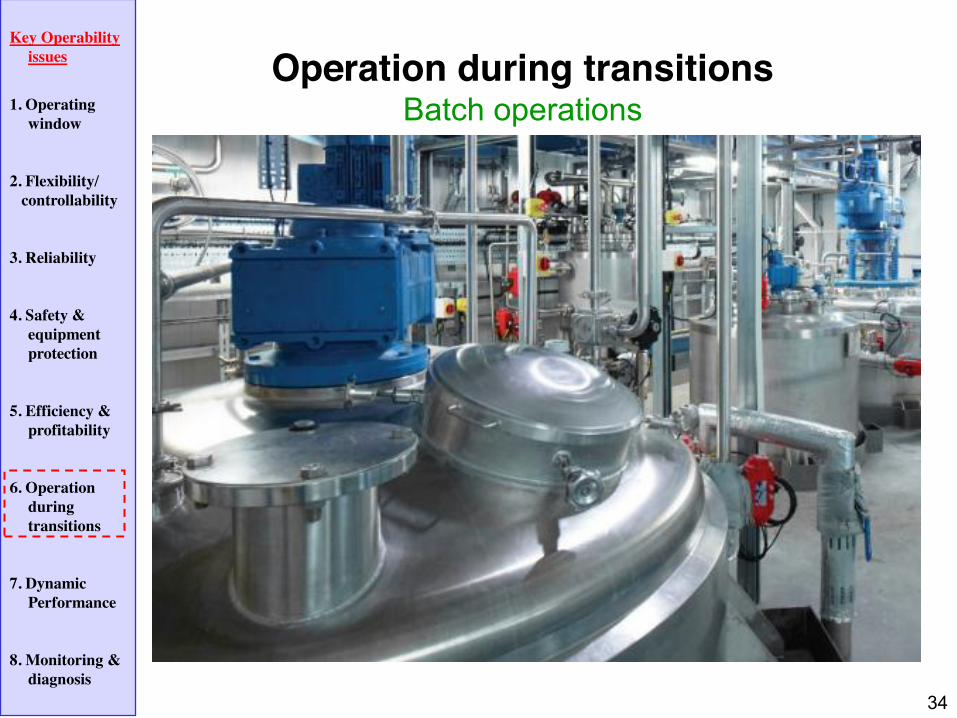
Operation during transitionsBatch operations
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
34
Operation during transitionsBatch operations
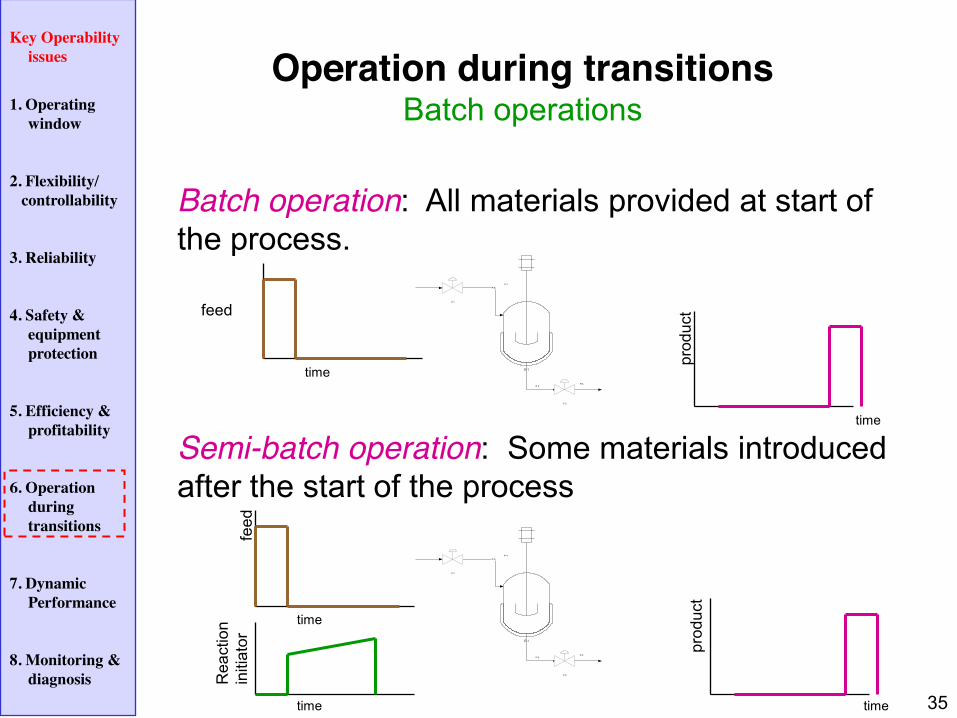
Batch operation: All materials provided at start of the process.
Semi-batch operation: Some materials introduced after the start of the process
E-1
P-1
P-2
V-1
V-3
P-3
P-4
feed
prod
uct
Rea
ctio
nin
itiat
or
E-1
P-1
P-2
V-1
V-3
P-3
P-4
feed
prod
uct
time
time
timetime
time
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
35
Operation during transitionsBatch operations
prod
uct
E-1
P-1
P-2
V-1
V-3
P-3
P-4
feed
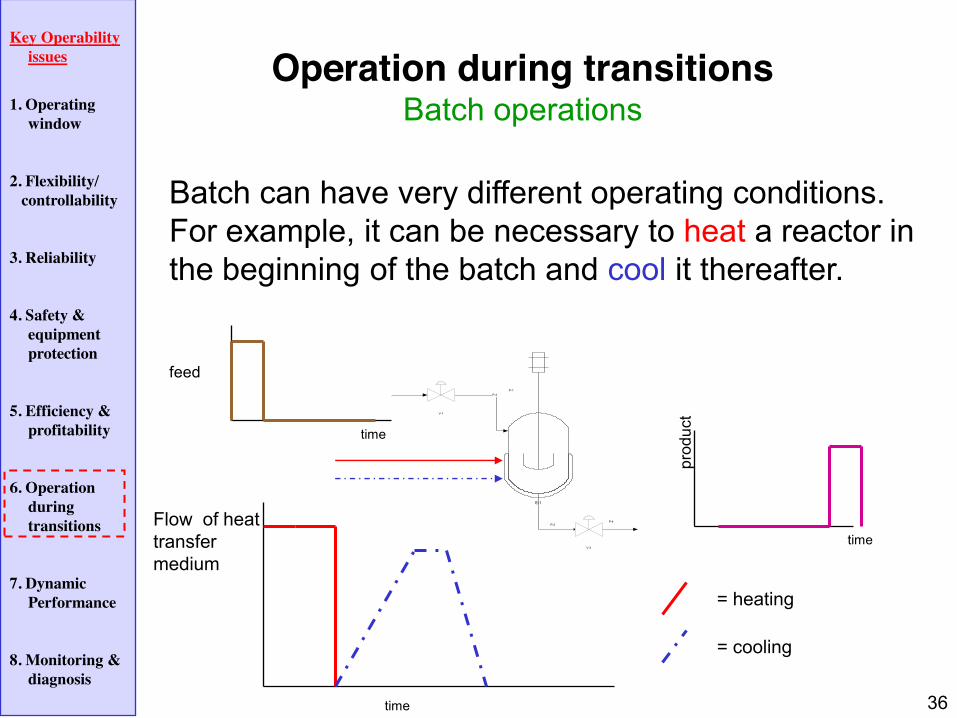
Batch can have very different operating conditions. For example, it can be necessary to heat a reactor in the beginning of the batch and cool it thereafter.
time
time
time
Flow of heat transfer medium
= heating
= cooling
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
36
Operation during transitionsBatch operations
Reactor productflow
E-1
P-1
P-2
V-1
V-3
P-3
P-4
time
E-2
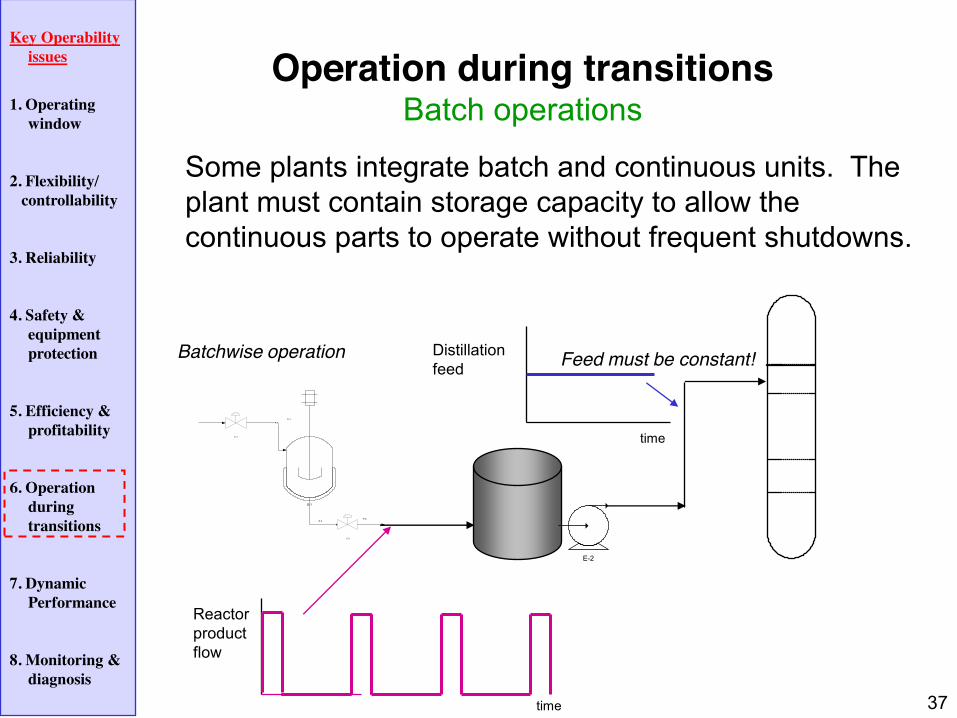
Some plants integrate batch and continuous units. The plant must contain storage capacity to allow the continuous parts to operate without frequent shutdowns.
Distillation feed
time
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
37
Operation during transitionsBatch operations
Feed must be constant!Batchwise operation
Industrial Practice
The operating conditions change during transients. For what operation do we “size” the equipment?
We must size equipment for the most demanding condition of all operations experienced by the process.
Never use the average operation, especially for these extreme transient operations.
It may be required to have parallel equipment with different capacities when the normal and maximum operations are very different.
Key Operability issues
1. Operating window
2. Flexibility/controllability
3. Reliability
4. Safety & equipment protection
5. Efficiency & profitability
6. Operation during transitions
7. Dynamic Performance
8. Monitoring & diagnosis
38
Operation during transitionsAll situations considered
Key Operability issues
1. Operating window
2. Reliability
3. Flexibility/controllability
4. Safety & equipment protection
5. Efficiency
6. Startup & Shut down
7. Dynamic Performance
8. Monitoring & diagnosis
DYNAMIC PERFORMANCE
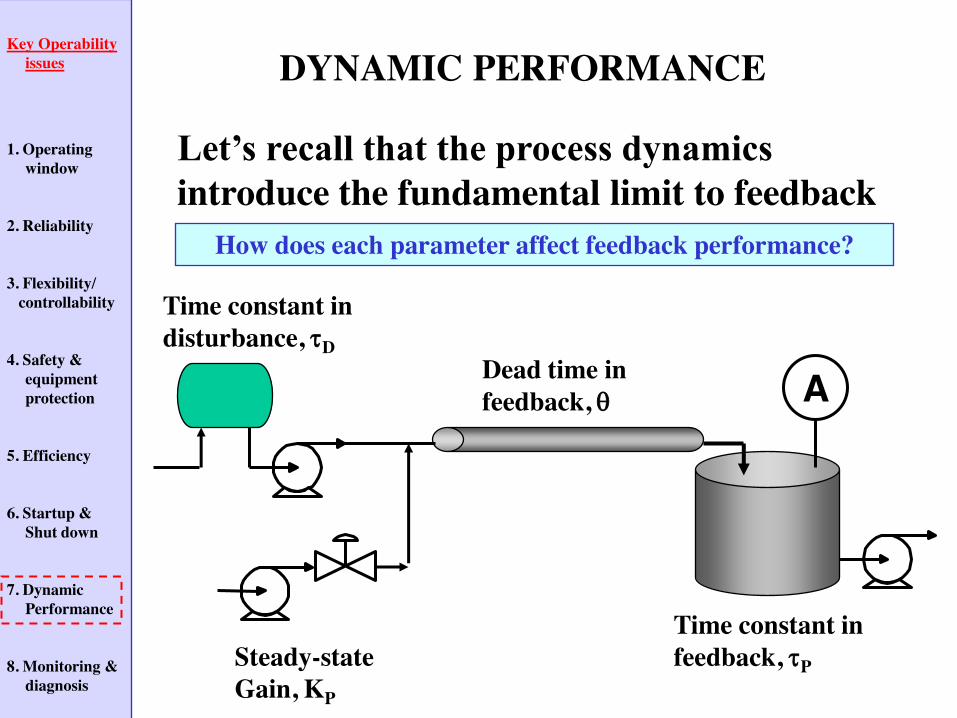
Let’s recall that the process dynamics introduce the fundamental limit to feedback control performance.
Dead time in feedback,
Time constant in feedback, P
Time constant in disturbance, D
A
Steady-state Gain, KP
How does each parameter affect feedback performance?
Key Operability issues
1. Operating window
2. Reliability
3. Flexibility/controllability
4. Safety & equipment protection
5. Efficiency
6. Startup & Shut down
7. Dynamic Performance
8. Monitoring & diagnosis
DYNAMIC PERFORMANCE
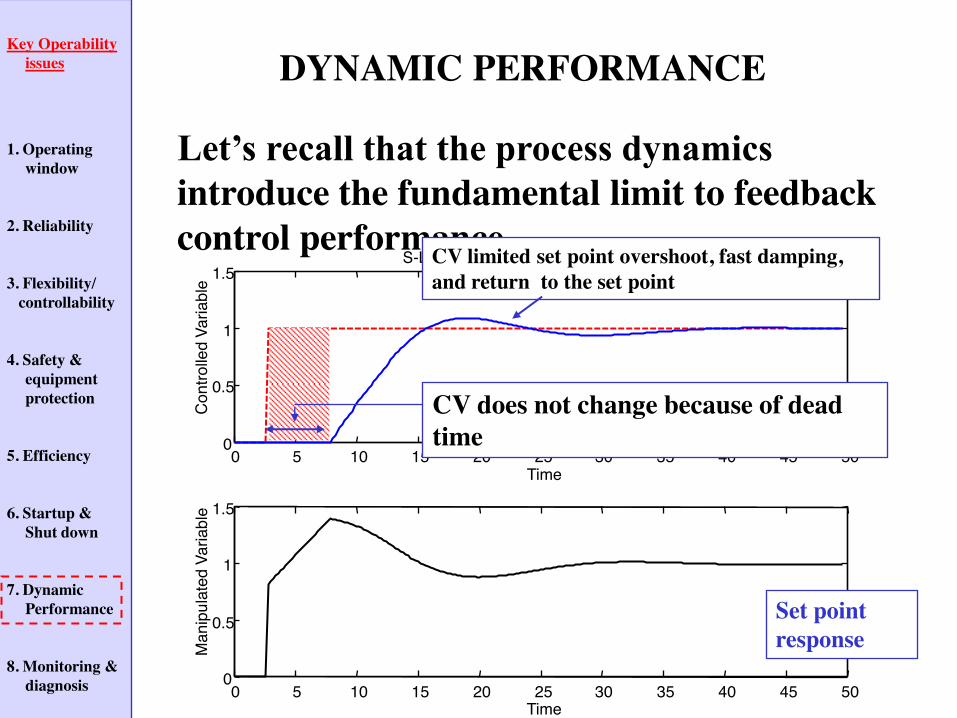
Let’s recall that the process dynamics introduce the fundamental limit to feedback control performance.
0 5 10 15 20 25 30 35 40 45 500
0.5
1
1.5S-LOOP plots deviation variables (IAE = 9.6759)
Time
Cont
rolle
d Va
riabl
e
0 5 10 15 20 25 30 35 40 45 500
0.5
1
1.5
Time
Man
ipul
ated
Var
iabl
e
CV limited set point overshoot, fast damping, and return to the set point
CV does not change because of dead time
Set point response
Key Operability issues
1. Operating window
2. Reliability
3. Flexibility/controllability
4. Safety & equipment protection
5. Efficiency
6. Startup & Shut down
7. Dynamic Performance
8. Monitoring & diagnosis
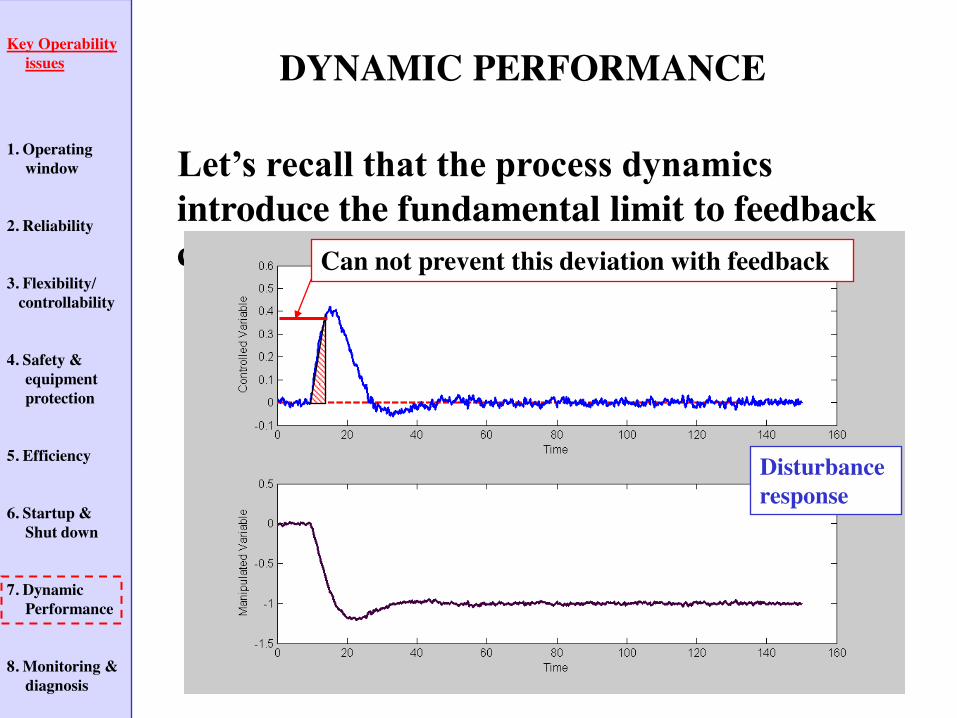
DYNAMIC PERFORMANCE
Let’s recall that the process dynamics introduce the fundamental limit to feedback control performance.Can not prevent this deviation with feedback
Disturbance response
Key Operability issues
1. Operating window
2. Reliability
3. Flexibility/controllability
4. Safety & equipment protection
5. Efficiency
6. Startup & Shut down
7. Dynamic Performance
8. Monitoring & diagnosis
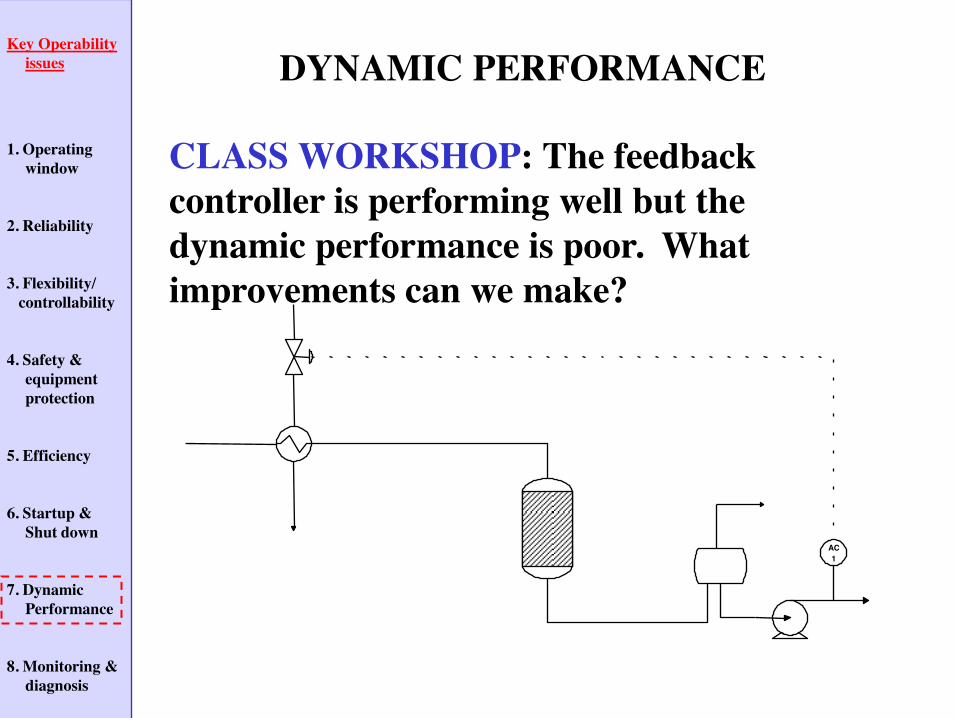
DYNAMIC PERFORMANCE
CLASS WORKSHOP: The feedback controller is performing well but the dynamic performance is poor. What improvements can we make?
AC1
Key Operability issues
1. Operating window
2. Reliability
3. Flexibility/controllability
4. Safety & equipment protection
5. Efficiency
6. Startup & Shut down
7. Dynamic Performance
8. Monitoring & diagnosis
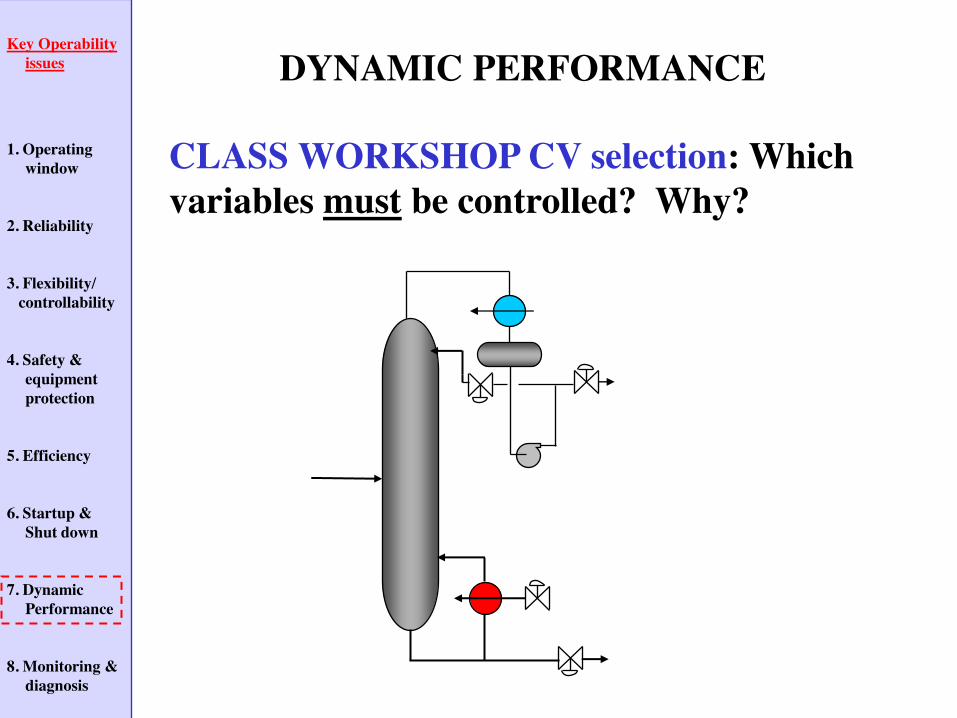
DYNAMIC PERFORMANCE
CLASS WORKSHOP CV selection: Which variables must be controlled? Why?
Key Operability issues
1. Operating window
2. Reliability
3. Flexibility/controllability
4. Safety & equipment protection
5. Efficiency
6. Startup & Shut down
7. Dynamic Performance
8. Monitoring & diagnosis
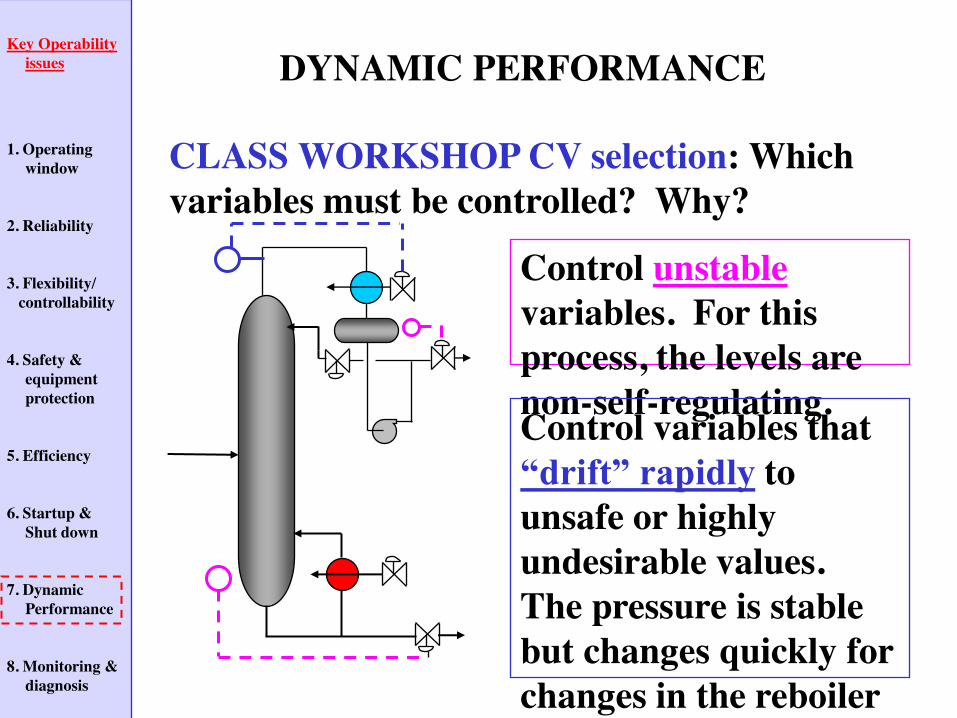
DYNAMIC PERFORMANCE
CLASS WORKSHOP CV selection: Which variables must be controlled? Why?
Control unstablevariables. For this process, the levels are non-self-regulating.Control variables that “drift” rapidly to unsafe or highly undesirable values. The pressure is stable but changes quickly for changes in the reboiler and condenser duties.
Key Operability issues
1. Operating window
2. Reliability
3. Flexibility/controllability
4. Safety & equipment protection
5. Efficiency
6. Startup & Shut down
7. Dynamic Performance
8. Monitoring & diagnosis
DYNAMIC PERFORMANCE
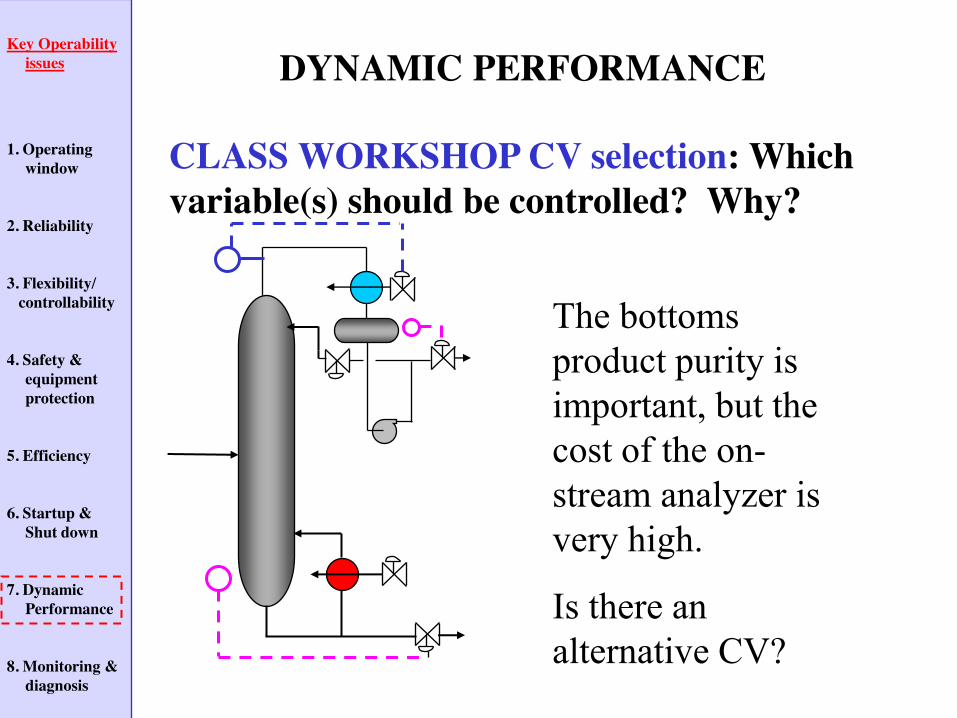
CLASS WORKSHOP CV selection: Which variable(s) should be controlled? Why?
The bottoms product purity is important, but the cost of the on-stream analyzer is very high.
Is there an alternative CV?
Key Operability issues
1. Operating window
2. Reliability
3. Flexibility/controllability
4. Safety & equipment protection
5. Efficiency
6. Startup & Shut down
7. Dynamic Performance
8. Monitoring & diagnosis
DYNAMIC PERFORMANCE
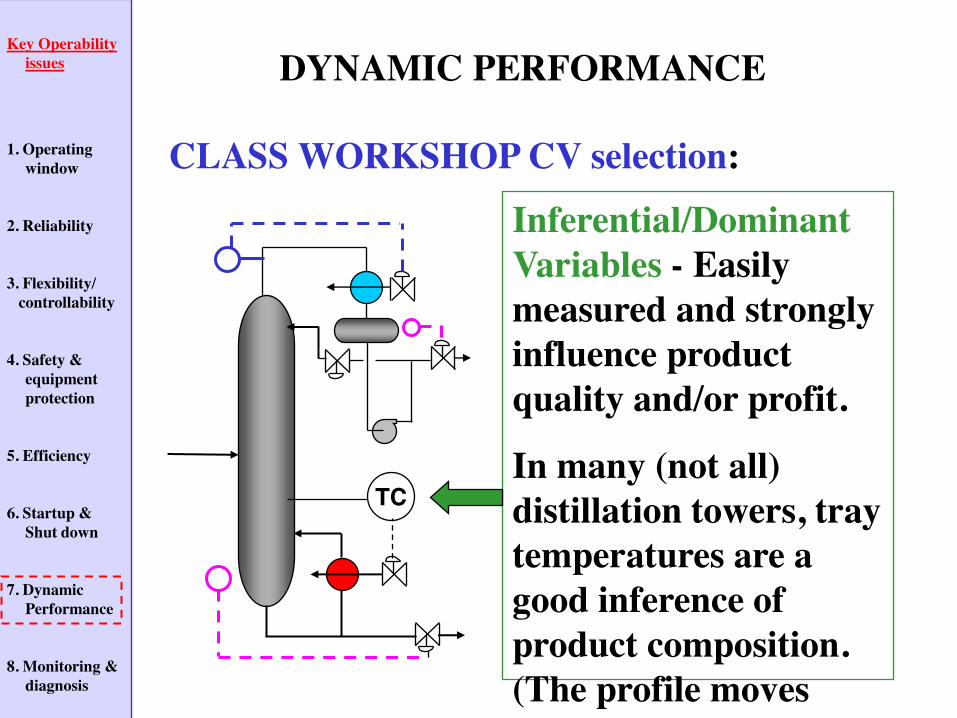
CLASS WORKSHOP CV selection:
TC
Inferential/Dominant Variables - Easily measured and strongly influence product quality and/or profit.
In many (not all) distillation towers, tray temperatures are a good inference of product composition. (The profile moves up/down the column)
Key Operability issues
1. Operating window
2. Reliability
3. Flexibility/controllability
4. Safety & equipment protection
5. Efficiency
6. Startup & Shut down
7. Dynamic Performance
8. Monitoring & diagnosis
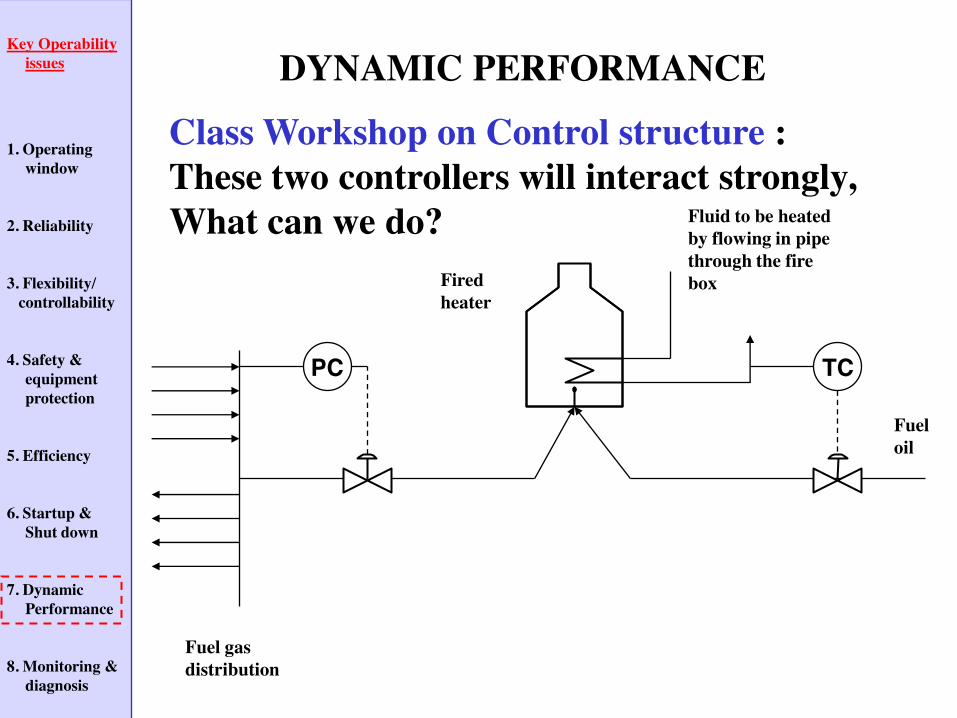
DYNAMIC PERFORMANCEClass Workshop on Control structure : These two controllers will interact strongly, What can we do?
Fuel gas distribution
PC TC
Fuel oil
Fired heater
Fluid to be heated by flowing in pipe through the fire box
Key Operability issues
1. Operating window
2. Reliability
3. Flexibility/controllability
4. Safety & equipment protection
5. Efficiency
6. Startup & Shut down
7. Dynamic Performance
8. Monitoring & diagnosis
DYNAMIC PERFORMANCESelecting Control Structure: For multivariable systems, options exist when determining the connection of CVs and MVs. These simple guidelines can be used in selecting loop pairing.Pair CV with an MV that gives
• Fast feedback response
• Strong effect (large gain)
• The most “direct” effect. This tends to reduce interaction among loops
• Large MV range of adjustment
• Least cost for adjustment
Caution: Theseguidelines are a good starting
point. But, theycan be violatedin real designs.
Key Operability issues
1. Operating window
2. Reliability
3. Flexibility/controllability
4. Safety & equipment protection
5. Efficiency
6. Startup & Shut down
7. Dynamic Performance
8. Monitoring & diagnosis
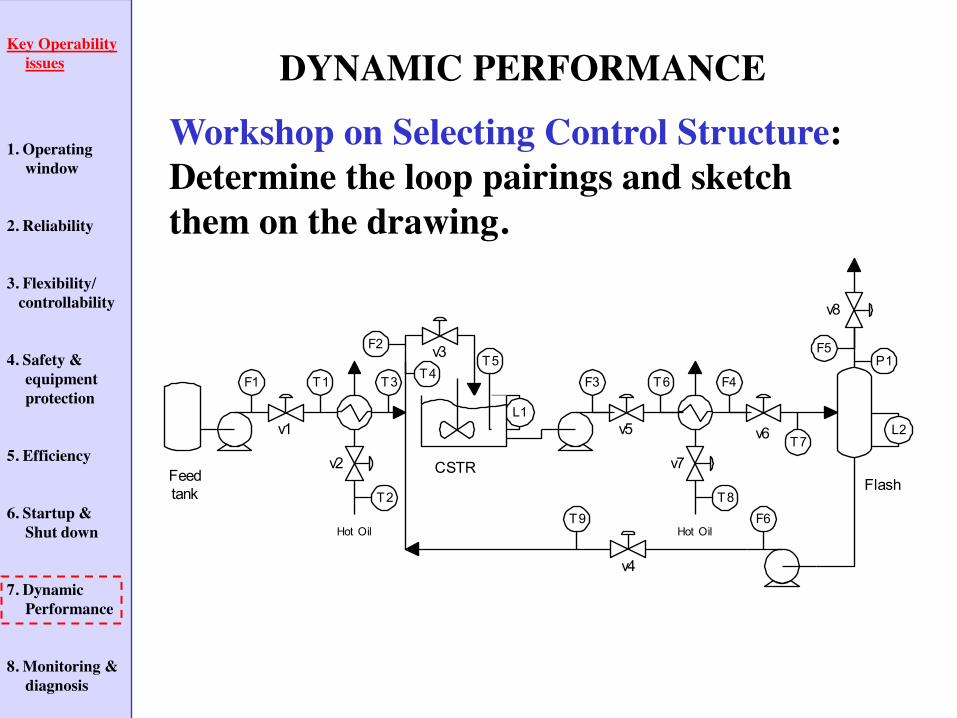
DYNAMIC PERFORMANCEWorkshop on Selecting Control Structure: Determine the loop pairings and sketch them on the drawing.
v1
Hot Oil
v2
v3
L1
v7
v5 v6
Hot Oil
F1 T1 T3
T2
F2
T4T5
F3 T6
T8
F4
L2
v8
T7
P1F5
F6T9
v4
CSTRFlashFeed
tank
Key Operability issues
1. Operating window
2. Reliability
3. Flexibility/controllability
4. Safety & equipment protection
5. Efficiency
6. Startup & Shut down
7. Dynamic Performance
8. Monitoring & diagnosis
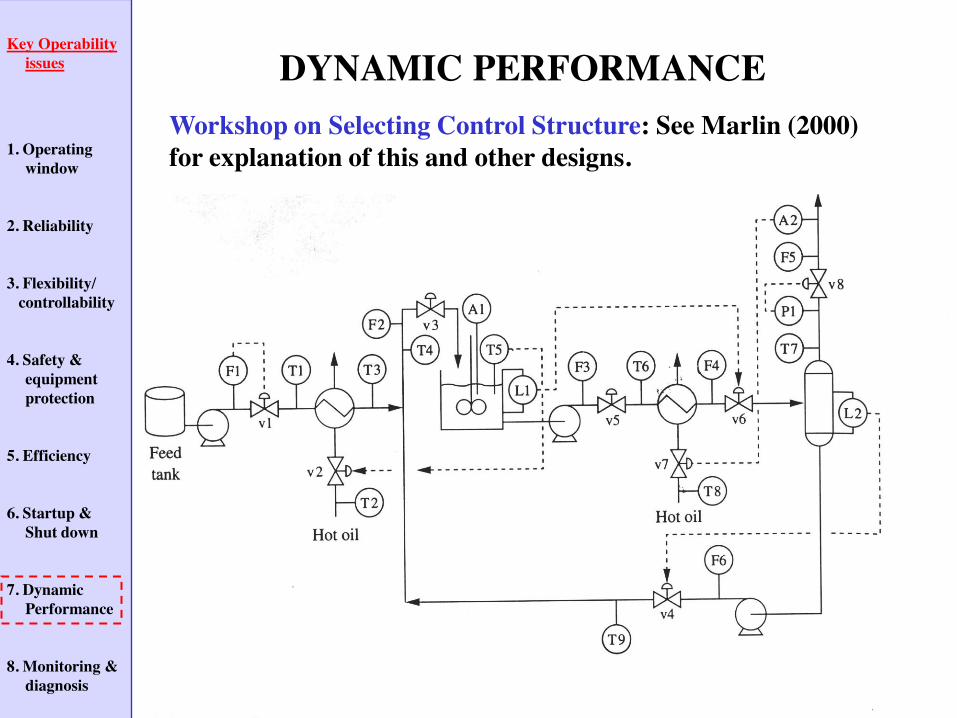
DYNAMIC PERFORMANCEWorkshop on Selecting Control Structure: See Marlin (2000) for explanation of this and other designs.
Key Operability issues
1. Operating window
2. Reliability
3. Flexibility/controllability
4. Safety & equipment protection
5. Efficiency
6. Startup & Shut down
7. Dynamic Performance
8. Monitoring & diagnosis
DYNAMIC PERFORMANCE
INDUSTRIAL PRACTICE
• Good performance through process structure is more reliable and preferred if the cost is acceptable.
• We are guided by control objectives (safety, protection, smooth operation, product quality, and profit)
• We seek to provide good control with simple “loop pairing” control strategies, if possible.
• We control inferential/dominant variables, which can be reset in a cascade by higher levels.





























