Embed Size (px)
Citation preview

NOVEMBER-DECEMBER 2014 • VOLUME 2 • ISSUE 4
hts.asminternational.org
BORIDING FOR WEAR RESISTANCE
NEW TECHNICAL RESOURCE FOR
INDUCTION HEATING/HEAT TREATING PRACTITIONERS
BORIDING FOR WEAR RESISTANCE
PAGE 7
NEW TECHNICAL RESOURCE FOR
INDUCTION HEATING/HEAT TREATING PRACTITIONERS
PAGE 11
novt HTPro_am&p master template 2010 QX6.qxt 11/6/2014 9:53 AM Page 33

novt HTPro_am&p master template 2010 QX6.qxt 11/5/2014 12:22 PM Page 34

ADVANCED MATERIALS & PROCESSES • NOVEMBER-DECEMBER 2014 35
NOVEMBER-DECEMBER 2014 • VOLUME 2 • ISSUE 4
Editorial Opportunities for HTPro in 2015The editorial focus for HTPro in 2015 reflects some key technology areaswherein opportunities exist to lower manufacturing and processing costs,reduce energy consumption, and improve performance of heat treatedcomponents through continual research and development.
March Thermal Processing in the Aerospace IndustryJune Testing and ControlOctober Thermal Processing in Automotive ApplicationsNovember Atmosphere/Vacuum Heat Treating
To contribute an article to one of the upcoming issues, please contactFrances Richards at [email protected]. To advertise,please contact Erik Klingerman at [email protected].
1
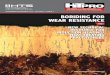
ABOUT THE COVER:Dual-phase layer consisting of Fe2B (lightercolored deep “teeth”) and FeB (darkercolored shallow teeth) contains stress-related cracks that run parallel to thematerial surface. Bluewater ThermalSolutions, bluewaterthermal.com.
EDITOR Frances Richards
TECHNICAL ADVISORS Aymeric GoldsteinasStephen FeldbauerOlga Rowan
CONTRIBUTING EDITOR Ed Kubel
ART DIRECTOR Barbara L. Brody
PRODUCTION MANAGER Joanne Miller
NATIONAL SALES MANAGERErik KlingermanMaterials Park, Ohio440.338.5151 ext. 5574fax: [email protected]
HEAT TREATING SOCIETYEXECUTIVE COMMITTEERoger Alan Jones, PresidentThomas E. Clements,
Immediate Past PresidentStephen G. Kowalski, Vice PresidentMichael O’Toole, Executive Director
HTProÔ is published quarterly by ASM International®,9639 Kinsman Road, Materials Park, OH 44073,440.338.5151, asminternational.org. Vol. 2, No. 4. Copy-right© 2014 by ASM International®. All rights reserved.
The acceptance and publication of manuscripts in HTProdoes not imply that the editors or ASM International®
accept, approve, or endorse the data, opinions, and con-clusions of the authors. Although manuscripts publishedin HTPro are intended to have archival significance, au-thor’s data and interpretations are frequently insufficientto be directly translatable to specific design, production,testing, or performance applications without independ-ent examination and verification of their applicabilityand suitability by professionally qualified personnel.
DEEP CASE BORIDING FOR EXTREME WEAR RESISTANCECraig Zimmerman and Nick Bugliarello-WondrichProducing deep case boride layers that are not prone to spalling makesthe process competitive with some conventional deep-case and thick-coating processes.
NEW TECHNICAL RESOURCE FOR INDUCTION HEATING PROFESSIONALSValery RudnevThe ASM International Handbook Induction Heating and Heat Treatment isan all-new comprehensive resource on induction thermal processes tomeet the needs of the induction heating and heat treating communities.
DEPARTMENTS2 EDITORIAL
2 HEAT TREATING SOCIETY NEWS
6 CHTE UPDATE
7
11
TABLE OF CONTENTS
novt HTPro_am&p master template 2010 QX6.qxt 11/6/2014 9:54 AM Page 35

ADVANCED MATERIALS & PROCESSES • NOVEMBER-DECEMBER 201436
TMI ATC Project Making Headwayhe Thermal Manufacturing Industries Advanced Technology Consortium (TMI ATC) AMTech project led by ASMInternational was formed to lead and coordinate a national effort that identifies common thermal manufacturingneeds across industries and solicits input from key stakeholders. Roadmapping workshops, such as those held dur-ing October at Furnaces North America in Nashville and at the MS&T conference in Pittsburgh, will identify tech-nologies ready for implementation in thermal manufacturing industries, as well as high-priority areas fordevelopment.
Advanced thermal technologies have the potential to improve efficiency, productivity, and global competitiveness fora wide range of thermal manufacturing processes. These methods rely on heat-driven techniques such as drying, smelt-ing, heat treating, curing, and forming. Thermal manufacturing is estimated to directly and indirectly affect the em-ployment of over 5 million people in the U.S. in more than 100,000 establishments.
Previous efforts to identify and pursue these technology advancements have occurred independently from one an-other (e.g., Heat Treating Technology Roadmap). However, a number of key technologies and process improvementsare widely applicable to the many industries that comprise the broad thermal manufacturing community.
To help move this project forward,TMI ATC compiled a review of state-of-the-art thermal manufacturing withthe aim of developing a foundation forthe needs and opportunities related toadvanced thermal manufacturingtechnologies across relevant industriesand involving all key stakeholders.Consortium project managers re-viewed previous industry roadmaps toidentify critical needs and opportuni-ties in thermal manufacturing, inter-viewed nearly two dozen experts in thethermal manufacturing community,and searched websites of relevant or-ganizations to provide an overview ofrecent and current work related tothermal manufacturing.
These efforts resulted in identifying themost important needs and opportuni-ties as well as recent efforts being con-ducted in several areas including:
• Modeling and Simulation• Sensors• Heat Generation Methods• Process Intensification• Energy and Emissions Reduction• Automation and Robotics• Advanced Materials
Developing and implementing thesetechnologies in parallel will provide op-timum value. Read the complete reviewby visiting the TMI ATC website at asminternational.org/web/tmi-atc/home under Resource Library and thenState of the Art.
Stan TheobaldSenior Director,
Business DevelopmentASM International
HTPRO
2 TPetrus Inducted as ASM FellowGregory J. Petrus, president, Forged RightFirst LLC, Hinckley, Ohio, was inducted asan ASM Fellow at the MS&T14 Awards Cer-emony on October 14 in Pittsburgh. He isrecognized “for significant contributions tophysical metallurgy through development ofinnovative solutions using simulation toolsfor enhancing metalworking and heat treat-ing to exploit a wide array of materials struc-ture/property/processing relationships.”
Gregory Petrus (left) accepts his ASM Fellow citation from
ASM President Ravi Ravindran, FASM.
2014 ASM HTS/Bodycote Best Paper in Heat Treating AwardedAnthony Lombardi (left), Ph.D. candidate in mechanicalengineering at Ryerson University and winner of the 2014 HTS/Bodycote Best Paper in Heat Treating Award, iscongratulated by ASM President Ravi Ravindran, FASM, atthe ASM Leadership Awards Luncheon on October 13,2014, during MS&T in Pittsburgh. Lombardi’s paper is entitled “Development of Methodology to Improve Mechanical Properties of 319 Al Alloy Engine Blocksthrough Cost-Effective Heat Treatment Optimization.”
Connelly is 2014 Recipient of theGeorge A. Roberts AwardMichael B. Connelly (right), vice president, Casey Products,Woodridge, Ill., accepts the 2014 George A. Roberts Awardfrom Amy Ebeling, granddaughter of George A. Roberts.Connelly is one of the founding volunteers of the ASM Materials Camp program and participated in the EisenmanCamp for 15 years. He also participated in the start-up ofthe Materials Explorer’s Camp in France and served on theASM Materials Education Foundation Board.
novt HTPro_am&p master template 2010 QX6.qxt 11/7/2014 12:22 PM Page 36

ADVANCED MATERIALS & PROCESSES • NOVEMBER-DECEMBER 2014 37
The ASM HTS/Surface Combustion Emerging LeaderAward was established in 2013 to recognize an outstandingearly-to-midcareer heat treating professional whose accom-plishments exhibit exceptional achievements in the heattreating industry. The award was created in recognition ofSurface Combustion’s 100-year anniversary in 2015.
The award acknowledges an individual who sets the “higheststandards” for HTS participation and inspires others aroundhim/her to dedicate themselves to the advancement and pro-motion of vacuum and atmosphere heat treating technologies.
Nominations must be submitted to ASM Headquartersno later than April 1, 2015.
For rules and nomination form for the ASM HTS/SurfaceCombustion Emerging Leader Award, visit the Heat TreatingSociety Community Website at http://hts.asminternational.org and click on Membership & Networking and HT Awards.
For additional information, or to submit a nomination, con-tact Joanne Miller at 440.338.5151, ext. 5513, [email protected].
First ASM HTS/Surface Combustion Emerging Leader Awardto Be Presented in 2015
3
HTPRO
Soliciting Papers for ASM HTS/Bodycote ‘Best Paper in Heat Treating’ Contest
ASM International and the ASM Heat Treating Society released Version 2 of the free mo-bile app, the Heat Treater’s Guide Companion. Version 2 provides ready reference data onmore than 330 steel alloys, nearly doubling the number of alloys in the previous release. In ad-dition to carbon and alloy steels, the app now includes stainless steels, tool steels, and ultrahigh-strength steels, and also features enhanced searching.
Content includes chemical composition, similar steels, characteristics, and recommended heat treatingpractices. The app can be used by itself or as a companion to the ASM Heat Treater’s Guide print and on-line database products, which provide additional heat treating data such as representative photomicro-graphs, isothermal transformation diagrams, cooling transformation diagrams, tempering curves, and dataon dimensional change.
Heat Treater’s Guide Companion, Version 2 is available in the Apple and Google App Stores. Download the apptoday! For quick links to the Apple and Google App Store listings, go to http://hts.asminternational.org. Formore information, contact [email protected], or 440.338.5151, ext. 5561.
Heat Treating App Update Released by ASM Heat Treating Society
Available foriPhone, iPad and Android
This award was established by HTS in 1997 to recognize apaper that represents advancement in heat treating technol-ogy, promotes heat treating in a substantial way, or repre-sents a clear advancement in managing the business of heattreating. The award is endowed by Bodycote ThermalProcess-North America.
The contest is open to all students, in full time or part timeeducation, at universities (or their equivalent) or colleges. Italso is open to those students who have graduated within thepast three years and whose paper describes work completed
while an undergraduate or post graduate student. The win-ner receives a plaque and check for $2500.
To view rules for eligibility and paper submission, visit theHeat Treating Society website at http://hts.asminterna-tional.org/portal/site/hts/HTS_Awards.
Paper submission deadline is December 12, 2014. Sub-missions should be sent to Joanne Miller, ASM Heat Treat-ing Society, 9639 Kinsman Rd., Materials Park, OH 44073,440.338.5151 ext. 5513, [email protected].
Heat Treating Society Seeks Board NominationsThe ASM HTS Awards and Nominations Committee is seekingnominations for three Directors, a Vice President, a StudentBoard Member, and a Young Professional Board Member. Can-didates must be an HTS member in good standing. Nominationsshould be made on the formal nomination form and can be sub-mitted by a chapter, council, committee, HTS member, or an af-filiate society. The HTS Nominating Committee may considerany HTS member, even those who have served on the HTS
Board previously. Nominations for Board Members are dueApril 1, 2015.
For more information and the nomination form, visit the HTSwebsite at http://hts.asminternational.org and click on Member-ship and Networking and then Board Nominations; or contactJoanne Miller at 440.338.5151 ext. 5513, [email protected].
novt HTPro_am&p master template 2010 QX6.qxt 11/5/2014 12:22 PM Page 37

ADVANCED MATERIALS & PROCESSES • NOVEMBER-DECEMBER 201438
HTPRO
4
CALL FOR PAPERS
HT 2015 – 28th ASM Heat Treating Society Conference and ExpositionOctober 20–22, 2015Cobo Convention Center, Detroit
The ASM Heat Treating Society and the American Gear Manufacturers Association are co-locat-ing to provide an exciting mix of education, technology, networking, and exposition opportunities
at the 28th Heat Treating Conference and Exposition and Gear Expo, the premier heat treating gathering in North Amer-ica. The event will offer a full technical program covering a broad scope of heat treating technology, networking oppor-
tunities, and a first-hand look at equipment, supplies,and services from exhibitors.
HTS 2015 organizers are seeking original, previouslyunpublished, noncommercial papers for oral andposter presentations.
Abstract submission deadline: January 26, 2015.Visit the HTS website at http://hts.asminternational.orgfor details on suggested program topics and submittingan abstract, and click on Events tab.
CORRECTIONIn the September 2014 issue of HTPro in AM&P (p 58),the photo of the vacuum furnace hot zone should havebeen credited to Solar Atmospheres, Souderton, Pa. Weapologize for any inconvenience this may have caused.
Heat Treating Society Looking for VolunteersThe HTS Board is seeking enthusiastic, committed members to serveon various HTS Committees that monitor technical advances andother areas of member interest to bring new information to mem-bers through products and services. HTS members are requested toconsider serving on one of the following committees:
• Awards and Nominating Committee• Education Committee• Technology & Programming Committee• Exposition Committee• Finance Committee• Membership Committee• Research and Development Committee
Interested members should review the Committee Purpose on theHTS website at http://hts.asminternational.org and [email protected].
novt HTPro_am&p master template 2010 QX6.qxt 11/5/2014 12:22 PM Page 38

The Center for Heat Treating Excellence(CHTE) at Worcester Polytechnic Institute(WPI) in Massachusetts is conducting acutting-edge research project aimed atmeasuring the surface hardness and case depth on carburizedsteels for process verification and control. The results will enablecompanies to improve the quality of heat-treated products fasterand more cost-effectively.
“This is the first time a project like this is being undertaken,” ex-plains Lei Zhang, CHTE researcher and Ph.D. candidate at WPI. “Ourfocus is on developing new measurement techniques that will en-hance product quality.”
According to lead researcher Richard Sisson, Jr., George F. Fuller Pro-fessor of Mechanical Engineering at WPI, and CHTE director, the heattreating industry needs rapid, accurate nondestructive techniques tomeasure surface hardness and case depth on carburized steels forprocess verification and control. “Current measurement methods re-quire destructive testing with traveler specimens that cannot alwaysrepresent the configurations of the production part, nor the associatedsubtleties of thermal history, carbon atmosphere, and geometry influ-enced diffusion. Our research will eliminate much of the guesswork.”
Another industry challenge with the traveler specimen-measure-ment method is that it often requires periodic sectioning of pro-
duction parts to validate the hardness and case depth after car-burization, especially for critical shaft and gear teeth configura-tions. “This method is labor intensive, expensive, and susceptibleto operator error, as well as counterintuitive to the end result ofhigh quality, usable heat-treated parts,” explains Sisson.
A key challenge of the project is to distinguish between hard-ness and residual stress, because most techniques currently usedto measure case depth are not only sensitive to hardness distri-bution, but also to residual stress distribution.
Nondestructive techniques being evaluated initially include eddycurrent, meandering winding magnetometer (MWM), Barkhausennoise testing, and alternating current potential drop.
The project focuses on four tasks:• Identify nondestructive techniques to measure surface hardness and case depth and develop a fundamental understanding of their mechanisms. Select nondestructivetechniques for testing based on project objective and equipment availability.• Select alloys and design heat treating conditions to be usedto create testing standards using the simulation method, and fabricate and characterize the standards.• Conduct nondestructive tests to determine the correlationsbetween the destructive test results and the known resultsin the standard.• Determine correlations among nondestructive test measurements, hardness, and microstructure for the standards. Verify the effectiveness of the respective nondestructive test technique in industry.
Completion of the research project is expected in 2016.
ADVANCED MATERIALS & PROCESSES • NOVEMBER-DECEMBER 201440
Breakthroughs in Nondestructive Measuring Techniques
HTPRO
6
About CHTEThe CHTE collaborative is an alliance between the industrial sec-tor and university researchers to address short-term and long-term needs of the heat-treating industry. Membership in CHTE isunique because members have a voice in selecting quality re-search projects that help them solve today’s business challenges.
Member research processResearch projects are member driven. Each research project hasa focus group comprising members who provide an industrialperspective. Members submit and vote on proposed ideas, andthree to four projects are funded yearly. Companies also havethe option of funding a sole-sponsored project. In addition,members own royalty-free intellectual property rights to precom-petitive research, and are trained on all research technology andsoftware updates.
CHTE also periodically undertakes large-scale projects fundedby the federal government or foundations. These endeavorskeep members informed about leading edge technology.
CHTE current research portfolioOther projects now in progress include:
• Improving Alloy Furnace Hardware Life• Induction Tempering• Gas Quench Steel Hardenability• Cold Spray Nanomaterials (supported by ARL)
For more information about CHTE, its research projects, andmember services, visit wpi.edu/+chte, call 508.831.5592, oremail Rick Sisson at [email protected], or Diran Apelian [email protected].
l
l
l
ll
l
l
ll
l
1.2
1
0.8
0.6
0.4
0.2
0
Slope ratio
0.6 0.7 0.8 0.9 1 1.1 1.2 1.3Case depth, mm
Barkhausen noise unit usedto measure case depth. The
magnetization voltagesweep method has been
applied, and the slope ratioreflects the case depth
variation of the tested part.
8 Hz/20 Hz8 Hz/128 Hz8 Hz/250 Hz20 Hz/128 Hz20 Hz/250 Hz
Primary winding
Secondarywindings
ll l
l l l
39.0 41.0 43.0 45.0 47.0 49.0Permeability
Meandering winding magnetometer(MWM) used to measure surfacehardness. At a high frequency (5 MHz), permeability measured bythe MWM sensor has good correlation with surface hardness.
y = 16.018 x = 177.11
600
400
200
Microhardness,
Hv
novt HTPro_am&p master template 2010 QX6.qxt 11/5/2014 12:23 PM Page 40

Boriding (also known as boronizing) is adiffusion-based case-hardening processfor metals that creates an ultrahigh hard-ness case (1500–2200 HV) below thesurface of the parts being treated. It pro-duces exceptional wear resistance formetal parts that operate in severely abra-sive and erosive operating conditionsand also improves anti-galling proper-ties. Boriding typically more than triplesthe service life of high wear partscompared with other traditional heattreatments such as carburizing, carboni-triding, nitriding, nitrocarburizing, thinPVD coatings, and platings like hardchrome. Boriding creates a wear layerwith higher hardness than many wearresistant thermal spray coatings, such astungsten carbide and chrome carbide. Itis not mechanically bonded to the sur-face, but instead is diffused below thesurface of the metal, making it less proneto peeling and breaking off treated parts.
Boriding is performed by diffusingboron atoms into a metal surface and al-lowing the boron to react with elementspresent in the substrate to form metal-boride compounds. Upon diffusingenough boron into the surface, a metal-boride compound layer with high hard-ness precipitates and grows below thesurface of the part. Different types ofmetal-boride layers are possible, thecomposition of which depends on thematerial being treated. For example,iron-boride layers form in steels and castirons and nickel-boride layers form innickel-base alloys. Other compoundspossible include cobalt and titaniumborides. This article discusses onlyboriding of ferrous alloys.
Two iron-boride compounds formedwhen boriding steel are Fe2B (at lowerboron concentrations) and FeB (at higherboron concentrations), each having dif-ferent structures, densities, and mechan-ical properties as shown in Table 1[1].
Single-phase Fe2B layers. As boron dif-fuses into a steel surface, concentrationat the surface starts out at zero and be-gins to increase until the concentrationjust below the surface reaches a levelwhere Fe2B compounds begin to pre-cipitate and grow. Fe2B is the firstphase to form, as it contains a lowerboron concentration (33%) than FeB,which requires 50% boron concentra-tion. A solid continuous single-phaseFe2B layer forms below the surface andgrows deeper over time as boron con-centration increases. An Fe2B single-phase layer is the ideal result and is thedesired microstructure after boridingferrous materials.
Dual-phase Fe2B-FeB layers. Boriding thepart for longer times to create a deepercase makes it more likely the boron con-centration just below the surface will ex-ceed 33%, which leads to the formation ofthe more boron-rich FeB compound inaddition to the already formed Fe2B.
Powder pack cementation is the mostcommonly used method for boriding. Adrawback of the process is that theboron activity of the powder pack isfixed; it cannot be varied during theprocess. This makes it impossible to per-form a diffusion process similar to theboost-diffuse methods used in carburiz-ing and two-stage Floe nitriding. Inthese processes, carbon and nitrogen
potentials of the furnace atmosphere canbe reduced to lower values during laterstages of the process to avoid oversatu-rating the surface with excessive carbonor nitrogen, which are responsible forcarbide networking, excessive retainedaustenite, and/or nitride networking.Therefore, boriding to deeper casedepths with a fixed high boron activityduring the entire process eventuallyoversaturates the surface with boron,forming a second FeB layer on the out-side of the original Fe2B layer.
Most commercially available boridingpowders create high boron activity lev-els, and are good for quickly forminghigh-quality thin boride layers withshort cycle times. However, there is alimit to the depth of the single-phaselayer that can be formed with longercycle times before undesirable FeB be-gins to precipitate resulting in a dual-phase FeB-Fe2B layer. The limit on depthdepends on the material as each one hasa different boron diffusivity rate.
Plain carbon and lower alloy steels gen-erally have higher boron diffusivity ratesand enable rapid diffusion to deeperdepths without a buildup of high boronconcentration at the surface. Morehighly alloyed steels have lower borondiffusivity rates, which tends to trapboron near the surface. This increasessurface boron concentration, forming
ADVANCED MATERIALS & PROCESSES • NOVEMBER-DECEMBER 2014 41
DEEP CASE BORIDING FOR EXTREME WEAR RESISTANCE HTPRO
7
THE ABILITY TO PRODUCE DEEPER CASE BORIDE LAYERS THAT ARE NOT PRONE TO SPALLING MAKES THE BORIDING PROCESS COMPETITIVE WITH SOME CONVENTIONAL DEEP-CASE AND THICK-COATING PROCESSES. Craig Zimmerman* and Nick Bugliarello-Wondrich,* Bluewater Thermal Solutions
*Member of ASM Heat Treating Society
TABLE 1 — PROPERTIES AND CHARACTERISTICS OF IRON-BORIDE COMPOUNDS
FeB Fe2B
Boron content, wt% 16.23 8.83
Structure Rhombic Tetragonal
Residual stress on cooling Tensile Compressive
Coefficient of linear thermal expansion, ´ 10-6/K 23 7.9–9.2
Hardness (HV0.1) 1900–2100 1800–2000
Density, g/cm3 (lb/in.3) 6.75 (0.244) 7.43 (0.268)
novt HTPro_am&p master template 2010 QX6.qxt 11/5/2014 12:23 PM Page 41

ADVANCED MATERIALS & PROCESSES • NOVEMBER-DECEMBER 201442
HTPRO
8
dual-phase FeB-Fe2B layers earlier in thecycle at shallower boride layer depths.For example, 1018 plain carbon steel canbe boronized to about 0.004 in. deepusing commercially available Ekabor 1boriding powders before any FeB beginsto form. A higher alloy 4140 steel canonly be borided to about 0.003 in. deepbefore FeB begins to form using the sameboriding agent. Materials having evenhigher alloy content, such as Types 304,440, and 17-4 stainless steels, form FeB atdepths less than 0.001 in. Thus, plain car-bon steels are attractive candidate mate-rials for boriding, as they can be borideddeeper while still maintaining a singlephase Fe2B layer. They also are less ex-pensive than higher alloy steels.
Dual-phase boride layers are undesirablecompared with an F2B single-phase layer.The main problem with dual phase lay-ers is that their coefficients of thermal ex-pansion and densities differ with respectto one another. The boride layers areformed at relatively high temperatures(1550°–1750°F) and these layers contractat different rates when cooled to ambienttemperature, generating stresses betweenthem. The Fe2B layer on the steel sub-
strate is in a state of com-pressive residual stress(desirable) and the FeBlayer on the surface of theFe2B layer is in a state oftensile stress. This cancause cracks to form be-tween the layers, and theFeB layer often spalls offthe surface during cooling.Figure 1 shows a dual-phase boride layer consist-ing of Fe2B (lighter coloreddeep “teeth”) and FeB
(darker colored shallow teeth) near thesurface. Stress-related cracks in the dual-phase layer run parallel to the material’ssurface. Cracking is even more prevalentin borided parts having outside cornersand edges where surface boron concen-tration is high due to simultaneous borondiffusion into the surface from multipleangles. Figure 2 shows an example ofspalling at the corner of a borided partwhere cracks formed between the FeBand Fe2B layers, resulting in the FeB layerspalling off at the corner. If spalling doesnot occur immediately during cooling,residual tensile stresses in the FeB layermake it very easy to chip and break dur-ing handling and in the field. Spalled
areas appear as small silver-colored re-flective spots (Fig. 3).
Deep case boridingHistorically, information on boriding inthe literature states that boriding deeperthan 0.005 in. is not recommended onmany materials due to dual-layer forma-tion, which is prone to spalling and frac-ture of the layer. However, many designengineers want to form deeper boride lay-ers to provide longer wear life. Recogniz-ing this need, Bluewater ThermalSolutions developed new deep-case borid-ing processes for several different materialgrades. While the use of high tempera-tures and longer cycle times enables this,the challenge is to create deeper layerswhile maintaining a single-phase Fe2Blayer. Figure 4 shows an example ofborided 4140 alloy steel using standardcommercially available boriding powdersto a layer depth of 0.020 in. Nearly one halfof the total boride layer depth is FeB,which is not a desirable structure.
Deep boriding with a single-phase Fe2Blayer in concept is simply to prevent boronconcentration at the surface from rising toa level where FeB begins to form while al-lowing boron to continue to diffusedeeper. However, the powder pack processmakes this difficult due to a fixed boronactivity level. There are a number of alter-native approaches to accomplish deepboriding with a single-phase Fe2B layer:
(1). The boriding process can be carriedout at a high boron potential, then cool theparts to ambient temperature, removethem from the powder pack, and reheat ina protective inert atmosphere with noboron present to allow further boron dif-fusion, while reducing the surface boronconcentration. A limitation of this ap-proach is spalling of the boride layer dur-ing cooling. In many cases, boride layersspall off part surfaces immediately as theyare removed from the boriding process. Itis also difficult to predict what post-borid-ing diffusion cycles are necessary to re-duce surface boron concentrations to alevel where all the FeB borides are dis-solved and reduced back into a single-phase Fe2B boride layer.
Figure 5 shows an example of deep-caseborided 4140 alloy steel with FeB pres-ent at the surface after boriding. Thematerial was reheated in an inert at-mosphere to diffuse away FeB that
Fig. 1 — Dual-phase boride layer with FeB(darker “teeth” near surface) and Fe2B(lighter teeth). Cracks have formed betweenthe FeB and Fe2B layers upon cooling.
Fig. 2 — Dual-phase boride layer withcracks between the FeB and Fe2B layers.The FeB boride layer at the corner spalledoff the surface.
Fig. 3 — Spalling (small silver-colored relective spots) on three different materialsthat were borided together: (left) 304 stainless steel, (center) 440C stainless steel,and (right) duplex stainless steel.
novt HTPro_am&p master template 2010 QX6.qxt 11/5/2014 12:23 PM Page 42

ADVANCED MATERIALS & PROCESSES • NOVEMBER-DECEMBER 2014 43
HTPRO
9
formed at the surface. However, the dif-fusion treatment on the piece was in-sufficient to reduce all of the FeBpresent. The near surface has fully re-verted from FeB (darker teeth) intoFe2B (lighter teeth), but there is stillsome FeB present at depths between0.001 and 0.002 in. that was not con-verted into Fe2B. It is crucial in thisprocess to ensure that spalling does notoccur between the boost and diffusesteps and that the diffuse process is suf-ficient to ensure that all FeB is reducedinto Fe2B by the end of the process.
(2). The entire boriding process can becarried out at lower boron potentials soFeB never forms. This requires the devel-opment of a customized boriding powderdifferent from most of the standard com-mercially available boriding powders.With many different boron sources, acti-vators, and diluents available to choosefrom, a wide array of different results arepossible through the development of cus-tomized boriding powders. However, eachgrade of material will boride differently asthey all have different boron diffusivityrates necessitating a different customizedpowder for each material. Another draw-back of boriding at lower boron potentialsis that the boron enters the parts veryslowly, requiring longer cycle times. Sub-stantial knowledge, testing, experimenta-tion, and research are required to developcustomized deep-case boriding powdersfor different materials and desired boridelayer depths.
(3). A method where a boost-diffuse typeprocess comparable to gas carburizingand gas nitriding, such as electrolyticsalt-bath boriding, could be used. Themethod involves immersing parts into aborax salt bath held at austenitizing tem-peratures. Parts are connected to a dcpower supply (cathodes) and graphiteplates are connected to the powder sup-ply and immersed into the salt bath (an-odes). Boriding occurs as electric currentflows through the system with borax re-acting with both parts and anodes to freeup boron atoms that diffuse into the partsurfaces. The boost-diffuse process ispossible because boriding only occurs aselectric current is applied. When currentis off, boron continues to diffuse into theparts at austenitizing temperature. Thus,a deeper boride layer forms while reduc-ing the boron concentration at the sur-face of the parts. The process, called
phase homogenization in electrochemi-cal boriding (PHEB), was developed byG. Kartal, S. Timur, V. Sista, O.L. Eryil-maz, and A. Erdemir[2].
The process has not yet gained wide-spread industrial acceptance due to var-ious problems such as salt residues beingdifficult to remove from parts, difficul-ties in building and maintaining a boraxsalt-bath furnace, and questions aboutreliability and safety of high electricalcurrent flowing through a high-tempera-ture borax salt bath. Another concern isthe ability to maintain uniform electricalconnectivity of the parts to the fixturesas the fixture material degrades.
(4). Another boost-diffuse boridingprocess could use boriding gases in an at-mosphere furnace for a portion of a cycleand then replace the boriding gases withan inert gas, or adjust the gases to reducethe boriding potential during later stagesof the process. Bluewater Thermal Solu-tions is developing this type of process,but details are proprietary and are notdiscussed at length here.
Results of deep-case boridingBluewater Thermal Solutions has devel-oped several deep-case boriding processes,which are currently being performed com-mercially. Parts treated using theseprocesses outperform conventionallyborided parts with shallower boride layersin several applications including oilfielddrilling equipment, industrial pumps, highwear agricultural machinery parts, andground-engaging tools, all subject to harshabrasive and erosive wear conditions.
Materials including 1018 plain carbonsteel, 4140 alloy steel, and O1, A2, D2,and S7 tool steels have been deep caseborided with a single-phase Fe2B layerwith no spalling problems. Steels like1018 and 4140, traditionally borided to adepth of 0.003 to 0.005 in., are now ableto be deep case borided to a depth of0.010 to 0.020 in. Tool steels like O1, A2,and S7, traditionally borided to a depthof 0.001 to 0.003 in., can be deep caseborided to a depth of 0.008 to 0.012 in.Martensitic and PH grade stainless steels,traditionally borided to a depth of 0.001in., can be borided to a depth of 0.004 in.with no spalling problems. Figure 6shows a photomicrograph of 4140 alloysteel deep case borided to a depth of0.015 in. where the structure is predom-
Fig. 4 — AISI 4140 alloy steel deep caseborided to a depth of 0.020 in. using commercially available boriding powder. Theboride layer consists of about 50% FeB(dark colored teeth near surface) and 50%Fe2B (lighter teeth) below the FeB layer, anundesirable condition prone to spalling.
Fig. 5 — AISI 4140 alloy steel deep caseborided to a depth of 0.011 in. followed by avacuum diffusion treatment. Some FeB nearthe surface converted back to single-phaseFe2B (light colored teeth) while some FeB(darker teeth) is still present at slightlydeeper depths. Single-phase Fe2B is present below.
Fig. 6 — AISI 4140 alloy steel deep caseborided to a depth of 0.015 in. consisting ofnearly 100% single-phase Fe2B with onlyminor traces of FeB (darker colored teeth)near the surface.
novt HTPro_am&p master template 2010 QX6.qxt 11/5/2014 12:23 PM Page 43

ADVANCED MATERIALS & PROCESSES • NOVEMBER-DECEMBER 201444
HTPRO
10
inately Fe2B with only minor traces ofFeB present at the surface.
To design a process capable of creating aspecific boride layer depth comprising sin-gle-phase Fe2B, each steel grade requiresdifferent processing parameters in termsof cycle time, temperature, and boron po-tential for each stage of the process. Forinstance, processing parameters used fordeep case boriding 1018 plain carbon steelare quite different than the parameters forA2 tool steel to produce a 0.015 in. deepsingle-phase Fe2B layer.
Applications and performanceDeep case boriding of parts providesgreater depth of the ultrahigh hardnessboride layer, which extends the wear lifeof parts. For example, a ground-engagingtool manufactured with a carbide wearinsert is now being borided with im-proved wear life. Two sets of the toolwere provided to a manufacturer for fieldtesting to compare service life-to-failureof tools treated with a conventional 0.004in. boride layer depth and a deep caseborided 0.010 in. layer depth. Figure 7shows the microstructures of each toolset. After multiple field trials, the manu-facturer of these tools elected to have thedeep boriding process specified for itstools, even at a higher cost than the con-ventional boriding process or tools madewith a carbide insert. According to themanufacturer, the 0.010 in. boride depthversus the 0.004 in. boride depth is 75 to100% more durable under varying soilconditions. The relative wear propertiesof the parts with deeper boride treatmentare superior in a cost-benefit analysis.
An oilfield drilling-tool company is spec-ifying the deep boriding process for itstools, which are exposed to high pressureflow of abrasive particles. Deep boridingimproved tool performance to the point oflasting for the entire well-drilling process
compared with previous parts that woreout and failed during drilling, requiringcostly downtime to replace the tools.
Bluewater provided two sets each of aconventionally borided and deep caseborided high-wear part to an agriculturalmachinery manufacturer to compare wearperformance in abrasive crop and soilconditions. Conventional boriding morethan doubled the expected life of theseparts over heat treating alone. At the pointwhere the conventional boride layer woreoff, the deep case borided parts still hadquite a bit of boride layer depth presentand did not show much signs of wear. Fig-ure 8 shows the wear surface of the twocomponents where the shallow boridedpart shows significant material loss whilethe deep borided component shows verylittle material loss due to wear.
Bluewater Thermal Solutions’ customdesigned deep-boriding processes weresuccessful for each project. The ability tocustomize the process for different steelgrades and application requirements canmake boriding a more popular choice totreat parts exposed to harsh wear envi-ronments. Deep case boriding enablesproducing wear layer depths comparableto competitive processes such as carbur-izing, nitriding, thermal spray coatings,and hardfacing. In addition to having acomparable wear-resistant depth, boridelayers are much harder than carburizedand nitrided cases, and have similar orhigher hardness than many flame sprayand hardface coatings, while maintainingbetter dimensional tolerances than thecoating processes, which add material.Deep case boriding could be the solutionto wear problems in many applicationswhere parts are exposed to extreme wearin harsh operating environments. HTPRO
References1. H-J. Hunger and G. Trute, Boronizing toProduce Wear-Resistant Surface Layers,Heat Treatment of Metals, 1994, 2, p 31–392. G. Kartal, et al., The Growth of SingleFe2B Phase on Low Carbon Steel Via PhaseHomogenization in Electrochemical Borid-ing (PHEB), Surface and Coatings Technol-ogy, Vol 206, 7, Dec. 2011, p 2005–2011.
For more information: Craig Zimmer-mann is Director-Technical, BluewaterThermal Solutions, 414.573.2832 (mobile),[email protected]; Nick Bugliarello is general manager ofChicago Plants 1 and 3, 708.410.8000(plant), [email protected],bluewaterthermal.com.
Fig. 7 — AISI 4140 alloy steel ground-engaging tools conventionally borided to a depth of0.004 in. (left) and deep case borided to a depth of 0.010 in. (right). Boride layers in both aresingle-phase Fe2B.
Fig. 8 — AISI 1045 plain carbon steel high-wear agricultural machinery parts borided toa depth of 0.005 in. (left) and deep caseborided to a depth of 0.014 in. (right). Afterservice on the same machine for the sameamount of time, the conventional boridedpart shows significant material loss due towear, while the deep case borided partshows virtually no wear.
novt HTPro_am&p master template 2010 QX6.qxt 11/24/2014 11:48 AM Page 44

ADVANCED MATERIALS & PROCESSES • NOVEMBER-DECEMBER 2014 45
HTPRO
11
NEW TECHNICAL RESOURCE FOR INDUCTION HEATING PROFESSIONALSTHE RECENTLY PUBLISHED INDUCTION HEATING AND HEAT TREATMENT, VOL 4C, ASM HANDBOOK, IS THE RESULT OF AN AMBITIOUS UNDERTAKING TO COMPILE AN ALL-NEW, COMPREHENSIVE RESOURCE ON INDUCTION THERMAL PROCESSES.Dr. Valery Rudnev,* FASM, Inductoheat Inc.
Heating by means of electromagneticinduction is a topic of major signifi-cance, and the technology continuesto grow at an accelerated rate. Ther-mal applications include hardening,tempering, stress relieving, brazing,soldering, melting, normalizing, an-nealing, and coating, as well as reheat-ing ferrous and nonferrous metallicmaterials prior to warm and hot work-ing. The recently published InductionHeating and Heat Treatment, Vol 4C,ASM Handbook, is the result of an am-bitious undertaking to compile an all-new, comprehensive resource oninduction thermal processes to meetthe needs of the induction heating andheat treating communities.
Continuing in the tradition of the ASMHandbook series, Vol 4C combines prac-tical knowledge in ready-to-use diagrams,technical procedures, guidelines, know-how, and good practices with up-to-dateknowledge emphasizing the specifics ofinduction processes compared with alter-native technologies. Common miscon-ceptions, erroneous assumptions, andmisleading postulations are clarified andexplained using easy-to-understand com-puter modeling charts, practical data, andnumerous case studies.
This technical resource provides a prac-tical, comprehensive reference on thetechnologies and applications of in-duction heating and heat treatment. It is written for design, manufacturing, andmaterials engineers. Internationally rec-ognized experts from leading universi-ties, research laboratories, and industrialcorporations from 10 countries con-tributed to this handbook.
Following is a brief glimpse of thebreadth of content in Volume 4C,
which begins with a review of electrical, electromagnetic, heattransfer, and material science fun-damentals related to inductionheating. Other critical facets asso-ciated with induction heating tech-nologies are also discussed, such asthe nonequilibrium nature of phasetransformations and other metal-lurgical subtleties related to thespecifics of induction hardening,tempering, and stress relieving. At-tention is given to the effect ofprior microstructure on the selec-tion of required temperatures andprocess parameters, and guidelinesare presented that reflect the differ-ences in stel response to the shortheating times.
Subtleties of induction hardening ofcritical components such as shafts,gears, axle shafts, camshafts, crank-shafts, and other components used in au-tomotive and off-road machinery,aeronautic and aerospace, farming, appli-ance, and oil and gas industries are alsocovered. Several articles introduce noveltechnologies and know-how that enableminimizing part distortion dramaticallyafter heat treating, which potentially couldlead to elimination of secondary opera-tions such as straightening. For example,regardless of the complexity of camshaftgeometry, shape of lobes (Fig. 1), and po-sitioning, novel induction hardening tech-niques often make it possible to obtainaccurate contour hardness patterns. Thisproduces uniform fine-grain martensiticsurface layers and almost undetectabledistortion (Fig. 2), which, in turn, im-proves overall process cost-effectiveness,energy efficiency, and quality of heattreated components[1].
A critical review of ASTM and SAE
*Member of ASM International and Heat Treating Society
Fig. 1 — Automotive cam lobe shapevaries depending on engine design. Courtesy of Inductoheat Inc.
Fig. 2 — True contour hardening ofcamshaft lobes. Courtesy of InductoheatInc.
novt HTPro_am&p master template 2010 QX6.qxt 11/5/2014 12:23 PM Page 45

ADVANCED MATERIALS & PROCESSES • NOVEMBER-DECEMBER 201446
HTPRO
12
standards and guidelines for properly measuring hardness ofthe case and heat affected zone, as well as a review of issuesand complications related to different hardness measuringtechniques are also included. Case studies of pattern specifi-cations are presented, and special attention is given to propermonitoring of induction processes, destructive and nonde-structive testing, and quality assurance.
The new handbook also includes in-depth analysis of ways todevelop robust, efficient, and high-quality processes; the for-mation of initial, transient, and residual stresses and their ef-fect on the performance of heat treated components, shapedistortion, and cracking potential. Studies have been con-ducted to evaluate stress formation during heating and sprayquenching in workpieces with classical shapes and parts withgeometrical irregularities such as fillets, diameter changes,and holes. For example, Figs. 3 and 4 show finite-elementmesh with nodal locations in the proximity of an oil-hole andthe variation of maximum principal stress during sprayquenching, respectively[2]. A quench delay has a significant ef-fect on the appearance of transient and residual stresses.
Selection of critical process parameters and review of induc-tor designs, heat pattern control, intricacies in using magneticflux concentrators, and spray quench design considerationsare included as well.
Another topic area covers subtleties in determining tempera-ture requirements when induction heating plain carbon andalloy steels, superalloys, titanium, aluminum and copper al-loys, and other materials prior to hot and warm working.Novel technological developments in heating billets, bars,tubes, rods, and other metallic workpieces, as well as a con-cept for controlling a billet’s true temperature are discussed.
Development of optimization procedures, principles of mul-tiobjective optimization, and strategies for obtaining optimalprocess control algorithms based on various technologicalcriteria, real-life constraints, and cost functions (e.g., maxi-mizing throughput, temperature uniformity, energy effective-ness, minimizing required shop floor space, metal loss, etc. isalso explored.).
Failure analysis and prevention, which are associated withproduct quality, process cost-effectiveness, downtime losses,and other issues are discussed as well. Many publications cov-ering failure analysis are devoted primarily to heat treatingprocesses other than induction, therefore several articles inthis handbook discuss various aspects of failure analysis ofcomponents heat treated using electromagnetic induction.Typical defects, abnormal characteristics, and root causes ofdifferent failures are discussed, as well as the effects of metal-lurgical factors and abnormalities such as excessive graincoarsening, presence of decarburized layers, inclusions,seams, laps, mixed structures, and overheated and burnedsteels. Causes of surface, transverse, and longitudinal internalcracks and their prevention are reviewed.
The new volume also includes good practices in designingand fabricating long-lasting inductors and ways to avoid theirpremature failures. A fishbone diagram of premature failure
novt HTPro_am&p master template 2010 QX6.qxt 11/5/2014 12:23 PM Page 46

ADVANCED MATERIALS & PROCESSES • NOVEMBER-DECEMBER 2014 47
HTPRO
13
of induction coils serves as a guide in determining potentialroot cause(s) of premature coil failures.
Special applications of electromagnetic induction, includingmelting of glasses and oxides, optical fiber drawing, nanoparti-cle heating, and hyperthermia applications are also discussed.
Design principles and operation specifics of modern tran-sistor and thyristor power supplies used for inductionheating are described using conventional and advanced cir-cuits. An appreciable amount of material is devoted topractical aspects, including review of transformer designsand load-matching facets and standard and customized in-duction equipment.
Volume 4C also contains numerous case studies that illustratethe challenges and solutions in obtaining required thermal con-ditions for a workpiece, as well as the subtleties of computermodeling of induction thermal processes.
Special attention is given to describing the aspects of processmonitoring, maintenance, and water cooling, as well as safetyprocedures, energy efficiency, and environmental factors in-cluding control of electromagnetic field (EMF) exposure.EMF is invisible and is associated with the operation of anyelectrical device. Several international organizations raisedconcerns related to external EMF exposure, developingawareness regarding nonionizing radiation, and the evalua-tion of health risks associated with EMF exposure. These or-ganizations include:
• The World Health Organization (WHO)• The Institute of Electrical and Electronic Engineers (IEEE)• The U.S. Occupational Safety & Health Administration
(OSHA)• The International Radiation Protection Association (IRPA)
Studies were conducted to evaluate direct and indirect ef-fects of EMF exposure on health, passive and active med-ical implants, hypersensitivity, etc., leading to the creationof a number of international standards, guidelines, andregulations. Being unaware of basic principles related to
electromagnetic field exposure and unfamiliar with the re-sults of studies conducted by various professional societiesand international health organizations can result in incor-rect assumptions. One article in this handbook aims to clar-ify this subject by reviewing key concepts regardingoccupational exposure to electromagnetic fields encoun-tered in industrial activities with which professionals shouldbe aware, measures used to evaluate these situations, andrules and international standards applicable to a 50 Hz to 10MHz frequency range[3].
SummaryThis reference provides practitioners, students, engineers,and scientists with the knowledge to better understand thevarious interrelated physical phenomena of induction heat-ing and heat treating. Much of the content in the 62 articlesin this handbook has not been published before. To providea snapshot of the wealth of information contained in Vol 4C,a series of brief articles highlighting some of material in dif-ferent chapters are now being published in subsequent is-sues of HTPro. The review articles are authored by ValeryRudnev (Professor Induction), who together with GeorgeTotten served as co-editors of the handbook. HTPRO
References1. G. Doyon, V. Rudnev, and J. Maher, Induction Hardening ofCrankshafts and Camshafts, Induction Heating and Heat Treat-ing, Vol 4C, ASM Handbook, V. Rudnev and G. Totten (Editors),ASM International, 2014.2. B.L. Ferguson and Z. Li, Modeling and Simulation of Stressesand Distortion, Induction Heating and Heat Treating, Vol 4C,ASM Handbook, V. Rudnev and G. Totten (Editors), ASM In-ternational, 2014.3. L. Koenig, Control of Professional Magnetic Field Exposure –International Standards and Regulations, Induction Heating andHeat Treating, Vol 4C, ASM Handbook, V. Rudnev and G. Tot-ten (Editors), ASM International, 2014.
For more information: Dr. Valery Rudnev, FASM, is Director,Science and Technology, Inductoheat Inc., an InductothermGroup Co., 32251 N. Avis Dr., Madison Heights, MI 48071,248.629.5055, [email protected]; inductoheat.com.
Fig. 3 — Nodal locations on oil-hole edgeof crankshaft bearing section.
Fig. 4 — Maximum principal stress atnode locations in Fig. 3 as a function of
spray quench time.0 1 2 3 4 5 6 7 8 9 10
Spray time, s
800
700
600
500
400
300
200
100
0
Maximum
principal stress, MPa
Node 4320, no delay
Node 4344, no delay
Node 4320, 2 s delay
Node 4344, 2 s delay
novt HTPro_am&p master template 2010 QX6.qxt 11/5/2014 12:23 PM Page 47



![Laser Hardening and Pack Boriding of EN 8D Steel · Boriding is a thermo-chemical process [6] where the substrate pre-coated with boriding agent and heated above the austeninzing](https://img.dokumen.tips/doc/110x75/5b8314757f8b9a31608c726e/laser-hardening-and-pack-boriding-of-en-8d-steel-boriding-is-a-thermo-chemical.jpg)




![FeB/Fe2B phase transformation during SPS pack‑boriding .... FeBFe2B Phase... · Boriding can be carried out in solid, liquid or gaseous media [3]. Among the various boriding processes,](https://img.dokumen.tips/doc/110x75/6109aa3451bc19565c496684/febfe2b-phase-transformation-during-sps-packaboriding-febfe2b-phase.jpg)