Embed Size (px)
Citation preview

NOTE ON PROJECT
Environmental Clearance for this unit was issued vide letter no J- vide letter no J-11011/638/2008- IA II (I) on 19.12.2008 for producing ground cement of 4.6 MillionTonnes per annum(MTPA), with Portland Slag Cement at 3.2 MTPA and PortlandPozzolona Cement (PPC) at 1.4 MTPA as per EIA notification, 2006.
Subsequently, to meet the trend in the market, LIL obtained Amendment forEnvironmental Clearance from Ministry vide letter no. J-11011/638/2008.IA.II(I) dated16th March, 2016 was obtained for change of product mix, without increasing theproduction.
LIL now proposes to produce Portland Composite Cement (blend of high ash PPCand Slag) to maximum quantity of 1.0 MTPA in addition to Portland Slag Cement(PSC) and PPC, keeping total production capacity of the plant at 4.6 MTPA forwhich EC was granted.
While issuing the EC in 2016, MOEF & CC had stipulated a condition that forany change in scope of the project, a fresh EC shall be obtained needs to betaken.
The proposal is now being submitted for obtaining fresh EnvironmentalClearance as per the above condition though it doesnot involve any expansion. Itis only change of product mix without

0
NOTE
Of
JOJOBERA CEMENT PLANT(STAND-ALONE CEMENT GRINDING UNIT)
FORENVIRONMENTAL CLEARANCE FOR CHANGE IN
PRODUCT MIX OF4.6 MILLION TONNES PER ANNUM CEMENT
PRODUCTION(NO INCREASE IN PRODUCTION)
AT
CEMENT GRINDING UNITP.O. Rahargora, Jamshedpur (Jharkhand)
By
Prepared By

1
Table of Contents
1. Executive summary2. Introduction of the project/ Background information3 Project Description.4 Site Analysis5. Planning Brief.6 Proposed Infrastructure7. Rehabilitation and Resettlement (R & R) Plan.8. Project Schedule & Cost Estimates9. Analysis of Proposal (Final Recommendations).

2
1. EXECUTIVE SUMMARY
Lafarge India Limited (LIL) is operating Jojobera Cement Plant (JCP), aState-of-the-art cement grinding unit based on latest and most eco-friendly technology adjacent to Thermal Power plant of Tata PowerStation near Jamshedpur. The plant has been set up with the primaryobjective of utilizing the waste product of Steel manufacturing slagand Fly Ash produced by Tata Power Limited (TPL) which was earlierconsidered as solid waste. The present production details are;
Million Tonnes Per Annum
PSC 3.2 4.0 (Max.)Portland PozzolonaCement (PPC))
1.4 1.0 (Max.)
However the production is limited to 4.6 Million Tonnes per annum
The unit is utilizing bulk quantity of Fly–Ash generated by TataThermal Power Station and the Slag generated from Tata Iron & SteelCo. Ltd. (TISCO) in an eco-friendly manner and thus is instrumentalin abating the Pollution in the region in terms of Solid wasteutilization approximate 0.35 MTPA of fly-ash and approximate 2.2MTPA of slag.
The required Clinker produced at LIL sister units Sonadih CementPlant (SCP) and Arasmeta Cement Plant (ACP) is transported toJamshedpur by Rail, Slag from TISCO, Fly Ash from TPL.
The Environmental Clearance for this unit was issued vide letter no J-11011/638/2008- IA II (I) on 19.12.2008 for producing groundcement of 4.6 Million Tonnes per annum(MTPA), with Portland SlagCement at 3.2 MTPA and Portland Pozzolona Cement (PPC) at 1.4MTPA. (Annexure-I)
Subsequently, to meet the trend in the market, LIL obtainedAmendment for Environmental Clearance from Ministry vide letter no.J-11011/638/2008.IA.II(I) dated 16th March, 2016 (Annexure-II ) forthe production of Cement mix as given below
Million Tonnes Per Annum
PSC 3.2 4.0 (Max.)PPC 1.4 1.0 (Max.)However the production is limited to 4.6 Million Tonnes per annum

3
Now LIL proposes to produce Composite Cement, which is a blend ofground slag & fly ash cement, in addition to existing product i.e. PPC& PSC, while maintaining the total output at 4.6 Million Tonnes PerAnnum. It amounts to increase in cementitious materialsconsumption with reduction in Clinker consumption. Now, theproposed product mix would be :
Million Tonnes Per Annum
Present ProposedPSC 4.0 4.0 (Max.)PPC 1.0 1.0 (Max.)Composite Cement (CC) - 1.0 (Max.)However the production is limited to 4.6 Million Tonnes per annum
Since the overall volume remains same, we don’t see any increase inwater requirement for the plant, which is about 1050 m3/day. Thewater is sourced from JUSCO (A subsidiary company of TISCO). Therewould not be any increase in water consumption.
Present contract demand for power requirement is 30 MVA for 4.6MTPA for PPC and PSC production. No additional power requirementwill be there.
Hot Air Generators is being used for drying the wet slag in thegrinding mill. Presently furnace oil consumption is about 16 KL perday and coal is about 60 MT/per day on yearly average basis, whichalso remains unchanged.
The present strength of manpower is 230. No additional manpower isrequired.
No solid waste generation from the plant.
The production and requirements of the project before and afterchange of product mix are given below:
Parameter PresentProposed(change of
product mix)Remarks
PSC 4.0(Max.) 4.0 (Max.) No ChangePPC 1.0(Max.) 1.0 (Max.) No Change

4
Parameter PresentProposed(change of
product mix)Remarks
CC - 1.0(Max) AdditionalTotal, MTPA 4.6(Max.) 4.6(Max) No ChangeClinker,MTPA
2.45 2.15 No Change
Gypsum,MTPA
0.23 0.23 No Change
Fly Ash,MTPA
0.340 0.342 Increase in wasteconsumption
Slag, MTPA 2.10 2.15 Increase in wasteconsumption
Land, Ha 133.8 Acres 133.8 Acres No ChangeManpower 263 230 No ChangeWater,m3/day
1050 1050 No Change
The present location of the plant is adjacent to premises of TPL. About133.8 acres of the area has been leased out to LIL by the TISCO foroperating the grinding unit. Green belt in an area of more than 45Acres has been developed inside the plant boundary as per statutorynorms. No additional land is required for change.
There is no wild life sanctuary, national park, eco-sensitive areawithin the 10 km radius of the project site.
Existing infrastructure include railway siding and well developedroads, parking area, storm water drains with adequate storage spacefor clinker and fly ash.
All infrastructure facilities such as education, health facilities andother social facilities are available adequately at nearest populatedarea i.e Jamshedpur.
LIL has well-defined CSR policy to Carryout social development andwelfare measures in the surrounding villages. Under CSR activity LILhas initiated community development projects, in the fields of health& safety, education and environment infrastructure & employability,in and around the plant.

5
2. INTRODUCTION OF THE PROJECT/ BACKGROUNDINFORMATION
(I) IDENTIFICATION OF PROJECT AND PROJECT PROPONENT
PROJECT
Lafarge India Limited is operating Jojobera Cement Plant is a State-of-the-art cement grinding unit based on latest and most eco-friendlytechnology adjacent to Tata Thermal Power Station near Jamshedpur.The plant has been set up with the primary objective of utilizingindustrial waste of TATA Steel & TATA Power i.e slag & Fly ash resp.and abating the Pollution in the region in terms of Solid wasteutilization.
The required Clinker produced at LIL sister units Sonadih CementPlant and Arasmeta Cement Plant is transported to the plant by Rail,Slag from Tata steel by rail & road, Fly ash pneumatically conveyedthrough closed pipelines and Gypsum by rail, to produce cement.
Jojobera Cement Plant is having automated grinding system consistsof a ball mills, roller presses and vertical roller mill.
PROJECT PROPONENT
Lafarge India Limited in its Indian operation is producing cement aswell as building materials. Its operation is spread all over the country.
By focusing on the development and advancement of buildingmaterials, Lafarge places the customer at the core of its strategy andoffers the construction industry and the general public innovativesolutions that will bring more safety, comfort and beauty to oureveryday lives.
The Group’s expertise in efficient industrial processes generate value,protects the environment, shows respect for societies & cultures andis sparing in its use of natural resources and energy.
Lafarge entered the Indian market in 1999, through its cementbusiness, with the acquisition of TISCO’s cement business. Thisacquisition was followed by the purchase of the Raymond Cementfacility in 2001. Lafarge currently has six cement plants in India: twoplants in the state of Chhattisgarh (Sonadih and Arasmeta), One in

6
Rajsthan, Grinding Units in Jharkhand (Jojobera) and West Bengal(Mejia) and Blending unit in Jhajjar, Haryana.
In recent years, Lafarge has significantly enlarged its operationsacross its three business divisions - Cement, Aggregates & Concrete.
Lafarge’s total cement production capacity in the Indian marketcurrently stands at around 11 million tons and Lafarge India hasplan to further expand its production capacity in existing operations.In addition to capacity changes at Sonadih and Jojobera, theCompany is building on the success of its regional developmentmodels and is in the process of starting projects in Karnataka,Meghalaya and Himachal Pradesh.
Lafarge has been committed to sustainable development for manyyears, pursuing a strategy that combines industrial knowhow withperformance, value creation, respect for employees and local cultures,environmental protection and the conservation of natural resourcesand energy. To make advances in building materials, Lafarge placesthe customer at the heart of its concerns. It offers the constructionindustry and the general public innovative solutions bringing greatersafety, comfort and quality to their everyday surroundings. Safety isthe cornerstone of the Company’s performance culture and long-standing people-centric tradition. All Lafarge India plants have aninnate culture of safety consciousness and assured best-in-classHealth & Safety standards.
(II) BRIEF DESCRIPTION OF NATURE OF THE PROJECT
Presently, Cement production capacity of the plant is 4.6 MTPA with4.0 Million Ton per Annum, (max) PSC and 1.0 Million Ton perannum (max) of PPC.
The required Clinker produced at LIL sister units Sonadih CementPlant and Arasmeta Cement Plant is transported to Jamshedpur byRail and Ground along with Slag (after drying) to produce PSC and FlyAsh to produce PPC with addition of gypsum.
The proposal is now to produce of about 1.0 MTPA (max) CompositeCement by blending of Ground Slag & blendable PPC keeping the totalcapacity at the present level of 4.6 MTPA.
For making Composite Cement, a blendable PPC bin, weighing scaleand blender will be installed and same shall be stored in one of the

7
existing cement silos. Ground slag will be used from the existingoperation.
The details of production capacity with change of product mix is givenbelow
S. No in million tons per annum (MTPA)Present capacity Proposed change
PSC 3.2 4.0 (Max.)PPC 1.4 1.0 (Max.)Composite Cement - 1.0(Max)Total 4.6 4.6
(III) NEED FOR THE PROJECT AND ITS IMPORTANCE TO THECOUNTRY AND OR REGION
Very purpose of need of project is introduction of new ISS (IndianStandard Specification) for Composite Cement (CC) wherein, Lafargeseeing opportunity for further reduction in CO2 emission &conservation of natural resources by means reducingclinker component which requires Limestone, coal and water therebyreducing Green house gas emission.
The most important raw material for these cements are blast furnaceslag as a byproduct from the iron making process and fly ash as abyproduct from electricity production in coal fired power plants. Theseby-products earlier were seen as waste. In the developed technicalworld, these products were renamed from waste to by-product and areused as raw material in producing the blended cements, namely PSCand PPC. For more utilization of the industrial wastes or by productsand also to minimize the Clinker consumption, there by reduction inPower requirement, better utilization of Solid waste, with outcompromising on the quality of strength, Bureau of Indian Standards(BIS) has introduced Composite Cement as per IS 16415 : 2015whose mix is about 15% - 35 % Fly ash, 20-50% Slag, more than 35%OPC (Clinker + Gypsum). Overall percentage of Slag and Fly Ashshould not exceed 65 % in any case.
Based on the concept of waste to by-product, and in view of thedemand, LIL now proposes to produce Composite Cement to max.Quantity of 1.0 MTPA in addition to PSC and PPC, keeping total

8
production capacity of the plant at 4.6 MTPA for which EC wasgranted.
(IV) DEMAND- SUPPLY GAP
Market demand and projections
Cement growth is expected to be above the GDP growth of thecountry, which is expected to be around 8% for the coming years. TheIndian cement Industry is poised for a period of significant growth andthe demand for cement is expected to match the current availabilityby the end of the current fiscal. Cement demand has registered aCAGR of about 8.5% over the last decade. In fact, at the current levelsof growth, the cement industry may have to add over 90 Million Tonsof cement capacity to meet the demand for cement over the next 5years.
Cement companies were operating at levels below capacity in the pastbut with the demand and supply reaching equilibrium; almost allplants are working at above 90% capacity. The rate of growth incement demand is growing at a faster pace as compared to thecapacity change. This will improve the realizations of the industry inthe coming year.
(V) IMPORTS Vs INDIGENOUS PRODUCTION
India is self sufficient to meet the demands of the market with theGDP projected at 10% in the coming decades and in view of theinfrastructure.
(VI) EXPORT POSSIBILITY
No export is proposed.
(VII) DOMESTIC/EXPORT MARKETS
The entire production is envisaged for the domestic market.
(VIII) EMPLOYMENT GENERATION (DIRECT AND INDIRECT) DUETO THE PROJECT
No additional employment is proposed

9
3. PROJECT DESCRIPTION
(I) TYPES OF PROJECT INCLUDING INTERLINKED ANDINTERDEPENDENT PROJECT IF ANY
Required Clinker produced at LIL sister units Sonadih Cement Plantand Arasmeta Cement Plant are transported to Jamshedpur by Rail.
.The plant is utilizing bulk quantity of Fly–Ash generated by TPL andthe slag generated from TISCO.
(II) LOCATION (MAP SHOWING GENERAL LOCATION, SPECIFICLOCATION, AND PROJECT BOUNDARY & PROJECT SITE LAYOUTWITH COORDINATES
The Cement Plant is located in the Jojobera area of JamshedpurNotified Area Committee. Jamshedpur is an industrial centre ofrepute with industrial giants such as TISCO and TPL. It falls inDistrict East Singbhum of Jharkhand State and is about 250 kms byroad from Kolkatta. Jamshedpur city is well connected by Rail, Roadsand Air. National highway 33 connects Jamshedpur to Ranchi andKolkatta. Jamshedpur – Chaibsa road and Jamshedpur – Gamhariaroads also fall in study area which connects Jamshedpur to Chaibasa,Adityapur Industrial Area and Gamharia. The site of Jojobera is wellconnected by road to all major centers of Jamshedpur city. RiverSubarnarekha and River Kharkai flow in NE and WNW direction ofplant site and they both meet at about 12 kms in NW direction ofplant site. Geographically the site is very close to the intersection oflatitude 220 45’ N and the longitude 860 15’ E and 129 m above MeanSea Level
The site is well connected with communication facilities liketelephone, fax, wireless and telex, railway, airport, highway and assuch, no constraints are envisaged in this aspect as the tehsil anddistrict headquarter is near to the site. The environmental setting ofthe unit is given in table below
The location of Jojobera cement plant is shown in Fig-1 and Key Mapof the plant site is shown in Fig-2. Salient features of the project siteare given in Table-1.

10
FIG – 1

11
FIG – 2

12
FIG – 3

13
TABLE-1SALIENT FEATURES OF THE PROJECT SITE
Feature DetailsAltitude 194 m above MSLLongitude Between 860 14’ 21.67” to 860 15’ 9.78” ELatitude Between 220 44’ 50.9” to 220 45’ 36.96” NVillage, Tehsil, District, State Rahargora Village, Jamshedpur Tehsil & District,,
JharkhandMax. Temp. 46.6oCMin. Temp. 5.0.oCRelative Humidity 25 - 78%Annual rainfall 1320.7mmTopography PlainSoil Type Predominantly clayey
Nearest River River Kharkai - 5.1 km (ENE)River Subarnrekha – 7.5 km (W)
Nearest Highway National Highway (NH-33) connecting Pardih –Mohulia – 7.2 km - N
Nearest Railway station &Junction Tatanagar – 8 km - WNW
Nearest Industries None within 10 km radiusNearest Village Bari nagar – 1.3 km – NW
Govidpur – 0.6 km – ENE Parsudi - 2.7 km – W Gayatri Nagar – 2.5 km – NW
Nearest Town Jamshedpur – 6.5 km - NWNearest Air port Ranchi
Nearest Forest No reserve forest in the proximity of 10 kms.
Historical places None within 10 km radius*all distances mentioned in the above table are aerial distances
14
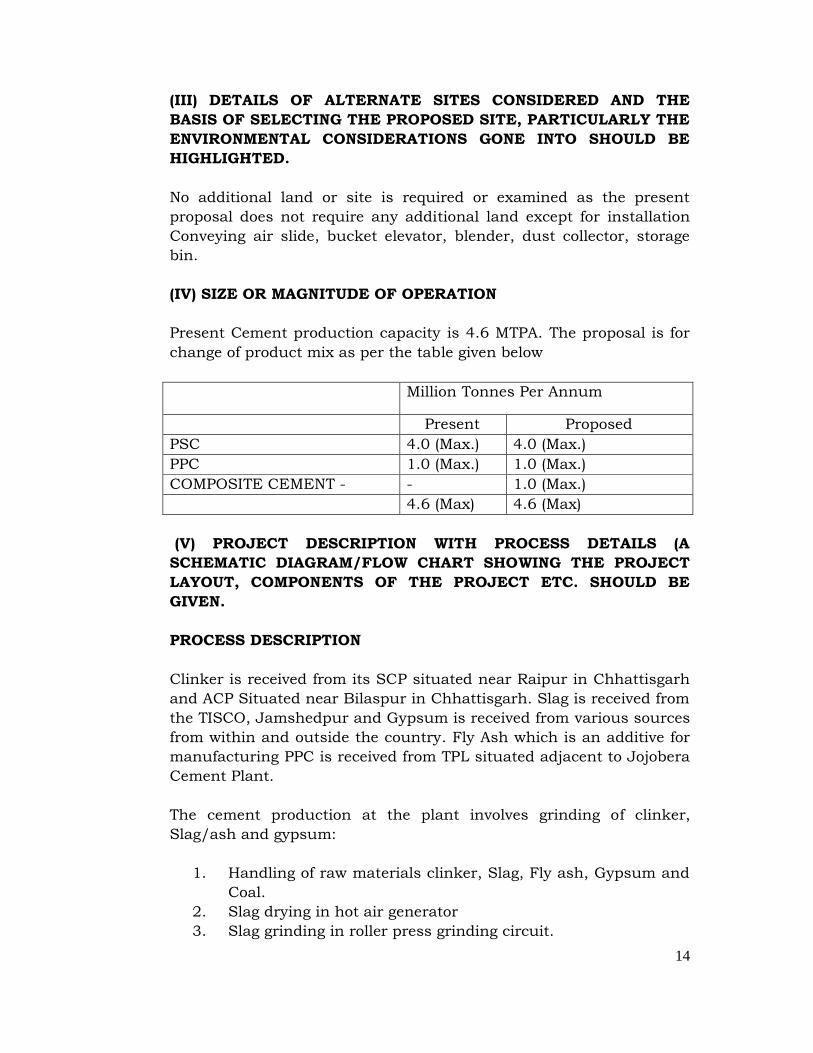
(III) DETAILS OF ALTERNATE SITES CONSIDERED AND THEBASIS OF SELECTING THE PROPOSED SITE, PARTICULARLY THEENVIRONMENTAL CONSIDERATIONS GONE INTO SHOULD BEHIGHLIGHTED.
No additional land or site is required or examined as the presentproposal does not require any additional land except for installationConveying air slide, bucket elevator, blender, dust collector, storagebin.
(IV) SIZE OR MAGNITUDE OF OPERATION
Present Cement production capacity is 4.6 MTPA. The proposal is forchange of product mix as per the table given below
Million Tonnes Per Annum
Present ProposedPSC 4.0 (Max.) 4.0 (Max.)PPC 1.0 (Max.) 1.0 (Max.)COMPOSITE CEMENT - - 1.0 (Max.)
4.6 (Max) 4.6 (Max)
(V) PROJECT DESCRIPTION WITH PROCESS DETAILS (ASCHEMATIC DIAGRAM/FLOW CHART SHOWING THE PROJECTLAYOUT, COMPONENTS OF THE PROJECT ETC. SHOULD BEGIVEN.
PROCESS DESCRIPTION
Clinker is received from its SCP situated near Raipur in Chhattisgarhand ACP Situated near Bilaspur in Chhattisgarh. Slag is received fromthe TISCO, Jamshedpur and Gypsum is received from various sourcesfrom within and outside the country. Fly Ash which is an additive formanufacturing PPC is received from TPL situated adjacent to JojoberaCement Plant.
The cement production at the plant involves grinding of clinker,Slag/ash and gypsum:
1. Handling of raw materials clinker, Slag, Fly ash, Gypsum andCoal.
2. Slag drying in hot air generator3. Slag grinding in roller press grinding circuit.

15
4. Clinker is grinding in roller press and ball mill grindingcircuit.
5. Mixing of ground clinker and ground slag by paddle mixer6. Mixing the slag with Pozzolona cement to arrive at Composite
Cement .7. Cement storage (PSC)8. Cement Storage (PPC)9. Cement Storage (CC)10. Packing and dispatch
Capacity of main equipment & storage already existing are asmentioned below
SL. NO. EQUIPMENT CAPACITY1. Wagon Tippler 1X 500 TPH + 1 X 1200 TPH2. Roller Press 4 X 75 TPH
3. Clinker Silo 2 X 20000 TON + 1 X 12000TON
4. Dry Slag Silo 2 X 4500 TON5. Ground Clinker Silo 1X 700 TON + 1 X 3000 TON6. Ground Slag Silo 1X 700 TON + 1 X 4000 TON7. Ball Mill 2 X 140 TPH8. Cement Silo 5 X 7000 EACH9. Packer Machine 6 X 240 TPH10. Truck Loading Machine 4 X 90 TPH11. Wagon Loading Machine 16 X 90 TPH12. L D O / F.O Storage Tank 2 X 22 KL + 1 X 44 KL13. L D O / F .O. Day Tank 2 X 5 KL14. H S D Storage & Dispensing Unit 2 X 20 KL15. Locomotive –03 Nos. 2 X 350 HP + 1 X 1200 HP16. Pay Loader – 02 Nos. 2 CUBIC METER17. Dozer – 01 No. 150 HP18. Wet Slag Stock Pile / Storage 10000 TON19. Coal Stock Pile / Storage 4000 TON20. Truck Tippler 40 TON
21. Vertical Cement Mill Hoppers350 T (SLAG) + 300 T (CLINKER)+ 200 T (MINERAL GYPSUM) +100 T (CHEMICAL GYPSUM)
22. Coal Mill 15 TPH
23. Vertical Cement Mill 230 TPH (SLAG) / 127 TPH(CLINKER)
24. Bulk Loaders 1 X 230 CFM25. Paddle Mixer 1 X 425 TPH + 1 X 225 TPH26. Stacker 1400 TPH27. Reclaimer 300 TPH

16
Additional equipment
Installation of Conveying air slide, bucket elevator, blender, dustcollector, storage bin.
PROJECT LAYOUT
The plant is located in an area of 133.8 Acres. More than 33 % of theplant area is developed under greenbelt. No additional land will berequired for change. The plant layout is shown in Fig –3.
(VI) RAW MATERIAL REQUIRED ALONG WITH ESTIMATEDQUANTITY, LIKELY SOURCE, MARKETING AREA OF FINALPRODUCTS/S, MODE OF TRANSPORT OF RAW MATERIAL ANDFINISHED PRODUCT
Raw Material Requirement
The total raw material required for producing clinker and total Cementafter change of product mix will be:
RAW MATERIAL REQUIREMENTS.
No. Minerals Quantity in MTPA SourceExisting Additional Ultimate1. Clinker 2.76 -0.88 1.88 Lafarge’s Sonadih,
Arasmeta CementPlant
2. Slag 1.92 0.23 2.15 TISCO3. Fly Ash 0.35 -0.01 0.34 TPL
4. Gypsum 0.23 0 0.23 IFFCO, PPL, VizagImported, etc.
5. FurnaceOil
0.0065 0 0.0065 HPCL, IOC etc.
6. Coal 0.04 0 0.04 Imported &indigenous

17
MODE OF TRANSPORTATION
Clinker, Gypsum, Coal, wet slag is transported by the railway wagonsdry slag by road and Fly-Ash is received through dense phaseconveying system from the TPL located adjacent to Jojobera CementPlant.
After packing cement bags of different types are dispatched to severaldepots by means of Railways and Roadways.
Railways
The nearest railway station is at Tata Nagar situated at a distance of 8Km from plant. Lafarge Cement with co-operation of Railwaydepartment has extended the railway track upto the cement plant fortransportation of essential raw materials and dispatching cement todomestic market.
Roadways
Jojobera is well connected to Jamshedpur city by road network. TheNH- 33, which is connected Jamshedpur city to Ranchi and Kolkata.Katjor- Haludpukhar road, connecting Katjor and Haludpukhar
SLAG, FLYASH ,,TISCO,JAMSHEDPUR
CLINKER LAFARGESONADIH ,
ARASMETA CEMENTPLANT
WATER JUSCOJAMSHEDPUR
CHEMICAL GYPUSMIFFCO, PPL, VIZAG
IMPORTED MINERALGYPSUM,
4.6 MTPAPSC /PPC/CCPRODUCTION
FLOW DIAGRAM OF RAW MATERIAL FLOW
Road / Rail / Pipeline Rail
PipeLine
RailBy Ship /Rail 1900
km
350
–85
0 km
9 km
8 km

18
through Jamshedpur city. In addition to the main roads, there areseveral roads connecting Jojobera and Jamshedpur city.
Lafarge Cement purchases all the additives from outside parties, andcarries them by railways, trucks and trailers on roadways. Roadwaysare the other option through which Lafarge Cement dispatch cementto the domestic market.
(VII) RESOURCES OPTIMIZATION/ RECYCLING AND REUSEENVISAGED IN THE PROJECT, IF ANY, SHOULD BE BRIEFOUTLINED
The concept of waste-minimization, recycle/reuse/recover techniques,Energy conservation, and natural resource conservation have beenconsidered and detailed below.
Waste minimization: The plant is presently using about 2.11MTPA of Slag & 0.34 MTPA of ash of TISCO & TPL respectivelywhich otherwise is treated as waste and needs disposal.
In the proposed change - more wet slag will be consumed andmore clinker will be saved.
Reduction of greenhouse gas emissions - CO2
By introducing composite cement we are expecting about 15%increase in cementitious consumption over PPC. Which will bringdown equivalent quantity of clinker consumption there by coal.
For 1.00 MTPA of CC, about 15% Clinker is saved and there byreduction of Green house gases by means of reduction in coalconsumption at clinker manufacturing unit, which is approx.30 million Kg of CO2.
(VIII) AVAILABILITY OF WATER ITS SOURCES, ENERGY /POWERREQUIREMENT AND SOURCES SHOULD BE GIVEN
Utilities and Resource Requirement
The major utilities for running of the cement plant are as follows:

19
(a) Water Requirement
Present water requirement for the plant is about is 1050 KLD)The water is sourced from JUSCO. There would not be anyincrease in water consumption.
(b) Power Requirement
Present power requirement is 30 MVA. Total Powerrequirement after change is 30 MVA. The source of power isTata Power Company the same will be for change also.
(c) Fuel Requirement
Hot Air Generators is being used for drying the wet slag in thegrinding mill. Presently furnace oil consumption is about 16KL per day and coal is about 60 Ton per day on year averagebasis.
(d) Manpower Requirement
The present strength of manpower is around 230 and noadditional manpower requirement.
(e) Power: The power demand is met from Tata Steel /JUSCO.
(f) Water:Present water consumption is 1050 m3/day. The water issourced from JUSCO.
(IX) QUANTITY OF WASTES TO GENERATED (LIQUID AND SOLID)AND SCHEME FOR THEIR MANAGEMENT/DISPOSAL)
No solid waste generation from the plant.Waste water generation is only from domestic use is treated in Sewagetreatment Plant.
(X) SCHEMATIC REPRESENTATIONS OF THE FEASIBILITY WHICHGIVE INFORMATION OF EIA PURPOSE
Not applicable

20
4. SITE ANALYSIS
(I) CONNECTIVITY
Nearest railway line connecting Plant site – Jojobera of SER. The siteis located at a distance of about 0.3 km from road connectingSalgajhuri to Jojobera. The nearest main railway station is located atJojobera which is 8 km from the site
(II) LAND FORM, LAND USE AND LAND OWNERSHIP
The present location of the plant is within the premises of Jojoberathermal power plant. About 133.8 Acres of the area has been leasedout to LIL by the TATA Steel for operating the grinding unit.
(III) TOPOGRAPHY (ALONG WITH MAP)
The plant is existing and is developed. Fig –2 shows the 10 kmradius around the plant site
(IV) EXISTING LAND USE PATTERN (AGRICULTURE, NON-AGRICULTURE, FOREST, WATER BODIES (INCLUDING AREAUNDER CRZ)), SHORTEST DISTANCES FROM THE PERIPHERY OFTHE PROJECT TO PERIPHERY OF THE FORESTS, NATIONALPARK, WILD LIFE SANCTUARY, ECO SENSITIVE AREAS, WATERBODIES (DISTANCE FORM THE HFL OF THE RIVER), CRZ. INCASE OF NOTIFIED INDUSTRIAL AREA, A COPY OF THEGAZETTE NOTIFICATION SHOULD BE GIVEN)
The present location of the plant is adjacent to Jojobera Tata PowerCompany. About 133.8 Acres of the area has been leased out to LIL bythe Tata Steel for operating the grinding unit.
S.No. Details Extent (Acres)1 Plant &Machinery 43.42 Roads 12.63 Railway Siding 10.14 Parking Area 4.75 Greenbelt 45.66 Vacant Land 17.5
Total 133.8

21
There is no wild life sanctuary, national park, eco-sensitive areawithin the 10 km radius of the project site.
(V) EXISTING INFRASTRUCTURE.
Existing infrastructure include railway siding and well developedroads, storm water drains with adequate storage space for clinker andfly ash and parking area
(VI) SOIL CLASSIFICATION
Predominantly clayey soil.
(VII) CLIMATIC DATA FROM THE SECONDARY SOURCES.
The macro climate of the study area is characterized as dry, except inthe monsoon season. The average annual rainfall is about 1300 mm.May is generally the hottest month with mean daily maximum of 46 oCand the mean daily minimum of 20oC. The relative humidity (RH) ishigh during the monsoon season with maximum value of 82 %.
During the south-west monsoon and brief spells of a day or two in thecold season in association with passing western disturbances, heavilyclouded or overcast skies prevail. In the rest of the year the skies aremostly clear or slightly clouded.
Winds are mostly from the east or west during the period throughoutthe year. Post-monsoon, winds are light and variable in direction.Wind velocity increases post winter season, highest being in summer.
VIII) SOCIAL INFRASTRUCTURE AVAILABLE.
All infrastructure facilities such as education, health facilities andother social facilities are adequate at nearby commercial area.

22
5. PLANNING BRIEF
(I) PLANNING CONCEPT (TYPES OF INDUSTRIES, FACILITIES,TRANSPORTATION ETC) TOWN AND COUNTRY PLANNING/DEVELOPMENT AUTHORITY CLASSIFICATION
The present location of the plant is within the premises of Jojoberathermal power plant. About 133.8 acres of the area has been leasedout to LIL by the TATA steel for operating the grinding unit
The site is well connected by Rail, road and air network.
(II) POPULATION PROJECTION.
No increase in population is anticipated
(IV) ASSESSMENT OF INFRASTRUCTURE DEMAND (PHYSICAL &SOCIAL)
No additional infrastructure is required.
No additional employment is required
(V) AMENITIES/ FACILITIES
All infrastructure facilities such as education, health facilities andother social facilities are adequate at Jamshedpur.

23
6. PROPOSED INFRASTRUCTURE
(I) INDUSTRIAL AREA (PROCESSING AREA)
No Additional processing area requirement
(II) RESIDENTIAL AREA (NON PROCESSING AREA)
No residential area is existing.
(III) GREEN BELT
Green belt in an area of more than 45 Acres has been developed insidethe plant boundary as per statutory norms.
(IV) SOCIAL INFRASTRUCTURE.
LIL has well-defined CSR policy to Carryout social development andwelfare measures in the surrounding villages. Under CSR activity LILhas initiated community development projects, in the fields of health& safety, education and environment, infrastructure & employabilityin and around the plant.
(V) CONNECTIVITY (TRAFFIC AND TRANSPORTATION ROAD /RAIL/METRO/ WATER WAYS ETC)
Adequate facilities with railway siding and roads are existing. Noadditional connectivity is required
(VI) DRINKING WATER MANAGEMENT (SOURCE AND SUPPLY OFWATER)
No additional water is required.
(VII) SEWERAGE SYSTEM
No additional sewerage system is required as there is no additionalwastewater generation
(VIII) INDUSTRIAL WASTE MANAGEMENT.
No industrial wastewater generation from the process at present or infuture

24
(IX) SOLID WASTE MANAGEMENT
Dust collected from air pollution control equipment is 100% recycledin process and there are no solid wastes in cement plant.
(X) POWER REQUIREMENT & SUPPLY / SOURCE
Power demand remains the same.

25
7. REHABILITATION AND RESETTLEMENT (R & R) PLAN
(I) POLICY TO BE ADOPTED (CENTRAL/ STATE) IN RESPECT OFTHE PROJECT AFFECTED PERSONS INCLUDING HOMEOUSTEES, LAND OUSTEES AND LANDLESS LABORERS (A BRIEFOUTLINE TO BE GIVEN).
Not applicable, since the project is already existing

26
8. PROJECT SCHEDULE & COST ESTIMATES
(I) LIKELY DATE OF START OF CONSTRUCTION AND LIKELYDATE OF COMPLETION (TIME SCHEDULE FOR THE PROJECT TOBE GIVEN)
No major construction activity is required except for installation forinstallation of an hopper bin, air slide, bucket elevator and blender.
(II) ESTIMATED PROJECT COST ALONG WITH ANALYSIS INTERMS OF ECONOMIC VIABILITY OF THE PROJECT
The estimated project cost for change of product mix is about Rs 12.0crores.

27
9. ANALYSIS OF PROPOSAL (FINAL RECOMMENDATIONS)
(I) FINANCIAL AND SOCIAL BENEFITS WITH SPECIAL EMPHASISON THE BENEFIT TO THE LOCAL PEOPLE INCLUDING TRIBALPOPULATION, IF ANY IN THE AREA
Based on the growing demand in the state, the proximity of the projectlocation to this market is an advantage with respect reduction infreight of cement to these markets. The project is environmentalfriendly as it is using Steel plant & power plant waste. Considering theabove, LIL is planning to go ahead with the project, once it gets all thestatutory approvals.