Embed Size (px)
Citation preview


















July - August 2017 85
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
PEER REVIEWEDWEAVING
1. IntroductionIndia comprises of 60% of diesel vehicles from which78% are conventional models running without activesoot absorption filtering system. India is one of themajor carbon emitter amongst all the Asian countries.According to Kyoto protocol, each country is assignedits unique carbon footprint values i.e., the amount ofcarbon emissions permitted by the country. If the car-bon emissions of the country exceed the pre-statedquantum, the country is entitled to buy carbon futuresfrom nations that have excess amount of carbon fu-tures. The carbon footprint is increasingly becoming amajor set-back for industrial and national growth, sinceexceeding the limit results in more financial expendi-ture in terms of buying of carbon futures[1].
With the growing awareness towards global earthwarming, many efforts are being made to carbon-di-oxide (CO2) emissions. In the energy industry, a majorgenerator of CO2, technical developments are being
made to use recyclable energy. However, it will stilltake considerable time until these new energy medi-ums become practical. It is therefore necessary todevelop technology to recover and store CO2. How-ever because the existing methods consume a tremen-dous amount of energy in order to review CO2, newmethods are being developed that can separate soot[2].
The current versions have an inbuilt filtering systemwhich cannot be used in older vehicles due to struc-tural remodeling. The only way to solve the issue is toprepare an appropriate mix of technical fibers in orderto manufacture the best filter fabric that can be easilyused by engines of conventional technology that stillrun on the roads. The main hurdle to such an imple-mentation may be the cost of the fabric manufactur-ing, which if higher may hinder the wide-spread ac-ceptability. Hence this process is maintained at main-taining a very low production and maintenance costs.By this way this fabric can be easily attached to thedevice which is attached to the rear end of any exhaustpipe from a diesel vehicle. Moreover it can also beused in industries where there is emission of soot andcarbon particles [3].
Development of Filter Fabric forAutomobile Diesel Engine
Bishwaranjan Ghosha*, E. Shareen Farzanaa & Dr. P. Senthilkumarb
aSardar Vallabhbhai Patel International School of Textiles & Management,bDepartment of Textile Technology, PSG College of Technology
AbstractThe current versions of automobiles have an inbuilt filtering system which cannot be used in older vehiclesdue to structural remodeling. The only way to solve the issue is to prepare an appropriate mix of technicalfibers in order to manufacture the best filter fabric that can be easily used by engines of conventionaltechnology that still run on the roads. The filter fabric which is best suited for smoke filtration duringexhaust is made up of a combination of Steel/Glass/Activated Carbon Coated Fabric. The woven fabricutilized for the final design was manufactured with 400 micro pores per cm; the closer placement ofcrossing yarns creates the required pore size formation. The sample chosen for the testing were also checkedfor their porosity by sieve brush method. The pore size of the woven fabric ranges up to 2 μm. The non-woven sample best suited was 4 ply with 20 grams of activated carbon filled within the plies. The sampletested for its thermal capability by DSC/TGA test, recommended a safe working temperature of 800ºC. Theemission test showed a considerable decrease in the smoke density with a 77% reduction for a conventionaldiesel engine. The other gases emitted from the exhaust like CO2, NO2, Hydrocarbons (HC) and particulatematter (PM) do not show a substantial reduction due to its physical state.
KeywordFilter fabric, Steel/Glass/Activated Carbon coated fabric, woven fabric, multi-layerFabric
*All the correspondence should be addressed to,Bishwaranjan Ghosh,Sardar Vallabhbhai Patel International School ofTextiles & Management, Coimbatore - 641004Email : [email protected]

July - August 201786
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
WEAVING
The filter can bring noticeable changes to the environ-ment, if the fabric is made to capture carbon and sul-phur gases. One remedy to this problem can be by useof catalytic convertor or activated carbon sprinkledbetween layers of fabric that reacts with sulphur smokeand converts them into non-lethal gases. This needsthe use of wide range of fabrics and chemicals todetermine the final product useful for filtering gasesand soot. There have been many alternate models tocapture the soot but they are either very expensivewith high maintenance or not efficient enough to bringnoticeable changes [4].
The diesel engines used in automobiles, power plants,generators, etc. are the main contributors of air bornepollution. Although these have become an integral partfor any country and the proper technology to curb thepollutants has not been implied on a large scale. It isa well-known fact that no nation can survive withoutautomobiles or power plants, hence finding a middlepath to solve the crisis are the priority for any indus-trial community. The textile fabrics traditionally havenot been used for exhaust gas filtration, because oftwo main reasons. The interstices get chocked up veryeasily and replenishment or cleaning of the same re-quires much time. Hence textile filters are limited withindustrial and chemical filtration.Based on the litera-ture it is inferred that a blend of Steel/Carbon/Glassfibers is best suited for the automobile filtering me-dium. The weave can be of plain with dense coverfactor. The twist also plays an important factor in fil-tering efficiency. Hence the yarns should possess op-timum twist, so as not to succumb under high tem-perature and pressure in case of high twist [5]. Thispaper focuses on development of filter fabric usingSteel/Carbon/Glass fibers for automobile diesel engineto control the hazardous carbon chemicals in the ex-haust vent.
2. Materials and methodology2.1. MaterialsThe steel and ceramic yarns were procured from Pio-neer Exports, Baroda. The yarns were in cone form,which is later converted into beam for weaving suit-ability. The weaving of the customized woven fabricwas carried out at Paco Industries, Pollachi which is amarket leader in manufacturing air filter medium. Theactivated carbon powder was procured from GK chemi-cals, Coimbatore in granules form. The powder wasthen reduced to fine particles for coating it on thecarbon fabric. Then the testing of the sample wascarried out in permutation method. There were 2 types
of woven fabric with same yarn but different coverfactor. Since the filtering methods follows multi-layerfabric filtration. In order to individually asses the fil-tering capacities of each individual woven filter fab-ric, the samples in each category were tested sepa-rately. The tests for combined samples were donethrough the fabricated device, where as individualsample testing was done by plugging the sample aloneat the end of the diesel engine exhaust vent pipe. Sincethe device can work only when two sets of filters areplaced.
The testing was carried out in 2 stages, wherein theinitial stage, individual samples were tested withoutplacing the device. Secondary tests were performed byplacing both the samples in their appropriate places indevice and values were taken. The individual tests wereperformed to asses any further improvement in anindividual sample by replacing it with other high per-formance fibre suitable for filtering.
In order to assess the safe working limit for the fabric,Differential Scanning Calorimetry (DSC) and Thermo-Gravimetric Analysis (TGA) were performed. Thesetwo depict the safe working temperature to mass lossfunction, which is critical for any material workingunder high temperature for a long time. According tothe permutation method, the samples were numberedin following order,
2.2. Types of sample andtheir constituents
Table 2.1 shows the types of samples and their con-stituents, used in the study.
www.textileassociationindia.org
Perfect pathwaycreating a
global businessidentity!!!

July - August 2017 87
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
WEAVING
Table 2.1: Types of samples and their constituents
Sample ConstituentsNumberReference Without placing the device2AC Single layer Activated carbon coated wo-
ven fabric (C) in between two stainless steelmesh (2A)
2ABC Single layer Activated carbon coated wo-ven fabric (C) & Silver coated Glass fibrefabric (B) in between two stainless steelmesh (2A)
2A2C Double layer Activated carbon coated wo-ven fabric (2C) in between two stainlesssteel mesh (2A)
2AB2C Double layer Activated carbon coated wo-ven fabric (2C) & Silver coated Glass fibrefabric (B) in between two stainless steelmesh (2A)
2.3. Testing Method2.3.1 Fabric pore size determinationThe testing of filter fabrics for their pore size distribu-tion follows ASTM standards. The test methodsrequiretwo 200 mm diameter sieves without mesh(These sieves have been found to be suitable to holdmost filter fabrics but for thick fabrics an alternativeapparatus may be required), pan or appropriate receiver,a balance readable and accurate to 0.01g, sieve brushand a mechanical sieve shaker.
Sand fractions obtained from rounded river sand bysieving as set out is used for testing. Not all the frac-tions included are required but each fraction used mustcomply with the limits. Sand fractions should be re-ceived regularly to eliminate any broken down par-ticles [6].
The testing procedure is as following:a) The fabric was placedin between the 2 sieves or
suitable fixing apparatus. It was ensured that thefabric was not loose nor so tight that the fabricwas stretched enlarging the pore sizes.
b) The receiver was fitted and placed 50+/-5 gramsof the finest fraction on the fabric.
c) The system was mechanically or manuallyagitatedfor a period 10+/- minutes. The agitationof the system ensured that the sand fractions rollin a regular motion by moving backwards andforwards with frequent jarring.
d) The mass passing through the filter fabric wasrecorded. The filter fabric was cleaned using asieve brush. Excessive force was not used to re-move sand fractions trapped within the fabric asthe smaller particles will not greatly affect thepercentage passing of large fractions.
e) The percentage passing of each fraction wascalculatedand then the % passing against averageparticle size was plotted. The average pore sizefrom the plot was determined.
Table 2.2: Filter fabric requirements
Filter Fabric RequirementsPhysical Properties Test Method Type 1 Type 2Fabric weight, on an ambient Test Method 136.0 g/m2 203.0 g/m2temperature air dried tension- "Tex-616-J, (4 oz/yd2) minimum (6 oz/yd2) minimumfree sample. Construction Fabrics"Permittivity 1/sec ASTM 4491 1.0 min 0.5 minTensile Strength-N ASTM 4632 445 N (100 lbs) 890 N (200 lbs)
minimum minimumApparent Opening Size ASTM 4751 70-100 80-120Elongation at Yield-% ASTM 4632 20-100 20-100Trapezoidal Tear-N ASTM 4533 156 N (35 lbs) 334 N (75 lbs)
minimum minimum

July - August 201788
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
2.3.2. Testing standardsTable 2.2 represents various test standards for deter-mining the filter fabric parameters [7]. The initial dif-ferential pressure describes the differential pressure ofthe clean sample. In the case of coarse and fine dustfilters, the initial pressure differential is measured at50%, 75%, 100% & 125%of the nominal volume flowrate. From the measurement results, a curve of thedifferential pressure as a function of the volume flowrate is created. The sample is fed in several steps usinga defined synthetic test duct. After each individual dustfed, the actual synthetic dust arrestance is determinedgravimetrically. For this purpose, a previously weightedfinal filter is removed from the test rig and reweighted.
The emission tests in India are carried out based onBharat State (BS) IV norms [8]. The first set of BSnorms was formulated by 1992 and over the years ithas been revised stringently to tighten the emissionvalues. In the initial stage I norms the values werehigher by an average of 5-15 times than the normalvalues. The vehicles manufactured in before the re-vised BS IV norms do not comply with it and hencecontinue to operate by producing more amount ofpollution. The standards of emission control normformulated by Government of India are shown in Table3 [9].
Table 2.3: Emission standards for light duty vehicles
Year CO HC HC+NOX NOX PM1992 17.3-32.6 2.7-3.7 - - -1996 5.0-9.0 - 2.0-4.0 - -2000 2.72-6.90 - 0.97-1.7- - 0.14-0.252005- 1.0-1.5 - 0.7-1.2 - 0.08-0.172010- 0.64 - 0.56 0.50 0.05
0.80 - 0.72 0.65 0.070.95 - 0.86 0.78 0.10
2010- 0.50 - 0.30 0.25 0.250.63 - 0.39 0.33 0.040.74 - 0.46 0.39 0.06
2.4. Emission testing methodsThe testing starts when the gas detector is inserted inthe exhaust vent. For comparison purposes, first testwas carried out without placing the device. The resultof this test is then used as reference value for subse-quent tests, thus determining the efficiency of variouscombinations. Figure 10 represents the line-sketch ofemission test method followed for testing various fil-tering parameters of the device. The steps followed in
the emissions test are as following[10]:◆ To minimize false passes, a test protocol that is
difficult to cheat on or bypass, and strong andrigorous audit and supervision schemes need tobe established from the outset. Theprotocolsshould be capable of preventing temporary tun-ing that enables dirty vehicles to pass.
◆ In designing test protocols, substantially reducingmeasurement differences among test centers, andimproving reproducibility and accurately shouldbe given a high priority.
◆ Dilution of gas during measurements should betightly controlled to avoid entraining clean airinto the exhaust gas, thereby lowering readingsand making it more difficult to identify highemitters.
◆ Internationally experience with spark-ignitionvehicles has amply demonstrated that dynamom-eters are essential to minimize false passes. Thedynamometer tests should set limits on NO aswell as CO and HC.
◆ Readings should be taken after a pre-establishedtime by a computer rather than at arbitrary mo-ments convenient to the tester, as is currently thecase. It is also recommended that the test resultsnot be made available to the test technician untilthe computer has entered the results in the data-base, the tester intervenes to modify the results.
◆ Because of the inherent weakness of the test pro-tocols that can be used in roadside checks of emis-sion levels lack of acceptable reproducibility andcomplexity of adequatelysupervising their opera-tion roadside inspection should be phased out forthe most part except as a screening tool to iden-tify gross smoke emitters and send them to testcenters.
Figure 2.4 : Emission testing method
WEAVING

July - August 2017 89
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
The method incorporates a gas detector connected toflow meters[11]. The testing report shows the amountof Carbon Monoxide, Hydro Carbon, NO and Particu-late matter present in the exhaust. These values are notgenerally tested for common emission tests. The mainparameters are smoke density. Smoke density meansthe light absorption coefficient of the exhaust gasesemitted by the vehicle expressed in terms of m-I or inother units suchas Bosch, Hartidge, % Opacity etc.Normal smoke density values lie in the range of 2.12-2.34 Hartidge.
2.5. DSC/TGA TestingDSC Measures the rate of the heat flow to the sampleand the reference. DSC is useful in making the samemeasurements as DTA and has the capability to mea-sure heat capacities and thermal conductivity. Theprimary measurement signal for all three types is tem-perature differences.It determines the intensity of theexchange of the heat between furnace and the sample-reference part[12].
Thermo gravimetric analysis is a technique in whichthe mass of a substance is monitored as a function oftemperature or time as the sample specimen is sub-jected to a controlled temperature program in a con-trolled atmosphere. TGA is a technique in which, uponheating a material, its weight increases or decreases.TGA measures a samples weight as it is heated orcooled in a furnace. These instruments can quantifyloss of weight, loss of solvent, loss of plasticizer,decarboxylation, pyrolysis, oxidation, decomposition,weight % filter, amount of metallic catalyst residueremaining on carbon nanotubes, and weight % ash. Allthese quantifiable applications are usually done uponheating, but there are some experiments where infor-mation may be obtained upon cooling[13].
3. Results and discussionThe filter fabric was tested for its heat-resistance prop-erty through Differential Scanning Calorimeter (DSC)and Thermo-Graphic Analysis (TGA) Tests. The emis-sion test was carried to infer the filtering capacity offabric.
3.1. Inference from DSC/TGA TestsFigures 11and 12 show the results of DSC/TGA tests.The DSC/TGA tests were performed for Steel, Glassand Carbon filter fabric, which serves as the mainfilter for the device. The test results of DSC/TGA testsare usually obtained in graph which can be later deci-phered into tabular values to understand the optimum
temperature. The tabulated values for the DSC/TGAreport are shown in Table 4.
Tables 3.1 and 3.2 show the DSC/TGA values respec-tively. The analysis shows that the woven filter fabriccan handle a working temperature of 800ºC withoutany drop in performance. This level is more than suf-ficient for placing the fabric at the exhaust end, sincethe temperature of exhaust gas coming out from theengine is only about 550ºC-650ºC. When the soot ladenair reaches the exhaust pipe, the temperature is notmore than 350ºC, irrespective of a vehicle model orthrust of the acceleration force. Hence the fabric canwork more for a sufficient period of time before itstarts to degrade.
Table 3.1: DSC values for woven filter fabric
S No. Weight Loss (%) Temperature (%)1 9 502 22 1003 85 2004 113 3005 119 4006 124 5007 117 6008 115 7009 112 800
10 130 900
Figure 3.1: DSC values for woven filter fabric
WEAVING
July - August 201790
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
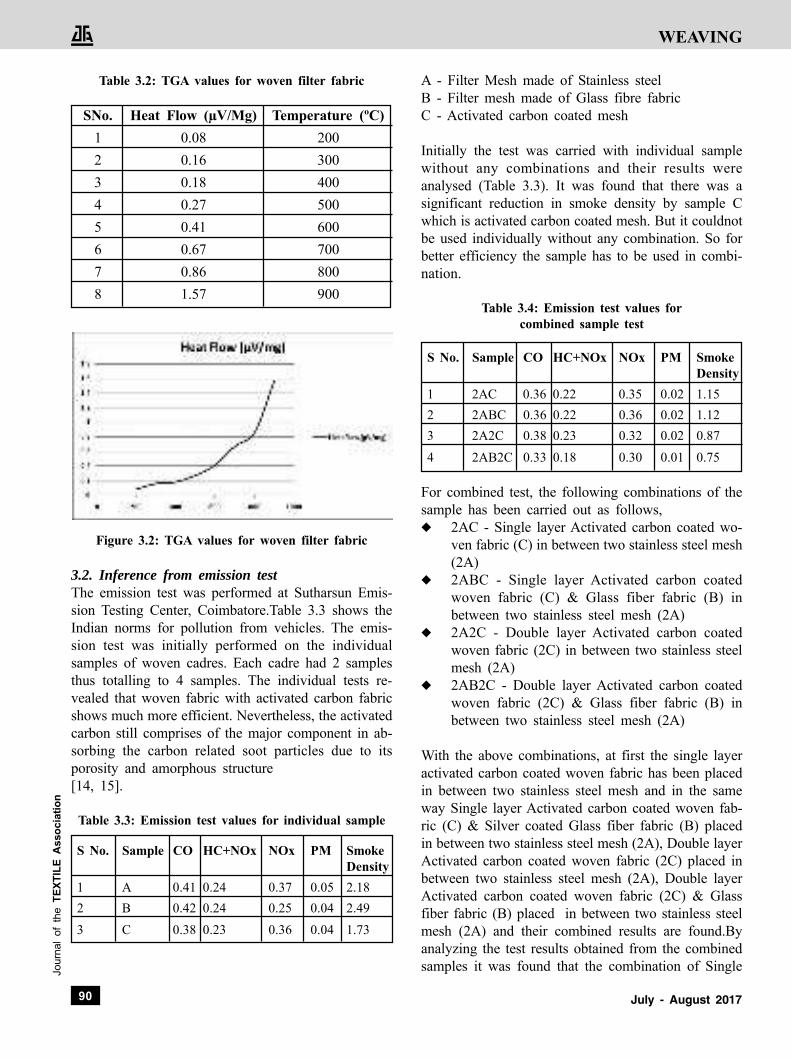
Table 3.2: TGA values for woven filter fabric
SNo. Heat Flow (μV/Mg) Temperature (ºC)1 0.08 2002 0.16 3003 0.18 4004 0.27 5005 0.41 6006 0.67 7007 0.86 8008 1.57 900
Figure 3.2: TGA values for woven filter fabric
3.2. Inference from emission testThe emission test was performed at Sutharsun Emis-sion Testing Center, Coimbatore.Table 3.3 shows theIndian norms for pollution from vehicles. The emis-sion test was initially performed on the individualsamples of woven cadres. Each cadre had 2 samplesthus totalling to 4 samples. The individual tests re-vealed that woven fabric with activated carbon fabricshows much more efficient. Nevertheless, the activatedcarbon still comprises of the major component in ab-sorbing the carbon related soot particles due to itsporosity and amorphous structure[14, 15].
Table 3.3: Emission test values for individual sample
S No. Sample CO HC+NOx NOx PM SmokeDensity
1 A 0.41 0.24 0.37 0.05 2.182 B 0.42 0.24 0.25 0.04 2.493 C 0.38 0.23 0.36 0.04 1.73
A - Filter Mesh made of Stainless steelB - Filter mesh made of Glass fibre fabricC - Activated carbon coated mesh
Initially the test was carried with individual samplewithout any combinations and their results wereanalysed (Table 3.3). It was found that there was asignificant reduction in smoke density by sample Cwhich is activated carbon coated mesh. But it couldnotbe used individually without any combination. So forbetter efficiency the sample has to be used in combi-nation.
Table 3.4: Emission test values forcombined sample test
S No. Sample CO HC+NOx NOx PM SmokeDensity
1 2AC 0.36 0.22 0.35 0.02 1.152 2ABC 0.36 0.22 0.36 0.02 1.123 2A2C 0.38 0.23 0.32 0.02 0.874 2AB2C 0.33 0.18 0.30 0.01 0.75
For combined test, the following combinations of thesample has been carried out as follows,◆ 2AC - Single layer Activated carbon coated wo-
ven fabric (C) in between two stainless steel mesh(2A)
◆ 2ABC - Single layer Activated carbon coatedwoven fabric (C) & Glass fiber fabric (B) inbetween two stainless steel mesh (2A)
◆ 2A2C - Double layer Activated carbon coatedwoven fabric (2C) in between two stainless steelmesh (2A)
◆ 2AB2C - Double layer Activated carbon coatedwoven fabric (2C) & Glass fiber fabric (B) inbetween two stainless steel mesh (2A)
With the above combinations, at first the single layeractivated carbon coated woven fabric has been placedin between two stainless steel mesh and in the sameway Single layer Activated carbon coated woven fab-ric (C) & Silver coated Glass fiber fabric (B) placedin between two stainless steel mesh (2A), Double layerActivated carbon coated woven fabric (2C) placed inbetween two stainless steel mesh (2A), Double layerActivated carbon coated woven fabric (2C) & Glassfiber fabric (B) placed in between two stainless steelmesh (2A) and their combined results are found.Byanalyzing the test results obtained from the combinedsamples it was found that the combination of Single
WEAVING

July - August 2017 91
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
layer Activated carbon coated woven fabric with Glassfiber fabric in between two stainless steel mesh gavea better efficiency and reduction in smoke density. Suchthat in order to make the efficiency higher the Doublelayer Activated carbon coated woven fabric with Glassfiber fabric combination is used in between two stain-less steel mesh, which further gave an significant re-duction in smoke density and gave a higher efficiency.
Graphical representation of the results
Figure 3.2:Comparison of individual sample test
Figure 3.2 shows the comparison of emission valuesof each chemical constituent from individual sampletest. The inference shows that the Sample C has givena considerable improvement in the reduction of smokedensity.
Figure3.3:Comparison of combined sample tests
Figure 3.3 shows the comparison of emission valuesof each chemical constituents from combined sampletest. The inference shows that the 2AB2C Sample hasgiven a significant improvement in the reduction ofsmoke density.
The sample with combination of glass, steel, activatedof carbon coated woven filter fabric were tested withthe device. The test results of 2AB2C Sample has givena significant improvement in the reduction of overallsmoke density. Hence the best suited combination of
best filter fabric is ''2AB2C'' which is double layeractivated carbon coated woven fabric and Glass fiberfabric in between two stainless steel mesh.
4. ConclusionThe product can solely be a major catalyst for rever-sion in global warming and climate change problems.Most of the greenhouse gases are emitted from auto-mobiles and industries. Even a small amount of reduc-tion in these emissions can lead to a big change inglobal warming. The idea displayed here does notviolate any Intellectual Property Rights (IPR) issuesand it is not been used currently.
Initially the smoke constituents of a normal dieselengine exhaust were identified and tabulated in quan-tum. The exhaust components were then segregatedbased on its particle size and compatible element. Thenext major work was to find out the suitable fibrefrom the wide range of high-performance textiles. Thefiber must have all the required property like tempera-ture resistant, pressure resistant, resistant against corro-sion, etc. finally steel and glass fibres were desig-nated, which were woven in densely packed wovenweave. The woven fabric serves as a primary filter tothe filter housing containing carbon particles. Thesamples were produced in woven filter mediums andlater these samples were tested for their thermal resis-tance and filtering capacity. The samples were testedin various ways to determine the most efficient one.The activated carbon serves as the single major com-ponent for filtering soot particles and allied exhaustgases.The filter incorporates steel/glass fabrics forbetter temperature and pressure absorbency.The non-woven fabric layer houses the activated carbon invarying quantities.The test results showed a staggeringof 77% reduction in smoke density, which arises dueto presence of high amount of soot particles.The com-bined sample of 2AZ4 having 20 grams of activatedcarbon was the best suited for soot filtration.The de-vice which is used for testing is very simple in con-struction and effective enough to reduce ¾th of thesoot on road.The device can also be used in powergeneration, cement or any smoke producing industrieswith necessary dimensional alternations.Such a prod-uct which has easy handling and no maintenance canbe used on any vehiclewith no hassle.
5. Future workThe device fabricated is suitable for diesel enginesonly. Hence some innovative filter design with mod-ern technical fibres may be used to filter petrol ex-
WEAVING

July - August 201792
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
haust too. The main difficulty in filtering petrol ex-haust is the combustion of oil along with petrol whichproduces burnt oil fumes along with soot. This burntoil posse's threat to filter fabrics, as it may perma-nently choke the fabric.The device can also be fabri-cated in larger dimensions to use for filtering exhaustof cement, power generation industries. A modern studyreveals that algae are very useful in absorbing CO2from atmosphere. Hence alginate fibres should alsopossess the same property. Owing to the harsh envi-ronment, alginate fibres may degrade rapidly if usedin the current exhaust filtering systems. Hence a novelapproach should be made to impart alginate fibres alongwith High-Performance fibres for complete removal ofsoot contents.
References1. Spiro, T.G.Stigliani, W.M.(1996), 'Chemistry of
the environment' Prentice-Hall ; London.2. Watabe, Y.; Yamada, C. Irako, K. Murakami,
Y.(1983) 'Catalyst for use in cleaning exhaust Gasparticulates'. European Patent 0092023.
3. Rakesh Patel et al, (Oct.2010) 'Overview of in-dustrial filtration technology and its applications'.Indian Journal of Science & Technology. Vol.3pg-1121-1127.
4. Ishiguro,T.;Takatori,Y., Akihama, K.(1997) ,'Mi-crostructure of diesel soot particles probed byelectron microscopy ; first observation of innercore and outer shell'. Pg-231-234, Combust flame.
5. Ishiguro,T.; Suzuki, N.;Fujitani, Y.; Morimoto,H.(1991) 'Micro structural changes of diesel sootduring oxidation'. Pg- 15-62, Combust flame.
6. Jelles, S.J.; Van Setten, B.A.A.L.; Makkee, M.;Moulin, J.A. (1999) 'Molten salts as promisingcatalysts for oxidation of diesel soot; importanceof experimental conditions in testing procedures'.
Pp.35-49, Appl.Catal.7. Moulijn, J.A.;Kapteijn, F.(1995), 'Towards a uni-
fied theory of reactions of carbon with oxygen-containing molecules'. Carbon, pp.1155-1165
8. Krucinska I, Kalata E, Ankudowicz W andDopeierala H.(2000) 'Preliminary studies on themanufacturing of hybrid yarn designed for thethermoplastic composite', Fibres and Textiles inEastern Europe, Vol 11, No.3
9. Markus Schneider, Bernd Wohlmann, (2005) 'Car-bon fibre sewing yarn and binder yarn for per-form applications' SAMPE Europe InternationalConference.
10. HireniMankodi, Pravin Patel, (2009) 'Study onthe effect of commingling parameters on glass /polypropylene hybrid yarns properties'., AUTEXResearch Journal Vol.10, No3.
11. Turbak, A.F.,(1993). 'Nonwovens: Theory, process,performance and testing'. TAPPI Press, Atlanta,GA.
12. HireniMankodi, Pravin Patel, (2009) 'New engi-neering material for textile composite'. Proceed-ings of the HPTEX.
13. Sarhan Erel, Steven B. Warner,(Jan.2001) 'Thestrength of thermally point-bonded nonwovenfabric'. Textile Research Journal Vol.71, No.3,pp-22-31
14. Valentine, J.M. Peter Hoblyn, J.D.(2000) 'Acres,G.K. 'Emission and improved fuel economy per-formance from a bimetallic platinum/cerium die-sel fuel additive at ultra-low dose rate'. SAE Paper2000011934.
15. Cho K.H., J.K.Kim, C.K.Min (2004) MandoCorp., 'Testing of high performance textile forautomotive application' SAE paper 2000042844.
❑ ❑ ❑
WEAVING
Connecting you with rightaudience for strengthening
business promotion
www.textileassociationindia.org

July - August 2017 93
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
1. IntroductionIndian Textiles Industry provides one of the basicnecessities of life and plays a pivotal role through itscontribution to industrial output, employment genera-tion and export earnings. It contributes about 14% toIndia's industrial production which is 4% of GDP;employs 45 million people and accounts for 13% shareof the country's total export basket [1]. On the otherhand Indian handloom industry is a part of country'sculture and tradition. It is one of the oldest cottageindustries diffused widely throughout the country andcontributes nearby 15% of the total cloth production.95% of the world's hand woven fabric comes fromIndia. The handloom sector has been sustained by trans-ferring skills from one generation to another and thestrength of this sector lies in its uniqueness, flexibilityof production, openness to innovations, adaptability tothe supplier's requirement, etc. However, the adoptionsof modern techniques and economic liberalization havemade serious inroads into this vibrant sector. Hence,there is a need for value addition of handloom prod-ucts to improve the livelihood of the artisans associ-ated with handloom weaving [2-7]. On the other hand,India is the second largest producer of silk in the worldand among the four varieties of silk mainly producedin the country, Mulberry accounts for 74%, Tasar 10%,Eri 16.0% and Muga 0.5% of the total raw silk pro-duction [1]. In view of the above the present article isan attempt to explore different varieties of silk and
wool-silk blended yarn for producing value addedhandloom fabrics.
2. Experimental2.1 Materials2.1.1 Cotton and silk yarn2/40s Ne (30 tex) grey cotton yarn purchased fromBarabazar, Kolkata, India was used as warp yarn,whereas 87 tex wool-silk blended yarns, 08 texEri, 48texnoil and 32 tex spun silk yarn obtained from Star-ling Silk Mills Pvt. Ltd, Malda, West Bengal, Indiawere used as weft yarns for producing the handloomfabrics.
2.1.2 ChemicalsLaboratory reagent (LR) grade sodium hydroxide, so-dium meta-silicate, sodium carbonate, hydrogen per-oxide (50% w/v), sodium sulphate and acetic acidobtained from M/s LobaChemiePvt. Ltd., Mumbai,India, and anionic wetting agent (T R Oil, i.e. sulpho-nated castor oil) and non-ionic detergent of commer-cial grade obtained from local market were also usedas and when required.
2.1.3 DyestuffsTulacid Green SEB, Metalan Scarlet 2-SLP, TulacidBrill Red 3SBN, Metalan Orange SRLNIP, TulalanNavy Blue RB, Metalan Brown SRP obtained from M/s ATUL Ltd., India were used for dyeing of silk andwool-silk blended yarns.
2.2 Methods2.2.1 Combined scouring and bleaching of cotton yarnIn order to remove natural and added impurities fromthe grey cotton yarn combined scouring and bleachingtreatment was performed by conventional tub method.
Value Addition of Handloom Textiles by Using Silk YarnsSankar Roy Maulika*, & Lina Chakrabortyb
aVisva-Bharati (A Central University), bApparel Training & Design Centre
AbstractDifferent varieties of silk and wool-silk blended yarns are used for producing value added handloom fabrics.In all the cases cotton is used as warp yarn. Cotton x wool-silk is capable of giving maximum thermalinsulation property followed by cotton x eri. On the other hand cotton x eri produce lowest drape coefficienti.e. highest drapability. The dyed silk yarns exhibit good to excellent colour fastness to washing, rubbingand very good light fastness properties.
KeywordEri, Handloom, Silk, Value addition, Wool-silk
*All correspondence should be addressed to:Dr. Sankar Roy MaulikAssistant Professor - IIIDepartment of Silpa-Sadana, Visva-Bharati (A Central University)P.O. Sriniketan - 731236, Birbhum, West BengalEmail : [email protected] : +91 9434326415
PEER REVIEWEDDYEING

July - August 201794
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
In this method, a solution was made with sodiumhydroxide (3%), sodium carbonate (2%), anionic de-tergent (0.5%), Turkey Red Oil (0.5%) and sodiummeta-silicate (2%) and the liquor was heated up to atemperature of 600C. At this temperature the materialwas immersed into the solution and boiled for 2 h. Atthe time of boiling hydrogen peroxide solution (2%)was added in two instalments and the process wasfurther continued for another 1 h. The scoured andbleached yarn was then washed thoroughly with hotwater, followed by cold wash and neutralized withdilute acetic acid, washed again with cold water andfinally dried in air.
2.2.2 Dyeing with acid and metal complex dyesAcid dyes are mostly sulphuric or carboxylic acid saltsand is essentially applied from an acidic bath and hasan affinity for protein fibres. On the other hand inorder to avoid complications associated with reactionof metals with dye possessing chelating site, in manycases the reaction is carried out in the dye manufactur-ing plant itself and the dye-metal complex is supplieddirectly to the textile industries for dyeing purpose,known as pre-metallised dye [8].
Dyeing of silk and wool-silk blended yarns with acidand/or metal complex dyes was started at 400C tem-perature. Initially 4% acetic acid was added along with10% sodium sulphate to maintain a pH of 4-5, subse-quently required amount of dye was added and dyeingcontinued at this temperature for 10 min. The tem-perature was then raised to 850C at a gradient of 10C/min and dyeing was continued at this temperature foranother 45 min [9]. The superfluous dye was removedby washing the dyed yarns with 2 g/l non-ionic deter-gent at 500C for 10 min, followed by cold wash andfinally treated with 5% acetic acid at room tempera-ture for 5 min.
2.2.3 Fabric formationHandloom fabrics were manufactured in fly shuttletype pit loom through various preparatory steps viz.bobbin winding, beam warping, drawing and denting,looming, pirn winding etc prior to weaving. In all thecases cotton was used as warp yarn whereas differentvarieties of silk and wool-silk blended yarns were usedas weft. The fabrics were produced according to thedesign and pattern supplied to the weavers ofNawadeep, Nadia, West Bengal.
3. Quality evaluation3.1 Measurement of tensile propertiesBreaking strength (N) and extension (%) of differenttypes of silk and wool-silk blended yarns were mea-sured according to a method prescribed in IS: 1969 -1968 in INSTRON, Model No. 5966. Those tests wereperformed at Department of Jute and Fibre Technol-ogy under University of Calcutta. The results obtainedwere based on an average of 10 tests. The tests wereperformed with a traverse speed of 300 mm/min andthe length of the test specimen was 500 mm.
3.2 Determination of fabric thicknessThe thickness of a specimen is measured as the dis-tance between the reference plate on which the speci-men rests and a parallel circular presser-foot that ex-erts a specified pressure on the area of the textile undertest. Thickness of the handloom fabrics was measuredfollowing IS: 7702 - 2012 [10] in a PARAMOUNTdigithick TESTER maintaining a circular pressure-footdiameter of (28.7±0.02) mm under an applied pressurehead of 70.54 g.
3.3 Assessment of fabric drapeDrape is one of the subjective performance character-istics of fabric that contributes to aesthetic appeal. Itis a complex property involving both bending andshearing deformations. Fabrics drape i.e. the extent towhich a fabric will deform when it is allowed to hangunder its own weight was measured as per IS: 8357 -1977 in a PARAMOUNT drape TESTER with a speci-men size of 250 mm diameter [11]. This standard pro-vides a simple method for the objective estimation ofthe extent to which a fabric drapes. Draping quality isexpressed as drape coefficient i.e. the area covered bythe shadow of the draped specimen expressed as apercentage of the area of the annular ring of fabric,which theoretically varies between 0 and 100.
3.4 Measurement of thermal conductivitySasmira Thermal Conductivity Apparatus is essentiallyuseful for comparing the Thermal Insulation proper-ties of materials. The apparatus conforms to the stan-dards of Niven's Hot Plate. The thermal insulation valueof textiles is expressed in "clo" values. 'clo" value inturn can be converted to the more frequently used "Tog"value using formula 0.645 x clo = Tog.Procedures◆ Switch on the guard box heater after setting the
thermostat at 500C.◆ Wait till the temperature stabilizes at 500C
DYEING

July - August 2017 95
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
◆ Switch on the hot plate heater after setting thethermostat at 500C. Once temperature reaches510C the thermostat becomes operational and tem-perature drops to 450C.
◆ Cut the sample to be tested using round platetemplate
◆ Put the sample on hot plate and cover it withround plate once the temperature of hot plate fallsto 450C.
◆ Allow the temperature to rise to 510C◆ Temperature starts falling down again. Measure
the time taken for the hot plate to cool downfrom 500C to 490C using a standard stop watchClo = (Time in seconds)/ 240
3.5 Assessment of colourfastness to washingColourfastness to washing of selected dyed fabrics wasassessed in a launder-o-meter in accordance with amethod prescribed in IS: 3361-1984 (ISO-II). A 10 x4 cm of dyed sample was cut and sandwiched betweentwo adjacent fabrics and stitched from all the foursides. One of the two adjacent fabrics was made of thesame kind of fibre as that of the dyed sample to betested; the second piece of adjacent fabrics was madeof either wool or cotton as specified. Washing wasdone for 45 min at 50 ± 20C at a fabric-to-liquor ratioof 1:50 employing a non-ionic detergent (5 g/l), washedin cold tap water and finally dried in air. The changein colour of the original dyed sample and staining onadjacent fabrics were rated between 1-5 using five stepgrey scales (including half-step) for evaluating changein colour and for evaluating staining respectively, wherea rating of 5 indicates excellent and a rating of 1 in-dicates very poor fastness properties. The grey scaleused for assessing change in colour and for assessingstaining were having the numbers ISO 105-A03:1993and ISO 105-A03:1993 respectively.
3.6 Assessment of colourfastness to lightColourfastness to light of selected dyed fabrics wasassessed on a Mercury Bulb Tungsten Filament(MBTF) light fastness tester following a method pre-scribed in IS: 2454 -1984. One half portion of eachsample measuring 1 x 4.5 cm was appropriately cov-ered with a piece of opaque black paper (to provide acontrol section for visual assessment of photo fading)before placing the same in the light fastness tester.Eight blue wool standards with numbers (1-8) simi-larly covered and having progressively lower fadingrate with increasing standard numbers were also ex-posed along with the test specimen. The rate of fadingof the test specimen was visually compared with that
of the standard samples for determination ofcolourfastness rating. Blue wool standard fabrics usedfor such purpose were having number ISO 105: BO1CLFS1 - LFS8.
3.7 Assessment of colourfastness to rubbingThis was determined employing a Crockmeter follow-ing the method prescribed in IS: 766-1984. For suchpurpose, the dyed fabric sample was placed on theinstrument and was rubbed with a piece of white fab-ric. The white piece of fabric was mounted on the tipof a finger of 900 g weight which moved to and froalong a track length of 10 cm. The test piece wassubjected to the action of such rubbing for 10 cyclesin each case, where one complete to and fro move-ment of the finger over the track constituted one cycle.The staining on adjacent fabrics was rated between 1-5 using five step grey scale (including half-step) forevaluating staining, where a rating of 5 indicates ex-cellent and a rating of 1 indicates very poor fastnessproperties. The grey scale used for assessing stainingwas made in accordance with International StandardOrganization (ISO) and was having the number ISO105-A03:1993.
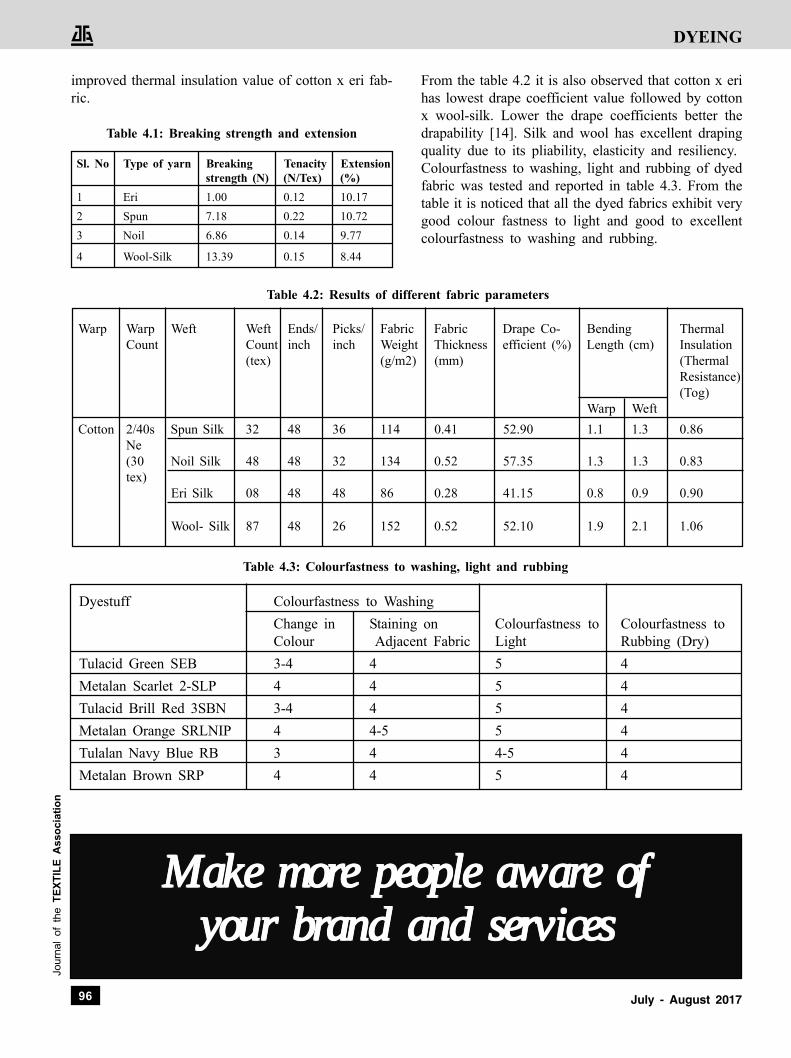
4. Results and discussionsBreaking strength, tenacity and percentage extensionat break of the different varieties of silk and wool -silk blended yarns are reported in table 4.1. From thetable it is observed that tenacity expressed in N/Texand percentage extension at break is highest in case ofspun silk.
Warp count, weft count, ends/inch, picks/inch, fabricweight in gram per square meter, fabric thickness,thermal insulation and drape co-efficient of differentfabrics produced in handlooms was tested and theresults are tabulated in table 4.2. It is found that fabricthickness is minimum for cotton x eri. Thermal insu-lation i.e. thermal resistance value expressed in 'Tog'is highest for cotton x wool-silk fabric followed bycotton x eri. Wool is one of the least conductive i.e.most insulating amongst all the fibres used due to thepresence of crimps on the fibre surface. Effective airtrapping is responsible for good thermal insulation.On the other hand, eri silk fibre has many favourabletextile properties and it gives feel like cotton, lustrelike silk, bulkiness and warmth like wool and softestamong all silk fibres [12]. Studies on structure prop-erty correlation of eri silk reveal that it has relativelyless compact and oriented molecular arrangement withvoid spaces as compared to mulberry [13] resulting in
DYEING
July - August 201796
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
improved thermal insulation value of cotton x eri fab-ric.
Table 4.1: Breaking strength and extension
Sl. No Type of yarn Breaking Tenacity Extensionstrength (N) (N/Tex) (%)
1 Eri 1.00 0.12 10.172 Spun 7.18 0.22 10.723 Noil 6.86 0.14 9.77
4 Wool-Silk 13.39 0.15 8.44
From the table 4.2 it is also observed that cotton x erihas lowest drape coefficient value followed by cottonx wool-silk. Lower the drape coefficients better thedrapability [14]. Silk and wool has excellent drapingquality due to its pliability, elasticity and resiliency.Colourfastness to washing, light and rubbing of dyedfabric was tested and reported in table 4.3. From thetable it is noticed that all the dyed fabrics exhibit verygood colour fastness to light and good to excellentcolourfastness to washing and rubbing.
Table 4.2: Results of different fabric parameters
Warp Warp Weft Weft Ends/ Picks/ Fabric Fabric Drape Co- Bending ThermalCount Count inch inch Weight Thickness efficient (%) Length (cm) Insulation
(tex) (g/m2) (mm) (ThermalResistance)(Tog)
Warp WeftCotton 2/40s Spun Silk 32 48 36 114 0.41 52.90 1.1 1.3 0.86
Ne(30 Noil Silk 48 48 32 134 0.52 57.35 1.3 1.3 0.83tex)
Eri Silk 08 48 48 86 0.28 41.15 0.8 0.9 0.90
Wool- Silk 87 48 26 152 0.52 52.10 1.9 2.1 1.06
Table 4.3: Colourfastness to washing, light and rubbing
Dyestuff Colourfastness to WashingChange in Staining on Colourfastness to Colourfastness toColour Adjacent Fabric Light Rubbing (Dry)
Tulacid Green SEB 3-4 4 5 4Metalan Scarlet 2-SLP 4 4 5 4Tulacid Brill Red 3SBN 3-4 4 5 4Metalan Orange SRLNIP 4 4-5 5 4Tulalan Navy Blue RB 3 4 4-5 4Metalan Brown SRP 4 4 5 4
DYEING
Make more people aware ofMake more people aware ofMake more people aware ofMake more people aware ofMake more people aware ofyour brand and servicesyour brand and servicesyour brand and servicesyour brand and servicesyour brand and services

July - August 2017 97
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
5. ConclusionsHandloom industry is an ancient cottage industry andconstantly associated with economic development ofthe rural people. At present the rural artisans involvedin this traditional handloom weaving process are inthe imminent risk of losing the means of earning theirbread using the art of their forefathers because of thestiff completion from power loom sectors and the everchanging consumer demands. Therefore continuousexploration through research and development is verymuch essential to boost up this moribund sector.
From this study it is observed that fabric produced bycotton x wool-silk is capable of giving maximumwarmth followed by cotton x eri. Drape coefficientvalue is lowest for cotton x eri i.e. this fabric hashighest drapability. All the dyed silk fabrics exhibitgood to excellent colour fastness to washing, rubbingand light.
This kind of value added handloom fabric will give afresh lease of life to this dying art and people involvedin this profession will be able to use their skills tomaintain their families, while keeping alive the art thatwould otherwise soon become a thing of the past.
References
1. Annual Report, (2014-15), Ministry of Textiles,Government of India.
2 Roy Maulik S., Bhowmik L., and Agarwal K.,Indian J Traditional Knowledge, 13 (4), 788-794(2014).
3 Roy Maulik S., and Agarwal K.,Indian J Tradi-tional Knowledge, 13 (3), 589-595 (2014).
4 Roy Maulik S., and Chakraborty L., Natural andeco-friendly apparel made from handloom fab-rics, International Conference "Emerging Trends
in Traditional and Technical Textiles" Departmentof Textile Technology, Dr. B R Ambedkar Na-tional Institute of Technology, Jalandhar, 368-372(2014)
5 Sarkar M K., Mete S., and Roy Maulik S., "Valueaddition of traditional handloom cotton fabric"Book of Papers and Conference Proceedings "In-ternational Conference on Environment and itsimpact on society, J D Birla Institute, Kolkata173-176(2013).
6 Roy Maulik S., and Agarwal K., Asian Dyer. 11,38 - 42 (2014).
7 Roy Maulik S., Bhowmik L., and Agarwal K.,Asian Dyer, Accepted.
8 Chakraborty J.N., Fundamentals and practices incolouration of textiles, Woodhead Publishing In-dia Pvt. Ltd., New Delhi, India, (2010)
9 Gulrajani M L, Dyeing of silk with acid dyes,Chemical processing of silk, Edited by M LGulrajani, Indian Institute of Technology, NewDelhi, (1993), p 113.
10 Determination of thickness of textiles and textileproducts (first revision), IS: 7702 - 2012, Indianstandard institution, New Delhi, (2012)
11 Method for assessment of fabric drape, IS: 8357-1977, Indian standard institution, New Delhi,(1977).
12 Kariappa., Somashekar T.H., Ramaswami G.N.,Roy S., Shasidar C., and Patanashetty R.B., Man-Made Text India, 49 (9), 339-349 (2006)
13 Rajkhowa R., Structure property correlation ofnon-mulberry and mulberry silk fibres, 3rd Inter-national Conference on Wild Silk Moths - 1998,287-288 (1998).
14 Mitra A., Majumdar A., Majumdar P.K., andBanerjee D., Indian J Fibre TextRes,37, 313-320(2012).
❑ ❑ ❑
DYEING
Please call on following
Numbers for booking advertisement in
& Website
www.textileassociationindia.org
Tel.: 022-2446 1145, Mobile: +91-9819801922
e-mail: [email protected], [email protected]

July - August 201798
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
1. IntroductionRemove, Reduce, Recycle, Renew, Re-use. These arefive R'sof the original seven R's of Sustainable Pack-aging. In other words, we should try to reduce thenumber of materials used, extend the life of a productby reusing it and, once a product has reached the endof its useful life, recycle its component parts. Alongwith this, there is an addition of new R to it that is"Rethink" which encouragesindividuals to considersustainable options. Rethinking means that the designerof a packaging product should constantly be looking atsustainable alternatives and designs. Without sacrific-ing the performance of the finished product, the de-signer needs to aim to reduce the amount of water andenergy used in the manufacturing process. Designersshould aim to maximize the use of materials fromrenewable sources, such as paper made from banana,jute caddies, hemp, bio polymers, bamboo, wheat strawand mushroom-derived material in the manufacture ofpackaging products. To better understand sustainablepackaging, we need to understand what sustainabilityis. The basis for sustainable packaging were into being
during the environmental movement in the 1970s. Thusbegan a concerted effort to reduce the volume of trashby increasing reusing and recycling rates of used pack-aging [1]. The concept of Sustainable development ofthe business is explained and requirement of coher-ence between three bottom lines(TBL) of measuringthe success of business-financial, social and environ-mental, is emphasized (refer Figure 1.1).
Figure1.1: Sustainability model
There was a time when success of business used to bemeasured only in terms of swelling profits the bal-ance-sheet of the company showed to the sharehold-ers. Infact "generating the profit" was considered as
Application of Sustainable Packaging Materials: A Review
M. D. Teli1*, Urvi A. Sawant & Pintu PanditDepartment of Fibres and Textile Processing Technology
Institute of Chemical Technology
AbstractBio-based polymers, plastics, biodegradable plastics and composites are getting attention as an alternativeto unsustainable petrochemical based plastics. Natural fibres such as jute, hemp, flax, banana, wheat straw,etc. are significant sources for making composites, which are biodegradable and having commercial impor-tance. Combining plant based fibres and polymers for making environmentally friendly and biodegradablebio-composites can improve sustainability. Protein-based materials have also been explored as potentialpackaging materials because of their good barrier properties against oxygen (dry condition) and aromacompounds. However, the evaluation of sustainability is important before efforts can be made for theircommercial production process. A lot of research has taken place on the methods to convert these sustain-able options into films, papers or any other form which has a potential application in thefield of packaging.This paper presents a critical review of the current literature available on such processes and techniques thatcan be researched and applied to exploit these sustainable materials and utilize them to their fullest.
KeywordSustainable packaging, biopolymers, biodegradable
*All the correspondence should be addressed to,Prof. (Dr.) M. D. TeliDepartment of Fibres and Textile Processing Technology,Institute of Chemical Technology Matunga (E),Mumbai-400019Email : [email protected]
PEER REVIEWED REVIEW ARTICLE

July - August 2017 99
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
only the sole purpose of business and thus many ofour practices in the business, could be questioned whenit comes to looking at the corporate social responsibil-ity/commitment or environmental protection is con-cerned. Over the years, the business success has cometo the measurement of three bottom lines: Financial,Social and Environmental and in all these three as-pects, a successful business organization is expectedto do well. However, it has been found that the com-panies consider social compliance and environmentalcompliance more as a burden on them and hence, inorder to follow the legislative norms and comply withthe laws, majority of them are found to do an eyewash- many a times called green wash (refer Figure1.2), where in very little is done of the relevance onthese two fronts. Naturally, the integrated sustainability-as shown in the Figure 1.3 remains elusive.
Figure1.2: Green Wash
Figure1.3: Sustainability measurement scheme
Sustainable packaging is the development and the useof packaging which results in improved sustainability.This involves increased use of life cycle inventory(LCI) and life cycle assessment (LCA) to help guide
the use of packaging which reduces the environmentalimpact and ecological footprint [2]. Sustainable pack-aging is packaging that has been manufactured fromsustainable materials using energy from renewablesources. The packaging should remain harmless andeffectual throughout its life cycle, after which its com-ponent materials should be fully recyclable, thus cre-ating a closed loop of manufacturing and usage [3].Antimicrobial glycerol-plasticized wheat gluten (WG)films containing potassium sorbate (PS) by compres-sion moulding which involves high pressure and tem-perature. Antifungal properties of the films were testedagainst fusariumincarnatum and Aspergillusniger bythe agar diffusion assay. The results indicated that filmscontaining more than 10 wt. % potassium sorbateshowed antimicrobial activity. In addition to the anti-microbial properties, tensile strength, water vapor trans-mission rate, dynamic mechanical, potassium sorbateloss, and oxygen permeability data also indicated thatpotassium sorbate acted as a plasticizer in the wheatgluten film. It was shown that it is possible to makewheat gluten materials that are mouldresistant, even ata high pressure and temperature treatment, associatedwith the compression moulding procedure [4].Scientistsdescribed a simple method for the simulta-neous extraction of protein and ? -glucan and poly-mers from barley to prepare films which were biode-gradable. Cereal grains are sustainable sources of poly-mers that could be used to prepare environmentallyfriendly biodegradable materials. The method wascustomized in that the extraction was completed inalkaline medium instead of the plain water. From theresults, it was concluded that it was possible to usethese endogenous constituents of barley to fabricatefilms with augmented properties without the use ofpolymers or modifiers. Likewise, the worthy macro-scopic performances of the film and the assessed chemi-cal stability could suggest its budding applications asanovel, lucrative and eco-sustainable plastic materialof food packaging [5].
However, the evaluation of sustainability is importantbefore efforts can be made for their commercial pro-duction process. A lot of research has taken place onthe methods to convert these sustainable options intofilms, papers or any other form which has a potentialapplication in thefield of packaging. This paper pre-sents a critical review of the current literature avail-able on such processes and techniques that can beapplied and researched to exploit these sustainablematerials and utilize them to their fullest.
REVIEW ARTICLE

July - August 2017100
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
2. Prevalent Methods of PackagingWith the increased importance placed on self-servicemarketing, the role of packaging is becoming quitesignificant. Packaging serves numerous intentions likephysical protection, information transmission, market-ing, convenience, barrier protection, security. Currently,several materials like plastic, metal (for instance alu-minum), glass, paper (brick carton, cardboard), andfoam. Plastic is one of the most common packagingmaterial and at thesame time most difficult to disposeof. The factors common to all plastics are that they arelight, strong, cheap to manufacture and easy to mould.Paper gets preference in food packaging. It is engi-neered to be sturdy, yet lightweight, is customizable tomeet customer-specific needs, is useful in preserving awide array of items. The cardboard variety of paperused in form of boxes, sheets, etchas served as a shel-ter for pizzas, bread and pies, popcorn, coffee, choco-lates and other take out order from the fast food res-taurants. Brick carton is light, strong;air-tight packag-ing material made up of several layers of plastic, pa-per, aluminum and is the main packaging material forbasic foodstuffs such as milk, juice. For drinks such assoft drinks and beers, aluminum is often used as it isattractive, light strong at the same time but requires alot of raw materials, energy to make it. Glass is usedfor preserving foods like jam, honey, beer wine, soda.
3. Environmental impacts of prevalent packagingPlastic has become the most-used packing material infood and consumer durables. However, plastic is a hugeproblem precisely because of its durability and it posesa huge threat to our ecosystem. Discarded plastic bagshave been linked to major disasters. According to RolfHalden, reduce, reuse and recycle of plastics aren'tdoing enough to lessen the environmental impact andhealth threats. There have been many types of researchfindings that the chemical additives in plastics (whichkeep plastics soft and pliable) are causing severe hu-man health troubles, including Bisphenol-A (BPA) andphthalates. The processing of plastics not only pro-duces a lot of heat but a huge amount of carbon diox-ide of fossil origin [6]. Paper as a food packaging alsohas its limitations. Corrugated containerboard is usedto ship and transport everything from electronics tofragile glassware to perishable goods; paperboard pack-ages food, medicine and toiletries for handy storageand display; and paper bags give customers a sustain-able option to carry their purchases home. Brick carton'scomplex composition makes it difficult to decompose.Glass is considered to be pure, safe material for pack-aging. But if you choose glass to package your prod-
ucts, you should be ready for its brittleness and highprocessing cost. A great deal of energy is used in theproduction of traditional packagings such as plastics,corrugated boxes, plastic bags, and another packaging.Most often, the source of that energy is fossil fuelsthat add millions of metric tons of carbon dioxide andmethane into the atmosphere per year while discardedconventional packaging ends up in landfills or oceanscausing soil, water, and plant contamination. Hence inorder to avoid all these harmful effects, we need toresort to sustainable means of packaging.
4. Perks of Sustainable PackagingBiodegradable polymers and molecules which are basedon feedstock sources from annually grown crops likewheat (wheat gluten), soy (soy proteins), corn andpotatoes (starch), cassava and its waste, green coconutshell extract, sugarcane, hemp make the basis of aplatform for sustainable and eco-efficient productswhich can compete with plastics and composites madesolely from petroleum-based feedstock. Sustainablepackaging maximizes the use of recycled and renew-able materials and low-impact production processes,thereby conserving raw materials. Conserving rawmaterials, in turn, preserves natural resources. Also,sustainable packaging minimizes exposure to poten-tially toxic and hazardous chemicals. Thus, we as theresidents of planet earth need to inculcate these prin-ciples of sustainability and make its use in all theaspects of life including packaging [7].
Figure 4.1: Different natural sources of SustainablePackaging materials
5. Sustainable Packaging from Coconut shellextractOur research group (Teli and Pandit) highlighted withthe multifunctional effect of coconut shell extract (CSE)on the Jute, higher GSM (g/m2) cotton and wool canbe a good low cost sustainable packaging material.CSE application at different pH improved the thermal
REVIEW ARTICLE

July - August 2017 101
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
stability of the treated jute, cotton and wool fabric.CSE treatment at alkaline concentrated condition in-creased the thermal stability of the treated jute andcotton fabric as the treated fabric showed specific charlength. Flame retardancy in the CSE treated jute, cot-ton and wool fabric might be attributed to the presenceof phosphate compounds, inorganic metal salts, metaloxides, phenolic groups, etc. which helped in the in-crease in production of foaming char acting as a pro-tective barrier and decrease in volatilization thus re-ducing the formation of combustible gases, which arerequired for continuation of fire. As far as the physicalobservation (heavy intense black color char mass for-mation after burning, earlier dehydration from the TGcurve, voluminous foamy nature of CSE observed fromSEM analysis) is concerned, it can be said that CSEworked on the condensed phase intumescent mecha-nism. On jute and cotton fabric, CSE application wascarried out in acidic, neutral and alkaline pHwhere asin wool it was carried out only in acidic pH 4.5 (as itis extracted). Moreover, the inherent strength of jute,cotton and wool fabricwere preserved. Treated juteand cotton fabric showed excellent antibacterial prop-erty. CSE treated jute, cotton and wool also showedvery good UV protectionproperty. Moreover treatedjute, cotton and wool fabric showed natural colour andit is was found to be better at higher concentration.Therefore, CSE acts as multifunctional reagent for jute,cotton and wool fabric which can be used for varioussustainable packaging materials. Also, making low-costhome furnishing products like public halls, theatre, sofacover, table lamp, curtains, protective material formaking tents, carpet backing and jute brattice cloth inmines can be possible. As green coconut shell, the rawmaterial is widely available and mainly a waste prod-uct, this kind of research approach might lead to agood value addition from the recycling of the wastematerial for ligno-cellulosic, cellulosic and proteniousmaterial [8 -10].
6. Sustainable Packaging from StarchAuthors characterized tree cassava and cassava starchfilms plasticized with glycerols which were producedby acasting method. Different glycerol contents (30,35, 40 and 45 wt. % on starch dry basis) were used forplasticizing the starch films. Cassava starch has beencomprehensively used to produce biodegradable filmswhich are illustrated as nontoxic, isotropic, odorless,biologically degradable and colorless. Starch was ex-tracted from cassava and tree cassava tuber. The dryfilms were removed from the moulds and stored atcontrolled conditions (21°C and 63% of relative hu-
midity) for at least 48 hours before measurements.Increase in glycerol concentration, moisture content,water solubility and water vapor permeability of bothcassava and tree cassava films increased while tensilestrength, percent elongation and Young's modulus de-creased. Tree cassava films presented better watersolubility and water vapor permeability values com-pared to those of cassava films regardless of the glyc-erol content [8]. Scientists presented a study in whichglycerol content and its incorporation method on ten-sile and barrier properties of biodegradable films (BF)based on cassava starch were analyzed. The influenceof nano-clay particles and glycerol on tensile, barrierproperties and glass transition temperature of biode-gradable films based on cassava starch wasstudied.Tensile strength (TS) [MPa] and percent elon-gation at break (E) [%] were evaluated by a tensiletest performed on a texture analyzer. The results estab-lished that films based on plasticized cassava starchreinforced with clay nanoparticles were considered asan interesting biodegradable alternative packagingmaterial [11].
Researchers presented a review focusing on propertiesof starch and sugar palm fibres and their products asgreen composites. The review also revealed the pros-pects of sugar palm fibres and biopolymer for indus-trial applications such as automotive, packaging,bioenergy and others. Sugar palm is a multipurposetree grown in tropical countries and it is regarded asa potential source for natural fibres and biopolymer.Plasticization was repeatedly employed for the modi-fication of starches to further upgrade theirprocessability and other properties. The plasticizedsugar palm starch was prepared using different contentpercent of glycerol. The tensile strength and elonga-tion at break of sugar palm starch consistently increasedwith the addition of glycerol. The smoothness of SPSsurface increased as more glycerol was added to thestarch, rendering it softer and non-brittle. The use ofsugar palm starch based films as potential packagingalternative choice to petroleum-derived plastics wasimperative for environmental waste management[12].Scientists presented a work giving the preparation andcharacterization of some polyvinyl alcohol and starchpolymeric blends. Polyvinyl alcohol (PVA) ranksamong the few biodegradable synthetic polymers thatare frequently modified owing to their properties. PVAdissolves easily in water as it contains numerous polaralcohol groups and may form hydrogen bonds withwater. Starch is a widely used biopolymer which isactually a storage polysaccharide in plants. It is com-
REVIEW ARTICLE

July - August 2017102
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
posed of both linear and branched polysaccharides,known as amylose and amylopectin. Starch is one ofthe most abundant and inexpensive polysaccharidesources which have the unique characteristic of 'biode-gradability' and it can be easily degraded in water. Itwas observed that with increasing of the starch, themelt processing characteristics decrease. It was ob-served that there was an increase in the melt viscosityof polyvinyl alcohol/Starch blends with the increase ofstarch content which indicated a hard processabilityduring mixing. One of the desired characteristics of apackaging material was that it should protect food fromthe effects of light, especially UV radiation. Films withstarch showed lower percent transmittance comparedwith PVA/Glycerol sample suggesting that polyvinylalcohol /starch films have agood barrier to ultravioletlight, a powerful lipid-oxidizing agent in food sys-tems. The permeability of tested samples increasedproportionally with the addition of starch. The resultsobtained during this work showed that the polymericmaterial based on polyvinyl alcohol and starch hadgood physical - mechanical characteristics, being suit-able from this point of view for packaging industry[13].Authors examined the effects of temperature and timeduring manufacturing and plasticizer content on themolecular structure of high-amylose maize starch films.It also analyzed how manufacturing conditions, plasti-cizer content and molecular structure of the films af-fected their material properties. A slurry of high-amy-lose maize starch and water (2.2 or 2.6 g/100 g water)was heated in an autoclave and stirred vigorously. Theconditions chosen were based on thepreliminary test.The impact of the different film-forming conditions onfilm cohesiveness was captured by digital camera. Thestrongest film was the non-plasticized. This investiga-tion showed that glycerol was needed to obtain cohe-sive films. Of the manufacturing factors investigatedhere, glycerol content was also the most decisive forthe tensile testing results, in agreement with previousreports. Longer heating times and higher temperaturesresulted in fragmented films. This can be attributed tostarch degradation, which was a result of the harshermanufacturing conditions. The temperature had agreater effect on starch degradation than time. In gen-eral, high molecular size amylopectin and amylose wereprone to degradation. However, this degradation, whichclearly affected both the microstructure and macro-structure of the films, did not show analogous effectson the mechanical properties as there was no signifi-cant effect of either processing time or heating tem-perature on the mechanical properties. This was prob-ably due to longer processing times allowing more
starch to leak from the granules, which would increasethe total concentration of available starch molecules inthe films. This, in turn, indicated that there was prob-ably a critical chain length of the amylose chains, belowwhich the films would become fragmented. However,this critical length was not applicable for the mechani-cal properties[14].
7. Sustainable Packaging from Sugarcane BagasseAuthors presented a study in which, homogeneouschemical modification of sugarcane bagasse with ph-thalic anhydride was taken to be an improved strategyto meet the challenges. Sugarcane bagasse phthalatefilms were readily prepared without any cracks orcollapses upon drying by solution casting using DMFas the solvent, suggesting the efficiency of homoge-neous chemical modification to meet the challenges intransforming sugarcane bagasse into bioplastics. Sug-arcane bagasse phthalates showed good solubility inorganic solvents and film materials were prepared bysolution casting. The phthalic group served as the in-ner plasticizer for sugarcane bagasse. The sugarcanebagasse phthalate films showed a homogeneous archi-tectural structure. However, the tensile strength ofsugarcane bagasse phthalate films decreased with in-creasing weight percentage gain, and it would be inter-esting to develop novel strategies to improve the flex-ibility of sugarcane bagasse without losing in strength[15].
Figure 7.1: Different Products made from sugarcanebagasse
8. Sustainable Packaging from Variety of SeaweedSpeciesResearchers presented an article providing a compre-hensive review of a variety of seaweed species andseaweed products with an importance on the use ofthis renewable bioresource in thepharmaceutical in-dustry and medical field. Marine algal seaweed spe-cies are often regarded as an underutilized bioresource.Seaweeds are best known for the natural polysaccha-rides that can be extracted from them which are widelyused particularly in the fields of biotechnology, food
REVIEW ARTICLE

July - August 2017 103
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
technology, microbiology and even medicine but notyet in the plastic industry. Some of these polysaccha-rides are carrageenan, agar, and alginate. Since theyare renewable biomass resources and are polymersmade from sugars which contain carbon, they could beused to create bioplastics. Moreover, seaweed andseaweed-derived products have been widely used as akey ingredient in many pharmaceutical preparationslike tablets, as rate retardant in sustained and extendedrelease dosage forms and as bioplastic in thepackagingindustry. Bioplastics from seaweed might be expen-sive, but they have gained utmost importance in therecent times because of their advantages over otherbiological sources which have already mentioned above.The technology routes for the production of seaweedbased bioplastics are still under research and the useof biotechnological and genetic engineering techniquesplay a key role in conducting the feasibility andsustainability studies in seaweed based bioplastics [16].
Figure 8.1: Bioplastics from seaweed
Scientists' presented an invention relating to theuse ofinexpensive semi-refined kappa carrageenan as a sea-weed polysaccharide in thepreparation of tough, bio-degradable films exhibiting improved performance overfilms obtained from refined kappa carrageenan. Theformulation required no gelling salt and the only otheressential components of the film are glycerol and water.The films could be reprocessed and recycled if re-quired. In view of the more eco-friendly processing ofsemi-refined kappa carrageenan compared to refinedkappa carrageenan, films made with the former wouldalso effectively be "greener"[17].
9. Sustainable Packaging from low priced SoymealResearchers did work with an aim to make use of alow-priced soymeal (SM) rather than an expensivepurified soy protein isolate and soy protein concen-trate for biodegradable and bio-based sustainable film
improvement and development. An alternative approachthat involved fermentation of soybean meal todestructurize some of the carbohydrates componentswhile keeping the value of plastic making ingredients(protein and pectin) was studied here. This processinvolved natural fermentation (NF), yeast fermenta-tion (YF), and simultaneous enzyme saccharificationand fermentation (YEF). Soymeals treated as such werethen plasticized with glycerol and blended with poly(butylene adipate-co-terephthalate) (PBAT) andcompatibilization of the plasticized soymeal with poly(butylene adipate-co-terephthalate) was also conducted.Films made from the blends without and with acompatibilizer via reactive extrusion and casting werecharacterized. PBAT is a flexible plastic with goodprocessability for films, coating, injection moldingparts, and composite applications. The tensile proper-ties of PBAT are comparable to low-density polyeth-ylene. The blending of proteins with other biomaterialsappeared to be the most economic and efficient meansto address many of the performance limitations ofproteins. Fermentation processing of soybean meal todestructurize some carbohydrates that are deterrent toplastic making was shown to be effective in this re-search. Simultaneous fermentation and saccharifica-tion were shown to be competent in this regard. Also,the results highlighted the importance of compatibilizerthe meal with PBAT to improve performance. As such,the low-cost films developed in this research couldhave applications in a wide range of products wherebiodegradable films are desired, including packagingfilms, consumer bags, agricultural mulch films, andsilage wraps [18].
10. Sustainable Packaging from Pulp/PaperResearchers presented a project which involved theproduction of paper but the basic raw material forpaper production that is pulp was obtained fromthebanana plant. Later this pulp could be blended withpulp obtained from bamboo which is less profuselyaccessible, to obtain oil proof paper. The motivationbehind the selection of banana as araw material was,in banana plantations, as after the fruits are harvested,the trunks or stems will be wasted. Billion tons ofstem and leaves are thrown away annually. In thisproject pulp was produced from thebanana waste stemby means of Soda process and Kraft's process, alsoanalysis of both the process based on their energy andraw material consumption, yield was done and the mostexcellent process was processed [19].
REVIEW ARTICLE

July - August 2017104
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Figure 10.1: Application of packaging materialsfrom pulp/paper
Researchers presented a review dealing with the de-velopment of protein-based coatings and films. It in-cluded relevant discussion for application in board orpaper products, as well as an outlook on its futureindustrial potential. Proteins with suitablefunctionalities as food packaging materials were de-scribed as well as the different technologies for pro-cessing the coatings and the current state of the artabout the coating formulations for selectively modu-lating mechanical, barrier, surface and end of life prop-erties. Proteins have a unique structure which confersa wide range of functional properties, especially a highintermolecular binding potential often allowing pro-tein-based films to exceed mechanical properties ofpolysaccharide and fat-based films. Two main familiesof converting processes, whose applicability to proteincoatings were subsequently described in this paper,could be used to make materials based on proteins: awet process based on dispersion or solubilization ofproteins, followed by drying, and a dry process basedon the thermoplastic properties of proteins when theywere extruded. Additional procedures such as chemi-cal modification and cross-linking of proteins or theirblending with other polymers were also often used forproperties optimization [20].
11. ConclusionsThe importance of green packaging to humans and ourenvironment is incalculable. By using sustainable pack-aging, manufacturers and consumers can eliminatecontaminants that destroy the atmosphere, soil, andwater of our planet. Sustainable packaging is impor-tant because it reduces the ecological footprint of allthe stages of the product's life-cycle. It helps both theproducer and the consumer reduce their environmentalimpact. The impact of humankind on the natural worldis one the greatest challenges we face today and in thedecades ahead. Our expanding population and the glo-bal spread of economic development are both puttingincreasing pressure on the world's resources.The pack-aging industry has been pushed to the forefront of the
sustainability agenda, not necessarily because it is thebiggest source of environmental problems but because,from the consumer's point of view, it is one of themost visible. Thus, sustainable packaging is found tobe an attractive trend that is here to stay.
References
1. www.packagingdigest.com2. https://en.wikipedia.org/wiki/Sustainable_ packag-
ing3. www.ebrocolor.com/sustainable-packaging4. Türe, Hasan, Mikael Gällstedt, and Mikael S.
Hedenqvist. "Antimicrobial compression-mouldedwheat gluten films containing potassium sorbate."Food research international 45.1 (2012): 109-115.
5. Razzaq, Hussam AA, et al. "Barley ?-glucan-pro-tein based bioplastic film with enhanced physico-chemical properties for packaging." Food Hydro-colloids 58 (2016): 276-283.
6. Muneer F. Evaluation of the sustainability of hempfiber reinforced wheat gluten plastics. SwedishUniversity of Agricultural Sciences, (2013).
7. www.environmentecology.com8. Teli, M. D., PintuPandit, and SantanuBasak. "Co-
conut shell extract imparting multifunction prop-erties to ligno-cellulosic material." Journal ofIndustrial Textiles (2017): 1528083716686937.
9. Teli, M. D., and PintuPandit. "Novel method ofecofriendly single bath dyeing and functional fin-ishing of wool protein with coconut shell extractbiomolecules." ACS Sustainable Chemistry & En-gineering (2017). DOI: 10.1021acssuschemeng.7b02078
10. Teli, M. D., and PintuPandit. "Development ofthermally stable and hygienic colored cotton fab-ric made by treatment with natural coconut shellextract." Journal of Industrial Textiles (2017):1528083717725113.
11. Souza, A. C., et al. "Cassava starch biodegrad-able films: Influence of glycerol and claynanoparticles content on tensile and barrier prop-erties and glass transition temperature." LWT-FoodScience and Technology 46.1 (2012): 110-117.
12. Sanyang M., Sapuan S., Jawaid M., Ishak M.,Sahari J., (2015). Recent developments in sugarpalm (Arengapinnata) based biocomposites andtheir potential industrial applications: A review.Renewable and Sustainable Energy Reviews 54(2016), 533-549
13. T?NASE, ELISABETA ELENA, et al. "Prepara-tion and characterization of biopolymer blends
REVIEW ARTICLE

July - August 2017 105
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
based on polyvinyl alcohol and starch." Roma-nian Biotechnological Letters 20.2 (2015): 10307.
14. Koch, Kristine, et al. "Mechanical and structuralproperties of solution-cast high-amylose maizestarch films." International journal of biologicalmacromolecules 46.1 (2010): 13-19.
15. Chen, Ming-Jie, and Qing-Shan Shi. "Transform-ing sugarcane bagasse into bioplastics via homo-geneous modification with phthalic anhydride inionic liquid." ACS Sustainable Chemistry & En-gineering 3.10 (2015): 2510-2515.
16. Gade, Ramani, et al. "Seaweeds: a novel bioma-terial." International Journal of Pharmacy andPharmaceutical Sciences 5.2 (2013): 0975-1491.
17. Ghosh, P. K., Siddhanta, A. K., Prasad, K., Meena,R., & Bhattacharya, A. (2006). U.S. Patent No.7,067,568. Washington, DC: U.S. Patent and
Trademark Office.18. Mekonnen, Tizazu, ManjusriMisra, and Amar K.
Mohanty. "Fermented Soymeals and Their Reac-tive Blends with Poly (butylene adipate-co-tereph-thalate) in Engineering Biodegradable Cast Filmsfor Sustainable Packaging." ACS SustainableChemistry & Engineering 4.3 (2016): 782-793.
19. Marella, Jaya Bharat Reddy, SairamMadireddy,and Anudeep Naidu Maripi. "Production of Pulpfrom Banana Pseudo stem for Grease Proof Pa-per." Table of Content Topics2.1 (2014): 61.
20. Coltelli, Maria-Beatrice, et al. "State of the art inthe development and properties of protein-basedfilms and coatings and their applicability to cel-lulose based products: An extensive review."Coatings 6.1 (2015): 1.
❑ ❑ ❑
REVIEW ARTICLE
A Book on
Texturising
By Dr. H.V. Sreenivasamurthy &
B. Purushothama
This book covers different methods of texturising, normal
defects in texturised yarns, their causes, effects, remedies and
Prevention through implementation of Quality Management
systems and is blend of an academician and an industry
personnel with their vast knowledge of the subject in the
field, experience of association with the industry.
The authors have covered all the aspects starting from the
origin of the texturising technology of yarn modification,
type of machinery, process, process control, testing and
quality control, and the Management Information Systems.
The authors also have covered the most important aspect
the problems and remedies in the texturising industry. The
book is a good guide for the students studying Man Made
Fibres/Textiles in which Texturising is an important subject.
Price Rs. 2495/-. Postage Rs. 100 extra (in India)
For Details Contact:
Mr. B. Purushothama
Consultant QMS and Textiles
3rd floor - "Sumitra", No 15, 3rd Temple Street, Malleswaram, Bangalore - 560 003
M.: 09448864028
E-mail: [email protected]

July - August 2017106
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Mr. A.R. Garde had worked for 33years at Ahmedabad TextileIndustry's Research Association,Ahmedabad, as researcher,consultant and trainer in technicaland management areas before hewas selected to lead in 1990 asDirector. In his 7 years as the CEO,he and his dozen colleagues turnedaround the fortune of ATIRA: themachinery, instruments andequipment was modernized,backlogs in maintenance andemployee benefits were filled in,and the depreciation and reservefunds were increased substantially.
Mr. Garde's techno-managerialoutput is over 270 papers, 2 books,and contributions to 6 books; andover 100 papers presented atconferences within and outsideIndia. After retirement, he haspublished 7 books on management(including in Marathi andGujarati), 3 books on ethics. Hisone book on modern Hinduism (inEnglish, Marathi and Gujarati)shows how Hinduism has adapteditself to become suitable for the21st century, without having tocompromise on any of its coreprinciple.
Mr. A. R. Garde
"How come our students asked so many questions in your sessions? Theyhardly open their mouth to ask any thing during our lectures!" This wasthe very first question the Director of the teaching institute shot at uswhen we first met him after our team from ATIRA finished our 6-daysprogramme at their institute. What he perhaps implied but would not wishto express was the conclusion of the faculty based on their experience; 'thestudents were either disinterested in studies or were dumb in the sense ofbeing non-curious'. When the faculty had asked whether they could bepresent at our sessions with the students, we had welcomed them as ob-servers. Their daily feedback to the Director must have been pretty strongon this matter of raising of questions by the students.
Several of us from ATIRA researchers cum consultants were expressingstrongly the experience of the Indian textile industry that the textile coursestaught at the teaching institutes leave a large gap between knowledge andits applicability under mill conditions. We had said that this wide, gaping"applicability gap" does really exist and methods can be devised to bridgethe gap. An article was published, as early as in 1964, in Textile Digest,the earlier name of the Journal of the Textile Association, on the need toreorganize the year wise curriculum to make integration of knowledgegiven on different 'subjects' possible. In the decade of 1980s, the Directorof this teaching institute had approached ATIRA and asked specifically,"Can you come and 'bridge this application gap' at our institute? Howwould you do this? The institute is willing to pay for your services, ofcourse." This was indeed an interesting challenge. We deliberated on thisand decided to accept the challenge. We told them that three of ATIRAconsultants/trainers will engage the 3rd and 4th (final) year students for4 sessions of 1.5 hours a day for 6 days.Thereafter, the faculty and theDirector can verify whether this gaping 'application gap' has been bridged,and if yes, to what extent.Our charges were the normal consultancy ratesper day for 18 consultant days and travel and stay costs. That was ac-cepted. As 'per student charge' for the nearly 70 students, this was quitenominal. (Of course, the institute paid the charges, not the participatingstudents.) These would be the students who were taking spinning andweaving as their main course. So, our team consisted of a spinning con-sultant, a weaving consultant and one generalist trainer consultant fortechnology and management areas.
Three other Gaps!Our discussions before we decided to undertake this assignment identifiedthree gaping 'gaps' in our own capabilities. Firstly, none of us had anyexperience as lecturer to students of textile (or any other) courses. Sec-ondly, with all the talk of the fresh graduates being not ready for job inthe industry, no one from the industry had spelt out what exactly theywanted from the textile graduates. And thirdly, there was no precedenceof any research or training institute attempting such a task of bridging theapplicability gap; not only in India, but also in the world of textiles. We
The Case of the Gaping Gap
TEXPERIENCE

July - August 2017 107
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
were literally gaping at these gaps, and realised thatwe had a truly 'clean slate' to write whatever we wanted!Fortunately, each of us had gone through a textile tech-nology course of 4 years, and from different institutes:Kolkata, Kanpur and Mumbai. Each one of us hadtaken training programmes for supervisors in mills andknew how to conduct these in such a way that thesupervisors can use their newly learnt insights in theirwork for bringing about improvements. We could usethis skill to bridge the first gap.
We knew how things were taught in textile colleges,and remembered our frustration on joining ATIRA aboutour inability to use the information we had been given.It had taken each one of us to turn this informationinto knowledge and then to use it fruitfully in mills.The use was for improving quality, for increasingmachine and labour productivity, and for managingthe processes of production systematically. Each of ushad felt that we have learnt about four times as muchin one year at ATIRA compared to the four years ofthe textile course. This meant that we could bridgealso the second gap mentioned above.
The clean slate was a double advantage: we couldfreely choose our methodology of teaching (the cor-rect word, we came to know later, is pedagogy!), andin case we failed, we could always say" not failure butlow aim is a crime". We decided that our sessions willbe participative, with considerable prodding for ideasfrom the students, and with ample scope for them toraise questions and objections to whatever we were tosay. It is for this reason that we insisted on each ses-sion to be of 90 minutes, instead of the '45 minuteclass' the students were accustomed to.
The main reason why 'information' given in collegesdoes not become 'knowledge' that is useful for im-provement in mill practices is that this information isgiven subject wise. Such separation subject wise is, ofcourse, needed for teaching each subject fully. Conse-quently, the lecturer on spinning teaches only spin-ning, the one on fibre and yarn testing only that, andthe lecturer on statistics does the same. Each lecturerteaches the subject almost without any connection withthe other. When a student becomes a supervisor in aspinning mill, and he wants to improve yarn quality,he needs to use all three subjects simultaneously evento understand whether yarn quality is as good as theexpected norms. He has to decide the sample size fortesting strength, know which strength measure to use(single thread or lea strength) and why, and then de-
cide whether the step for increasing yarn strength is tobe taken at the drafting system at ring frames or incarding. In the system of teaching then (1980s), weknew that such a problem solving approach was notdeveloped and taught in textile colleges anywhere inIndia. If our training programme of 6 days can makethe students use their available information in this wayto convert it into useful knowledge, the 'applicabilitygap' was most likely to be bridged. The 6-days coursewas then designed accordingly to expose the studentsto this problem solving approach and get them to useit right away as exercises.
Design and Conduct of the CourseOf the 6 days at the institute, the beginning would bein the afternoon; 1 sessions would be introductory and1 review session with the faculty after the course. So,the planning was for 20 sessions. We decided that twobatches students will be formed with each batch con-taining the 3rd year and 4th year students in the ratio50:50 approximately. Each of the three trainers (forconveniently distinguishing between the institute fac-ulty and ATIRA faculty) will address these two batchesseparately. This would mean that each trainer wouldtake the same session twice. We allocated 4 sessionseach for spinning and weaving, 2 sessions for processcontrol in each, and 2 sessions conducting experimentsin mills, and 2 sessions on using simple statisticalmethods for reducing time, effort and cost of makingeffective improvements. Two sessions were kept forimproving the problem solving skills. This left 2 ses-sions free for use as contingency sessions.
The spinning sessions were for bringing out the rela-tive technological contribution of processes and pro-cess parameters to the quality of yarn and to the pro-ductivity at ring frames. Similarly, the weaving ses-sions were also aimed at showing the effect of yarnquality and preparatory processes on thread breakagerate at looms. Parameters that need control for opti-mizing loom productivity were also dealt with. It isimportant to note that all this knowledge was createdby research institutes, mainly in India, and also in othercountries. All this knowledge was in the "public do-main"; readily available as literature from researchinstitutes and from textile journals, magazines andconference proceedings.
The sessions on process control were mainly to bringout the principles of what, why and when to control,including how exactly to control. This kind of think-ing, based on the applied research and consultancy
TEXPERIENCE

July - August 2017108
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
work done by ATIRA, was made available as SilverJubilee Monographs published in 1974. The booksProcess Control in Spinning and Process Control inWeaving were widely read all over India. One of thereasons why this teaching institute asked ATIRA to dothis programme for 'bridging the applicability gap'would as well have been these two 'handbooks'.(It sohappened, that one author of each was on the ATIRAteam doing this course.)
Our experience had shown that when mill technicianstake actions for improving anything on the machines,they often fail to take the right precautions to checkwhether their action has really resulted in the intendedimprovement. This trial and error method resulted intoo many errors in connecting the right cause with theobserved effect. Therefore, the sessions on experimen-tation were to introduce students to the simple precau-tions needed to conduct a trial: in fact, to convertevery trial into an experiment that gives reliable re-sults. And to demonstrate by real life examples thatthis experiment is quite easily conducted in the millwithout disturbing the normal working etc.
The sessions on statistical methods were needed be-cause the variability of almost every instrumentallymeasured quality parameter or of the incidence ofbreakage rate is rather high. For illustration: An ob-server determines the end breakage rates on ring framesof makes A and B working on the same count for anhour each on one side of the machine (500 spindles)and finds that they are 10 for A and 20 for B, can weconclude that machine B is giving more breakages?Not really, is the correct answer here! We had plannedto keep the derivation of formulae etc. to the mini-mum, but to bring out the basic concepts. Simple for-mulae developed by ATIRA were to be made a part ofthe thinking of the students as they enter the mills assupervisors. (These formulae are also to be found inthe book on process control.)
Seen in one way, all the above was to be done toimpart the methodology and thinking needed for solv-ing problems in the mills. Why then, the 2 specialsessions on problem solving skills? These sessions wereplanned to demonstrate how one normally thinks of alarge number of possible actions for improving anyparameter, but that only a few of these are really rel-evant. The technological logic needed for eliminatingthe non-relevant items cannot be given in a lectureform, simply because the dry principles do not getseen or absorbed. The only way is to make the stu-
dents go through such a process on their own, withsome guidance from the trainer. We had therefore keptone session for an example in spinning area and an-other in the weaving area.
It is important to note that students taking spinning astheir major subject were asked to attend the weavingsessions also, and similarly the weaving students neededto attend the spinning classes also. This was mandatedfor tworeasons. Firstly, in mills, one often finds differ-ent opinions on causes of a problem between the spin-ning and the weaving department. (For a spinning mill,between the mill and the weaving unit client.) A com-mon understanding on resolving technical issues wouldhelp both sides to arrive at mutually agreed conclu-sions. Secondly, the methodology of defining and solv-ing problems being the same, for spinning or weaving(or for any other process of manufacture) it would getreinforced via such dual attendance.
The course was conducted as designed above, but start-ing with the first of the two sessions on 'problem solv-ing skill'. We were fully aware that no one had evertalked to students about a mill problem and on how tolook at it for solving it. Even so, we wanted to startour interaction with students using this topic. We hadthree reasons for planning this as the very first en-counter with the student groups. Firstly, to demon-strate that the information that they have gatheredduring their textile degree course was quite good.Secondly, to open them up for talking freely abouttheir ideas in the presence of others, without any hesi-tation about being 'right'. Thirdly, to let them learnhow to go about sifting the 'wheat from the chaff'; howto go about eliminating as many of the possible actionalternatives so as to come to the least possible numberof relevant actions.
Again, it must be remembered that such formal think-ing about why we have designed, planned and con-ducted the course was not to be shared with the stu-dents at all. We knew that talking about such thingswould not make any sense to the students, and even tothe faculty at the institute. The students needed to gothrough this learning experience during the entire 6days programme. Thereafter, if these ideas were to betalked about, they would immediately be able to seefor themselves that these learnings have taken place.Wehad planned to tell the faculty of the institute aboutthese ideas AFTER the course was over, in the finalsession with them.
TEXPERIENCE

July - August 2017 109
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
This very first session was taken by the generalistfrom the ATIRA team. His opening remarks were de-signed to encourage each student to participate freely,to express his idea without wondering about whetherit is 'right' or about what the others will think of it.After all, this 6 days course is meant to help thembecome better supervisors when they go to mills forjobs. "No examination or assessment of ANY KINDwill be done by either the visiting team or by theinstitute for any student who participates in theprogramme." So much so, that from the side of theATIRA team, there would be no compulsion to attendthis programme! "YOU attend and participate becauseYOU want to equip yourself better for obtaining agood job and for doing well as a supervisor right fromthe day YOU join the mill that selects YOU." Noteven a certificate of participation was offered to thestudents; neither by the institute nor by ATIRA.
The sessions for all other topics were similarly takenwith a view to make the students think on their own,participate, question the ideas being conveyed by thetrainer by stopping him any time, and not to acceptsomething that they do not quite see as right or areunclear about.
As an illustration of how the students participatedvigorously, vociferously and enthusiastically in thisentire course, let us look at how the very first en-counter went off. A typical mill situation was pre-sented; "When you join the mill that has selected you,you are told that the end breakage rate at ring framesis high. Do whatever is needed to reduce it." A simplequestion was asked: "What could be the reasons forhigh end breakage rates at ring frames?" Like a brainstorming session, all the answers by the students werelisted on the black board. It so turned out that theynumbered around 52! The trainer then started takingeach of these for discussion, again seeking views fromstudents. Several got eliminated by students, other thanthe original proposer, giving logical technological rea-sons. Some other were found to be untenable takingthe effects of processes into account. (For example,poor opening of tufts of cotton in the blow room wouldnot be a cause since carding separates the fibres thor-oughly.) In some cases, the information available tothe students was inadequate, mainly because text booksdo not mention such things nor does the faculty intheir teaching. Such was supplied by the trainer. Healso gave them reference like the book on processcontrol where they could find such knowledge basedon applied research done the world over, mainly in
India under Indian conditions. Probability of a causeoccurring was also taken into account. (e.g. fibre break-age in blow room as a cause was eliminated becauseit is extremely unlikely to occur). These ways of look-ing at causes and sifting them became an interesting'play' in which students vied to eliminate as manycauses as possible on their own. By the time the ses-sion was nearing the end, the class had zeroed in onjust 3-4 most likely causes. Then a question was raised."On which of these causes will you take actions firstand why?" The discussions then led the students tounderstand the implications of time, effort and costneeded for the action and its likely result in terms ofHow Much reduction in end breaks. They learnt thatpriority for action needs to be given taking all thesepoints into account.
It was an added advantage that some or the other fromthe institute faculty was present in most of the ses-sions conducted by the three trainers from ATIRA.They had been specifically requested to play verystrictly the role of an observer; and were asked NOTto participate in any way during the interactions withstudents. Nor did any trainer talk about the sessionswith any in the faculty after or before the session aboutthe contents and the methodology of taking the ses-sion. The faculty observers were expected to draw theirown conclusions on WHAT is happening during thesessions and WHY. Their observations and conclusionswould help in the final session planned exclusively forthe trainers to interact with the faculty.
In conclusionLet us look at the process of conducting this experi-ment in 'bridging the applicability gap' at this teachinginstitute from the point of view of each stake holder:the trainers from ATIRA, the students who were theintended beneficiaries, and the faculty of the instituteled by the Director.
Trainers: Asmentioned in the beginning, the trainingteam had identified three gaps in their own capabilityand had found ways of overcoming them. The enthu-siastic participation by a large majority of students ineach of the sessions left them in no doubt that theirmethodology is functioning well. The unsolicited, in-formal feedback from a large number of students, givenoften outside the working hours, (the ATIRA team wasgiven accommodation on the institute campus) con-veyed that they are benefitting from the new waysthey are learning to use their knowledge. It appearedthat the goal of bridging the gap had succeeded.
TEXPERIENCE

July - August 2017110
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Students: The ATIRA trainers had avoided seeking anyformal assessment of the effectiveness of the coursefrom the students in the form of a standard question-naire. Such questionnaires usually seek opinions ofthe participants on aspects such as contents, deliveryand their feelings of satisfaction. [We have not comeacross even a single programme where the averageassessment of all participants is less than 'Good'! Thiswas the conclusion from the review done by ATIRA in1969 of all its training programmes conducted before1969.When asked, "Where did you use the knowledgegained in this programme?" the answer most often was'do not remember', and rarely 'mill situation/my bossdid not allow'. In other words, the programme contentwas not used. In this case, the 'use' of the new learningwas to be in future.] We had decided to learn about theusefulness of the programme from spontaneous com-ments of the students, during and after the sessionsand also after the programme was over. These infor-mal feedbacks were quite positive. Several studentsconveyed that they will be able to fare much better atthe selection interviews taken by mills. Several otherssaid that this way of tackling mill problems will helpthem in their career. Several asked whether all thisthinking can really be allowed to be used in the milluntil they reach a senior level a few years later. Thetrainer team received any such comment with a smile,but without expressing our judgement on these remarks.We had learnt, from earlier experiences, that the effectof any training programme is usually positive immedi-ately after it is over. But the long term gains from suchlearning and its effective use in mills are a differentmatter.
Faculty: The Director of the institute had arranged fora meeting of the three trainers with all the members ofthe teaching faculty of the institute, after ourprogramme was over. We had suggested to him thatwe would like to interact with the faculty to get theirconsidered views on the process used for 'bridging theapplicability gap'. Those from the faculty who hadattended one or more sessions gave their feedback. Inbrief, they were surprised to find most students askingvery many questions, giving answers also several timesand making comments quite often. They had not foundthis happening during their lectures. But they did notquite understand the reasons behind this very differentbehaviour of their students. What did the trainers dothat was different from what the faculty normally does?Their second major feedback was on contents: eachhad noticed how each of the ATIRA trainer was usingknowledge from different subjects while dealing with
a topic in (say)spinning. So, they had made a mentalnote to incorporate such cross-subject ideas in theirteaching that spinning topic etc.
Consider their question "How come so many ques-tions from the students?".We tried to probe into theexperience of those faculty members who had attendedas observers. Certainly, they had seen and heard whatwas happening. However, it was not easy for them topinpoint the factors in the process of the trainer-stu-dent interaction that led the students to ask so manyquestions. We then stated these 'factors' as follows:telling the students that they will get more out of thiscourse if they pay attention to what the speaker issaying and think about it (taking notes was not al-lowed, no examination of what they learnt was in-tended) ; then stated openly that questions are wel-come at any time during the talk or discussion, and wepractically demonstrated that we mean it; we also clari-fied that they need not hesitate to express themselvesbecause their idea might not be 'right' or wonderingwhether others will consider it 'poor quality' etc.; wealso encouraged them to discuss each other's ideas,not just those given by the speaker, and encouragedthis kind of Q&A among them within limits of time.After these points were made, the observer facultyrealised that such indeed was the case and they agreedthat this way of dealing with a subject had encouragedthe students to be free with questions and comments.We then added one more point: whenever the trainerwas not sure that he had a meaningful answer, he wouldsimply admit that he does not know! And then add,"Itis OK not to have answers to all questions, otherwisewhy would we need research?" Sometimes the trainerwould say" Let us find out together." And sometimes,"Let me see whether a good answer exists in litera-ture." But in no case would the trainer pretend to knowthe answer and give an explanation that even the stu-dents would possibly see as unsatisfactory. This duehumility on the part of the trainers also helped in rais-ing all kinds of questions.
At this stage, we decided to talk about our diagnosisfor the existence of the application gap and how itcould be bridged by the teaching faculty during thefour years of teaching the different subjects includedin the syllabus. After this week long experiment oninteracting with the students for bridging the gap ac-cording to our way of thinking, of which we wereuncertain before the course was conducted, we werereasonably sure that the methodology developed by uswould work in practice. So, we conveyed to the Direc-
TEXPERIENCE

July - August 2017 111
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
tor and the faculty that the main reason for the gapwas the nearly complete separation of one subject fromthe other during teaching. They had already seen howthe ATIRA team had developed topics for sessions ina different way than that normally used. This waspossible because the students were already familiarwith the processes of spinning and weaving. But call-ing in a team from outside every year is not going tohelp in the long term. Firstly, outside trainer teamswould not like to commit for any yearly contract forseveral years. Secondly, this one week exposure wasgood, but we still do not know whether it is goodenough to give satisfactory results when the studentstake up mill jobs. Therefore, the right solution wouldbe to incorporate the principle of integration of sub-jects into the teaching system at the institute.
Accepting that subject wise separate teaching is un-avoidable, we need to find out how best integration ofrelevant subjects can be done to help students see theway in which problems occur or need for improve-ment is felt in the mills. This would require eachmember of the faculty to be familiar with peripheralsubjects and also with the situations where severalsubjects need to be used simultaneously under millconditions. It would also entail incorporating 'groupdiscussions' on problem solving from time to timeduring the teaching programme.While the facultymembers and the Director understood these needs inprinciple, they expressed that it would be difficult forany faculty member to be as widely knowledgeable asthe members of the team from ATIRA.After all, theysaid, each of the trainers had a strong background ofapplied research, of giving consultation in mills andconducting training programmes for supervisors. Whileagreeing with this observation, we pointed out thatALL the knowledge we used for mounting thisprogramme was in the 'public domain'. More thanenough publications are available for the faculty ofany institute to put together the knowledge that wehad used to interact with the students. This statementof ours was confirmed by the observer faculty mem-bers in an indirect way. When asked, what new tech-
nical knowledge they learnt from our team's lectures/discourses, theresponse was, "Hardly anything reallynew."
The ATIRA team returned to Ahmedabad and backinto their normal work. And the faculty went back totheir normal work of teaching students. Whether thefaculty as a group or some individuals incorporatedsome of the concepts we had tried out, we did not getany feedback. Nor did we get any feedback from theDirector on whether the institute would try out the'discussion method' used by us. On our part, we didnot seek any feedback; after all, our team was calledto do a one-week programme for the institute; not foradvising them on pedagogy.
Post Script: In the 5-10 years that followed this courseon 'bridging this gaping gap',chance encounters withmill personnel brought some pleasant surprises to eachof our team members. Someone, whom we had quiteforgotten that he was one of those 70 students whoattended our course, would seek us out and conveyhow he still remembers his experience of undergoingthat course. Some would also add that it helped him ininterviews for getting better jobs, in the work at millsand in getting faster promotions through smart workwhich gave good results in mills.
Imagine how much better the teaching programmes atcolleges giving education in textiles would become ifthey were to develop and use methods to help theirstudents integrate the subjects they learn separately.They will ask questions after questions and make manycomments in the process of learning, and imbibe thelearning deeper.Such integration in the context of solv-ing mill problems or of improving the working willhelp them to adapt to mill situations much faster. Thischange would go a long way to reduce the proverbial'application gap' between knowledge and its use inpractice. In over thirty years that have gone by, severalfeatures of this kind may have been implemented inthe teaching programmes of textile colleges of the 21stcentury. Hopefully, 'the gaping gap'between knowledgeand applicability is not so widely gaping any more.
TEXPERIENCE
Raise your profile in global
technical textiles

July - August 2017112
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
The series of chapters under the title, 'Graphene A Wonder Material' are being published in the Journal of the TextileAssociation. The nanomaterial Graphene has been attracting a lot of attention over the past few years. Thankful to itsunique combination of a simple structure of bonded carbon atoms with its multitudinous and complex physical properties.This series covers the extraordinary features of graphene, its different methods of preparation and isolation, usefulapplications in various fields of science and technology, its science involved in the technology of textiles, and finallyending up with its future prospects.This series is written primarily as an introductory text for the readers of those interested or already working in grapheneand putting up its essence in the textile related areas, who wish to acquire a broad knowledge of graphene and itsapplication in textiles.The previous chapter dealt with the introduction to this wonder material. It covered about the existence of graphene inthis world with various forms and also its method of production. A brief idea on the essential properties possessed bysuch material was given to the readers. The chapter also comprehended the wide potential applications of graphene inthe fields of material science and technology.The present chapter involves the method of production of graphene. There are two approaches that are being worldwidefollowed in graphene nanotechnology. Such approaches are popularly known to be as top-down and bottom-up. Thischapter basically confines itself into the sciences and various technologies involved in the former approach i.e. the top-down technique. Different processes that cover up under such aforementioned technique are briefly discussed. In otherwords, it can be said that the synthesis of graphene has been chaptered into two parts; the first part of which is exploredin the present chapter.
Chapter 3Graphene A Wonder Material :Synthesis of Graphene (Part-I)
Saptarshi Maiti, Pintu Pandit, Geetal Mahajan, R. V. Adivarekar & M. D. Teli
Graphene, has received a great amount of popularityand interest from the scientific world only because ofits outstanding properties. It is perhaps the simplestform of carbon as defined to be a one-atom thick pla-nar sheet of sp2 bonded carbon atoms densely packedin a hexagonal crystal lattice. In other words it can besaid to be the thinnest allotrope of carbon that hasbeen ever produced. The basic structure of graphiteconsists of individual layers of graphene bonded to-gether to produce graphitic forms.
The current popularity of graphene in the scientificresearch can be traced since 2004 by the group ofNobel Laureates Andre Geim and KonstantinNovoselov. But the history of single-sheet graphene asan experimentally attainable material stretches back atleast to 1962, and the scientific study of multilayerultrathin carbon is even older, with the first instanceof graphene oxide as an applied material showing upin the literature as early as 1919. Even before that, theBraggs had used X-ray powder diffraction to measurethe spacing between the cleavage planes of graphite,and Bernal resolved the full hexagonal layered struc-ture of graphite in 1924.
Graphene represents a member of an increasingly
populated class of carbon allotropes. The recent inter-est in graphene was motivated by developments sur-rounding carbon nanotubes as rolled up sheets ofgraphene. It was theoretically first tackled in 1947 byWallace, who used a tight binding model to describeconductivity in terms of electrons moving from onelattice site to the next. Wallace showed that the en-ergy-momentum dispersion at the K point of the firstBrillouin zone was approximately linear instead of thetypical parabolic shape. However, it was not until 1984that DiVincenzo and Mele realized that there was someconnection between the linearity of the dispersion re-lation and quantum field theory. They showed thatWallace's hopping conduction electrons could be re-cast as massless spin-1/2 particles in a Dirac-Weylformalism, an equation typically used to model neutri-nos. This meant that electrons behave as if they havean extra degree of freedom, known as pseudospin, basedon where they are in the unit cell of the graphene. Afurther development occurred at the hands of Semenoff,who predicted anomalous behavior of graphene withrespect to the quantum Hall effect [7]. It was the ob-servation of this effect, reported by the group ofNovoselov and Geim that truly kicked off the race forgraphene.
TEXNOTE

July - August 2017 113
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Synthesis of GrapheneGraphene has been in the limelight recently and manyresearchers have been exploring in graphene synthesisand thus, several methodologies have been demon-strated for the synthesis of graphene and graphene-derived materials. Some of them are mechanical cleav-ing (exfoliation), chemical exfoliation, chemical syn-thesis, thermal chemical vapor deposition (CVD) syn-thesis, and epitaxial growth methods. Not only these,but several other processes are also demonstrated thatare likely to be unzipping of carbon nanotube (CNT),laser ablation process, electrochemical exfoliation, andmany others. The graphene synthesis methodologiescan be particularly classified based on two approaches:top-down and bottom-up approach. A top-down pro-cess involves the synthesis of nanoscale materials byreducing its sizes from the bulk, whereas a bottom-upapproach is associated with the strategy that build upa structure by atomic or molecular arrangements. Forexample, all kinds of exfoliation processes (e.g., me-chanical and chemical) are known as top-down pro-cesses, whereas CVD, epitaxial, and pyrolytic processescomes under the bottom-up approaches.
In 1999, the mechanical cleaving of highly orderedpyrolitic graphite (HOPG) by atomic force microscopy(AFM) tips was first invented in order to fabricate fewlayers or single layer of graphene from bulk graphite.This mechanical cleaving process by using AFM can-tilever was capable of fabricating ~10 nm thickgraphene, which is comparable to 30-monolayergraphene. The concept of fabricating single atomic thicklayer graphene was first reported in 2004 using simplescotch tape method. This technique became worldwidefamous to produce a single layer of graphene withrelatively easy fabrication. Whereas in chemical exfo-liation technique solution dispersed graphite is exfoli-ated by inserting large alkali ions between the graphitelayers. Similarly, the chemical synthesis method in-volves fabrication of graphene oxide (GO) dispersedin a solution followed by a reduction process to pro-duce reduced graphene oxide (r-GO). Catalytic ther-mal CVD is still proved to be the best method for thelarge-scale fabrication of graphene which involves thedeposition of thermally dissociated carbon onto a cata-lytically active transition metal surfaces thus forminga hexagonal graphite lattice at a very high temperatureunder low pressure.
Figure 1: Graphene synthesis processes
Figure 2: Scalability versus cost and graphene qualitytrends for different synthesis processes
Figure 3: Graphene synthesis approaches
Mechanical ExfoliationMechanical exfoliation is one type of top-down tech-nique of graphene synthesis which involves applica-tion of longitudinal/transverse stress on the surface of
TEXNOTE

July - August 2017114
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
the layered graphite with the help of simple scotchtape technique or AFM tip. Graphite structure is usu-ally composed of stacked monoatomic layers ofgraphene weakly bonded with van der Waals force.The interlayer distance and the interlayer bond energybetween two hexagonal lattices are 3.34 Å and 2 eVnm-2, respectively. Monolayer to few-layered sheets ofgraphene can be synthesized via mechanical cleavingmethod by slicing down the layers from graphite orgraphite based materials such as HOPG, natural graph-ite, or single-crystal graphite. For mechanical cleavingaround 300 nNμm-2 external force is required in orderto separate one graphene layer from graphite, which isvery low. In 1999, Ruoff et al. first proposed themechanical exfoliation technique of plasma-etchedpillared HOPG using AFM tip for fabrication of multi-layered graphene having a thickness of around 200 nmand comprising of 500-600 layers of monolayergraphene.
The first outcome of the production of a single-layergraphene resulted from the ground breaking experi-ments by Geim and Novoselov at University ofManchester. This novel invention brought them NobelPrize in Physics in the year 2010. Novoselov et al.used adhesive tape to fabricate a single layer ofgraphene by mechanical cleaving technique from 1mmthick HOPG. Kim et al. further tried to improve thegraphene production method in large scale by cleavingthe HOPG using a tipless AFM cantilever. A thinnestgraphene flake of around 10 nm thickness was pro-duced; nonetheless, the technique was quite unable toproduce a single to very few layers of graphene.
However, for its feasible applications in nanoelectronics, the scalability and reproducibility of me-chanically exfoliating graphene needs to be further-more improved. Still research is underway for uniformlarge-scale fabrication of graphene with controlledlayers.
Chemical ExfoliationIn chemical exfoliation process, alkali metals are in-troduced in a solution of graphite in order to interca-late the single layer graphene from the bulk graphiticstructures followed by dispersion in a liquid medium.Alkali metals are the groups of materials in the peri-odic table that can easily form graphite intercalationcompounds (GICs) with numerous stoichiometric ratioof graphite to alkali metals. The reaction occurs be-tween alkali metals and graphene because of the dif-ferences in the ionization potential between them.
Likely, potassium (K) ionization potential (4.34 eV) isless than that of graphite (4.6 eV); thus resulting intothe formation of GICs from the reaction of potassiumwith graphite. Similarly, cesium (Cs) possesses muchlower ionization potential than K (3.9 eV); therefore,Cs reacts with graphite more vigorously than K creat-ing a significant improvement in the intercalation ofgraphite at ambient conditions of temperature and pres-sure. The major advantage of alkali metals is theiratomic radius, which is comparatively smaller than thegraphite interlayer spacing and thus fits very easilyinto such interlayer spacings.
Graphite, alkali metals, and GICs have been used asstarting materials for reactions in order to obtain col-loidal dispersions of single-layer graphene flakes.Viculis et al. chemically exfoliated graphitenanoplatelets using potassium (K) as an intercalatingcompound forming alkali metal. It forms KC8 interca-lated compound after reacting with graphite at 2000Cunder inert atmosphere. The GIC KC8 undergoes anexothermic reaction when it reacts with the aqueoussolution of ethanol (CH3CH2OH).
KC8 + CH3CH2OH . 8C + KOCH2CH3 + ½H2The potassium ions dissolve into the solution formingpotassium ethoxide followed by the evolution of hy-drogen gas, that further facilitates to separate the gra-phitic layers for the formation of graphitic nanoplateletstructures as few-layered graphene (FLG). Vallés et al.explored the exfoliation process of graphene synthesisby reacting a separately prepared alkali metal-GICsand N-methylpyrrolidone (NMP) solution in which,potassium ternary salt K(THF)xC24 tetrahydrofurane(THF) is used as alkali metal-GICs material for thereaction process. Such process spontaneously exfoli-ates graphite in NMP solution, yielding stable solu-tions of negatively charged monolayer graphene sheetsand graphene nanoribbons (GNR).
Similarly, Hernandez et al. approached with a verynovel technique of dispersion and exfoliation of puregraphite in organic solvents such as NMP by a simplesonication process. It resulted in the formation of high-quality, unoxidized monolayer graphene with a yieldof nearly 1 % which could potentially improve up to7-12 % after sediment recycling. The proposed mecha-nism is such that the exfoliation of a layered structureis possible upon addition of mechanical energy, if thesurface energies of the solute and solvent are same.The energy required to exfoliate graphene should beequivalent to the solvent-graphene interaction for thesolvents whose surface energies are analogous to that
TEXNOTE

July - August 2017 115
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
of the suspended graphene. The process is versatile,low-cost, and capable of depositing graphene in a widerange of substrates in large scale.
Figure 4: Chemical exfoliation process
Figure 5: Flow diagram of GIC-assistedexfoliation process
Chemical exfoliation process is highly important as itcan produce large amount of exfoliated graphene at avery low temperature range, that makes the processhighly distinctive among all the other reported graphenesynthesis processes. The process is scalable and canbe extended to produce a wide range of functionalizedgraphenes in a solution process, thereby exhibiting hightechnological significance. Furthermore, it can be ableto produce graphene-based composite/films for specialtype of applications such as transparent conductiveelectrodes, reinforcements of composites, protectivecoatings, etc.
Chemical SynthesisChemical synthesis of graphene is a top-down indirectsynthesis method. It involves oxidation of graphite,dispersion of the flakes by sonication, and finally re-duction of graphene oxide (GO) to form reducedgraphene oxide (r-GO). There are three available meth-ods for GO synthesis, which are likely to be Brodie
method, Staudenmaier method, and Hummers andOffeman method. All of these methods involve oxida-tion of graphite using strong acids and oxidizing agents.GO was first prepared by Brodie et al., by mixingpotassium chlorate and nitric acid. However, the pro-cess was time consuming and hazardous. In order toovercome such problems, Hummers developed theoxidation process for graphite by mixing graphite withsodium nitrite, sulfuric acid, and potassium permanga-nate, which is well known as the Hummers method. Inthis process, sulfuric acid and potassium permangan-ate react to form a powerful oxidizing agentdimanganese heptoxide.KMnO4+ 3H2SO4 . K+ + MnO3+ + H3O+ + 3HSO4-
MnO3+ + MnO4- . Mn2O7When graphite converts into GO, the interlayer spac-ing is increased two or three times larger than thepristine graphite. The interlayer spacing of 3.34 Åexpands up to 5.62 Å after almost 1 h oxidation, whichcan further expands to 7±0.35 Å upon prolonged oxi-dation of 24 h. As reported by Boehm et al., thisinterlayer distance can be further increased by insert-ing polar liquids, like caustic soda, which resulted ineasy isolation of single layer from the GO bulk mate-rials. Upon treatment with powerful reducing agentlike hydrazine hydrate, GO reduces back to graphene.
Figure 6: Hummers method of graphene synthesis
GO is a stacked layer of squeezed sheets with ABstacking, which exhibits oxygen-containing functionalgroups like hydroxyl and epoxide to their basal planewhen it is highly oxidized. The attached functionalgroups (carbonyl and carboxyl) are hydrophilic innature, that facilitates the exfoliation of GO uponultrasonification in an aqueous medium. Therefore, thehydrophilic functional groups accelerate the intercala-tion of water molecules between the GO layers.Stankovich et al. reported that chemicalfunctionalization of GO flakes by organic moleculesproduces homogeneous suspension of GO flakes inorganic solvents. The reaction of isocyanate results inisocyanate-modified graphene oxide that can be uni-formly dispersed in polar aprotic solvents like N,N-dimethylformamide (DMF), NMP, hexamethyl
TEXNOTE
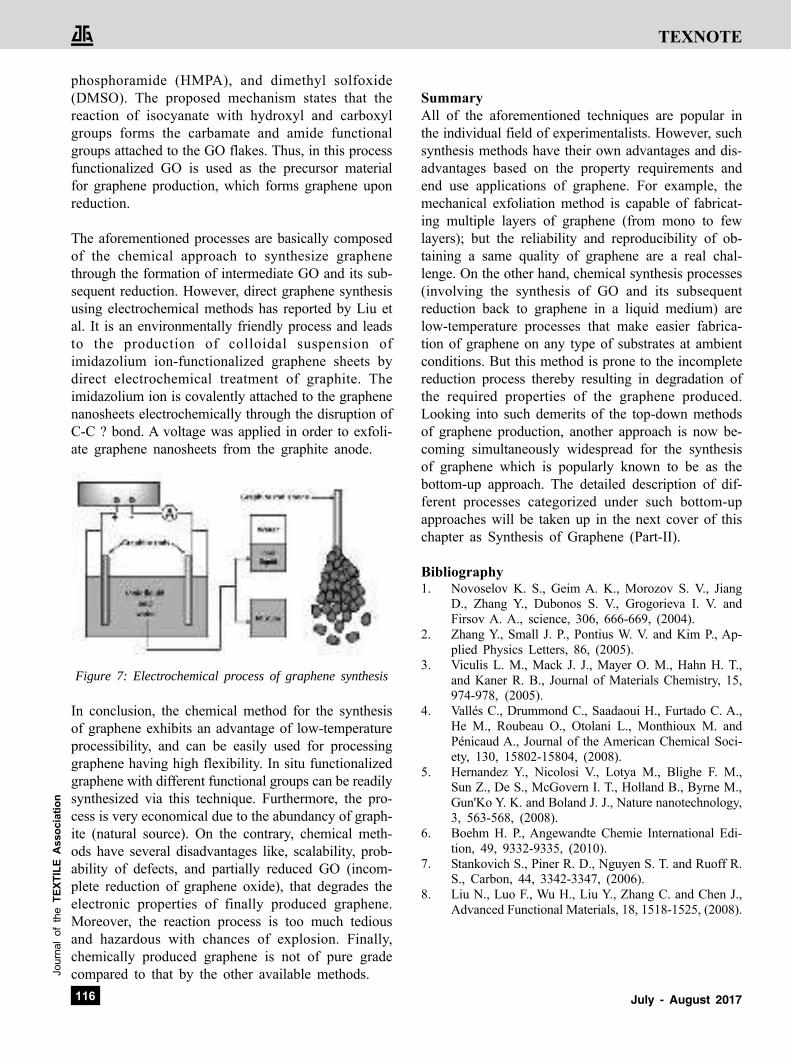
July - August 2017116
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
phosphoramide (HMPA), and dimethyl solfoxide(DMSO). The proposed mechanism states that thereaction of isocyanate with hydroxyl and carboxylgroups forms the carbamate and amide functionalgroups attached to the GO flakes. Thus, in this processfunctionalized GO is used as the precursor materialfor graphene production, which forms graphene uponreduction.
The aforementioned processes are basically composedof the chemical approach to synthesize graphenethrough the formation of intermediate GO and its sub-sequent reduction. However, direct graphene synthesisusing electrochemical methods has reported by Liu etal. It is an environmentally friendly process and leadsto the production of colloidal suspension ofimidazolium ion-functionalized graphene sheets bydirect electrochemical treatment of graphite. Theimidazolium ion is covalently attached to the graphenenanosheets electrochemically through the disruption ofC-C ? bond. A voltage was applied in order to exfoli-ate graphene nanosheets from the graphite anode.
Figure 7: Electrochemical process of graphene synthesis
In conclusion, the chemical method for the synthesisof graphene exhibits an advantage of low-temperatureprocessibility, and can be easily used for processinggraphene having high flexibility. In situ functionalizedgraphene with different functional groups can be readilysynthesized via this technique. Furthermore, the pro-cess is very economical due to the abundancy of graph-ite (natural source). On the contrary, chemical meth-ods have several disadvantages like, scalability, prob-ability of defects, and partially reduced GO (incom-plete reduction of graphene oxide), that degrades theelectronic properties of finally produced graphene.Moreover, the reaction process is too much tediousand hazardous with chances of explosion. Finally,chemically produced graphene is not of pure gradecompared to that by the other available methods.
SummaryAll of the aforementioned techniques are popular inthe individual field of experimentalists. However, suchsynthesis methods have their own advantages and dis-advantages based on the property requirements andend use applications of graphene. For example, themechanical exfoliation method is capable of fabricat-ing multiple layers of graphene (from mono to fewlayers); but the reliability and reproducibility of ob-taining a same quality of graphene are a real chal-lenge. On the other hand, chemical synthesis processes(involving the synthesis of GO and its subsequentreduction back to graphene in a liquid medium) arelow-temperature processes that make easier fabrica-tion of graphene on any type of substrates at ambientconditions. But this method is prone to the incompletereduction process thereby resulting in degradation ofthe required properties of the graphene produced.Looking into such demerits of the top-down methodsof graphene production, another approach is now be-coming simultaneously widespread for the synthesisof graphene which is popularly known to be as thebottom-up approach. The detailed description of dif-ferent processes categorized under such bottom-upapproaches will be taken up in the next cover of thischapter as Synthesis of Graphene (Part-II).
Bibliography1. Novoselov K. S., Geim A. K., Morozov S. V., Jiang
D., Zhang Y., Dubonos S. V., Grogorieva I. V. andFirsov A. A., science, 306, 666-669, (2004).
2. Zhang Y., Small J. P., Pontius W. V. and Kim P., Ap-plied Physics Letters, 86, (2005).
3. Viculis L. M., Mack J. J., Mayer O. M., Hahn H. T.,and Kaner R. B., Journal of Materials Chemistry, 15,974-978, (2005).
4. Vallés C., Drummond C., Saadaoui H., Furtado C. A.,He M., Roubeau O., Otolani L., Monthioux M. andPénicaud A., Journal of the American Chemical Soci-ety, 130, 15802-15804, (2008).
5. Hernandez Y., Nicolosi V., Lotya M., Blighe F. M.,Sun Z., De S., McGovern I. T., Holland B., Byrne M.,Gun'Ko Y. K. and Boland J. J., Nature nanotechnology,3, 563-568, (2008).
6. Boehm H. P., Angewandte Chemie International Edi-tion, 49, 9332-9335, (2010).
7. Stankovich S., Piner R. D., Nguyen S. T. and Ruoff R.S., Carbon, 44, 3342-3347, (2006).
8. Liu N., Luo F., Wu H., Liu Y., Zhang C. and Chen J.,Advanced Functional Materials, 18, 1518-1525, (2008).
TEXNOTE

July - August 2017 117
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Mr. Saptarshi Maiti is currently pursuing Ph.D. (Tech.) in Fibres and Textile Processing Technology in the Departmentof Fibres and Textile Processing Technology, under Prof. (Dr.) Ravindra V. Adivarekar, at Institute of Chemical Technol-ogy (ICT), Mumbai, India. His research areas of interest are Graphene, Dendritic structures, Nanotechnology, Textiledyeing and Green processing of Textiles.Mr. Pintu Pandit is currently pursuing Ph.D. (Tech.) in Fibres and Textile Processing Technology in the Department ofFibres and Textile Processing Technology, under Prof. (Dr.) Mangesh D. Teli, at Institute of Chemical Technology (ICT),Mumbai, India. His research areas of interest are Graphene, Plasma Technology, Nanotechnology, Natural dyeing andMultifunctional finishing of Textile materials.Ms. Geetal Mahajan is currently pursuing Ph.D. (Tech.) in Fibres and Textile Processing Technology in the Departmentof Fibres and Textile Processing Technology, under Prof. (Dr.) Ravindra V. Adivarekar, at Institute of Chemical Technol-ogy (ICT), Mumbai, India. Her research areas of interest are Fermentation Technology in Textiles, Textile colouration,Speciality finishes, Natural dyes, Green processing of Textiles using Natural products.Prof. (Dr.) Ravindra V. Adivarekar is currently Professor and Head of the Department of Fibres and Textile ProcessingTechnology at the Institute of Chemical Technology (ICT), Mumbai, India. His research areas of interest are Textilecolouration, Green processing of Textiles, Medical Textiles, Graphene, Enzyme manufacturing and application, Naturaldyes for Textiles and Cosmetics, Novel Textile Processing Techniques and Textile composites. He has around 5 years ofIndustrial Experience mainly of Processing and Dyestuff manufacturing companies prior to being faculty for last 13years. He has filed 4 patents and published around 150 papers in journals of National and International repute.Prof. (Dr.) Mangesh D. Teli is a senior most Professor and former Head of the Department of Fibres and TextileProcessing Technology as well as former Dean at the Institute of Chemical Technology (ICT), Mumbai, India. He is aFellow of CSIR-CNRS (France), Maharashtra Academy of Science, Honorary F.T.A and Shiksha Ratna. His researchareas of interest are Natural dyes, Plasma Technology, Nanotechnology, Graphene, Super absorbents and Specialityfinishes. He has guided 120 Master's and Doctoral students with over 370 publications/conference presentations andedited 25 books. He is an Independent Director of Siyaram Silk Mills, Chairman of Editorial Board of JTA and aManaging Trustee of Baha'i Lotus Temple, Delhi.
TEXNOTE

July - August 2017118
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Vilas Gharat & Sengupta T.K. elected for TAIMumbai Unit
In an Annual General Meeting of The Textile Associa-tion (India), Mumbai Unit, held on 08-09-2017, Mr.Vilas V. Gharat as President and Mr. Sengupta T.K. asVice President unanimously elected for the term 2017-2019.
Mr. Vilas VishwanathGharat, son of Ex IndianArmy Man is a TextileEngineer and Diploma inIndustrial Managementfrom VJTI, Mumbai. Hehas a wide experience ofmore than 49 years' ser-vice in reputed Compos-ite Textile Mills. He has
started his career with leading industrial house asSpinning Master in a Thackersey Group Company. Withhis skill and talent in work experience he elevated tovarious responsible positions such as Technical &Commercial Advisor in J.K. Cotton Mills; Kanpur,Manager in NTC, General Manger in MSTC, CEO inBostan (Nigeria), Senior President in MorarjeeBrembana and then he has occupied the independenttop authority as Senior President in S. Kumars Pvt.Ltd.
Mr. Gharat independently started & worked success-fully for new projects and renovated the mills. Heestablished many new milestones in quality & produc-tivity.
He is the recipient of Best Vendor's Award from Jonson& Jonson in MSTC, Best General Manger Award inMSTC, Gold Medal for Energy Saving and Fellow-ship of Textile Association (FTA) from The TextileAssociation (India). He is Patron Member of The Tex-tile Association (India), Mumbai Unit. Also he has ahobby of teaching & mentoring youth of India andCricket.
Presently Mr. Gharat is a Group Advisor for S. Kumars
Pvt. Ltd. (www.skumars.co), Executive Director inSuvin Advisors (www.suvinindia.com) and ManagingDirector of Gharat & Associates (www.gharatandassociates.com).
Mr. T. K. Sengupta has doneB.Text Engg. from T.I.T,Bhiwani & MBA (Full TimeCourse) from FMS, DelhiUniversity having 46 yearsrich experience in Textiles& Man-made Fiber Indus-tries in the field of Market-ing, Sales, Business & Stra-tegic Planning, Export Mar-
keting, Resource Planning, MIS, Consultancy andhigher management activities.
He has worked with well reputed companies like Re-liance Industries ltd., Indorama Synthetics Ltd., Mod-ern Petrofiles, Vardhman Group, Fiberglass PilkingtonLtd. (FGP), at Senior Management Positions. Also wasassociated with Burlington Glass Fabrics Co,(Burlington Industries), USA. He retired as Presidentfrom Modern Petrofils.
Mr. Sengupta was awarded from "The Synthetic andRayon Export Promotion Council of India" for highestexport of Polyester Filament Yarn from India for theyear 1995-1996 and 1996-1997. He also receivedCertificate of Merit for Second Highest Export to LatinAmerican Countries from ITPO for theperiod 1998-1999.
He is associated as Advisor with M/s. Yardi PrabhuConsultant and Valuers Pvt. Ltd., one of the largestValuation and Consultancy Company rendering Finan-cial, Technical, Project Management, TEV study, Lend-ers Independent Engineers (LIE), mergers & Acquisi-tions.
Presently he is also associated with DFU Publicationsas Advisor. He has presented many papers in impor-tant Seminars / Conferences.
We are confident that under their dynamic and ableleadership TAI Mumbai Unit will function furtherprogressively and flourish with more activities.
The Textile Association (India)
TAI - Mumbai Unit
UNIT ACTIVITY

July - August 2017 119
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
AbstractRajya Marathi Vikas Sanstha - Mumbai and Textileand Engineering Institute Ichalkaranji jointly under-took the responsibility of bringing out Marathi Ency-clopedia for Textile Businesses. The idealogy behindthis project, scope of the project and the likely ben-efits for textile workers, industry and trade are brieflydiscussed in this article.
1 IntroductionProfessional Knowledge in Regional Languages?Even after 70 years of independence from the Britishrule, their language still rules the textile world in In-dia. Not just for the textile industry but also for theengineering and other industries, we find that verylittle literature is available in regional languages ofIndia. Most feel that such a situation is acceptablebecause literature for professional education and forconsequent business is all in English. This facilitateslearning and continued education on one hand and helpspracticing professionals from any state to migrate toany other state in India for service and for business.So, let us all accept unhesitatingly the use of Englishto be continued for professional education and workin India.
Even then the desire to have professional knowledgein regional languages is often expressed strongly. Ac-cepting that emotional affinity to the mother tongue isone good reason behind this desire, the fact remainsthat learning in mother tongue is easier and faster thanin any other language acquired later. The question is."Should textile Knowledge be made available in re-gional languages? In Marathi for example?'' The an-swer is YES, for two big reasons.
◆ Professionally qualified English speaking personsconstitute less than 10% of the people engaged intextile industry and trade in Maharashtra. If therest 90% are to have access to professional litera-ture, it would have to be in their mother lan-guage, Marathi.
◆ Each individual working in textiles learns onlythat little about his/her job that is needed to ful-fill the minimum requirements. The worker isunaware of the processes preceding and follow-ing the stage at which the worker works; nor is
Marathi Encyclopedia for Textile BusinessesA. R. Garde, Ahmedabad & S. D. Mahajan, Ichalkaranji
Vastra Nirmiti Mahiti Kosh
adequate information given on the materials atwork. So, the ability of the worker to understandthe needs of quality and productivity of own workin relation to that of concerned other works ispoor. Textile business and trade need to educatetheir workers the right way, for which regionallanguage is the only viable medium.
If this essential peripheral knowledge is made avail-able to the workers in their mother tongue, Marathi inour example, this felt but unexpressed need will befulfilled.
2. Textile Knowledge in Marathi.The idea of bringing textile knowledge in Marathi wasthe brainchild of Dr. Sarojini Vaidya, the founderDirector of Rajya Marathi VikasSanstha-RMVS (SateMarathi Development Organisation). The RMVS is astate supported autonomous organization located inMumbai and has the mandate to foster growth ofMarathi in various fields. Dr. Vaidya decided to selecttextile as the most appropriate field and approachedDattajirao Kadam Technical Education Society's Tex-tile and Engineering Institute, Ichalkaranji, for collabo-rating on this proposal. Dr. Chandrakant Kane, thePrincipal of DKTE, not only welcomed the idea, butalso convinced the Management Board of DKTE So-ciety, led by Shri Kallappanna Awade as Chairman.Together, Dr. Vaidya and Dr. Kane identified the spe-cific reasons why this first ever attempt to bringprofessional knowledge in a regional language shouldbe in Marathi, mainly for Maharashtra.◆ After agriculture, textiles offer the largest number
of jobs in India.◆ About 40% of textiles are in Maharashtra.◆ About 1 core Marathi speakers are associated with
textile industry and trade.◆ Availability of such knowledge will help workers
and staff to improve their work in terms of qual-ity and productivity of their output.
◆ Such improvement will help textile businesses ofall kinds to compete well in Indian and in foreignmarkets.
The design features of this project of bringing textileknowledge in Marathi were carefully developed afterconsiderable discussions on pros and cons.
NEWS

July - August 2017120
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
◆ To form a KaryakariMandal- KM with directorsof RMVS and DKTE and inviting 3-4 eminentMarathi speaking textile personalities on the com-mittee.
◆ To invite similarly persons with specialization inconcerned subject area to become editors(Sampadak) of the different volumes.
◆ The Sampadak Mandal - SM -to decide the spe-cifics of volumes, their contents and their titlesetc. and also to invite seciallsts to write chaptersin each volume.
◆ All these persons to work voluntarily, for the loveof labour, out of their wish to contribute to thegrowth of their mother tongue, Marathi.
The KM and the SM (For details, see Annexure 1)to-gether took the following decisions and the projectwas launched.◆ The textile encyclopedia in Marathi is to be titled
as :
Vastra-Nirmiti Mahiti-Kosh◆ This kosh shall be in book format, not as alpha-
betical entries, since it is to be used by workersand the common man/woman.
◆ Eight volumes will be published on the followingsubjects: fibres, yarn production, fabric produc-tion, chemical processing, garments and fashion/design, technical textiles, management of indus-trial units and on cultural manifestation of tex-tiles in Marathi language.
◆ A ninth volume will be a dictionary of textileterms: Marathi to English.
As of May, 2017, 4 Volumes have been published and3 more are ready for publication in the coming year.The volume on technical textiles and the Dictionarywill also be published immediately after. (Annexure 2)
3. Benefitting from the Mahiti-KoshShould individuals buy this encyclopedia? Buying thesevolumes for reading them leisurely is NOT RECOM-MENDED. Even one volume contains so much infor-mation, that even a reader keen on understanding aspecific topic will find too many other topics covered!Of course, as a philanthropist, as a person who wishesto do some social good, we welcome all to buy copiesof one or more volumes and donate them to a libraryof their choice. This may be a library in a high schoolor in a small town where some kind of textile businessis carried out on a substantial scale.
We, from RMVS and DKTE strongly believe in theadage, ''Only the one who learns survives." This is truefor an individual as well as for a business. We there-fore recommend that all medium and large scale busi-nesses and trades in textile where Marathi is a pre-dominant language of their workers should buy theVastra-Nirmiti Mahiti-Kosh. These volumes should beselectively bought by a large number of libraries andby medium and large businesses that have more than30 Marathi reading workers and staff. The Selectionshould be with reference to the nature of textile activ-ity, and the volumes BEFORE and AFTER that activ-ity should also be acquired and made available forreading to all workers and staff. One other volume,dealing with cultural manifestations of textiles in thelanguage has become so interesting that almost everyone browsing through it will feel like buying it. It willbe delightful light reading. Even the small scale units,where the worker strength may be less than 30 per-sons, can afford to buy these inexpensive volumes.Each hard bound volume of A4 size on excellent qual-ity paper, has been priced which is about one third ofthe price a commercial publisher would need to charge(for surviving in the market). Obviously, this is a verysmall investment toward helping the workers improvetheir useful knowledge, leading to better quality andproductivity in their outputs. We suggest that all me-dium and large enterprises should buy these volumeswherever their workers speak and read Marathi.
Let us consider a few examples:Cooperative Society or a large factory for Ginning andPressing: Buy Vol. 1 on fibres, Vol. 2 on Spinning andVol 8 on language/culture.
In the volume on fibres, the workers will get to readabout all the operations from picking to pressing, someof which he would be familiar from his work. He wouldknow more on fibre properties, and on how betterquality can result in better price. He will see informa-tion on manmade fibres that go with cotton in yarnmaking. And the volume on spinning will tell him allabout how cotton becomes yarn, and how differentspinning systems can use cotton as raw material toproduce yarns of different kinds. The very fact that themanagement has given him this opportunity to becomebetter informed via his mother tongue would go a longway to feel that 'my management cares for me'. Hewould be amused by reading the information fromvolume 8." Does my language use textile ideas in somany ways? I knew just a few usages!
NEWS

July - August 2017 121
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Spinning Mills: Buy volumes 1,2,3 (fabrics), 7 and 8.In volume 1, the worker will get a feel on the differentfibres that go on the spinning system his mill has, andon all other systems of spinning for the fibres his milluses. The details of other departments than where heworks will become familiar from the spinning Volume2, while the use of yarn in fabric forming will be clearfrom Vol. 3. The requirement of 'good' quality as seenby the next processes in spinning mill and also by theuser fabric forming mill will become visible to him.The way a mill functions as a business described inVol 7 will be an eye opener for the workers and staff.Workers here, especially the women operatives, willenjoy Vol. 8.
Table - 1 shows the volumes that a textile unit should
have the full set for reading by all members andfor display during all seminars, conferences. Alsouseful to researchers in sociology and economics
3. Large cotton farmers and societies are includedin this category of Ginners and Pressers.
4. Producers of polyester and acrylic, fibres whichgo for blends with natural fibres, stand to benefitmore.
5. Cotton and manmade fibre spinning mills in theorganised sector, as well as the wool and jutemills can benefit more.
6. The fabric formation volume covers woven, knit-ted and non-woven fabrics from all fibres; so allthe medium and large units for each type will getbenefit.The weaving preparatory departments arealso covered in this volume.
Table 1:Who will benefit: A Buying Guide for Industry and Trade
Sr. User Group V 1 V 2 V 3 V 4 Chem V 5 Garmen V 6 Tech. V 7 Manag- V 8 V 9No. Fibres Yarns Fabrics Proce ts Fashion Text. ement Culture Dictio
nary1 Pub. Libraries # # # # # # # # #2 Edu. Libraries # # # # # # # # #3 Cotton Ginners # # #4 MMF Producers # # # # #5 Yarn Mills # # # # #6 Fabric Mills # # # # #7 Dyeing Finishing # # # # # #8 Garment/Fashion/Design # # # # # #9 Technical Textiles # # # # # # #
Note: Each category from 3 to 9 includes the corresponding trading activity also.
buy for their own benefit; if they feel like buying othervolumes also, which would be nice for their workersand for them.
1. State libraries classified as large should have allvolumes, while those of medium and small sizethe volumes needed for the textile activity in thetown. Large privately run libraries will also findthat the general readership is curious enough tobrowse through all volumes and to read throughspecific sections of interest. Researchers in socialsciences and economics would find all textileinformation they need in this Mahiti-Kosh .
2. Libraries in educational institutions: all textilecolleges and large high schools with Marathimedium to have all volumes. The rest, selectively,depending on textile activity in the town. All Unitsof the Textile Association in Maharashtra should
7. Chemical processing covers bleaching, dyeing,printing and finishing for all types of fibres, yarnsand fabrics. Good for spinners and fabric makersto know of these processes.
8. A large number of garment making units are small,their owners can persuade libraries in their areato acquire relevant volumes. They may even do-nate such volumes to the library since theirpremise would have no place for books. The largerunits will find buying the relevant volumes desir-able.
9. Technical textile units can be of 12-13 differentkinds, depending upon the end uses. All end useshave been covered in the Mahiti-Kosh Volume ontechnical textiles.
The Director of RMVS, Dr. Anand Katikar, and thePrincipal of DKTE, Dr. P. V. Kadole, appeal to allindustrial textile units, textile education institutes and
NEWS

July - August 2017122
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
textile traders in Marathi speaking textile towns inIndia to use the Vastra-Nirmiti Mahiti-Kosh to helptheir workers to educate themselves better. Such edu-cation will give a wider perspective to them, betterquality and higher and higher productivity.
Annexure 1: Vastra-Nirmiti Mahiti-Kosh: Working Team
Contributors In Chronological Order/Volume wiseRMVS Directors Dr. Sarojini Vaidya, Vasundhara Pendase-Naik, Dr. Nirmalkumar Phadkule, Madhu
Mangesh Karnik, Dr. Ashok Solankar, Dr. Anand KatikarDKTE Principals Dr. Kane, Dr. Wasif, Dr. KadoleKaryakari Mandal Ex-officio Director, RMVS and Principal, DKTE, plus Dinkar Ajgaonkar, Suresh Vaidya,
Ashok Garde.
The Volumes Will be available From-1) Rajya Marathi Vikas Sanstha, Elphinston Techni-
cal High School, 3, Mahapalika Marg, Dhobitalao,Mumbai, 400001.
2) Textile and Engineering Institute Rajwada,Ichalkaranji, 416115
Annexure 2: Volumes of Vastra-Nirmiti Mahiti-Kosh: Authors and Contents
Vol.No.
1
2
3
4
5
6
7
8
9
Title
Fibre Production and Fibre Science
Yarn Production
Fabric Production
Chemical Processing in Textile
Fashion/Garment
Technical Textile
Management of Textile Industry
Cultural Manifestations of Textiles
English / Marathi Equivalent wordsused in Textiles
Editors
KaneMahajan
GardeDeshpande
AjgaonkarShah /Mahajan
AchwalPadate /Joshi
HundekarKelkar / Vartak
Kelkar
Garde /Mahajan
VaidyaPendase-NaikSohoni/ Kanitkar
VartakLikhite
Coverage in Brief
Cotton, wool, jute, silkViscose, polyester, acrylic, nylon, polypropylene
Ring, rotor, Dref, air jet spinning systems for all fibres
Weaving preparatory processes Shuttle looms: Non-auto, automatic rapier, waterjet, airjet, weaving
Bleaching, dyeing, printing and finishing for all fibres,yarns, fabrics
Clothing, design, fashions machinery and accessories
Geotextiles, medical, protective, sports, etc. 12 pluscomposites
Business in market economy: production, finance, mar-keting, quality assurance, human resource
Marathi similes, metaphors, idioms, sayings using tex-tile terms; brief idea on major Marathi clothes and theirhistory and geography
Commonly used English words and Marathi equivalentof the rest technical words
NEWS
JTA : An effective marketing tool for
strengthening business promotion

July - August 2017 123
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
What's bureaucracy? It contains of rules and regula-tion, works for law and order of the land, tax-mobility,waste, inefficiency, quota, promotions by counting yearof service and rigidity to change. It's all together gov-ernment based. And what's meritocracy? Quite oppo-site, it contains of condor, common sense to achieve,result oriented, no waste, economy, promotions byperformance, eagerness to change and transformation.In sum and substance it is followed in successful pri-vate companies. The main mantra - you do, you excel,you merit, but merit by all means because merit means.In private companies, you have to strangle bureau-cracy or otherwise it will strangle you. Meritocracyneeds sensational performances for beyond expecta-tions and at every opportunity one expands one's jobbeyond its official boundary in the best interest of thecompany. And also, superiors don't even try to get anypolitical mileage by above acts. Basically meritocracydepends on following two factors -
i) Living with company's value.ii) Best possible performance in total interest of the
company.
Bureaucracy and meritocracy, both are managementsystems but working in different style. Here, have anexample of two restaurants located at street corner ofyour town, say by name A and B. Every time you passthough the street you find customers at A are less ascompared to customers at B. Have you tried to under-stand, why? If not, here is answer. When a customerenters in restaurant A, waiter asks for coupon. Cus-tomer has to go to counter to collect coupon for hisneeds, again comes back to his table and waits for thewaiter. After a while, the waiter comes, counts couponfrom the customer, moves towards kitchen, hands overcoupon to chef and waits for items. Till then, the cus-tomer is hungrilywaiting. Again waiter looks at chef'sdelivery table and if items are ready, he collects andserves to the customer. Means while, if the customersdislikes a particular item and he wants it to be changedor he wants to have other item or more quantity of theserved item, again he has to go to counter to collectcoupons ………. and cycle repeats. It's somewhatbureaucratic way of management functioning.
Now look at restaurant B. Customer enters and movesstraight way to dining table. Waiter comes, takes or-
Bureaucravy V/S MeritocracyR.N. Yadav
der, leads to kitchen and in sharp time returns back tocustomer with ordered items. If the customer againasks for some change in item or needs other items orsome more quantity, he is being again served quickly.As soon as customer finishes his table, the waiter handsover bills. The customer pays the bills at counter andleaves restaurant.
It is somewhat meritocratic way of management func-tioning. Now, you can well understand why more cus-tomers at B. Here, items of customer's liking are beingserved in minimum time. So, customer is pleased andlikes to have his breakfast, lunch, dinner or snackpreferably at B. And more above, he will tell and willcome along with his colleagues, friends and familymembers too at B.
The same formula applies at other places also - shops,companies or factories. Management gurus comparesjob of a restaurant waiter to that of a company man-ager. The basic principle being similar - service intime, at acceptable quality and on low cost. Majordifference between the both management systems issummarized in table A.
Table - ASr. Parameters Management systemNo. Bureaucratic Meritocratic1 Rules &
Regulation Rigid Flexible2 Law and Order For ruling For
Discipline3 Finance Tax Collection Public
Resources &Bank Loan
4 Waste Too Much Near Zero5 Efficiency Minimum Maximum6 Quota or
Reservation Yes No7 Promotion Tenure of Excellence in
Service Service8 Change Very Rigid Readily9 Expenditure High Low
10 Quality of work Poor Sensational
NEWS

July - August 2017124
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
As far as private companies are concerned onlymeritocratic management is succeeding in all areas,like manufacture, service, social activities and whatnot at any place in world. By fault or by any compul-sion, if a manager adopts bureaucratic systems, it's
H1 turnover up 11% at PicanolPICANOL Group, a market leader in Airjet and Rapierweaving machines, has realized a consolidated turn-over of EUR 364.7 million in the first half of 2017, anincrease of 11% compared to EUR 329.7 million inthe first half of 2016.
The company achieved a net profit of EUR 52.2 mil-lion, compared to EUR 48.1 million in the same pe-riod in 2016 before Tessenderlo Group NV contrib-uted EUR 5.8 million to the net result in the first half
NEWS
proved to be suicidal. The only and only managing bymeritocracy functions well. Nowadays even govern-ment and governmental agencies are adapting thissystem leaving bureaucracy behind.
Birla Cellulose, part of Aditya Birla Group's GrasimIndustries, is looking to expand the reach of its Livabrand of viscose fabric.The company is planning morepartnerships with apparel-makers and will look toexpand the range offerings to include menswear.
According to Manohar Samuel, President - Marketingand Business Development, Birla Cellulose, customerawareness is being built for better acceptability of theofferings.Liva caters to the B2B segment, which meansthat it supplies fabric through accredited value chain-partners to different apparel-makers. The focus ismostly on women's wear as of now.
Birla Cellulose launched Liva as a branded viscosefabric in India, in 2015.FBB (Fashion at Big Bazaar), brands of Madura Fash-
Birla Cellulose to expand reach of viscose fabric brand
ion and Lifestyle, Lifestyle Stores and Shoppers Stopcarry the 'Liva tag' on their apparel brands. It has alsotied up with BIBA, 109F, Fusion Beat, among others.International apparel brands - such as Marks & Spen-cer, Zara and H&M - who have partnered with BirlaCellulose, however, do not carry the Liva tag on theirapparels.
"We are now focussing more on tie-ups for Liva.Currently, it is for women's wear. But we will exploremen's apparel tie-ups too. Some of the brands are al-ready using viscose fabric in men's wear, but they areyet to co-brand it with Liva," Samuel told BusinessLine.
Partnership is mostly of two types - co-branding, whereit has some 34-odd partners (retail brands); and throughLiva Accredited Partners Forum (LAPF), for manufac-turing of fabric.
According to Samuel, Birla Cellulose will also look toslowly expand into new categories.The firm may expand offerings into home décor, whereviscose rayon finds use.Grasim currently has four fi-bre plants in India - one each in Madhya Pradesh andKarnataka and two in Gujarat - and a pulp unit inKarnataka.
Outside India, it has three fibre plants - one each inIndonesia, Thailand and China - and pulp units inCanada and Sweden.

July - August 2017 125
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
of 2017, compared to EUR 12.3 million in the sameperiod last year. Therefore, the Picanol Group closedthe first half of 2017 with a net profit of EUR 58.1million, compared to 60.4 million euros in the firsthalf of 2016.
The Weaving Machines division again experienced astrong first half in 2017, having ended 2016 with awell-filled order book. Increasing demand for technol-ogy and quality brought strong sales, especially in Asia,with market share increases in many markets, the com-pany reports. As a result, Picanol placed a recordnumber of weaving machines on the market in the firsthalf of 2017.
Half yearly resultsDuring the first half of 2017, the Picanol Group realiseda consolidated turnover of EUR 364.7 million. Bothdivisions saw their turnover increase based on thehigher volumes in the first half of 2017.
Gross profit in the first half of 2017 amounted to EUR90.3 million, compared to EUR 85.8 million in thefirst six months of 2016 with a gross margin percent-age of 25%. The operating result (EBIT) amounted toEUR 71.2 million compared to EUR 66.9 million lastyear, or an EBIT-margin of +19.5% versus +20.3% inthe first half of last year. Income taxes amounted toEUR -20.1 million, compared to EUR -19.3 millionlast year, or an effective tax rate of 27.8% versus 28.6%last year.
Weaving machinesThe turnover of the Weaving Machines divisionamounted to EUR 316.3 million, an increase of 10%compared to EUR 288.8 million in the same periodlast year. As expected, the Weaving Machines divisionexperienced a strong first half in 2017, having ended2016 with a well-filled order book.
Increased demand for technology and quality (mainlyfrom Asia), which was partly due to the success ofnew weaving machines such as the GTMax-i rapierweaving machine, resulted in strong sales and increasedmarket share in many markets. As a result, Picanolplaced a record number of weaving machines on themarket in the first half of 2017.
Sales of parts and accessories have followed the posi-tive trend of the weaving machines. The operating resultof the Weaving Machines division amounted to EUR62.3 million versus EUR 57.9 million last year.
IndustriesThe turnover of the Industries division amounted toEUR 100.4 million, an increase of 15% in comparisonto EUR 87.1 million in the same period in 2016. Thehigher demand from Weaving Machines resulted in aturnover increase for Industries in the first half of 2017.
The Industries division achieved an operating result ofEUR 8.8 million, compared to EUR 8.9 million in thefirst half of 2016. Profit margins, however, were af-fected by increasing material prices.
OutlookThe order book for the second half of 2017 is well-filled, according to the manufacturer. The PicanolGroup expects a slight increase in turnover over thefull 2017 financial year compared to 2016 - the bestresult in the history of the group - but is taking intoaccount a limited impact of rising commodity prices."The Picanol Group remains cautious, as it is active asan export-oriented company in a volatile worldeconomy," says the company. "Due to the cyclicalnature of the textiles market, strict cost-control remainsof the essence. Picanol Group's reliance on the cyclictextiles market has been considerably reduced, as aresult of the strong Industries growth and the contribu-tion of Tessenderlo Group to the results."
A report on the first half of 2017 by real estate con-sulting firm CBRE recently showed investments inIndia's retail market by private equity firms and wealthfunds touched $200 million.
During the first six months of the year there were 70new entries or expansions by global and domesticbrands across also seven new global brands entered
Indian Retail Market Investment ReachUS$ 200 Nillion - CBRE Report
NEWS

July - August 2017126
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
India during the period, including apparel names likeKate Spade and Scotch & Soda.
The report also showed that India overtook China totop the Global Retail Development Index in 2017 witha market attractiveness of 63.4 per cent and retail salesof about $1 trillion.
Anshuman Magazine, CBRE's India and South EastAsia chairman mentioned that with several legislationsand policies in implementation mode, there has al-ready seeing an increase in consumer and investorconfidence. This will have a cascading effect on theretail segment. Overall, retail real estate will continueto grow and witness healthy demand across tier I andII cities.
Many retail developments were completed across se-lect cities and resulted in about 1.5 million square feetof fresh supply entering the market. Demand for qual-ity retail space was strong during the first six months
of the year with a majority of the supply concentratedin Mumbai, Bengaluru and Delhi-NCR.
According to the report the supply pipeline for the restof the year is also healthy and is led by Hyderabad andBengaluru, adding that demand for quality space willremain strong in the fast fashion, department store,sport and leisure segments.
Rental growth in most high streets across key citieswill be limited since rents in these locations have al-ready peaked and the completion of infrastructure ini-tiatives will decide the rental trajectory for markets.Most essential items are exempt from tax, fast-movingconsumer goods (FMCG) are in the 5 per cent taxbracket, restaurants are in the 18 per cent slab andsome items-ranging from luxury cars to movie ticketspriced over a certain amount-are in the higher 28 percent bracket after there has been implementation ofthe goods and service tax (GST).
◆ Order intake in the first half of 2017 increases by26% compared to the second half of 2016
◆ Sales in the first half of 2017 reaches CHF 415.2million, compared to CHF 436.9 million in thesame period last year
◆ EBIT of CHF 16.0 million and net profit of CHF10.9 million at the previous year's level
◆ Acquisition of SSM - a move into adjacent fieldsof the textile value chain
Due to increasing demand since March 2017, Rieterposted order intake of CHF 495.2 million in the firsthalf of 2017. This was 3% below the previous year's
level (first half year 2016: CHF 510.7 million) andwith an increase of 26% was well above the secondhalf of 2016 (CHF 394.5 million).At CHF 415.2 million, sales were 5% down on theprevious year (first half year 2016: CHF 436.9 mil-lion). On these sales, Rieter generated an EBITDA ofCHF 34.8 million (first half year 2016: CHF 34.4million) and an EBITDA margin of 8.4% (first halfyear 2016: 7.9%).The order backlog rose to around CHF 545 million(December 31, 2016: around CHF 440 million). Italready extends into 2018.
Demand picks up in the first half of 2017
Sales trend by region
CHF million January - June 2017 January - June 2016 Change Change in local currencySales 415.2 436.9 -5% -5%Asian countries* 111.2 152.3 -27% -26%China 83.8 105.1 -20% -18%India 94.7 81.5 16% 14%Turkey 49.1 31.7 55% 56%North and South America 42.7 45.4 -6% -7%Europe 17.9 15.5 15% 16%Africa 15.8 5.4 191% 191%
* Not including China, India and Turkey
NEWS
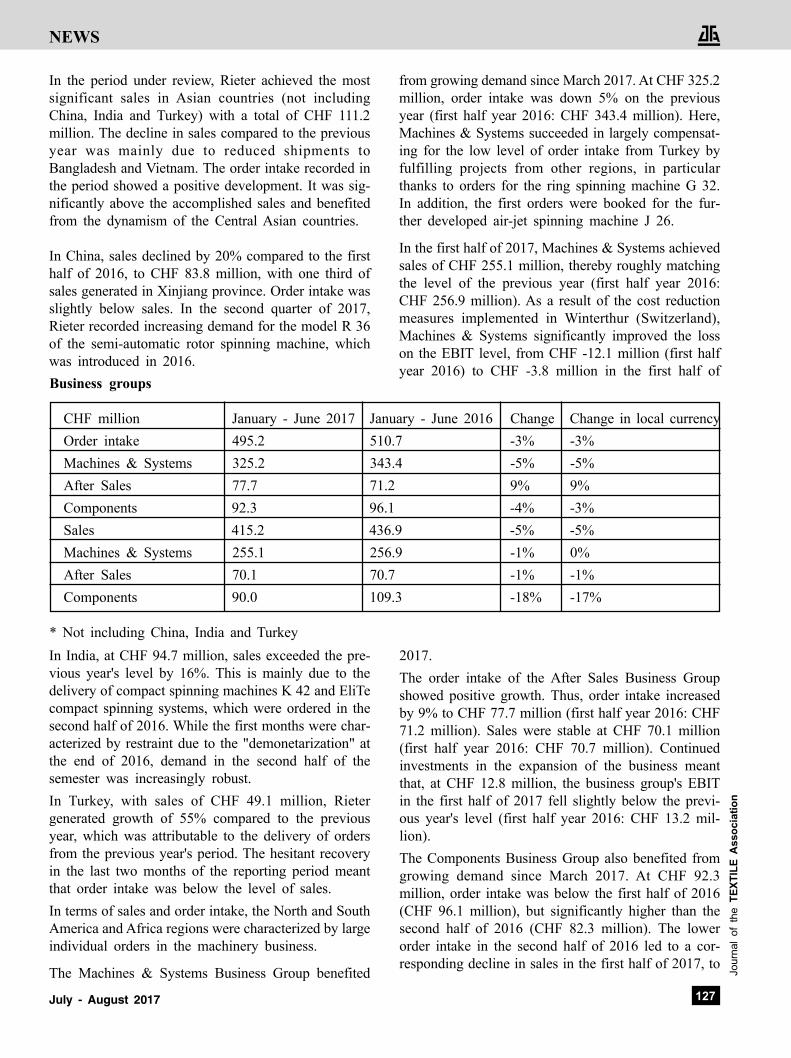
July - August 2017 127
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
In the period under review, Rieter achieved the mostsignificant sales in Asian countries (not includingChina, India and Turkey) with a total of CHF 111.2million. The decline in sales compared to the previousyear was mainly due to reduced shipments toBangladesh and Vietnam. The order intake recorded inthe period showed a positive development. It was sig-nificantly above the accomplished sales and benefitedfrom the dynamism of the Central Asian countries.
In China, sales declined by 20% compared to the firsthalf of 2016, to CHF 83.8 million, with one third ofsales generated in Xinjiang province. Order intake wasslightly below sales. In the second quarter of 2017,Rieter recorded increasing demand for the model R 36of the semi-automatic rotor spinning machine, whichwas introduced in 2016.
from growing demand since March 2017. At CHF 325.2million, order intake was down 5% on the previousyear (first half year 2016: CHF 343.4 million). Here,Machines & Systems succeeded in largely compensat-ing for the low level of order intake from Turkey byfulfilling projects from other regions, in particularthanks to orders for the ring spinning machine G 32.In addition, the first orders were booked for the fur-ther developed air-jet spinning machine J 26.
In the first half of 2017, Machines & Systems achievedsales of CHF 255.1 million, thereby roughly matchingthe level of the previous year (first half year 2016:CHF 256.9 million). As a result of the cost reductionmeasures implemented in Winterthur (Switzerland),Machines & Systems significantly improved the losson the EBIT level, from CHF -12.1 million (first halfyear 2016) to CHF -3.8 million in the first half of
Business groups
CHF million January - June 2017 January - June 2016 Change Change in local currencyOrder intake 495.2 510.7 -3% -3%Machines & Systems 325.2 343.4 -5% -5%After Sales 77.7 71.2 9% 9%Components 92.3 96.1 -4% -3%Sales 415.2 436.9 -5% -5%Machines & Systems 255.1 256.9 -1% 0%After Sales 70.1 70.7 -1% -1%Components 90.0 109.3 -18% -17%
* Not including China, India and TurkeyIn India, at CHF 94.7 million, sales exceeded the pre-vious year's level by 16%. This is mainly due to thedelivery of compact spinning machines K 42 and EliTecompact spinning systems, which were ordered in thesecond half of 2016. While the first months were char-acterized by restraint due to the "demonetarization" atthe end of 2016, demand in the second half of thesemester was increasingly robust.In Turkey, with sales of CHF 49.1 million, Rietergenerated growth of 55% compared to the previousyear, which was attributable to the delivery of ordersfrom the previous year's period. The hesitant recoveryin the last two months of the reporting period meantthat order intake was below the level of sales.In terms of sales and order intake, the North and SouthAmerica and Africa regions were characterized by largeindividual orders in the machinery business.
The Machines & Systems Business Group benefited
2017.The order intake of the After Sales Business Groupshowed positive growth. Thus, order intake increasedby 9% to CHF 77.7 million (first half year 2016: CHF71.2 million). Sales were stable at CHF 70.1 million(first half year 2016: CHF 70.7 million). Continuedinvestments in the expansion of the business meantthat, at CHF 12.8 million, the business group's EBITin the first half of 2017 fell slightly below the previ-ous year's level (first half year 2016: CHF 13.2 mil-lion).The Components Business Group also benefited fromgrowing demand since March 2017. At CHF 92.3million, order intake was below the first half of 2016(CHF 96.1 million), but significantly higher than thesecond half of 2016 (CHF 82.3 million). The lowerorder intake in the second half of 2016 led to a cor-responding decline in sales in the first half of 2017, to
NEWS

July - August 2017128
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
CHF 90.0 million, compared to anextraordinarily strongcomparison period (first half year 2016: CHF 109.3million). Product mix and the resulting lower utiliza-tion of individual plants led to an EBIT decline toCHF 12.6 million in the first half year (first half year2016: CHF 18.4 million).As of June 30, 2017, the Rieter Group had 5 232employees (June 30, 2016: 5 067 employees). Thisfigure includes the newly added employees of SSMTextile Machinery. In addition, as of June 30, 2017,Rieter had 652 temporary employees (June 30, 2016:574 temporary employees).Operating result and net profitRieter's first half year in 2017 was characterized byimproved profitability in the Machines & SystemsBusiness Group, a stable result for After Sales and aweaker result in Components. EBIT reached CHF 16.0million, which compared to the previous year corre-sponds to a slightly higher margin of around 3.9% ofsales (first half year 2016: CHF 15.7 million and 3.6%,respectively). In the first six months of 2017, Rieterachieved a net profit of CHF 10.9 million, therebyreaching the previous year's level (first half year 2016:CHF 11.0 million).Acquisition of SSM Textile MachineryOn June 30, 2017, Rieter acquired the SSM TextileMachinery Division (SSM) from Schweiter Technolo-gies AG in Horgen, Switzerland. SSM is the world'sleading supplier of precision winding machines in thefields of dyeing, weaving and sewing thread prepara-tion and enjoys success in individual segments of fila-ment yarn production. The business has been attachedto Rieter's Components Business Group as an inde-pendent unit.The purchase price for SSM of CHF 124.2 millionconsists of an enterprise value of CHF 100.2 millionand cash and cash equivalents of CHF 24.0 millionand was financed from existing funds.The transaction costs of CHF 1.9 million related di-rectly to the acquisition, of which CHF 1.3 millionwas incurred in the first half of 2017 and CHF 0.6million in the 2016 financial year, were recorded inthe income statement.Free cash flow and balance sheetThe Group reported a free cash flow of CHF -125.6million (first half year 2016: CHF 4.5 million) duringthe reporting period. This development is mainly dueto the cash outflow of CHF 100.2 million for the ac-quisition of SSM Textile Machinery and a temporaryincrease in net working capital. After payment of a
dividend of CHF 22.6 million (CHF 5.00 per share)out of legal capital reserve in April 2017, as at June30, 2017, cash and cash equivalents, marketable secu-rities and time deposits amounted to CHF 207.5 mil-lion and net liquidity to CHF 101.3 million. Rieter hadan equity ratio of 43.8% on the balance sheet dated(June 30, 2016: 43.8%).Improvement program STEP UPIn the first half of 2017, Rieter again focused on inno-vations, after sales excellence and increasing profit-ability.
Innovations: Rieter is specifically focused on the de-velopment of new products and services. The single-head draw frame generation RSB-D 50, which wassuccessfully introduced in 2016, registered strong de-mand in the second quarter of 2017. In the first half of2017, the Group invested a total of CHF 22.8 millionin research and development. This corresponds to 5.5%of sales.After Sales Excellence: The After Sales Business Groupaims to increase sales to CHF 166 million by 2018,representing growth of 30% compared to 2014. In theperiod under review, Rieter continued to work on thistarget as planned. Thus, spare parts logistics werecontracted out to a service provider within the frame-work of a European solution, which will allow Rieterto achieve a significant reduction in delivery times. Atthe same time, Rieter opened a service branch inKahramanmara?, to support its customers in the southeast of Turkey with an even faster and better service.The order intake of CHF 77.7 million in the first halfof 2017 underlines the growth ambitions.Increasing Profitability: As announced on February 1,2017, Rieter plans to relocate production from theIngolstadt site in Germany to the Ústí site in the CzechRepublic. Rieter is currently negotiating with theemployees' representatives.OutlookIn the first half year, demand for components, spareparts and services was stable and order intake for newmachines increased.Despite the still low visibility, Rieter assumes thatdemand will develop at the level of the first half yearin the coming months.The acquisition of SSM Textile Machinery will makea positive contribution to sales and EBITDA in thesecond half of 2017.Overall in 2017, Rieter expects slightly higher salesthan in the previous year and an EBIT slightly below
NEWS

July - August 2017 129
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
the previous year (before restructuring costs), due tothe product and country mix.At the appropriate time, Rieter will provide informa-tion on the restructuring costs associated with the re-organization concept for the Ingolstadt site in Ger-many, which was announced on February 1, 2017.Telephone conference for investors and analystsIn the context of the publication of the half-year re-sults, a telephone conference for investors and ana-lysts will take place today, July 20, 2017, at 11.00 am(CEST):Dial-in details:Europe +41 58 310 50 00UK +44 203 059 58 62USA +1 631 570 56 13China +86 400 120 23 19India +91 446 688 60 46Presentation materialThe media release, the semi-annual report and theinvestor presentation can be found at:www.rieter.com/en/rieter/media/press-releases/http://www.rieter.com/en/rieter/investor-relations/re-ports/annual-report/2017/http://www.rieter.com/en/rieter/investor-relations/pre-sentations/2017/Forthcoming dates◆ Trading update 2017: October 27, 2017◆ Publication of sales 2017: January 31, 2018◆ Deadline for proposals regarding the agenda of
the Annual General Meeting: February 22, 2018
◆ Results press conference 2018: March 13, 2018◆ Annual General Meeting 2018: April 5, 2018For further information please contact:Rieter Holding Ltd. Rieter Management Ltd.Investor Relations Media RelationsJorisGröflinChief Financial OfficerTel +41 52 208 70 15Fax +41 52 208 70 [email protected] RelindisWieser Head Group Commu-nicationTel +41 52 208 70 45Fax +41 52 208 70 [email protected] RieterRieter is the world's leading supplier of systems forshort-staple fiber spinning. Based in Winterthur (Swit-zerland), the company develops and manufacturesmachinery, systems and components used to convertnatural and manmade fibers and their blends into yarns.Rieter is the only supplier worldwide to cover spin-ning preparation processes as well as all four endspinning technologies currently established on themarket. With 18 manufacturing locations in ten coun-tries, the company employs a global workforce of some5 230, about 20% of whom are based in Switzerland.Rieter is listed on the SIX Swiss Exchange under theticker symbol RIEN. www.rieter.com
NEWS
73rd All India Textile Conference
Hosted by
THE TEXTILE ASSOCIATION (INDIA) - Vidarbha Unit
January 05-06, 2018
Venue: Vasantrao Deshpande Sabhagriha, Nagpur, India
Contribute by way of Sponsoring, Advertisements & Enrolling Delegates
Contact:
Dr. Hemant Sonare, Hon. Secretary, Organizing Chairman of Conference
26, Raghukul, Pragati Colony, Near Pragati Hall, Chhatrapati Squre, Wardha Road,
Nagpur - 440 015
M.: 9860930380, 9822573341, E-mail: [email protected],

July - August 2017130
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Rieter at a glance
CHF million January - June 2017 July - December 2016 January - June 2016 Change1RieterOrder intake 495.2 394.5 510.7 -3%Sales 415.2 508.1 436.9 -5%Operating result beforeinterest, taxes, deprecia-tion and amortization(EBITDA) 34.8 61.4 34.4 1%- in % of sales 8.4% 12.1% 7.9%Operating result beforeinterest and taxes (EBIT) 16.0 40.8 15.7 2%in % of sales 3.9% 8.0% 3.6%Net profit 10.9 31.7 11.0 -1%- in % of sales 2.6% 6.2% 2.5%Basic earnings per share(CHF) 2.39 6.97 2.42 -1%Purchase of tangiblefixed and intangibleassets 7.7 20.2 10.7 -28%Number of employees(excluding temporaries)at the end of thereporting period 5 2322 5 022 5 067 3%Machines & SystemsBusiness GroupOrder intake 325.2 248.2 343.4 -5%Sales 255.1 346.5 256.9 -1%Operating result beforeinterest and taxes (EBIT) -3.8 15.7 -12.1 -69%- in % of sales -1.5% 4.5% -4.7%After Sales BusinessGroupOrder intake 77.7 64.0 71.2 9%Sales 70.1 70.9 70.7 -1%Operating result beforeinterest and taxes (EBIT) 12.8 12.3 13.2 -3%- in % of sales 18.3% 17.3% 18.7%Components BusinessGroupOrder intake 92.3 82.3 96.1 -4%Sales 90.0 90.7 109.3 -18%Total segment sales 128.8 130.0 141.3 -9%Operating result beforeinterest and taxes (EBIT) 12.6 16.7 18.4 -32%- in % of segment sales 9.8% 12.8% 13.0%1 Change January - June 2017 vs. January - June 20162 Including number of employees of SSM Textile Machinery
NEWS

July - August 2017 131
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Reliance Industries Ltd (RIL), an integrated producerof polyester fibre and yarn in the world, has beenawarded with 'Golden Peacock Eco-Innovation Award'for 2017. RIL received it for its innovative excellenceand eco-friendly products Recron Green Gold fibresand Recron Green Gold Dope-Dyed (EcoD) Fibres&Tow by Golden Peacock Awards Secretariat.
The award was presented at Institute of Directors,India's 19th World Congress on Environment Manage-ment and Golden Peacock Awards Presentation Cer-emony at The HICC - Novotel in Hyderabad.The award was presented by Justice Kurian Joseph,judge, Supreme Court of India to RIL, vice presidentand regional head (East) for polyester sector, PrabirBhattacharya, in the presence of Lt Gen JS Ahluwalia,PVSM (Retd), president, Institute of Directors, Indiaand other corporate sector dignitaries.
Recron Green Gold fibres and Recron Green GoldDope-Dyed (EcoD) Fibres& Tow are the greenest fi-bres produced in the world, which have been manu-factured from eco-friendly processes of the higheststandard. These fibres have been granted the GlobalRecycle Standard from the internationally recognisedControl Union Certificates, Netherland.
The fibres have been tested for lowest carbon foot-print number and they meet the most stringent envi-ronmental criteria for being green fibres providingconfidence to consumers on genuineness. Recron GreenGold Fibres& Tow are Oekotex 100, product Class-1certified, meeting the human-ecological requirementsof the standard established for baby articles. Theseproducts also fulfil the requirements of Annex XVII ofREACH as the fibres do not make use of Azo dyes,nickel, etc.
Recron Green Gold Fibres& Tow offer great value andopportunity to the textile industry enabling them to
RIL gets Golden Peacock Award for Recron Green Goldoffer certified green products and to meet the overseasbuyers and brands need for sustainable apparels.Recron Green Gold EcoD polyester fibre circumventthe need for high cost downstream dyeing of grey fi-bre. The entire range of Green Gold EcoDfibres offersa very high consistency of shade as well as unbeatablewashing, light, and sublimation fastness, making itsuitable for both apparel and technical textiles.
These fibres are available in pre colour form with viderange of deniers, cross sections and functionality forcottonand worsted spinning system. The product rangeinclude a vast range of more than 40 shades and othershades or customised products with functionality likeanti-microbial, sun protection can be made on request.
RIL's fibre brand portfolio includes several high spe-cialty fibres such as Recron FS (fire retardant fibre),Recron Feel Fresh (anti-microbial fibre), Recron Su-per Micro (ultra-fine fibre) and RecronGreenGold (eco-friendly fibre).
RIL has a strong supply chain system that focuses ontimely delivery to its customers. In domestic market,delivery can happen directly from manufacturing unitor from smaller depots that are strategically locatedacross the country. RIL uses road transportation andmulti-modal depending on the requirements. For ex-ports, marine (containerised) is the prime mode oftransportation used by RIL.
RIL focuses on the entire ecosystem of operations toensure that every touch point produces delightful ex-periences for its customers and stakeholders. At RILthe polyester staple fibre is produced at four sites inHazira, Patalganga, Barabanki and Hoshiarpur. Theseplants comprise a manufacturing set-up of complemen-tary technologies, hardware and vintages. The tech-nologies and hardware have been licensed or boughtfrom leading companies like DuPont, Zimmer, Neumag,Chemtex etc.
RIL possess state of the art polyester manufacturingfacilities, which has a continuous polymerisation ves-sel, spinning lines, drawlines, fibre cutters and pack-ing machines. In addition to this, recycling operationis equipped with a washline to convert bottles to flakes.
RIL's R&D and product development facilities for
NEWS
July - August 2017132
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
polyester business such as Reliance Technology Cen-tre at Patalganga, Reliance Testing Centre atCoimbatore and Reliance Fibre Application Centre atPatalganga constantly focus on developing and intro-ducing innovative products for the textile industry.All fibre production facilities of RIL are ISO 9001,ISO 14001, OHSAS 18001 compliant and it obeys alllocal labour, competitions laws.
RIL's polyester staple fibre business has over 350customers. All these customers are spinners, who con-vert fibre into yarn. RIL supply fibres to most of the
largest and innovative players in the spinning industry.Its top 10 customers constitute 50 per cent of our totaldomestic sales.
RIL's fibres eventually find usage in all segments inthe textile and apparel industry namely men's wear:shirts, suiting, denim, innerwear; women's wear:dresses, formal wear, innerwear; kid's wear: dresses, t-shirts, sleepwear, fashion wear: jackets, dresses; foot-wear: foot soles, mesh; accessories: scarves, stoles,throws; home textiles: bedsheets, curtains and techni-cal textiles: automotive fabric, geo bags. (KD)
Mr. M.S. Saini Unit Head and Mr. M.G. Choudhary VPOswal Denim (Nahar Group)
Today the Spinning Industry has becomecapitalintensive industry and to increase the economicefficiency in the spinning mill, machinery manufactur-ers are putting up lot of efforts inincreasing productiv-ity and improving yarn realisation. One of the mostimportant and economic aspect to achieve this objectis also tolook for shortening and simplifying process.Wehave noticed that such integration of theprocesseshas now already become common, whetherlinkingRing frame with winders or Bobbin transporta-tion system with creel change option for connectingSpeed frame to Ring frame.
One more suchcombination of integration of card anddrawframe, together, namely Integrated Draw frameIDFhas been successfully introduced by Truetzschlerforproducing open end spinning Yarn. The IntegratedDraw Frame IDF gen-1 is in the market since 1999andmore than 2000 Installations are running worldwide.The integrated draw frame IDF 2 -the second genera-
Truetzschler IDF-2 makes its marktion with improvedfeatures in combination with theHigh Production Card TC 10 card, has been intro-duced to the Indian market successfully.
Thisinnovation and value creation helps in achievingfollowing important parameters:◆ Technology with Automation-Unique concept◆ Technology with lower energy and manpower
requirement◆ Lower manufacturing cost
Technology of Integrated draw frame IDF 2PracticalData for an Indian MillQuality achieved on IntegratedDraw frame IDF2For production of open end yarn, thecombination ofthe card with an integrated draw frameonly makessense, if cards are able to produce highquality sliverat higher production rates.
With integrated 3-Lickerinweb feed arrangement onTruetzschler card TC10, fibre material opens in pro-gressive manner ingentle way and web is transferredto the cylinderwithout putting too much stress on thefibre. Thusonly Truetzschler 3-Licker-in card is ableto producehighest quality sliver. This sliver is draftedto thedesired fineness by the integrated draw frameIDF 2.This integrated combination providesenhancedperformance without increasing delivery speedatthe cards.
NEWS

July - August 2017 133
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
The actual drafting system on Integrated Draw FrameIDF 2 is a special auto-leveller version ofcompactdesign and mounted onto a can changer. The 2-over-2 drafting system of new IDF-2 hasbeen optimised forthe lower drafts. This improves yarn quality, particu-larly on raw materials withhigh short fiberontent. IDF2 system with TC 10 is successfully running in themarket at highproduction rates of 100-150 kg/h. Theautolevelled sliver is directly fed to OE machinesthereforewe also call it "Direct Spinning".
Practical Data for an Indian Mill
Raw material 55% Virgin Cotton + 45% NoilCount Ne 20sMake of Card Competitors Latest 3 Truetzschler 3 Licker-in
CardLicker-in Card with Integrated Draw frameProduction rate 65-70 Kg/hr 90 kg/hr.Draw frame Passages Breaker+Finisher Direct to OEReg. D/F Sliver U% 4.0-4.5% 2.2% (IDF2)Rkm 14.5 - 15.0 15CSP 1870 - 1880 1890IPI 80 - 85 40Open End Schlafhorst ACO 8
Quality achieved on Integrated Draw frame IDF2
In last one and half year Truetzschler India supplied8installations with modern high productioncardsrunning with integrated Draw frame IDF2producingOE yarn on semi-automatic as well asfullyautomated OE machines, count ranging from Ne6sto Ne 20s.
Summarizing highlights of yarns producedthroughintegrated IDF2, we can say that:
1. Yarn quality parameters with respect to CSP, IPIaswell as OE cuts have been reduced drastically.
2. During recent studies taken on Ne20sonprocessing through IDF direct feeding, norealdifference in the strength parameters betweendrawframe and IDF sliver could be noticed.Howeverimportant to note that the IPI and Ustervalues of IDFdirect system are better in compari-son toconventional double passage Open End yarn.
3. The Carding with integrated Drawing IDF 2 pro-vides working stability to the system at enhancedproduction rates even formixing having high shortfibre content, typical for Open End application.Even running 100% noil, at high speeds, ispossiblewhich was never achievable via conven-tional "Draw frame Passage" route.
Advantage of Integrated Draw frame IDF2◆ The Integrated Draw Frame IDF lowers invest-
ment costs and operating costs. The advantagesof better yarn quality add up toincreased eco-nomic efficiency.
◆ Due to the improved medium-wave and long-waveyarn CV values, particularly knitted fabrics ap-pear more uniform.
◆ The integrated draw frame reduces maintenanceand is easy to set.
◆ Use of the Integrated Draw Frame IDF results inconsiderable space-savings. It is possible to savenearly 50% of the building area forcards and drawframes Naturally, additional cost savings can beachieved:
◆ Less operation◆ Lower energy consumption◆ Fewer cans◆ Fewer can transports, etc.◆ With the newly developed IDF II system you have
?exibility to produce yarn counts of up to Ne 30with the IDF system only.
NEWS

July - August 2017134
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Repeat orders from corporates testimony of fact thatthe new concept is well accepted by industry
Mr. M.S.Saini : "IDF technology has helped us optimiseour production cost and also drasticallyreduced the
Man power requirement while maintaining the qualitybenchmark.":Shiladitya K. Joshi : AGM - Product & Marketing
Dedicated and experienced, meet the USTER peoplewho keep mills running smoothly
The technology is in place, the products are readyto roll… But it's people who provide the vital linkto bring it all together perfectly, and keep it goingas smoothly and efficiently as possible. USTER'Sworldwide service teams are dedicated to givingtextile mills a rapid response, with expert person-nel always on hand. A phone call or a service visit- whatever is needed, customers have direct accessto USTER people who can deal with a problem andfind a solution.
Francis and Simon at a customer visit
Here is a typical scenario: Mehmet's phone rings, andit's a mill manager on the line. He's worried about hisUSTER®JOSSI VISION SHIELD performance. Thecall takes about 10 minutes and Mehmet gives some
USTER Customer Service: the inside storyinstructions.Shortly afterwards, the customer calls back,happy to report that the cotton cleaning system is nowreadjusted based on the recommendations and is againperforming to his expectations. Mehmet imagines thesmile on the face of another satisfied customer.
Mehmet is Service Manager with Uster TechnologiesTurkey, and has been with the company for 11 years.He is just one of a global network of 125 people inUSTER service centers covering China, India and SouthEast Asia, Japan, Turkey and surrounding countries,and the Americas. An agency network with another50-plus staff covers the rest of the world.
Just as with Mehmet's mill manager in our example,all USTER customers have the direct number of theirservice contact - and are welcome to call any timewith queries and problems. Usually, USTER servicepeople can sort things out immediately, over the phone.
International USTER Service Training on the USTER®HVI 1000 at Uster, Switzerland
NEWS

July - August 2017 135
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
International USTER Service Training on USTER® lowvolume instruments (LVI) at Uster, Switzerland
If the issue is more complex, the service team willplan a mill visit. "Based on the information we have,we will look at several possible options and pack theappropriate spare parts, so that our staff are fully pre-pared to avoid or minimize any downtime at the mill,"says Kris Suresh, Head of Service based at USTERheadquarters in Switzerland. USTER offers servicecontracts with value added services and support, andthese are well appreciated by customers, most of whomcontinue the service contract for lifetime of the prod-uct.
A day in the life of Prabakaran…Prabakaran, based in Coimbatore, India, is anothermember of USTER's service team. Today, he startswork at 5.30 am, driving to a customer located nearMadurai - a journey of about three hours. Two daysago, he was informed about a problem with variationsin mic readings in the customer's USTER®HVI 1000.
At the mill, Prabakaran checks out some possible causesof the problem: he carries out gas regulator cleaning,adjusts chamber size and air settings and calibrates themic module. He tests some reference samples himselfand asks the customer to do the same. The valuesmatch closely,so Prabakaran hands over theUSTER®HVI 1000 again. The customer is very happy,and so is Prabakaran, who now writes his work bulle-tin, has a final discussion and handshake with the millmanager and departs, ready for a new mission tomor-row.
This one-day snapshot of an USTER staff member'swork is typical for his average of 150 customer visitsper year. This particular trip covered 400 kilometers.A monthly breakdown of all USTER service people's
journeys shows an average of 61,000 kilometers -equivalent to 1.5 times round the world. Total travel-ling time each month averages 4,600 hours, or morethan 190 days and nights.
Beyond expectationsUSTER Service goes way beyond problem-solving.Fixing an issue in a minimum of time is one of threeaspects: USTER staff investigate the cause of the prob-lem and discuss with the customer actions to preventany similar occurrence. On-site they take some time totrain operators to execute the tests optimally and toget the most out of their quality testing and monitoringequipment. Senthil Kumar, General Manager of Ser-vice in USTER India, points out: "Customers like totake the chance to discuss application issues with us,and we are always glad to support by sharing ourexperiences. Often, what starts as a business connec-tion will grow to form strong bonds? Several USTERIndia Service staff have more than 20 years' experi-ence - and therefore have built close working relation-ships over that same time."
Ultimately, it's not only the duration which willstrengthen these relationships. It's also a question offulfilling, or exceeding, the customer's expectationswhen an issue occurs. "We would never say that aproblem doesn't concern us or that we could not takeit on. We will try to find the source, no matter whichmachine might be the cause - and we will always lis-ten and advise," Senthil Kumar says. "This attitudeand commitment has brought respect and recognitionfrom customers as characteristics which make theUSTER Service team special."
The other role of USTER ServiceWhen it comes to customer satisfaction with USTERService, nothing is left to chance. USTER carries outregular customer surveys, to gauge improvement po-tential. "I'm happy with the last survey result sayingthat 95% of customers rate their USTER service expe-rience as all positive," says Suresh. He attributes thisto a circle of success. It starts with experienced staff- 8 out of 10 of worldwide staff have been with USTERmore than 10 years, so they have the detailed know-how to support customers as efficiently and effectivelyas possible. Satisfaction breeds trust, and service staffenjoy the appreciation they have from the customerside, creating a pleasant working atmosphere and en-couraging them to stay with USTER, continuing thecircle of success. "Customers are satisfied with theservice but also because they rarely need the support
NEWS

July - August 2017136
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
of our service team. It generally takes years until afirst issue with a new instrument occurs. This is alsoproven by statistics," says Suresh.
The USTER Service team also plays an important rolein the company's success. Trusted service enhancesoverall trust in the brand, a benefit acknowledged byUster Technologies CEO Thomas Nasiou: "Loyaltyfrom customers has to be earned," he says. "And ourService team earns a relevant share of it. They are onduty 24/7 with a customer-focused approach and greatcommitment. It is not unusual for customers to tell usthat they regard the standards achieved by USTER
Service as the industry's defining benchmark."
Media contact:Edith AepliOn behalf of USTER Marketing ServiceUster Technologies AGSonnenbergstrasse 10CH - 8610 Uster / SwitzerlandDirect +41 43 366 38 80Mobile +41 79 916 02 91Fax +41 43 366 39 58E-mail [email protected]
The new single-head draw frame generation is char-acterized by its performance: productivity increaseof up to 33 %, reduced energy costs, quicker lotchange at outstanding sliver quality and easy, in-tuitive operation.
RSB-D 50 draw frame - highest productivity with 1 200m/min delivery speed
In the fall of 2016, Rieter introduced the new RSB-D?50 single-head draw frame for the first time to aglobal audience at the exhibitions ITMA Asia in Chinaand ITME in India. The new draw frame generationexcels with a multitude of innovative solutions. Thesereduce costs, increase the quality and simplify opera-tion and maintenance.Energy saving drive concept ECOrized with 25%
RSB-D 50 Draw Frame -A New Dimension in Productivity, Quality and Operation
Fewer belts
The servomotor for the coiler allowsrapid optimization of the speed
With the patented drive concept ECOrized, 25 % ofthe belts and drive elements as well as the differentialgear are saved compared to the previous model. Twoservo-motors drive the drafting system. Unique fea-tures are the frequency--controlled drive for the suc-tion and the individual drive for the coiler. The newdrive solution for the coiler leads to straight belt track-ing and a far longer lifetime. The quiet machine isevidence of the low abrasion.
Lower electricity costs per yearThe new drive solution generates yearly savings ofapproximately Euro 1?000 for each RSB-D?50. If thesaving over the lifetime of the machine is comparedwith the investment, a very attractive ratio results.
NEWS
Align your company with the growing
authority in Textiles

July - August 2017 137
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
As a standard feature, the draw frames are nowequipped with integrated energy measuring. Should asignificantly increased power consumption occur, pre-ventive maintenance can be carried out and a break-down of the machine thus avoided.
Even tougher with power fluctuationsWith a short power fluctuation, the control voltage issupplied from the drive converter. This energy storecan compensate short-term voltage interruptions andreductions. The draw frame keeps running. With longerinterruptions, the draw frame with active autolevelingshuts down in a controlled manner. The web remainsin the threaded condition and allows a rapid restart.
Further optimized drafting system engineering
Patented sliver guide for consistent andreproducible quality
Conventional sliver guides in front of the drafting unitare often wrongly adjusted. The most frequent fault isnoncentral guidance of the sliver. The new, patentedsliver guide guarantees central guidance of the sliverat all times and therefore consistent sliver quality. Theweb width is reproducible and is set by simple swiv-elling of the guide elements. Additional fiber guides inthe main drafting field prevent lateral slipping of theedge fibers. Fewer disturbing faults in the yarn are theresult. Furthermore, the top roller bearings are perma-nently lubricated and run at a lower temperature.
When processing fibers with high fiber-fiber friction,as is the case with man-made fibers, active sliver sepa-ration is necessary for a trouble-free can change. Toachieve this, the motors of the autoleveler draftingsystem create a thin place, which is transported belowthe coiler and deliberately breaks at can change.
CLEANcoil and CLEANcoil-PES coilers for pre-cise sliver coiling
CLEANcoil-PES: the coiler for 100 % Polyester fibers.
Precise coiling of Polyester slivers thanks toCLEANcoil-PES coiler
CLEANcoil is the standard coiler for all fiber materi-als and therefore offers maximal flexibility. The spiralcoiling tube ensures coiling which is free of draftingfaults, even at high delivery speeds. A honeycombstructure on the coiler underside reliably preventsdeposits.
For the processing of 100 % polyester, the latest de-velopment CLEANcoil-PESwith a new type of coat-ing offers unique advantages in coiling. Even withcritical polyester fibers, the cleaning cycle can beextended by at least 100 %. This also leads to moreconsistent sliver and yarn quality.
Up to 33 % higher productivity at equal or betteryarn qualityThe SB-D 50 draw frame without leveling and theRSB-D 50 autoleveler draw frame produce, in prac-tice, at a delivery speed of up to 1?200 m/min. De-
NEWS

July - August 2017138
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
pending on the fiber material, up to 33 % higher speedsin comparison to the previous model are possible.
The following is an example of a customer who pro-cesses combed cotton. The RSB-D 50 is operating at650 m/min, the previous model RSB-D 45 at 480 m/min. Despite far higher delivery speed, the sliver qual-ity values of the RSB-D 50 achieve an equally goodlevel (Fig. 6). The yarn count Ne 30 shows equal oreven slightly better quality. In the nine-week long-termtest, the mean values of the disturbing faults on theRSB-D 50 are also remarkable. Compared to the RSB-D 45, that already achieves very good quality values,the Classimat values could be improved by 13 % andthe winder cuts by 8 %.
With significantly higher production, the RSB-D 50achieves very good sliver and yarn quality
Touch display and LED displays for intuitive op-eration
Easy operation: touching the selected fields leads directlyto the required menu item
LEDs visible from afar allow the operatorsto work efficiently
The SB-D 50 and RSB-D 50 use the latest controlgeneration as well as a colored touch display with ahigh resolution. This allows intuitive and easy opera-tor guidance.
Clear indications are of decisive importance for theoperator when it concerns efficient working. Here,LEDs, that are visible from afar and provide informa-tion on the condition of the draw frame, help. Theysimplify the operator's work immensely. By means ofthe USB interface, the data is quickly and easily trans-ferred to other machines. Connection to the Rieter millcontrol system SPIDERweb is possible as a standardfeature.
Technological know-how in the machine displayFrequent personnel changes or shortage of specialistsare increasing problems for spinning mills. Rieter of-fers the remedy with setting recommendations thatappear directly on the machine display. The basis isthe well-known SLIVERprofessional expert systemwhich is now integrated in the machine display. Itprovides valuable technological support. This uniquetool offers setting recommendations for the entiremachine, after the raw material data has been entered.These can be transmitted as a data record onto othermachines. In addition, SLIVERprofessional assists withthe analysis of spectrogram faults such as periods anddraft waves. In this way, faults are rapidly correctedand the availability of the machine is increased.
Assembly on or recessed into the floorThe SB- and RSB-D?50 allow, as previously, assem-
NEWS

July - August 2017 139
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
bly on the floor. This makes very flexible positioningpossible. A new option is to install the machine re-cessed into the floor. This means, the transfer heightof the can on the empty can magazine is lower andthus more convenient. The full cans are pushed outdirectly onto the spinning mill floor.
Proven advantages of the RSB-D 45 are retainedThe RSB-D?50 keeps unique features of the previousmodel which are all patented. Here is a selection:◆ Effective suction by automatically lifting clearer
lips on the top rollers◆ CLEANtube for sliver coiling without trash accu-
mulations - for cotton applications◆ Sensor for exact first sliver coils, even with can
plates that are too low.
With the RSB-D 50 and SB-D 50, Rieter sets another
milestone in draw frame engineering for the benefit ofour customers. Once more, the saying prevalentamongst mill managers "Buy an RSB and you cansleep peacefully", applies.71-102o
Author:
Jürgen MüllerHead Product Group Draw FramesMachines & [email protected]
NEWS
ROVETEX, Israel, a Global Textile ManagementConsulting firm & Diagonal Consulting (India) -AStrategic & Project Consulting firm in Textiles to jointlyoffer Strategic & Operational Consultation Services tothe Indian Industry.
The purpose of the alliance is to help Indian compa-nies meet the challenge & adapt in the widest sense tothe constantly evolving changes, thereby successfullyachieving the objective.
"A team of highly qualified and experienced domainexperts in textile value chain with established reputa-tions globally are now available to the Indian Industry
Diagonal Consulting (India) &ROVETEX, Israel join forces
through this alliance" Dr. P. R. Roy, Chairman - Di-agonal Consulting (India).ROVETEX is also a partner organization to Datatex,Israel (world's leading supplier of IT software solu-tions to the textile and apparel industry).
Proposed Services in India:◆ Operational Audit & Performance Optimization◆ Strategic & Project Consultation◆ Marketing Support Services◆ Strategic Alliance
For more information Contact:Team DCIwww.diagonal.in
ADVERTISEMENT INDEXChina Home life A-7 Reliance Industries Ltd. Cover 1Birla Cellulose Cover3 Rieter India Ltd. A-3ITMA 2019 A-5 Rieter India Ltd. (Components) Cover 2ITMACH A-2 Textile Sourcing Show A-4Lakshmi Machine Works A-1 Thymas Electronics Pvt. Ltd. P- 117Truetzchler India Ltd. A-6 Unitech Techmech Cover 4Precision Rubber Ind. Pvt. Ltd. A-8

July - August 2017140
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
NEWS
New Preventive Maintenance Packages -the Parts You Need, Right When You Need Them
Rieter is strengthening its service offering by imple-menting preventive maintenance packages for use inoverhauls of Rieter machines. This new solution en-sures customers can order the parts in one package,right when they need them.
Fiercely competitive market conditions mean that yarnproducers have to minimize production stops. Oneplanned maintenance overhaul operation is then less costlythan several small urgent production stoppages. Rieternow offers preventive maintenance packages for over-hauls of Rieter machines to help producers stay one stepahead of competition by maximizing uptime.
Best original quality at lower costsThe best original quality of parts supplied by Rieter isnothing new. Rieter preventive maintenance packagesprovide the same original quality parts with considerablylower costs than if each were purchased individually.
Through these packages, customers benefit from Rieter'sstrong industry expertise in three main areas:Maximum uptime - one planned overhaul operation in-stead of several small production stops for maintenance.
Best original quality - supplied by Rieter.Cost savings - considerably lower costs when acquiringthe parts as a package.
A preventive approach
Example of some parts included in the preventivemaintenance package for UNIfloc A 11
Example of some parts included in the preventivemaintenance package for the ring and compact
spinning doffing systems.
Rieter machines are renowned for their outstanding per-formance. But even the best equipment needs replace-ment parts now and then. Over the years, our specialistshave analyzed Rieter's equipment from A to Z and iden-tified several performance-critical parts to be replacedover a certain period of time.
This enables customers to easily plan ahead their preven-tive maintenance. Parts included in preventive mainte-nance packages are customized to each specific machineconfiguration and customer needs.
The preventive maintenance package is a modularoffering which consists of:A customer specific maintenance package including allthe necessary parts to reduce downtime to a minimum.
Rieter offers a modular approach to preventivemaintenance, customized to customers' needs
Conditional recommended parts to further complete yourmaintenance package and reach maximum uptime. Main-tenance service, available upon request, with Rieter spe-cialists installing the preventive maintenance package andperforming the necessary settings.
The preventive maintenance packages are available for awide range of Rieter machines and continuously extendedto further machines to meet customer needs worldwide.
AuthorMarc SimmenProduct ManagerUpgrades and ConversionsAfter [email protected]

July - August 2017 141
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
On August 30, 2017, in São Paulo, WackerChemieAG is celebrating the 40th anniversary of its Bra-zil-based South American headquarters.WackerQuímica do Brasil Ltda. was established inSão Paulo, in 1977 - marking an important mile-stone in the Group's South American expansion. InJandira near São Paulo, WACKER now manufac-tures silicone products used, for example, in thetextile, construction, paper, agrochemical, personalcare and cosmetics industries. The company is cur-rently building a new multifunctional facility at thesite for manufacturing antifoam agents and func-tional silicone fluids. Investments for the expansionwill total around •7 million. WACKER's Jandiratechnical center further offers customers specialsupport with the development of new products andapplications for the South American market. Withover 100 employees, WACKER Brazil generatedsales of around •90 million in 2016.
The 21,000-m² site houses administration and logistics,as well as its own silicone production facilities
In his address to some 200 customers and businesspartners, WACKER Executive Board member TobiasOhler highlighted the importance of WACKER Brazilfor the Group's future success in South America: "Oursales in this region have grown at an average rate ofmore than nine percent annually over the past ten years.At the same time, local production volumes have in-creased five-fold."WACKER Brazil is ideally posi-tioned, he continued, thanks to high product quality,excellent service and a committed team of experts.
"In the years ahead, we expect demand in SouthAmerica to grow for our high-quality specialty chemi-cals - and see huge potential for our Jandira site."
WACKER already ranks among the top silicone sup-pliers in South America and is the market leader fordispersible polymer powders for the construction in-dustry. The region's main markets for WACKER prod-ucts range from construction, paints and coatings, paper,electrical/electronics and textiles, through to the cos-metics, agrochemical, household and personal-caresectors.
Customer service on site: at thetechnical center in Brazil
New silicone plant in Jandira, Brazil: with its newmultifunctional facility
Executive Board member AugusteWillems underscoredthe future opportunities for innovative WACKER prod-ucts in his speech: "Thanks to their virtually unlimitedapplications, silicones have become an integral part ofdaily life - whether in the electronics industry, theautomotive sector, in cosmetics or medicine. Our poly-mer binders enable cutting-edge construction solutions,such as fire-protection coatings and water-saving seal-ing systems. As for our novel biotech products, we arebuilding a bridge between chemistry and biotechnol-ogy," he continued. "With our ongoing expansion ofsilicone production in Jandira, we are well positioned
40 Years Celebration of WACKER in Brazil
NEWS

July - August 2017142
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
to meet the growing needs of the South Americanmarket. As a result, WACKER Brazil can offer itscustomers even better local support in the develop-ment of new products and customized applications."
A wholly owned subsidiary, WackerQuímica do BrasilLtda. supports customers and partners in Argentina,Brazil, Chile, Paraguay and Uruguay. Beside sales andmarketing, the approx.
21,000-m² site houses its own production plants, whichproduce, for example, silicone fluids and emulsions,as well as silicone resins and rubber compounds.WACKER is currently expanding its existing siliconeoperations by building a multifunctional facility formanufacturing antifoam agents and functional siliconefluids for the paper, cosmetics and household indus-
tries. While the reactor for silicone fluids has alreadybeen completed, the plant for antifoam agents is ex-pected to come on stream by the end of the year.In2003, WACKER opened a technical center for sili-cone applications in Jandira, which was expanded in2005 to include labs for dispersible polymer powders.In spring 2010, the Group established a branch of theWACKER ACADEMY, its international training cen-ter, at its Jandira technical center.
For further information, please contact:WackerChemie AGMedia Relations & InformationNadine BaumgartlTel. +49 89 [email protected]
NEWS
Nearly 70 years ago, the earliest accurate test equip-ment for cotton fiber properties were introduced to themarket. These were the so-called Low Volume Instru-ments (LVI), which made an immediate market impactat the time, and which in later years were the platformfor the development of the high-speed integrated sys-tem known as High Volume Instrument (HVI) testing.However, the LVI® instruments still play an importantrole in the industry today, providing essential lab testsolutions for companies focused on specific fiber pa-rameters, or those without the throughput needs orbudget necessary for HVI®. Now, USTER has re-launched its LVI® family with upgraded electronicsand design - and the accuracy and reliability as ex-pected from USTER.
In the USA in 1948 with the 'Fibrograph' and the 'Colo-rimeter' two specific fiber testing instruments werelaunched. More than two decades later HVI® testingbecame available, combining measurement of fiberlength, strength, micronaire, color and trash of theseLVI® instruments into a single, high-throughput sys-tem, ideally suited to large-scale processors such asclassing offices and major spinning mills.
Still a vital roleIn this case, the advent of HVI® didn't replace LVI®in the way that products with improved capacity oftendo. In fact, certain segments of the industry still de-pend on the LVI® series. This includes cotton traders
or spinners with a lower budget, as well as those witha need for testing only specific parameters. It's alsoclear that not every customer needs a measuring speedof 800 samples per hour - as provided by theUSTER®HVI 1000. For many purposes, testing of onesample per minute is perfectly adequate. That's whythe USTER®LVI 930 length tester, for example, withits speed of 50 samples per hour, still has its fans.
For spinning mills with lower-cost production struc-tures, random sampling is generally sufficient, sincetheir customers often do not specify high yarn qualitylevels. Nevertheless, a certain quality level is requiredby such mills, and it is therefore essential to check thequality of the purchased cotton before the bale laydown.To ensure the desired quality standard is met, it is vitalto check parameters such as fiber length, color/trashand micronaire, which are necessary for an effectivecotton bale mix.
For many mills, the USTER®LVI family includes in-struments which each cover a particular aspect of fiberquality, with absolute reliability: the USTER®LVI 930length tester, the USTER®LVI 960 color/trash tester,the USTER®LVI 975 micronaire tester andtheUSTER®LVI 920 nep tester provide measurementsdescribing these various cotton quality parameters,while the USTER®LVI 940 serves as the control sys-tem and data manager.
A specific solution for each qualityneed-Relaunch of the USTER®LVI family

July - August 2017 143
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
Different - but equally accurate
USTER®LVI 940
LVI 940 Reports Screen
Even though their key characteristics can be describedas "small, slow and affordable", all LVI® instrumentsshow the same accuracy in measurement as the flag-ship models - because all measurements are based onthe USTER®HVI and USTER® AFIS principles. There-launched LVI® instruments now feature refreshedelectronics and an updated design.
The USTER®LVI 940 introduces even more novel-ties, connecting the other LVI® instruments through anew software package with expanded reports, newdiagnostics, calibration and data storage. "The LVIscan be easily justified as budget-friendly systems forcotton quality checks covering all basic parameterswith excellent reliability," says David McAlister, Prod-uct Manager for Fiber Testing at Uster Technologies.
The Low Volume Instruments also serve as the entrypoint for customers to join the USTER family at anaffordable price. Starting with USTER's unique `ThinkQuality´ approach, spinners are equipped to move upthe profitability chain step by step with every addi-tional instrument, towards further control of qualitythroughout the mill processes.
Paybacks for traders and spinnersCotton trading companies exist in various sizes. Manyare local, focusing on their domestic markets, such asin India, China, Pakistan and Bangladesh. They under-stand the importance of a quality tag for their tradingbusiness and therefore opt to invest in USTER®LVI.Their need isn't comparable with that of USDA (cot-ton classing at the United States Department of Agri-culture): at this important cotton export institution, morethan 250 USTER®HVIs operate at speeds of 800samples/hour in three shifts, throughout three to fourmonths per year.
Whether cotton is classified using LVI® or HVI®models, the important thing is that the classificationtakes place. Cotton marketed with no quality tag isregarded as low quality and not to be trusted - and theprice suffers accordingly. The benefits of cotton class-ing are equally valuable to both spinners and traders.Spinners need to get the most out of their purchasedraw material with a smart cotton mix. For the rightdecision on this, proper quality parameters are neces-sary. The fact that the raw material is the biggest costfactor in a spinning mill is itself justification for in-vestment in an USTER®LVI."Quality control alwayspays back," says McAlister.
Media contact:Edith AepliOn behalf of USTER Marketing ServiceUster Technologies AGSonnenbergstrasse 10CH - 8610 Uster / SwitzerlandDirect +41 43 366 38 80Mobile +41 79 916 02 91Fax +41 43 366 39 58E-mail [email protected]
Visit Us On :
Website : www.textileassociationindia.org
NEWS
July - August 2017144
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
ITMA 2019, the world's largest textile and garmenttechnology exhibition, will focus on smart garmenttechnologies as robots and artificial intelligence areset to revolutionaries the industry. The trade eventscheduled to be held during June 20-26, 2019 in Spain,is expected to feature a wide range of innovative so-lutions for manufacturing.
The exhibition will showcase an integrated textile andgarment manufacturing value chain. In addition tomachinery, exhibits will also include yarns, fibres andfabrics, and solutions for technical textiles andnonwovens, and garment making.
"The garment making industry is labour intensive andassociated with low productivity. Things are set tochange. Recently, there has been much publicity about'sewbots', considered as a major breakthrough in gar-ment automation. Manufacturers fast enough to ridethe digital wave will find new opportunities and gainan edge over their competitors," Fritz P Mayer, presi-dent of CEMATEX, which owns the ITMA exhibition,said in a press release.
"The digitisation of the fashion industry means thattheir suppliers will need to seamlessly integrate theirdesign, material supply and production of the finishedproducts. With integrated solutions, garment manufac-
ITMA 2019 to focus on smart garment technologiesturers will be able to respond well to fast and flexibleproduction turnarounds and cut costs by increasingproductivity and reducing wastes," elaboated AE Rob-erts, managing director of ITMA Services, organiserof ITMA 2019.
"We are glad that there is a resurgence of textile andgarment making in Europe as this benefits the Portu-guese textile and apparel industry. Our manufacturerscan be more competitive by improving competenciesthrough branding, innovation and R&D," said PauloVaz, general director of the Textile and Apparel Asso-ciation of Portugal.
"By incorporating technological and creative innova-tion to differentiate our products, we can expand ourmarkets. As such, it is critical for us to continuallyevaluate and invest in new technologies. ITMA 2019,which will be held in neighbouring Spain, will be anexcellent platform for our manufacturers to exploreintegrated solutions, ranging from textile and garmenttechnologies to fibres, yarns and fabrics," Vaz added.
Besides a big display of technologies, fibres, yarnsand fabrics, the exhibition will also host conferencesand meetings that will add value to the visits of gar-ment technology buyers, as well as brands and retail-ers.
"An exhibition such as ITMA 2019, where we canexplore all the solutions, from textile to garment mak-ing, and even materials, in one location is ideal for ourmembers. We will be organising a delegation of topgarment manufacturers to study the latest trends andsource new technologies that we can implement in ourfactories," said Vu DucGiang, chairman of the Viet-nam Textile and Apparel Association.
The Textile Association (India) - Delhi Unit has takena great initiative to provide Annual Merit cum MeansScholarships to brilliant students for professionalcourses from different textile institutes in thecountry.Students with limited financial means and lowerincome group will also be considered for this Schol-arships located in various parts of India.
As decided by the Managing Committee in their re-
cent meeting TAI - Delhi Unit, will award this Schol-arship every year alongwith the leading industrialgroups and successful professionals.So far 12 scholar-ships of Rs. 25000/- each has already been confirmed.
Textile Association (India) - Delhi Unit commits itselfproviding high quality education to all brilliant andneedy students at various levels. TAI will also focusits session towards the goals said by Indian Govern-ment such as Skill India and many others.
TAI - Delhi,promoting education in Textiles
NEWS

July - August 2017 145
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
The Textile Association (India) took initiative in re-ducing GST on Cardurory fabrics from 12% to 5%.
Representation were made to various GovernmentDepartments,Concerned People and subsequently fol-low up. TAI request has been accepted and was put upbefore GST Council and GST rate for Cardurory fab-rics used in making garments has been changed.
GST rate reduced from 12& to 5%This is the time where, all have to work together to-wards the greater cause and services to the TextileIndustry. Please let stay together and work for thewelfare of Textile Industry in India.
Acknowledge from Hon'ble Minister Government ofMaharashtra is attached herewith.
JV to manufacture HUBER products in India, ca-ter to high-demand markets of India andBangladesh
HUBER SE, Germany, a global leader in the field ofwater, wastewater and sludge treatment has decided tointensify its activities in the high-growth India andBangladesh markets through a Joint Venture with theMumbai-headquarteredA.T.E.Group. The JV will manu-facture select HUBER SE products in India, representHUBER SE in India and Bangladesh, and cater towastewater treatment and recycling requirements inall parts of India and Bangladesh.
L to R: Mr. Bhushan Zarapkar, Director Operations -A.T.E. Envirotech Private Limited, Mr. Anuj Bhagwati,
Head - A.T.E. Group, Mr. Georg Huber, CEO,HUBER SE and Mr. Franz Heindl,
Director International Sales - HUBER SE
Announcing the collaboration on the sidelines of CIIIndian-German Water Partnership Conference, Mr.AnujBhagwati, Head, A.T.E. Group said, "We are veryexcited to join hands with HUBER SE in A.T.E.Envirotech to offer cutting-edge technologies for waste-water treatment and recycling. Especially as Indiabuilds its infrastructure and industry, we need new
HUBER SE, A.T.E. Envirotech Join Hands to OfferWastewater Treatment Solutions
approaches and products for wastewater management.We are now able to offer a comprehensive suite ofwastewater solutions. This joint venture will serve Indiaand Bangladesh with HUBER products, and also caterto industrial wastewater treatment projects in majorinternational markets, leveraging HUBER's large net-work."
Mr. Georg Huber, CEO, HUBER SE said, "HUBER isa leader in low energy and cost effective sustainablesolutions for wastewater treatment. Through this part-nership, HUBER brings to India its innovative anddifferentiating technologies in the fields of solid liquidseparation, membrane filtration, and sludge manage-ment with an installed base of over 40,000 installa-tions spread across 60 countries. We will manufactureHUBER products in India - this is our contribution tothe mega initiative of 'Make in India' being spearheadedby the Indian Prime Minister, Narendra Modi. A.T.E.will also get access to the world market throughHUBER's network for the sale of the industrial waste-water treatment projects."
L to R: Mr.AnujBhagwati, Head - A.T.E. Group and Mr.Georg Huber, CEO, HUBER SE signing MOUs
NEWS

July - August 2017146
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
L to R: Mr. Georg Huber, CEO, HUBER SE andMr.AnujBhagwati, Head - A.T.E. Group exchanging
MOUs
"All of us see a lot of synergy by working together.A.T.E. Envirotech brings domain expertise in indus-trial wastewater treatment along with experience inproject management, having executed a large numberof projects in India and overseas, covering 10 coun-tries.
HUBER aims to reach out across India through A.T.E.'span-country network, as well as establish a strongholdin Bangladesh through A.T.E.'s presence in Dhaka",said Mr. Franz Heindl, Director International Sales -HUBER SE.
Mr. Bhushan Zarapkar, Director Operations - A.T.E.Envirotech Private Limited added, "While A.T.E.Envirotech has been at the forefront of innovativewastewater solutions for close to two decades, there isan urgent need for sustainable, reliable, and cost-ef-fective treatment and recycling technologies. Pollutiondue to inappropriately treated wastewater continues torise at an alarming rate. However, instead of lookingat wastewater as waste, we must look at it as a valu-able source of water. Our endeavor is not only to cre-ate effective water management strategies backed byappropriate technologies, but also support the govern-ment in its Clean Ganga and Swachh Bharat Mission."
With close to 700 employees and a turnover of 170million Euros, HUBER group offers game-changingtechnologies in waste water management. It is a tech-nology company committed to environmental protec-tion with an aim to promote sustainable use of water,energy and resources. In September 2011, HUBER SEwas officially granted the status of an authorised eco-nomic operator (AEO) of the EU.
Traditionally, Europe and America are the two majormarkets for Huber contributing 60-70% of the rev-enue. India's wastewater treatment segment is nowshowing promising growth potential and is expectedto grow from $3.3 billion in 2015 to $6.78 billion by2020 at a CAGR of 15.3%. Huber is expecting theIndia business to be the third largest market afterEurope and America, together with China, in the next5 years. The Company is also committed to manufac-turing in India so as to reduce the import componentin a step-by-step manner.
A.T.E. Envirotech was established in 2000 offeringcomprehensive, innovative and cost-effective waste-water treatment and recycling solutions, including ZeroLiquid Discharge (ZLD). As a result of continuousprocess development, A.T.E. Envirotech has introducedseveral novel methods for treating industrial wastewa-ters. The company, which became a part of the A.T.E.Group in 2008, undertakes turnkey projects as well asupgrades existing plants through value-added productsand processes and caters to a wide spectrum of indus-tries such as chemicals, petrochemicals, textiles, foodand beverages, dairy, sugar & distilleries, and pharma-ceuticals.
About HUBER SE
HUBER SE, headquartered in Berching, Germany, isactive worldwide in the field of water, wastewater andsludge treatment catering to municipalities and indus-tries, providing solutions to the global water problems.Backed by over 175 years' experience and with morethan 40,000 installations worldwide, HUBER is one ofthe globally leading companies in the field.
HUBER supports its customers in about 60 countriesaround the world through subsidiaries, offices or rep-resentatives by providing know-how and innovativeproducts for water, wastewater and sludge treatment.
About A.T.E.A.T.E. Envirotech is a part of the A.T.E. Group. A.T.E.is a multifaceted engineering group offering world-class products and solutions spanning several segments;textile engineering, cooling, wastewater treatment, flowtechnology, print and packaging, industrial IoT (Internetof Things), and energy efficiency. A.T.E.'s operationsencompass manufacturing, industrial sales, distribution,service and turnkey projects. A.T.E. is spread across14 locations (India and Bangladesh), employs around600 employees, and serves more than 5000 customersacross industry verticals.
NEWS

July - August 2017 147
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
The 3rd year student of Department of Textile Tech-nology (SVITS) 2017-18 batch has performed excel-lently in Texotica 2017 at Govt. Polytechnic. Nagpur.
In Paper presentation:Piyush Naugariya and Saloni Gourh have secured 1stPrize with a cash reward of 5,000/- with individualcertificates and trophy. Himanshu Grag and NiteshDubey have secured 2nd Prize with a cash reward of2,000/- with individual certificates and trophy.
In Poster Presentation:Aditi has secured 2nd Prize with a cash reward of1,500/- with individual certificate and trophy.
Campus Placement Drive of Voltas India Ltd.Shri Vaishnav Institute of Technology and Science(SVITS), Department of Textile Technology had initi-ated its placement activity for 2018 batch (SVITS),Indore with Voltas Ltd. The Department of TextileTechnology and T&P cell had collectively organizedPool Campus Placement Drive of Voltas Ltd. for stu-dents of Textile, Mechanical, Electrical from ShriVaishnav Institute of Technology & Science, ShriVaihnav Polytechnic and Textile students from MLVTextile & Engineering College, Bhilwara students on22.09.2017.
The Voltas Ltd. team comprises of Mr. KSS Hameed,Mr. Pradeep Warriar, Mr. Subrato Dubey, Mr. NikhilKanchan, Ms. Neha Shetty. The company had con-ducted online aptitude test on 20.9.2017 and groupdiscussion & personal interview on 22.09.2017.
Selected the following students-Two students from SVITS
Shri Vaishnav Institute of Technology and ScienceAchievements of Textile Students
1. Shivam Pathak (Textile)2. Shashwat Dharmadhikari (Mechanical)
Two students from Shri Vaishnav Polytechnic1. Ishan Lambhate (Mechanical)2. Ashish Thakur (Textile)
One student from MLVT, Bhilwara College1. Deepak Jitwa (Textiles)
Campus Placement Drive ofWelspun India Limited
Department of Textile Technology had initiated itsplacement activity for 2018 batch (SVITS) withWelspun Ltd. The Department of Textile Technologyand T&P cell had collectively organized Campus Place-ment Drive of Welspun for final year Textile Technol-ogy students on 07.09.2017 and for third year intern-ship the session was held on 08.09.2017.
The company had conducted online aptitude test on29.08.2018 and personal interview on 07.09.2017 andthey selected 7 students as Graduate Engineer Train-ees (GET). The pay package offered by the companyis Rs. 3.0 lac per annum.
Name of students are-1. Mr. Anand Chaudhary2. Ms. Prachi Tiwari3. Ms. Aditi Joshi4. Mr. Nilesh Vishwakarma5. Mr. Anand Khapre6. Mr. Gitesh Sharma7. Mr. Ujjawal Singh
The company also conducted group discussion andpersonal interview for 3rd year students (2019 batch,SVITS) on 08.09.2017 and 4 students were selectedfor the summer internship.
Name of the students are-1. Mr. Ishaan Gangrade2. Ms. Sakshi Tiwari3. Mr. Nihar Sharma4. Ms. Nayancee Ray
NEWS

July - August 2017148
Jour
nal
of t
he T
EX
TIL
E A
sso
ciat
ion
INDIADigital Textile Symposium 2017Date : 16th November, 2017Venue : The Lalit, Andheri (E), MumbaiOrganizers : CNT Expositions and Service LLP
Aditya Chandavarkar - Founding Partner,CNT Expositions and Service LLPMumbai, India
M. : +91-22-24306319E-mail : [email protected]
5th Edition China Machinex India 2017 and China HomelifeIndia 2017 ExhibitionDate : 05th to 07th December, 2017Venue : Bombay Exhibition Centre, Goregaon.
Mumbai. IndiaContact : Devisha Prajapati, Relationship Manager,
MCO-Winmark Exhibitions Private LimitedB-702, Dheeraj Heritage Residency - 1Shastri Nagar, Linking Road Extn.,Santacruz (W) Mumbai - 400 054 India
Tel. : +91-022- 26605550M. : +91 9869150231E-mail : [email protected] : http://www.chinahomelife.in,
http://www.chinamachinex.in/
TEXNOVATION 2018Date : 17-18th November, 2017Venue : Hall No. 5, Bombay Convention and
Exhibition Centre, Goregaon (E), MumbaiOrganizers:CNT Expositions and Service LLPAditya Chandavarkar - Founding Partner,CNT Expositions and Service LLPMumbai, India
M. : +91-22-24306319E-mail : [email protected]
ITMACH INDIA - International Textile Machinery & Accesso-ries ExhibitionDate : 07th to 10th December, 2017Venue : Helipad Exhibition Center, Gandhinagar,
Ahmedabad, Gujarat (India)Contact : ArvindSemlani -M. : +91-9833977743E-mail : [email protected]
RadhikaBoddu -M. : +91-9867127598E-mail : [email protected]
BhaveshThakar -M. : +91-9375322449E-mail : [email protected] : www.ITMACH.com
FORTHCOMING EVENTS
73rd All India Textile ConferenceDate : 05-06th January, 2018Venue : Vasantrao Deshpande Sabhagriha,
Nagpur, IndiaHosted by :The Textile Association (India) - Vidarbha Unit,
Nagpur, IndiaContact : Dr. Hemant Sonare, Hon. Secretary,
Organizing Chairman of Conference26, Raghukul, Pragati Colony,Near Pragati Hall, Chhatrapati Squre,Wardha Road, Nagpur - 440 015
M. : 9860930380, 9822573341,E-mail : [email protected],
ABROAD
7th International Apparel & Textile FairDate : 01st to 03rd November, 2017Venue : Dubai World Trade Centre, Dubai, UAEContact : 19th Floor, Conrad Hotel, Business Tower,
Sheikh Zayed Road, Dubai, UAETel. : +971-56 763 6517E-mail : [email protected]
FILTECHDate : 13-15 March, 2018Venue : KoelnMesse, Cologne, Germany
Organizers:KoelnMesse, Hall 11.1,Deutz-Mulheimer-Str. 35 50679 Cologne,Germany
Contact : Suzanne AbetzTel. : +49 0049 2132 935,Fax : +49 0049 2132 935062E-mail : [email protected]
ITMA 2019 - Largest International Textile and Garment Tech-nology ExhibitionDate : 20th to 26th June, 2019Venue : FIRA CE Barcelona Gran Via, Barcelona, SpainContact : Daphne Poon
Marketing Communications DirectorITMA Services Pte Ltd. 73 Ubi Road 1,#08-48 Oxley Biz Hub, Singapore 408733
Tel. : (65) 6849 9362 M: (65) 94789543E-mail : [email protected] : www.itma.com
Every effort is made to ensure that the informa-tion given is correct. You are however, advised tore-check the dates with the organizers, for anychange in schedule, venue etc., before finalizingyour travel plans.




![Textile Technology [Read-Only]textile.yazd.ac.ir/ms.ahmadi/Downloads/Textile Technology/Textile... · Textile Technology (Pictures) Edited by: M. S. Ahmadi Textile Technology 1 Yazd](https://img.dokumen.tips/doc/110x75/5e786641131316263558e076/textile-technology-read-only-technologytextile-textile-technology-pictures.jpg)












![DIPLOMA IN TEXTILE TECHNOLOGY [1060] TEXTILE TECHNOLOGY](https://img.dokumen.tips/doc/110x75/6159931b9cd0fb1e9469c514/diploma-in-textile-technology-1060-textile-technology-.jpg)