Embed Size (px)
Citation preview

PRE FEASIBILITY REPORT
New 60 KLPD Molasses Based Distillery Unit of
M/s. Kukadi Sahakari Sakhar Karkhana Ltd.
A/P. Pimpalgaon Pisa, Tal. Shrigonda, Dist. Ahmednagar,
Maharashtra-413703
Prepared By
VASANTDADA SUGAR INSTITUTE Manjari (Bk), Pune, Maharashtra 412 307
Telephone: (020) 26902100, 26902343/7/6, Fax (020) 26902244
Web Site:www.vsisugar.com
Accredited by QCI/NABET for EIA consultancy services, (Certificate No.
NABET/EIA/1720/RA 0096)
Recognized R & D Center by Department of Scientific and Industrial Research (DSIR),
Ministry of Science and Technology, Government of India
Recognized as Post Graduate & Research Center by Savitribai Phule Pune University
September 2018

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 2
1.0 INTRODUCTION
1.1 Identification of project and project proponent
This distillery project is proposed by M/s. Kukadi Sahakari Sakhar Karkhana Ltd., (KSSKL).
The is a cooperative sugar mill. It is located at village Pimpalgaon Pisa, Tal-Shrigonda District
Ahmednagar of Maharashtra. It is one of the progressive co-operative sugar factories in
Maharashtra, set up in the year 2002-03.The factory is registered under the Government of
Maharashtra Co-operative Societies Act, having reg. no. ANR/SGA/PRG/A/S-84, dated
01/08/1997. Shri Rahul Kundalikrao Jagtap-Patil, is Chairman of the factory who is also a
Member of Legislative Assembly (MLA) of Maharashtra. Over the last 10 years, this factory has
modernized the sugar unit. Due to which the factory could tap co-product like Cogeneration
(power plant). The management of the factory has undertaken extensive cane development
activities. Due to increase in sugarcane plantation in area of operation, the factory has decided to
expand its crushing capacity from 3,500 TCD to 5,500 TCD and cogeneration unit from 12 to 27
MW. Environmental clearance for the said expansion was received from SEIAA (129th meeting on
dated May 10, 2018-SEIAA-EC-0000000298) and the project implementation will be commenced
from the next crushing season i.e. 2018-19.
Because of increase in the crushing capacity, the production of byproduct like molasses, bagasse
etc. will also increase. Considering all these aspects and to gain more benefits from this setup, the
management of KSSKL has decided to install a new 60 KLPD molasses based distillery plant with
evaporation followed by incineration boiler for treatment and disposal of effluent like spent wash.
1.2 Project Setting
Easy availability of raw materials, water, power as well as adequate land in the existing campus
encouraged the Management, to install the proposed unit within the existing industrial premises.
The site meets the guidelines prescribed by Ministry of Environment, Forest and Climate Change
for sitting of an industry. It is located approximately 5 km off State Highway No. 10. The
geographical coordinates of the site are 18047’49”N, 74037’11” E.
1.3 Highlights of the Project
Table 1.1: Project Highlights
1 Project Proponent
M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,(KSSKL)
2 Project Location Pimpalgaon Pisa, Tal-Shrigonda Dist- Ahmednagar, Maharashtra 413703
3 Land Land allocated for distillery: seven acre (includes evaporation unit
and incineration boiler, finished product storage area, spentwash
storage lagoon etc.)

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 3
Greenbelt : Proposed 2.5 acres (Existing 20 acres)
No need of acquisition of additional land as the proposed project
will be set up in existing factory premises only
Total land available with the factory = 117 acres
4 Project New60 KLPD Molasses based distillery
5. Product Rectified spirit / Extra Neutral Alcohol/Anhydrous Alcohol
6 Operation days
per annum
Distillery - 300 Days (Evaporation followed by incineration boiler
technology for treatment and disposal of distillery spent wash)
7. Main Raw Material
Raw material Quantity
Molasses 222 TPD
Nutrient N,P 100 Kg/d
Turkey Red Oil (TRO) 300 Kg/d
8. Water
Requirement
554 m3/day
9. Fuel Concentrated Spent wash: 130 m3/day = 161.2 TPD
Source: Process effluent after MEE
Bagasse: 48.2 TPD
OR Coal: 26.5 TPD
Coal Source: Indian coal from Chandrapur coal blocks or as per
availability
Bagasse Source: Own sugar mill
10. Steam Total: Maximum 412 TPD
Source: Proposed incineration boiler: 22 TPH
Steam utilization: Distiller + SMEE + Boiler de-aerator & SCAPH +
losses
11. Power 1.32 MW; Source: Captive
12. Effluent Treatment
System
Multi-effect evaporation (MEE) followed by incineration for spent
wash and
Condensate polishing unit (CPU) for spent lees and process
condensate
13. Manpower 68 (permanent) + 40 (seasonal) = 108
14. Project Cost Rs. 7,954.03 lakhs (Rounded to Rs. 7954.00 lakhs)
15. Capital expenses
for Environment
management
Rs. 2,820.00 lakhs

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 4
1.4 Need of project and its importance to the country and region
In India, sugar industry is dependent on monsoon. Its financial viability drastically affected due
to weather conditions as well as market. Therefore, it is need to explore the alternative products
from the available resources so as to improve its financial stability. Molasses based distillery is
one of such alternative because raw material availability i.e. molasses and power is fulfilled in-
house by the sugar mill.
In India, mainly three types of alcohols are popularly produced i.e. rectified spirit (RS), extra
neutral alcohol (ENA) and anhydrous alcohol (AA) (Fuel Ethanol). Of these, RS used for large
number of industrial, scientific, laboratory, medical and many other applications. Thus, demand
for the same is immense and it is ever increasing. ENA used for making liquors and other alcoholic
beverages. AA is a fuel alcohol; it used for blending with petrol in the ratio of maximum 1:10.
Table 1.2: Expected performance of sugar factory for next five years
SN
Particular Estimates for season (MT)
2018-19 2019-20 2020-21 2021-22 2021-23
1 Area under sugarcane cultivation in Ha
10,200 10,250 10,300 10,350 10,400
2 Yield MT/Ha 80 85 90 95 100
3 Cane availability 8,16,000 8,71,250 9,27,000 9,83,250 10,40,000
4 Recovery (% cane) 11.20 11.20 11.20 11.20 11.20
5 Sugar production (TPA)
91,392 97,580 1,03,824 1,10,124 1,16,480
6
Molasses (C) production @4% OR Molasses (B) production @6%
32,640 34,850 37,080 39,330 41,600
48,960 52,275 55,620 58,995 62,400
7 Press-mud production @4%
32,640 34,850 37,080 39,330 41,600
Molasses is a byproduct of sugar industry. The above table shows the expected availability of
molasses and thereby. Proposes distillery unit required molasses is around the 66,000
MT/annum, expected molasses production is around 34,000 to 38,000 MT/annum if used
molasses ‘C’ (4% on cane) and 50,000 to 60,000 MT/annum if used molasses ‘B’ (6% on cane) . It
indicates, ~ 76-91% molasses will be available from own source and therefore, it has decided to
install a new distillery of 60 KLPD. Remaining 6,000 to 16,000 MT molasses will be fulfill by
purchasing molasses from nearby sugar factory. The Four nearby sugar factory assure to sell their
molasses to KSSKL

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 5
The distillery unit will be producing, RS/ENA which are very significant for other industries,
medical services, etc. Ethanol (AA) used to blend with petrol, thus able to save valuable foreign
exchange on import of fossil fuel.
1.5 Steam and Power
Steam required for the proposed unit will be the max. 412 MT/day, it will be fulfilled from
proposed independent incineration boiler of 22 TPH along with 2 MW TG set. The required power
i.e. 1.32 MW for distillery and ETP will fulfilled from proposed 2MW TG set. Likewise proposed
distillery unit will produce required steam and power itself.
1.6 Import vs. Indigenous production
The process of manufacturing for distillery is simple and straight line, available indigenously. The
technologies even for the pollution control/disposal are also available indigenously.
1.7 Export Possibility
The finished goods viz. Rectified Spirit (RS), Extra Neutral Alcohol (ENA) and Anhydrous Alcohol
(AA or fuel ethanol) are having excellent potential of export.
1.8 Domestic / export markets
Domestic market for RS and ENA - Osmanabad, Latur, Ahmednagar, Pune, Mumbai, Solapur,
Hyderabad, Bengaluru, Goa etc. are the domestic markets. For fuel ethanol, petro-chemical
industries are the major buyers.
1.9 Employment Generation
Proposed distillery project will provide direct employment to 68 persons and about 40 seasonal
employment to unskilled workers. However, it has a great potential to generate large number of
indirect employment.
2.0 PROJECT DESCRIPTION
2.1 Type of project
Proposed project is a new 60 KLPD molasses based distillery. The project is placed under 5 (g) -
for distillery unit as ‘A’ category as per EIA Notification, 2006 (as amended in 2009) and Will be
appraised at Ministry of Environment Forests & Climate Change, New Delhi.

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 6
2.2 Location with coordinates
Figure 2.1: Location Map
Project coordinates: 18047’49”N, 74037’11” E.
Figure 2.2: Satellite Image of the project site

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 7
Figure 2.3: Master Plan of Sugar factory with proposed distillery plant
Proposed distillery site
Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 8
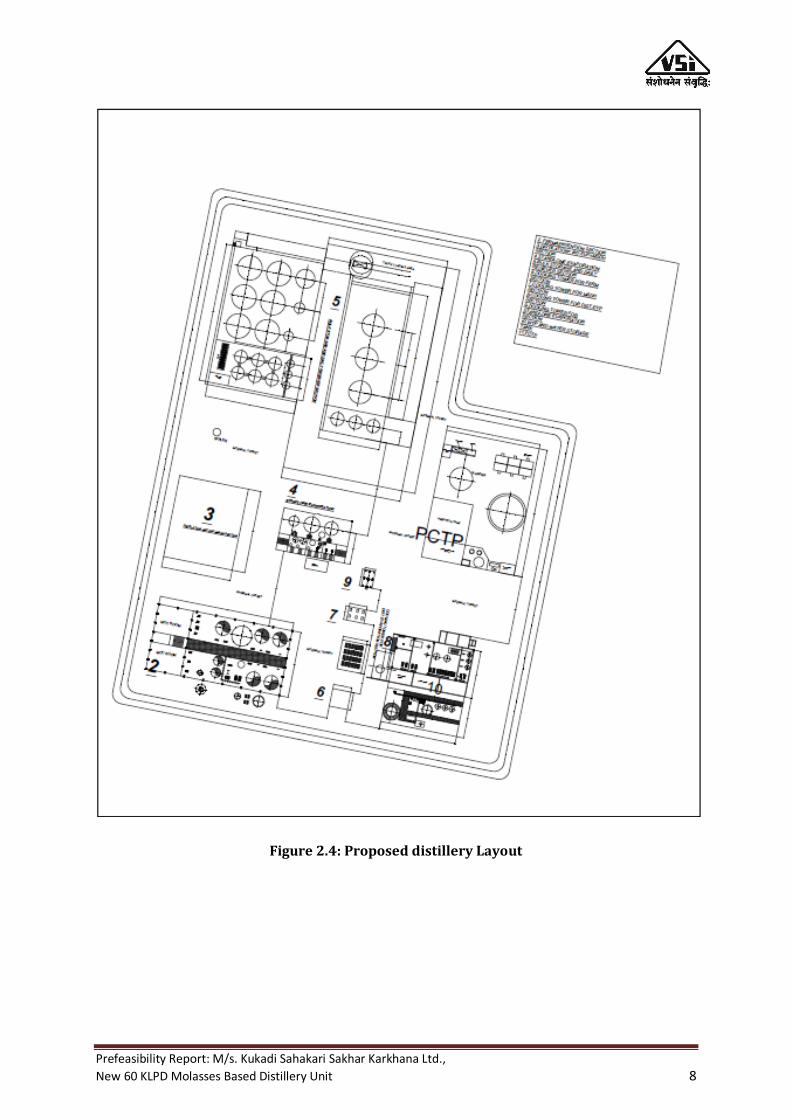
Figure 2.4: Proposed distillery Layout

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 9
2.3 Details of alternative site considered and basis of selecting the proposed site
Alternative sites for the proposed project are not considered, because of the following reasons.
i) The project proponent is already having adequate land available for the proposed activity
ii) The land is adequate for accommodating ancillary units such as storage lagoons,
treatment, disposal units, etc.
iii) The present site meets the guidelines for sitting of an industry prescribed by MoEF&CC
2.4 Size or magnitude of operation
New 60 KLPD molasses based distillery unit.
2.5 Project description with process details
Process: Distillery
KSSKL decided to adopt the latest technology to achieve Zero Liquid Discharge (ZLD) for the
proposed 60 KLPD unit; the peculiarities of manufacturing process are as follows
Manufacturing Process
The production process involves the following stages
1. Fermentation
2. Distillation
Fermentation- Molasses is the chief raw material used for production of alcohol. Molasses
contains about 50% total sugars, of which 30 to 33% are cane sugar and the rest are reducing
sugar. During the fermentation, yeast strains of the species Saccharomyces cerevisieae, a living
microorganism belonging to class fungi converts sugar present in the molasses such as
sucrose or glucose in to alcohol. The continuous fermentation process involves addition of
fresh nutrients medium either continuously or intermittent withdrawal of portion of nutrient
for recovery of fermentation products. In continuous process fermenter is in constant usage
with little shut down and after initial inoculation of yeast culture, further inoculation is not
necessary.
Distillation- After fermentation the next stage in the manufacture is to separate alcohol from
fermented wash and to concentrate it to 95% this is called Rectified Spirit(RS). For this
purpose, method of distillation is employed. After separation of alcohol, the remaining part
is the effluent of the process i.e. spentwash and spent lees.
Re-distillation to manufacture Extra Neutral Alcohol (ENA)
Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 10
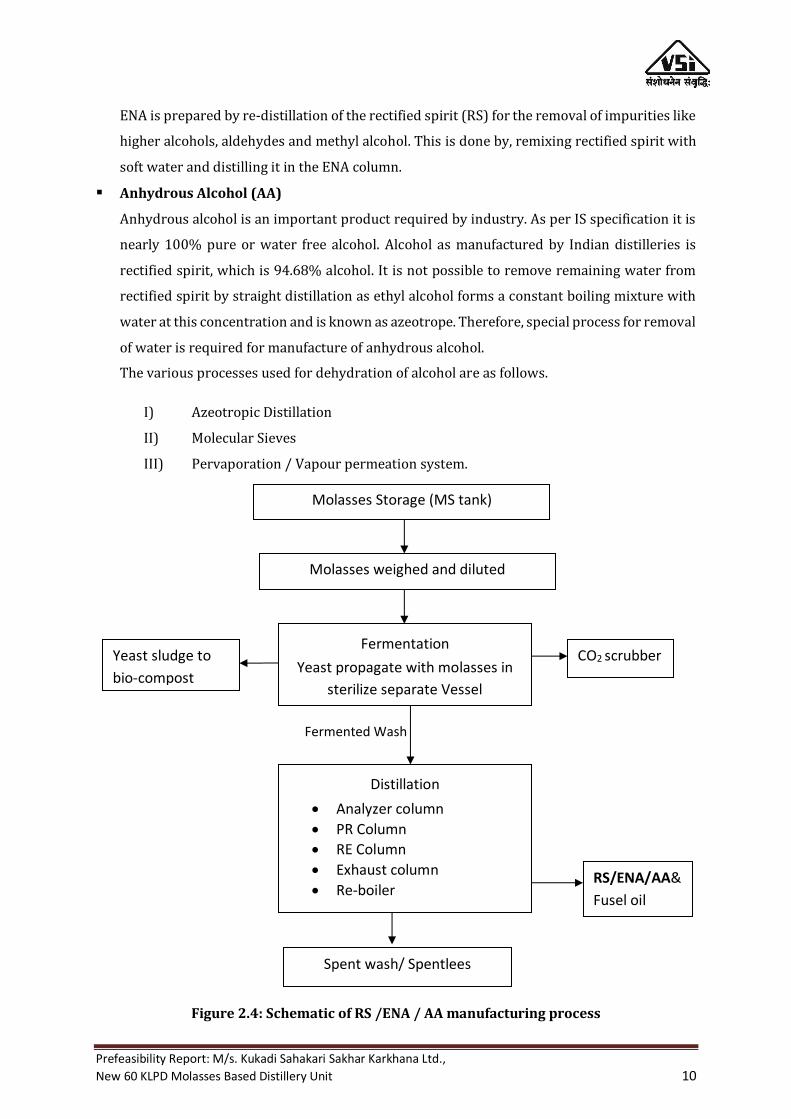
ENA is prepared by re-distillation of the rectified spirit (RS) for the removal of impurities like
higher alcohols, aldehydes and methyl alcohol. This is done by, remixing rectified spirit with
soft water and distilling it in the ENA column.
Anhydrous Alcohol (AA)
Anhydrous alcohol is an important product required by industry. As per IS specification it is
nearly 100% pure or water free alcohol. Alcohol as manufactured by Indian distilleries is
rectified spirit, which is 94.68% alcohol. It is not possible to remove remaining water from
rectified spirit by straight distillation as ethyl alcohol forms a constant boiling mixture with
water at this concentration and is known as azeotrope. Therefore, special process for removal
of water is required for manufacture of anhydrous alcohol.
The various processes used for dehydration of alcohol are as follows.
I) Azeotropic Distillation
II) Molecular Sieves
III) Pervaporation / Vapour permeation system.
Figure 2.4: Schematic of RS /ENA / AA manufacturing process
Fermented Wash
Distillation
Analyzer column
PR Column
RE Column
Exhaust column
Re-boiler
Fermentation
Yeast propagate with molasses in
sterilize separate Vessel
Molasses Storage (MS tank)
Molasses weighed and diluted
Spent wash/ Spentlees
Yeast sludge to
bio-compost
CO2 scrubber
RS/ENA/AA&
Fusel oil

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 11
2.6 Raw Materials for Finished Products
Raw materials for the proposed project will be available from the local market. Bagasse used as a
fuel and molasses as raw material will be available from in-house only. Product wise raw material
consumption is given below.
Table 2.1: Availability raw materials & finish good product and transport mode
Raw
material
s
Estimate
d
quantity
/day
Source Final product Estimate
d
quantity
KL/day
Source
market
Transpo
rt mode
Molasses 222 TPD Own factory and supplementary from nearby sugar mills
RS + Impure
spirit (5%) OR
ENA +Impure
spirit (6 %) OR
Ethanol +
Impure spirit
(5%)
60 KLPD Maharashtra/India
By road
Nutrients N, P
100 Kg Local - - - By Road
Turkey Red Oil (TRO)
300 Kg Pune, Ahmednagar, Mumbai
- - - By Road
Coal (Indian)
OR
Bagasse
26.5 TPD Chandrapur or as per availability
- - - By Road/rail
48.2 TPD Own Sugar mill
- - - By Road

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 12
2.7 Resource optimization / recycle and reuse envisaged in the project
In the proposed project, optimum utilization of the available resource is strived by the management,
by using effluent i.e. spentwash as fuel with coal. Molasses is a by-product of sugar factory, spentwash
and coalwill be used as a fuel for boilers that produces process steam. 2 MW TG set will be run with
this steam to produce power then the steam will be used for process and axillery unit.
2.7.1 Water Requirement and Its source
Necessary water requirement for the proposed project will be met from Moharwadi Reservoir. Water
will be required for domestic, process and utility purpose. Daily fresh water requirement for the
proposed distillery unit will be of 554m3.
Table 2.2: Water Balance: Distillery of 60KLPD (Quantities in cum/day)
WATER INPUT Cum/day
Process Water for Fermentation section and CO2 scrubber 720
Boiler feed water 454
DM Water For RS Dilution 240
Soft Water For Vacuum Pump & Others 100
Soft Water Makeup For Cooling Towers 360
Other Domestic Usage 20
Total Water Input at start-up 1,894
WATER OUTPUT
Spent Lees (PR & Rect.) 240
CT Evaporation & Drift Losses 360
Domestic Consumption loss 20
Water In Spent Wash (5% solids) 650
Soft Water For Vacuum Pump & Others 100
Boiler water steam loss 50
Steam condensate 480
Miscellenous loss 50
Total Water Output 1,970
RECYCLE STREAMS
Lees Recycle For RS Dilution (after CPU) 240

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 13
Process Condensate (after CPU) 520
Steam condensate recycled to boiler 480
Soft Water For Vacuum Pump & Others cooling water 100
Total Recycling /Re-utilisations of water per day 1340
Total Daily Water requirement/Input = (1894 - 1340 = 495) 554
The fresh water requirements per lit of Alcohol including
domestic water
9.23 lit/lit of RS
Table 2.3: Summary of water budget
Particulars In-take (one
time start-up
requirement)
Losses (KLD)
Discharged as waste
water (KLD)
Recycled (KLD)
Day-to-day requirement
(KLD)
Domestic 20 4 16 - 20 Industrial Consumption
Process 960 70 130 400 560
Cooling tower make up water
360 360 -- 360 (from CPU)
----
Cooling# 100 -- --- 100 --
Boiler 454 50 --- 480 50
Total 1894 484 146 1340 554
+Net fresh water requirement for the distillery unit will be the 554 cum per day
2.7.2 Power & Fuel requirement and Its source
KSKL has proposed to install an independent incineration boiler of 22 TPH with steam pressure of
45 Kg/cm2. It will fulfill the steam requirement of 17 TPH of distillery unit. An independent turbine
generator set of 2.0 MW proposed to generate required power. The power required for the proposed
distillery unit will be 1.32 MW to be by the above-mentioned TG set and additional 0.68 MW will be
export to state electricity board’s grid.

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 14
Table 2.4: Power and Fuel requirement
Sr.
No.
Particulars
Power and Fuel
Requirement Source
Proposed TG set of
incinerator boiler
1. Power Requirement 2 MW
Captive: 1.32 MW
In-house, incineration boiler
2. Concentrated
Spentwash
130 m3/day Effluent from process
3.
Coal (Indian)
OR
Bagasse
26.5 TPD Chandrapur or as per
availability
48.2 TPD Own Sugar mill
2.8 Waste generation &disposal scheme
Quantity of waste to be generates & scheme for their disposal are given in following chart:
A. Liquid waste
Distillery
Estimated daily water requirement of distillery (60 KLPD) will be 630m3 after condensate and spent
lees recirculation as mentioned in Table 2.2. Spent wash generation will be 650 m3/day (12% solids).
Spentwash will be sent to integrated evaporation system where its volume will reduced to325
m3/day@24% of solids. Concentrated spent wash will sent to standalone evaporation plant for
further reduction of volume up to 130 m3/day @ 60% solids. This spent wash @ 60% solids will be
incinerated in specially designed incinerator boiler.
Ash generated will be sold to nearby brick manufacturing units. The spent lees 240m3/day and
process condensate from evaporators of 520m3/day will treated in condensate polishing unit (CPU),
and recycled in the process, and cooling tower make up water. Sewage of 16m3/day will be disposed
through septic tanks and soak pit system.
B. Solid waste
The proposed industrial activity at KSSKL gives solid waste in the form of yeast sludge, CPU sludge
and boiler ash. The solid waste will be used as a filler material in the composting process and boiler
ash will be sold to brick manufacturing units.

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 15
Table 2.5: Solid waste generation and disposal
# Waste Quantity/a
nnum MT
Treatment Disposal Remark
1 Yeast sludge 50 Bio-composting Used as a soil enriching material
Organic
2 Incineration Boiler Ash (9.27 TPD coal and 30.62 SW /day) OR Ash (0.964 TPD Bagasse and 30.62 SW T/day)
11,967 OR 9,475
- Used as a soil enriching material/ Sold to brick manufacturing units
Inorganic
3 CPU 70 Bio-composting Used as a soil enriching material
Organic

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 16
Figure 2.4: Flowchart for effluent generation from distillery
60 KLPD Distillery Unit
MPV Distillation System
Raw spentwash 650 m3/ day spentwash/ day with 12% T.S.
Integrated spentwash evaporation plant concentrated spentwash generation 325 m3/ day with 24% T.S.
325 m3/ day process
condensate
325 m3/ day, conc.
Spentwash with 24% T.S.
Standalone spentwash evaporation plant concentrated spentwash generation 130 m3/ day with 60% T.S.
Steam
195 m3/ day process
condensate
130 m3/ day, conc. Spentwash with
60% T.S.
Incineration Boiler 22
MT/hr, 45 Kg/ cm2 (g) Supplementary coal
1.1TPH OR bagasse 2 TPH
Condensate Polishing Unit (CPU) 760 m3/ day
TG Set 2 MW
Ash 39.9TPD Or 31.58 TPD
Steam & Power to distillery
Supplement for fertilizer and manufacture of
Briquette
Treated water 684 m3/ day, (Recycle for dilution of
molasses for distillery fermentation process or
cooling tower make-up)
Alcohol Vapours
Spent lees 240 m3/ day
Steam
Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 17
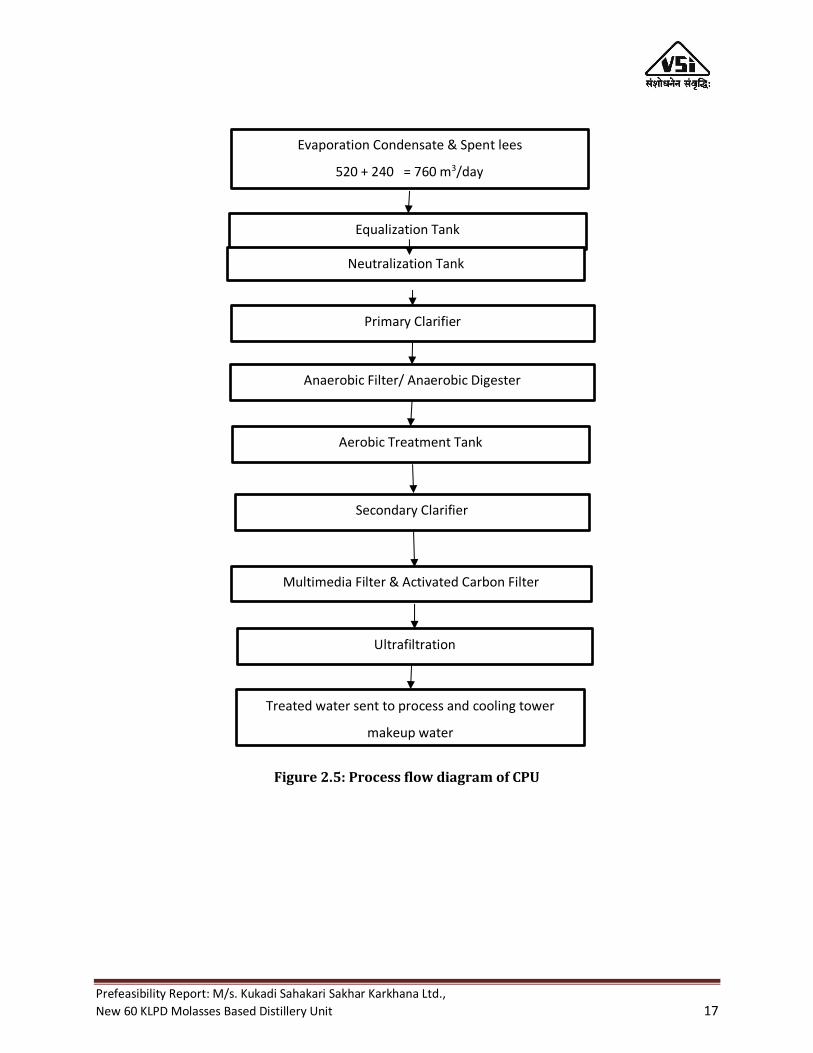
Figure 2.5: Process flow diagram of CPU
Evaporation Condensate & Spent lees
520 + 240 = 760 m3/day
Equalization Tank
Primary Clarifier
Aerobic Treatment Tank
Secondary Clarifier
Anaerobic Filter/ Anaerobic Digester
Multimedia Filter & Activated Carbon Filter
Ultrafiltration
Treated water sent to process and cooling tower
makeup water
Neutralization Tank

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 18
2.9 Air Emission & Control
An independent incineration boiler of 22 TPH with pressure of 45 Kg/cm2and 2MW TG set will be
installed for distillery unit. Concentrated spent wash and coal or bagasse will be used as a fuel in
incineration boiler. ESP system will be used as air pollution control device.
There are existing two DG set of capacity 320 kVA each with adequate stack height and acoustic
enclosures. It will be used as a standby power supplier for proposed distillery.
2.10 Noise Control
Steam turbine generator will be the major noise source of the proposed project. Apart from that,
anticipated noise from pumps, motor drives, utilities etc. The plant and equipment will be the
specified and designed with a view to minimize noise pollution. The major noise producing
equipment will provided with soundproof devices and silencers. Ear Plugs and earmuffs will be
provided to the workers in utility section. Greenbelt will be developed around the proposed industry
unit.
2.11 Health and Safety Measures
Being a cooperative sugar mill KSSKL is committed to the Health and Safety of all its employees. It
strives to provide hygienic & safe work place and continually improve the effectiveness of Health &
Safety system.
To meet these objectives the KSSKL will.
Comply all relevant Laws, regulation, statutory provisions & codes of practice.
Continually asses risks & hazards to evolve establish & upgrade hazard control measures,
emergency preparedness, & risks mitigation and correct the deficiency identified in timely
manner.
Ensure safe handling, storage, use and disposal of all substance & materials which are
classified as hazardous to health & environment.
Create awareness in employees by providing appropriate training, motivation information’s
so as to create individual sense of duty, responsibility & participations and an institutionalize
culture of continually improvement in Safety , Health & Environment matters.
Make HOD responsible to communicate the safety policy to all concerned in his department.
Make supervisors responsible or implementation of the safety precautions, use of safety
devices, & the safety of the people.
Empower employees at all levels to be responsible & accountable for their personal health &
safety.

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 19
Fire protection system shall be provided in accordance to the LPA regulations. The
firefighting system shall consist of a hydrant network.
The mill has installed a fire protection system including electric driven pump, one diesel
engine pump, and one jockey pump.
Portable fire extinguishers shall be provided in strategic locations in proposed unit.
2.12 Schematic representation of the feasibility drawing which give information of EIA purpose
Figure 2.6: Categorization of Proposed Project as per EIA Notification
Categorization as per EIA notification Sept 2006 –
Category A; project activity 5 (g)
Screening category- A Molasses base Distillery 5(g)
Application (Form I) and Pre-
Feasibility study as project proposal
Scoping EAC Industrial
project of MoEF&CC
Submitted to Ministry of Environment and Forest (MoEF),
Govt. of India for obtaining ‘Environmental Clearance’

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 20
3.0 SITE ANALYSIS
3.1 Connectivity
The site is well connected by road, railway as well as air network. It is approx.4.0 km away from the
state highway no. 10 (Ahmednagar- Daund), and Visapur railway station (on Daund-Manmad route
of central railway) is approx. 4 km from the project site. The international Airport of Pune (approx.
80 km) is the nearest air ports to the site.
3.2 Land form, land use and ownership
The sugar factory is holding more than 117 acres of land. The land is flat, open and already under the
industrial use (i.e. sugar factory and allied units). Total 9.5 acres is allocated for proposed distillery.
Of which main process unit will be installed in approx. 7 acre i.e. distillery, evaporation unit, finished
product storage area, spentwash lagoon, CPU and incineration boiler. For green belt development 2.5
acres is allocated, which is 33% of the plot area.
3.3 Topography
The terrain is almost flat, no hills in the surroundings. The geographical coordinates of the area are
18047’49”N, 74037’11” E. The proposed site is 629 meter above the mean sea level.
3.4 Salient Features
The proposed project will be installed within existing sugar mill premised and doesn’t require
additional land. Therefore, no social issues are involved. There won’t be change in the land use
pattern since the land is already used for industrial purpose. There is no sanctuary, national park or
biosphere reserve within the 10km radius. The project surrounding land is either fallow land or used
for agricultural purpose. There are 23 villages in the study area 10 km radius. Moharwadi small-scale
reservoir is approx. 1.5 km and another small-scale reservoir at Visapur is approx. 3.0 km away from
the project site.
Table 3.1: Salient features of the project location
Roads State Highway No.10 (Ahmednagar – Daund) is approx. 4 km and
State Highway No.50 (Shrigonda – Shirur) is approx. 16 km from the
site
Nearest settlement Village Pimpalgoan Pisa is approx. 2 km from the project site.
Railway Station Visapur railway station approx. 4 km from the site.

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 21
Air Port Pune airport is the nearest airport approx. 80 km from the site.
River Moharwadi small scale reservoir is approx. 1.5 km and Visapur small
scale reservoir is approx. 3.0 km away from the project site.
Schools Saikrupa English Medium School, Kolgaon is at approx. 5 km from
project site, Zila Parishad School is available in the village for primary
education.
Colleges Savitribai college of Arts, is at approx. 8 km from project site.
Medical and health
care centers
Vatsalya Hospital, Pimpalgoan Pisa is approx. 3.0 km from the project
site.
Banks State Bank of India, Loni Vyankanath is approx. 14 km from the
project site.
Market places Pimpalgoan Pisa is a nearest market place at approx. 2 km and
Ahmednagar from the project site.
Protected Area/
Sanctuaries/NP
Within 10km -none
Bhimshankar sanctuary, Pune is approx. at 120 km from the project
site.
Rehekuri Blackbuck sanctuary located in Karjat Taluka of
Ahmednagar 35 km, southeast of the site
Kalsubai Sanctuary located in Akola Taluka of Ahmednagar 130 km,
northwest of the site
CRZ applicability Not applicable
Seismicity Seismic Zone- III
Note: All the above-mentioned distances are the aerial distance from the project site.
3.5 Existing Infrastructure
The nearest residential area to the factory is village Pimpalgaon Pisa at a distance of 2 km towards
west.
Table 3.2: Existing Infrastructure
Land 7 acre (Already in possession of factory)
Water Source: Moharwadi Talav (Water drawl permission available from irrigation department for 78,700 m3 per annum)
Power Captive power supply from proposed boiler

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 22
Road State highway no.10 approx. 4.0 km from the site
Fuel Fuel required for steam generation will be concentrated spentwash and coal or bagasse
Steam generator
New 22TPH incinerators boilers
3.5.1 Raw Material: Molasses
Proposes distillery unit required molasses is around the 66,000 TPA, expected molasses production
is around 34,000 to 38,000 TPA if used molasses ‘C’ (4% on cane) and 50,000 to 60,000 TPA if used
molasses ‘B’ (6% on cane). It indicates, ~ 76-91% molasses will be available from own source and
therefore, it has decided to install a new distillery of 60 KLPD. Remaining molasses of 6,000 to 16,000
MT will be fulfilled by purchasing it from nearby sugar factory. There are four nearby sugar factories
assured to sell their molasses to KSSKL
3.5.2 Irrigation and transportation facilities
The KSSKL is located in the vicinity of Moharwadi and Visapur small scale reservoirs (approx. 1.5
&3.0 km from project site). For sugar cane grown under well, bore well, lift and canal irrigation in the
area.
State Highway (NH 10) and network of state and local roads in the operating area of the KSSKL.
3.5.3 Fuel
Proposed distillery require spentwash (from own process as effluent) and Coal or bagasse as fuel. In
case of Coal, it will be procure from Chandrapur/Dhanbad or as per availability. Bagasse will be made
available from own sugar mill.
3.5.4 Water
The water requirement for proposed project will be around 554m3/day for distillery. Water
conservation will be achieved by recycling of water. Excess condensate water from the sugar unit or
treated effluent will be used.
3.5.5 Power
Power generation and consumption of the proposed project will be as follows.
Table 3.3: Power details: generation, captive power need and export
Particular Power (MW)

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 23
2 MW TG set
Distillery captive 1.32
Surplus power to be exported to State grid 0.68
3.6 Soil classification
The soils in the district can generally be classified into three groups, viz., black or kali, red
or tambat, and laterite and the gray of inferior quality locally known as Baradincluding white
or pandhari. Of these, Barad soils are very poor in fertility. Two specially barren tracts may be
noticed, one on the borders of Karjat and Shrigonda and the other north of a line drawn east to west
through Takli-Dhakeshvar, ten miles north of Parner, and as far north as the slopes down to the Mula.
Near the range of the hills that runs south-east down the centre of the Shrigonda and Karjat sub-
divisions, the land is very poor with occasional patches of good light soil near Karjat, Koregaon and
other places.
3.7 Social Infrastructure available
The present project is proposed by one of the leading and progressive cooperative sugar industry
from western Maharashtra. The sugar factory has already initiated several activities for the
development of the region. Some of the prime activities are as follows.
The factory is providing medical aid to the employees and their dependents at very low cost
It provides primary school educational facilities to the children of workers
It helps member farmers by supplying fertilizers, press-mud and the developed cane seeds
approved by VSI. The factory also arranges field demonstration to educate the farmers in
sugarcane cultivation through application of scientific methods
It provides drip irrigation facilities to the sugarcane growers on subsidized basis
It has also established ‘Om Gurudev Mahila Sahakari Patsanshtha’ (Credit society) at site for
women in the area of operation
It provides insurance policy facilities for members and workers
To facilitate better transport of sugarcane, the factory has undertaken major program to
construct roads in its area of operation
Infrastructure such as road and electricity are available to all the villages in 10km
surrounding area

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 24
Schools, colleges and other educational setup is also well developed
Healthcare facilities are also available to an adequate extent
All the villages in the surrounding area are connected through bus routes as well as auto-
rickshaw services are available
4.0 PLANNING BRIEF
4.1 Planning concept
A project is proposed by one of a leading cooperative sugar mill from Ahmednagar district. Due to
expansion of sugar factory from 3,500 TCD to 5,500 TCD, it is anticipated that molasses availability
will also be increased. Almost 85 % of molasses will be available from own sugar unit and remaining
will be procured from the nearby factories. Hence, the management has decided to establish a new
molasses based distillery of 60 KLPD. It will be based on incineration technology for disposal of spent
wash.
4.2 Facilities for Transport
KSSKL is situated just 4.0 Km off the State highway 10. All the villages from the command area of
KSSKL are accessible by asphalted (pucca) road, operational year around. Hence, public
transportation is available. State transport (ST) buses ply on schedule and connect almost all the
villages of the command area.
4.3 Town and country planning / Development authority classification
The project is located at taluka Shrigonda of Ahmednagar district, village Pimpalgaon Pisa.
Grampanchyat is the local authority where the actual project will be developed. The Grampanchyat
has issued “No Objection Certificates (NOC) “for this proposed project. Since, the land used is already
for industrial purpose and will be used for the same purpose only.
4.4 Population projection
No population flux is projected because the distillery will employ candidates from local areas. Only
for exceptional posts it may employ candidates from other areas. In that case existing colony, have
the facilities to accommodate the additional man power for the new activity.
4.5 Land use Planning
Total land available with sugar mill is 117 acre. Out of which distillery, evaporation plant,
incineration and CPU unit required built up area will be of ~7 acre and 2.5 acres is for green belt area.
Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 25
Around 9.5acres of land required for the proposed activity which already available in existing
industrial complex.
4.6 Assessment of infrastructure Demand (Physical & Social)
The basic infrastructure such as roads, electricity, transportation, drinking water supply, health
centers and hospitals, school, colleges, sanitation facilities are available in the vicinity. The proposed
project is not going to exert any unbearable load on any of these resources.
4.7 Amenities/ Facilities
Following amenities/facilities are available at sugar factory
Guest house facility
Petrol pump
Canteen
Medical facility
Separate dedicated parking facility for goods vehicle and personal vehicles at site
Provision of street light within premises as well as on approach road
Rest room
Security check post and round the clock security persons on duty
Fire extinguishing facilities
Housing colony for employees
Drinking water and power supply to housing colony
Diesel generator as a backup facility
water treatment plant
5.0 PROPOSED INFRASTRUCTURE
5.1 Industrial Area
The proposed project will be carried out in the existing factory premises only. The total allocated
land for the proposed project is 9.5 acres.
5.2 Residential Area
The residential colony is already available in the factory premises, it can be accommodate proposed
population.
5.3 Greenbelt Area
The total greenbelt area provided is ~2.5 Acre.
5.4 Social infrastructure

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 26
All type of infrastructure is already available in the vicinity.
5.5 Connectivity
State highway 10 as well as Zilla Parishad road infrastructure exists.
5.6 Drinking water
KSSKL draws water from Moharwadi Talav. It operates a special water treatment plant to supply the
drinking water to factory as well as the staff colony.
5.7 Industrial waste management
Distillery spent wash is the major source of liquid waste which will be disposed through incineration
boiler along with coal/bagasse. The Process condensate from evaporators and spent lees from the
process will be treat in Condensate Polishing Unit (CPU) and used for molasses dilution, process and
cooling tower make up water. The sanitary wastewater shall be disposed by using septic tank and
soak pit system. Thus, due to proper treatment of effluent, disposal of treated water within the
factory premises and recycling of it, the issue of wastewater is envisaged to be insignificant.
Table 5.1: Solid/ Hazardous waste generation, treatment & Disposal
# Waste Quantity
MT/annum
Upshot
1 Yeast sludge 80 Used as a soil enriching material
2 Incineration Boiler Ash 11,967or 9,475 sold to brick manufacturing units
3 CPU Sludge 70 Used as a soil enriching material
4 Spent oil from DG 0.1-0.2 KL Spent oil is burnt in boiler
5.8 Power Requirement and Source
Power requirement for proposed unit will be 1.32 MW, which will be fulfilled through captive power
generation. The generation and consumption of power is as follows.
PARTICULAR POWER ( MW)
2 MW TG (DISTILLERY)
DISTILLERY 1.32
SURPLUS POWER TO BE EXPORTED TO STATE GRID 0.68
5.9 Rehabilitation and Resettlement (R & R) Plan

Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 27
There will be no any issue of rehabilitation and resettlement (R & R) for the proposed project, since
the required land is available with the factory.
5.10 Project Scheduled & Cost Estimates
Table 5.2: Project scheduled & cost estimate
1. Date of start of construction
(Anticipatory)
April2019
2. Date of completion (Anticipatory) December 2019
3. Proposed Project cost Rs. 7,954 lakhs
4. EMP cost Rs. 2,820 lakhs
5.11 Analysis of proposal (Final Recommendations)
I) Benefits
This industry will produce RS, ENA and Anhydrous Alcohol (fuel ethanol) which are useful
products for the country, which will earn & save foreign exchange in the potable alcohol cadre
as well blending in petrol
Shareholders are likely to get good rates for the cane
No external electricity required due to in house power generation in the proposed activity
The evaporation condensate, spent lees and other non-polluting water will be recycle in to
the process and cooling tower makeup water which will minimize the fresh water
requirement
Solid waste like sludge from process and CPU, and ash from incinerator boiler are also a soil
enriching materials
Compatible architecture will be adopted and land is already under industrial use. Trees will
be maintained and not razed down. No Rehabilitation is involved.
The problematic liquid waste materials such as distillery spent wash will disposed in the
incinerator boiler and achieve the ZLD in proposed activity
The process is straight line and the technology even for the pollution control/disposal are
available indigenously
Indirect employment to many since, the project will be exporting electricity to local grid
The aggregate effect of the project is likely to boost the local economy
Direct employment opportunities preferably for local youths. The member farmers will get
proper price to their sugar cane
Prefeasibility Report: M/s. Kukadi Sahakari Sakhar Karkhana Ltd.,
New 60 KLPD Molasses Based Distillery Unit 28
II) Conclusion
a) New distillery is very necessary for effective utilization of byproducts of sugar factory i.e.
molasses
b) The local people including shareholder sugarcane growers are strongly willing for the project
and have already given the permission to the management to develop and execute the
proposed project.
c) The site is suitable from general MoEFCC guidelines.
d) Water, power, raw material, filler material and market is assured and found available with
ease.
e) Full precautions will be taken for pollution control, resource conservation and environmental
protection.
f) All the units are agro-based and hence promote sustainable development





























