Embed Size (px)
Citation preview

Rozdział 5
5. NAJLEPSZE DOSTĘPNE TECHNIKI DLA ODLEWNI (NDT)
Aby zrozumieć ten rozdział i jego treść, należy cofnąć się do przedmowy tego dokumentu, a szczególnie do części piątej wstępu „Jak rozumieć i korzystać z tego dokumentu”. Techniki i związane z nimi poziomy emisji i/lub zużycia materiałów, lub zakresy poziomów, przedstawione w tym rozdziale zostały oszacowane poprzez wielokrotny proces obejmujący następujące etapy:
- identyfikacja istotnych elementów środowiskowych dla odlewni,- kontrola technik najbardziej związanych z tymi istotnymi elementami,- identyfikacja najlepszych osiąganych poziomów stanu środowiska, na podstawie
dostępnych danych z krajów Unii Europejskiej i na świecie,- kontrola warunków w jakich te najlepsze poziomy stanu zostały osiągnięte, takie jak
koszty, oddziaływanie na środowisko, cele związane z wdrażaniem tych technik,- wybór najlepszej dostępnej techniki (NDT) i związanych z nią poziomów emisji
i/lub zużycia materiałów dla tego sektora w sensie ogólnym i w całkowitej zgodności z Artykułem 2 (11) i Aneksem IV Dyrektywy.
Opinia ekspertów Europejskiego Biura IPPC i związanych z Techniczną Grupą Roboczą (TWG) odegrała kluczową rolę na każdym z tych etapów i w sposobie w jaki informacja została przedstawiona poniżej.W oparciu o tą ocenę, techniki i, o ile to było możliwe, poziomy emisji i zużycia związane ze stosowaniem NDT, są przedstawione w tym rozdziale i są rozpatrywane jako odpowiednie dla sektora jako całości, a w wielu przypadkach oddają aktualny stan niektórych instalacji w sektorze. Kiedy podawane są poziomy emisji lub zużycia ”związane z najlepszymi dostępnymi technikami”, to należy to rozumieć w znaczeniu, że te poziomy reprezentują stan środowiska, jaki mógłby być przewidywany jako wynik stosowania w tym sektorze opisanych technik, przy zachowaniu bilansu kosztów i korzyści związanych z definicją NDT. Jakkolwiek nie mają one znaczenia żadnych ograniczeń wartości emisji ani zużycia i nie powinny być rozumiane w ten sposób. W niektórych przypadkach może być technicznie możliwe osiągnięcie lepszych poziomów emisji lub zużycia, ale pociąga to za sobą koszty lub w konsekwencji wpływa niekorzystnie na środowisko i dlatego nie mogą one być rozważane jako odpowiednie NDT dla sektora jako całości. Jednak te poziomy mogą być rozważane jako uzasadnione w bardziej szczególnych przypadkach, kiedy występują specjalne czynniki nacisku.
Poziomy emisji i zużycia związane ze stosowaniem NDT musza być rozpatrywane razem z konkretnymi warunkami odniesienia (np. okresy uśrednienia).
Koncepcja „poziomów związanych z NDT” opisana powyżej została odróżniona od pojęcia „poziom osiągalny”, stosowany wcześniej w tym dokumencie. Kiedy poziom jest opisany jako „osiągalny” przy użyciu konkretnej techniki lub połączenia kilku technik, to należy to rozumieć, jako poziom, który może być zaakceptowany przez konkretny okres czasu przy poprawnej obsłudze i działaniu instalacji lub procesu stosującego te techniki.
Jeśli były dostępne, to w poprzednim rozdziale razem z opisem prezentowanych technik podawano również dane odnośnie kosztów. Podawały one przybliżone informacje odnośnie wielkości kosztów związanych z daną techniką. Jakkolwiek faktyczne koszty stosowania danej techniki będą silnie zależeć od specyficznych warunków lokalnych np. podatków, opłat, oraz charakterystyki technicznej danej instalacji. Nie jest możliwe

Rozdział 5
ocenienie w pełni specyficznych lokalnych czynników w tym dokumencie. W przypadku braku danych odnośnie kosztów, wnioski co do ekonomicznej strony danej techniki są określone na podstawie obserwacji istniejących instalacji.
Dąży się do tego, aby ogólne NDT w tym rozdziale stanowiły punkt odniesienia w stosunku do oceny aktualnego stanu istniejących instalacji lub oceny projektu nowych instalacji. W ten sposób będą one pomocne w określeniu odpowiednich warunków „NDT – podstawa” dla instalacji lub przy ustalaniu ogólnych obowiązujących zasad zgodnie z Artykułem 9 (8). Przewiduje się, że nowe instalacje mogą być projektowane tak, by spełniały lub nawet były lepsze niż podane tu poziomy ogólne NDT. Bierze się również pod uwagę to, że istniejące instalacje mogłyby dążyć do uzyskania poziomów ogólnych NDT lub nawet lepszych, z uwzględnieniem w każdym przypadku możliwości technicznych i ekonomicznych technik.
Co prawda dokumenty referencyjne NDT nie stanowią prawnie obowiązujących przepisów, to są one źródłem informacji dla przemysłu, władz administracyjnych i społeczeństwa odnośnie osiągalnych poziomów emisji i zużycia, kiedy stosuje się wymienione techniki. W szczególnych przypadkach może być potrzeba określenia odpowiednich ograniczeń wartości, biorąc pod uwagę cele zawarte w Dyrektywie IPPC i lokalne uwarunkowania.
Przemysł odlewniczy jest przemysłem zróżnicowanym. Elementy NDT muszą być adoptowane do danego typu instalacji. Odlewnia zasadniczo składa się z oddziału topienia i wykonywania odlewów, oba wraz z łańcuchem dostaw. Dla oddziału wykonywania odlewów w formach jednorazowych (piaskowych) łańcuch dostaw obejmuje wszystkie operacje związane z wykonywaniem form i rdzeni. W tym rozdziale zostanie dokonany podział na następujące operacje: topienie stopów żelaza lub metali nieżelaznych i ich odlewanie do form trwałych lub jednorazowych. Każda odlewnia może być sklasyfikowana w kategoriach jako połączenie topienia z formowaniem. NDT jest opracowany dla każdej kategorii, jak również jako ogólne NDT dla wszystkich odlewni.
5.1. Ogólne NDT (dla przemysłu odlewniczego)
Pewne elementy NDT są ogólne i mogą być stosowane dla wszystkich odlewni, niezależnie od procesów, jakie są stosowane i rodzaju wytwarzanych produktów. Dotyczy to strumieni materiałowych, wykańczania odlewów, hałasu, ścieków, zarządzania środowiskiem i zakończenia dzialalnosci.
Zarządzanie przepływem materiałówProces odlewniczy obejmuje stosowanie, zużycie, połączenie i mieszanie różnych rodzajów materiałów. NDT wymagają minimalizowania zużycia surowców, a w dalszej kolejności odzysku pozostałości i stosowania recyklingu. NDT optymalizują zarządzanie i kontrolę strumieniami wewnętrznymi.
Dlatego zadaniem NDT jest:- stosować metody magazynowania i przeładunku cieczy, ciał stałych i gazów, takie
jak przedyskutowano w BREF-ie Storage (Magazynowanie),- stosować oddzielne magazynowanie różnych przychodzących materiałów i
gatunków materiałowów (Rozdział 4.1.2.), zapobiegać pogorszeniu jakości i zagrożeniom (Rozdział 4.1.3)
Rozdział 5
- stosować taki sposób magazynowania, aby złom na składowisku miał odpowiednią jakość przy załadunku do pieca topialnego i aby był zabezpieczony przed zanieczyszczeniami pochodzącymi z gleby (Rozdział 4.1.2). NDT jest, aby miejsce magazynowania złomu miało nieprzepuszczalne podłoże z systemem odprowadzania i oczyszczania odcieków. Zastosowanie zadaszenia może ograniczyć lub wyeliminować potrzebę stosowania takiego systemu.
- stosować wewnętrzny recykling złomu metalowego, w warunkach przedyskutowanych w Rozdziale 4.1.4, 4.1.5 i 4.1.6,
- stosować oddzielne magazynowanie różnych rodzajów pozostałości i odpadów, aby było możliwe ich ponowne wykorzystanie, recykling lub składowanie,
- używać opakowania zbiorcze lub wielokrotnego użycia,- używać modele symulacyjne, procedury zarządzania i działania, aby poprawić
uzysk metalu (Rozdział 4.4.1) i optymalizować strumienie materiałowe,- wdrożyć w praktyce dobre metody transportu ciekłego metalu i przewozu kadzi
(Rozdział 4.7.4).
Wykańczanie odlewów
Dla operacji cięcia ściernicą, śrutowania i oczyszczania odlewów NDT jest wychwytywanie gazów odlotowych i ich oczyszczanie metodami mokrymi lub suchymi. Poziom emisji przy stosowaniu NDT wynosi dla pyłów 5 – 20 mg/Nm3. Techniki wychwytywania i oczyszczania gazów odlotowych są przedyskutowane w Rozdziale 4.5.10.1 i 4.5.10.2.
W zakresie obróbki cieplnej zadaniem NDT jest wszystko z następujących zagadnień:- stosowanie czystych paliw (tj. gaz ziemny lub paliwa o małej zawartości siarki) w
piecach do obróbki cieplnej (Rozdział 4.5.11.1),- stosowanie zautomatyzowanych pieców z kontrolą spalania i rekuperacją (Rozdział
4.5.11.1),- wychwytywanie i usuwanie gazów odlotowych z pieców do obróbki cieplnej.
Ograniczenie hałasu
Zadaniem NDT jest wszystko z następujących zagadnień:- rozwijanie i wdrażanie strategii ograniczania hałasu, przy pomocy metod ogólnych
i specyficznych dla danego źródła,- stosowanie obudowy urządzeń emitujących wysoki poziom hałasu, takiej jak w
procesie wybijania (Rozdział 4.5.9.3),- stosowanie dodatkowych metod opisanych w Rozdziale 4.10., zgodnie z
warunkami lokalnymi.
Ścieki
Zadaniem NDT jest wszystko z następujących zagadnień:- nie łączyć różnych rodzaje ścieków, w zależności od ich składu i ładunku zawartych
zanieczyszczeń- zbierać wody ze spływów powierzchniowych i stosować odstojniki oleju w
kolektorach przed przekazaniem do wód powierzchniowych, tak jak to przedyskutowano w Rozdziale 4.6.4,
- maksymalizować recykling wewnętrzny wody przemysłowej i wielokrotnie wykorzystywać obrobione ścieki (Rozdział 4.6.1)
- stosować obróbkę ścieków ze skruberów i innych strumieni ścieków, stosując jedną lub więcej z metod opisanych w Rozdziale 4.6.2 i 4.6.3.
Rozdział 5
Ograniczenie emisji niezorganizowanej
Zadaniem NDT jest minimalizacja emisji niezorganizowanej, pochodzącej z różnych nie ujętych źródeł w procesie, przez stosowanie kombinacji wymienionych sposobów. Emisja niezorganizowana obejmuje głównie straty podczas transportu i magazynowania oraz przelewania i są przedyskutowane w Rozdziale 4.5.1.1.- przykrywać kubły i pojemniki,- unikać zewnętrznych i nie przykrytych stosów materiałów, a jeżeli magazynowanie
materiałów na zewnątrz w stosach jest nie do uniknięcia, to stosować rozpylanie cieczy, spoiwa, techniki zarządzania stosami, osłony wiatrowe, itp.,
- odkurzać oddział formowania i zalewania w odlewnia piaskowych zgodnie z kryteriami podanymi w Rozdziale 4.5.1.1,
- czyścić koła i drogi,- sprzątać regularnie,- zarządzać i kontrolować możliwe źródła emisji niezorganizowanej do wody.Techniki te są dokładniej wymienione w Rozdziale 4.5.1.1. Dodatkowe technik magazynowania są szczegółowo opisane w Dokumencie Referencyjnym BREF Storage (Magazynowanie).
Dodatkowo, emisja niezorganizowana może powstawać z niecałkowitego usunięcia gazów odlotowych z ujętych źródeł np. emisja z pieców podczas otwierania lub spustu. Celem NDT jest minimalizowanie tej emisji niezorganizowanej poprzez optymalizowanie wychwytywania i oczyszczania, biorąc pod uwagę związane z tym poziomy emisji jakie podano w Rozdziale 5.2 i 5.3. Dla procesu optymalizacji stosuje się jeden lub kilka z następujących sposobów, zapewniających wychwytywanie dymów możliwie najbliżej źródła:- zaprojektować instalację odciągową i przesyłową dla wychwyconych dymów
pochodzących z gorącego metalu, załadunku pieca, transportu żużla i spustu,- zastosować obudowy pieców, aby zabezpieczyć przed uwalnianiem się dymów do
atmosfery, - stosowanie wychwytywania na poziomie dachu, chociaż jest to bardzo
energochłonne i powinno być stosowane w ostateczności.
Z arządzanie środowiskowe
Liczne techniki zarządzania środowiskowego są określone jako NDT. Zakres (np. poziom szczegółowości) i charakter systemu EMS (np. znormalizowany i nieznormalizowany), będą ogólnie odnosić się do charakteru, skali i złożoności instalacji oraz zakresu wpływu na środowisko, jaki może mieć ta instalacja.
Zadaniem NDT jest wdrożyć i stosować się do Systemu Zarządzania Środowiskowego (EMS), który obejmuje, jako odpowiednie dla indywidualnych przypadków, następujące zagadnienia:- zdefiniowanie polityki środowiskowej dla instalacji przez najwyższe kierownictwo
(zobowiązanie najwyższego kierownictwa jest uważane jako warunek wstępny wprowadzenia z sukcesem innych elementów EMS),
- planowanie i ustalanie koniecznych procedur,- wdrożenie procedur, zwracając szczególna uwagę na:
strukturę i odpowiedzialność, szkolenie, świadomość i kompetencje, komunikowanie się,

Rozdział 5
zaangażowanie pracowników, dokumentowanie, skuteczną kontrolę procesu, realizowanie programu, gotowość i umiejętność działania w nagłych przypadkach, gwarancję dostosowania się do przepisów w zakresie ochrony środowiska,
- kontrolowanie wykonania i podejmowanie działań korygujących, zwracając szczególną uwagę na: monitoring i pomiary (por. również Dokument Referencyjny Monitoring
Emisji), działania korygujące i zapobiegawcze, przechowywanie zapisów, niezależny wewnętrzny audit, aby określić czy system zarządzania
środowiskowego jest dostosowany do zaplanowanego zarządzania i czy został właściwie wdrożony i jest realizowany,
przegląd przez najwyższe kierownictwo.
Trzy dalsze etapy mogą uzupełniać powyższe kroki i są rozważane jako działania wspierające. Jednak ich brak ogólnie nie jest sprzeczny z NDT. Te trzy dodatkowe etapy to:
- konieczność sprawdzenia i zatwierdzenia systemu zarządzania i procedury auditu przez akredytowaną jednostkę certyfikującą lub zewnętrznego weryfikatora EMS,
- przygotowywanie i publikowanie (i możliwie zewnętrzne zatwierdzanie) regularnych raportów opisujących wszystkie znaczące aspekty środowiskowe instalacji, pozwalających co roku porównywać je z zaplanowanymi zadaniami i celami środowiskowymi, jak również ze wskaźnikami odpowiednimi dla sektora (benchmarking),
- wdrożenie i stosowanie innych międzynarodowych akceptowanych nieobowiązkowych systemów takich jak EMAS i EN ISO 14001:1996. Te nieobowiązkowe etapy mogą dać wyższą wiarygodność w stosunku do EMS. W szczególności EMAS, który obejmuje wszystkie powyżej wspomniane elementy, daje wyższą wiarygodność. Jednak nieznormalizowane systemy mogą zasadniczo być równie skuteczne i spełniać to zadanie pod warunkiem, że są właściwie zaprojektowane i wdrażane.
Dla przemysłu odlewniczego, szczególnie ważne jest rozważenie następujących potencjalnych elementów EMS:
- wpływu na środowisko spowodowany ewentualnym wycofaniem instalacji z eksploatacji już na etapie projektowania nowej instalacji,
- rozwijanie i wdrażanie czystszych technologii,- jeżeli to możliwe, zastosowanie benchmarkingu sektorowego dla ustalenia
prawidłowych zasad, dotyczących sprawności energetycznej i działań w zakresie zachowania energii, doboru materiałów wchodzących, emisji do powietrza, wprowadzania zanieczyszczeń do wody, zużycia wody i generowania odpadów.
Wycofanie instalacji z eksploatacjiNDT obejmują stosowanie wszystkich koniecznych działań mogących zapobiec zanieczyszczeniu przy wycofaniu instalacji z eksploatacji (likwidacji). Działania te zostały opisane w Rozdziale 4.11 i obejmują:
Rozdział 5
- minimalizowanie późniejszego zagrożenia kosztów poprzez właściwe planowanie już na etapie projektowania instalacji,
- opracowanie i wdrażanie programu poprawy dla istniejących instalacji,- opracowanie i realizacja planu dla nowych i istniejących instalacji.W tych działaniach należy co najmniej rozważyć następujące elementy procesu: zbiorniki, pojemniki, rurociągi, izolacje, stawy do przetrzymywania ścieków i składowiska odpadów.
5.2. Topienie stopów żelaza
Dobór piecaStal jest topiona zarówno w elektrycznych piecach łukowych (EAF), jak i piecach indukcyjnych (IF). Wybór odpowiedniego pieca jest oparty na kryteriach technicznych (tj. pojemność, gatunek stali). Ze względu na możliwość prowadzenia procesu rafinacji, w piecach łukowych można topić gorsze gatunki złomu. Jest to zaletą w aspekcie recyklingu metali, ale piece te wymagają odpowiedniego systemu wychwytywania i oczyszczania gazów odlotowych, jak to będzie przedstawione poniżej.
Do wytapiania żeliwa stosowane są: żeliwiaki, elektryczne piece łukowe, piece indukcyjne i piece obrotowe. Wybór dokonywany jest w oparciu o kryteria techniczne i ekonomiczne.
Poniżej są podane elementy NDT stosowane przy wyborze danego typu pieca:
Wytapianie żeliwa w żeliwiakuPrzy stosowaniu żeliwiaków NDT jest:- stosowanie dzielonego dmuchu (2 rzędy dysz) dla żeliwiaka z zimnym dmuchem
(Rozdział 4.2.1.5),- stosowanie dmuchu powietrza wzbogaconego w tlen, w sposób ciągły lub
przerywany przy zawartości tlenu 22 - 25% (tj. wzbogacenie o 1 - 4%) (Rozdział 4.2.1.6),
- minimalizacja okresów bez dmuchu w żeliwiakach z gorącym dmuchem poprzez stosowanie dmuchu ciągłego lub działania długokampanijnego (Rozdział 4.2.1.8). W zależności od wymagań linii formowania i zalewania, musi być rozważony proces duplex,
- stosowanie właściwej praktyki topienia przy pracy pieca, jak to podano w Rozdziale 4.2.1.1,
- stosowanie koksu o znanych właściwościach i kontrolowanej jakości (Rozdział 4.2.1.2)
- oczyszczanie gazów odlotowych z pieca kolejno poprzez wychwytywanie, ochładzanie i odpylanie, stosując kombinacje technik opisanych w Rozdziale 4.5.2.1. NDT dla odpylania jest stosowanie filtrów workowych lub mokrych skruberów. Poziomy emisji uzyskiwane przy stosowaniu NDT są podane poniżej (Tabela 5.1 i 5.2)
- stosowanie dopalania w szybie pieca dla żeliwiaków z zimnym dmuchem, jeżeli gazy odlotowe mogą automatycznie zapalić się, a następnie odzyskać ciepło do wykorzystania na zewnątrz (Rozdział 4.5.2.3). Dla żeliwiaków z gorącym dmuchem stosować oddzielne komory dopalania (Rozdział 4.5.2.2), z odzyskiem ciepła do podgrzewania dmuchu powietrza i dodatkowo wykorzystaniem ciepła odpadowego (Rozdział 4.7.3),

Rozdział 5
- ocena możliwości wykorzystania ciepła odpadowego z pieców do przetrzymywania metalu w procesie duplex i wykorzystanie odzyskanego ciepła, jeżeli to możliwe (Rozdział 4.7.2),
- zapobieganie i minimalizacja emisji dioksyn i furanów do poziomu poniżej 0,1 ng TEQ/Nm3 przy zastosowaniu sposobów podanych w Rozdziale 4.5.1.4. W pewnych przypadkach ten rezultat można uzyskać przy stosowaniu systemu mokrego skrubera. Przemysł wyraża wątpliwości odnośnie zastosowania wtórnych metod, które zostały tylko sprawdzone w innych sektorach, a w szczególności dotyczy to małych odlewni,
- stosowanie mokrych skruberów, kiedy topienie przebiega pod żużlem zasadowym (zasadowość do 2) (Rozdział 4.2.1.3).
Odpady powstające przy topieniu w żeliwiaku obejmują pył, żużel i koksik.W zakresie zarządzania odpadami NDT obejmują:- minimalizowanie tworzenia się żużla przez zastosowanie jednego lub więcej
sposobów podanych w Rozdziale 4.9.3,- wstępną obróbkę żużla, aby można go było ponownie wykorzystać na zewnątrz
(Rozdział 4.9.2)- wychwytywanie i recykling koksiku (Rozdział 4.9.4.1).
Piece elektryczne do wytapiania stali i żeliwaPrzy stosowaniu elektrycznych pieców łukowych NDT jest:- stosowanie pewnych i skutecznych metod kontroli procesu w celu skrócenia czasu
wytopu i obróbki (Rozdział 4.2.2.1),- stosowanie spienionych żużli (Rozdział 4.2.2.2),- wychwytywanie gazów odlotowych przy zastosowaniu jednej z technik
przedyskutowanych w Rozdziale 4.5.3.1,- ochładzanie gazów odlotowych i odpylanie przy użyciu filtrów workowych
(Rozdział 4.5.3.2),
Odpady powstające przy topieniu w elektrycznym piecu łukowym obejmują pył i żużle.NDT dla zarządzania odpadami obejmuje:- recykling pyłu z filtrów w elektrycznym piecu łukowym (Rozdział 4.9.5.1),
Poziomy emisji związane ze stosowaniem NDT podano poniżej (Tabela 5.1 i 5.3).
Wytapianie żeliwa i stali w piecu indukcyjnymPrzy stosowaniu pieców indukcyjnych NDT jest:- topienie czystego złomu, unikanie wprowadzania do pieca rdzy i zanieczyszczeń
oraz przywartej masy,- stosowanie właściwej praktyki przy załadunku i pracy pieca tak, jak to
przedyskutowano w Rozdziale 4.2.3.1,- stosowanie pieców średniej częstotliwości i wymianę istniejących pieców zwykłej
częstotliwości na piece średniej częstotliwości (Rozdział 4.2.3.2),- ocena możliwości odzysku ciepła odpadowego i wdrożenie systemu odzysku ciepła,
jeżeli da się to zastosować (Rozdział 4.7.2),- stosowanie okapów, odciąganie przez dziób lub pokrywę dla każdego pieca
indukcyjnego w celu wychwycenia gazów odlotowych(Rozdział 4.5.4.1) i maksymalizowanie ilości wychwyconych gazów podczas całego cyklu pracy,
- stosowanie suchych metod oczyszczania gazów odlotowych (Rozdział 4.5.4.2) biorąc pod uwagę poziomy emisji związane z NDT podane w Tabeli 5.1.,
- utrzymywać poziom emisji pyłów poniżej 02, kg/tonę ciekłego żeliwa.

Rozdział 5
- stosowanie mokrych i suchych metod oczyszczania gazów odlotowych (Rozdział 4.5.4.2),
Wytapianie żeliwa w piecu obrotowymPrzy stosowaniu pieców obrotowych NDT jest:- wdrożenie sposobów optymalizacji wydajności pieca tak, jak to przedyskutowano w
Rozdziale 4.2.4.1,- stosowanie palników tlenowych (Rozdział 4.2.4.2),- wychwytywanie gazów odlotowych blisko wylotu paleniska, stosowanie dopalania,
ochładzanie ich wykorzystując wymiennik ciepła, a następnie stosowanie suchego odpylania (Rozdział 4.5.5.1), biorąc pod uwagę poziomy emisji związane z NDT podane w Tabeli 5.1 i 5.4.,
- zapobieganie i minimalizacja emisji toksyn i furanów do poziomu poniżej 0,1 ng TEQ/Nm3 przy zastosowaniu sposobów podanych w Rozdziale 4.5.1.4. W pewnych przypadkach ten rezultat można uzyskać przy stosowaniu systemu mokrego skrubera. Przemysł wyraża wątpliwości odnośnie zastosowania wtórnych metod, które zostały tylko sprawdzone w innych sektorach, a w szczególności dotyczy to małych odlewni
Obróbka stopów żelazaJeżeli do rafinacji stali jest stosowany konwertor AOD, to NDT obejmuje:- usuwanie i wychwytywanie gazów odlotowych przy użyciu okapów dachowych.
Przy produkcji żeliwa sferoidalnego, prowadzony jest proces sferoidyzacji. NDT dla procesu sferoidyzacji zaleca:- wybór takiej techniki sferoidyzacji, w której nie powstają gazy odlotowe lub
możliwe jest wychwycenie powstających dymów MgO, stosując pokrywy lub wieka wyposażone w instalacje do wychwytywania lub stosując stałe lub ruchome okapy,
- odpylanie gazów odlotowych stosując filtry workowe i przygotowanie pyłów do recyklingu.
Poziomy emisji związane ze stosowaniem NDT podano poniżej (Tabela 5.1)
Poziomy emisji związane ze stosowaniem NDTStosując powyższe NDT uzyskuje się następujące poziomy emisji. Wszystkie poziomy emisji są podawane jako średnie z praktycznych pomiarów. Gdzie możliwy był ciągły monitoring, to podano średnie dzienne wartości. Emisje do powietrza są przeliczone na warunki standardowe tj. 273 K, 101,3 kPa i suchy gaz.
Parametr Poziom emisji Pył (1) 5 – 20 mg/Nm3
PCDD/PCDF ≤ 0,1 ng TEQ/Nm3
(1) Poziom emisji pyłu zależy od jego składników, takich jak metale ciężkie, dioksyny i jego strumienia
Tabela 5.1 Emisje do powietrza związane ze stosowaniem NDT dla wytapiania i obróbki stopów żelaza
Rodzaj Parametr Poziom emisji (mg/Nm3)Gorący dmuch Tlenek węgla 20 – 1000
SO2 20 – 100

Rozdział 5
NOx 10 – 200Zimny dmuch SO2 100 – 400
NOx 20 – 70NM – LZO 10 – 20
Bezkoksowy NOx 160 – 400
Tabela 5.2. Emisje do powietrza związane ze stosowaniem NDT dla wytapiania żeliwa w żeliwiaku
Parametr Poziom emisji (mg/Nm3)NOx 10 – 50CO 200
Tabela 5.3. Emisje do powietrza związane ze stosowaniem NDT dla wytapiania stopów żelaza w elektrycznym piecu łukowym
Parametr Poziom emisji (mg/Nm3)SO2 70 – 130NOx 50 – 250 CO 20 – 30
Tabela 5.4. Emisje do powietrza związane ze stosowaniem NDT dla wytapiania żeliwa w piecu obrotowym
5.3. Topienie metali nieżelaznych
W zakresie metali nieżelaznych ten dokument rozważa (tylko) topienie wlewków i złomu wewnętrznego, ponieważ jest to standardowa praktyka w odlewniach metali nieżelaznych.
Przy topieniu aluminium stosowane są piece różnych typów. Dobór pieca jest oparty na kryteriach technicznych (tj. warunki pracy, wydajność, rodzaj linii zalewania). Zostało to omówione w Rozdziale 3.3. i Tabeli 3.21. W jednej odlewni może być stosowanych kilka rodzajów pieców. Praktyka i logika wskazują, że scentralizowane topienie w piecach o wyższej wydajności charakteryzuje się lepszą sprawnością energetyczną, niż topienie w małych tyglach w dużych odlewniach. Brak danych odnośnie tego jak wybierać rodzaj pieca jako NDT.
Do topienia miedzi, ołowiu i cynku oraz ich stopów, stosowane są piece indukcyjne lub tyglowe. Do topienia stopów miedzi również mogą być stosowane piece trzonowe. Wybór opiera się na kryteriach technicznych.
Do topienia magnezu stosowane są tylko piece tyglowe. Do zabezpieczenia przed utlenianiem stosowany jest gaz ochronny.
Piece indukcyjne do topienia aluminium, miedzi, ołowiu i cynkuPrzy stosowaniu pieców indukcyjnych NDT obejmuja:- stosowanie właściwej praktyki przy załadunku i pracy pieca tak, jak to
przedyskutowano w Rozdziale 4.2.3.1,- stosowanie pieców średniej częstotliwości i wymianę istniejących pieców zwykłej
częstotliwości na piece średniej częstotliwości (Rozdział 4.2.3.2),
Rozdział 5
- ocena możliwości odzysku ciepła odpadowego i wdrożenie systemu odzysku ciepła, jeżeli da się to zastosować (Rozdział 4.7.2),
- minimalizowanie emisji zgodnie z dopuszczalnymi poziomami emisji, a jeżeli konieczne jest wychwytywanie gazów odlotowych (Rozdział 4.5.4.1) to maksymalizowanie stopnia ich wychwycenia podczas całego cyklu pracy i stosowanie suchych metod oczyszczania.
Piece obrotowe do topienia aluminiumPrzy stosowaniu pieców obrotowych NDT obejmują:- wdrożenie sposobów optymalizacji wydajności pieca tak, jak to przedyskutowano w
Rozdziale 4.2.4.1,- stosowanie palników tlenowych (Rozdział 4.2.4.2),- wychwytywanie gazów odlotowych blisko wylotu paleniska i usuwanie ich przez
komin, biorąc pod uwagę poziomy emisji związane z NDT.
Piece trzonowe do topienia aluminium i miedziPrzy stosowaniu pieców trzonowych NDT jest:- wychwytywanie gazów odlotowych blisko wylotu paleniska i usuwanie ich przez
komin, biorąc pod uwagę poziomy emisji związane z NDT.- wychwytywanie emisji niezorganizowanej i emisji widzialnej zgodnie z zasadami
BAT odnośnie emisji niezorganizowanej, tak jak to wspomniano wyżej (Rozdział 5.1) i stosowanie okapów, tak jak to przedyskutowano w Rozdziale 4.5.6.1,
P iece szybowe do topienia aluminium Przy stosowaniu pieców szybowych NDT obejmują:- skuteczne wychwytywanie gazów odlotowych podczas przechyłu pieca i usuwanie
ich przez komin, biorąc pod uwagę poziomy emisji związane z NDT podane poniżej.
Piec z promieniującym sklepieniem do wytrzymywania aluminiumPrzy stosowaniu pieca z promieniującym sklepieniem NDT jest:- uwzględnienie elementów NDT dla emisji niezorganizowanej, tak jak to
wspomniano powyżej (Rozdział 5.1) i stosowanie osłon w warunkach opisanych w Rozdziale 4.5.6.1.
Topienie i wytrzymywanie aluminium, miedzi, ołowiu i cynku w tyglachPrzy stosowaniu pieców tyglowych NDT jest:- uwzględnienie elementów NDT dla emisji niezorganizowanej, tak jak to
wspomniano powyżej (Rozdział 5.1) i stosowanie osłon w warunkach opisanych w Rozdziale 4.5.6.1.
Odgazowanie i rafinacja aluminiumPrzy odgazowaniu i rafinacji aluminium NDT jest:- stosować instalacje do barbotażu z ruchomym lub stałym wirnikiem oraz stosować
gaz Ar/Cl2 lub N2/Cl2 (Rozdział 4.2.8.1).
Topienie magnezuPrzy topieniu magnezu NDT jest:- stosowanie SO2 jako gazu ochronnego lub zastępowanie SF6 przez SO2 jako gaz
ochronny. Obowiązuje to dla instalacji o rocznej wydajności 500 ton lub większej (Rozdział 4.2.7.1),

Rozdział 5
- dla mniejszych odlewni stosować SO2 jako gaz ochronny lub sposoby minimalizacji zużycia i emisji SF6 tak, jak to przedyskutowano w Rozdziale 4.2.7.1. W przypadku kiedy stosowany jest SF6 to poziom emisji związany z NDT wynosi < 0,9 kg/tona odlewu wykonywanego do form piaskowych i < 1,5 kg/tona dla odlewów wykonywanych do kokil.
Uwaga: Aktualnie są sprawdzane inne alternatywy w stosunku do SF6 (por. Rozdział 4.2.7.1). SO2 może być szkodliwe dla zdrowia i gleby oraz może powodować korozję sprzętu.
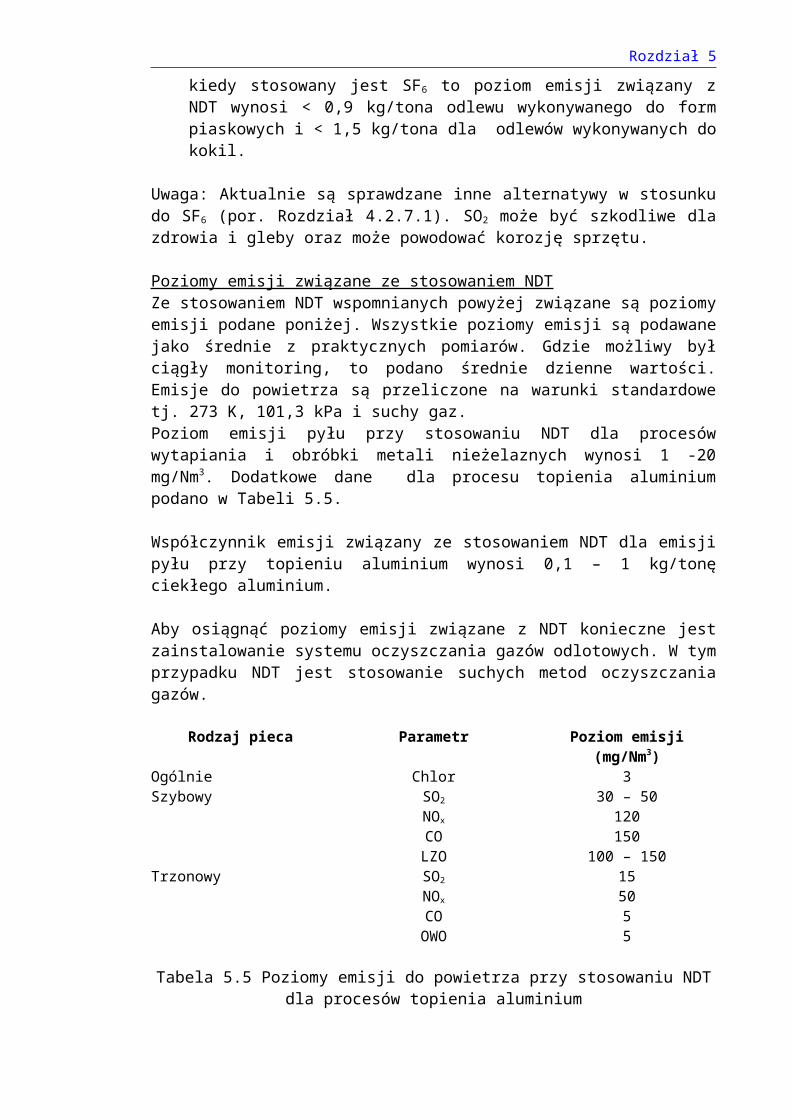
Poziomy emisji związane ze stosowaniem NDTZe stosowaniem NDT wspomnianych powyżej związane są poziomy emisji podane poniżej. Wszystkie poziomy emisji są podawane jako średnie z praktycznych pomiarów. Gdzie możliwy był ciągły monitoring, to podano średnie dzienne wartości. Emisje do powietrza są przeliczone na warunki standardowe tj. 273 K, 101,3 kPa i suchy gaz.Poziom emisji pyłu przy stosowaniu NDT dla procesów wytapiania i obróbki metali nieżelaznych wynosi 1 -20 mg/Nm3. Dodatkowe dane dla procesu topienia aluminium podano w Tabeli 5.5.
Współczynnik emisji związany ze stosowaniem NDT dla emisji pyłu przy topieniu aluminium wynosi 0,1 – 1 kg/tonę ciekłego aluminium.
Aby osiągnąć poziomy emisji związane z NDT konieczne jest zainstalowanie systemu oczyszczania gazów odlotowych. W tym przypadku NDT jest stosowanie suchych metod oczyszczania gazów.
Rodzaj pieca Parametr Poziom emisji (mg/Nm3)Ogólnie Chlor 3Szybowy SO2
NOx
COLZO
30 – 50120150
100 – 150Trzonowy SO2
NOx
COOWO
155055
Tabela 5.5 Poziomy emisji do powietrza przy stosowaniu NDT dla procesów topienia aluminium
5.4. Odlewanie do form jednorazowych
Odlewanie do form jednorazowych obejmuje wytwarzanie form, rdzeni, zalewanie, chłodzenie i wybijanie. Obejmuje produkcję form z mas wilgotnych (z bentonitem) lub wiązanych chemicznie oraz rdzeni z mas wiązanych chemicznie. Formy i rdzenie są składane i ciekły metal jest wlewany do złożonej formy. Odlew krzepnie i ochładza się przed wybiciem. Dostępne techniki i ich wpływ na środowisko odnośnie formowania i odlewania są ściśle ze sobą powiązane. Zasady NDT będą przedstawione w trzech kategoriach: formowanie w masach wilgotnych, formowanie w masach wiązanych chemicznie i zalewanie/chłodzenie /wybijanie.
Formowanie w masach wilgotnych

Rozdział 5
Przygotowanie mas wilgotnych rozpoczyna się od wymieszania piasku, glinki wiążącej i niezbędnych dodatków. Proces ten jest prowadzony w mieszarkach pracujących pod ciśnieniem atmosferycznym (w większości przypadków) lub mieszarkach próżniowych (por. Rozdział 4.3.2.1). Obie metody mogą być rozpatrywane jako NDT. Przy mieszaniu w warunkach próżni, dodatkowo jest warunek, że wydajność masy musi być powyżej 60 t/godzinę.
Ponadto w przygotowaniu mas wilgotnych NDT jest:- stosowanie obudowanych urządzeń do sporządzania masy (przesiewanie
wibracyjne, odpylanie, chłodzenie, mieszanie) z odpylaniem gazów odlotowych (Rozdział 4.5.8.1) biorąc pod uwagę poziomy emisji związane ze stosowaniem NDT, a podane w Tabeli 5.6. Jeżeli lokalny rynek na to pozwala możliwe jest ponowne wykorzystanie na zewnątrz wychwyconego pyłu (Rozdział 4.8.13). Pył z operacji wybijania, dozowania i przeładunku jest poddawany recyklingowi w systemie obiegu masy wilgotnej, aż do 50% zebranej masy. (Rozdział 4.8.12).
- stosowanie regeneracji wstępnej, tak jak to przedyskutowano w Rozdziale 4.8.2. Dodatek świeżego piasku zależy od ilości stosowanych rdzeni i ich kompatybilności z masą wilgotną. Dla układu stosującego tylko masy wilgotne stopień regeneracji (stosunek ilości masy zregenerowanej do całkowitej ilości masy) może dochodzić do 98% przy stosowaniu NDT. W przypadku układów o wysokim stopniu niezgodności pomiędzy masą wilgotną a masą rdzeniową można uzyskać stopień regeneracji 90 – 94% przy stosowaniu NDT.
Wykonywanie form i rdzeni z mas wiązanych chemicznieStosowane są spoiwa różnych rodzajów, wszystkie ze swoimi charakterystycznymi właściwościami i możliwościami zastosowania. Wszystkie spoiwa są określone jako NDT, pod warunkiem że są one stosowane zgodnie z przedyskutowaną dobra praktyką, która obejmuje metody kontroli i usuwania wychwyconych gazów w celu zminimalizowania emisji (Rozdział 4.3.3.3, 4.3.3.4). Poziomy emisji związane ze stosowaniem NDT są podane poniżej (Tabela 5.6).
W przygotowaniu mas wiązanych spoiwami chemicznymi NDT jest:- minimalizacja zużycia spoiwa i żywicy oraz strat piasku, poprzez stosowanie
odpowiednich metod sterowania (ręcznie lub automatycznie) pracą mieszarki, tak jak to przedyskutowano w Rozdziale 4.3.3.1. Przy produkcji seryjnej obejmującej częste zmiany parametrów produkcyjnych i przy dużej wydajności NDT jest stosowanie elektronicznego gromadzenia danych odnośnie parametrów produkcyjnych (por. Rozdział 4.3.3.2),
- wychwytywanie gazów odlotowych z obszarów przygotowania, przeładunku i magazynowania,
- stosowanie wodnych powłok i zastępowanie alkoholowych powłok ognioodpornych na formy i rdzenie w odlewniach wytwarzających średnie i duże serie. Powłoki alkoholowe stanowią NDT dla dużych i skomplikowanych form i rdzeni, dla mas wiązanych szkłem wodnym,

Rozdział 5
przy odlewaniu magnezu, produkcji odlewów ze staliwa manganowego z zastosowaniem powłoki MgO. Zarówno powłoki wodne jak i alkoholowe są NDT w odlewniach produkujących na małą skalę i odlewniach produkujących na dużą skalę odlewy (por. Rozdział 4.3.3.5). Wdrożenie wodnych powłok ochronnych w tych dwóch typach odlewni jest wspomagane możliwością zastosowania suszenia mikrofalowego (Rozdział 4.3.3.6) i innych nowatorskich technik odnośnie, których brak jeszcze dostatecznych informacji. Przy stosowaniu alkoholowych powłok ochronnych NDT jest zapewnienie odpowietrzenia stanowiska powlekania przy użyciu ruchomych lub stałych okapów, biorąc pod uwagę, ze w odlewniach stosujących formowanie w gruncie jest to niemożliwe.
Ponadto dla procesu wykonywania rdzeni utwardzanych aminami metodą cold – box NDT jest:- obróbka usuniętych gazów odlotowych z procesu sporządzania rdzeni metodą cold-
box, przy zastosowaniu jednej z metod wspomnianych w Rozdziale 4.5.8.4. Emisja amin może być utrzymana poniżej 5 mg/Nm3.
- odzysk amin z cieczy ze skrubera wodnego służącego do oczyszczania gazów odlotowych, pod warunkiem że objętość dostarczonej cieczy spowoduje opłacalności całej operacji,
- stosowanie aromatycznych lub roślinnych rozpuszczalników (niearomatycznych). Obie metody są NDT (Rozdział 4.3.3.7.)
NDT jest minimalizacja ilości masy przekazywanej na składowisko poprzez zastosowanie procesu regeneracji i/lub ponownego wykorzystania (Rozdział 4.8.13) mas zużytych wiązanych chemicznie (jako mieszanka mas lub masa jednego rodzaju). Dla tej regeneracji obowiązują następujące warunki:- masy jednego rodzaju utwardzane na zimno (np. masy z żywicą furanową) są
regenerowane przy zastosowaniu prostych technik mechanicznych, tak jak to przedstawiono w Rozdziale 4.8.3.. Odnosi się to do wszystkich mas utwardzanych na zimno (jednego rodzaju), za wyjątkiem mas ze szkłem wodnym. Stopień regeneracji może dochodzić do 75 - 80%,
- nieutwardzona mas rdzeniowa z procesu cold – box i z mas utwardzanych na zimno jest utwardzana i kruszona w specjalnym urządzeniu, pozwalając na minimalny recykling wewnętrzny na poziomie 5% masy rdzeniowej (Rozdział 4.8.11),
- masy jednorodne ze szkłem wodnym są regenerowane poprzez stosowanie nagrzewania i obróbkę pneumatyczną. Można osiągnąć stopień regeneracji rzędu 45 – 85% (jako średnią roczną) (Rozdział 4.8.10). Stosowanie wolno reagujących estrów powinno być minimalizowane.
- masy jednorodne z procesu cold-box, SO2, hot-box i Croninga oraz masy mieszane ze spoiwami organicznymi są regenerowane przy zastosowaniu jednej z następujących technik: regeneracja mechaniczna na zimno (ocieranie, metoda udarowa, ścieranie pneumatyczne) lub regeneracja cieplna (Rozdziały 4.8.4, 4.8.5, 4.8.6, 4.8.7). Całkowita stopień regeneracji zależy od ilości stosowanych rdzeni. Do produkcji rdzeni można stosować dodatek 40 – 100% regeneratu, a przy wykonywaniu form można stosować dodatek 90 - 100% regeneratu.
- mieszanka mas wilgotnych i ze spoiwami organicznymi jest regenerowana w układzie regeneracja mechaniczna – termiczna - mechaniczna (Rozdział 4.8.8.), ocieranie (Rozdział 4.8.4) lub ścieranie pneumatyczne (Rozdział 4.8.6). Do produkcji rdzeni można stosować dodatek 40 - 100% regeneratu, a przy wykonywaniu form można stosować dodatek 90 - 100% regeneratu.
- jakość i skład regeneratu jest monitorowany
Rozdział 5
- regenerat może być ponownie użyty tylko w układzie kompatybilnym. Masy niekompatybilne należy rozdzielić (por. Rozdział 4.8.1)
Jako obiecujące dla minimalizowania negatywnego wpływu na środowisko procesów formowania i odlewania rozważane są alternatywne metody formowania (Rozdział 4.3.4) i spoiwa nieorganiczne (Rozdział 6.5).
Zalewanie, chłodzenie i wybijanieProcesy zalewania, chłodzenia i wybijania generują emisję pyłów, LZO i innych związków organicznych. NDT obejmują:- obudowanie linii do zalewania i chłodzenia oraz zapewnienie usuwania gazów
odlotowych z linii seryjnego zalewania (Rozdział 4.5.9.2), i - obudowanie instalacji do wybijania i obróbkę gazów odlotowych przy zastosowaniu
mokrych lub suchych metod oczyszczania, tak jak to przedyskutowano w Rozdziale 4.5.9.3. Poziom emisji pyłów związany ze stosowaniem NDT został podany w Tabeli 5.6.
Poziomy emisji związane ze stosowaniem NDTW tabeli 5.6. podano poziomy emisji związane ze stosowaniem NDT. Wszystkie poziomy emisji są podawane jako średnie z praktycznych pomiarów. Gdzie możliwy był ciągły monitoring, to podano średnie dzienne wartości. Emisje do powietrza są przeliczone na warunki standardowe tj. 273 K, 101,3 kPa i suchy gaz.
Źródło emisji Parametr Poziom emisji (mg/Nm3)Ogólnie Pył 5 – 20Rdzeniarnia Amina 5Jednostki regeneracyjne SO2
NOx
120150
Tabela 5.6. Poziomy emisji do powietrza związane ze stosowaniem NDT dla procesów formowania i odlewania do form jednorazowych
1.5. Odlewanie do form trwałych
Odlewanie do form trwałych obejmuje wtryskiwanie ciekłego metalu do formy metalowej. Po zakrzepnięciu odlewu forma jest otwierana i odlew jest usuwany i przekazywany do wykończenia. W ograniczonym zakresie są stosowane rdzenie z mas wiązanych chemicznie przy odlewaniu grawitacyjnym i niskociśnieniowym.
Formy trwałe do odlewania ciśnieniowego wymagają stosowania powłok ochronnych i chłodzenia, aby zapewnić właściwe krzepnięcie i łatwe usuwania odlewu z formy. W tym celu na formę wtryskuje się czynnik antyadhezyjny i wodę chłodzącą. NDT dla odlewania w formach trwałych jest:- minimalizowanie ilości zużywanego środka antyadhezyjnego i wody przy
odlewaniu ciśnieniowym do kokil stosując jeden lub więcej ze sposobów przedyskutowanych w Rozdziale 4.3.5.1. Zapobiega to tworzeniu się mgły. Jeżeli powyższe metody zapobiegania nie pozwalają na osiągnięcie poziomów emisji dla substancji organicznych związanych ze stosowaniem NDT, tak jak to podano w Tabeli 5.7, to należy użyć okapów i elektrofiltra, tak jak to przedyskutowano w Rozdziale 4.5.8.7.
- zbieranie wody spływającej do obiegu ścieków, w celu dalszej obróbki,

Rozdział 5
- zbieranie wycieków cieczy z układów hydraulicznych do obiegu ścieków w celu dalszej obróbki przy zastosowaniu odolejaczy i destylacji, odparowania w próżni lub degradacji biologicznej tak, jak to przedyskutowano w Rozdziale 4.6.6.
NDT dla przygotowania mas wiązanych chemicznie są takie same jak wymienione w Rozdziale 5.4. Ponieważ w procesie powstają mniejsze ilości masy odpadowej, dlatego też NDT dla procesu wybijania i zagospodarowania zużytej masy są inne. NDT dla zagospodarowania zużytej masy w odlewniach stosujących formy trwałe są:- obudowa urządzeń do wybijania i obróbka gazów odlotowych przy użyciu mokrych
lub suchych metod odpylania tak, jak to przedyskutowano w Rozdziale 4.5.9.3, biorąc pod uwagę poziomy emisji podane w Tabeli 5.7,
- jeżeli istnieje rynek lokalny, to masa wybita powinna być dostępna do recyklingu (Rozdział 4.8.13).
Poziomy emisji związane ze stosowaniem NDTW tabeli 5.7. podano poziomy emisji związane ze stosowaniem NDT. Wszystkie poziomy emisji są podawane jako średnie z praktycznych pomiarów. Gdzie możliwy był ciągły monitoring, to podano średnie dzienne wartości. Emisje do powietrza są przeliczone na warunki standardowe tj. 273 K, 101,3 kPa i suchy gaz.
Parametr Poziom emisji (mg/Nm3)Pył 5 – 20Mgła olejowa, mierzona jako całkowity C 5 – 10
Tabela 5.7. Poziomy emisji do powietrza związane ze stosowaniem NDT dla procesów odlewania do form trwałych (obejmujące odlewanie ciśnieniowe)
Rozdział 5
Rozdział 6
6. NOWATORSKIE TECHNIKI DLA ODLEWNI
6.1. Stosowanie tanich paliw przy topieniu w żeliwiaku
OpisAby zmniejszyć zużycie (wysokiej jakości) koksu, zostały opracowane techniki, które umożliwiają stosowanie jako paliwo wysokokalorycznych odpadów stałych i gorszych gatunków koksu.
W Brazylii został opracowany specjalny typ żeliwiaka, nazwany piec FAR, w którym możliwe jest topienie konwencjonalnego wsadu przy wykorzystaniu opon i kawałków plastiku (pozostałości z rozbiórki starych samochodów itd.) wymieszanych z koksem drugiego gatunku. Budowa żeliwiaka różni się całkowicie od żeliwiaka tradycyjnego. Wspólnym elementem jest tylko to, że wsad metalowy ładuje się od góry. Stałe paliwo jest ładowane z boku, tak że osiąga ono gorącą strefę bardzo szybko. Dzięki temu węglowodory ulegają krakowaniu i spalaniu.
Alternatywne systemy wdmuchiwania pozwalają na wprowadzanie dodatkowo pyłu bezpośrednio przez dysze lub przy wykorzystaniu specjalnych inżektorów.
Osiągnięte korzyści środowiskoweZmniejszenie zużycia koksu, ponieważ może on być zastąpiony przez odpady stałe (plastik), który są trudne do spalenia w konwencjonalnych układach.
Dane eksploatacyjneDla pieców FAR, najlepsze wyniki uzyskuje się stosując jako paliwo 35% odpadów i 65% koksu. Ta technika jest rozwijana w instalacji pilotażowej
Oddziaływanie na środowiskoZastosowanie alternatywnych paliw będzie powodować zmiany w składzie gazów spalinowych, prowadząc do zwiększonej ilości pyłów do składowania, możliwe że o podwyższonej zawartości zanieczyszczeń oraz zwiększonym zagrożeniu tworzenia się dioksyn, WWA i metali ciężkich. Zmniejszy się sprawność cieplna pieca.
Możliwości zastosowaniaZastosowanie tego typu żeliwiaka jest możliwe tylko w nowych instalacjach, ponieważ posiada on specyficzny układ. Systemy wdmuchiwania paliwa stałego lub odpadów mogą być stosowane w istniejących żeliwiakach.
Aspekty ekonomicznePonieważ proces jest opracowany tylko w skali pilotażowej, brak jest aktualnie danych ekonomicznych w odniesieniu do skali przemysłowej.
Powód wdrożeniaZmniejszenie kosztów paliwa i włączenie odlewni w proces zagospodarowania odpadów.
Literatura, [140, EU Thematic Network Foundry Wastes, 2001]

Rozdział 6
6.2. Recykling pyłów filtracyjnych zawierających metale (metale żelazne)
OpisPyły zawierające metale mogą być aglomerowane albo przy użyciu spoiwa (najczęściej cementu) lub poprzez wymieszanie z wiórami z obróbki skrawaniem, kiedy odlewnia posiada taki wydział. W tym drugim przypadku aglomeraty mogą również zawierać szlamy metalonośne. Te aglomeraty będą mieszane ze wsadem do pieca indukcyjnego i topione. Uzysk metalu dochodzi do 90%. Na rynku można zakupić odpowiednie urządzenia do aglomeracji.
Osiągnięte korzyści środowiskoweZmniejszy się ilość odpadów, które muszą być składowane na składowiskach oraz konieczność zakupu poza odlewnią materiałów metalicznych. Części mineralne zawarte w pyłach nie będą się topić i będą przechodzić do żużla. W ten sposób uzyskuje się odpad w postaci mniej niebezpiecznej.
Dane eksploatacyjneDane eksploatacyjne nie są obecnie dostępne.
Oddziaływanie na środowiskoMożliwe jest, że utworzony żużel będzie powodował wzrost zużycia wyłożenia. Również nieznacznie może wzrosnąć zużycie energii na topienie. W odlewniach staliwa jest niebezpieczeństwo wychwytywania węgla.
Możliwości zastosowaniaTechnika ta stosowana jest do nowych i istniejących odlewni staliwa i żeliwa wykorzystujących topienie w piecach indukcyjnych.
Aspekty ekonomiczneNa obecnym etapie rozwoju brak jest danych ekonomicznych. Jednak w pierwszym przybliżeniu, dla odlewni żeliwa z wydziałem obróbki skrawaniem, czas zwrotu nakładów był szacowany na 2 – 4 lat.
Powód wdrożeniaGłównym czynnikiem sprzyjającym wdrożeniu może być fakt, że w pewnych przypadkach pył z odpylania pieców topialnych jest klasyfikowany jako odpad niebezpieczny. To pociąga za sobą bardzo wysokie koszty składowania.
Zakłady referencyjneBrak danych odnośnie zakładów.
LiteraturaPowyższa technika jest opracowywana w Unii Europejskiej w ramach projektu FP5 BRICETS „Metal By-Product Recovery in Induction Furnaces – Commercial, Environmental and Technical Solutions” („Odzysk metalu z produktów ubocznych w piecach indukcyjnych – handlowe, środowiskowe i techniczne rozwiązania”), kontrakt numer G1RD-CT-2001-00482. Projekt zakończy się wiosną 2004.[140, EU Thematic Network Foundry Wastes, 2001], [202, TWG, 2002]

Rozdział 6
6.3. Odzysk aminy z gazów odlotowych z procesu wykonywania rdzeni metodą przenikania gazu
W instalacji pilotażowej amina (DMIA) jest odzyskiwana z powietrza odlotowego pochodzącego z rdzeniarni metodą przenikania gazu. Jego skład jest następujący:
80 – 90% amina (DMIA), 10 – 20% rozpuszczalnik, 0% woda.
Po kilku seriach testów, odzyskana amina została użyta do utwardzania rdzeni tarcz hamulcowych. Nie stwierdzono różnicy pomiędzy tymi rdzeniami, a rdzeniami które były utwardzane standardową handlową aminą DMIA. Testowane rdzenie były zalewane w normalnych warunkach produkcyjnych, a gotowe tarcze hamulcowe przechodziły normalne testy techniczne.
Wszystkie wyniki prób były w obrębie dopuszczalnych tolerancji. Oznacza to, że DMIA uzyskana w procesie recyklingu może być stosowane w normalnych warunkach produkcyjnych. Opłacalność ekonomiczna może być uzyskana po dalszej optymalizacji instalacji.[217, Paul, et al., 1994]
6.4. Oddzielne nanoszenie czynnika antyadhezyjnego i wody przy odlewaniu kokilowym aluminium
OpisPrzy odlewaniu kokilowym wysokociśnieniowym kokile są chłodzone i spryskiwane środkiem antyadhezyjnym przed zalaniem metalu, w celu zapobieganiu przywierania odlewu do formy. W tradycyjnej technice na gorącą formę nanosi się, przy pomocy kilku dysz rozmieszczonych liniowo, mieszaninę środka antyadhezyjnego i wody. Część wody odparowuje chłodząc kokilę, a środek antyadhezyjny pozostaje na powierzchni formy , natomiast pozostała część mieszanki spływa z kokili, powodując straty środka antyadhezyjnego i wody. Podczas parowania może tworzyć się również mgła (por. Rozdział 4.5.8.7).
W alternatywnym procesie środek antyadhezyjny i woda są nanoszone oddzielnie. Dla tego celu w głowicy spryskującej znajduje się dodatkowy rząd dysz dla wprowadzania oddzielnie środka antyadhezyjnego. Te dysze są uruchamiane pojedynczo przez komputer (rys. 6.1).
Rozdział 6
Rys. 6.1. Głowica do spryskiwania z oddzielnymi dyszami dla wody i środka antyadhezyjnego
W pierwszej kolejności nanoszona jest woda, która chłodzi kokilę do około 20oC, a następnie stosuje się nanoszenie środka antyadhezyjnego. Wstępne chłodzenie kokili powoduje, że mniej wyparowuje środka antyadhezyjnego i poprawia się jego adhezja do kokili. Zmniejszenie zużycia środka antyadhezyjnego osiąga nawet 25%. Pomiary termograficzne wykazały, że przy stosowaniu tej techniki forma jest chłodzona bardziej intensywnie i równomiernie. Przeprowadzone testy potwierdziły, że nie tworzą się wycieki środka antyadhezyjnego, który musiałby być gromadzony i unieszkodliwiany.
Środek antyadhezyjny jest stosowany tylko na te części kokili, które są w kontakcie z ciekłym aluminium. Dzięki temu zmniejsza się zużycie środka antyadhezyjnego o dalsze 30%.
Do komputerowego sterowania dyszami dla środka antyadhezyjnego wykorzystano istniejący układ dysz dla usuwania nadmiaru sprężonego powietrza. Ta funkcja została teraz przejęta przez dysze do wprowadzania środka antyadhezyjnego.
Korzyścią przy produkcji małych serii i częstej zmianie kokili jest to, że program nanoszenia środka antyadhezyjnego może być wprowadzony do komputera i może być uruchomiony szybko po zmianie kokili
Osiągnięte korzyści środowiskoweZmniejszenie zużycia środka antyadhezyjnego o 25% przy stosowaniu techniki oddzielnego nanoszenia wody i tego środka. Oddzielne uruchamianie dysz daje możliwość dalszych oszczędności środka antyadhezyjnego do 30% w zależności od geometrii odlewu, jako że środek antyadhezyjny jest stosowany tylko na te części kokili, które mają kontakt z odlewem.
Zużycie wody może być zredukowane o około 15%. Nie występują wycieki wody lub środka antyadhezyjnego, które musiałyby być unieszkodliwiane. Nie występuje emisja środka antyadhezyjnego.
Oddziaływanie na środowiskoNie stwierdzono wpływu na środowisko. Nie oczekuje się wzrostu kosztów energii.
Możliwości zastosowaniaWstępne testy były prowadzone dla procesu odlewania kokilowego aluminium. Technika ta może być również zastosowana przy odlewaniu kokilowym cynku i przy formowaniu wtryskowym plastiku. Konieczne będą modyfikacje w przypadku, gdy głowica natryskowa jest używana w wysokiej temperaturze. Taki przypadek nie był jeszcze testowany.
Aspekty ekonomiczneKorzyści ekonomiczne wynikają z oszczędności środka antyadhezyjnego i wody oraz z wyeliminowania kosztów unieszkodliwiania.
Dalsze korzyści będą wynikały głównie z oszczędności czasu przy wymianie kokili, z tego powodu że programy natryskiwania znajdują się już w komputerze i mogą być szybko uruchomione.

Rozdział 6
Koszty inwestycyjne dla tej nowej techniki są wyższe niż dla procesu tradycyjnego. Stroną dodatnią tej techniki jest to, że różne formy mogą być natryskiwane indywidualnie przez tą samą głowicę.
Powód wdrożeniaIstotne oszczędności wody i środka antyadhezyjnego.Uniknięcia strat mieszanki środek antyadhezyjny – woda, które musiałyby być gromadzone.Skrócenie czasu koniecznego na przestawienie i adaptację kokilarki.Wysoka powtarzalność wyników (wymagana jakość).
Zakłady referencyjneGłowice natryskowe są produkowane i sprzedawane przez producenta niemieckiego od końca 2003 roku. Uzyskał on już zapytania od przemysłu. Przemysłowe zastosowanie jest spodziewane od końca 2003 roku.
Literatura[234, Anders, 2003]
6.5. Spoiwa nieorganiczne do produkcji rdzeni
OpisAby zmniejszyć zużycie organicznych materiałów wiążących, które są odpowiedzialne za emisje i nieprzyjemne zapachy emitowane z odlewni (co może prowadzić do protestów ze strony sąsiadów), opracowywane są różne nieorganiczne materiały wiążące do produkcji rdzeni dla odlewów ciśnieniowych aluminium i są już stosowane w seryjnej produkcji elementów do silników samochodowych.
Rdzenie są produkowane przy zastosowaniu spoiwa zawierającego siarczan i/lub polifosforan magnezu. Spoiwa nieorganiczne składają się głównie z mieszanin soli i wody, jak również małych ilości dodatków (np. ceramicznych), które zabezpieczają przed przywieraniem lub przylepianiem się masy do odlewu. Udział spoiwa w masie wynosi od 3 do 8% mas. Około połowę tej ilości stanowi rozpuszczalnik i woda.
Aby uzyskać krótkie czasy suszenia w zakresie 10 – 20 sekund, wstępnie nagrzaną masę (60 – 80oC) wdmuchuje się do rdzennicy nagrzanej do 120 – 140oC, w której woda paruje i jest wymywana przez powietrze. Tak otrzymany rdzeń z materiałów nieorganicznych ma stabilność termiczną powyżej 1000oC i utrzymuje wysoką wytrzymałość. Przy bezpośrednim kontakcie z wodą, rdzeń ulega rozpadowi w przeciągu kilku sekund. Proces mieszania i wstrzeliwania ciepłej masy jest opatentowany.
Po zalaniu rdzeń może być usuwany metodą suchą lub mokrą. Przy stosowaniu metody suchej usuwania rdzeni, grudki masy są kruszone do wielkości ziarn, na których pozostaje warstewka spoiwa w znacznym stopniu nietknięta. Dlatego też jeżeli zużyta masa rdzeniowa jest stosowana tylko do produkcji rdzeni, konieczne jest dodatnie tylko 5% ilości spoiwa stosowanego w masie wyjściowej. Przy mokrej metodzie usuwania rdzeni odlewy są gwałtownie chłodzone wodą (hartowane). Może to powodować pożądaną poprawę mikrostruktury, a spoiwo rozpuszcza się całkowicie.
Ze względu na różne właściwości płynności masy ze spoiwem nieorganicznym, będzie konieczne poprawienie rdzenni i odpowietrzeń przed wdrożeniem tej techniki w

Rozdział 6
istniejących odlewniach. Podczas suszenia należy usunąć całkowicie wilgoć z rdzenia, której obecność może ograniczyć wymiary rdzenia.
Osiągnięte korzyści środowiskoweW przeciwieństwie do procesu cold-box, który powoduje wzrost emisji związków organicznych takich jak aminy, produktów pirolizy i dymów, proponowana metoda nie powoduje emisji ze spoiwa, ani podczas wykonywania rdzeni ani przy zalewaniu. Nie są generowane odpady masy wymagające składowania, ani nie ma potrzeby ponoszenia kosztów regeneracji. Ilość dodawanego świeżego piasku jest bardzo mała. Dodatki ceramiczne zawarte w spoiwie eliminują potrzebę stosowania powłok na rdzenie.
Kiedy stosuje się suchą metodę usuwania rdzeni, cała ilość spoiwa pozostającego w masie może być ponownie wykorzystana.
Dane eksploatacyjnePłynność masy jest na tyle wystarczająca, że można produkować rdzenie o bardzo złożonych kształtach takich jak rdzenie płaszczy wodnych. Trwałość testowych rdzeni wynosi 250 – 300 N/cm3. Trwałość tą można zwiększyć zgodnie z wymaganiami poprzez dodatek większej ilości spoiwa.
Ponieważ nie ma emisji gazów ze spoiwa, to nie występuje również problem przepuszczalności. Dlatego można stosować bardzo drobne piaski, które w istotny sposób poprawiają jakość powierzchni (tj. głębokość chropowatości). Ze względu na wysoki stopień odzysku ekonomicznie jest uzasadnione stosowanie nawet drogich alternatywnych piasków np. piasku cyrkonowego.
Oddziaływanie na środowiskoPonieważ nie ma emisji ze spoiwa, dlatego też nie istnieje konieczność instalowania urządzeń do wychwytywania i oczyszczania gazów. Nagrzewanie masy oraz wstępne nagrzewanie oprzyrządowania powoduje wzrost kosztów energii w porównaniu do innych metod wykonywania rdzeni.
Możliwości zastosowaniaTechnika ta jest stosowana do sporządzania rdzeni dla kokilowego odlewania aluminium w nowych zakładach i w istniejących, po uprzedniej adaptacji automatów do sporządzania rdzeni. Celem dalszych badan jest zaadoptowanie tego spoiwa dla rdzeni przy wykonywaniu odlewów żeliwnych i do sporządzania form.
Aspekty ekonomicznePomimo konieczności nagrzewania oprzyrządowania, technika ta prowadzi do oszczędności kosztów przy wykonywaniu rdzeni, co wynika z mniejszego zużycia świeżego piasku oraz faktu, że nie jest wymagana kosztowna regeneracja termiczna lub składowanie zużytej masy. Oszczędności mogą również wynikać z recyklingu spoiwa. Istotna redukcja kosztów spowodowana jest również faktem, że nie ma potrzeby stosowania instalacji do oczyszczania gazów w celu usunięcia związków organicznych, takich jak aminy i produkty pirolizy, które mogą tworzyć się podczas sporządzania rdzeni i zalewania, stosując spoiwa organiczne.
Zgodnie z przybliżonymi szacunkami zastosowanie tej techniki powoduje redukcję kosztów wykonywania rdzeni o 30 do 50% w porównaniu z procesem cold-box.

Rozdział 6
Powód wdrożeniaIstotna redukcja kosztów.Wyeliminowanie problemu odorów i emisji związków organicznych.
Zakłady referencyjneFoundry VW AG, Hanower, Germany.
Literatura[235, Bischoff, 2003]
Rozdział 6
Rozdział 6
7. WNIOSKI KOŃCOWE
7.1. Harmonogram prac
Pierwsze plenarne spotkanie TGR odbyło się w kwietniu 1999 roku. Jednak, krótko po tym, projekt został odłożony od stycznia 2000 roku z powodu zmiany eksperta prowadzącego w EIPPCB. Prace zostały wznowione w listopadzie 2001 roku. Drugie plenarne spotkanie TGR zostało zorganizowane w styczniu 2002 r. dla zapoznania się ze stanem prac i wnioskami z pierwszego spotkania, biorąc pod uwagę możliwości postępu w tym sektorze. W listopadzie 2002 r. pierwsza wersja robocza BREF została wysłana do TGR do konsultacji. Uzyskane komentarze zostały ocenione i włączone do dokumentu i druga wersja robocza obejmująca propozycje NDT została rozesłana w maju 2003 r. Końcowe spotkanie plenarne TGR zostało zorganizowane w październiku 2003 r.. Po tym spotkaniu była krotka konsultacja odnośnie wniosków końcowych i streszczenie, przed zredagowaniem ostatecznej wersji dokumentu.
7.2. Źródła informacji
Wiele dokumentów zostało nadesłanych przez ośrodki naukowe, władze administracyjne i przemysł stanowiąc bazę informacji dla tego dokumentu. Dokumenty odnośnie NDT z Belgii [110, Vito, 2001] i z przemysłu [32, CAEF, 1997] mogą być uważane jako dokumenty podstawowe. Były one wykorzystane jako punkt wyjścia przy pisaniu rozdziału dotyczącego technik uważanych za NDT (Rozdział 4). Zostały one uzupełnione przez dokumenty NDT przewodniki dobrych praktyk w zakresie środowiska dostarczone z UK, Hiszpanii, Dani i Holandii. Cenne informacje odnośnie szczególnych technik i ich wdrożenia w przykładowych zakładach zostały dostarczone z Niemiec. Przez cały czas realizacji projektu był dobry i konstruktywny kontakt z ekspertami z dziedziny odlewnictwa z centrów naukowych i stowarzyszeń we Francji, Niemczech, Hiszpanii, UK, Finlandii, Belgii, Włoch, Szwecji i Portugalii. Zostały przeprowadzone wizyty na miejscu w Niemczech, Francji, Hiszpanii, Belgii i Polsce. Prowadzone konsultacje dostarczyły sprzężenia zwrotnego od operatorów odlewni, odnośnie możliwości zastosowania i wdrożenia niektórych technik oraz dodatkowych danych eksploatacyjnych. Przez cały czas trwania projektu, szczególną uwagę poświęcono na zaangażowanie nowych krajów wstępujących do Unii Europejskie, które mają dobrze rozwinięty przemysł odlewniczy. Wynikiem tego był aktywny udział Polski, Czech i Węgier , szczególnie w wymianie informacji.
Aby uzyskać lepszy pogląd na temat dostępnych informacji odnośnie emisji i redukcji dioksyn, przedstawiciele przemysłu zorganizowali specjalny workshop we wrześniu 2003 r. W tym workshopie uczestniczyło 30 członków TGR i ekspertów z przemysłu. Spotkanie to dostarczyło dodatkowych danych eksploatacyjnych i użytecznych informacji technicznych.
Większość dokumentów pochodzących z wymiany informacji odnosiła się do odlewni stopów żelaza. Procesy prowadzone w odlewniach metali nieżelaznych były niedostatecznie reprezentowane przez cały okres przygotowywania dokumentu. Niemniej, istniał dobry kontakt z kilkoma ekspertami z dziadziny odlewnictwa, chociaż nie uczestniczyli oni w plenarnych posiedzeniach TGR. Cenne informacje zostały zebrane podczas wizyt w odlewniach metali nieżelaznych w Niemczech, Francji i Belgii. Międzynarodowe Stowarzyszenie Magnezu dostarczyło cennych informacji odnośnie stosowania gazów ochronnych przy topieniu magnezu.
Dane jakościowe zawarte w tym dokumencie wykazują dużą nierównomierność, np. podane w Rozdziale 3 i Rozdziale 4 wielkości poziomów zużycia i emisji wahają się od danych dla
Rozdział 6
sektora w całym kraju, poprzez dane dla kilku przykładowych instalacji do danych dla pojedynczej instalacji.
Dane o emisji dla odlewni metali nieżelaznych są głównie oparte na pojedynczych instalacjach. Dla procesu topienia miedzi i cynku, zostały dostarczone jedynie współczynniki emisji (podane w kg/tonę metalu lub kg/tonę odlewu). Dla procesu topienia magnezu i ołowiu nie zostały dostarczone dane odnośnie poziomów zużycia i emisji. Dal procesów topienia aluminium nie dostarczono danych dotyczących emisji z pieców indukcyjnych obrotowych lub tyglowych. Gdzie to było możliwe podano współczynniki emisji w Rozdziale 3. Jednak brak było wyraźnej korelacji pomiędzy wspomnianymi współczynnikami emisji, a zastosowanymi technikami. Dlatego końcowe wyznaczenie poziomów emisji dla NDT w zakresie metali nieżelaznych było możliwe jedynie dla aluminium.
Ten dokument zawiera informacje odnośnie zapobiegania powstawaniu ścieków i technik ich obróbki. Nie dostarczono danych eksploatacyjnych odnośnie jakości ścieków w zależności od stosowanych metod ich obróbki. Dlatego też nie było możliwe określenie poziomów emisji towarzyszących NDT dla ścieków.
Nie zostały dostarczone informacje dotyczące technik stosowanych do zmniejszenia emisji LZO. Brak informacji odnośnie technik redukcji i związanych z nimi poziomów emisji spowodował, że było niemożliwe sformułowanie końcowych NDT. Techniki stosowane dla redukcji emisji LZO w odniesieniu do procesów nakładania powłok (jakie są stosowane dla form i rdzeni) można znaleźć w BREF Surface Treatment Using Solvents (Obróbka powierzchniowa przy zastosowaniu rozpuszczalników).
Przy omawianiu problemu ponownego wykorzystania pyłów i pozostałości z procesów odlewniczych brak było informacji na temat obróbki lub ponownego wykorzystania pyłów z pieców indukcyjnych, zgarów z topienia aluminium, pyłów z oczyszczania, szlifowania lub usuwania zanieczyszczeń z odlewów, chociaż ponowne wykorzystanie większości tych materiałów we wtórnej produkcji metalu jest możliwe.
Zostały nadesłane opinie prawne z dwóch krajów członkowskich, ale nie są one koniecznie reprezentatywne dla całej Unii Europejskiej. Informacje odnoszące się do przepisów prawnych w tych dwóch krajach można znaleźć po następującymi adresami internetowymi:- Austria: http://www.ris.bka.gv.at/- Niemcy: http://www.bmu.de/de/txt/download/b_taluft/
7.3. Stopień osiągniętego konsensusu
Wnioski zostały uzgodnione na końcowym posiedzeniu w październiku 2003 r., gdzie uzyskano wysoki stopień konsensusu. Przedstawiciele przemysłu wyrazili swoje uwagi do jednego problemu związanego z dioksynami, jak to zostało szczegółowo omówione w Rozdziale 5.2. Poza tym byli oni całkowicie zgodni ze wszystkimi wnioskami odnośnie NDT jakie zostały przedstawione w dokumencie.
Głównym tematem dyskutowanym podczas końcowego spotkania były techniki wychwytywania i oczyszczania gazów odlotowych, minimalizacja emisji niezorganizowanej, redukcja hałasu, rola aspektów środowiskowych przy wyborze technik, poziomy emisji związane z NDT. Ponieważ dla niektórych procesów, głównie z zakresu topienia metali nieżelaznych, uzyskane informacje były niepełne, dlatego nie można było uzgodnić poziomów emisji związanych ze stosowaniem NDT. Podczas spotkania tylko w niewielkim stopniu dyskutowano na temat technik, które są specyficzne dla odlewni metali nieżelaznych, częściowo z powodu braku ekspertów z tej części odlewnictwa.

Rozdział 6
Szczegółowo rozpatrywano zagadnienie decydującej oddziaływania na środowisko przy wyborze pieca do topienia i metod formowania, tak jak to przedstawiono w Rozdziale 4. Osiągnięto ogólna zgodność, że te wybory są złożone i powinny być oparte na przesłankach technicznych i rynkowych. Dlatego to zagadnienie nie zostało wybrane jako NDT.
W dyskusji nad sposobami obróbki gazów odlotowych uzyskano zgodność, że dla większości operacji prowadzonych w odlewniach stopów żelaza zarówno systemy suchego, jak i mokrego odpylania są uznawane jako NDT. Związane z NDT poziomy emisji były oparte na informacjach dostępnych w dokumencie.
Odnośnie redukcji emisji niezorganizowanej i hałasu, przeprowadzona była pewna dyskusja, jej szczegóły zostały przedstawione w Rozdziale 4 i Rozdziale 5. Była ogólna zgodność, aby nie koncentrować się na szczegółowych poziomach hałasu, które byłyby związane z NDT.
7.4. Propozycje przyszłych prac
Wymiana informacji i jej wyniki, tj. niniejszy dokument, stanowią ważny krok naprzód na drodze do osiągnięcia zintegrowanego zapobiegania i kontroli zanieczyszczeń z przemysłu odlewniczego. W przypadku kilku zagadnień posiadane informacje są niepełne i nie pozwalają na wyciągnięcie wniosków odnośnie NDT. W szczególności w przyszłości prace powinny obejmować w bardziej szczegółowy sposób następujące zagadnienia:
- Techniki obniżania ilości lotnych związków organicznych: Emisja LZO jest generowana w wyniku rozkładu termicznego spoiw podczas zalewania, przy nakładaniu powłok ochronnych na rdzenie i formy oraz podczas topienia zanieczyszczonego złomu i stanowi jedno z kluczowych zagadnień środowiskowych w przemyśle odlewniczym. Emisja LZO w odlewni charakteryzuje się dużymi objętościami gazów i małymi ich strumieniami, które stanowią duże obciążenie dla środowiska i mogą powodować emisje nieprzyjemnych zapachów. Istnieje potrzebna uzyskania danych i informacji dotyczących metod stosowanych do skutecznego wychwytywania i oczyszczania gazów odlotowych zawierających lotne związki organiczne z odlewni wraz z poziomami emisji i danymi ekonomicznymi. Stosowanie alternatywnych spoiw i materiałów do powlekania form i rdzeni może okazać się ważnym środkiem zapobiegawczym w tym zakresie i również zasługuje na dalsze badania. Należy gromadzić i prezentować dane z wdrożenia tych technik w przemyśle.
- Oczyszczanie ścieków: Problem obróbki ścieków został w tym dokumencie przedstawiony tylko w sposób opisowy, a dane eksploatacyjne podano tylko dla jednego zakładu. Podstawy tej dyskusji powinny zostać rozszerzone poprzez wymianę informacji o działaniu instalacji do obróbki ścieków i dostarczenie dalszych danych eksploatacyjnych. Przy wyborze mokrych metod oczyszczania gazów jako NDT, należy zgromadzić informacje dotyczące metod dalszej obróbki ścieków oraz uzyskiwane poziomy zanieczyszczenia powierzchni i strumienia odprowadzanych ścieków.
- Topienie metali nieżelaznych: Dyskusja na temat topienia metali nieżelaznych jest oparta na topieniu czystych wlewków i czystych materiałów zwrotnych. Na tej podstawie przyjęto niskie poziomy emisji. Istnieje potrzeba zdobycia bardziej wyczerpujących informacji na temat zarówno emisji ukierunkowanych, jak i niezorganizowanych (np. metali, związków organicznych) z wytopu metali nieżelaznych w odlewniach. Powinno się to opierać na praktyce eksploatacji i znajdować wyraz zarówno w formie poziomu emisji (masa/objętość gazów odlotowych), jak i wartości przepływu (masa/wydajność metalu lub odlewów).
- Dane ekonomiczne dotyczące technik NDT: Brakuje informacji ekonomicznych dla wielu technik przedstawionych w rozdziale 4. Informacje te powinny być zebrane przez

Rozdział 6
przemysł i kraje członkowskie z projektów zajmujących się wdrażaniem przedstawionych technik.
- Wydajność energetyczna: W tym dokumencie podano przykłady technik stosowanych dla odzysku ciepła z pieca indukcyjnego i z żeliwiaka. Istnieje potrzeba uzyskania dalszych przykładów systemów odzysku ciepła, wraz z danymi eksploatacyjnymi. Powinny być gromadzone informacje dotyczące zużycia energii i strat energii dla wszystkich typów pieców, w odniesieniu do technik powodujących wzrost wydajności energetycznej. Może to pozwolić na określenie poziomów zużycia energii przy topieniu metali, związanych z NDT.
7.5. Sugerowane tematy projektów badawczo-rozwojowych
Wymiana informacji unaoczniła również niektóre obszary, w których można by uzyskać dodatkową przydatną wiedzę z projektów badawczo-rozwojowych. Wiążą się one z następującymi tematami:
- Monitorowanie i redukcja ilości dioksyn: Aby było możliwe pełne wdrożenie pierwotnych metod zapobiegania tworzeniu się dioksan, istnieje potrzeba lepszego zrozumienia wpływu parametrów procesu na powstawanie dioksyn. Wymaga to monitorowania emisji dioksyn dla różnych instalacji i w zróżnicowanych warunkach. Ponadto istnieje potrzeba przeprowadzenia badań dotyczących wykorzystania i skuteczności metod wtórnych w zmniejszaniu ilości dioksyn w przemyśle odlewniczym. Metody wtórne (np. wdmuchiwanie dodatków, odpylanie katalityczne na filtrach workowych) zostały wdrożone w innych gałęziach przemysłu (np. stalownictwo, spalanie odpadów, produkcja metali nieżelaznych), ale jest bardzo mało informacji i danych doświadczalnych z wdrażenia tych metod w odlewniach oraz o problemach jakie mogą tu wystąpić.
- Emisje rtęci: Emisje kominowe metali są głównie związane z pyłem. Dlatego też minimalizacja emisji pyłów, tak jak to przedstawiono w BREF, będzie skutkować minimalną emisją metali. Jest to słuszne dla wszystkich metali występujących w przemyśle odlewniczym, poza rtęcią. Wysoka lotność rtęci może spowodować emisje gazowe, które nie są związane z pyłem. Mając na względzie wdrożenie europejskiej polityki dotyczącej emisji rtęci, istnieje potrzeba przeprowadzenia badań nad emisją rtęci z procesów wytapiania ogółem oraz z odlewni (metali nieżelaznych) w szczególności
- Palniki tlenowo-paliwowe i ich zastosowanie w żeliwiakach: Zastosowanie palników tlenowych w żeliwiakach zostało opisane w Rozdziale 4.2.1.10. Ta technika wykazała pewne korzyści dla środowiska. Przy wdrażaniu tej techniki napotyka się na trudności, ale zakres jej stosowania rozszerza się. TGR doniosła, iż w wyniku prowadzonych na bieżąco badań wynaleziono nowe zastosowania. Jest jeszcze miejsce dla dalszych badań i rozwoju, celem doprowadzenia tej techniki do takiego poziomu rozwoju, który umożliwiłby jej dalsze wdrożenie.
- Alternatywne gazy dla SF6 w topieniu magnezu: Są opracowywane i z sukcesem testowane alternatywne gazy ochronne zastępujące SF6 takie jak HFC-134a i Novec612, wraz z pewnymi przemysłowymi zastosowaniami. Te gazy mogą stanowić alternatywę dla zastępowania SO2. Konieczne są dalsze projekty badawcze, które dostarczyłyby wiedzy odnośnie właściwości ochronnych, zachowania się podczas rozkładu oraz modelu emisji tych związków. To powinno pozwolić na wyraźniejsze wskazanie możliwości zastosowania w warunkach przemysłowych.
Unia Europejska inicjuje i wspiera w swoich programach badawczo-rozwojowych projekty dotyczące czystych technologii, technologii obróbki i recyklingu oraz strategii zarządzania. Potencjalnie projekty te powinny dostarczyć informacji użytecznych przy przygotowywaniu
Rozdział 6
w przyszłości przeglądu BREF. Dlatego też czytelnicy proszeni są o przekazywanie do EIPPCB informacji o wynikach badań naukowych, które dotyczą zagadnień ujętych w tym dokumencie (por. również wstęp do tego dokumentu).





























