Embed Size (px)
DESCRIPTION
gb
Citation preview

7/17/2019 Nbt 47008-2010
http://slidepdf.com/reader/full/nbt-47008-2010- 1/14
lCS n 140 85
J 32
华 人 民 共 和 国 行 标 准
NB T
47008-2010
Srr 4726
)
替 4726-- 2000
承 压 设 备 用 碳 素 钢 和 合 金 钢 锻
Carbon and alloy steel forgings for pressure equipments
2 1 8 2 7
发 布
2 1 1 2 1 5
实 施
家 能 源 局 布

7/17/2019 Nbt 47008-2010
http://slidepdf.com/reader/full/nbt-47008-2010- 2/14
NB T
JB/T 4726)
目
8 .......…………………………..….,.....^…..............,………................…….........………....... ........… ..........5
1 范 罔 … . . . . . . . . . . … … . . . . . … … … … … . . . . . . , . . . . . . . . . . . . . . … … … . . . . . . . . . . . . . . . . . . . . … . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . , . . . … … … . . . . …
2 规 范 性 引 用 文 件 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . … . . . . . . . . . . . . … … … … · … . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . … … … · 川 … … . 7
3 术 语 和 定 义 … … · … … … … , … , , 咱 … … … 唯 …
4 订 货 内 容 … … … … … … … … … … . . . … … . . . . . … . . . … … . . . . . , . . . . . . . . . . . . . . . . . … . . . . . . . . . … . . . , . . … . . 哺 . . . . . . . … . . . . . . . . . . , … 9
5 技 术 要 求 … … . . . . . . . … … . . . . . . . . . . . . . . . . . . . … . . . . . . …
… … … … … …
6
试 验 方 法 … … … … … 噜 … … …
… … … … … … … … … … …
7 检 验 规 则 … … … … … … … … … · … … … , … … … …
8
标 志 和 质 量 证 明 书 … . . . . . . . . . . . . . . . … . . , . . . . . . . … … . . . . . . . . . . . . . . . . . . . . . . . . . . . . . … . . . . . . . . … . . . . . . . . . … ‘ … . . . . . . . … . . . . . . . … …
附 录
规 范 性 附 录 附 加 要 求 … … … … … … … … . . 1 6
1

7/17/2019 Nbt 47008-2010
http://slidepdf.com/reader/full/nbt-47008-2010- 3/14
NB T 47008--2010 JB/T 4726
目 吕
本 标 准 与 4 7 2 6 2 0 0 0 相 比 ,
主 要 变 化 如 F :
二 句 适 用 范 围 中 的 设 计 压 力 由 不 大 f 3 5 M P a 提 高 到 小 于 1 0 0 M P a ;
~ 一 一 增 加 了 2 0 M n N i M o 1 5 N i C u M o N b
1 2 C r 2 M o 1 V 1 2 C r 3 M o l V
和 OCr9Mo 1VNb J î 个 钢
与 一 一 降 低 了 大 部 分 钢 号 的 磷 、 硫 含 量
→ 二 一 对 和 1 6 M n 两 个 钢 号 的 锻 件 . 增 列 公 称 厚 度 小 于 或 等 于 1 0 0 m m 的 拉 伸 性 能 指 标 ;
一 一 提 高 了
1 5 C r M o
和
M o V
钢 锻 件 的 强 度 指 标 ;
… 一 → 提 高 了 所 有 钢 锻 件 的 冲 击 功 指 标
→ 一 一 明 确 了 级 锻 件 仅 适 用 于 公 称 厚 度 小 于 或 等 于 1 0 0 m m 的 和 1 6 M n 二 个 钢 号
本 标 准 的 附 录 A 为 规 范 性 附 录
本 标 准 由 全 国 锅 炉 压 力 容 器 标 准 化 技 术 委 员 会
SAC/TC 262
提 出 并 归
c
本 标 准 起 草 单 位 : 合 肥 通 用 机 械 研 究 院 、 中 国 通 用 机 械 工 程 总 公 司 、 中 国 特 种 设 备 检 测 研 究 院 、
中 国 第 → 重 型 机 械 集 团 、 安 徽 省 质 量 技 术 监 督 局 、 丁 海 发 电 设 备 成 套 设 计 研 究 院 、 无 锡 市 法 丁 子 : 锻 造
自 限 公 司 、 江 阴 方 圆 环 锻 法 兰 有 限 公 司 、
卒 , 标 准 起 草 人 : 章 小 浒 、 秦 晓 钟 、 张 勇 、 杨 国 义 、 张 文 辉 、 张 瑞 、 滕 明 德 、 叶 建 平 、 陈 志 伟 、
赵 元 忠 。
本 标 准 由 全 国 锅 炉 压 力 容 器 标 准 化 技 术 委 员 会 SAC/TC 262 负 责 解 释 。
本 标 准 所 代 替 标 准 的 历 次 版 卒 发 布 情 况 为
JB 4726 1994;
一 一 J B 4 7 2 6
2 0 0 0
5

7/17/2019 Nbt 47008-2010
http://slidepdf.com/reader/full/nbt-47008-2010- 4/14
NB/T 47008-2010
JB/T 4726)
承 压 设 备 用 碳 素 钢 和 合 金 钢 锻 件
1 范 围
本 保 准 规 定 了 承 压 设 备 用 碳 素 钢 和 合 金 钢 锻 件 的 技 术 要 求 、 试 验 方 法 及 检 验 规 则 等 。
本 标 准 适 用 于 设 计 温 度 不 低 于 一
C 、 设 计 压 力 小 于
1 M P a 的 承 压 设 备 用 碳 素 钢 和 合 金 钢 锻 件 。
2
规 范 性 引 用 文 件
F 列 文 件 对 于 本 文 件 的 应 用 是 必 不 可 少 的 凡 是 注 日 期 的 引 用 文 件 , 仅 注 H 期 的 版 本 适 用 于 本
文 件
凡 是 不 注 日 期 的 引 用 文 件 , 真 最 新 版 本 包 括 所 有 的 修 改 单 适 用 于 本 文 件 。
GB T 222 • 2006
GR T 223
GB
T 228
GBIT
GB/T 23 1 1
GB/T 4336
GB T 4338
GB f
6394
GB/T 10561
GB/T 20066
T
473 3
钢 的 成 品 化 学 成 分 允 许 偏 差
钢 铁 及 合 金 化 学 分 析 方 法
金 属 材 料 室 温 拉 伸 试 验 方 法 I S O 6892: 1998
E))
金 属 材 料 夏 比 摆 锤 冲 击 试 验 方 法 ISO 148-1 :2006 )
金 属 材 料 布 氏 硬 度 试 验 第 部 分 : 试 验 方 法 1S0 6506-
1:
2005 )
碳 素 钢 和 中 低 合 金 钢 火 花 源 原 子 发 射 光 谱 分 析 方 法 常 规 法
金 属 材 料 高 温 拉 伸 试 验 方 法 783:1999)
金 属 平 均 晶 粒 度 测 定 法 ASTM E112:1996)
钢 中 非 金 属 夹 杂 物 含 量 的 测 定 一 标 准 评 级 图 显 微 检 验 法
( 1S0 4967: 1998 )
钢 和 铁 化 学 成 分 测 定 用 试 样 的 取 样 和 制 样 方 法 I S 14284:1996)
承 压 设 备 无 损 检 测 第 部 分 超 声 检 测
3
术 语 和 定 义
本 标 准 采 用 下 列 术 语 和 定 义 。
3
1
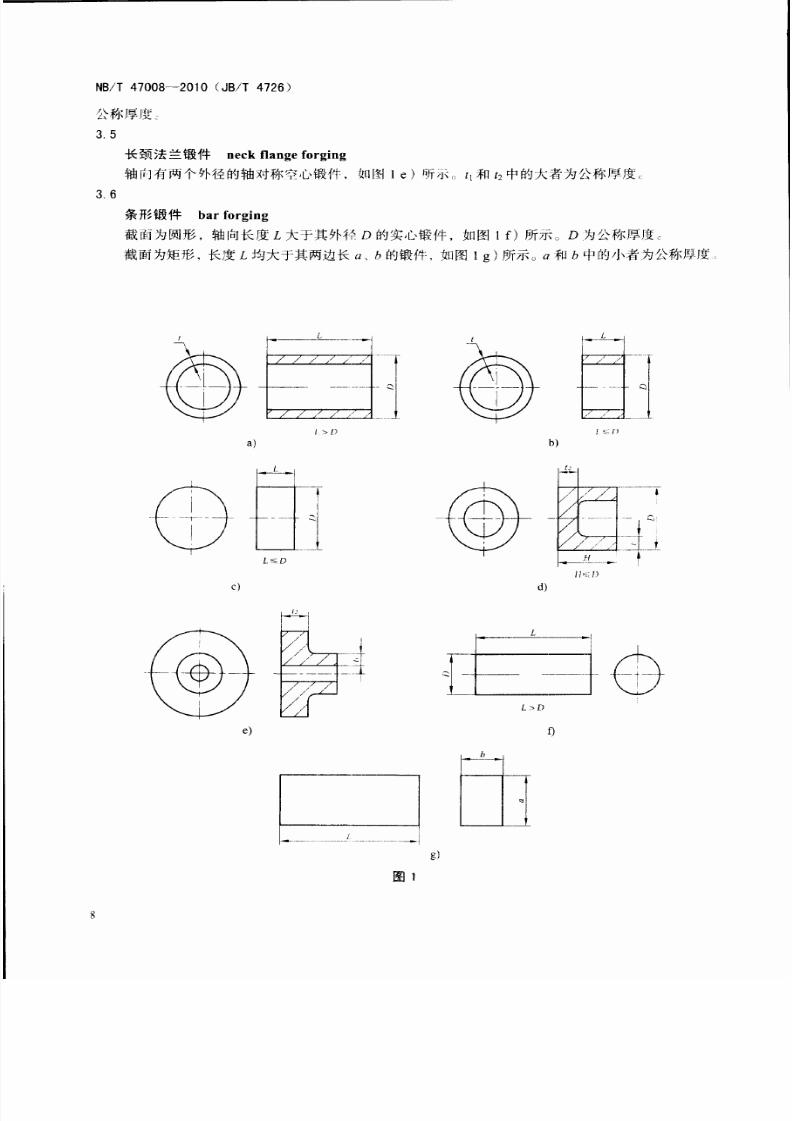
筒 形 锻 件 hollow forgiog
轴 向 设 度
L
大 于 其 外 径 D
的 轴 对 称 空 心 锻 件 , 如 图
所 示 。
为 公 称 厚 度 。
3
环 形 锻 件 riog forging
3
3
轴 向 长 度 小 于 或 等 于 其 外 径 D 的 轴 对 称 空 心 锻 件 , 如 图 所 示 。 和
中 的 小 者 为 公 称 厚 度 。
饼 形 锻 件 disk forging
铀 向 长 度 小 于 或 等 于 其 外 径 D 的 轴 时 称 实 心 锻 件 , 如 图 所 示 为 公 称 厚 度 。
3.4
碗 形 锻 件 bowl forging
截 面 主 : 凹 形 且 高 度 H 小 于 或 等 于 其 外 径
D 的 轴 对 称 锻 件 , 如 图
所 示 和 中 的 大 者 为
7
7/17/2019 Nbt 47008-2010
http://slidepdf.com/reader/full/nbt-47008-2010- 5/14
NB T 4 7 0 0 8 2 0 1 0 JB/T 4726)
公 柏 厚 度
3.
5
长 颈 法 兰 锻 件 neck flange forging
轴 向 有 两 个 外 径 的 轴 对 称 专 心 锻 件 , 如
割
e
听 心 。
和
中 的 大 者 为 公 称 厚 度
3 6
条 形 锻 件 bar forging
截 因 为 [ 畸 形 , 轴 向 长 度
L 大 于 其 外 科 D
的 实 心 锻 件 , 如 图 f 所 示 。 D 为 公 称 厚 度
截 因 为 矩 形 , 长 厦
L 均 大 于 其 两 边 长 正
的 锻 件 如 图
所 示 。 和
中 的 小 者 为 公 称 厚 度
L
一 … 一 什
/
Q
a
1 ,:
J
/ •\
1 1
/
I
三
J)
d
AU
g
图
L D

7/17/2019 Nbt 47008-2010
http://slidepdf.com/reader/full/nbt-47008-2010- 6/14
NB/T
JB/T 4726
4
订 货 内 容
4
需 方 应 在 订 货 合 同 上 注 明 本 标 准 编 号 、 钢 号 、 锻 件 级 别 、 供 货 状 态 和 数 量 等 要 求 二
需 方 应 提 供 订 货 图 样
4. 3
采 用 本 标 准 附 录 A
规 范 性 附 录 的 附 加 要 求 以 及 超 出 或 高 于 本 标 准 规 定 的 其 他 要 求 . 需 方
均 应 在 订 货 合 同 中 在 明
5
技 术 要 求
5
1 冶 炼 方 法
锻 牛 用 钢 应 采 用 电 炉 或 氧 气 转 炉 冶 炼 的 镇 静 钢
经 供 需 双 方 协 商 , 可 采 用 电 渣 重 熔 炉 外 精 炼
等 冶 炼 方 法 ,
5
2
学 成
5. 2.
1 锻 件 用 钢 的 化 学 成 分 熔 炼 分 析 应 符 合 表
的 规 定 。
5. 2. 2
根 据 需 方 要 求 , 并 在 合 同 中 注 明
和
1 6 M n 钢
含 量 可 为 p : : ζ
2 5 1 7 S : : : : : 0 0 1 5
9

7/17/2019 Nbt 47008-2010
http://slidepdf.com/reader/full/nbt-47008-2010- 7/14
\ 4 h z o o m f l l N O
。 』 ∞ \ 叫 品 叫
τ
丁
M
n
C
M
1
L
叮
丁
P
l
:
|
i
一
l
豆
O
另
一
l
一
I
-
一
i
一
1
O
「
一
L
二
E
一
l
O阴
,
0
2
一
二
一
」
一
口
且
三
3
千
上
二
i
l
w
可
i
i
7
7
1
7
;
卡
1
t
i
l
I
-
一
i
t
k
i
U
U
古
往
|
运
-
I
三
I
0
5
可
l
古
l
h
0
5
l
l
l
川
:
:
表
L
二
一
;
'
f
U
巳
二
十
J
S
,
0
0
f
2
i
J
,
0
0
1
O
9
M
o
1
V
N
b
1
C
2
M
o
V
卜
1
C
3
M
o
V
1
C
2
M
1
C
M
o

7/17/2019 Nbt 47008-2010
http://slidepdf.com/reader/full/nbt-47008-2010- 8/14
NB T 47008--2010 JB/T 4726)
5 2 3 需 方 可 进 抒 成 品 分 析 , 分 析 结 果 与 表 规 定 值 的 允 许 偏 差 应 符 合
G B / T
的 规 定 。
表 rj
::r
运 0 . 0 2 0 的 钢 号 , 其 允 许 正 偏 差 为 0 . 0 0 3 ; 0 . 0 1 2 的 钢 号 , 其 允 许 偏 差 为 0 . 0 0 2
5 3 锻 造
5.3.
1
锻 造 使 用 的 钢 镜 、 钢 坯 或 轧 材 应 有 熔 炼 单 位 的 质 量 证 明 书 。
5 3 2
锻 造 使 用 的 钢 链 头 尾 应 有 足 够 的 切 除 量 , 以 确 保 锻 件 无 缩 孔 及 严 重 偏 析 等 缺 陷
5 3 3 采 用 钢 绽 或 钢 坯 锻 造 时 , 锻 件 主 截 面 部 分 的 锻 造 比 不 得 小 于
电 渣 重 熔 钢 不 得 小 2
采 用 轧 材 锻 造 时 , 锻 件 主 截 面 部 分 的 锻 造 比 不 得 小 于 1
5 3 4
锻 件 应 在 压 机 、 锻 锤 或 轧 机 t
经 热 加
r 成 形 , 整 个 截 面 上 的 金 属 应 锻 透 , 并 宜 锻 至 接 近 成
品 零 件 的 形 状 和 尺 寸 〈
5.4 锻 件 级 别
锻 件 分 为 、 阿 四 个 级 别 每 个 级 别 的 检 验 项 目 按 表 的 规 定 。
级 锻 件 仅 适 用 于 公
称 厚 度 小 于 或 等 于
I O O m m
的
和
1 6 M n
钢 锻 件
表
验 项
硬 度 H B W
拉 伸 和 冲 击 K V
拉 伸 和 冲 击
K V
超 声 检 测
拉 伸 和 冲 击 K V
超 声 检 测
验 量
逐 件 检 验
同 冶 炼 炉 号 、 同 炉 热 处 理 的 错 件
组 成 一 批 , 每 批 抽 检 → 件
逐 件 检 验
逐 件 检 验
逐 件 检 验
W
5
5
热 处 理
锻 件 应 按 表 中 规 定 的 热 处 理 状 态 交 货
如 供 方 需 改 变 热 处 理 状 态 时 , 应 征 得 需 方 同 意 。 讯 处
理 状 态 的 代 号 为 N 一 一 火 、 Q 一 一 一 悴 火 、 T 一 - m J
火
5
6 力 学 性 能
5.6. 1 级 锻 件 的 硬 度 值 应 符 合 表 的 规 定 。 去 中 硬 度 值 系 次 测 定 结 果 算 术 平 均 值 的 合 格 范
其 单 个 在 [ 均 不 得 超 过 表 中 规 定 范 围 的
l O H B W
5 6 2 J 、 固 和 N 级 锻 件 的 拉 伸 和 冲 击 唯 能 应 符 合 表 的 规 定 。 表 中 冲 击 功 为 个 试 样 试 验 结 果
的 算 术 平 均 值 , 允 许
个 试 样 的 冲 击 功 低 于 规 定 值 啕 但 不 得 低 于 规 定 值 的
7 0 0
5 6 3 根 据 需 方 要 求 , 并 在 合 同 中 注 明 1 6 M n 和 2 0 M n M o 钢 锻 件 可 进 行
- 2 0 . C
冲 击 试 验 , 代
替 表 中 的 。 ℃ 冲 击 试 验 , - 2 0 . C 冲 击 功 指 标 仍 按 表 的 规 定 。

7/17/2019 Nbt 47008-2010
http://slidepdf.com/reader/full/nbt-47008-2010- 9/14
NB T 470138 2010 JB/T 4726)
铜 号
20
公 称 厚 度
热 处 理
状 态
表
l J J
二
l l τ
小 于
205
24
24
24
18
18
; 但
j
一
4
卜
4
J \
← ? 三 「 h J J 川 J F i 仁 : | 工 l T L J -
l J
川
; h
古
i j j j j
了 一 →
F I 主 主 j
l h ~ B ~ h l 7JJ
J γ
牛 王 L i J ;
二 寸
~
t t t J J
斗 一 土 U 王 一 … γ : ~ ~ l 9 I 8 I J ~ ~ l

7/17/2019 Nbt 47008-2010
http://slidepdf.com/reader/full/nbt-47008-2010- 10/14
NB T
4 7 0 0 8
2 0 1 0
JB/T 4726)
5 7 外 观 质 量
5.7.
1
锻 件 经 外 观 检 查 , 应 元 肉 眼 可 见 的 裂 纹 、 夹 层 、 折 叠 、 夹 渣 等 有 害 缺 陷 。 如 有 缺 陷 , 允 许
清 除 , 但 修 磨 部 分 应 圆 滑 过 渡 , 清 除 深 度 应 符 合 以
F
规 定 :
a 当 缺 陷 存 在 于 非 机 械 加 工 表 面 , 清 除 深 度 不 应 超 过 该 处 公 称 尺 寸 下 偏 差
b
当 缺 陷 存 在 于 机 械 加 工 表 面 , 清 除 深 度 不 应 超 过 该 处 余 量 的 7 5
5.7.2
锻 件 形 状 、 尺 寸 和 表 面 质 量 应 满 足 订 货 图 样 的 要 求 。
5 8 内 部 缺 陷
5.8.1
锻 件 应 保 证 不 存 在 自 点 。
5.8.2 用 超 声 检 测 锻 件 内 部 缺 陷 , 锻 件 的 超 声 检 测 质 量 等 级 按 表 的 规 定
表
锻 类
超 声 检 测 质 量 等 级
一
石 正 面 底 披 降 低 王 一
密 集 区 缺 陷
筒 形
锻 件
用 于 筒 节
用 于 筒 体 端 部 法 兰
一 一 L 一 一 L II
一 J L 一 _ _ 一 一 卫
L
一 一 」 J L
环 形 锻
Il
I I
一 1 → 一
十
饼 形
公 称 厚 度 , , ;
200mm
Ifl
III
III
锻 件
公 称 厚 度 > 2 0 0 m m
V
; 二 上 二 七
形 锻
III
报
法
长
一
f
一 十
1
→ 一 卜
5 埠 补
5 . 9 . 1 3 5
和 3 5 C r M o
钢 锻 件 不 允 许 焊 补 , 其 他 钢 号 锻 件 允 许 进 行 焊 补 。
5 9 2 允 许 焊 补 的 部 位 、 深 度 和 面 积 , 焊 补 所 采 用 的 焊 材 、 焊 接 工 艺 参 数 , 对 焊 工 资 格 的 要 求 ,
焊 扑 前 后 的 无 损 检 测 方 法 和 合 格 等 级 等 事 项 由 供 需 双 方 商 定 。
5 9 3 供 方 应 向 需 提 供 锻 件 焊 补 的 部 位 、 深 度 和 面 积 的 简 图 , 焊 接 材 料 、 焊 接 E 艺 参 数 及 龙 损
枪 测 的 报 告 、
6
试 验 方 法
6 1 化 学 分 析
化 学 分 析 应 按 G B / T
或 G B / T 4 3 3 6 的 规 定 。 仲 裁 试 验 应 按 G B / T
的 规 定
6
2
硬 度 试 验
硬 度 试 验 应 按
G B / T 的 规 定
根 据 需 要 也 可 用 其 他 方 法 测 定
6
3 拉 伸 试 验
拉 伸 试 验 应 按 G B / T
的 规 定 。
申 击 试 验
冲 击 试 验 应 按 G B / 丁 的 规 定 。
6 5
超 声 检 测
超 声 险 测 应 按 J B / T 4 7 3 0 3 的 规 定
13

7/17/2019 Nbt 47008-2010
http://slidepdf.com/reader/full/nbt-47008-2010- 11/14
NB/T
47008--2010 JB/T 4726
锻 件 ; ì z 由 供 方 检 验 部 门 按 订 货 合 同
庄 村 检 验
化 学 分 析 用 的 试 样 按 2 0 0 6 6
的 现 注 : 制 取 每 冶 炼 炉 号 取
个 试 样 。
伸 和 冲 击 试 样 取 样 规 则
] 良 样 数 量
7 3 1 1
热 处 理 单 件 重 量 小 于 或 等 于
3 5 0 0 k g
的 锻 件 取 一 组 试 样 (
个 拉 伸 、 个 时 忐 。
7.3. 1 2
热 处 理 单 件 重 量 大 于 3 5 0 0 k g 的 锻 件 取 两 组 试 样 ( 每 组 个 拉 伸 、 个 冲 击 , 两 组 试 柏 位
置 | 间 隔
l S O O
, 如 锻 件 长 度 大 于 直 径 的 1 .
古 时 , 则 但 在 锻 件 两 端 各 取
组 试 样 。
良 样 厅 向
锻 件 ( 不 ~ ~ 条 形 ) 宜 取 切 向 试 样 , ~ 1 才 能 制 取 切 [ í 式 样 时 , 则 取 纵 向 或 径 向 试 样 。 条 在 锻 作 白 :
取 纵 I ~ J J 式 样 。
良 样 部 位
简 形 锻 件 和 环 形 锻 件 的 试 样 但 取 锻 件 的 端 部 , 从 壁 厚 的 1 / 处 取 样 , 见 图 和 图 h
7 3 3 2 饼 形 锻 件 的 试 样 应 取 自 锻 件 的 端 部 , 饼 形 眼 件 直 径 小 于 或 等 于 3 5 0 m m 外 缘 取 样 ‘ 庄
任 大 3 5 0 m m 时 从 距 边 缘 等 于 或 大 于
2 0 m m
处 向 型 取 样 , 见 图 c
7.3.3.3 碗 形 锻 件 的 试 样 应 在 锻 件 的 开 门 端 , 从 壁 厚 的 处 取 样 , 见 图 d
7.3.3.4 长 硕 法 兰 锻 件 的 试 样 但 在 锻 件 公 称 厚 度 部 位 1 f P . 外 缘 等 于 或 大 于 2 0 m m
处
r t i
堕 ( 式 、 分 烧
肉 表 I r J ] 外 ) 取 样 , 见 罔
条 形 锻 件 的 试 样 应 取 自 锻 件 的 端 部 , 人 人 距 表 由 1 /
公 称 厚 度 处 取 样 。
7.
3. 3.
6
除
级 锻 件 外 , 锻 件 的
学 性 能
式 样 也 可 从 同 批 号 单 独 锻 成 的 检 验 锻 好 ~
制 取
检 ~ ~ ; 锻
卦
但
锻 件 有 相 同 的 锻 造 工 艺 、 锻 造 比 , 公 称 厚 度 山 等 于 或 大 于 锻 件 的 公 称 厚 度 ‘
r i l J
炉 热 处 理
检 验 规 则
7.3.1
7.3.2
7
7 1
7.2
7.3
7.3.3
7.3.3. 1
7.3.3. 5
? 川
/
/
AJ i
D>3S0mm
?
hu
a
e
红
试 样 取 样 部
一 一 一 两 组 Ì : 飞 样
样 部 作
图
14

7/17/2019 Nbt 47008-2010
http://slidepdf.com/reader/full/nbt-47008-2010- 12/14
NB/T 47008-2010 JB/T 4726)
7 3 4
7.3.4. 1
拉 伸 试 样 应 采 用
G B / T
中 的
R 4
号 d
= lO
mm
Lo 5 0 m m 试 样 。 如 受 取 样 尺 寸 限 制 .
根 据 供 需 双 方 协 议 , 亦 可 采 用
G B / T
中 的 R 7 号 =
5mm.
Lo
2 5 m m
试 样 。
7 3 4 2
冲 击 试 样 应 采 用
G B / T
中 的 标 准 尺 寸 夏 比
V
型 缺 口 试 样 。
7.4 以 硬 度 为 验 收 依 据 的
级 锻 件 . 在 锻 件 的 表 面 进 行 试 验 。
7
重 验
7.5.
1
需 方 需 要 复 验 时 , 供 方 庇 提 供 需 方 复 验 的 试 料 , 需 方 在 收 到 锻 件 之 日 起
个 月 内 为 复 验 有
效 期 。
7. 5.
2
拉 伸 试 验 不 合 格 时 , 可 从 被 检 验 锻 件 原 取 样 部 位 附 近 再 取 个 拉 伸 试 样 进 行 复 验 , 复 验 结
果 的 所 有 数 据 均 应 符 合 表
的 规 定 。
7 5 3 冲 击 试 验 不 合 格 时 , 可 从 被 检 验 锻 件 原 取 样 部 位 附 近 再 取
个 冲 击 试 样 进 行 复 验 , 合 格 条
件 为 前 后 两 组 共 个 试 样 的 试 验 数 据 算 术 平 均 值 不 得 低 于 表
的 规 定 , 允 许 有
个 试 验 数 据 低 于 规
定 值 , 其 中 低 于 规 定 值 7 0 的 数 据 只 允 许 有 个 。
7. 5. 4 当 力 学 性 能 试 验 或 复 验 不 合 格 时 , 允 许 对 该 批 件 锻 件 重 新 热 处 理 后 进 行 检 验 , 重 新
热 处 理 | 拘 次 数 不 得 超 过 次 回 火 次 数 不 计 。
8 标 志 和 质 量 证 明 书
8
1
标 志 Ì J . 打 印 在 锻 件 的 明 显 部 位 或 需 方 指 定 的 部 位 , 打 印 标 志 位 置 和 方 式 店 不 影 响 锻 件 的 最 终
使 用 叶 小 型 锻 件 . 可 在 包 装 箱 主 贴 标 志 。
8. 2
按 本 标 准 检 验 合 格 交 货 的 锻 件 应 有 下 列 标 志 :
a 锻 件 制 造 厂 名 或 代 号 ;
标 准 编 号 ;
c 钢 号 ;
锻 件 级 别 ;
批 号
8 3
锻 件 交 货 时 , 应 附 有 质 量 证 明 书 , 再 内 容 包 括 :
锻 件 制 造 厂 名 ;
b
订 货 合 同 号 ;
标 准 编 号 、 钢 号 、 锻 件 级 别 、 批 号 、 锻 件 数 量 ;
d
各 项 检 验 结 果 , 检 验 单 位 和 检 验 人 员 签 章 ;
e 热 处 理 曲 线 图 复 印 件 ;
合 同 t 所 规 定 的 特 殊 要 求 的 检 验 结 果 。
5

7/17/2019 Nbt 47008-2010
http://slidepdf.com/reader/full/nbt-47008-2010- 13/14
NB/T
47008-2010
CJB/T 4726
附 A
规 范 性 附 录
附 要 求
丰 要 求 仅 ~ 需 方 在 订 货 合 同 中 规 定 时 寸 执 , 可 采 用 其 中 的 → 项 或 几 项 . 附 加 要 求 的 细 则 由 供
需 ; 叹 厅 阵 定
A 力 学 性 能 试 样 坯 料 的 模 拟 焊 后 热 处 理
试 验 前 专 部 试 样 坯 料 盖 在 低 于 二 向 界 温 度 进 f j
{ 穴 或 多 次 热 处 理 , 目 的 是 模 拟 锻 件 在 随 后 容 器
制 造 过 在 中 将 要 经 受 的 焊 后 热 处 理 或 其 他 热 处 理 方 山 向 供 方 提 供 详 细 的 热 处 理 规 范 要 求 . 包 指
温 度 、 且 时 间 和 冷 却 速 度 等
A 2 采 用 热 缓 冲 环 或 环 段 进 行 热 处 理
锻 件 热 处 理 前 , 将 截 面 至 少 为 x 为 锻 件 的 公 称 厚 度 的 热 缓 冲 环 或 截 曲
至 少 为 川 、
长 度 王 少 为 的 环 段 的 边 缘 焊 接 在 锻 件 的 取 样 端 卡 , 热 缓 冲 环 或 环 段 采 用 焊 接 性 良 好 的 碳 素 钢 或 低
合 金 钢
锻 件 热 处 理 后 切 除 热 缓 冲 坷 ; 或 环 段 , 试 样 取 自 锻 件 上 被 热 缓 冲 环 或 环 段 所 热 缓 冲 的 区 域
吗 采 用 热 缓 冲 环 段 时 , 试 样 应 取 自 锻 件 、 付 句 r 热 缓 冲 环 段 中 间 弧 长 F 的 部 位
试 样 位 置 If
U
锻 件 的 热 缓 冲 面 至 少 1 3 m m , 距 锻 件 的 热 处 到 表 的 世
A
3
高 温 拉 伸 试 验
去
叫 钢 号 的
m 级 或
级 锻 件 叮 附 加 高 温 伸 试 验 . 试 验 温 度 在 合 同 中
二 日 月 , 锻 件 的 自 m
服 强 度 值 守 合 表 A I 的 规 定 。 高 温 扣 伸 试 验 厅 由 于 在 G B / T 4 3 3 8 规
A 4 晶 粒 度 的 测 定
锻 件 的 品 粒 度 合 格 级 别 由 供 需 商 屯 品 粒 度 的 测 定 厅 法 应 按 G B / T 6 3 9 4 的 规 定
A 5
非 金 属 夹 杂 物 的 检 验
锻 件 的 非 金 属 夹 杂 物 合 格 级 另
由 供 需 叹 厅 商 定 川 非 金 属 夹 杂 物 的 检 验 方 法 山 按
G B / T
1 0 5 6 1
的
规 屯
6

7/17/2019 Nbt 47008-2010
http://slidepdf.com/reader/full/nbt-47008-2010- 14/14
NB T 4 7 8 一 一 CJB T 4726)
表
公 称 厚 度
在 下 列 温 度
下 的
R.
L
. MPa
不 小 于
m
,; 300
「 一 → ←
200
305
250 300
295
285
20MnMo
平
J ;
4 : :
二 二 f f
f l
丑 三 十
← J 土 工 圣 王 一 旦 二 王
~ r M O 二 三 } \ 卢 二 二
200
220
← 一 一 一 一 一 一 一 → 一 一 一 → 一 一 一 一 一 斗 一 一 一 一 一 一 ← 一 一 一
300 500
210
一 一 一 一 十 二 三 王 厂 一 「 十 一 → 二
12CdMol
丁 元 汇 石 寸 一 丁 二 十
→ → 一 一 寸 → 一 三 ; 再 一 r = ~ 一 ↑ 十
12Cr2 \1ol \
卜 → 三 三 J 寸 二 十 寸 十 二 十 ←
350
275
260
250
370
370
370
350
335
335
190
180
200
190
210
200
245
240
355
350
→ 一 一 寸 z ; 再 r = r 二 二 丁
t2Cr3Mo
lV
卜 丁 瓦
1 - -
寸 寸 一 →
350
J
丁
: 扫 一 针
235
Z
下 工 二
355 335
355
335
一
355
335
335
315
320
295
3 2 0 - 1 丁 9 5 - 1 - - - . -
180 170
6
170
160 15
19
180 17
:: :
仨 H L
215
215
350
340 3 : ~ 5
---
: : 汁 : :
32
斗
345
335
320
17





























