Embed Size (px)
Citation preview

INSERT
43
FeaturesRBEX SPMT 120408 RBEX
Adopts helical cutting edgeStronger insert (Thickness of RBEX 50: 4.76mm 5.56mm)
Flat contact face in Triangular Pocket (Patent Application)Strong clamping via high tensile screw with wide and large screw head.
Strong clamping with a large screw headReduced friction and heat improves tool life.
SPMT 120408 RBE SPMT 120408 RBEX
g
Flat Contact Face(Patent Application)
Mold & Die

INSERT
44
Existing version can be replaced with TTBE series.
Insert
SDMT-RBE / SPMT-RBE / SPMT-RBEX / SPMT-EM
RBET & RBEX
Can be mounted on existing cutters (ST -TBE ) & competitior cutters.Existing version can be replaced with TTBE series.
RBEX-MM RBEX-MRRBEX-MRBET
SPMT-RBEXSDMT-RBESPMT-RBE
SPMT-EM
R
R
r
Designation
REBET 20 - M
d Cuttert R TT9080 TT9030 TT8030 TT8020 TT7080 TT6030 KT7300 TT7800 P30
REBET 25 - M
REBET 30 - MREBET 32 - M
REBET 40 - MREBET 50 - M
REBET 50 - MMREBET 50 - MR
Dimension (mm) Coated ApplicationUncoated
6.7
8.5
10.510.5
12.7
12.7
12.7
12.7
3.20
3.65
4.764.76
5.56
5.56
5.56
5.56
10.0
12.5
1516
20
25
25
25
14
14
1414
11
11
11
11
TTBE20, ST -TBE20
TTBE25, ST -TBE25
TTBE30, ST -TBE30
TTBE32, ST -TBE32
TTBE40A, ST -TBE40
TTBE50A, TTBE50XCN50.8-TBE 50,ST -TBE50
SPMT 060304 RBE
SPMT 090308 RBE
SPMT 110408 RBE
SPMT 120408 RBE
SPMT 120408 RBEX
6.35
9.525
11.5
12.7
12.7
3.18
3.18
4.8
4.76
4.76
0.4
0.8
0.8
0.8
0.8
TTBE20/25, ST20/25-TBE20/25
TTBE30/32TSF/TDM/TCF/TEF/TES-11
TTBE40A, TTBE50A
ST32-TBE30-32
ST40/42/50-TBE40/50,BT50-HE50/63,BT50-LEHE50/63/80
Designation
Dimension (mm) Coated Uncoated Application
S
11
11
14
11
11
d Cuttert R TT9080 TT9030 TT8020 TT7080 TT7800 TT7030 TT6030 TT6290 KT7300 P30
Mold & Die

INSERT
45
Tool holder
ComponentsScrew Wrench
TTBE20, 25
TTBE30, 32
TTBE40, 50
TS25055I/HG
TS40093I
TS50A105I
TD8
TD15
TD20
Fig.3
L1L
ødøD
L2
Fig.1
øD
L1L
ød
L2
Fig.2
øD
L1
L
ød
L2
TTBEDesignation
tresnIFig.
LLdDerauqSllaB 1 L2 TTBE20-20-W20-125
RBET 20-M
2SPMT 060304 RBE
2 20 20 125 50 20.51 TTBE20-20-W20-150 2 2 20 20 150 80 20.5
TTBE20-20-W25-200 2 2 20 25 200 100 20.5 TTBE25-23-W25-135
RBET 25-M
2SPMT 060304 RBE
2 25 25 135 55 231 TTBE25-23-W25-170 2 2 25 25 170 90 23
TTBE25-23-W25-200 2 2 25 25 200 100 23 TTBE30-33-W32-150
RBET 30-M
2SPMT 110408-EM
2 30 32 150 60 341 TTBE30-33-W32-200 2 2 30 32 200 90 34
TTBE30-33-W32-250 2 2 30 32 250 100 34 TTBE32-34-W32-150
RBET 32-M
2SPMT 110408-EM
2 32 32 150 60 351 TTBE32-34-W32-200 2 2 32 32 200 90 35
TTBE32-34-W32-250 2 2 32 32 250 100 35 TTBE40A-41-W40-150
RBET 40-M
2
SPMT 120408-EM
2 40 40 150 70 41
1
TTBE40A-41-W40-200 2 2 40 40 200 70 41 TTBE40A-41-W42-150 2 2 40 42 150 70 41 TTBE40A-41-W42-200 2 2 40 42 200 70 41 TTBE40A-41-W42-250 2 2 40 42 250 70 41 TTBE50A-46-W40-150
RBEX 50-M RBEX 50-MM RBEX 50-MR
3
SPMT 120408-EM
2 50 40 150 67 46
1
TTBE50A-46-W40-200 3 2 50 40 200 67 46 TTBE50A-46-W42-150 3 2 50 42 150 67 46 TTBE50A-67-W42-200 3 4 50 42 200 100 67 TTBE50A-67-W42-250 3 4 50 42 250 100 67 TTBE50A-67-W50-200 3 4 50 50 200 110 67 TTBE50A-67-CN50.8-200 3 4 50 50.8 200 110 67
2 TTBE50A-67-CN50.8-250 3 4 50 50.8 250 110 67 TTBE50X-56-CN50.8-200 RBEX 50-M
RBEX 50-MM RBEX 50-MR
3 RBEX 50-MRBEX 50-MMRBEX 50-MR
4 50 50.8 200 110 563 TTBE50X-56-CN50.8-250 3 4 50 50.8 250 150 56
Dimension (mm)
Mold & Die

INSERT
46
Profile machining
FeaturesHigh helix cutting edges guarantee smooth and stable cutting
Anti-rotating systemAsymmetric structure of insert and holder enables accurate clamping
Enhanced contact area between insert and cutter body improves clamping andrigidity
Internal coolant system offers a unique coolant flow that offers excellent chipevacuation and prolongs tool life
The FineBall demonstrates excellent run-out and precision due to optimized insert design with its pocket and optimized insert configuration
Straight
CORNER “R”
-FMHelix-SM
Mold & Die

INSERT
47
Ball Nose Insert
NFBDesignation
Dimension (mm) Grade ApplicationD t r TT9030 TT1040 End Mill
NFB 080-FM 8 2.2 4
TNF -
TNF -M
TNF -CT
NFB 080-SM 8 2.2 4
NFB 100-FM 10 2.7 5
NFB 100-SM 10 2.7 5
NFB 120-FM 12 3.2 6
NFB 120-SM 12 3.2 6
NFB 160-FM 16 4.2 8
NFB 160-SM 16 4.2 8
NFB 200-FM 20 5.2 10
NFB 200-SM 20 5.2 10
NFB 250-FM 25 6.2 12.5
NFB 250-SM 25 6.2 12.5
NFB 300-FM 30 7.2 15
NFB 300-SM 30 7.2 15
NFB 320-FM 32 7.2 16
NFB 320-SM 32 7.2 16
SMFM
Ø d
r
t
Mold & Die

INSERT
48
Ø d
1 3°r t
Corner Radius Insert
DesignationDimension (mm) Grade Application
d t r TT9030 TT1040 End Mill NFR 080A-R03 8 2.2 0.3
TNF -
TNF -M
TNF -CT
TNFR -
TNFR -M
TNFR -CT
NFR 080A-R05 8 2.2 0.5
NFR 080A-R06 8 2.2 0.6
NFR 080A-R10 8 2.2 1.0
NFR 100A-R03 10 2.7 0.3
NFR 100A-R05 10 2.7 0.5
NFR 100A-R08 10 2.7 0.8
NFR 100A-R10 10 2.7 1.0
NFR 100A-R15 10 2.7 1.5
NFR 100A-R20 10 2.7 2.0
NFR 120A-R03 12 3.2 0.3
NFR 120A-R05 12 3.2 0.5
NFR 120A-R10 12 3.2 1.0
NFR 120A-R15 12 3.2 1.5
NFR 120A-R20 12 3.2 2.0
NFR 160A-R03 16 4.2 0.3
NFR 160A-R05 16 4.2 0.5
NFR 160A-R10 16 4.2 1.0
NFR 160A-R13 16 4.2 1.3
NFR 160A-R15 16 4.2 1.5
NFR 160A-R20 16 4.2 2.0
NFR 160A-R30 16 4.2 3.0
NFR 200A-R03 20 5.2 0.3
NFR 200A-R05 20 5.2 0.5
NFR 200A-R10 20 5.2 1.0
NFR 200A-R15 20 5.2 1.5
NFR 200A-R16 20 5.2 1.6
NFR 200A-R20 20 5.2 2.0
NFR 200A-R30 20 5.2 3.0
NFR 250A-R03 25 6.2 0.3
NFR 250A-R05 25 6.2 0.5
NFR 250A-R10 25 6.2 1.0
NFR 250A-R15 25 6.2 1.5
NFR 250A-R20 25 6.2 2.0
NFR 250A-R30 25 6.2 3.0
NFR
NFR-R
Mold & Die

INSERT
49
Steel Shank
TNF -
Mold & Die

INSERT
50
Tungsten Carbide Shank
TNF - -CT-L
Mold & Die

INSERT
51
Modular Head Type
TNF -M
Components
Mold & Die
INSERT
52
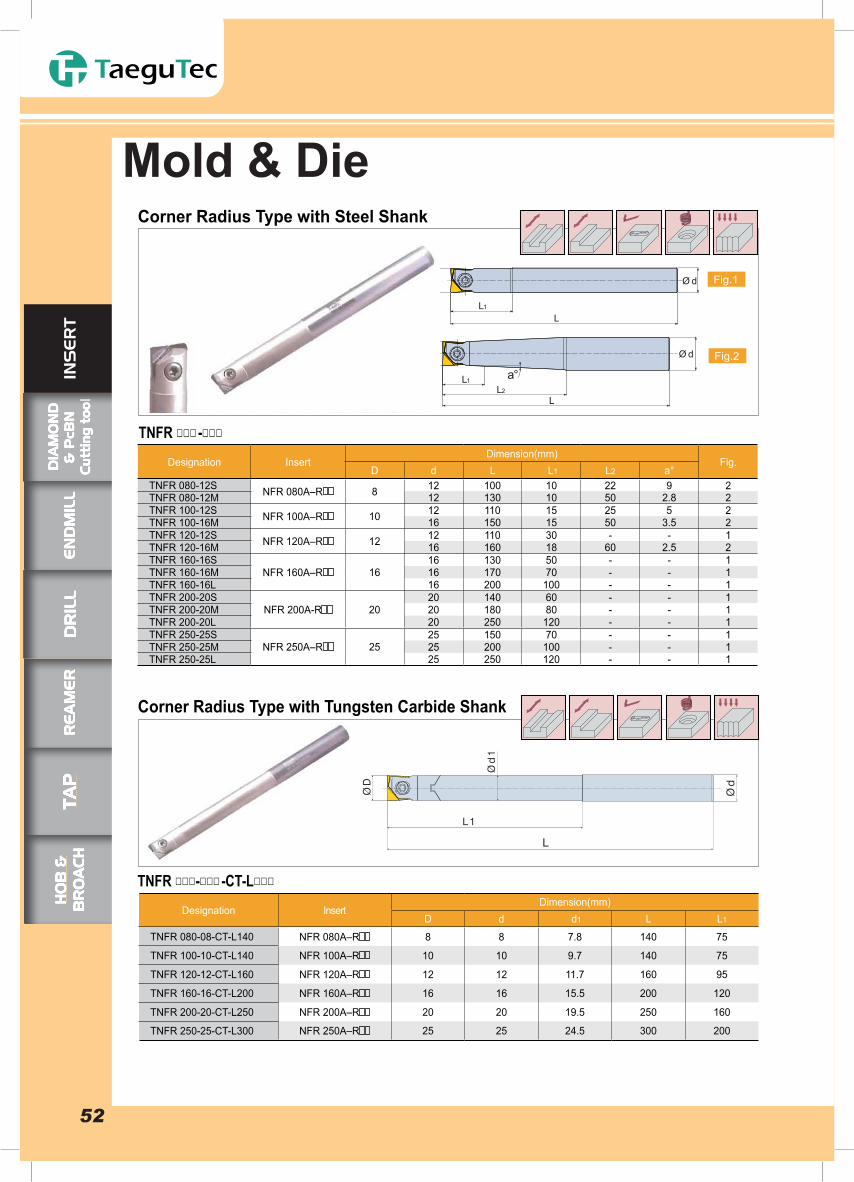
Corner Radius Type with Tungsten Carbide Shank
Corner Radius Type with Steel Shank
TNFR -
TNFR - -CT-L
Mold & Die

INSERT
53
Corner Radius Type with Modular Head
TNFR -
Operating Guidelines for Using NFB & NFR
Components
Mold & Die


INSERT
68
Turning
Features Application rangeDedicated to ductile cast iron machining.Suitable for machining gray cast irons.Excellent wear resistance andendurance to chipping.
Recommended cutting speed (m/min)
Ductile cast iron: 150m/min - 350m/min
Gray cast iron: 150m/min - 420m/min

INSERT
69
TurningAvailable Stock Items
DescriptionGradeTT7310
DescriptionGradeTT7310
CCMT 060204 MTCCMT 09T304 MT
CCMT 09T308 MTCCMT 120408 MTCNMA 120404CNMA 120408CNMA 120412CNMA 120416
CNMA 190608CNMA 190612CNMA 190616CNMG 120404
CNMG 120404 MTCNMG 120408
CNMG 120408 MCCNMG 120408 MTCNMG 120408 RTCNMG 120408 WTCNMG 1a20412CNMG 120412 MT
CNMG 120412 RTCNMG 120416 RTCNMG 160612 RTCNMG 190608CNMG 190612 RTDCMT 11T304 MT
DCMT 11T308 MTDNMA 150608DNMG 150408 RTDNMG 150412 RTDNMG 150604 MTDNMG 150608
DNMG 150608 MTDNMG 150608 RTDNMG 150612 RT
HNMG 050408 GURCMX 120400
RCMX 200600SCMT 09T304 MTSCMT 09T308 MTSCMT 120408 MTSNMA 120408SNMA 120412
SNMA 190616SNMG 120408SNMG 120408 MTSNMG 120412
SNMG 120412 RTSNMG 190612
TCMT 110204 MTTCMT 16T304 MTTCMT 16T308 MTTNMA 160408TNMA 160412TNMG 160408
TNMG 160408 MTTNMG 160408 RTTNMG 160412 RTVBMT 160404 MTVBMT 160408 MTVNMG 160404
VNMG 160408VNMG 160408 MTWNMA 060408WNMA 080408WNMA 080412WNMG 080408 MT
WNMG 080408 RTWNMG 080412 MTWNMG 080412 RT

INSERT
70
Turning
Features
Application range
General turning inserts for interrupted andcontinuous cutting applications in steel.Optimized insert tool life for mass production.Very stable for a wide application range.Very good combination of wear resistance and toughness.Longer tool life compared to competitor grades.
Recommended cutting conditions: V (m/min)
Low carbon steel and low carbon alloy steel: 300m/min - 800m/min
Cut
ting
spee
d(m
/min
)
Feed rate(mm/rev)
Recommended cutting conditions: V (m/min)
Carbon steel and alloy steel : 100m/min-400m/min
Mild steel, Low carbon steel, Low carbon alloy steel: V=200-500m/min
Carbon steel,Alloy steel : V=100 - 350m/min

INSERT
71
TurningDescription Grade
TT8115 TT8125
CCMT 060204 MT � �CCMT 060208 MT � �CCMT 09T304 MT � �CCMT 09T308 FG � �CCMT 09T308 MT � �CCMT 09T308 WT � �CCMT 120404 MT � �CCMT 120408 MT � �CCMT 120412 MT � �CCMA 120412 �CCMA 120416 �CNMG 090304 FG � �CNMG 090304 MT � �CNMG 090308 � �CNMG 090308 FG � �CNMG 090308 MP � �CNMG 090308 MT � �CNMG 120404 � �CNMG 120404 EA �CNMG 120404 FA � �CNMG 120404 FC �CNMG 120404 FG � �CNMG 120404 MC � �CNMG 120404 ML � �CNMG 120404 MP � �CNMG 120404 MT � �CNMG 120404 PC � �CNMG 120404 WS � �CNMG 120408 � �CNMG 120408 EA �CNMG 120408 FA � �CNMG 120408 FC � �CNMG 120408 FG � �CNMG 120408 MC � �CNMG 120408 ML � �CNMG 120408 MP � �CNMG 120408 MT � �CNMG 120408 PC � �CNMG 120408 RT � �CNMG 120408 SF � �CNMG 120408 WT � �CNMG 120412 � �CNMG 120412 ET � �CNMG 120412 FC � �CNMG 120412 MC � �CNMG 120412 ML �CNMG 120412 MP �CNMG 120412 MT � �CNMG 120412 PC � �CNMG 120412 RT � �CNMG 120412 WT � �CNMG 120416 �CNMG 120416 PC � �CNMG 120416 RT �CNMG 160608 � �CNMG 160608 PC � �CNMG 160612 MT � �CNMG 160612 PC � �CNMG 160612 RT � �CNMG 160616 �CNMG 160616 MT �CNMG 160616 PC � �CNMG 160616 RT � �CNMG 160604 � �CNMG 190608 � �CNMG 190608 MT � �CNMG 190608 PC � �CNMG 190612 � �CNMG 190612 MT � �CNMG 190612 PC � �CNMG 190612 RT � �CNMG 190616 � �CNMG 190616 MT �CNMG 190616 RT � �CNMG 250924 RT � �CNMG 120408 RH � �CNMM 120412 RH � �
Description GradeTT8115 TT8125
CNMM 160612 RH � �CNMM 160616 RH � �CNMM 190612 HT � �CNMM 190612 RH � �CNMM 190616 HT � �CNMM 190616 RH � �CNMM 190624 HT � �CNMM 190624 HY � �CNMM 190624 RH � �CNMM 250924 HT � �CNMM 250924 HY � �CNMM 250932 HT � �CPMT 090308 FG � �DCMT 070204 FG � �DCMT 070208 FG � �DCMT 11T304 MT � �DCMT 11T308 FG � �DCMT 11T308 MT � �DCMT 11T312 MT �DNMG 110404 FG � �DNMG 110408 FG � �DNMG 110408 MT � �DNMG 110408 PC � �DNMG 110412 MT � �DNMG 150404 � �DNMG 150404 FC � �DNMG 150404 FG � �DNMG 150404 ML � �DNMG 150404 MP � �DNMG 150404 MT � �DNMG 150404 PC � �DNMG 150404 R-VF � �DNMG 150408 �DNMG 150408 FA �DNMG 150408 FC � �DNMG 150408 FG � �DNMG 150408 L-VF �DNMG 150408 MC � �DNMG 150408 ML � �DNMG 150408 MT � �DNMG 150408 PC � �DNMG 150408 RT �DNMG 150408 R-VF � �DNMG 150412 �DNMG 150412 FG � �DNMG 150412 MC �DNMG 150412 MT �DNMG 150412 PC � �DNMG 150412 WT �DNMG 150604 � �DNMG 150604 FC � �DNMG 150604 FG � �DNMG 150604 L-VF � �DNMG 150604 MC � �DNMG 150604 ML � �DNMG 150604 MP � �DNMG 150604 MT � �DNMG 150604 PC � �DNMG 150604 R-VF � �DNMG 150608 � �DNMG 150608 FA � �DNMG 150608 FC � �DNMG 150608 FG � �DNMG 150608 L-VF � �DNMG 150608 MC � �DNMG 150608 ML � �DNMG 150608 MP � �DNMG 150608 MT � �DNMG 150608 PC � �DNMG 150608 RT � �DNMG 150608 R-VF � �DNMG 150612 MC � �DNMG 150612 MT � �DNMG 150612 PC � �DNMG 150612 WT �DNMG 150616 �DNMG 150616 RT �
Description GradeTT8115 TT8125
KNUX 160405 L11 � �KNUX 160405 L12 � �KNUX 160405 R11 � �KNUX 160405 R12 � �KNUX 160410 L11 � �KNUX 160410 L12 � �KNUX 160410 R11 � �KNUX 120400 MT � �RCMX 100300 � �RCMX 120400 � �RCMX 160600 � �RCMX 200600 � �RCMX 250700 � �RCMX 320900 � �RNMG 120400 � �RNMG 250900 � �SCMT 09T304 MT � �SCMT 09T308 FG � �SCMT 09T308 MT � �SCMT 120404 MT � �SCMT 120408 MT � �SNGN 090308 �SNGN 120408 �SNMA 250724 �SNMG 090304 � �SNMG 090304 FG �SNMG 090308 � �SNMG 090308 MT � �SNMG 120404 � �SNMG 120404 MP � �SNMG 120404 MT � �SNMG 120404 PC � �SNMG 120408 � �SNMG 120408 FG � �SNMG 120408 MC � �SNMG 120408 ML � �SNMG 120408 MP � �SNMG 120408 MT � �SNMG 120408 PC � �SNMG 120408 RT � �SNMG 120412 MC �SNMG 120412 MP �SNMG 120412 MT � �SNMG 120412 PC � �SNMG 120412 RT �SNMG 120416 RT �SNMG 150608 MP � �SNMG 150616 � �SNMG 190608 � �SNMG 190612 � �SNMG 190612 RT � �SNMG 190616 � �SNMG 190616 RT � �SNMG 250716 � �SNMG 250724 � �SNMM 120408 RH � �SNMM 120408 RH(N) �SNMM 120412 RH � �SNMM 150612 RH � �SNMM 190612 HT � �SNMM 190612 RH � �SNMM 190616 HT � �SNMM 190616 RH � �SNMM 190616 RH(N) �SNMM 190624 HT � �SNMM 190624 HY � �SNMM 250724 HY � �SNMM 250724 RH � �SNMM 250724 HT � �SNMM 250724 HY � �SNMM 250724 RH � �SNMM 250932 HY � �SPGN 090304 �SPGN 090308 �SPGN 120308 � �SPGN 120408 �SPGN 150404 �
Description GradeTT8115 TT8125
SPGN 190404 �SPMR 090304 � �SPMR 090308 � �SPMR 120304 � �SPMR 120308 � �SPUN 090304 �SPUN 120304 � �SPUN 120308 � �TCMT 090204 MT � �TCMT 090208 FG � �TCMT 090208 MT � �TCMT 110204 MT � �TCMT 110208 FG � �TCMT 110208 MT � �TCMT 16T304 MT � �TCMT 16T308 FG � �TCMT 16T308 MT � �TNMA 220408 �TNMG 110304 � �TNMG 110304 FG �TNMG 110308 �TNMG 110308 MT � �TNMG 160404 � �TNMG 160404 FC � �TNMG 160404 FG � �TNMG 160404 L-VF � �TNMG 160404 ML � �TNMG 160404 MP � �TNMG 160404 MT � �TNMG 160404 PC � �TNMG 160404 R-VF � �TNMG 160408 � �TNMG 160408 FC � �TNMG 160408 FG � �TNMG 160408 L-FS � �TNMG 160408 L-VF � �TNMG 160408 MC � �TNMG 160408 ML � �TNMG 160408 MP � �TNMG 160408 MT � �TNMG 160408 PC � �TNMG 160408 R-FS � �TNMG 160408 R-VF � �TNMG 160412 �TNMG 160412 FC �TNMG 160412 FG �TNMG 160412 ML �TNMG 160412 MP �TNMG 160412 MT � �TNMG 160412 PC � �TNMG 220404 � �TNMG 220404 ML � �TNMG 220404 MT � �TNMG 220408 � �TNMG 220408 FG �TNMG 220408 ML �TNMG 220408 MP � �TNMG 220408 MT � �TNMG 220408 PC � �TNMG 220408 RT � �TNMG 220412 � �TNMG 220412 MP � �TNMG 220412 MT � �TNMG 220412 PC � �TNMG 220416 � �TNMG 270612 � �TNMG 220408 RH � �TNMG 220412 RH � �TNMG 270612 RH �TPGN 110304 � �TPGN 110308 �TPGN 160304 � �TPGN 160308 � �TPGN 220408 � �TPGN 270608 �TPMR 090204 � �TPMR 090208 � �
Description GradeTT8115 TT8125
TPMR 110304 � �TPMR 110308 � �TPMR 160304 � �TPMR 160308 � �TPMR 160312 � �TPMT 110304 FG � �TPUN 110304 �TPUN 110308 �TPUN 160304 � �TPUN 160308 � �TPUN 220404 � �VBMT 160404 FG � �VBMT 160404 MT � �VBMT 160408 FA � �VBMT 160408 FG � �VBMT 160408 MT � �VBMT 160412 MT � �VNMG 130404 FG � �VNMG 130404 MT �VNMG 130408 FG � �VNMG 130408 MT � �VNMG 160404 � �VNMG 160404 FG � �VNMG 160404 MT � �VNMG 160404 PC � �VNMG 160408 � �VNMG 160408 FA �VNMG 160408 FC � �VNMG 160408 FG � �VNMG 160408 MT � �VNMG 160408 PC � �VNMG 160412 � �WNMG 060404 FG � �WNMG 060404 MC �WNMG 060404 MT �WNMG 060408 FG �WNMG 060408 MC � �WNMG 060408 MP � �WNMG 060408 MT � �WNMG 060408 PC � �WNMG 060408 WT � �WNMG 060412 MP � �WNMG 060412 MT � �WNMG 060412 PC � �WNMG 060412 RT �WNMG 060412 WT �WNMG 080404 FG � �WNMG 080404 MT � �WNMG 080408 FC � �WNMG 080408 FG � �WNMG 080408 MC � �WNMG 080408 ML � �WNMG 080408 MP � �WNMG 080408 MT � �WNMG 080408 PC � �WNMG 080408 RT � �WNMG 080408 WS � �WNMG 080408 WT � �WNMG 080412 ML �WNMG 080408 WT � �WNMG 080412 MP � �WNMG 080412 MT � �WNMG 080412 PC � �WNMG 080412 RT � �WNMG 080412 WT � �WNMG 080416 MT � �WNMG 080416 PC � �WNMG 080416 RT � �
Available Stock Items

INSERT
72
Turning
Features
Application range
Excellent wear resistance,High cutting speed & continuous cutting for stainless steel.Excellent combination of wear & fracture resistance,For general turning applications on stainless steel.Excellent combination of insert fracture resistance & toughness,Ideal for interrupted cutting of stainless steel at low cutting speeds.
Cut
ting
spee
d(m
/min
)
Feed rate(mm/rev)
The next generation grade TT9200for machining stainless steel
TT9215 :
TT9225 :
TT9235 :
Recommended cutting speed (m/min)Material
Stainlesssteel
Martensitic,Ferritic
Austenitic
Duplex
Condition TT9215 TT9225 TT9235
170~250
140~220
130~190
130~220
110~200
90~150
110~170
90~150
80~130
NewNew
New

INSERT
73
TurningAvailable Stock Items
DescriptionGrade
TT9215 TT9225 TT9235CCMT 060204 FGCCMT 060204 MTCCMT 09T304 FGCCMT 09T304 MTCCMT 09T308 FGCCMT 09T308 MTCCMT 120408 MTCNMG 120404 FCCNMG 120404 MPCNMG 120404 PCCNMG 120408 FCCNMG 120408 ETCNMG 120408 MPCNMG 120408 MTCNMG 120408 PCCNMG 120408 RTCNMG 120412 ETCNMG 120412 FCCNMG 120412 MPCNMG 120412 MTCNMG 120412 PCCNMG 120412 RTCNMG 160612 ETCNMG 190608 MTCNMG 190612 ETCNMG 190612 MTCNMG 190612 RTCNMG 190616 ETCNMM 190612 RHCNMM 190616 RHCNMM 190624 RHCNMM 250724 HTDCMT 070204 FGDCMT 070208 FGDCMT 11T304 FGDCMT 11T304 MTDCMT 11T308 FGDCMT 11T308 MTDNMG 150404 FCDNMG 150404 MPDNMG 150404 PCDNMG 150408 FCDNMG 150408 PCDNMG 150604 FCDNMG 150604 MPDNMG 150604 PCDNMG 150608 FCDNMG 150608 MPDNMG 150608 MTDNMG 150608 PCDNMG 150612 MPDNMG 150612 MTDNMG 150612 PCKNUX 160405 R11KNUX 160405 L11KNUX 1600410 R11KNUX 160410 L11SCMT 09T304 FGSCMT 09T304 MT
DescriptionGrade
TT9215 TT9225 TT9235SCMT 09T308 FGSCMT 09T308 MTSCMT 120408 MTSNMG 120408 MPSNMG 120408 MTSNMG 120408 PCSNMG 120412 MPSNMG 120412 MTSNMG 120412 PCSNMG 190608 MTSNMG 190612 MTSNMG 190612 RTSNMG 190616 RTSNMM 190612 RHSNMM 190616 RHSNMM 190624 RHSNMM 250724 HTTCMT 090204 MTTCMT 110204 FGTCMT 110204 MTTCMT 110208 FGTCMT 110208 MTTCMT 16T304 MTTCMT 16T308 FGTCMT 16T308 MTTNMG 160404 FCTNMG 160404 MPTNMG 160404 PCTNMG 160408 FCTNMG 160408 MPTNMG 160408 MTTNMG 160408 PCTNMG 160412 FCTNMG 160412 MPTNMG 160412 MTTNMG 160412 PCTNMG 220404 MPTNMG 220408 MPVBMT 160404 FGVBMT 160404 MTVBMT 160408 FGVBMT 160408 MTVNMG 160404 FGVNMG 160404 MTVNMG 160408 FCVNMG 160408 MTWNMG 060404 MTWNMG 060408 MPWNMG 060408 MTWNMG 080404 MTWNMG 080408 FCWNMG 080408 ETWNMG 080408 MPWNMG 080408 MTWNMG 080408 PCWNMG 080408 RTWNMG 080412 MPWNMG 080412 MTWNMG 080412 PC

INSERT
74
Turning
FeaturesBest solution for rough to finish machining of cast iron without coolant.Capable of machining at cutting speeds higher than ceramic grades based on SiNwhen machining brake disks and drums.High hardness level and fracture toughness generated by crystallization at binder phase.Suited for interrupted and continuous cutting conditions.

INSERT
75
TurningApplication range of AS500
Recommended cutting speed
Cut
ting
spee
d(m
/min
)
Feed rate(mm/rev)
Roughing: V=500 - 1,000m/minFinishing: V=600 - 1,200m/min
Description (ISO) AS500
CNGA 120408 T7CNGA 120412 T7CNGX 120712 T7-CHCNGX 120716 T7-CHDNGX 150712 T7-CHHNGX 050712 T7-CHHNGX 050716 T7-CHSNGN 120412 T7SNGX 120712 T7-CHSNGX 120716 T7-CH
WNGA 080412 T7
Available stock items
*T7 Edge preparation : 0.2mmX20Marked: Available stocked items.

INSERT
76
Turning
FeaturesIdeal for finishing applications.Three dimensional serration on the cutting edge for low cutting force.Excellent chip control at low feed rates and small depth of cut creditto the specially designed chipbreaker geometry.Effective chip breaking in both turning and facing operations.Suitable for carbon and alloy steel with exceptional performance on mild steel,low carbon steel and low carbon alloy steel.

INSERT
77
TurningAvailable stock items and Recommended Cutting Parameters
Insert: CNMG 120408 FC
Cutting speed: V=200m/minMaterial: 0.45% Carbon Steel (HB 180-230)
Chip Control Range
Insert DescriptionDimension(mm) GradeRecommended cutting condition
(min - max)
CNMG 120404 FC (431) 0.15(0.05 - 0.30) 0.5(0.2 - 2.5) 12.7 4.76 0.4
0.8
1.2
0.4
0.4
0.8
0.8
0.8
0.8
1.2
0.8
0.8
4.76
4.76
4.76
4.76
4.76
4.76
4.76
4.76
4.76
6.35
6.35
12.7
12.7
12.7
12.7
12.7
12.7
12.7
9.52
9.52
9.52
9.52
0.20(0.08 - 0.35) 0.5(0.3 - 2.5)
0.25(0.10 - 0.40) 0.8(0.3 - 2.5)
0.15(0.05 - 0.30) 0.5(0.2 - 2.5)
0.15(0.05 - 0.30) 0.5(0.2 - 2.5)
0.20(0.08 - 0.35) 0.5(0.3 - 2.5)
0.20(0.08 - 0.35) 0.5(0.2 - 2.5)
0.15(0.05 - 0.30) 0.5(0.2 - 2.5)
0.20(0.08 - 0.35) 0.5(0.3 - 2.5)
0.25(0.10 - 0.40) 0.8(0.3 - 2.5)
0.20(0.08 - 0.35) 0.5(0.3 - 2.5)
0.20(0.08 - 0.35) 0.5(0.3 - 2.5)
Feed rate(mm/rev) depth of cut(mm) I.C Thickness PV3010 CT3000 TT8115 TT8125 TT5100Cornerradius
CNMG 120408 FC (432)
CNMG 120412 FC (433)
DNMG 150404 FC (431)
DNMG 150604 FC (441)
DNMG 150408 FC (432)
DNMG 150608 FC (442)
TNMG 160404 FC (331)
TNMG 160408 FC (332)
TNMG 160412 FC (333)
VNMG 160408 FC (332)
WNMG 080408 FC (432)
Marked: Stocked standard items.

INSERT
78
Turning
FeaturesPositive geometry on the cutting edges provide minimized cutting forces and longer tool life.Optimal design of the chip breaker improves the machining of forged steels from semi finish to mediumturning applications.Available with a small or large semi-spherical protrusion, the inserts enhance chip control at low feed ratesand small depth of cuts as well as at high feed rates with deep cuts.
Material: Alloy steel (HB 180-230), V=250m/min, Dry cutInsert: CNMG 120408 PC
Three dimensional cutting edge geometry combines sharpness and durability.
and small depth of cuts as well as at high feed rates with deep cuts.Material: Alloy steel (HB 180-230), V=250m/min, Dry cutInsert: CNMG 120408 PC

INSERT
79
Turning
Insert: CNMG 120408 PC
Cutting speed: V=200m/minMaterial: 0.45% Carbon Steel (HB 190-230)
Insert DescriptionDimension(mm) GradeRecommended cutting condition
CNMG 090308 PCCNMG 120404 PCCNMG 120408 PCCNMG 120412 PCCNMG 120416 PCCNMG 160608 PCCNMG 160612 PCCNMG 160616 PCCNMG 190608 PCCNMG 190612 PCSNMG 090308 PCSNMG 120404 PCSNMG 120408 PCSNMG 120412 PCTNMG 160404 PCTNMG 160408 PCTNMG 160412 PCTNMG 220408 PCTNMG 220412 PCVNMG 160404 PCVNMG 160408 PCWNMG 060408 PCWNMG 060412 PCWNMG 080408 PCWNMG 080412 PCWNMG 080416 PCDNMG 110408 PCDNMG 150404 PCDNMG 150604 PCDNMG 150408 PCDNMG 150608 PCDNMG 150412 PCDNMG 150612 PC
0.15(0.10 - 0.25) 1.0(0.6 - 2.0)
0.25(0.10 - 0.40) 2.5(0.4 - 5.0)
0.30(0.15 - 0.50) 2.5(0.5 - 5.0)
0.35(0.17 - 0.55) 2.5(0.6 - 5.0)
0.40(0.20 - 0.60) 2.5(0.8 - 5.0)
0.35(0.20 - 0.55) 4.0(2.0 - 6.5)
0.42(0.25 - 0.55) 4.0(2.0 - 6.5)
0.45(0.30 - 0.55) 4.0(2.0 - 6.5)
0.35(0.23 - 0.55) 5.0(3.0 - 8.0)
0.42(0.25 - 0.55) 6.0(3.0 - 8.0)
0.15(0.10 - 0.25) 1.0(0.7 - 2.0)
0.25(0.12 - 0.40) 3.0(1.0 - 5.0)
0.30(0.15 - 0.50) 2.5(0.5 - 5.0)
0.30(0.15 - 0.50) 2.5(0.5 - 5.0)
0.25(0.15 - 0.40) 2.0(1.0 - 3.5)
0.30(0.15 - 0.50) 2.5(0.5 - 4.5)
0.35(0.17 - 0.55) 2.5(0.6 - 4.5)
0.35(0.17 - 0.50) 3.0(1.2 - 5.0)
0.42(0.20 - 0.50) 3.0(1.5 - 5.0)
0.22(0.15 - 0.36) 1.2(0.8 - 3.0)
0.27(0.17 - 0.36) 1.5(1.0 - 2.5)
0.30(0.15 - 0.50) 2.5(0.5 - 4.0)
0.35(0.17 - 0.50) 2.5(0.5 - 4.0)
0.30(0.15 - 0.50) 2.5(0.5 - 4.0)
0.35(0.17 - 0.50) 2.5(0.6 - 4.0)
0.40(0.20 - 0.50) 2.5(0.5 - 4.0)
0.30(0.17 - 0.40) 1.5(1.0 - 3.0)
0.25(0.10 - 0.40) 2.0(0.4 - 4.0)
0.25(0.10 - 0.40) 2.0(0.4 - 4.0)
0.30(0.15 - 0.50) 2.0(0.5 - 4.0)
0.30(0.15 - 0.50) 2.0(0.5 - 4.0)
0.35(0.17 - 0.55) 2.0(0.6 - 4.0)
0.35(0.17 - 0.55) 2.0(0.6 - 4.0)
9.52 3.18 0.8
12.7 4.76 0.4
12.7 4.76 0.8
12.7 4.76 1.2
12.7 4.76 1.6
15.88 6.35 0.8
15.88 6.35 1.2
15.88 6.35 1.6
19.05 6.35 0.8
19.05 6.35 1.2
9.52 4.76 0.8
12.7 4.76 0.4
12.7 4.76 0.8
12.7 4.76 1.2
9.52 4.76 0.4
9.52 4.76 0.8
9.52 4.76 1.2
12.7 4.76 0.8
12.7 4.76 1.2
9.52 4.76 0.4
9.52 4.76 0.8
9.52 4.76 0.8
9.52 4.76 1.2
12.7 4.76 0.8
12.7 4.76 1.2
12.7 4.76 1.6
9.52 4.76 0.8
12.7 4.76 0.4
12.7 4.76 0.8
12.7 6.35 0.8
12.7 4.76 1.2
12.7 6.35 1.2
12.7 6.35 0.4
Feed rate(mm/rev) depth of cut(mm) I.C RThickness TT8115 TT8125 TT5100
Marked: Stocked standard items.
Available stock items and Recommended Cutting Parameters
Chip Control Range

INSERT
80
Turning
FeaturesStable tool life due to very strong edge geometry with negative rake angleGenerates less heat due to new edge preparation methods.Chip control and productivity is enhanced with the ability to take large depths of cut at high feed rates.Ideal for heavy roughing applications.
Heavy duty chip breaker for wind powerand shipbuilding industry
Chip Control Range Available stock items and recommended cutting parameters
Dep
th o
f cut
(mm
)
Feed rate(mm/rev)
Insert: CNMM 250924 HYCutting speed: 100m/minMaterial: Loe Carbon Steel
DesignationGrade
TT8115 TT8125Feed Rate(f)
(mm/rev)Depth of cut(ap)
(mm)
CNMM 190624 HY 0.85 (0.50 - 1.1) 9.0 (4.0 - 12.0)
0.85 (0.50 - 1.1) 9.0 (4.0 - 12.0)
1.0 (0.55 - 1.5) 10.0 (4.0 - 15.0)
1.0 (0.55 - 1.5) 10.0 (4.0 - 15.0)
SNMM 190624 HY
CNMM 250924 HY
SNMM 250924 HY
CCCCCCCCCCCC
SSSSSSSSSSSSSSSS
CCCCCCCCCCCCCCC
SSSSSSSSSSSSSSSSSS
* Other grades can be supplied upon requestMarked: Available stock items

INSERT
81
Turning
Dep
th o
f cut
(mm
)
Feed Rate (mm/rev)
Insert: SNMM 190616 HTf=0.7(0.45 - 1.2)mm/revap=7.0(3.5 - 11.0)mm
CNMM 190612 HT
CNMM 190616 HT
CNMM 190624 HT
CNMM 250724 HT
CNMM 250924 HT
CNMM 250932 HT
SNMM 190612 HT
SNMM 190616 HT
SNMM 190624 HT
SNMM 250724 HT
SNMM 250924 HT
SNMM 250932 HT
0.60 (0.35 - 0.90) 6.0 (4.0 - 9.0)
0.7 (0.45 - 1.3) 6.0 (4.0 - 9.0)
0.94 (0.55 - 1.20) 7.0 (4.0 - 9.0)
1.0 (0.55 - 1.30) 8.0 (5.0 - 12.0)
1.0 (0.55 - 1.30) 8.0 (5.0 - 12.0)
1.0 (0.65 - 1.3) 9.0 (5.0 - 13.0)
0.60 (0.35 - 0.90) 6.0 (4.0 - 9.0)
0.7 (0.45 - 1.3) 6.0 (4.0 - 9.0)
0.94 (0.55 - 1.20) 7.0 (4.0 - 9.0)
1.0 (0.55 - 1.30) 8.0 (5.0 - 12.0)
1.0 (0.55 - 1.30) 8.0 (5.0 - 12.0)
1.0 (0.65 - 1.3) 9.0 (5.0 - 13.0)
* Other grades are available on customer request.Marked: Stocked standard items
DesignationGradeRecommended cutting condition (min - max)
CCCCCCCCCCCCCCCCCCC
SSSSS
Feed rate(mm/rev) depth of cut(mm) TT8115 TT8125 TT5100 TT7100

INSERT
82
Turning
FeaturesDouble-sided negative ground insert.Sharp positive cutting edge provides low cutting forces.Improved surface quality and extended tool life in aluminum & super alloy machining.Minimizes built-up-edges with sharp cutting edge.

INSERT
83
Insert: CNGG 120404 ML
Cutting speed: V=500m/minMaterial: 12% Si Aluminum Alloy
Chip Control Range
Marked: Stocked standard items.
Available stock items and Recommended Cutting Parameters
Insert DescriptionFeed rate(mm/rev) Depth of cut(mm) I.C t R K10TT5030
CNGG 120402 ML
CNGG 120401 ML 0.05 (0.03 - 0.10) 12.7 4.76 0.1
0.2
0.4
0.8
0.4
0.8
0.1
0.2
0.4
4.76
4.76
4.76
4.76
4.76
4.76
4.76
4.76
12.7
12.7
12.7
12.7
12.7
9.52
9.52
9.52
0.2 (0.1 - 1.0)
0.07 (0.05 - 0.15) 0.3 (0.2 - 1.2)
0.18 (0.10 - 0.30) 1.5 (0.8 - 3.5)
0.25 (0.12 - 0.35) 2.0 (1.0 - 3.5)
0.18 (0.10 - 0.30) 1.2 (0.8 - 3.5)
0.25 (0.12 - 0.35) 1.5 (1.0 - 3.5)
0.05 (0.03 - 0.10) 0.2 (0.1 - 1.0)
0.07 (0.05 - 0.15) 0.3 (0.2 - 1.2)
0.16 (0.10 - 0.27) 1.2 (0.8 - 3.0)
CNGG 120404 ML
CNGG 120408 ML
DNGG 150404 ML
DNGG 150408 ML
VNGG 160401 ML
VNGG 160402 ML
VNGG 160404 ML
Recommended cutting condition Dimension(mm) Grade
Turning

INSERT

INSERT
86
Drilling
Drilling depth: 5 x Diameter
SET SCREW
D D1 D2
L1
L2
L
L3
TDR 5 T2 --
New T-DRILL Indexable Drill Type
DesignationDimension(mm)
Insert Torque(N.cm)
Spare Parts
TDR 5125-20T2-05TDR 5130-20T2-05TDR 5135-20T2-05TDR 5140-20T2-05TDR 5145-20T2-05TDR 5150-20T2-05TDR 5155-25T2-06TDR 5160-25T2-06TDR 5165-25T2-06TDR 5170-25T2-06TDR 5175-25T2-06TDR 5180-25T2-06TDR 5185-25T2-06TDR 5190-25T2-06TDR 5195-25T2-06TDR 5200-25T2-06TDR 5205-25T2-06TDR 5210-25T2-06TDR 5215-25T2-06TDR 5220-25T2-07TDR 5225-32T2-07TDR 5230-32T2-07TDR 5235-32T2-07TDR 5240-32T2-07TDR 5245-32T2-07TDR 5250-32T2-07TDR 5255-32T2-07TDR 5260-32T2-07TDR 5265-32T2-07TDR 5270-32T2-07TDR 5275-32T2-07
12.5 50505050
20
D D1 D2 L3 L2 L1 L Screw Tork Plug Set Screw
25 SPMG 050204DG/DA/DK
SPMG 060204DG/DA/DK
SPMG 07T308DG/DA/DK
TS 20043I/HG-P
TS 22052I/HG
TS 25064I
25 32
25 32
32 45
TD 6P
TD 7
TD 8
SL 20 M
SL 25 M
SL 25 M
SL 32 M
50-70
80-100
100-130
505056565656565656565656565656566060606060606060606060
838388889494
100100105105111111116116123123128128133133140140146146152152157157162162168
6565707075758080858590909595
100100105105110110115115120120125125130130135135140
133133138138144144156156161161167167172172179179184184189189200200206206212212217217222222228
13.013.514.014.515.015.516.016.517.017.518.018.519.019.520.020.521.021.522.022.523.023.524.024.525.025.526.026.527.027.5
-
--
-
-
-
-
--
-
-
-
-
--
-
-
-
-
-
-
-
-
-
--
-
-
-
--
TTTTTTTTTTT

INSERT
87
Drilling
Drilling depth: 5 x Diameter
SET SCREW
D D1 D2
L1
L2
L
L3
TDR 5 T2 --
New T-DRILL Indexable Drill Type
DesignationDimension(mm)
Insert Torque(N.cm)
Spare Parts
TDR 5280-32T2-09TDR 5285-32T2-09TDR 5290-32T2-09TDR 5295-32T2-09TDR 5300-32T2-09TDR 5300-40T2-09TDR 5310-32T2-09TDR 5310-40T2-09TDR 5320-32T2-09TDR 5320-40T2-09TDR 5330-32T2-09TDR 5330-40T2-09TDR 5340-32T2-11TDR 5340-40T2-11TDR 5350-32T2-11TDR 5350-40T2-11TDR 5360-32T2-11TDR 5360-40T2-11TDR 5370-32T2-11TDR 5370-40T2-11TDR 5380-32T2-11TDR 5380-40T2-11TDR 5390-32T2-11TDR 5390-40T2-11TDR 5400-32T2-11TDR 5400-40T2-11TDR 5410-40T2-11
28.0 606060606070607060706070607060706070607060706070607070
D D1 D2 L3 L2 L1 L Screw Tork Plug Set Screw168173173181181181187187192192198198203203209209215215221221227227232232238238244
140145145150150150155155160160165165170170175175180180185185190190195195200200205
228 SL 32 MSL 32 MSL 32 M
233233241241251247257252262258268263273269279275285281291287297292302298308314
28.529.029.5
3232
3232403240324032403240324032403240324032403240
45
55
SPMG 090408D/DA/DK
SPMG 110408D/DA/DK
TS 40093I
SS M6X1X6
300-340
420-520
SS M6X1X6
SS M8X1.25X8
TD 15
60
55
40
30.0
31.0
32.0
33.0
34.0
35.0
36.0
37.0
38.0
39.0
40.0
41.0
-
--
-
--
-
--
-
--
-
--
-
--
-
--
-
--
-
--
TTTTTTTTTTTTTTTTTTTTT
TTTTTTTTTTTTTTTTTT
32

INSERT
88
Drilling
Designation Dimension(mm) Spare PartsInsert Torque(N.cm)
TDR 2551-53-50T2-07CA-T
TDR 2554-56-50T2-07CA-T
TDR 2557-62-50T2-09CA-T
TDR 2563-66-50T2-09CA-T
TDR 2567-73-50T2-11CA-T
TDR 2574-80-50T2-12CA-T
5155 75 133 100-130
100-130
300-340
300-340
450-520
450-520
SPMG 07T308DG/DA/DK
TS 25064I TDP-0701TDP-0702
TDR 07CA-P1-T TDR 07CA-C1-T
TDR 09CA-P1-T TDR 09CA-C1-T
TDR 11CA-P1-T TDR 11CA-C1-T
TDR 07CA-P2-T TDR 07CA-C2-T
TDR 09CA-P2-T TDR 09CA-C2-T
TDR 12CA-P2-T TDR 12CA-C2-T
TS 25064I
TS 35088I
TS 35088I
TS 40093I
TS 40093I
SPMG 07T308DG/DA/DK
SPMG 090408DG/DA/DK
SPMG 090408DG/DA/DK
SPMG 110408DG/DA/DK
SPMG 120408DG
55 75 140
55 75 155
55 75 165
55 75 183
55 75 200
5253545556575859606162636465666768697071727374757677787980
170 250250250260260260281281281281281281295295295295320320320320320320320330330330330330330330
808080808080808080808080808080808080808080808080808080808080
170170180180180201201201201201201215215215215240240240240240240240250250250250250250250
D D1 D2 L3 L2 L1 L Screw Setting PlateCartridge for Peripheral Cartridge for Center
Drilling depth: 2.5 x Diameter
TDR 25 50T2 - CA-T-
-
TDP-0701TDP-0702
-
TDP-0901TDP-0902TDP-0903TDP-0904TDP-0905
-
TDP-1101TDP-1102TDP-1103TDP-1104TDP-1105TDP-1106
-
TDP-1101TDP-1102TDP-1103TDP-1104TDP-1105TDP-1106
-
TDP-0901TDP-0902TDP-0903
-
SH M4X0.7X16 MW 4.3X8TS 20043I/HG-P
MW 4.3X8
MW 5.5X10
MW 5.5X10
MW 6.4X12
MW 6.4X12
SH M4X0.7X16
SH M5X0.8X16
SH M5X0.8X16
SH M6X1X16
SH M6X1X20
Spare parts for cartridges
-
TS 20043I/HG-P-
FH M3X0.5X8-
FH M3X0.5X8-
FH M3X0.5X8-
FH M3X0.5X8-
Cartridge WasherCartridge clamping screw Setting plate screwTDR 07CA-P1-TTDR 07CA-C1-TTDR 07CA-P2-TTDR 07CA-C2-TTDR 09CA-P1-TTDR 09CA-C1-TTDR 09CA-P2-TTDR 09CA-C2-T
TDR 11CA-P1-TTDR 11CA-C1-TTDR 12CA-P2-TTDR 12CA-C2-T

INSERT
89

INSERT


INSERT
92
Grooving
The ingenious solution that takes cutting tool materials to another level
Features
Improved adhesion and insert chipping resistanceStable and extended tool life in continuous and interrupted cutting operations Reduced cutting friction and minimized built-up edge on exotic materials High quality surface finish on the work pieces

INSERT
93
GroovingGold Rush grades in T-Clamp
TT9100 (CVD) Steel
TT9080 (PVD) Steel
TT6300 (CVD) Cast Iron
TT6080 (PVD) Cast Iron
Toughness
Wea
r Res
ista
nce
TT9100
TT8020
Toughness
Wea
r Res
ista
nce
TT6300
TT6080
TT9080
TT9080
Application Range in Steel machining Application Range in Cast Iron machining
TT7220
A 20μm CVD coating layer has now been added to enhance toughness and wear resistance, this grade is suitable to high speed steel machining. In addition, the grade shows 200% and 130% improved tool life when compared to the existing competitors.
In order to improve machining performance of the existing TT9030 grade for general Turning, Grooving Profiling and Parting applications on Carbon Steel, Alloy Steel and Stainless Steel, TaeguTec has applied the latest coating technology to the existing sub micron substrate. This grade has better wear resistance than theTT9030 while maintaining the same toughness levels.
This grade has an extra 10μm thick CVD coating that guarantees excellent tool life especially when machining gray cast iron. Its surface has been treated after the coating process.
The latest PVD coating technology has been applied to the K10 substrate that has multi nano layers such as Multi Nano AlTiN/TiAlCrN/TiN. This ensures outstanding performance when machining ductile cast iron, as well as interrupted machining on gray cast iron. The surface has been treated after the coating process.

INSERT
94
Grooving
4 cutting-edges with chip former for grooving,parting and recessingFeature
4 cutting-edges designed along with chip-former that provides excellent chip control in most applications3 contact points with a side torx screw offers highly accurate positioning of the insertUsers can release the screw from both side of the holder to index insert. This is another advantage to
small machines where there is a small work envelope that restricts insert indexingGold Rush grade TT9080 is the latest coating technology with multi-nano-layer. It provides improved
surface quality and tool life

INSERT
95
Grooving
TQJ 27... for Precision Grooving, Parting and Recessing
Insert
Designation W ± 0.02 R TmaxØDmax
Grade T ≤ 3.0 T ≤ 3.5 T ≤ 4.0 T ≤ 4.5 T ≤ 5.0 T ≤ 5.5 T ≤ 6.0 T ≤ 6.2 T ≤ 6.4
TQJ 27-0.50-0.00 0.50 0.00 1.0 - - - - - - - - -
TT9080
TQJ 27-0.50-0.04 0.50 0.04 2.5 - - - - - - - - -TQJ 27-0.75-0.10 0.75 0.10 2.5 - - - - - - - - -TQJ 27-0.80-0.00 0.80 0.00 1.6 - - - - - - - - -TQJ 27-1.00-0.06 1.00 0.06 3.5 N.L. 600 - - - - - - -TQJ 27-1.00-0.10 1.00 0.10 3.5 N.L. 600 - - - - - - -TQJ 27-1.04-0.00 1.04 0.00 2.0
2.0 - - - - - - - - -
TQJ 27-1.20-0.00 1.20 0.00 - - - - - - - - -TQJ 27-1.25-0.10 1.25 0.10 3.5 N.L. 600 - - - - - - -TQJ 27-1.25-0.20 1.25 0.20 3.5 N.L. 600 - - - - - - -TQJ 27-1.40-0.00 1.40 0.00 2.0 - - - - - - - - -TQJ 27-1.47-0.00 1.47 0.00 2.5 - - - - - - - - -TQJ 27-1.50-0.10 1.50 0.10 5.0
5.0
N.L.
600 280 180 130 - - - -TQJ 27-1.50-0.20 1.50 0.20 600 280 180 130 - - - -TQJ 27-1.57-0.15 1.57 0.15
3.0
- - - - - - - -TQJ 27-1.57-0.79 1.57 0.79 - - - - - - - -TQJ 27-1.70-0.10 1.70 0.10 - - - - - - - -TQJ 27-1.75-0.10 1.75 0.10 - - - - - - - -TQJ 27-1.75-0.20 1.75 0.20 - - - - - - - -TQJ 27-1.78-0.18 1.78 0.18 - - - - - - - -TQJ 27-1.85-0.20 1.85 0.20 - - - - - - - -TQJ 27-1.96-0.15 1.96 0.15 - - - - - - - -TQJ 27-2.00-0.10
2.00 0.10
6.4 600 280 180 130 105 60 50 30
TQJ 27-2.00-0.20 0.20 600 280 180 130 105 60 50 30 TQJ 27-2.00-1.00 1.00 3.0 - - - - - - - -TQJ 27-2.22-0.15 2.22 0.15
3.5
600
- - - - - - -TQJ 27-2.30-0.20 2.30 0.20 - - - - - - -TQJ 27-2.39-0.15 2.39 0.15
5.0
280 180
130
- - - -TQJ 27-2.39-1.20 2.39 1.20 - - - -TQJ 27-2.47-0.20 2.47 0.20 - - - -TQJ 27-2.50-0.10 2.50 0.10 - - - -TQJ 27-2.50-0.30 2.50 0.30 - - - -TQJ 27-2.70-0.10 2.70 0.10
6.2
135 105 85 78
-TQJ 27-2.87-0.20 2.87 0.20 -TQJ 27-3.00-0.00
3.00
0.00
6.4 55
TQJ 27-3.00-0.20 0.20 TQJ 27-3.00-0.30 0.30 TQJ 27-3.00-0.40 0.40 TQJ 27-3.00-1.50 1.50 TQJ 27-3.15-0.15 3.15 0.15 68 TQJ 27-3.18-0.20 3.18 0.20
R C
R≤0.1 0.020.1<R≤0.4 0.03
R>0.4 0.05
Tolerance

INSERT
96
Grooving
Insert
TQJ 27... for Parting and Grooving
TQHR for Integral Shank Toolholders
Holder
Designation W ± 0.02 R K˚Parting to Center Parting Hollow Bars
Grade ØDmax Tmax ØDmax
TQJ 27-0.50-0.04 0.50 0.04
0
5.0 2.5 N.L.
TT9080
TQJ 27-1.00-0.06 1.00 0.06 7.0 3.5 600TQJ 27-1.50-0.10 1.50 0.10 12.0 5.0 130TQJ 27-2.00-0.20 2.00 0.20 13.0 6.4 30TQJ 27-1.00-15R/L 1.00 0.06 15 7.0 3.5 600TQJ 27-1.50-6R/L 1.50 0.06 6 12.0 5.0 130TQJ 27-1.50-15R/L 1.50 0.06 15 12.0 5.0 130TQJ 27-2.00-6R/L 2.00 0.10 6 13.0 6.4 30TQJ 27-2.00-15R/L 2.00 0.10 15 13.0 6.4 30
Designation H B F L L2 H4 Screw Torx Key Insert
TQHR/L 10-27 10 10 8.5
120 24
9
TS 50125I T 10/20 TQJ 27…TQHR/L 12-27 12 12 10.5 8TQHR/L 16-27 16 16 14.5 6TQHR/L 20-27 20 20 18.5 2TQHR/L 25-27 25 25 23.5 135 - -

INSERT
97
Grooving
ISO Material ConditionTensile
Strength Rm(N/mm2)
Hardness HB
Coated Uncoated
TT9080/TT9030/TT7220 TT8020 K10
P
<0.25 %C Annealed 420 125 140-250 80-120
Non-alloy steel, >=0.25 %C Annealed 650 190 130-220 80-110
cast steel, free <0.55 %C Quenched and tempered 850 250 90-200 70-90
cutting steel >=0.55%C Annealed 750 220 100-220 70-100
Quenched and tempered 1000 300 70-170 40-70
Low alloy steel Annealed 600 200 90-120 70-100
and cast steel
Quenched and tempered
930 275 80-170 50-70
(less than 5% 1000 300 70-130 40-60
alloying elements) 1200 350 50-120 30-50
High alloy steel, cast steel and Annealed 680 200 60-140 50-80
tool steel. Quenched and tempered 1100 325 50-70 30-60
M
Stainless steel Ferritic/martensitic 680 200 70-170 80-120
and cast steel Martensitic 820 240 60-150 60-90
Austenitic 600 180 90-180 60-90
K
Malleable cast iron Ferritic/pearlitic 180 120-250 60-85
Pearlitic 260 100-210 45-75
Gray cast iron Ferritic 160 100-230 60-80
(GG) Pearlitic 250 90-180 50-70
Cast iron nodular Ferritic 130 190-300 70-100
(GGG) Pearlitic 230 120-220 70-90
S
Fe based Annealed 200 40-70 35-50
High temp. alloys Cured 280 30-50 25-40
Ni or
Co based
Annealed 250 30-40 20-30
Cured 350 15-25 15-20
Cast 320 15-30 15-20
Titanium, Rm 400 90-190 150-200
Ti alloys Alpha+beta alloys cured Rm 1050 30-60 50-80
Machining condition
Feed RateNeutral: 0.05 - 0.18 mm/revHanded: Reduce 20% feed rate
INSERT
98
Grooving
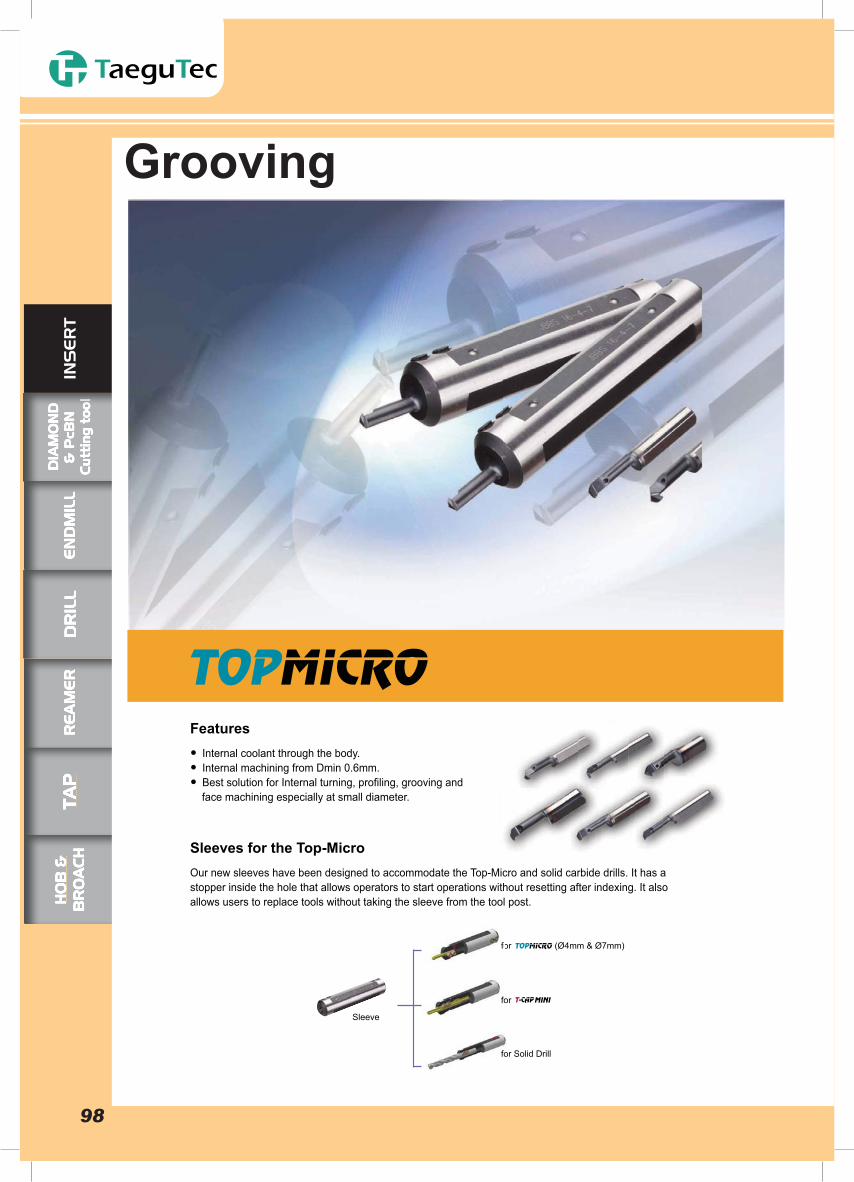
Sleeves for the Top-MicroOur new sleeves have been designed to accommodate the Top-Micro and solid carbide drills. It has a stopper inside the hole that allows operators to start operations without resetting after indexing. It also allows users to replace tools without taking the sleeve from the tool post.
FeaturesInternal coolant through the body.Internal machining from Dmin 0.6mm.Best solution for Internal turning, profiling, grooving and
face machining especially at small diameter.
Sleeve
for (Ø4mm & Ø7mm)fo
for
for Solid Drill

INSERT
99
Grooving
MINT type Mini carbide bars for Internal Turning and Chamfering
Designation StockItems dh6 f a l1 l3 R±0.05 Tmax-r D
min R/L Grade
*MINTR04-020004D006
4
-
0.50 20.002.0 0.04 0.08 0.60
R
TT9030
*MINTR04-030004D006 3.0MINTR04-045005D010 0.90 4.5
0.05 0.10
1.00MINTR04-065005D010 22.00 6.5MINTR04-040005D020
1.7019.00 4.0
2.00MINTR04-090005D020 24.00 9.0MINTR04-140005D020 29.00 14.0MINTL04-090010D028
0.6 2.60
24.00 9.0
0.10
0.20 2.80
LMINTR04-090010D028 9.0 RMINTL04-150010D028 30.00 15.0 LMINTR04-150010D028 15.0 RMINTL04-190010D028 34.00 19.0 LMINTR04-190010D028 19.0 RMINTL04-090010D040
1.5 3.50
24.00 9.0
0.30 4.00
LMINTR04-090010D040 9.0 RMINTL04-150010D040 30.00 15.0 LMINTR04-150010D040 15.0 RMINTL04-190010D040 34.00 19.0 LMINTR04-190010D040 19.0 RMINTR04-230010D040 38.00 23.0 RMINTR04-270010D040 42.00 27.0 R
l1
dh6
R
l38°
a fTmax-r
20°
Tmax
l3
Min. BoreDia.
* Max D.O.C = 0.01 - 0.03, Max feed = 0.01mm/rev
Sleeves
Designation ØD Ød1 Ød2 L L3 L4 h SetScrew
StopperScrew Stopper Wrench
MINSL 12-4-4 12.00
4
475
10
55
10.3 SS M5X0.8X4-MG
- - L-W 2.5
MINSL 12.7-4-4 12.70 11.6MINSL 14-4-4 14.00 12.0
SS M5X0.8X6-MG
MINSL 15.9-4-47 15.875
7
14.0MINSL 16-4-7 16.00 14.0MINSL 19-4-7 19.05
9070
18.0MINSL 20-4-7 20.00 18.0MINSL 22-4-7 22.00 20.0MINSL 25-4-7 25.00 100 23.0MINSL 25.4-4-7 25.40 90 23.4
Machining ConditionSpeed(m/min)
Feed ( mm/rev.)Turning Grooving Face Grooving
P 10-1700.02 - 0.05 0.01-0.02 0.01-0.08K 10-150
S 10-120

INSERT
100
GroovingMINT Type Mini carbide bars for Internal Turning and Chamfering
Designation StockItems dh6 f a l1 l3 R±0.05 Tmax-r D
min R/L Grade
MINTL07-090015D050
7
1.9 4.40
25.00 9.0
0.15
0.50
5.00
L
TT9030
MINTR07-090015D050 25.00 9.0 R
MINTL07-140015D050 30.00 14.0 L
MINTR07-140015D050 30.00 14.0 R
MINTL07-190015D050 35.00 19.0 L
MINTR07-190015D050 35.00 19.0 R
MINTL07-240015D050 40.00 24.0 L
MINTR07-240015D050 40.00 24.0 R
MINTL07-290015D050 45.00 29.0 L
MINTR07-290015D050 45.00 29.0 R
MINTR07-340015D050 50.00 34.0 R
MINTL07-140015D060
2.3 5.30
30.00 14.0
6.00
L
MINTR07-140015D060 30.00 14.0 R
MINTL07-210015D060 37.00 21.0 L
MINTR07-210015D060 37.00 21.0 R
MINTL07-240015D060 40.00 24.0 L
MINTR07-240015D060 40.00 24.0 R
MINTL07-290015D060 45.00 29.0 L
MINTR07-290015D060 45.00 29.0 R
MINTR07-340015D060 50.00 34.0 R
MINTR07-410015D060 57.00 41.0 R
MINTL07-190015D068
2.8 6.30
35.00 19.0
0.60
6.80
L
MINTR07-190015D068 35.00 19.0 R
MINTR07-240015D068 40.00 24.0 R
MINTL07-290015D068 45.00 29.0 L
MINTR07-290015D068 45.00 29.0 R
MINTL07-340015D070 50.00 34.0
7.00
L
MINTR07-340015D070 50.00 34.0 R
MINTR07-390015D070 55.00 39.0 R
MINTR07-440015D070 60.00 44.0 R
MINTR07-490015D070 65.00 49.0 R
l1
dh6
R
l38°
a fTmax-r
20°
Tmax
l3
Min. BoreDia.

INSERT
101
GroovingMINP Type Mini carbide bars for Internal Turning and Profiling.
Designation StockItems dh6 f a l1 l3 R±0.05 Tmax-r D
min R/L Grade
MINPR04-090010D028
4
0.6 2.6024.00 9.0
0.10
0.20 2.80
R TT9030
MINPR04-150010D028 30.00 15.0
MINPR04-090010D0401.5 3.50
24.00 9.00.30 4.00
MINPR04-150010D040 30.00 15.0
MINPR07-140015D0507 1.9 4.40
30.00 14.00.15 0.50 5.00
MINPR07-190015D050 35.00 19.0
90°
20° R
Min. BoreDia.dh6
l1
l3
af
Tmax-r
Tmax-r
l3
MINC Type Mini carbide bars for Internal Turning and 45° Chamfering.
Designation StockItems dh6 R±0.04 f a l3 l1 Tmax D
min R/L Grade
MINCR07-140020D050
7 0.201.9 4.40
14.0 30.00
0.705.00
R TT9030MINCR07-190020D050 19.0 35.00
MINCR07-190020D068 2.7 6.20 19.0 35.00 6.80
l1
dh6
l3
af
X
View X
45° 45°
RTmax
1.0Min. Bore
Dia.
Tmax
l2

INSERT
102
Grooving
MING Type Mini carbide bars for Grooving and Turning.
Designation StockItems dh6 W±0.05 f a l1 l3 Tmax-r D
min R/L Grade
MINGR04-050050-D20
4.00
0.500.2 1.80
19.00 5.00.40 2.00
R
TT9030
MINGR04-100050-D20 0.50 24.00 10.0
MINGR04-050070-D30 0.700.7 2.70
19.00 5.00.60 3.00
MINGR04-100070-D30 0.70 24.00 10.0
MINGR04-090100-D40 1.001.5 3.50
24.00 9.00.80 4.00
MINGR04-150100-D40 1.00 30.00 15.0
MINGR07-090100-D50
7.00
1.00
1.9 4.40
25.00 9.0
1.00 5.00
MINGR07-140100-D50 1.00 30.00 14.0
MINGR07-090150-D50 1.50 25.00 9.0
MINGR07-140150-D50 1.50 30.00 14.0
MINGR07-090200-D50 2.00 25.00 9.0
MINGR07-190200-D50 2.00 35.00 19.0
MINGR07-090100D060
1.00
2.3 5.30
25.00 9.0
1.80 6.00
MINGL07-090100D060 25.00 9.0 L
MINGR07-140100D060 30.00 14.0
RMINGR07-210100D060 37.00 21.0
MINGR07-290100D060 45.00 29.0
MINGR07-090150D060
1.50
25.00 9.0
MINGL07-090150D060 25.00 9.0 L
MINGR07-140150D060 30.00 14.0
R
MINGR07-210150D060 37.00 21.0
MINGR07-240150D060 40.00 24.0
MINGR07-290150D060 45.00 29.0
MINGR07-090200D060
2.00
25.00 9.0
MINGR07-140200D060 30.00 14.0
MINGR07-210200D060 37.00 21.0
MINGR07-240200D060 40.00 24.0
MINGR07-290200D060 45.00 29.0
MINGR07-090100D068
1.00
2.7 6.20
25.00 9.0
2.50 6.80
MINGR07-140100D068 30.00 14.0
MINGR07-210100D068 37.00 21.0
MINGR07-090150D068
1.50
25.00 9.0
MINGR07-140150D068 30.00 14.0
MINGR07-210150D068 37.00 21.0
MINGR07-290150D068 45.00 29.0
MINGR07-090200D068
2.00
25.00 9.0
MINGR07-140200D068 30.00 14.0
MINGL07-140200D068 30.00 14.0 L
MINGR07-210200D068 37.00 21.0
RMINGR07-240200D068 40.00 24.0
MINGR07-290200D068 45.00 29.0
l1
dh6
l2a f
W Tmax-r
Min. BoreDia.
Tmax
Wl2

INSERT
103
Grooving
MINF Type Mini carbide bars f or Deep Face Grooving
l1
dh6
Tmax.
aW l2
Designation StockItems dh6 W a l2 l1 Tmax-r D
min R/L Grade
MINFR07 200250D1507.00
2.50 5.90
20.0 35.00 20.015.0 R TT9030MINFR07 200300D150 3.00
MINFR07 300300D150 3.00 30.0 45.00 30.0
MINA Type Mini carbide bars for Shaft Grooving.
l1
dh6
T max.
a
W l2
Designation StockItems dh6 W a l2 l1 Tmax-r D
min R/L Grade
MINAR07-200200D060 7.00 2.00 5.20 20.0 35.00 4.0 6.0 R TT9030
MINF Type Mini carbide bars for Deep Face Grooving
Designation StockItems dh6 W a l3 l1 Tmax-r D
min R/L Grade
MINFR07-110100D060
7
1.004.20
11.0 26.001.5
6.0
R
TT9030
MINFR07-110100D080 5.20 8.0MINFR07-110150D060 1.50 4.20 2.0 6.0MINFR07-110200D060
2.00 5.20 3.0
8.0
MINFR07-200200D080 20.035.00
MINFL07-210150D0801.50
5.90
21.02.5
LMINFR07-110150D080 11.0 26.00
RMINFR07-210150D080 21.0 35.00MINFL07-300200D080
2.0030.0 45.00
3.0L
MINFR07-110200D080 11.0 26.00
R
MINFR07-210200D080 21.0 35.00MINFR07-110250D080
2.5011.0 26.00
3.5MINFR07-210250D080 21.0 35.00MINFR07-110300D080
3.0011.0 26.00
MINFR07-210300D080 21.0 35.00MINFR07-300300D080 30.0 45.00
l1
dh6
T max.
W l2

INSERT
104
Grooving
MINN Type Mini carbide bars for ISO Full Profile Internal Thread Turning.
l1
dh6
l3
af
X
View X
45° 45°
RTmax
1.0Min. Bore
Dia.
Tmax
l2
MINR Type Mini carbide bars, Full Radius for Internal Boring and Profiling.
l1
dh6
l2fa
WR
Tmax-r
Tmax Min. BoreDia.
MINB Type Mini carbide bars for Internal Back Turning
dh6
l2l1
a
R
f
1.5
30 °
Tmax
-r
3°
Designation dh6 W±0.05 f a R l1 l3 Tmax-r Dmin R/L
Grade TT9030
MINRR07-190050D0507 1.00
1.9 4.400.50
35.00 19.0 1.00 5.00RMINRR07-240050D060 2.3 5.30 40.00 24.0 1.80 6.00
MINRR07-290050D068 2.7 6.30 45.00 29.0 2.50 6.80
Designation dh6 Pitch te w Y f a l3 l1 Dmin
Grade TT9030
MINNR04-140050D040 4 0.50 0.30 0.06 0.35 1.5 3.50
14.0 30.00
4.00MINNR07-140050D050
7
0.501.9 4.40
5.00MINNR07-140050D075 0.75 0.40 0.90 0.45 5.00MINNR07-140100D048 1.00 0.60 0.12 0.55 4.80MINNR07-140100D060 1.00
2.3 5.306.00
MINNR07-140125D060 1.25 0.70 0.15 0.65 6.00MINNR07-140150D060 1.50 0.80 0.18 0.75 6.00MINNR07-140150D070 1.50 2.7 6.20 7.00
Designation dh6 f a l1 l3 R±0.05 Tmax-r Dmin R/L
Grade TT9030
MINBR04-140010D030
40.6 2.60 29.00 14.0 0.10 0.50 3.00
R
MINBR04-190010D030 34.00 19.0MINBR04-140015D040 1.5 3.50 29.00 14.0 0.15 0.80 4.00MINBR04-240015D040 39.00 24.0MINBR07-190020D050
7
1.9 4.40 35.00 19.0 0.20 1.00 5.00MINBR07-290020D050 45.00 29.0MINBR07-190020D060 2.3 5.30 35.00 19.0
0.201.80 6.00MINBR07-290020D060 45.00 29.0
MINBR07-190020D070 2.7 6.30 35.00 19.0 2.50 7.00MINBR07-290020D070 45.00 29.0

INSERT
105
Grooving
FeaturesEconomical double-sided insertStrong clamping with fully supported seatsInternal coolant through the shankAvailable minimum diameter up to 12.5mmVarious application range- TDIP: ground precision insert for efficient chip control- TDIM: pressed insert with efficient chipformer for boring and grooving operation
For small ID turning and grooving

INSERT
106
Grooving
Inserts
TDIM
Designation Insert Seat Size W±0.05 R B L H Grade
TDIM 2E-0.15 2 2.0 0.15 1.610 3.2 TT9080
TDIM 3E-0.2 3 3.0 0.2 2.4
Pressed Inserts for Internal Turning and Grooving
TDIP
Designation Insert Seat Size W R B T Grade
TDIP 1.00-0.10*
2
1.000.10
1.6
1.60
TT9080
TDIP 1.00-0.50* 0.50 1.60
TDIP 1.20-0.00* 1.20 0.00 1.80
TDIP 1.40-0.00* 1.40 0.002.00
TDIP 1.50-0.10* 1.50 0.10
TDIP 2.00E-0.10
2.00
0.10
-
TDIP 2.00E-0.20 0.20
TDIP 2.00E-1.00 1.00
TDIP 2.50E-0.20
3
2.50 0.20
2.4TDIP 3.00E-0.203.00
0.20
TDIP 3.00E-1.50 1.50
Precision Inserts for Internal Turning and Grooving

INSERT
107
Grooving
Holders
TTSIR/L Internal, Grooving and Turning on Small Diameters
DesignationInsert Seat Size
Ød L L1 F H A Tmax ØDmin Coolant Insert Screw Wrench
TTSIR/L 10-12.5-2
2
10 125 25 7.5 4.5
1.6
2.4 12.5 Ø3.5
TS 40093I T 15TTSIR/L 12-14-2 12 125 35 9.1 5.5 2.6 14 Ø6TTSIR/L 16-12.5-2 16 150 20 10.5 7.5 2.4 12.5 PL 16TTSIR/L 16-14-2 16 150 25 11 7.5 2.6 14 PL 16TTSIR/L 16-16-2 16 150 40 11 7.5 3.0 16 PL 16 TS 50125I T 20TTSIR/L 12-14-3
3
12 125 35 9.1 5.5
2.0
2.6 14 Ø6TS 40093I T 15TTSIR/L 16-12.5-3 16 150 20 10.5 7.5 2.4 12.5 PL 16
TTSIR/L 16-14-3 16 150 25 11 7.5 2.6 14 PL 16TTSIR/L 16-16-3 16 150 40 11 7.5 3.0 16 PL 16
TS 50125I T 20TTSIR/L 20-20-3 20 150 40 14 9 4 20 PL 20