Embed Size (px)
Citation preview

© TWI, Bombardier Transportation UK and D’Appolonia 2006 1
MODELLING OF CRASHWO RTHY WELDED JOINTS O F ALUMINIUM RAILWAY CARBODIES
J. Davenport1, W. Xu1, M. Wilson2, D. Zangani3, 1TWI, Cambridge, United Kingdom;
2Bombardier Transportation, Derby, United Kingdom; 3D’Appolonia S.p.A., Genova, Italy
ABSTRACT
The objective of the present work is the definition of an approach for the finite element analysis of welded joints in aluminium rail vehicles and the prediction of structural behaviour of the rail vehicle under highly dynamic loading conditions. The modell ing of crashworthiness of rail vehicles imposes serious constraints because of large numerical models and the related computing times. It is practically impossible to detail a large part of a rail vehicle to the scale of the smallest features characterising the joints, because of problems of mesh size and mesh orientation sensitivity. Moreover the simulation of crashworthy welded joints require material models that are able to represent the coexistence of various failure modes. An approach to overcoming th ose difficulties has been proposed on the basis of micro -mechanics material models that describe material failure as a process of nucleation, growth and coalescence of voids. The material models used in the present work have been calibrated with extensive materials testing data and validated by testing structurally representative welded rail vehicle floor components. The material models and the proposed modelling approach have been applied for simulation of vehicle impact. 1. INTRODUCTION When developing a new vehicle, rail equipment manufacturers are required to meet a number of national and international crash safety requirements. Therefore, as part of the validation procedure for new designs, finite element (FE) models are produced to simulate new veh icle crash performance against these legislative targets. In the UK, the current Electrostar and Turbostar vehicle carbodies are manufactured from 6005 aluminium alloy. The alloy is extruded as lengths of double skinned profile and subsequently welded to form sections of the vehicle. Crashworthy cab and intermediate end structures are currently manufactured from carbon steel, although more ductile grades of aluminium, for example 5000 series have been used for this application and extrudable overaged 6000 series alloys, such as 6008 T7 are also becoming popular alternatives. When developing simulation techniques, a range of alloys needs to be considered. The ‘Complete Knock Down’ construction method used for aluminium carbodies manufactured by Bombardier in the UK allows highly efficient vehicle assembly. Roof, bodyside and floor panels are extruded and welded to form the basic components of the vehicle. Equipment and trim are then fitted to the panels before the bodyshell is bolted together. Cab and inter mediate end modules are also manufactured and fitted out before being supplied to the production line as bolt on items. Various techniques are available for welding carbody structures to form a shell. Currently the most widely used welding techniques for rail applications are MIG, Twin Wire MIG and Friction Stir Welding (FSW). Each offers various performance and commercial advantages and comparative studies are being undertaken to evaluate these. For the purposes of this paper, only MIG welds will be eval uated, although the analysis techniques would be equally applicable to the other methods. Since the carbody plays an important part in the structural integrity and crashworthiness of a rail vehicle, this manufacturing method leads to a requirement for, n ot only an understanding of the mechanical behaviour of the parent metal, but also of the welded and bolted joints. A structural analyst must be able to simulate the behaviour of welded and bolted joints in aluminium under dynamic loading. This has become increasingly important, since recent ‘real life’ collisions have shown these areas to be critical factors affecting structural integrity. In particular, a phenomenon known as weld ‘unzipping’ is felt to be a critical failure mode for extruded aluminium car body designs.

© TWI, Bombardier Transportation UK and D’Appolonia 2006 2
A brief review of modelling of material failure is given next. Failure models established from test data for 6005A and associated weld metal and HAZ are presented. A practical approach to failure modelling of full vehicle impact is described . Finally the application of the proposed modelling approach is described for vehicle impact simulation. 2. MODELLING OF MATERIA L FAILURE 2.1 OVERVIEW Excellent reviews of mechanisms and mechanics models of ductile fracture can be found in reference 1 and 2. The critical strain model and the Gurson -Tvergaard-Needleman (3,4,5) model are discussed here, mainly because these are representative and have been implemented in the general purpose finite element codes such as ABAQUS and LS -DYNA. Hancock and Mackenzie (6) determined the strain required to initiate ductile fracture in three low -alloy, quenched and tempered steels in multi -axial stress-states using notched cylindrical specimens. Based on the result of cavity growth analysis by Rice and Tracey (7), these authors proposed (6,7) that the failure strain was an exponential function of stress triaxiality. Johnson and Cook (8) studied fracture characteristics of three ductile metals over a range of strain rates, temperatures and stress traxiality using torsion, Hopkinson bar and tensile tests with various notched geometries. These authors (8) presented an expression for the strain at fracture as a function of stress triaxiality, strain rate and temperature by
[ ] [ ]*5
*4
vM
m321
f TD1㭐lnD1)㰰㰰
EXP(DDD㭐 ++
+= & [1]
where 㰰m is the mean stress and 㰰 vM is the von Mises equivalent stress. 㰰 m/㰰vM is stress triaxiality. *ε& is dimensionless strain rate and T* is homologous temperature. D 1, D2, D3, D4 and D5 are material constants. The expression in the first set of brackets has the same form proposed by Hancock and Mackenzie (6). The GTN model (3,4,5) has been widely used in recent years to study ductile fracture, mainly in steels (e.g. 9,10). The model aims to capture the characteristics of the three main stages in a ductile fracture: void nucleation at second phase particles, subsequent void growth in a multi -axial stress-states and final fracture by void coalescence and/or necking. For a metal containing a dilute concentration of voids, Gurson (3) p roposed a yield condition as a function of the void volume fraction. This yield condition was later modified by Tvergaard (5) to the following form:
)fq(12㰰3㰰q
coshf2q㰰㰰
F2*
3y
m2*1
2
y
e +−
−+
= [2]
where 㰰e is the effective Mises stress, 㰰 m is the mean value of three principa l stresses and 㰰 y is the yield stress of the fully dense matrix material. q 1 q 2 and q3 are material parameters. f * is the current void volume fraction. 2.2 CRITICAL STRAIN MODELS Test results of aluminium alloys suggested that the strain at fracture incr eased with increasing strain rate and temperature. Therefore it is conservative to determine fracture strain under quasi -static loading conditions at room temperature. In the present work, the effects of strain rate and temperature have not been considered . Hence only D1, D2 and D3 have been determined. Failure strains and the corresponding values of stress triaxiality have been obtained for the parent material (6005A-T6), the weld metals and the HAZs from tests of notched cylindrical specimens and the associated finite element analyses. Those test and analysis results were used to determine parameters, D1, D2 and D3 in Eq.[1] using the least -square method. The values of these parameters are given in Table 1 below.

© TWI, Bombardier Transportation UK and D’Appolonia 2006 3
2.3 GURSON-TVERGAARD-NEEDLEMAN MODELS There is an implementation of the GNT model (3,4,5) in ABAQUS (11). In that implementation, there are eight parameters. Three parameters (q 1, q2 and q3) are used in the yield function, three parameters (㭐N, sN, fN) are used to model void nucleation and the remaining two (f c, fF) describes critical moments in the process of void growth, coalescence and final failure. It is almost a convention to assume that q 1=1.5, q2=1 and q3=q1
2. Results of load versus a xial displacement obtained from tensile tests of notched cylindrical specimens were used to determine values of the five remaining parameters in the GNT model. Values of the five parameters for the different material zones are given in Table 2 below. Table 1 Values of critical strain model parameters
Material zone D1 D2 D3
6005A-T6 0.05 2.8480 -3.8272 Al-Mg WM 0.05 0.7684 -1.3216 Al-Mg HAZ 0.05 5.0921 -3.9046 Al-Si WM 0.05 1.7256 -4.1053 Al-Si HAZ 0.05 20.0775 -3.7688 Table 2 Values of GTN model parameters Material zones 㭐N sN fN fc fF
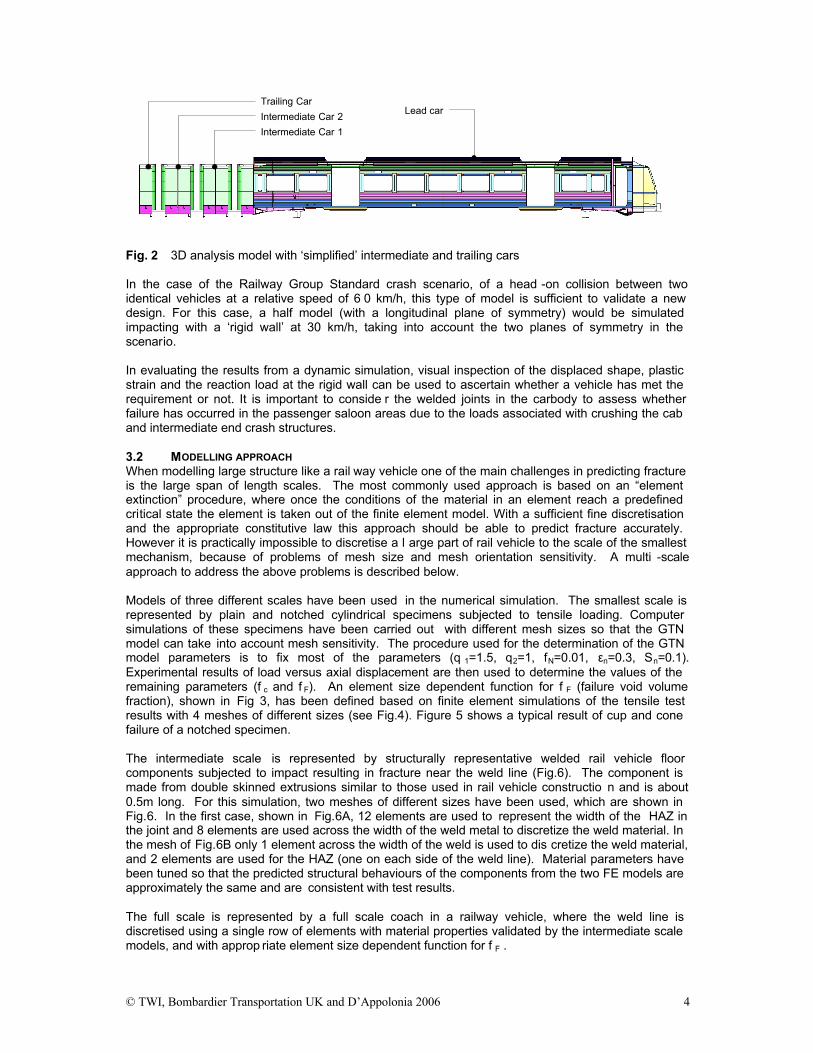
6005A-T6 0.1 0.01 0.005 0.008 0.012 Al-Mg filler metal (5356) 0.3 0.10 0.010 0.015 0.020 HAZ 0.5 0.10 0.030 0.100 0.200 It should be noted that values of the failure model parameters are sensitive to mesh size used in the finite element models. Typical element side length in those finite element analyses was 0.1mm. Further discussion on mesh sensitivity is given in Section 3.2 below. 3. MODELLING OF WELDED JOINTS IN RAILWAY CA RBODIES 3.1 OVERVIEW Throughout the design and validation of a new vehicle, finite element analysis (FEA) techniques are employed. Both linear and non -linear static and non-linear dynamic analysis codes are used to evaluate the design against static and crash loadcases, respectively. The models used often appear similar for the static and dynamic work, although there are a number of differences. Often the areas where a static model needs to be refined, a dynamic crash model does not and vice versa. For example in the crash structures at the end of a carbody, a dynamic model would use a fine mesh, whereas this level of detail would in most cases not be necessary for a static loadcase. A dynamic model, if being used to simulate plastic deformation and potential failure, needs a non -linear materia l model, which describes both the elastic and post -yield behaviour of the material. In multiple units, the first car is often subjected to the highest loading and absorbs the most energy in a frontal collision, so usually only this car is modelled fully. The crash structures of subsequent cars are modelled, but it is not usually necessary to model the full carbody, unless a high collision energy scenario is being investigated. For the trailing cars, the intermediate ends are connected with rigid elements, which are given density properties to provide the correct mass, see Figure 2. This technique allows an accurate representation of the vehicle to be analysed, without the need for prohibitively large models. (A single car model can often contain over 250,0 00 elements.)
© TWI, Bombardier Transportation UK and D’Appolonia 2006 4
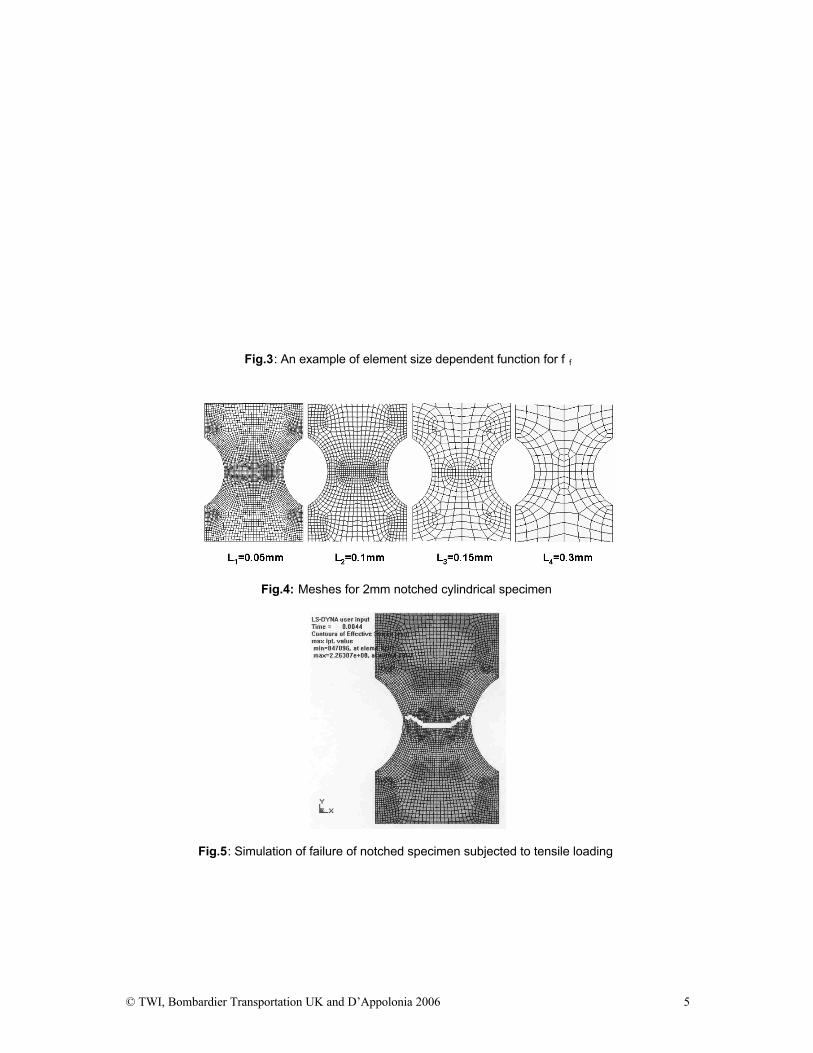
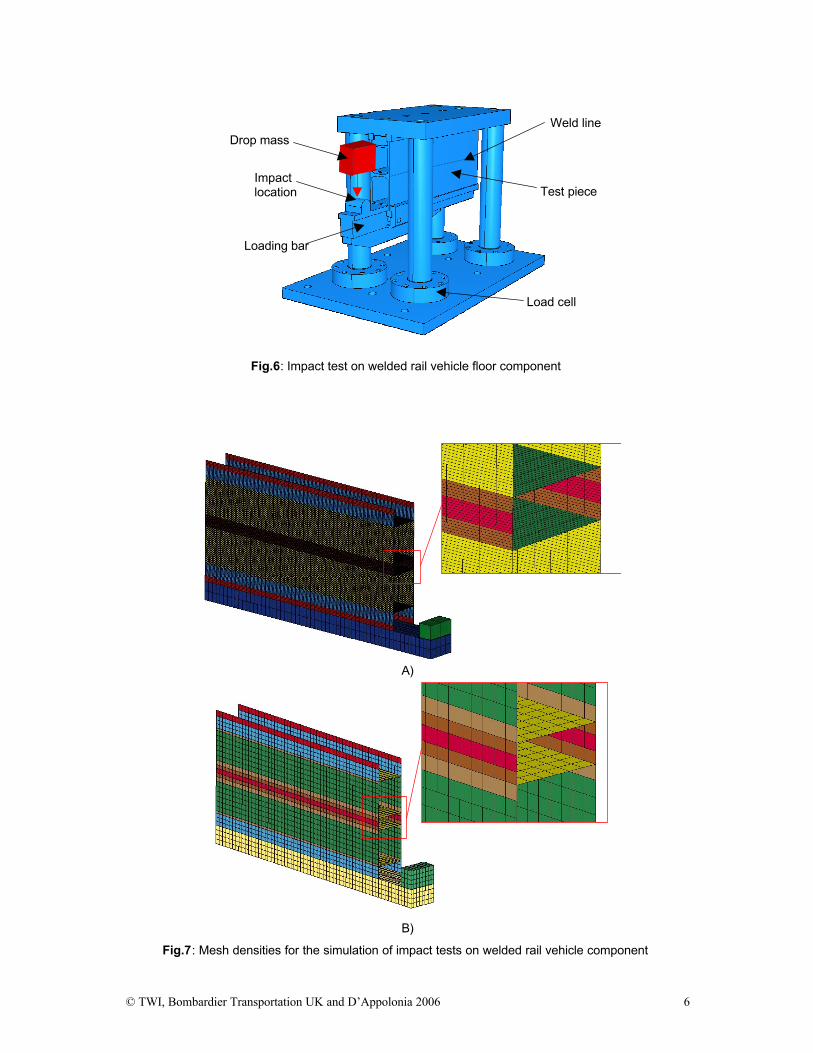
Fig. 2 3D analysis model with ‘simplified’ intermediate and trailing cars In the case of the Railway Group Standard crash scenario, of a head -on collision between two identical vehicles at a relative speed of 6 0 km/h, this type of model is sufficient to validate a new design. For this case, a half model (with a longitudinal plane of symmetry) would be simulated impacting with a ‘rigid wall’ at 30 km/h, taking into account the two planes of symmetry in the scenario. In evaluating the results from a dynamic simulation, visual inspection of the displaced shape, plastic strain and the reaction load at the rigid wall can be used to ascertain whether a vehicle has met the requirement or not. It is important to conside r the welded joints in the carbody to assess whether failure has occurred in the passenger saloon areas due to the loads associated with crushing the cab and intermediate end crash structures. 3.2 MODELLING APPROACH When modelling large structure like a rail way vehicle one of the main challenges in predicting fracture is the large span of length scales. The most commonly used approach is based on an “element extinction” procedure, where once the conditions of the material in an element reach a predefined critical state the element is taken out of the finite element model. With a sufficient fine discretisation and the appropriate constitutive law this approach should be able to predict fracture accurately. However it is practically impossible to discretise a l arge part of rail vehicle to the scale of the smallest mechanism, because of problems of mesh size and mesh orientation sensitivity. A multi -scale approach to address the above problems is described below. Models of three different scales have been used in the numerical simulation. The smallest scale is represented by plain and notched cylindrical specimens subjected to tensile loading. Computer simulations of these specimens have been carried out with different mesh sizes so that the GTN model can take into account mesh sensitivity. The procedure used for the determination of the GTN model parameters is to fix most of the parameters (q 1=1.5, q2=1, fN=0.01, 㭐n=0.3, Sn=0.1). Experimental results of load versus axial displacement are then used to determine the values of the remaining parameters (f c and f F). An element size dependent function for f F (failure void volume fraction), shown in Fig 3, has been defined based on finite element simulations of the tensile test results with 4 meshes of different sizes (see Fig.4). Figure 5 shows a typical result of cup and cone failure of a notched specimen. The intermediate scale is represented by structurally representative welded rail vehicle floor components subjected to impact resulting in fracture near the weld line (Fig.6). The component is made from double skinned extrusions similar to those used in rail vehicle constructio n and is about 0.5m long. For this simulation, two meshes of different sizes have been used, which are shown in Fig.6. In the first case, shown in Fig.6A, 12 elements are used to represent the width of the HAZ in the joint and 8 elements are used across the width of the weld metal to discretize the weld material. In the mesh of Fig.6B only 1 element across the width of the weld is used to dis cretize the weld material, and 2 elements are used for the HAZ (one on each side of the weld line). Material parameters have been tuned so that the predicted structural behaviours of the components from the two FE models are approximately the same and are consistent with test results. The full scale is represented by a full scale coach in a railway vehicle, where the weld line is discretised using a single row of elements with material properties validated by the intermediate scale models, and with approp riate element size dependent function for f F .
Lead car Trailing Car Intermediate Car 2 Intermediate Car 1
© TWI, Bombardier Transportation UK and D’Appolonia 2006 5
0.2
0.21
0.22
0.23
0.24
0.25
0.26
0.27
0.28
0.29
0.3
0 0.05 0.1 0.15 0.2 0.25 0.3 0.35
L[mm]
Ff
Fig.3: An example of element size dependent function for f f
Fig.4: Meshes for 2mm notched cylindrical specimen
Fig.5: Simulation of failure of notched specimen subjected to tensile loading
© TWI, Bombardier Transportation UK and D’Appolonia 2006 6
Fig.6: Impact test on welded rail vehicle floor component
A)
B)
Fig.7: Mesh densities for the simulation of impact tests on welded rail vehicle component
Weld line
Impact location Test piece
Drop mass
Load cell
Loading bar
© TWI, Bombardier Transportation UK and D’Appolonia 2006 7
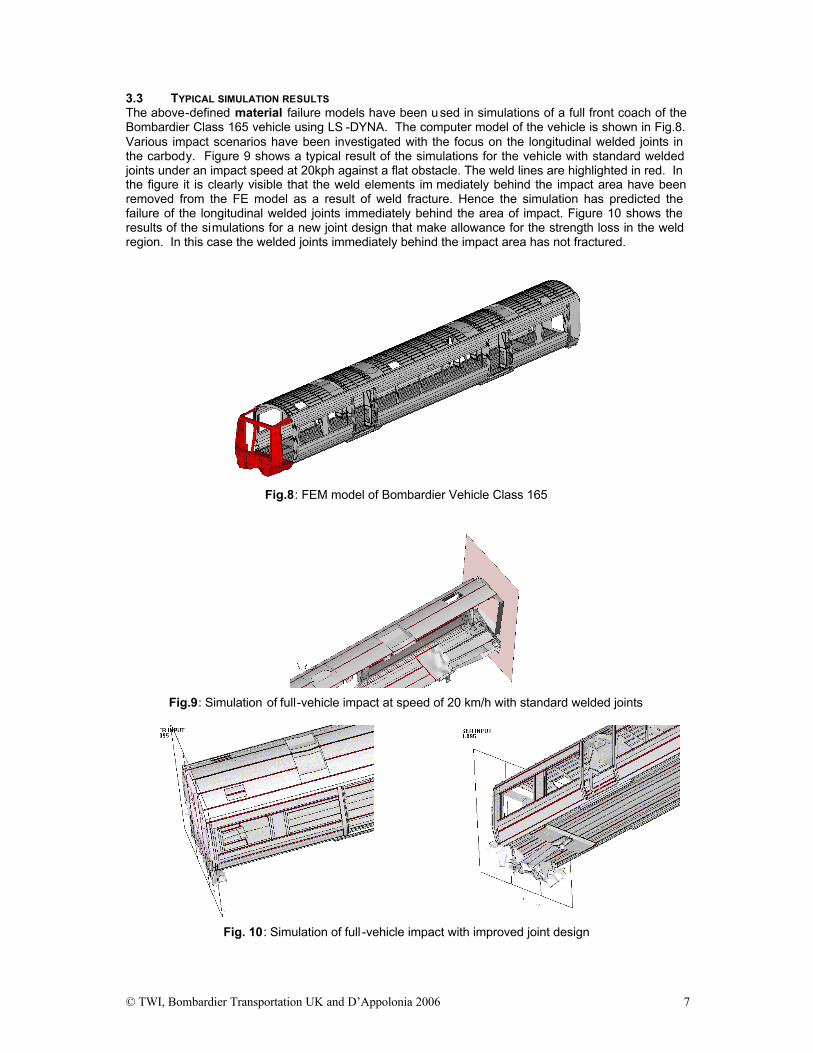
3.3 TYPICAL SIMULATION RESULTS The above-defined material failure models have been used in simulations of a full front coach of the Bombardier Class 165 vehicle using LS -DYNA. The computer model of the vehicle is shown in Fig.8. Various impact scenarios have been investigated with the focus on the longitudinal welded joints in the carbody. Figure 9 shows a typical result of the simulations for the vehicle with standard welded joints under an impact speed at 20kph against a flat obstacle. The weld lines are highlighted in red. In the figure it is clearly visible that the weld elements im mediately behind the impact area have been removed from the FE model as a result of weld fracture. Hence the simulation has predicted the failure of the longitudinal welded joints immediately behind the area of impact. Figure 10 shows the results of the simulations for a new joint design that make allowance for the strength loss in the weld region. In this case the welded joints immediately behind the impact area has not fractured.
Fig.8: FEM model of Bombardier Vehicle Class 165
Fig.9: Simulation of full-vehicle impact at speed of 20 km/h with standard welded joints
Fig. 10: Simulation of full -vehicle impact with improved joint design
© TWI, Bombardier Transportation UK and D’Appolonia 2006 8
4. CONCLUDING REMARKS The introduction of double skinned construction has greatly improved the crash resistan ce of rail vehicles. However, aluminium alloys derive their strength through elaborate heat treatments. The additional heat input introduced by the fusion welding process alters the microstructure at the weld region resulting in a reduction of strength tha t could be up to 50% of that of the parent material. This can have detrimental effects on the behaviour of such joints in impact situations. The impact resistance of the longitudinal fusion welds in rail aluminium vehicles has now received extensive consideration in terms of their effects on the crashworthiness of the rail vehicle. To improve the ability to accurately model the structural behaviour of the longitudinal welded joints in rail vehicles subjected to collision impact has been the objective of th e present work. The modelling efforts have been aided by detailed static and quasi -static mechanical property tests in order to derive material model parameters that can best describe material failure. In addition to material property tests, component test s have been carried out to validate the material models. The GTN (3,4,5) model used within the LS-DYNA finite element analysis code has provided good predictions of material and structural failure under static, quasi -static and dynamic loading conditions. A FE model of the front coach of Bombardier Class 165 rail vehicle has been constructed and subjected to head on collision scenarios. The simulation results have demonstrated a notable improvement in the failure mode with the new joint design that makes allowance for the strength reduction in the weld region. 5. ACKNOWLEDGEMENTS The present work was carried out within the European collaborative project ALJOIN. Financial supports from the European Commission and technical contributions from ALJOIN proj ect partners Alcan, DanStir and NewRail (University of Newcastle -upon-Tyne) are gratefully acknowledged. 6. REFERENCES 1. Thomason P F: ‘Ductile fracture of metals’. Publ: Pergamon Press, Oxford, 1990. ISBN 0 -08-
040178-3. 2. Van Stone R H, Cox T B, Low J R, Jr, and Psioda J A: ‘Microstructural aspects of fracture by
dimpled rupture’. International Metals Review Vol.30, No.4, 1985, pp.157 -179. 3. Gurson A L: ‘Continuum theory of ductile ruputure by void nucleation and growth: Part I – Yield
criteria and flow rules for porous ductile media’. J. Eng. Mater. Tech. Trans. ASME Vol.99, January 1977 , pp.2 -15.
4. Tvergaard V: ‘Influence of voids on shear band instabilities under plane strain conditions’. Int. J. Fract. Vol.17, No.4, August 1981, pp.389 -407.
5. Tvergaard V and Needleman A: ‘Analysis of the cup -cone fracture in round tensile bar’. Acta metall., 1984, Vol.32, No.1, pp.157 -169.
6. Hancock J W and Mackenzie A C: ‘On the mechanisms of ductile failure in high -strength steels subjected to multi -axial stress-states’. J. Mech. Phys. Solids, 1976, Vol.24, pp. 147 -169.
7. Rice J R and Tracey D M: ‘On the ductile enlargement of voids in triaxial stress fields’. J. Mech. Phys. Solids, 1969, Vol.17, pp.201 -207.
8. Johnson G R and Cook W H: ‘Fracture characteristics of three metals s ubjected to various strains, strain rates, temperatures and pressures”. Engineering Fracture Mechanics, 1985, Vol.21, No.1, pp. 31 -48.
9. Zhang Z L: ‘A practical micro -mechanical model -based local approach methodology for the analysis of ductile fracture of w elded T-joints’. Ph.D Thesis, Lappeenranta University of Technology, 1994.
10. Bernauer G and Brocks W: ‘Micro -mechanical modelling of ductile damage and tearing – results of a European numerical round robin’. Fatigue Frac Engng Mater Struct, 2001, Vol.25, pp. 363-384.
11. ABAQUS User Manual, Version 6.5, 2005.














![[Corus] Design of SHS Welded Joints](https://img.dokumen.tips/doc/110x75/577d1fe51a28ab4e1e918f6a/corus-design-of-shs-welded-joints.jpg)














