Embed Size (px)
Citation preview

- I -
Doktorska disertacija
MATEMATIČNI MODEL OCENE
NEGOTOVOSTI PRI MERJENJU RAVNOSTI
april, 2009 Avtor: mag. Andrej GUSEL
Mentor: prof. dr. sci. Vedran MUDRONJA

- II -
Vložen original sklepa o
potrjeni temi podiplomskega
- III -
Vložen original sklepa o imenovanju komisije za
oceno podiplomskega dela

- IV -
I Z J A V A
Podpisani Andrej GUSEL izjavljam, da:
• je bila predložena doktorska disertacija opravljena samostojno pod mentorstvom
prof. sci. Vedrana MUDRONJE;
• predložena disertacija v celoti ali v delih ni bila predložena za pridobitev
kakršnekoli izobrazbe na drugi fakulteti ali univerzi;
• soglašam z javno dostopnostjo disertacije Knjižnici tehniških fakultet Univerze v
Mariboru.
Maribor, 11. 3. 2009 Podpis: ___________________________

- V -
ZAHVALA
Zahvaljujem se mentorju prof. dr. Vedranu MUDRONJI za
pomoč in vodenje pri opravljanju podiplomskega dela.
Posebna zahvala gre tudi staršem in vsem, ki so me med
študijem podpirali in bodrili.

- VI -
MATEMATIČNI MODEL OCENE NEGOTOVOSTI PRI MERJENJU
RAVNOSTI
Ključne besede: model negotovosti ravnosti, simulacija ravnosti Monte Carlo,
simulacija merilne plošče
UDK: 620.179.118:531.717.8(043.3)
POVZETEK
Meritve ravnosti predstavljajo sredstvo za vrednotenje ravnosti merilnih plošč in ostalih površin, ki služijo kot osnova pri meritvah lege in oblike. Kljub poznavanju postopkov, metod in merilne opreme za merjenje ravnosti ter kljub vedno novim metodam, ki poskušajo poenostaviti postopek, se vedno pojavljajo isti problemi. En glavnih problemov so vplivni faktorji, ki učinkujejo na meritev. Te vplivne faktorje, še bolj pa njihove učinke na meritev, moramo poznati in biti sposobni ovrednotiti, saj predstavljajo osnovo za določanje negotovosti meritve ravnosti. Vplivni faktorji so na splošno sicer znani, manj znani pa so njihovi vplivi na meritev, kar vpliva na odločitev, katere upoštevati in kako, katere pa lahko zanemarimo oziroma preprečimo.
Prej ali slej se soočimo tudi s pomanjkljivostmi obstoječih metod. Večino meritev ravnosti izvajamo po metodi Union Jack, ki poleg vrste prednosti prinaša tudi nekaj pomanjkljivosti. Glavna pomanjkljivost je, da mreža že v osnovi bolj slabo pokrije obravnavano površino. Bolj groba mreža res pohitri postopek merjenja, vendar pa se zato pokritost površine še dodatno zmanjša, s tem pa se nam lahko iz obravnave izmuzne katero od odstopanj površine, to pa seveda vpliva na rezultat in negotovost. Zdi se, da bi za bolj drobne nepravilnosti potrebovali bolj gosto mrežo, za večja odstopanja pa bi zadoščala bolj groba mreža.
Če torej glede na obliko površine določamo gostoto merilne mreže, gostota merilne mreže pa spet pogojuje stopnjo pokritosti površine, moramo najti odgovor na vprašanje, ki sledi: kako sta povezani oblika površine in negotovost meritve? Ali bi bilo res možno (in smiselno), da bi za različne oblike površin vnaprej definirali različne merilne mreže?
Pri odgovoru na te izzive si pomagamo z metodo Monte Carlo. Model meritve služi za osnovo algoritma, s katerim je mogoče preko serije simulacij določiti negotovost meritve. Rezultati za različne merilne mreže, prilagojene obliki površine, kažejo presenetljive izsledke.

- VII -
MATHEMATICAL MODEL OF UNCERTAINTY EVALUATION IN
FLATNESS MEASUREMENT Key words: flatness uncertainty model, monte carlo flatness simulation, surface plate
simulation
UDK: 620.179.118:531.717.8(043.3)
ABSTRACT
Flatness measurement is a mean for flatness evaluations of measurement plates and other surfaces, which represent a basis for measurements of position and form. Procedures, measurement equipment and methods are well known, and despite all the efforts to simplify the procedures, we face the very same problems as before. Large part of these problems are the impact factors, which influence the measurement. In order to be able to determine the measurement uncertainty, we must be able to evaluate these factors and their effects on the measurement itself. All impact factors are well known, less known is their impact on the measurement, and a resulting decision, which factors are taken into consideration and how, and which can be ignored or even prevented.
Sooner or later we face the deficiencies of existing methods. Usually, flatness measurements are performed using a Union Jack method, which brings a lot of advantages, together with some disadvantages. The main disadvantage of this method is only average coverage of the surface we measure. A coarser grid does improve the duration of the measurement, but as the grid gets coarser, the coverage factor gets smaller. With that, it is possible to neglect some of possible surface defects, which affect both the result and uncertainty. It seems as a denser grid would be needed for finer defects on the surface, and a coarser grid would be sufficient for larger irregularities.
If the coverage of the surface is based on the density of the grid, and the grid density could be determined based on the shape of the surface, we must ask ourselves the following question – what is the relation between the shape of the surface and the measurement uncertainty? Would it be possible and would it make any sense to define suitable measurement grids according to the type of the surface?
To answer all these challenges, a Monte Carlo method comes of use. A measurement model serves as a basis for the algorithm, which is used to determine the measurement uncertainty over a series of simulations. Results for different types of measurement grid, adapted to the shape of the surface, are astonishing.

- VIII -
KAZALO
1. UVOD .......................................................................................................................1
1.1 METODA MONTE CARLO .....................................................................................3
1.1.1 Zakaj prav metoda Monte Carlo?....................................................................7
1.1.2 Zgodovina metode Monte Carlo .....................................................................8
2. MERITVE PREMOSTI IN RAVNOSTI ..............................................................11
2.1 NA SPLOŠNO O MERITVAH..................................................................................12
2.1.1 Pregled pojmov ............................................................................................12
2.2 NA SPLOŠNO O PREMOSTI IN RAVNOSTI...............................................................14
2.3 PREMOST ..........................................................................................................14
2.3.1 Preverjanje premosti z merjenjem kota .........................................................16
2.3.2 Merjenje premosti.........................................................................................18
2.4 RAVNOST..........................................................................................................19
2.4.1 Preverjanje ravnosti z merilniki nagiba .........................................................20
2.4.2 Merjenje ravnosti s pomočjo elektronskih libel in računalnika ......................20
2.5 MERILNE MREŽE ...............................................................................................21
2.5.1 Merilna mreža Union Jack ............................................................................21
2.5.2 Pravokotna merilna mreža ............................................................................22
2.6 PREIZKUSNE PLOŠČE..........................................................................................23
2.6.1 Lastnosti preizkusnih plošč po standardu GGG-P-463c.................................25
2.6.2 Lastnosti preizkusnih plošč po standardu DIN 876........................................29
2.7 KARAKTERISTIKA OKOLICE ...............................................................................31
2.7.1 Definicije in vplivne karakteristike ...............................................................31
2.7.2 Temperatura in temperaturne razmere v merilnici .........................................33
2.7.3 Čistost zraka.................................................................................................37
2.7.4 Vibracije.......................................................................................................40
2.8 KATEGORIJE MERJENIH POVRŠIN ........................................................................41
2.8.1 Hrapavost površine.......................................................................................42
2.8.2 Lokalna odstopanja ravnosti .........................................................................42
2.8.3 Geometrijska odstopanja ravnosti .................................................................43

- IX -
3. NAPRAVE ZA MERJENJE NAGIBA .................................................................44
3.1 UVOD ...............................................................................................................44
3.2 MERITVE KOTOV NA SPLOŠNO............................................................................44
3.3 MOŽNOSTI UPORABE .........................................................................................45
3.4 NASTAVLJANJE PRIKAZA NIČELNE TOČKE...........................................................45
3.5 MERSKE ENOTE PRI MERITVAH NAGIBA ..............................................................46
3.6 ELEKTRONSKI MERILNIKI NAGIBA ......................................................................47
3.6.1 Elektronski merilniki nagiba z analogno tehniko...........................................47
3.6.2 Elektronski merilniki nagiba z digitalno merilno elektroniko ........................49
3.7 MERITVE GEOMETRIJE Z MERILNIKI NAGIBA .......................................................50
3.7.1 Merilne konfiguracije ...................................................................................51
3.8 ZAHTEVE ZA IZBIRO INSTRUMENTOV..................................................................52
3.8.1 Instrumenti za uporabo v laboratoriju ...........................................................52
3.8.2 Instrumenti za uporabo v proizvodnji............................................................52
3.8.3 Merilna podnožja..........................................................................................53
3.9 UPORABA MERILNIH SISTEMOV IN MERITVE........................................................57
3.10 UČINKI TEMPERATURNIH RAZLIK .......................................................................57
3.10.1 Toplotni tok med merilno napravo in merilnim objektom .............................57
3.10.2 Vpliv razlik temperature na merilnem objektu ..............................................58
3.11 NAPAKE MERITVE .............................................................................................60
3.12 SPLOŠNO O MERITVI ..........................................................................................60
3.13 IZVAJANJE MERITVE ..........................................................................................62
4. DOLOČITEV MERILNE NEGOTOVOSTI........................................................64
4.1 VEČKRATNO IZVAJANJE – PONAVLJANJE MERITEV ..............................................64
4.2 DOLOČITEV NAJVEČJIH MOŽNIH ODSTOPKOV......................................................65
4.3 DOLOČITEV REALNIH ODSTOPKOV IN NEGOTOVOSTI NA OSNOVI MERITEV ...........72
4.4 SIMULACIJA MERILNEGA SISTEMA Z UPORABO METODE MONTE CARLO ..............78
4.5 POGREŠKI PRI MERJENJU RAVNOSTI....................................................................83
5. DOLOČANJE VPLIVNIH FAKTORJEV ...........................................................88
5.1 PODATKI O OBRAVNAVANEM MERILNEM OBJEKTU..............................................89
5.2 DOLOČANJE VPLIVNIH FAKTORJEV ZA SIMULACIJO .............................................90
5.3 DOPRINOS MERILNE NAPRAVE K NEGOTOVOSTI MERITVE ....................................91

- X -
5.4 NIHANJE TEMPERATURE IN RAVNOST PLOŠČE .....................................................94
5.5 VPLIV NIHANJA TEMPERATURE NA LIBELO........................................................103
5.6 NAPAKA POZICIONIRANJA LIBELE ....................................................................104
5.7 VPLIV PRAHU NA MERILNI POVRŠINI.................................................................105
5.8 DRUGI VPLIVNI FAKTORJI ................................................................................107
5.9 SKUPNI DOPRINOS VPLIVNIH FAKTORJEV ..........................................................108
6. REZULTATI SIMULACIJ .................................................................................109
6.1 STABILNOST REZULTATOV GLEDE NA ŠTEVILO ITERACIJ ...................................109
6.1.1 Ravnina 1 ...................................................................................................109
6.2 VPLIV DOLŽINE MERILNIH KORAKOV NA MERILNE REZULTATE IN NEGOTOVOST.115
6.2.1 Ravnina 2 ...................................................................................................120
6.2.2 Ravnina 3 ...................................................................................................124
6.2.3 Ravnina 4 ...................................................................................................128
6.2.4 Ravnina 5 ...................................................................................................130
7. ZAKLJUČEK ......................................................................................................133

- XI -
UPORABLJENI SIMBOLI
Q - merjena veličina
q - razmerje med velikostjo merjene veličine in velikostjo merske enote
mu - merska enota
α, β - kot
d - razdalja
P, Q - točke na liniji pri merjenju premosti in ravnosti
tx - toleranca ravnosti
X - ravnost površine
Xmax - največja ravnost površine
Xmin - najmanjša ravnost površine
∆T, DT - razlika temperature
α - razteznosti koeficient materiala
l - dimenzija
B - debelina plošče
s, σ - standardno odstopanje
R - razpon
F - vplivni faktorji

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 1 -
1. UVOD
Obstaja več definicij o tem, kaj je ravnost neke površine, enostavno pa lahko ravnost
definiramo kot stopnjo enakomernosti površine, ki v idealnem primeru nima nagiba,
poševnin, ukrivljenosti in drugih odstopanj. Z matematičnega stališča lahko ravnost
površine definiramo kot stopnjo ujemanja z (idealno) matematično ploskvijo.
Površina merilne plošče predstavlja pri večini meritev lege in oblike osnovno, referenčno
vrednost, na katero se te meritve nanašajo, zato je tudi rezultat opravljenih meritev odvisen
od kakovosti osnovne površine. Ravnost merilne ploskve lahko izmerimo na več načinov,
pri čemer lahko izbiramo med različnimi merilnimi metodami, med različnimi merilnimi
sredstvi oziroma uporabljenimi pristopi do meritve.
Ne glede na merilno metodo in merilno sredstvo, ki ga izberemo za opravljanje meritve, pa
ostane v vseh primerih nerazjasnjeno bistveno vprašanje, na katerega moramo odgovoriti,
da bi lahko zadovoljivo izrazili ravnost ploskve - kakšna je negotovost dobljenega
rezultata. Brez negotovosti je tudi rezultat, ki izhaja iz meritve, brezpredmeten. Sama
številčna vrednost rezultata sicer predstavlja neko orientacijsko vrednost, s pomočjo katere
dobimo predstavo o ravnosti (oziroma neravnosti) obravnavane ravnine, le-to pa lahko po
potrebi uporabimo kot osnovo za nadaljnje meritve ali pa kot osnovo kategorizacije
merilne plošče v kakovostne razrede, vendar pa rezultat brez ustrezno določene in izražene
negotovosti nima ene osnovnih zahtevanih vrednot – stopnje zaupanja.
V primeru, ko pri merjenju ravnosti neke površine uporabljamo elektronske libele, ki jih
pomikamo po merilni mreži, se porodi vprašanje, v kakšni meri vpliva oblika površine na
rezultat meritve in njegovo negotovost. Če želimo meriti ravnost neke površine, moramo
najprej določiti merilno metodo, nato izbrati merilno mrežo (v obravnavanem primeru
merilna mreža Union Jack) ter določiti gostoto merilne mreže, pri čemer moramo
upoštevati nekatere omejitve. Glede na gostoto merilne mreže ter stopnjo odstopanja
površine od ravnosti lahko mreža bolje ali slabše pokriva površino. Če bo merilna mreža
dobro pokrivala površino, bodo rezultati bolj zanesljivi, kar ustreza manjši negotovosti, če
pa bo zaradi prevelikega odstopanja ravnosti tudi prekrivanje merilnih korakov z dejansko
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 2 -
linijo površine preveliko, bo to vplivalo na zmanjšanje zanesljivosti merilnih rezultatov
oziroma na povečanje merilne negotovosti. V nekaterih primerih lahko pride do tega, da
merilna mreža ne zajame lokalnih odstopanj površine, ki se bodisi lahko nahajajo na
področju, ki ga merilna mreža ne pokrije, ali pa se nahajajo med točkami merilnih korakov.
V tem primeru takšna odstopanja oziroma napake površine enostavno prezremo, zato tudi
niso zajete v rezultatih meritve.
Vprašamo se torej lahko: ali je merilna negotovost funkcija oblike površine? Ali lahko
določimo za nekatere specifične oblike površine idealno mrežo z idealno gostoto, pri kateri
bi dobili najmanjšo možno negotovost? Na ta in tudi druga vprašanja bomo poskušali
odgovoriti z uporabo simulacij, s katerimi simuliramo meritve na generiranih ravninah.
S pomočjo simulacije, ki sem jo razvil, lahko raziskujemo vplive faktorjev, ki vplivajo na
meritev, na rezultat in s tem seveda tudi na negotovost rezultata. Če lahko ustrezno
ovrednotimo najpomembnejše vplivne faktorje, ne glede na to, ali gre pri tem za okolico,
merilno sredstvo ali kaj tretjega, lahko s simulacijo po metodi Monte Carlo preko več tisoč,
10.000 ali 100.000 virtualno opravljenih meritev negotovost meritve tudi dejansko
določimo, in to ne le na splošno, temveč za vsako opravljeno meritev posebej. Osnova
simulacije je lahko dejansko opravljena meritev (lahko tudi le ena sama), ali pa niz
izmišljenih oziroma definiranih vrednosti, ki predstavlja ravnino, ki služi kot osnova za
preučevanje obnašanja sistema pri različnih vplivnih pogojih. Pri več opravljenih meritvah
lahko rezultate kritično primerjamo, s čimer dobimo pomembne povratne informacije.
Poleg vrste možnih analiz in koristnih povratnih informacij s pomočjo simulacije dobimo
tudi tisto bistveno: poleg ostalih vrednosti, kot na primer ravnost in pogrešek ujemanja, še
negotovost ravnosti obravnavane ploskve.
S primerjavo z več dejansko opravljenimi meritvami se je izkazalo, da so rezultati
simulacije, ki temelji na modelu merilne mreže Union Jack, zanesljivi. Simulacija,
uporabljena in predstavljena v nalogi, je plod lastnega znanja in idej, tako da naloga
predstavlja popolnoma nov, do sedaj še neuporabljen pristop za reševanje obravnavane
problematike.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 3 -
1.1 Metoda Monte Carlo
Ker uporabljene simulacije temeljijo na metodi Monte Carlo, je prav, da si ogledamo nekaj
splošnih podatkov o tej metodi. Numerične metode, poznane pod imenom metode Monte
Carlo, lahko opišemo kot metode statističnih simulacij, pri katerih za izvedbo simulacije
uporabljamo zaporedje naključnih števil. Ime Monte Carlo si je izmislil Metropolis med
projektom Manhattan (glej tudi stran 10) zaradi sorodnosti med statističnimi simulacijami
in igrami na srečo, po katerih je najbolj znano prav glavno mesto Monaka, Monte Carlo.
Analogija med metodami Monte Carlo in igrami na srečo je dobra, saj v tem primeru igro
predstavlja fizikalni sistem, izkupiček igre pa ni denar ali žetoni, temveč rešitev problema.
Dobitnik nagrade v tem primeru je znanstvenik, ki lahko presodi uporabnost rezultata na
osnovi njegovih dejanskih vrednosti, ne pa na osnovi postranskih vrednosti. [25]
Metoda Monte Carlo predstavlja numerično rešitev problema modela interakcije nekega
objekta z drugim objektom oziroma njihovega okolja, ki temelji na enostavni relaciji
objekt-objekt oziroma objekt-okolica. Predstavlja poskus modeliranja narave s pomočjo
direktne simulacije osnovne dinamike obravnavanega sistema. Bistvo metode je prav njena
enostavna osnova za reševanje problemov: rešitev makroskopskega sistema (problema) na
osnovi simulacije njegovih mikroskopskih oziroma osnovnih vplivnih dejavnikov.
Pri konvencionalnih numeričnih metodah uporabljamo predvsem navadne oziroma delne
diferencialne enačbe, ki opisujejo osnove fizikalnega ali matematičnega sistema, pri
metodah Monte Carlo pa fizikalni proces simuliramo neposredno. Pri tem ni nobene
potrebe po uporabi diferencialnih enačb, ki bi opisovale sistem. Edina zahteva je, da lahko
sistem (tako fizikalni kot matematični) opišemo z verjetnostnimi funkcijami. Če torej
predpostavimo, da lahko opišemo obnašanje sistema z verjetnostnimi funkcijami, in če te
verjetnostne funkcije poznamo, lahko s simulacijo Monte Carlo izvedemo naključno
vzorčenje verjetnostnih funkcij. Pri izvedbi velikega števila simulacij lahko kot željeni
rezultat vzamemo kar povprečje dobljenih vrednosti (ki je lahko ena sama, lahko pa jih je
več milijonov). V praktični uporabi lahko določimo celo statistično napako povprečnega
rezultata, posledično pa število simulacij, ki so potrebne za dosego zahtevane napake. [25]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 4 -
Slika 1-1: Prikaz statistične simulacije fizikalnega sistema (v tem primeru Sonce).
Rešitev sistema dobimo z naključnim vzorčenjem medsebojnih povezav osnovnih vplivnih
dejavnikov, dokler rezultat konvergira. Mehanizem izvajanja reševanja problema tako
vključuje ponavljajoča se dejanja oziroma kalkulacije. Ker lahko mnoge osnovne
dejavnike modeliramo z matematičnimi metodami, lahko ponavljajoč se princip reševanja
izvajamo na računalniku. Metoda Monte Carlo krepko prehiteva nastanek prvih
računalnikov, zato ti niso nujno potrebni za rešitev problema, seveda pa uporaba
računalnika oziroma računalniške simulacije večinoma izredno pohitri določitev rešitve.
Ogromno primerov uporabe metode Monte Carlo je s področja sociologije, pretoka
prometa, rasti populacije, financ, genetike, kvantne kemije, radioloških znanosti,
radioterapije in radiacijske simetrije, pospešeno pa si utira svojo pot tudi v mehaniko in
druge tehniške znanosti. V mnogih primerih povezave med osnovnimi dejavniki niso
popolnoma razjasnjene. Tako na primer poskus izračuna vzorcev posedanja posameznikov
v avditoriju po metodi Monte Carlo zahteva, da raziskovalec predpostavi, kje bi gledalec
želel sedeti tudi na osnovi nekaterih vedenjskih dejavnikov:
a) na nekatere predstave pridejo ljudje večinoma v parih,
b) gledalci imajo raje neoviran pogled na oder,
c) občinstvo raje sedi v sredini oziroma bližje odru...

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 5 -
Vsako od teh predpostavk je potrebno najprej preveriti z meritvami in nato dopolniti.
Metoda Monte Carlo, predstavljena v tem primeru, predstavlja razširitev oziroma
dopolnitev osnovne teorije, saj vsebuje mehanizme za pohitritev izpeljave.
AVDITORIJ
PODIJ
Slika 1-2: Simulacija razporeda posedanja v delno napolnjenem avditoriju. Zaseden sedež
je predstavljen z zapolnjenim krožcem, prazen sedež pa je predstavljen s praznim krožcem.
Občinstvu v simulaciji je dodeljena lastnost, da raje posedejo v sredini avditorija in bolj
proti odru, z omejitvijo, da lahko en sedež zasede samo ena oseba.
Vlogo metode Monte Carlo v takšnih raziskavah si lahko ogledamo na naslednji sliki.
Slika 1-3: Vloga metode Monte Carlo pri razumevanju zgoraj opisanih raziskav.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 6 -
Pri tem gre za znanstveni poskus razumevanja mehanizma delovanja vedenjskih vzorcev.
"Teorijo" pri tem predstavlja skupek predpostavk (nekatere od teh predpostavk lahko
predstavimo tudi z matematično formulacijo), ki jih izmerimo z eksperimentom. V
idealnem primeru je povezava med teorijo in eksperimentom neposredna, tako da je
interpretacija eksperimenta nedvoumna. To se zgodi takrat, ko matematični opis
mikroskopskih dejavnikov in makroskopskih meritev ne vključuje dodatnih aproksimacij.
Če to ni mogoče (kot v primeru avditorija, kjer lahko en sedež zasede samo ena oseba),
lahko pokličemo na pomoč simulacijo Monte Carlo, ki tako izpolni dva namena. Lahko
služi kot majhna korekcija drugače uporabne osnovne teorije, lahko pa jo uporabimo
neposredno za potrditev oziroma zavrnitev teorije povezav med mikroskopskimi dejavniki.
Drugačna oblika implementacije metode Monte Carlo je prikazana na sliki 1-4. V tem
primeru teorija sicer ne ponuja zadovoljivo natančnih in popolnoma matematičnih opisov
mikroskopske in makroskopske fizike dogajanja, omogoča pa intuicijo za design modela
meritve. Metoda Monte Carlo dopolni tudi ta proces, saj služi za analizo eksperimenta in
verifikacijo oziroma validacijo designa modela.
intuic
ija
Slika 1-4: Uporaba metode Monte Carlo v aplikativni znanosti.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 7 -
1.1.1 Zakaj prav metoda Monte Carlo?
Produkti tako teoretične kot aplikativne znanosti temeljijo na interakciji vseh treh prej
prikazanih komponent:
- meritev (eksperiment),
- teorija in
- metoda Monte Carlo.
Metoda Monte Carlo je pogosto prikazana kot tekmec drugim metodam z makroskopskimi
kalkulacijami, ki jih lahko poimenujemo deterministične oziroma analitične metode. Pri
tem si mora praktični uporabnik znanosti zastaviti predvsem eno osnovno vprašanje: "Kaj
pravzaprav želimo doseči?", ki mu sledi "Kateri je najbolj učinkoviti način za dosego
tega?". Pravi odgovor je pogosto 'deterministično-analitična metoda', pogosto pa je to
'Monte Carlo'. Uspešni raziskovalci se ne bodo zadovoljili samo z enodimenzionalnim
pogledom na problem, ampak se ga bodo lotili z več vidikov, ki vsi omogočajo različne
poskuse reševanja, odločila pa se bodo za najuspešnejšo metodo reševanja oziroma za
kombinacijo več metod, odvisno od tega, od katere metode si obetajo največ uspeha.
Zavedati se moramo, da so makroskopske teorije za določena področja raziskav (na primer
teorija transporta) bolj primerne, saj ponujajo večji vpogled v mehanizem dogajanja in
omogočajo razvoj visoko razvite intuicije pričakovanih interakcij med makroskopskimi
dejavniki. Uporaba metode Monte Carlo na tem področju ni pretirano uspešna, saj so se
uporabniki metode Monte Carlo prisiljeni v veliki meri posluževati eksperimentov, če
želijo doseči kolikor toliko uporabne rezultate. Brez teorije, ki bi nas vodila, je proces
takšnih raziskav pomanjkljiv in poln napak.
Prednost metod Monte Carlo se pokaže, ko se znajdemo pred izredno kompleksnimi
problemi ter se z njihovo kompleksnostjo le še dodatno povečuje.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 8 -
Slika 1-5: Čas, potreben za reševanje problema z uporabo metode Monte Carlo v
primerjavi z uporabo analitičnih metod.
Uporaba metod Monte Carlo je tesno povezana z uporabo računalnikov oziroma
izvajanjem simulacij, ki tečejo na računalnikih. Ker se hitrost računalnikov v skladu z
Moorovim zakonom podvoji na vsako leto in pol, je to zelo dobrodošlo pri uporabi metod
Monte Carlo, saj je tako njihovo izvajanje iz leta v leto hitrejše.
1.1.2 Zgodovina metode Monte Carlo
Prvi, ki je omenjal ta način reševanja problemov, je bil Comte de Buffon (1707 – 1788), ki
je to metodo predlagal za rešitev problema ocenjevanja verjetnosti pri metanju igle na s
črtami razdeljeno površino. To sklicevanje sega nazaj v leto 1777, v čas daleč pred
uporabo avtomatskih računskih strojev.
Slika 1-6: Comte de Buffon

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 9 -
Comte de Buffon, s polnim imenom Georges Louis Leclerc Comte de Buffon, se je rodil 7.
septembra 1707 v mestecu Montbard, Côte d'Or, v Franciji, in umrl 16. aprila 1788 v
Parizu. Poleg spodaj opisanega postopka in mnogih drugih eksperimentov, ki jih je izvajal
z namenom določanja verjetnosti, je znan tudi po tem, da je v starosti 20 let odkril
binomski teorem. Z nekaterimi drugimi znanstveniki je sodeloval predvsem na področju
mehanike, geometrije, verjetnosti, teorije števil ter diferencialnih in integralnih enačb. Po
njem je imenovan tudi krater na Luni. [26]
Buffon je izračunal, kakšna je verjetnost, da se igla dotika linije oziroma jo prekriva, če
naključno mečemo iglo dolžine L na površino, na kateri so vzporedne linije z medsebojno
razdaljo d, pri čemer je d > L. Verjetnost je izražena z naslednjo formulo:
dLp
⋅⋅
=π2
Na naslednji sliki je prikazana računalniška simulacija 50 igel na mreži iz 5 linij (pri tem
velja, da je 43
=dL ).
Slika 1-7: Računalniška simulacija Buffonovega problema metanja igel.
Kasneje je znani matematik Laplace predlagal, da bi lahko ta postopek uporabili pri
določanju vrednosti števila π, pa čeprav takrat še bolj počasi. Znanih je še mnogo drugih

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 10 -
uporab metode Monte Carlo, ki segajo v čas pred uporabo računalnikov, kot znanilec
moderne dobe pa velja uporaba metode Monte Carlo, ki sta jo uporabila znanstvenika von
Neumann in Ulam v začetnih stadijih razvoja termonuklearnih orožij.[23] Tako so že med
drugo svetovno vojno simulirali verjetnostne probleme pri naključni difuziji nevtronov v
cepljiv material, razcvet in načrten sistematični razvoj pa je ta metoda doživela nekoliko
kasneje, leta 1948, ko so jo Fermi, Metropolis in Ulam uporabili za reševanje
Schroedingerjeve enačbe. [24]
Preprost primer za uporabo metode Monte Carlo je simulacija metanja kocke. Pri tem nas
zanima, kakšna je verjetnost, da pri metu dveh kock zadenemo 2 (torej po 1 piko na vsaki
kocki). Seveda znaša rezultat 1/36, kar je enostavno izračunati. Če pa odgovora ne bi
poznali, bi lahko uporabili metodo Monte Carlo. Enostavno bi vzeli dve kocki in jih metali
1000-krat, pri tem pa bi si beležili, kolikokrat smo zadeli 2. Sčasoma bi se razmerje med
meti dvojke in vsemi meti približalo 1/36. [27]
Slika 1-8: Metodo Monte Carlo lahko uporabimo tudi pri izračunu verjetnosti, kolikokrat
pade vrednost 2 pri metu dveh kock.
Metode Monte Carlo najpogosteje uporabljamo na naslednjih področjih:
- načrtovanje jedrskih reaktorjev,
- kvantna kromodinamika,
- radiacijsko zdravljenje obolelosti z rakom,
- promet,
- evolucija zvezd,
- ekonometrika (uporaba statističnih metod pri raziskavah ekonomskih problemov),
- predvidevanje borznih indeksov,
- izkoriščanje naftnih virov...
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 11 -
2. MERITVE PREMOSTI IN RAVNOSTI
Postopek merjenja izdelka sledi vsakemu proizvodnemu postopku oziroma je že sestavni
del proizvodnega procesa, saj lahko le na ta način zagotovimo zahtevano kakovost
izdelkov. Metrologija in merilna tehnika predstavljata osnovo vrednotenja vsakega
proizvodnega procesa in sta tudi predpogoj, ki zagotavlja kvaliteto izdelkov, torej ujemanje
mer in natančnost dimenzij. Neprestani razvoj znanosti in tehnologije povečuje zahteve po
vse večji natančnosti izdelkov in po vse ožjih tolerancah, torej morajo biti tudi dovoljeni
odstopki od nazivnih mer vse manjši. Uvajanje vse bolj natančnih obdelovalnih strojev v
proizvodni proces zahteva tudi vse bolj natančne merilne naprave, ki so potrebne za
vrednotenje natančnosti, kar pa je možno doseči le z neprestanim razvojem novih in boljših
merilnih naprav ter z izpopolnjevanjem obstoječih merilnih naprav. S tem se seveda veča
tudi kompleksnost merilne naprave, zato morajo v fazi načrtovanja, koncipiranja in
konstruiranja sodelovati strokovnjaki s širšega področja znanosti, pa naj si bo to
strojništvo, fizika, računalništvo, elektrotehnika, statistika ali kaj drugega. Večjo
natančnost merilnih naprav lahko dosežemo le z uporabo najnovejših tehnologij in visoko
razvitih elektronskih sklopov, ki morajo biti čim bolj neobčutljivi na zunanje vplive,
omogočati morajo kompenzacijo nekaterih zunanjih faktorjev, hkrati pa morajo biti
zanesljivi in čim bolj neobčutljivi za obrabo. Naloga, narediti merilno napravo, ki bo
ustrezala vsem naštetim zahtevam, predstavlja velik izziv in pomeni veliko odgovornost.
Vedno večji natančnosti merilnih naprav navkljub pa vse merilne naprave izkazujejo tudi
neko negotovost, ki je lahko večja ali manjša, v vsakem primeru pa jo moramo ovrednotiti,
saj lahko le tako na zadovoljiv način podamo merilni rezultat. Negotovost merilne naprave
ugotovi proizvajalec s postopkom umerjanja z enako ali bolj natančno merilno napravo.
Zaradi obrabe, uporabe in spreminjajočih se parametrov okolice je potrebno opravljati
redne periodična umerjanja, s katerimi ugotovimo, kako se spreminjajo lastnosti merilne
naprave ter, če le-ta še ustreza zahtevam merilne naloge. Metode, s katerimi izvajamo
umerjanje, so različne, lahko so neposredne, komparativne, diferencialne, njihova skupna
lastnost pa je, da z njihovo uporabo dobimo verodostojen in uporaben rezultat.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 12 -
2.1 Na splošno o meritvah
Merjenje je primerjanje veličine, ki jo merimo z določeno velikostjo veličine, ki je vzeta za
mero in jo imenujemo merska enota. Matematična formulacija merjenja je podana z
naslednjim izrazom:
muqQ ⋅= , Enačba 2-1
pri čemer je:
Q - merjena veličina.
q - razmerje med velikostjo merjene veličine in velikostjo merske enote,
mu - merska enota (osnova za kvalitativno oceno veličine).
Proces merjenja je vedno eksperimentalni proces, pri katerem primerjamo fizikalno
veličino z referenčno veličino. Z meritvijo kvalitativno in kvantitativno ovrednotimo in
opišemo procese in predmete. Pri tem moramo upoštevati, da morata biti merjena in
referenčna veličina nedvoumno definirani. Za merjeno veličino v primeru fizikalnih veličin
to vedno velja, nekoliko težje pa je to pri referenčnih veličinah. Pri fizikalnih veličinah je
referenčna veličina nedvoumno definirana z uporabo mednarodnih enotnih sistemov in
ustreznih materializiranih mer ter merilnih naprav. Tudi kontrolni postopki so
standardizirani.
2.1.1 Pregled pojmov
Statično merjenje je merjenje veličine, katere vrednost se med potekom meritve ne
spreminja.
Dinamično merjenje je določanje trenutne vrednosti merjene veličine in po potrebi tudi
njenega časovnega poteka. Besedi "statično" in "dinamično" ne opisujeta merilnega
postopka, temveč se nanašata na merjeno veličino.
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 13 -
Merjena veličina je veličina, katere vrednost ugotavljamo pri merjenju. Opisana je z
merilnim rezultatom.
Merilni rezultat je z meritvijo določena vrednost merjene veličine, ki mora vsebovati tudi
merilno negotovost. Pri izdajanju certifikatov je poleg navedbe merilnega rezultata
potrebno podati še podatke o temperaturi merilne opreme oziroma merjenca, negotovost
merilnega rezultata ter uporabljeni postopek.
Odstopek pri merjenju je razlika med izmerjeno in imensko vrednostjo.
Merilni pogrešek je tisti odstopek merilnega rezultata, ki nastane zaradi nepravilnosti pri
merjenju.
Umerjanje predstavljajo vsa opravila in naloge, s katerimi ugotavljamo korelacijo med
vrednostjo vhodne in izhodne veličine na merilni opremi. Pri merilnih napravah in
materializiranih merah ugotavljamo odstopek izhodne vrednosti od dogovorne prave
vrednosti, ki jo predstavlja mera etalona.
Sledljivost je lastnost merila, ki omogoča njegovo navezavo na mednarodne ali državne
etalone skozi neprekinjeno verigo primerjav.
Justiranje je nastavljanje merilnih sredstev, tako da se izhodna veličina čim manj razlikuje
od prave vrednosti.
Merilno območje je območje vrednosti merilne veličine, v katerem je merilni pogrešek
merilne naprave znotraj predpisanih oziroma od proizvajalca določenih meja.
Občutljivost je razmerje med spremembo izhodne veličine merilne naprave in spremembo
vhodne veličine.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 14 -
Ločljivost je najmanjša enota merjene veličine, ki jo je merilna naprava še sposobna
zaznati.
Histereza je lastnost merila, da je odziv na dani vhodni signal odvisen od predhodnih
vhodnih signalov.
Lezenje je počasno časovno spreminjanje metrološke karakteristike merila.
Ponovljivost je lastnost merila, da pri določenih pogojih pri ponavljanju enakih vhodnih
signalov daje zelo podobne odzive.
Merilni postopek je skupek vseh praktičnih in teoretičnih dejavnosti, ki so potrebne za
izvedbo meritve po predpisani merilni metodi.
2.2 Na splošno o premosti in ravnosti
Pojem "ravnost" ne podaja dovolj informacij, da bi omogočil izbiro najbolj primerne in
ekonomične metode za določanje kvalitete površine. Za zadovoljivo oceno primernosti
površine za neko merilno metodo moramo razpolagati z natančnejšimi informacijami. Pri
merilnih ploščah je merilna metoda večinoma določena z nacionalnimi standardi ali
standardi ISO. [14]
Vsi postopki merjenja ravnosti površine temeljijo na merjenju premosti posameznih linij v
merilni mreži. Zato je smiselno, da si najprej pobliže ogledamo, kako ugotavljamo premost
posameznih linij in kaj pojem premost sploh pomeni.
2.3 Premost
Na neki dolžini obravnavano linijo, ki se nahaja v eni ravnini, smatramo za premico, če
ležijo vse njene točke med dvema premicama, ki sta vzporedni osnovni liniji in ki potekata

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 15 -
v isti smeri kot osnovna linija, hkrati pa njuna medsebojna razdalja ustreza predpisanim
tolerancam.
Slika 2-1: Premost linije v ravnini. [7]
Splošno usmerjenost linij oziroma referenčne linije določimo tako, da je odstopanje od
premosti najmanjše. Po dogovoru pa jo lahko definiramo tudi drugače:
1. Izberemo lahko dve primerni točki, ki se nahajata vsaka na svojem koncu
obravnavane linije – večinoma lahko območje tik ob koncu linije zanemarimo, saj
pride tam pogosto do majhnih, sicer pa nepomembnih lokalnih napak.
2. Iz zajetih točk izračunamo premico (uporabimo lahko različne matematične
metode, na primer metodo najmanjših kvadratov).
Poznamo tudi premost linije v prostoru. Definicija premosti take linije je enaka tisti, ki se
nahaja v ravnini, le da namesto referenčnih premic omejujeta obravnavano linijo dve
referenčni ravnini, ki sta medsebojno pravokotni in prav tako potekata v smeri
obravnavane linije.
Slika 2-2: Premost linije v prostoru. [7]
Za ugotavljanje premosti neke linije uporabljamo predvsem postopek merjenja kotov, pri
katerem odstopanje ravnosti ugotavljamo posredno z ugotavljanjem razlike med koti
posameznih odsekov linije.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 16 -
2.3.1 Preverjanje premosti z merjenjem kota
Pri tem postopku se premični element dotika merjene linije v dveh točkah P in Q, katerih
medsebojna razdalja znaša d (glej sliko 2-3). Premični element premikamo tako, da pri
dveh zaporednih merilnih položajih s točkami P0Q0 in P1Q1 sovpadata točki P1 in Q0. Z
merilno napravo, ki je nameščena na ravnini, pravokotni na ravnino merjene linije,
ugotavljamo posamezne relativne kote α0 in α1 premičnega elementa glede na merilni
korak.
Odsek med naležnimi točkami podnožja premične merilne naprave ostane pri tej metodi
nepreverjen.
Slika 2-3: Merjenje premosti. [7]
Rezultate meritve ovrednotimo, kakor je to prikazano na sliki 2-4. V ustreznem merilu
prikažemo sledeče parametre:
- na abscisi merjene linije prikažemo korake pomika d,
- na ordinati prikažemo relativne razlike nagiba posameznih korakov glede na
horizontalo.
Slika 2-4: Prikaz rezultatov meritve premosti. [7]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 17 -
Relativno razliko nagiba izračunamo po enačbi:
( )ih tgdE1i
α⋅=+
. Enačba 2-2 [7]
Posamezne točke P0, P1, P2 ... Pi ... Pn merjene linije lahko prikažemo s poljubno
povečavo, vendar morajo biti vse prikazane v enakem razmerju.
Referenčno premico potegnemo skozi končno in začetno točko P0 in Pn. Odstopanje od
premosti je definirano kot razmik v smeri y med dvema glede na referenčno premico
vzporednima linijama, ki potekata skozi najvišjo oziroma najnižjo točko na liniji.
Opori premičnega elementa P in Q morata imeti dovolj veliko površino, tako da je vpliv
majhnih napak površine čim manjši. Opori moramo skrbno pripraviti, merilno površino pa
očistiti, tako da odstranimo čim več nečistoč, ki bi lahko vplivale na meritev. Postopek
lahko uporabimo tudi za večje dolžine, pri tem pa moramo paziti le, da izberemo dolžino d
tako, da se izognemo prevelikemu številu meritev, s tem pa tudi večanju napake meritve
(kumulacija).
Če ima površina, na kateri leži merjena linija, prevelik nagib, tako da merjeni kot presega
merilno območje merilne naprave, si pomagamo s kotnimi kladicami, ki jih podložimo pod
napravo.
Slika 2-5: Uporaba kotnih kladic pri prevelikem nagibu površine. [7]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 18 -
Med preverjanjem linije AB moramo zagotoviti ohranitev smeri naprave in podporne
kladice; to dosežemo z uporabo primernega vodila (ravnila). Merilnik nagiba omogoča
izvajanje meritve le v pravokotni ravnini. Za merjenje linije, ki se nahaja v vodoravni
ravnini, moramo uporabiti kak drug postopek. Pri uporabi merilnika nagiba bi namreč
prišlo do prevelike napake meritve zaradi prečnega nagiba.
2.3.2 Merjenje premosti
Osnova za razumevanje meritev geometrije oziroma ravnosti površin je razumevanje
merilnega principa merjenja premosti. Pri tem ni pomembno, če meritev premosti izvajamo
ročno ali s pomočjo računalniškega programa, saj je razlika le v učinkovitosti, priprave na
meritev in princip meritve pa ostaneta enaka.
Samoumevno je, da morajo biti za uspešno izvajanje meritev izpolnjeni nekateri pogoji,
predvsem pa, da jih moramo izvajati ob primernih razmerah okolice. Poleg tega moramo
zadostiti naslednjim zahtevam:
- Merilni objekt moramo temeljito očistiti vsaj 3 do 4 ure pred meritvijo. Če tega ne
upoštevamo, obstaja nevarnost, da pride na merilnem objektu zaradi izhlapevanja
tekočine do temperaturnih sprememb, možna posledica tega pa so temperaturni
raztezki.
- Za točne meritve moramo merilni objekt namestiti v klimatiziran prostor, kjer se
mora aklimatizirati.
- Merilni objekt ne sme biti direktno izpostavljen sončnim žarkom ali zračnemu toku
(vleku).
- Neposredno okolico merilnega objekta moramo čim bolj izolirati pred možnimi
vplivi vibracij.
Površino, ki jo želimo premeriti, razdelimo na enakomerno razdeljeno mrežo (raster), ki jo
sestavljajo vzdolžne in prečne črte. Posamezne linije zaporedoma premerimo, jih
uskladimo, nato pa jih v primerni obliki obravnavamo kot tridimenzionalno področje. Tudi

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 19 -
pri teh meritvah moramo upoštevati priporočila za izbiro primernih instrumentov in
dolžino merilnih podnožij.
V našem primeru izvajamo meritev z enim merilnim instrumentom. Kakor že omenjeno,
izvajamo take meritve takrat, ko je merilni objekt stabilen in ne prihaja do vibracij. Linijo,
ki jo želimo premeriti, moramo razdeliti na enakomerne odseke, ki pa morajo biti malo
krajši kot podnožje merilnega instrumenta. S tem dobimo rahlo prekrivanje, kar
kompenzira možnost, da bi med posameznimi merilnimi položaji ostali odseki, ki jih zaradi
dinamike meritve ne bi premerili.
Na začetku meritve postavimo merilni instrument na prvi merilni položaj. Izmerimo prvo
vrednost, ki jo vnesemo v grafikon (v našem primeru so vrednosti izražene v kotnih
sekundah). Po istem postopku izmerimo tudi ostale točke. Maksimalno napako ugotovimo
grafično (z diagrama), glede na dolžino koraka pa jo pretvorimo v primerne enote
(najpogosteje µm/m).
Premost linije lahko hitreje, enostavneje in natančneje izračunamo z uporabo
računalniškega programa in z direktno povezavo merilnega instrumenta z računalnikom.
2.4 Ravnost
Ploskev v obravnavanem področju smatramo za ravno, če se vse merilne točke nahajajo
med dvema ravninama, ki potekata vzporedno z usmerjenostjo ploskve in sta ustrezno
medsebojno oddaljeni.
Splošno usmerjenost ploskev oziroma referenčne ploskve moramo določiti tako, da je
odstopanje od ravnosti najmanjše. Ploskev lahko določimo na naslednje načine:
1. Določimo tri primerne točke v merjeni ravnini, pri čemer lahko zanemarimo rob
ravnine, kjer pride ponavadi do lokalnih odstopanj.
2. Iz odtipanih točk izračunamo izravnalno ravnino.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 20 -
2.4.1 Preverjanje ravnosti z merilniki nagiba
Preverjanje ravnosti z merilniki nagiba je trenutno edini poznani postopek, pri katerem
premikamo merilno pripravo, hkrati pa omogoča merjenje odstopanja ravnosti površine
glede na referenčno ravnino.
Moderni merilniki nagiba imajo izredno ločljivost, zaradi elektronske ojačitve signala pa
omogočajo prenos podatkov na računalnik tudi na večje razdalje. So majhni, lahki in jih je
mogoče enostavno prenašati. Pri meritvah ravnosti omogočajo elektronske naprave hitro in
enostavno pripravo, hiter zajem podatkov in zelo dobro natančnost. Merilniki nagiba so
poceni in fleksibilni glede željenega profila meritve. [14]
Slika 2-6: Elektronski merilniki nagiba za merjenje kota izrabljajo princip težnosti. [14]
2.4.2 Merjenje ravnosti s pomočjo elektronskih libel in računalnika
Meritev ravnosti je tipična meritev s področja meritev geometrije strojev. Osnova za
izvajanje meritev ravnosti je meritev premosti linije, ki je opisana v poglavju 2.3.2, le da
pri merjenju ravnosti posamezne linije s pomočjo matematičnih povezav uredimo ter tako
dobimo sliko površine.
Za izvajanje meritev ravnosti površin je najprimernejša kombinacija enega ali dveh
merilnikov nagiba in računalniškega programa za obdelavo podatkov in prikaz rezultatov.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 21 -
Slika 2-7: Prikaz diferencialne meritve ravnosti. [14]
Program prevzame izmerjene vrednosti neposredno od merilnika nagiba, zaradi
preglednosti in kontrole meritve pa jih prikazuje na zaslonu, tako da se lahko izognemo
napakam pri vnosu in meritvi. Na zaslonu je prikazana tudi trenutno merjena linija in
položaj naprave. Po končani meritvi so rezultati na voljo v grafični in numerični obliki.
Prikazana je tudi napaka meritve. Rezultat lahko natisnemo, vsi pomembni rezultati pa so
razvidni in sledljivi.
2.5 Merilne mreže
Tradicionalna merilna mreža je tako imenovani Union Jack, ki jo je v zadnjem času
dopolnila pravokotna mreža. Slednja je najbolj razširjena v Evropi, medtem ko se Union
Jack najpogosteje uporablja v anglosaksonskih deželah. Obe metodi sta približno
enakovredni, ko želimo določiti splošno obliko površine in preveriti geometrijo ploskve.
Prednosti ene metode v primerjavi z drugo so očitne tedaj, ko želimo preveriti točno
določene lastnosti. [14]
2.5.1 Merilna mreža Union Jack
Ko so merilne površine preverjali še s tuširno metodo, je vedno obstajala neka negotovost
glede torzije diagonalnih črt, saj je v vseh primerih ni bilo mogoče določiti. Če pa meritev
ravnosti izvedemo po mreži Union Jack, odpravimo tudi to negotovost. Uporaba
kombinacije obeh metod (tuširne metode in Union Jack) je omogočila razvoj in izdelavo
površin, ki še danes izpolnjujejo vse zahteve glede ravnosti.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 22 -
Slika 2-8: Merilna mreža Union Jack. [14]
Argumenti za uporabo mreže Union Jack so:
- v primerjavi z drugimi metodami je potrebno manjše število meritev,
- napake ujemanja niso istega velikostnega razreda kot napake merilnih sredstev, ki
jih povzročijo.
Oba argumenta sta pomembna za profesionalne kalibracijske ustanove in izdelovalce
merilnih plošč.
Slabosti mreže Union Jack:
- merilne točke (linije) ne pokrivajo celotne površine, ki jo želimo izmeriti, zato
ostane velik del površine nepokrit,
- uporaba te metode je zelo težka oziroma skoraj nemogoča, če želimo merjeno
površino obravnavati le kot del neke celotne površine.
V Angliji, ZDA in ostalih državah Commonwealtha vsi nacionalni standardi predpisujejo
uporabo metode Union Jack za izvajanje meritev ravnosti.
2.5.2 Pravokotna merilna mreža
Zaradi zelo zahtevnih matematičnih operacij in izračunov, ki so potrebni za določanje
optimalne orientacije lege površine, so pravokotno mrežo uporabljali le redki. Ko so
računalniki postali nekaj povsem običajnega, je ta problem izginil, saj lahko sedaj
matematični del in obdelavo podatkov enostavno prepustimo računalniku. [14]
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 23 -
Argumenti za uporabo pravokotne mreže pri meritvah ravnosti:
- merilne točke so enakomerno porazdeljene po celotni površini, kar je še posebej
pomembno pri izdelavi merilnih plošč iz trdih kamenin in zračno vležajenih vodil
pri konstruiranju in izdelavi merilnih naprav,
- napako ujemanja lahko pri vsakem vozlišču uporabimo kot indikator merilne
negotovosti odgovarjajoče merilne točke,
- nadaljnja matematična obdelava za odstranitev nekaterih napak meritve in
pridobivanje dodatnih informacij (transformacije na znane geometrijske oblike).
Slika 2-9: Pravokotna merilna mreža. [14]
Slabosti:
– zamudno zajemanje velikega števila meritev,
– zahteva uporabo naprav, ki so primerne za hitro zajemanje podatkov,
– meritve po pravokotni mreži niso mogoče z vsemi merilnimi napravami (na primer
laserski interferometer).
Primerjalne meritve, ki so jih organizirali in izpeljali na BCR leta 1990, so pokazale, da so
bili rezultati meritev po pravokotni mreži, katerih podatke so obdelali z različnimi
programi, skoraj identični.
2.6 Preizkusne plošče
Preizkusna plošča je osnovna ravnina, glede na katero izvajamo vse vrste meritev, direktne
in indirektne - smatramo jo torej kot osnovo za referenčno površino. Merilne plošče so
težke, robustne in zanesljive konstrukcije, saj vse meritve temeljijo na zaupanju v kakovost
površine merilne plošče. Točne meritve in opisi geometrije se vedno nanašajo na nek znan

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 24 -
položaj, ki ga zelo pogosto predstavlja prav preizkusna plošča. Preizkusne plošče so lahko
iz litega železa, granita oziroma kamenin vulkanskega izvora, keramike ali iz steklenega
bloka. Vedno morajo biti nameščene na ustrezni podpori, in sicer tako, da je polirana
merilna ploskev usmerjena navzgor.
Kovinske (jeklene) preizkusne plošče v industriji in v laboratorijih niso pogoste, saj je
njihova glavna pomanjkljivost podvrženost koroziji ter nagnjenost k spreminjanju oblike.
Če po nesreči povzročimo razo na površini jeklene plošče, se izrinjeni material nakopiči ob
robovih raze, kar dodatno zmanjša ravnost površine. Če naredimo razo na granitno
površino, se material ne bo nabral ob robovih, temveč bo preprosto odletel, ta sprememba
pa ne bo bistveno vplivala na uporabnost plošče. Jeklene plošče so v primerjavi z
granitnimi bolj trde – v primeru udarca s trdim predmetom ne pride tako hitro do poškodb,
medtem ko pri granitnih hitro odleti drobec površine. [1]
Prav zaradi omenjenih slabosti jeklenih plošč so v veliki večini primerov v uporabi
granitne plošče. So zanesljivejše, njihova uporaba, nega in vzdrževanje pa enostavnejši. Na
voljo so v različnih oblikah, dimenzijah in točnostnih razredih, na splošno pa predstavljajo
osnovno ravnino vsake trikoordinatne merilne naprave.
Preizkusne plošče ne smejo biti izpostavljene neposredni sončni svetlobi in drugim
vplivom, ki bi lahko povzročili neenakomerno segrevanje ali ohlajanje plošče. Preizkusna
plošča se mora nahajati v klimatiziranem prostoru s skoraj konstantno temperaturo, kar
zagotavlja minimalna odstopanja temperature v plošči. [1]
Merilne mize uporabljamo kot:
- etalon za preverjanje ravnosti ploščatih meril,
- osnovo za kontrolo ravnosti meril in obdelovancev,
- osnovno ravnino pri merjenju kotov, dolžin ter odstopkov lege in oblike.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 25 -
Merilne mize moramo pred uporabo preveriti, če res ustrezajo zahtevam oziroma če so
odstopanja ravnosti res v okviru dovoljenih toleranc. Za preverjanje ravnosti preizkusnih
plošč najpogosteje uporabljamo naslednjo opremo:
- elektronske libele,
- avtokolimator,
- laserski interferometer.
V novejšem času prihajajo v veljavo vedno nove metode, ki temeljijo večinoma na optiki.
Ena novejših metod temelji na efektu Moire oziroma na interferencah, ki nastanejo pri
prekrivanju dveh žarkovnih polj zaradi neravnin na površini. Ta metoda sicer ne omogoča
bistvenega izboljšanja ločljivosti meritve, bistvena prednost pa je predvsem pohitritev
meritve, torej dobimo rezultat meritve hitreje kot pri drugih, klasičnih metodah.
Osnovo za izvedbo meritve predstavljajo merilne mreže. Najbolj razširjeni in tudi
najpogosteje uporabljani sta dve merilni mreži – pravokotna mreža in mreža Union Jack.
Poleg teh poznamo še merilne mreže, ki temeljijo na trikotnih in heksagonalnih osnovnih
elementih, vendar imajo te mreže v praksi bolj eksperimentalen značaj.
Osnovne zahteve o preizkusnih ploščah (material, namestitev, podpore, označbe, točnostni
razredi...) so podane v standardih GGG-P-463c in DIN 876.
2.6.1 Lastnosti preizkusnih plošč po standardu GGG-P-463c
Ta standard zajema merilne površine iz vulkanskih kamenin (granit), ki jih uporabljamo ob
natančnem določanju koordinat. Ameriški standard GGG-P-463c predpisuje naslednje
kakovostne stopnje ravnosti površine preizkusnih plošč:
– stopnja AA,
– stopnja A,
– stopnja B.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 26 -
2.6.1.1 Tolerance ravnosti
Vse točke na delovni površini se morajo nahajati med dvema ravninama, ki ju imenujemo
temeljna (spodnja) in strešna (zgornja) ravnina, ki smeta biti medsebojno oddaljeni le za
toliko, kolikor to dovoljuje standard, hkrati pa morata biti vzporedni referenčni ravnini
(slika 2-11; glej tudi poglavje 2.6.1.2). Tolerance ravnosti delovne površine za vse tri
razrede merilnih plošč so navedene v tabeli 2-1 oziroma jih lahko izračunamo z enačbo
2-3. Tolerance plošč razreda A znašajo 2-krat toliko kot tolerance plošč razreda AA,
tolerance plošč razreda B pa 4-krat toliko kot tolerance plošč razreda AA.
Pravokotna oblika/mm Širina Dolžina
Razred AA Razred A Razred B
300 300 1,3 2,6 5,2 300 450 1,5 2,9 5,9 450 450 1,6 3,3 6,6 450 600 1,9 3,8 7,6 600 600 2,2 4,3 8,6 600 900 2,9 5,7 11,5 600 1200 3,9 7,8 15,5 900 900 3,6 7,2 14,4 900 1200 4,6 9,2 18,4 900 1500 5,9 11,8 23,6 900 1800 7,5 15,0 29,9 1200 1200 5,6 11,2 22,4 1200 1500 6,9 13,8 27,6 1200 1800 8,5 17,0 33,9 1200 2400 12,5 25,0 50,0 1200 3000 17,7 35,4 70,8 1500 3000 18,5 36,9 73,9 1800 2400 15,4 30,8 61,6 1800 3600 26,9 53,8 107,7
Okrogla oblika Premer
Razred AA Razred A Razred B
300 1,1 2,3 4,6 450 1,3 2,5 5,3 600 1,6 3,2 6,3 900 2,3 4,6 9,2 1200 3,3 6,6 13,2
Tabela 2-1: Tolerance ravnosti delovne površine (vsi odstopki so v µm). [6]
Tolerance ravnosti nestandardnih velikosti delovnih površin lahko izračunamo tudi z naslednjo enačbo:
Toleranca ravnosti = 1 + 1,6 ⋅ D2⋅10-6, Enačba 2-3 [5]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 27 -
Pri tem je toleranca ravnosti izražena v µm, D, ki predstavlja diagonalo oziroma premer
plošče, pa v mm. Izračunano vrednost toleranc (za razred AA) zaokrožimo na najbližjo
celo vrednost, tolerance razredov A in B pa so odgovarjajoče večje. Vrednosti v tabeli 2-1
se ne ujemajo vedno z rezultati iz enačbe 2-3, saj temeljijo na dodatnih izkušnjah iz prakse.
Gornje tolerance ravnosti ne vključujejo površine ob robu, in sicer v naslednjem pasu:
Diagonala plošče Razdalja od roba
300 - 1200 25 > 1200 38
Tabela 2-2: Širina netolerirane površine ob robu (vse mere v mm). [6]
Merilne plošče morajo imeti nameščeno tudi jasno vidno oznako, ki vsebuje ime
proizvajalca, serijsko številko in razred kakovosti plošče. Morebitne odstranljive nalepke
morajo biti pri pravokotnih ploščah nameščene na stranici, najbližji samostojni podporni
nogi, pri okroglih ploščah pa na robu čim bližje eni od podpornih nog.
Poleg nekaterih ostalih lastnosti, testov in zahtev je najpomembnejši test prav preverjanje
ravnosti površine, ki je po standardu GGG-P-463c test z mrežo Union Jack.
2.6.1.2 Material
Merilne plošče po standardu GGG-P-463c morajo biti izdelane iz drobno- ali srednje-
zrnatih vulkanskih kamenin, predvsem iz različnih vrst granitov. Material ne sme vsebovati
razpok in žil, prav tako pa tudi drugih napak, ki bi lahko vplivale na uporabnost merilne
ploskve oziroma to uporabnost zmanjšale. Tudi druge vrste granitov so primerne, če
izpolnjujejo določen zahteve in so v skladu z definicijo ASTM o granitu.
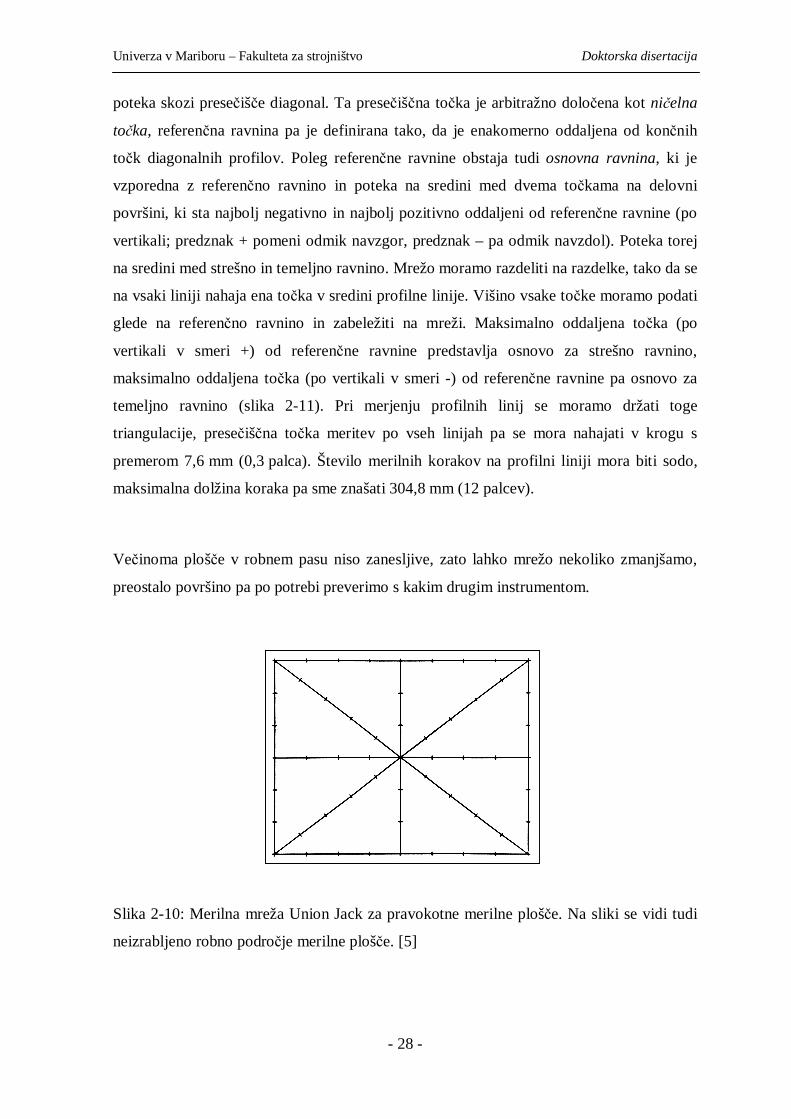
2.6.1.3 Definicija merilne mreže Union Jack
Če moramo preveriti podatke o merilni plošči, navedene na ploščici ali v dokumentaciji,
izvajamo kalibracijo ravnosti z osemlinijsko (4 stranice, 2 diagonali in 2 ortogonalni
srednjici) merilno mrežo Union Jack – glej sliko 2-10. Referenčna ravnina (glej sliko 2-11)
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 28 -
poteka skozi presečišče diagonal. Ta presečiščna točka je arbitražno določena kot ničelna
točka, referenčna ravnina pa je definirana tako, da je enakomerno oddaljena od končnih
točk diagonalnih profilov. Poleg referenčne ravnine obstaja tudi osnovna ravnina, ki je
vzporedna z referenčno ravnino in poteka na sredini med dvema točkama na delovni
površini, ki sta najbolj negativno in najbolj pozitivno oddaljeni od referenčne ravnine (po
vertikali; predznak + pomeni odmik navzgor, predznak – pa odmik navzdol). Poteka torej
na sredini med strešno in temeljno ravnino. Mrežo moramo razdeliti na razdelke, tako da se
na vsaki liniji nahaja ena točka v sredini profilne linije. Višino vsake točke moramo podati
glede na referenčno ravnino in zabeležiti na mreži. Maksimalno oddaljena točka (po
vertikali v smeri +) od referenčne ravnine predstavlja osnovo za strešno ravnino,
maksimalno oddaljena točka (po vertikali v smeri -) od referenčne ravnine pa osnovo za
temeljno ravnino (slika 2-11). Pri merjenju profilnih linij se moramo držati toge
triangulacije, presečiščna točka meritev po vseh linijah pa se mora nahajati v krogu s
premerom 7,6 mm (0,3 palca). Število merilnih korakov na profilni liniji mora biti sodo,
maksimalna dolžina koraka pa sme znašati 304,8 mm (12 palcev).
Večinoma plošče v robnem pasu niso zanesljive, zato lahko mrežo nekoliko zmanjšamo,
preostalo površino pa po potrebi preverimo s kakim drugim instrumentom.
Slika 2-10: Merilna mreža Union Jack za pravokotne merilne plošče. Na sliki se vidi tudi
neizrabljeno robno področje merilne plošče. [5]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 29 -
Slika 2-11: Identifikacija ravnin v merilni mreži Union Jack. [5]
2.6.2 Lastnosti preizkusnih plošč po standardu DIN 876
Standard DIN 876-1 velja za preizkusne plošče iz naravnih kamenin, ki jih uporabljamo
kot osnovo ravnosti pri ugotavljanju odstopanja oblike in lege. Zahteve o ravnosti merilne
površine veljajo le pod pogojem, če je merilna plošča nameščena na treh določenih in
označenih nosilnih točkah. Nosilne točke določi proizvajalec. Dodatne oporne točke so
lahko predvidene zaradi varnostnih razlogov in za zmanjšanje morebitnega upogiba pri
obremenitvah. Merilne plošče do dolžine 400 mm lahko nalegajo s celotno spodnjo
površino, zato posebne podpore niso potrebne. Merilne plošče ne smejo biti izpostavljene
enostranskemu viru toplote oziroma neenakomernemu ogrevanju ali hlajenju, saj
temperaturna razlika plošče ne sme presegati 2 °C, namestiti pa jih moramo tako, da
preprečimo morebiten zdrs ali prevračanje.
2.6.2.1 Tolerance ravnosti merilne površine
Za merilno površino so veljavne tolerance ravnosti, navedene v tabeli 2-3 (l je dolžina
plošče v milimetrih). Te tolerance ne veljajo za robno področje plošče, ki ga moramo
obravnavati ločeno.
Stopnja ravnosti t1/µm
00 ( )100012 l+⋅
0 ( )100014 l+⋅ 1 ( )1000110 l+⋅
2 ( )1000120 l+⋅
Tabela 2-3: Tolerance ravnosti merilnih plošč t1 po DIN 876. [8]
Strešna ravnina
Referenčna ravnina
Osnovna ravnina
Temeljna ravnina
Center plošče – ničelna točka
Točka 2 Točka 1
Profil površine

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 30 -
Toleranca ravnosti t1/µm L/mm
00 0 1 2
160 3 5 12 24
250 3 5 13 25
400 3 6 14 28
630 4 7 17 33
1000 4 8 20 40
1600 6 11 26 52
2000 6 12 30 60
2500 7 14 35 70
Tabela 2-4: Tolerance ravnosti t1 za nekatere dolžine L merilnih plošč. [8]
Za posamezni del površine na poljubnem delu merilne površine veljajo tolerance ravnosti
t2, navedene v tabeli 2-5:
Toleranca ravnosti t2/µm Velikost merjene površine/mm 00 0 1 2
250 × 250 3 5 13 25
Tabela 2-5: Tolerance ravnosti t2 za izsek preizkusne plošče 250 mm × 250 mm. [8]
Robno področje merilnih plošč, ki je izvzeto iz toleranc ravnosti, sme znašati do 2 % širine
plošče b, vendar ne več kot 20 mm. Robovi toleriranih površin pri merilnih ploščah dolžine
do 250 mm morajo biti zaobljeni (radij vsaj 2 mm), za vse večje merilne plošče pa mora ta
radij znašati vsaj 4 mm. Vsi ostali robovi in koti morajo biti posneti oziroma zaobljeni
(širina oziroma radij vsaj 2,5 mm).
2.6.2.2 Material
Merilne plošče morajo biti izdelane iz drobnozrnate in homogene naravne kamenine brez
napak. Vrsta kamenine v standardu DIN 876 ni točno predpisana.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 31 -
2.6.2.3 Preverjanje ravnosti
Meritve ravnosti moramo izvajati, ko se merilna plošča nahaja v neobremenjenem stanju in
je nameščena na podpornih točkah, ki jih je predvidel proizvajalec. Robnega področja
plošče ni potrebno preverjati.
Osnova za meritev ravnosti je glede na dolžino merilne naprave določena merilna mreža. Z
merilnimi napravami lahko neposredno merimo razlike kotov, ki jih glede na dolžino
merilne naprave preračunamo v višinske razlike. Na splošno naj bi dolžina merilne naprave
znašala 100 mm, dejansko pa je odvisna tudi od dimenzij plošče.
2.7 Karakteristika okolice
V celoti velja merilni prostor za najvišjo stopnjo merilno-tehniških odločitev, zato
ukrepov, ki vplivajo na okolje, v katerem izvajamo meritve, ne smemo smatrati za manj
pomembne kot pravilno izbiro namenu ustreznih merilnih naprav in njihovo uporabo.
2.7.1 Definicije in vplivne karakteristike
Merilni prostor je prostor oziroma del prostora, v katerem morajo biti izpolnjene točno
določene zahteve glede pogojev okolice (temperatura, nihanja, vlaga...), tako da lahko
določimo vrednosti merilnih veličin s točno določeno merilno negotovostjo.
Merilni prostori so razdeljeni v 6 razredov, kar omogoča razvrstitev merilnih prostorov
glede na njihov namen, olajša pa tudi načrtovanje in projektiranje bodočih merilnih
prostorov. Za merilnice razreda 1 so postavljene najstrožje zahteve, ki padajo proti
najnižjemu razredu, ki je označen kot razred 5. Pri posebnih pogojih ponuja razred 0
možnost, da zahteve glede okolice prilagodimo čisto določenim namenom.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 32 -
Razred Namen
1 Zelo natančne meritve
2 Natančne meritve
3 Standardne meritve
4 Merilnica v bližini proizvodnje
5 Proizvodna merilnica
0 Merilnica s posebnimi zahtevami
Tabela 2-6: Delitev merilnih prostorov po namenu in vrsti zahtev za merjenje.
Dovoljeno je, da v merilnem prostoru uredimo del prostora za izvajanje meritev, za katere
so zahtevani višji pogoji (torej višjega razreda), kar moramo doseči z ustreznimi ukrepi.
Kriterije za določanje razreda, v katerem naj bi se nahajal merilni prostor, lahko po eni
strani določimo glede na merilne naloge, ki jih nameravamo v prostoru izvajati, po drugi
strani pa glede na zahteve po merilni negotovosti, ki jo želimo doseči pri meritvi. Delitev
po razredih je odvisna od različnih vplivov dejavnikov, ki vplivajo na meritev
(temperatura, vlaga, hitrost gibanja zraka v prostoru, nihanja...). Te vplivne veličine, ki
sicer niso predmet v merilnem prostoru izvajane meritve, vseeno pa vplivajo na merilni
prostor, merilne naprave in merjenec, lahko definiramo preko njihovih nazivnih oziroma
mejnih vrednosti, ali pa preko pogojev, ki jih moramo zadovoljiti.
Veličine, ki vplivajo na meritev, lahko na splošno razdelimo v dve skupini:
- vplive na meritev, ki jih povzroča človek (merilec), in
- vplive na meritev, ki izhajajo iz okolice.
Merilec vpliva na meritev in njene rezultate z naslednjimi faktorji:
- namestitev merilnih naprav in predmeta merjenja,
- čistoča merilnega mesta in merilnih naprav,
- telesna toplota,

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 33 -
- sproščenost in spočitost pri delu,
- poznavanje in upoštevanje merilnih predpisov,
- sposobnost za upravljanje in uporabo merilnih naprav.
Iz okolice pa izhajajo na meritev naslednji vplivi:
- temperatura,
- nihanja,
- prah,
- zračna vlaga,
- sevanja,
- električne motnje.
Za uspešno izvajanje meritev moramo:
- definirati najpomembnejše vplivne faktorje,
- definirati vplive oziroma ukrepe, s katerimi jih lahko nadzorujemo ali vsaj
spreminjamo,
- določiti njihov vpliv na meritev,
- določiti vrednosti, po katerih razvrščamo merilne prostore v posamezne razrede, ter
- določiti možnost merjenja vplivnih veličin.
2.7.2 Temperatura in temperaturne razmere v merilnici
Skoraj na vse meritve vpliva temperatura. Odstopanja od vnaprej določene temperature in
temperaturna nihanja povzročajo termično pogojene spremembe merilnih naprav,
pripomočkov in merjencev. Zaradi tega je točnost meritve odvisna tudi od temperature v
merilnem prostoru. Da bi lahko primerjali merilne rezultate v okviru zahtevane merilne
natančnosti, moramo vzdrževati točno določene termične razmere. Osnova za posamezno
merilno veličino je vnaprej določena referenčna temperatura, ki znaša za merjenje dolžine
20 °C (po DIN 102 oziroma ISO 1), za električne veličine pa 23 °C. Te normirane
referenčne temperature veljajo za osnovo vseh navedb tehničnih mer in lastnosti. Glede na

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 34 -
klimatske razmere in konstrukcijske pogoje lahko v praksi uporabljamo osnovno oziroma
temeljno temperaturo, ki od referenčne temperature odstopa. Glede na zahteve tudi tu
določimo dovoljene mejne vrednosti časovnih in prostorskih temperaturnih nihanj. Če so
odstopanja od referenčne oziroma temeljne temperature večja, kakor jih dovoljujejo
zahteve po merilni negotovosti, moramo s kompenzacijskimi postopki zagotoviti točnost
merilnih rezultatov. Med meritvijo moramo meriti tudi temperature merjenca in merilne
opreme in z meritvijo dobljene rezultate ustrezno korigirati.
Na temperaturne razmere v merilnem prostoru vplivajo lastnosti prostora, tehnična oprema,
ki se nahaja v prostoru (tudi svetila), ter osebje, ki se nahaja v prostoru. Dovoljena
temperaturna odstopanja in nihanja so pogojena z merilnimi nalogami, ki jih nameravamo
opravljati v merilnem prostoru. Temperaturne razmere v merilnici lahko opišemo z
naslednjimi veličinami:
- časovni potek temperature,
- prostorska razporeditev temperature,
- srednja temperatura.
Časovni potek temperature izkazuje kratkotrajna odstopanja temperature od neke srednje
vrednosti oziroma dolgotrajnejša odstopanja od osnovne (nastavljene) temperature. Za
oceno primernosti merilnega prostora so merodajna največja odstopanja v nekem
časovnem obdobju.
Diagram 2-1: Gibanje temperature v prostoru (glede na čas).

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 35 -
Razporeditev temperature po prostoru zaznamujejo lokalna odstopanja od osnovne
temperature na več mestih po merilnem prostoru istočasno. Za oceno in razvrstitev
merilnega prostora upoštevamo največjo razliko temperatur v prostoru v nekem izbranem
trenutku.
Za določanje srednje temperature ponavadi določimo ustrezne časovne in prostorske
okvire. Pojem srednja temperatura lahko definiramo na dva načina:
- je srednja vrednost vseh temperatur na določenem mestu,
- je srednja vrednost vseh podatkov o temperaturi v celotnem merilnem prostoru.
2.7.2.1 Vplivne veličine, ki povzročajo temperaturne spremembe
Temperatura v merilnem prostoru se preko nekega časovnega obdobja spreminja, prav tako
pa se spreminja v prostoru samem. Do sprememb prihaja zaradi vnosa energije v merilni
prostor, do vnosa energije pa pride zaradi prenosa toplote. Če obstaja znotraj nekega telesa
oziroma med dvema telesoma (objektoma) temperaturna razlika (diferencial), pride do toka
toplote v smeri proti nižji temperaturi, torej proti hladnejšemu telesu. Toplota se torej
prenaša z enega mesta na drugo, in sicer s prenosom toplote, s prevodom toplote in s
sevanjem. Vse tri vrste prenosa toplote igrajo pomembno vlogo pri toplotnih vplivih na
merilni prostor ter merilne naprave in merjence v prostoru. Vzroki za prenos toplote so
našteti v naslednji tabeli.
Prenos toplote Prevod toplote
prosti prisiljeni Sevanje
- izvori toplote v napravah
- temelji - tla - stene - okna - strop - merilec (dotik)
- lokalne razlike temperature
- klimatska naprava
- izmenjava oziroma kroženje zraka
- osvetlitev - uporabnik
(merilec) - naprave - tla - stene - okna - sončna toplota
Tabela 2-7: Vzroki za prenos toplote v prostoru.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 36 -
Prevod toplote pomeni prenos toplote med dvema dotikajočima se telesoma oziroma
deloma teles, ki en glede na drugega mirujeta. Na enak način pride do prenosa toplote med
merilno napravo in merjencem oziroma v obratni smeri.
Pri prenosu toplote govorimo o transportu toplote preko tekočega ali plinastega medija na
drugo telo. O prostem prenosu toplote govorimo, ko pride do lokalnih temperaturnih razlik
med dvema telesoma. O prisilni konvekciji govorimo, kadar pride do segrevanja oziroma
ohlajanja telesa zaradi delovanja klimatske naprave oziroma zaradi prezračevanja (tok
zraka).
O spremembi temperature zaradi sevanja govorimo, ko pride do izmenjave toplote brez
materialnih posrednikov (primer: sončni žarki, osvetlitev prostora) med izvorom toplote in
obsevanim telesom. Izmenjavo toplote s sevanjem med dvema površinama opišemo z
gostoto toplotnega toka, kar pomeni jakost sevanja, ki jo ploskovna enota ene površine
odda, druga pa sprejme.
Glede na dovoljena nihanja temperature v časovno nadzorovanih intervalih klasificiramo
merilne prostore po razredih.
Temperaturni razred A B C D E
Obravnavana temperatura Referenčna temperatura po definiciji
Nihanje temperature (v K) v:
- 15 minutah - 60 minutah - 4 urah
0,2
0,2
0,2
0,4
0,4
0,6
-
1,0
1,5
-
2,0
3,0
-
2,0
3,0
Nihanje temperature (v K) v:
- 12 urah - 24 urah - 7 dneh
0,2
0,4
0,4
0,8
0,8
1,0
-
2,0
2,0
-
3,0
4,0
-
6,0
8,0
Tabela 2-8: Razporeditev merilnih prostorov glede na časovno dovoljena temperaturna
nihanja.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 37 -
Temperaturni razred A B C D E
Dovoljena odstopanja/(K/m) 0,1 0,2 0,5 1,0 2,0
Tabela 2-9: Razporeditev merilnih prostorov glede na prostorsko dovoljena temperaturna
odstopanja.
Vlažnost zraka je naslednji faktor, po katerem lahko klasificiramo merilne prostore, vendar
se je izkazalo, da je vlažnost v prostoru ponavadi dokaj dobro regulirana s pomočjo
klimatskih naprav ter da so spremembe vlažnosti tako majhne, da na merilne rezultate (v
primeru meritev ravnosti) praktično ne vplivajo. Elektronski merilniki nagiba so zaradi
svoje konstrukcije, zgradbe ter principa delovanja relativno dokaj neobčutljivi na
spremembe vlažnosti, do kakršnih pride v klimatsko reguliranih merilnicah. Nepomemben
vpliv na rezultat bi povzročila šele sprememba vlažnosti za več kot 20 % oziroma 30 %, do
katere pa v merilnem okolju ne pride.
Klasifikacija prostora glede na vlago A B C D
Dovoljena nihanja relativne zračne vlage/% 10 20 30 nedefinirano
Tabela 2-10: Klasifikacija merilnih prostorov glede na dovoljena nihanja vlage.
Za vrednosti v tabeli 2-10 in temu odgovarjajočo klasifikacijo merilnih prostorov moramo
omeniti, da velja samo za vrednosti relativne zračne vlage med 30 % in 60 %.
2.7.3 Čistost zraka
Čist zrak brez prahu oziroma z zelo malo prahu so prav tako pomembni faktorji, ki jih
moramo upoštevati pri izvajanju meritev. Predstavljajo velik izziv, saj nečistoče in tujki, ki
lebdijo v zraku in se usedajo po merilnih napravah in merjencih, lahko motijo merilni
postopek, vplivajo na merilni rezultat in pospešijo obrabo merilnih naprav. Glede na
namen merilnega prostora in zastavljene merilne naloge je potrebno zagotoviti potrebno
(zahtevano) stopnjo čistosti zraka (glede stopnje vsebnosti prahu) z uporabo ustreznih
filtrov in filtrirnih naprav. Zaradi izpolnjevanja teh zahtev delimo merilne prostore tudi
glede na prašnost zraka v razrede.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 38 -
Stopnje čistosti zraka podajajo, kakšna koncentracija delcev je dovoljena na čistem
delovnem mestu, pri čemer velikost delcev ne sme prekoračiti vnaprej določene velikosti.
Oznake klasifikacij 1, 10, 100, 1000, 10000, 100000 po US Federal Standard 209 direktno
podajajo število dovoljenih delcev (≥ 0,5 µm), ki se lahko nahajajo v 1 ft3 zraka (1 kubični
čevelj = 0,02831 m3 oziroma 1 m3 = 35,3145 ft3). Smernice VDI 2083/1 podajajo ustrezne
vrednosti, preračunane na ISO merske enote, torej na kubične metre namesto kubičnih
čevljev.
Slika 2-12: Velikost prašnih delcev v zraku.
Meje na sliki 2-12 so le približne, saj jih je težko določiti, zato predstavljajo le
orientacijske vrednosti. Razvidno je, da je v zraku prisotnih več vrst manjših ali večjih
delcev, ki s svojo prisotnostjo na merilni površini lahko vplivajo na merilni rezultat. Pojav
nekaterih lahko preprečimo ali vsaj v veliki meri omejimo z uporabo ustreznih
prezračevalnih in filtrirnih naprav oziroma s kontrolirano atmosfero v merilnem prostoru.
Med te spadajo predvsem tobačni dim in premogov prah, v določeni meri pa tudi hlapi,
plini in delci, ki izhajajo iz varilnih procesov. Spore lahko popolnoma filtriramo z uporabo
filtrov. Kot glavni vplivni faktor preostane tako še atmosferski prah, ki se razteza preko
največjega razpona velikosti delcev.
Delci so delčki v trdnem ali tekočem agregatnem stanju s fiksnimi fizikalnimi mejami (na
primer delci prahu, kapljice megle, mikroorganizmi...).

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 39 -
Velikost delcev je največje možno raztezanje (velikost) posameznega delčka. Določimo jo
lahko s pomočjo mikroskopskih metod.
Koncentracija delcev je število delcev na volumsko enoto zraka (število delcev/m3), kar
določimo z uporabo ustreznih merilnih postopkov.
2.7.3.1 Vplivne veličine
Čistost zraka je odvisna od naslednjih faktorjev:
- kakovost uporabljenih filtrov,
- zračni tok in hitrost gibanja zraka,
- način vodenja zraka,
- stopnja nečistoč na delovnem mestu,
- vnos umazanije v merilni prostor,
- vzdrževanje prezračevalnih naprav.
Zahteve po stopnji čistosti zraka v merilnih prostorih ter izbira temu primernih filtrirnih
naprav so pogojene z zastavljenimi merilnimi nalogami in pri meritvi uporabljenimi
merilnimi napravami. Informacije, ki so navedene v naslednji tabeli, so zato samo
informativne narave.
Klasifikacija po stopnji čistosti zraka A B C D
Stopnja čistosti zraka
(US Federal Standard 209) 100 – 10000 100000 - -
Stopnja čistosti zraka
(VDI 2083/1) 3 – 5 6 - -
Razred filtrov:
1. stopnja
2. stopnja
3. stopnja
EU 4
EU 7
S
EU 7
R
-
EU 7
-
-
EU 5
-
-
Tabela 2-11: Klasifikacija merilnih prostorov glede na čistost zraka oziroma vsebnost
prašnih delcev.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 40 -
Pri načrtovanju merilnih prostorov samih in razporeditve merilne opreme v njih je
potrebno upoštevati tudi karakteristike merilnega prostora, ki določa nekatere parametre,
na primer višino prostora, vrsto, namestitev in število oken, vrat in morebitnih drugih
odprtin, način klimatizacije in prezračevanja (vpliv hitrosti gibanja zraka in toka zraka v
prostoru), zunanjo temperaturo in vlago zraka (vpliv na hlajenje, sušenje ter naknadno
ogrevanje in vlaženje zraka v klimatski napravi), način in vrsto dovoda zraka, namestitev
šob oziroma prezračevalnih rešetk, namestitev merilnih naprav, osebje v prostoru... Vsi ti
in še mnogi drugi parametri v večji ali manjši meri vplivajo na merilne rezultate, zmožnost
in natančnost regulacije temperature in vlage v prostoru, na klasifikacijo merilnega
prostora in s tem na namen uporabe merilnih prostorov, zato jih je potrebno upoštevati pri
načrtovanju merilnih prostorov in pri kasnejši razporeditvi merilne opreme.
2.7.4 Vibracije
Mehanske vibracije spadajo med tiste vplivne veličine, ki lahko v večji meri vplivajo na
meritev in na merilni rezultat. Povzročajo deformacije in napetosti v materialih. Zaradi
pojava vibracij lahko pride pri merilnih napravah do napak, ki negativno vplivajo na
merilne rezultate. Tudi za merilca lahko predstavljajo dodatno obremenitev, saj lahko
vodijo do zdravstvenih problemov, negativno vplivajo na počutje merilca in njegovo
sposobnost presoje ter na izvajanje meritve. Do vibracij pride večinoma iz dveh vzrokov:
- vibracije se prenašajo preko temelja zgradbe oziroma tal merilnega prostora na
merilni objekt in merilno napravo,
- vibracije lahko povzroči merilna naprava sama.
V primeru merjenja ravnosti velja samo prva alinea, saj naprave, s katerimi merimo
ravnost (oziroma nagib), ne povzročajo vibracij.
Najpomembnejše veličine, ki jih moramo upoštevati pri preučevanju vpliva vibracij, so
mase, togost sistema in dušenja v celotnem merilnem sistemu. Obnašanje merilnega
sistema pod vplivom vibracij je odvisna od skupnega delovanja vseh sistemskih veličin,
torej tudi od geometrije in mer sistema kakor tudi lastnosti izvora vibracij ter vrste vibracij.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 41 -
Vibracije v merilnem laboratoriju ne predstavljajo večjih problemov, saj so prostori
ponavadi ustrezno urejeni (izolacija tal, ustreznost temeljev, namestitev merilne naprave
oziroma objekta...). Do večjih problemov pride v merilnicah, ki so nameščene v
proizvodnji, saj ponavadi ne ustrezajo pogojem za izvajanje natančnih meritev. Pri slednjih
pride do problemov predvsem zaradi vrste vibracij, ki izvirajo iz proizvodnje in se preko
temeljev, sten in stropa prenašajo v merilni prostor ter vplivajo na merilne rezultate. Na
srečo se da z uporabo elektronskih libel pri diferencialni meritvi vpliv vibracij na merilni
rezultat odpraviti, dodatno pa na to vplivata še sama konstrukcija libele ter postopek
zajema podatkov. Merilni sistem namreč ne poda rezultata le na osnovi ene meritve,
temveč na osnovi več meritev, katerih rezultati se morajo nahajati v okviru določenih
toleranc.
Vsekakor moramo vpliv vibracij upoštevati, če izvajamo merjenje ravnosti s pomočjo
laserskega interferometra ali avtokolimatorja, zaradi česar sta oba manj primerna za
izvajanje meritev oziroma skoraj popolnoma neprimerna, če meritve izvajamo v
proizvodnem okolju. Pri uporabi elektronskih merilnih libel, ki so bile tudi zaradi tega
uporabljene kot osnovno merilno sredstvo pričujoče naloge, je torej priporočljivo izvajanje
meritve po diferencialni metodi, saj s tem izničimo enega od bistvenih vplivnih faktorjev,
ki vpliva na rezultat meritve in merilno negotovost. [28]
2.8 Kategorije merjenih površin
Če želimo določiti ravnost neke ploskve oziroma le dela te ploskve, moramo obravnavati
površino glede na 3 kategorije, od katerih zajema vsaka določeno gostoto informacij glede
na lastnosti površine. [14] Te lastnosti površine so:
- hrapavost površine,
- lokalna odstopanja ravnosti,
- geometrijska odstopanja ravnosti

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 42 -
2.8.1 Hrapavost površine
Visoka gostota informacij
Na površini se nahajajo kratki valovi, ki so posledica vibracij delovnega stroja ali orodja. V
primeru ploskev iz trdi kamenin (granit...) lahko to vključuje tudi meje kristalov.
Slika 2-13: Hrapavost površine ne vpliva na merjenje ravnosti. [14]
Ta kategorija za naše meritve ni pomembna, saj so številčne vrednosti premajhne, da bi
lahko direktno vplivale na meritev. Vpliv površinskih struktur bi morali upoštevati le, če se
podrobneje ukvarjamo z izbiro primernega podnožja. Praviloma nas hrapavost pri meritvah
ravnosti ne zanima. [14]
2.8.2 Lokalna odstopanja ravnosti
Srednja gostota informacij
Srednji valovi z dolžino 50 mm – 200 mm lahko nastanejo na površini kot posledica
neprimernih metod obdelave površine, na primer pri lepanju površine s premajhnimi brusi.
Tudi lokalna obraba lahko vpliva na pojav teh napak.
Slika 2-14: Valovitost površine lahko vpliva na rezultate pri merjenju ravnosti. [14]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 43 -
Valovitost površine moramo vsekakor upoštevati pri izbiranju metode za merjenje ravnosti
in pri vrednotenju rezultatov.
2.8.3 Geometrijska odstopanja ravnosti
Nizka gostota informacij
Pod pojmom geometrijska odstopanja ravnosti pojmujemo predvsem dolge valove preko
celotne površine, ki vplivajo na splošno obliko površine.
Slika 2-15: Geometrijske napake ravnosti vplivajo na rezultate meritve. [14]
Vzroki za to kategorijo napak so:
- geometrijske napake, ki so nastale s kopiranjem pri izdelavi in ki izhajajo iz
izdelovalnega stroja,
- deformacije zaradi napetosti in neprimerne opore,
- popuščanje materiala,
- pojav termičnih plasti v obdelovancu,
- poves kot posledica lastne teže.
Za meritve ravnosti je to najpomembnejša kategorija, saj te napake bistveno vplivajo na
rezultate oziroma z meritvami ravnosti ugotavljamo prav te napake. [14]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 44 -
3. NAPRAVE ZA MERJENJE NAGIBA
3.1 Uvod
Zahteve glede kvalitete in gospodarnosti izdelkov in s tem tudi izdelovalnih postopkov
neprestano naraščajo. Da bi lahko držali korak z razvojem, nastajajo vedno boljše in
modernejše izdelovalne naprave in postopki. Enako mora potekati tudi razvoj preizkusnih
sredstev, ki morajo ustrezati razvoju in zahtevam izdelovalnih postopkov in naprav.
Področje merjenja kotov je zelo obsežno in kompleksno. Glede na zahtevnost so se temu
primerno razvijali tudi različni postopki in izdelki za izvajanje meritev, kot so sinusna
ravnila in plošče, avtokolimatorji, teodoliti, laserski interferometri… Težišče predstavljajo
novi izdelki, ki temeljijo na najmodernejši tehnologiji, njihova izdelava pa je mogoča le z
uporabo izredno kvalitetnih materialov v kombinaciji z mikroelektroniko.
3.2 Meritve kotov na splošno
Tehnike si danes brez merjenja kotov ne moremo več zamisliti. V različnih variantah so se
razvile tudi meritve nagiba, posebno področje merjenja kotov, ki se uporablja predvsem na
področju zagotavljanja kakovosti. Tako so merilniki nagiba namenjeni merjenju kota,
kakor tudi meritvam ravnosti neke linije, na primer vodila pri stroju, pa tudi ugotavljanju
profila površine in nadzora objektov (premiki, nagibi…).
Klasično vodno tehtnico, ki so jo inženirji v preteklosti v veliki meri uporabljali pri gradnji
zgradb in mostov ter pri izgradnji strojev, zaradi naraščajočih zahtev po točnosti,
ločljivosti, trajanju meritve, zanesljivosti in protokoliranju merilnih rezultatov vedno bolj
izpodrinjajo elektronski merilni sistemi nagiba. Trenutno gre razvoj v smeri senzorjev
nagiba, ki jih lahko povežemo v mrežo (skupaj s senzorji drugih merilnih veličin), njihove
merilne rezultate pa lahko prenašamo preko malih ali velikih razdalj, kjer jih na koncu
ovrednotimo z uporabo ustreznih naprav (računalnik, kontrolni instrument…), ki te
rezultate seveda tudi nazorno prikažejo. [14]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 45 -
3.3 Možnosti uporabe
Z merilnikom nagiba lahko izvajamo naslednje meritve:
- merjenje kota glede na absolutno ničelno točko,
- razlika med dvema ravninama (diferencialna meritev),
- zajemanje prostorskih koordinat posameznih točk (površinski profil).
Z merilniki nagiba ne ugotavljamo le kotov, temveč lahko (glede na dolžino podnožja
merilne naprave) ugotovimo tudi odgovarjajočo višino neke točke – višinski profil,
topografija neke površine. To in enostavna uporaba elektronskih merilnikov nagiba
omogoča učinkovito merjenje vodil in površin.
Slika 3-1: Določanje višine merilnega položaja glede na dolžino koraka. [14]
3.4 Nastavljanje prikaza ničelne točke
Z izmeničnim obračanjem merilnika nagiba lahko izvajamo absolutne meritve
(ugotavljanje odstopanja glede na absolutno ničlo) tudi z merilnimi napravami, katerih
ničelna točka je zamaknjena za neko neznano vrednost. Sledeči primer kaže, da lahko z
dvema meritvama, ki jih izvedemo na istem merilnem položaju, pri čemer napravo
obrnemo za 180°, ugotovimo:
a) odmik merilne naprave od absolutne ničle in
b) nagibni kot merilnega objekta glede na absolutno ničelno točko.
višina
merilnega
položaja
dolžina koraka
(merilna razdalja)
kot α

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 46 -
Slika 3-2: Nastavljanje ničelne indikacije z elektronskim merilnikom nagiba. [14]
Prikazano vrednost nastavljamo tako dolgo, da sta vrednosti za meritev A in meritev B
enaki, razlikujeta se le v predznaku.
3.5 Merske enote pri meritvah nagiba
Najbolj uporabljane merske enote pri meritvah nagiba so:
a) za male kote do ±1°: mm/m, µm/m, kotne sekunde ("), kotne minute ('), mrad,
b) za velike kote do 360°: xx°xx’xx”, xx,xxxx°, rad.
Povezave med najpomembnejšimi merskimi enotami:
µm/m mm/m " ' 1° mrad rad
1 µm/m 1 0,001 0,20627 0,00344 5,730E-05 0,001 1,000E-06
1 mm/m 1000 1 206,265 3,43775 0,05730 1,00000 9,990E-04
1" 4,848 0,00485 1 0,01667 2,778E-04 0,00485 4,848E-06
1' 290,89 0,29089 60 1 0,01667 0,29089 2,909E-04
1° 17455,1 17,46 3600 60 1 17,45 0,01745
1 mrad 1000 1 206,26 3,43775 0,05730 1 0,001
1 rad 100.000 1.000 206.264,8 3.437,75 57,30 1.000 1
Tabela 3-1: Povezave med najpomembnejšimi merskimi enotami pri merjenju nagiba. [14]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 47 -
3.6 Elektronski merilniki nagiba
Od merilnega instrumenta za merjenje nagiba pričakujemo, da bo deloval z največjo
možno točnostjo preko čim večjega merilnega območja, in to ob minimalnem vzdrževanju,
ob spremenljivih vremenskih pogojih, udarcem in vibracijam navkljub. Za časovno
dolgotrajen nadzor potrebujemo časovno stabilnost, neobčutljivost na toplotne spremembe
in brezhiben prenos merilnih podatkov na velike razdalje.
Zahteve glede zunanjih mer, ogrevalnega časa, porabe energije ter natančnosti in
zanesljivosti merilnih naprav za merjenje nagiba v zadnjih letih neprestano naraščajo.
Uporaba natančnih merilnih naprav ni več omejena le na strojništvo, razširila se je tudi na
nova področja uporabe. V vedno večji meri je ta tehnologija v uporabi na področju visoke
in nizke gradnje, izdelave avtomobilov in letal, v robotski tehniki in na drugih področjih
industrije.
Z namenom širitve področja uporabe so nastale tudi prvi elektronski merilniki nagiba.
Zamišljeni so bili kot elektronske merilne naprave, ki bi zadoščale zahtevam tržišča
oziroma uporabnika glede visoke ločljivosti, ponovljivosti in točnosti, omogočale
enostavno in praktično uporabo pri oteženih pogojih za izvajanje meritev.
3.6.1 Elektronski merilniki nagiba z analogno tehniko
Osnovni element analognih elektronskih merilnikov nagiba je nihalo, ki je obešeno v
ohišju. To ohišje je pritrjeno na podnožje, ki lahko ima različno oblikovane oporne noge,
katerih razdalja je točno podana. Osnova instrumenta tvori ravnino, ki predstavlja
horizontalo, ko se nihalo nahaja v sredinskem položaju. Če je merjena ravnina nagnjena, se
nagne tudi podnožje, s tem pa tudi nihalo. Zaradi tega se inducirana napetost, ki se inducira
na drugem navitju, spremeni. Glede na spremembo napetosti lahko ugotovimo spremembo
kota.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 48 -
Slika 3-3: Princip delovanja elektronske libele. [3]
Elektronske libele različnih izdelovalcev se sicer razlikujejo v podrobnostih, princip
delovanja pa je isti, kakor je opisan zgoraj. Za generiranje merilne vrednosti izrabljajo
elektronski merilniki nagiba nihalne lastnosti breztorno obešene merilne plošče.
Diferencialni kondenzator, ki ga sestavljata dve elektrodi iz temperaturno občutljivega
materiala in ki se nahaja v zatesnjenem in električno zaščitenem prostoru ob merilni plošči,
napaja dvofazna izmenična napetost. Ta diferencialni kondenzator podaja signal nagiba, ki
izhaja z merilne plošče. [14]
Zaradi rotacijsko simetrične zgradbe merilne celice je vpliv morebitnega prečnega nagiba
zanemarljiv, možne so celo meritve nad glavo. Zaščitena merilna celica, kapacitivni
merilni princip in uporabljeni materiali izključujejo vplive magnetnih in električnih polj.
S pomočjo popolnoma breztornega obešanja merilne plošče in plinskega dušenja v
nihajnem sistemu dosegamo izjemno natančnost glede ponovljivosti in histereze, vse to pa
ob zagotavljanju zelo kratkega časa, potrebnega za odčitavanje merilne vrednosti.
Za izvajanje meritev pri ekstremnih pogojih, kot so visoke temperaturne spremembe in
visoka zračna vlaga, so senzorji boljših merilnih naprav nameščeni v posebnem prostoru v
napravi, ki je napolnjen s posebno plinsko mešanico in nepredušno zavarjen z laserjem.
Takšna komora zato varuje senzorje pred prej navedenimi vplivnimi veličinami.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 49 -
Elektronska obdelava merilnih vrednosti omogoča prenos podatkov na računalnik, kjer jih
lahko s posebnim programom obdelamo ter merilni rezultat grafično in tabelarično
prikažemo oziroma natisnemo. Vloženi napori, potrebni za izvedbo zahtevnih meritev, se
tako precej zmanjšajo. Direkten prenos merilnih vrednosti preprečuje napake, do katerih bi
lahko prišlo pri ročni obdelavi podatkov, s čimer se poveča tudi točnost rezultatov.
3.6.2 Elektronski merilniki nagiba z digitalno merilno elektroniko
Digitalni merilniki nagiba temeljijo na nihajnih lastnostih breztorno pritrjene merilne
plošče, ki skupaj z dvema elektrodama tvori diferencialni kondenzator. Premiki merilne
plošče ob spremembi nagiba povzročijo spremembo kapacitivnosti, le-ta pa povzroči
spremembo frekvence v integriranem oscilatorju, ki nato generira merilno vrednost.
Izmerjeno vrednost prikaže zaslon v željenih enotah.
Merilniki nagiba z digitalno elektroniko so časovno stabilni in izkazujejo dobro
ponovljivost meritve. Zaradi uporabe digitalne tehnike zadovoljujejo ti senzorji največje
zahteve glede natančnosti, ločljivosti, občutljivosti in temperaturne stabilnosti, hkrati pa
omogočajo prenos podatkov na velike razdalje brez vpliva na merilno natančnost.
Za razliko od analognih omogočajo merilniki z digitalno elektroniko tudi dinamične
meritve, torej meritve, ki jih lahko izvajamo na premikajočih se objektih. Z razvojem
elektronike in programske opreme so postali pospeški, ki delujejo na nihalo, izmerljivi, s
tem pa jih je mogoče tudi kompenzirati, tako da lahko dejanski kot nagiba ugotovimo kljub
zunanjim vplivom.
Nihalo, ki je obešeno na tri Arhimedove spirale, se nahaja med dvema elektrodama. Glede
na spremembo lege merilne naprave se tudi nihalo odkloni iz svojega osnovnega položaja,
s tem pa spremeni kapacitivnost med nihalom na eni in elektrodama na drugi strani. RC-
oscilator (kombinacija upora in kondenzatorja) pretvori kapaciteto v frekvenco, razlika
frekvenc oziroma razmerje med obema frekvencama (referenčno in trenutno) pa tvori
primarni signal nagiba kota.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 50 -
Nihalo je mehansko dušeno s posebnimi plini, saj je sprememba viskoznosti plina v
temperaturnem območju od –40 °C ... +70 °C minimalno, tako da je dušenje praktično
neobčutljivo na temperaturo. Optimiranje dušenja je izvedeno z razmerjem med površino
nihala in velikostjo zareze Arhimedove spirale.
Naslednji faktorji vplivajo na dobro časovno stabilnost in stabilnost ničelne točke:
− simetrična gradnja,
− v ničelni točki nihalo skoraj ni izpostavljeno lastnim napetostim,
− oba kondenzatorja imata v ničelni točki enako kapaciteto,
− pretvorba v frekvence poteka v lastnem oscilatorju,
− upori so simetrično vezani,
− vsi mehansko pomembni deli so iz istega materiala,
− kovinski deli so lasersko varjeni, tako da pride le do minimalnega točkovnega
segrevanja senzorskih glav pri izdelavi.
Na stabilnost ničelne točke vplivajo vsakodnevne spremembe temperature sistemske
napake, ki jih povzročijo razlika temperature, staranje materialov in temperaturni gradient.
Temperaturno stabilnost lahko izboljšamo s kalibriranjem senzorjev pri različnih
temperaturah.
3.7 Meritve geometrije z merilniki nagiba
Elektronski merilniki nagiba, opisani v poglavju 3.6, so primerni za najrazličnejše merilne
naloge. Poleg enostavnih meritev nagibnega kota jih lahko uporabljamo v različnih
konfiguracijah (posamično ali izvajanje diferencialnih meritev z dvema napravama) za
izvajanje meritev ravnosti linij, prečnega nagiba površine ali za merjenje ravnosti malih in
velikih površin.
Prednost elektronskih merilnih naprav je, da so merilne vrednosti zelo hitro na razpolago,
lahko pa jih tudi elektronsko obdelamo s programi, ki jih izvajamo na računalniku.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 51 -
V praksi preizkušeni programi za obdelavo podatkov omogočajo izvajanje naslednjih tipov
meritev:
− premost linij,
− prečni nagib linij (torzija),
− vzporednost linij,
− pravokotnost in
− ravnost površin.
3.7.1 Merilne konfiguracije
3.7.1.1 Meritve z eno napravo
Meritve premosti in ravnosti površin z eno napravo so smiselne in priporočljive le takrat,
ko so razmere okolice optimalne, torej ko ni vibracij ali nihanj. Te zahteve so najpogosteje
izpolnjene le v laboratorijskih pogojih. Za izvajanje meritev v slabših razmerah in za
meritve, pri katerih želimo zelo visoko natančnost, je priporočljiva uporaba dveh naprav
oziroma diferencialna meritev.
3.7.1.2 Diferencialna meritev - meritev z dvema napravama
Izvajanje meritev linij in ravnosti površin z dvema napravama je priporočljivo takrat, ko
pogoji v okolici niso optimalni oziroma ko prihaja do vibracij in nihanj, ki bi vplivale na
meritev in merilne rezultate. Takšne meritve so še posebej priporočljive, če jih moramo
izvajati v industrijskem okolju.
Z diferencialno meritvijo kompenziramo spremembe položaja in nizkofrekvenčne vibracije
merilnega objekta med meritvijo. Ta kompenzacija uspešno funkcionira le, če ima merilni
objekt zadostno togost in če je sistem podpor merilne plošče 3-točkovni oziroma temu
sistemu podoben. Tudi opora referenčnega instrumenta mora biti stabilna, togo povezana s
preostalim delom merilnega objekta, in ravna. Če pride pri vibracijah in spremembah lege
do samostojnih (različnih) premikov objekta, kompenzacija ni mogoča, saj meritev ni
pravilna.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 52 -
3.8 Zahteve za izbiro instrumentov
Očitno je, da moramo razlikovati med napravami, namenjenimi uporabi v laboratorijih, in
napravami, namenjenimi uporabi v proizvodnji.
3.8.1 Instrumenti za uporabo v laboratoriju
Najpomembnejša lastnost merilnih naprav, namenjenih uporabi v laboratorijih, je zelo
visoka občutljivost ter takojšnja reakcija na vsako spremembo kota. Instrument mora biti
nastavljen tako, da vedno omogoča doseganje največje možne natančnosti. Pogoj za to je
točno upoštevanje uporabniških navodil, ki se nanašajo na rokovanje z napravami in na
merilne postopke.
Pri uporabi merilnikov nagiba in možnem vplivu tudi zelo majhnih zunanjih faktorjev
(vibracije, sunki…) je priporočljiva uporaba dveh naprav v tako imenovani diferencialni
meritvi. Pri tem služi en merilni instrument registriranju spremembe položaja celotne
merjene površine.
Uporabljeni program bi naj omogočal različne matematične analize izmerjenih podatkov.
To postavlja nove zahteve merilnemu tehniku, ki se mora odločiti, kateri način analize in
vrednotenja rezultatov bo uporabil. Prav tako se mora odločiti, s kakšno merilno
nenatančnostjo naj presodi rezultate. [14]
3.8.2 Instrumenti za uporabo v proizvodnji
Merilna naprava mora omogočati stabilno odčitavanje tudi v primeru, ko prihaja do hitrih
in kratkih sprememb kota, ki znašajo več kot je najmanjša merilna enota. Merilne vrednosti
mora registrirati kot povprečje preko daljšega časovnega obdobja brez prevelikih
odstopanj. Med hitrostjo in stabilnostjo prikaza izmerjene vrednosti mora obstajati neko
ravnotežje, ki ustreza različnim pogojem in ločljivostim. Instrument mora biti robustno
zgrajen. Magnetna polja in električni vplivi, ki so pogosti v bližini izdelovalnih strojev, ne
smejo vplivati na meritev.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 53 -
Pri zajemanju podatkov z merilniki nagiba pride v poštev diferencialna meritev. Da bi
zmanjšali vpliv dolgovalovnih nihanj, moramo uporabljati ustrezno prilagojene pare
naprav z identičnim dinamičnim obnašanjem.
Programski vmesnik mora uporabljati izpopolnjene dialoge, program sam pa izpolnjevati
naslednje zahteve:
– vnos merilnih vrednosti in izvršilni modus mora potekati z odgovori na enostavna
vprašanja, ki ustrezajo postopku pri ročni meritvi,
– merilca naj pri delu spremljajo nedvoumna navodila (pravilno pozicioniranje
merilne naprave…),
– priprava podatkov po enostavno razumljivih kriterijih,
– razpoložljivost rezultatov takoj po zajemu podatkov,
– natiskani certifikati in protokoli morajo vsebovati vse pomembne podatke o
meritvi, vključno z natančnostjo meritve.
Kombinacija dobro usklajenih naprav in programov, prilagojenih za delo v delavnicah,
omogoča certificiranje po standardu ISO 9000. Takšni sistemi, ki jih uporabljamo
neposredno v proizvodnji, prinašajo ogromne ekonomske prednosti, saj naknadna draga
kontrola izdelkov ni več potrebna. [14]
3.8.3 Merilna podnožja
Nujna zahteva za natančne meritve je merilno podnožje, ki je popolnoma brez napak.
Merilno podnožje je v neposrednem stiku z majhnimi deli merjene površine, ki jih
imenujemo merilne točke.
Različne teorije so osnova za množico različnih oblik, od krogelnih kontaktov, krožnih
segmentov in zapletenih oblik do enostavnih ravnih površin. Zapletene mehanske izvedbe
pri posebnih oblikah merilnih površin včasih vodijo do boljših rezultatov, na splošno pa so
takšna podnožja pogosto vir napak. V praksi se je izkazalo, da dajejo enostavne oblike
podnožij, ki so prilagojene specifičnim merilnim opravilom, najboljše rezultate. [14]
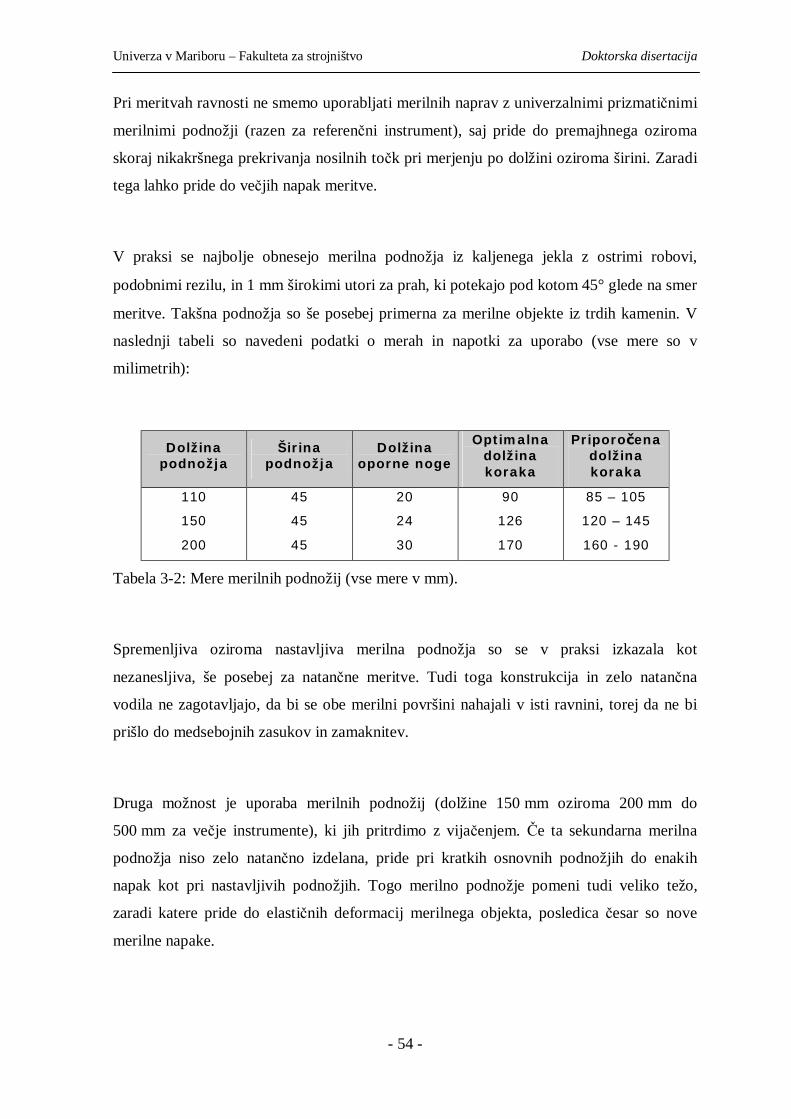
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 54 -
Pri meritvah ravnosti ne smemo uporabljati merilnih naprav z univerzalnimi prizmatičnimi
merilnimi podnožji (razen za referenčni instrument), saj pride do premajhnega oziroma
skoraj nikakršnega prekrivanja nosilnih točk pri merjenju po dolžini oziroma širini. Zaradi
tega lahko pride do večjih napak meritve.
V praksi se najbolje obnesejo merilna podnožja iz kaljenega jekla z ostrimi robovi,
podobnimi rezilu, in 1 mm širokimi utori za prah, ki potekajo pod kotom 45° glede na smer
meritve. Takšna podnožja so še posebej primerna za merilne objekte iz trdih kamenin. V
naslednji tabeli so navedeni podatki o merah in napotki za uporabo (vse mere so v
milimetrih):
Dolžina podnožja
Širina podnožja
Dolžina oporne noge
Optimalna dolžina koraka
Priporočena dolžina koraka
110
150
200
45
45
45
20
24
30
90
126
170
85 – 105
120 – 145
160 - 190
Tabela 3-2: Mere merilnih podnožij (vse mere v mm).
Spremenljiva oziroma nastavljiva merilna podnožja so se v praksi izkazala kot
nezanesljiva, še posebej za natančne meritve. Tudi toga konstrukcija in zelo natančna
vodila ne zagotavljajo, da bi se obe merilni površini nahajali v isti ravnini, torej da ne bi
prišlo do medsebojnih zasukov in zamaknitev.
Druga možnost je uporaba merilnih podnožij (dolžine 150 mm oziroma 200 mm do
500 mm za večje instrumente), ki jih pritrdimo z vijačenjem. Če ta sekundarna merilna
podnožja niso zelo natančno izdelana, pride pri kratkih osnovnih podnožjih do enakih
napak kot pri nastavljivih podnožjih. Togo merilno podnožje pomeni tudi veliko težo,
zaradi katere pride do elastičnih deformacij merilnega objekta, posledica česar so nove
merilne napake.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 55 -
Na sliki 3-4 so prikazane nekatere vrste podnožij, ki za meritve niso primerne. Pri
popolnoma ravnem podnožju ni očitne naležne površine, merilna razdalja ustreza površini
merilnega objekta, poleg tega je sistem nagnjen k majanju. Posledica tega so velike napake
meritve. Pri drugih tipih podnožij je največja napaka ta, da oporni nogi nista simetrični, kar
pomeni, da ne zajemata enake površine. Zato pride pri meritvah linij in ravnosti do napak.
Slika 3-4: Primeri neprimernih merilnih podnožij.
3.8.3.1 Tritočkovna podnožja
Za laboratorijske razmere je najprimernejši dobro izbran merilni komplet z izmenljivimi
tritočkovnimi podnožji, z naležnimi podlagami okrogle oblike premera okoli 10 mm. Zelo
pomembno je, da so vse tri kontaktne površine zelo natančno lepane, tako da vse skupaj
tvorijo del popolne površine. Takšna podnožja predstavljajo najboljši kompromis med
teorijo (naleganje v eni točki brez raztezkov površine) in praktičnimi zahtevami
(preprečevanje merilnih napak, do katerih bi prišlo zaradi hrapavosti površine). Podnožja z
nastavljivimi naležnimi nogami, ki omogočajo meritve z različno dolžino koraka, gornjih
zahtev večinoma ne izpolnjujejo. Meritve s takšnimi podnožji zahtevajo natančno
pozicioniranje merilnih naprav pri vsakem koraku med zajemom merilnih vrednosti.
Takšna podnožja težijo tudi k temu, da med premikanjem izgubijo kontakt s površino, pri
čemer lahko zaide med površino in točko naleganja prah. V najslabšem primeru lahko
robovi naležnih površin poškodujejo površino. [14]
Slika 3-5: Tritočkovno podnožje. [14]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 56 -
3.8.3.2 Merilno podnožje za splošno uporabo
Za vsesplošno uporabo, predvsem v proizvodnji, kjer so lokalne napake in njihova veličina
poznane, je lahko uporaba drugače oblikovanih podnožij z večjo naležno površino bolj
praktična, hkrati pa dobimo pri splošnih pogojih boljše rezultate. Takšne izvedbe imajo v
naležnih površinah utore.
Slika 3-6: Navadna izvedba z velikimi naležnimi površinami in utori za prah. [14]
Merilni instrument moramo na začetku malo premakniti, pri tem pa moramo paziti, da ne
izgubi stika z merilno površino. V utorih, ki so vrezani v naležno površino, se nabere prah
iz območja naleganja. Dodatna dobra stran tega tipa podnožij je, da majhne napake pri
premikanju naprave ne vplivajo na merilni rezultat.
3.8.3.3 Granitno podnožje
Merilna podnožja iz granita so posebej primerna za meritve vodil. Lokalne napake na
vodilih so 10 do 20-krat manjše kot tolerance oblike. Velika naležna površina podnožja je
podobna sanem, ki drsijo po vodilih. Pri morebitnih poškodbah iz površine izpadejo
kamniti delci, pri tem pa ne pride do medsebojnega gnetenja in zastajanja materiala, zaradi
česar bi lahko na vodilih nastale praske.
Slika 3-7: Granitno podnožje. [14]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 57 -
3.9 Uporaba merilnih sistemov in meritve
Elektronski merilniki nagiba so primerni za različne merilne naloge, saj jih lahko poleg
enostavnih meritev kota nagiba uporabljamo v različnih konfiguracijah za merjenje
premosti linij, vodil ali za merjenje ravnosti malih in velikih površin. Prednosti
elektronskih merilnih naprav so, da so merilne vrednosti takoj na razpolago, omogočajo pa
tudi neposreden prenos podatkov v računalnik, kjer sledi nadaljnja elektronska obdelava
oziroma ovrednotenje.
S programi za merjenje geometrije in z ustreznimi merilnimi napravami lahko merimo
naslednje parametre:
− meritev linij,
− torzija linij (površina vodil),
− ploskve,
− merjenje kotov na pravokotnih objektih.
3.10 Učinki temperaturnih razlik
Temperaturne razlike, tako tiste na merilnem objektu kot tiste med merilnim objektom in
merilnim podnožjem, imajo pomembno vlogo pri merjenju ravnosti neke površine ali
premosti neke linije (vodila).
3.10.1 Toplotni tok med merilno napravo in merilnim objektom
Posledica razlike temperature med merilnim podnožjem in merilnim objektom je toplotni
tok. Velikost tega temperaturnega toka je odvisna od velikosti dotikalne površine, razlike
temperature, materiala merilnega podnožja in merilnega objekta ter prečnega prereza in
dolžine merilnega podnožja. Zaradi tega pride v merilnem podnožju do nastanka toplotnih
plasti, posledica tega pa je ukrivljenost in torzija merilnega podnožja. Ker se dotikalne
točke (med merilnim objektom in merilnim podnožjem) neprestano spreminjajo, se s tem
neprestano spreminja tudi temperaturni tok in prevod toplote po materialu. Zato lahko
rečemo, da je merilno podnožje neprestano "v gibanju".

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 58 -
Ti zelo hitri pomiki se odražajo na nemirnem prikazu merilne naprave. Tudi temperaturno
pogojene spremembe dolžine in debeline merilnega podnožja se nahajajo v velikostnem
razredu, ki lahko pri izenačevanju temperature vpliva na merilno natančnost.
Slika 3-8: Tok toplote med merilnim podnožjem in merilnim objektom.
Možni vzroki temperaturnega toka:
− merilno podnožje nima iste temperature kot merilni objekt,
− celotni merilni sistem ni na delovni temperaturi (ogrevalni čas elektronike za
doseganje delovne temperature za natančne meritve znaša vsaj 15 min),
− na merilnem objektu obstajajo temperaturne razlike; čas, potreben za izenačenje
temperature merilnega objekta in merilnega podnožja, lahko znaša do nekaj ur,
odvisen pa je od materiala, velikosti merilnega objekta ter od temperaturne razlike.
Ukrepi za preprečevanje temperaturnih razlik in s tem napak meritve:
− pred izvedbo meritve ravnosti moramo kontrolirati temperaturo merilnega podnožja
in merilnega objekta,
− čas, potreben za aklimatizacijo merilnega podnožja, znaša glede na razliko
temperatur in glede na material podnožja in merilnega objekta od 30 do 120 minut.
3.10.2 Vpliv razlik temperature na merilnem objektu
Razlike temperature na merilnem objektu predstavljajo enega najpomembnejših in
največjih izvirov napak meritve. Lokalna temperaturna nihanja povzročajo lokalna

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 59 -
odstopanja oblike, na kar pa lahko v večini primerov uspešno vplivamo s primerno
namestitvijo merilne plošče, proč od virov toplote, hlajenja (piš klimatske naprave) in
neposredne sončne ali reflektorske svetlobe.
V največji meri vplivajo na merilni rezultat razlike temperature med zgornjo in spodnjo
stranjo merilne plošče. Do teh temperaturnih razlik pride skoraj vedno, saj je spodnja stran
manj izpostavljena vplivom okolice, zgornja stran merilne plošče, kjer izvajamo meritev,
pa je bolj izpostavljena temperaturnim razmeram v prostoru, toku zraka, osvetlitvi in
ostalim vplivnim faktorjem. Če je razlika temperatur med obema ploskvama konstantna,
lahko to upoštevamo pri končnem rezultatu in ga ustrezno korigiramo, problem pa nastane,
če pride do dinamičnih sprememb temperature med meritvijo, ki neposredno vplivajo na
trenutno izmerjene vrednosti nagiba. Ker se preko daljšega časovnega obdobja razlika
temperature spreminja, se temu ustrezno spreminja tudi vpliv na rezultat.
Odstopanje ravnosti kot posledico temperaturnih razlik med spodnjo in zgornjo ploskvijo
merilne plošče lahko določimo z naslednjo enačbo:
8
2
BlaDX T
⋅⋅⋅
= , Enačba 3-1
pri čemer je:
X ........odstopek ravnosti, m,
DT.......razlika med spodnjo in zgornjo stranjo plošče, v K,
a .........razteznostni koeficient materiala (5,6 × 10-6 K-1 za granit),
l..........največja dimenzija plošče, m,
B ........debelina plošče, m.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 60 -
Naslednja tabela prikazuje odstopek ravnosti X za podano dolžino in debelino merilne
plošče. Vse dimenzije merilne plošče so podane v metrih, vsi odstopki pa v µm:
Dimenzija/m
Debelina /m
Odstopek ravnosti - ∆T = 0,2 K
Odstopek ravnosti – ∆T = 1 K
Dovoljeni odstopek po DIN 876
/µm
1 2 5 10
0,200 0,250 0,300 0,600
0,70 2,24 11,67 23,33
3,50 11,20 58,33 116,67
4,00 6,00 12,00 22,00
Tabela 3-3: Primer vpliva temperaturnih razlik na merilni objekt.
3.11 Napake meritve
Možni vzroki za nastanek napak meritve:
− temperaturne razlike med merilnim podnožjem in merilnim objektom,
− spremembe položaja merilnega objekta med meritvijo (vibracije),
− nepazljivo izvajanje meritev,
− umazanija,
− zajem rezultatov, ko prikaz na zaslonu še ni stabiliziran,
− slabo prekrivanje pri meritvi,
− nenatančno pozicioniranje po merilni mreži,
− ukrivljeno, obrabljeno merilno podnožje,
− napake površine grbaste oblike (kratki valovi), ki jih z merilnim podnožjem ne
moremo zadovoljivo zajeti oziroma ne omogočajo zadovoljivega naleganja
(posledica majanja merilnega podnožja je slaba ponovljivost).
3.12 Splošno o meritvi
Osnovne meritve, ki so služile kot osnova za pridobitev podatkov o kotih posameznih
merilnih korakov, sem opravil na preizkusni plošči Planolith, ki je nameščena v prostorih
Laboratorija za tehnološke meritve.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 61 -
Odstopanje ravnosti t1/µm Dolžina
00 0 1 2
2000 mm 6 12 30 60
Tabela 3-4: Dovoljeno odstopanje ravnosti po razredih glede na dimenzijo plošče. [8]
Plošča je iz granita, dimenzij 2000 mm × 1000 mm × 220 mm, na nalepki pa proizvajalec
navaja, da bi naj odstopek ravnosti površine znašal le 2,3 µm. Po standardu DIN 876-1
znaša največje dovoljeno odstopanje ravnosti površine za to dimenzijo plošče 6 µm.
Definiral sem 4 različne velikosti merilnih mrež, vseh po metodi Union Jack, katerih
skupna lastnost je ujemanje ničte točke, torej se pri vseh štirih velikostih merilnih mrež
presečišča diagonal ujemajo. Kakor je razvidno iz tabele 3-5, se pri večini določenih
merilnih mrež ujemajo tudi dolžine merilnih korakov po longitudinalnih in transverzalnih
merilnih linijah. Merilne mreže so bile tako določene zato, ker so na ta način vse locirane
točno v sredini merilne plošče. Ta pristop ima kar nekaj prednosti:
− ukrivljenost plošče je za vse merilne mreže enakomerna,
− elektronske libele merijo vedno v približno istem merilnem območju, ne pride do
zamika merilnega območja, zato podatki oziroma rezultati niso ponarejeni,
− vse merilne mreže imajo presečišče diagonal locirano v središču plošče.
Prav to, da so vse merilne mreže narisane na merilno ploščo tako, da je presečišče diagonal
v središču plošče, prinese še dodatne prednosti:
− vplivi (predvsem zaradi temperaturnih razlik med spodnjo in zgornjo ploskvijo
merilne plošče) delujejo enakomerno na vso merilno mrežo,
− možna je primerjava rezultatov med posameznimi velikostmi mrež.
Osnovna dimenzija največje uporabljene merilne mreže znaša 1800 mm × 800 mm, tako da
je po dolžini na vsaki strani za 100 mm manjša od dolžine plošče, po širini pa za 50 mm.
Upoštevati moramo, da ima plošča na vsaki strani posnet rob v širini 5 mm, poleg tega pa

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 62 -
moramo upoštevati še netolerirano robno področje in prostor, ki ga potrebujemo za
namestitev kovinskega ravnila.
Dolžina koraka (v mm) po Tip merilne mreže
Dimenzija mreže dolžini širini diagonali
6 × 4 × 8 762 × 533 127 133,35 116,267
8 × 4 × 8 1016 × 533 127 133,35 143,438
10 × 4 × 10 1270 × 533 127 133,35 137,747
14 × 6 × 16 1800 × 800 128,57 133,35 123,11
Tabela 3-5: Število in dolžina merilnih korakov po stranicah in diagonalah merilnih mrež.
3.13 Izvajanje meritve
Najprej sem na površino narisal obe merilni mreži. Za risanje sem uporabil svinčnik z zelo
mehko mino, ki ne poškoduje površine. Osnovne stranice mreže morajo biti čimbolj
pravokotne, dodaten pogoj pa je, da se morata obe diagonali in obe srednjici ujemati v eni
točki. Črte sem vlekel ob kovinskem ravnilu, ob katerem sem med meritvijo pomikal
podnožje.
Pred začetkom meritev sem ploščo temeljito očistil, saj je potrebno z nje odstraniti prah in
umazanijo, pa tudi odvečen grafit, ki bi prav tako lahko vplival na meritev. Ploščo sem
očistil s posebnim čistilom za čiščenje granitnih merilnih plošč in s papirnato brisačo.
Uporaba čistilnih sredstev, ki vsebujejo alkohol, ni priporočljiva, saj izhlapevanje alkohola
s površine plošče le-to ohlaja, zaradi česar pride do povečane temperaturne razlike med
zgornjo in spodnjo stranjo plošče, kar podaljša čas, potreben za temperaturno stabilizacijo
merilnega sistema. Med čiščenjem in meritvijo moramo počakati nekaj časa, saj bi lahko v
nasprotnem primeru spremenjene temperaturne razmere, ki nastanejo ob izhlapevanju
čistilne tekočine, negativno vplivale na meritev. Počakati moramo tudi zato, ker je
površina plošče nekoliko porozna in vpije nekaj tekočine, kar prav tako vpliva na meritev.
Pri merjenju z elektronskimi libelami moramo pred meritvijo skrbno očistiti tudi podnožje
libele, nato pa jo pred meritvijo pustimo stati za nekaj minut na merilni površini. S tem se
izenačita tudi temperaturi podnožja in merjene površine.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 63 -
Na vsako linijo, ki jo nameravamo izmeriti, najprej položimo ravnilo, ki služi kot vodilo,
ob katerem premikamo libele. Ravnilo moramo nastaviti dovolj točno, da z robom ravnila
prekrijemo grafitni nanos, tako da le–ta ne more vplivati na meritev in merilne rezultate.
Vidne so le prečne oznake, ki nakazujejo dolžino korakov. Pred namestitvijo libele ob
ravnilo površino ponovno očistimo z mehko suho krpo.
Ker izvajamo meritev po diferencialni metodi (torej z uporabo dveh libel), moramo
namestiti na merilno mizo tudi referenčno libelo, pri tem pa moramo paziti, da je
orientirana v isti smeri kot merilna libela. Po merjenju prvega seta enako usmerjenih linij
(na primer po dolžini) referenčno libelo obrnemo za 90°, tako da lahko zmerimo še linije
po širini merilne plošče. Enako nato naredimo tudi pri merjenju obeh diagonal.
Merilno libelo previdno namestimo na površino, nato pa jo previdno pomaknemo na
začetni položaj. Počakamo, da se prikazana vrednost umiri, prevzamemo vrednost in libelo
premaknemo na naslednji položaj. Premiki ne smejo biti sunkoviti, paziti pa moramo tudi,
da libele ne držimo predolgo, saj bi lahko izsevana toplota vplivala na rezultat. Voditi jo
moramo tesno ob ravnilu, saj morebiten prečni zamik libele oziroma trk ob ravnilo prav
tako vpliva na rezultat. Ko premerimo prvo linijo, prestavimo ravnilo na naslednjo linijo,
jo premerimo, postopek pa ponavljamo za vse linije. Kljub temu, da tik pred meritvijo
vsako linijo ponovno očistimo, je priporočljivo, da ravnilo najprej potegnemo preko
oznake merilnega koraka, nato pa namestimo nazaj na oznako. S tem potisnemo morebiten
prah, ki ga potiska ravnilo, iz merilnega področja.
Zaporedje merjenja linij lahko izbiramo poljubno, priporočljivo pa je, da zaporedoma
opravimo meritve vseh linij v isti smeri. Pomembno je tudi, da pomaknemo libelo na
posamezne merilne položaje v isti smeri, na primer vedno iz leve ali vedno iz desne smeri,
saj lahko pride v nasprotnem primeru do neke vrste histereze – v enem primeru se vrednost
približuje dejanski vrednosti od spodaj, v drugem pa od zgoraj. Vedno merimo v smeri
priključnega kabla na libeli, saj je le v tem primeru indikacija izmerjene vrednosti pravilna.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 64 -
4. DOLOČITEV MERILNE NEGOTOVOSTI
Določitev merilne negotovosti pri merjenju ravnosti je, vkljub vsem opravljenim meritvam,
še vedno težavno in zahtevno delo. Zadane naloge se lahko lotimo iz več zornih kotov,
hitro pa ugotovimo, da imajo nekatere metode pomanjkljivosti tako glede na zanesljivost
pridobljenih rezultatov kot glede trajanja izvajanja meritve.
4.1 Večkratno izvajanje – ponavljanje meritev
Pri tem pristopu izvajamo več zaporednih meritev merjene površine merilne plošče, pri
čemer je naš cilj, da bi v čim krajšem času opravili čim več meritev z zadovoljivimi
rezultati. Na osnovi dobljenih rezultatov bi lahko določili raztros meritve, s pomočjo
statističnih metod pa bi lahko rezultate primerno obdelali in določili negotovost.
Slika 4-1: Večkratno izvajanje meritev in določitev negotovosti
Prva pomanjkljivost opisane metode je, da je izvajanje več zaporednih meritev časovno
izredno zamudno, saj bi bilo potrebno za zagotovitev primernih rezultatov opraviti vsaj več
10, če ne že več 100 meritev). Tudi za merilca predstavlja takšen pristop določene težave,
saj bi s številom meritev, pretekom časa in posledično z zmanjšanjem koncentracije
natančnost meritev padla. Takšnih vplivov lahko naštejemo kar nekaj:
- fizična utrujenost merilca,
- možnost napak pri prepisovanju rezultata s prikazovalnika,
MERITEV
1
MERITEV
2
MERITEV
3
MERITEV
n ...
RAVNOST
RAZTROS
NEGOTOVOST

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 65 -
- povečana možnost, da merilec pri meritvi preskoči posamezen merilni položaj ali
pa kar vso merilno linijo,
- manjša natančnost pozicioniranja elektronske libele,
- slabše sprotno čiščenje površine vzdolž merilne linije,
- itd.
Druga pomanjkljivost je, da se sama metoda v bistvu ne ukvarja z definiranjem
posameznih vplivnih faktorjev, temveč jih poskuša zaobiti s povečanjem števila meritev.
Vplivni faktorji tako ostanejo neznanka, kar predstavlja veliko pomanjkljivost, saj jih
moramo za uspešno določitev negotovosti poznati in biti sposobni definirati.
Rezultati takih ponovljenih meritev med seboj ne bi bili popolnoma primerljivi, saj ni
mogoče zagotoviti, da med potekom posameznih meritev v okolici ne bi prišlo do
nikakršnih sprememb. Vsaka sprememba v okolici pa preko vplivnih faktorjev (še posebej
temperatura, v precej manjši meri pa tudi vlaga...) vpliva tudi na meritev in poveča raztros
rezultatov, zaradi česar bi bila tako dobljena negotovost meritve prevelika.
4.2 Določitev največjih možnih odstopkov
Glede na to, kar je napisano v prejšnjem poglavju, je jasno, da rešitev ni v povečanju
števila meritev, temveč je bolj primeren pristop določanja negotovosti preko ene same
meritve. Ta metoda se po pristopu že precej približa končni metodi, ki sem jo uporabil za
rešitev problema, saj vsebuje določitev vplivnih faktorjev neposredno na posamezno
merilno točko, vendar z nekaterimi pomembnimi razlikami.
Pri tej metodi najprej določimo vplivne faktorje in njihovo velikost, nato pa te vrednosti
upoštevamo v največji možni meri (maksimalno) pri podatkih za posamezne merilne
korake – točke. V prvem primeru upoštevamo, kakor da bi vsi vplivni faktorji vplivali le v
pozitivni smeri, v drugem primeru pa, kakor da bi vplivali le v negativni smeri.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 66 -
Slika 4-2: Določitev razpona rezultatov meritve na osnovi določanja največjih možnih
odstopkov.
Napaka, ki jo na ta način naredimo, je očitna, saj v nobenem primeru ne nastopajo vsi
vplivni faktorji hkrati v največji možni meri (vsi v plus ali v minus), temveč so realno
nekje med maksimalno spodnjo in zgornjo mejo. Poleg tega, da vplivni faktorji niso vedno
maksimalni, se lahko njihov vpliv med seboj tudi izniči, tako da ne delujejo v enaki meri
na vse merilne korake. V tem primeru pa vse vplivne faktorje seštejemo, dobljeni seštevek
pa enkrat prištejemo, enkrat pa odštejemo od osnovne vrednosti kota posameznega
merilnega koraka. Tako dobimo maksimalno in minimalno vrednost premosti za
posamezno merilno linijo. Pravzaprav pristop ni tako enostaven, saj temelji metoda
merjenja ravnosti na merjenju premosti posameznih linij, pri določanju premosti neke
površine pa je pomembna razlika vrednosti kotov med dvema merilnima korakoma

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 67 -
(točkama), ne pa absolutna vrednost kotov po merilni liniji. To je lepo razvidno iz
naslednjega primera.
Merilno linijo dolžine 101,6 cm razdelimo na 10 enako dolgih merilnih korakov (vsak je
dolg 10,16 cm). Za vsak merilni korak vnesemo podatek (nagib v kotnih sekundah –
oznaka " oziroma arcsec), ki se enakomerno povečuje s korakom 1 ". V drugem primeru
uporabimo drugačne vrednosti nagiba, med katerimi pa je razlika spet po 1 kotno sekundo.
Analogno naredimo tudi v tretjem primeru, le da je tam osnovni kot precej večji. Kljub
temu, da se koti med seboj razlikujejo, mora biti premost testne linije enaka, saj znaša
razlika vrednosti med posameznima merilnima položajema vedno 1 kotno sekundo. Kot
dodatno opcijo sem dodal še četrto serijo podatkov, ki se ne začne z 1 kot vse ostale linije,
vendar je razlika med posameznimi merilnimi podatki prav tako 1 kotno sekundo.
Vrednost kota za posamezni merilni korak
Primer 1 1 2 3 4 5 6 7 8 9 10
Primer 2 11 12 13 14 15 16 17 18 19 20
Primer 3 41 42 43 44 45 46 47 48 49 50
Primer 4 17 18 19 20 21 22 23 24 25 26
Tabela 4-1: Nagib merilnih korakov s konstantno razliko 1".
Za vse tri merilne linije (in dodatno četrto) moramo po pričakovanjih dobiti enako premost,
kar lepo prikazujejo štirje diagrami premosti merilnih linij z zgornjimi podatki:
Diagram premosti za linijo 1 Diagram premosti za linijo 2

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 68 -
Diagram premosti za linijo 3 Diagram premosti za linijo 4
Slika 4-3: Diagrami premosti za linije iz tabele 4-1.
Če hočemo torej vplivati na ravnost ploskve (oziroma v našem primeru na premost, saj je
obravnavani predmet še na nivoju linije), moramo spremeniti razmerje med posameznimi
koti merilne linije, tako da se bodo faktorji odražali na obliki krivulje. Te faktorje moramo
upoštevati v taki meri, da bo krivulja v enem primeru čim bolj ukrivljena (večje odstopanje
od ravnosti – radij krivulje je manjši), v drugem primeru pa čim manj ukrivljena oziroma
bolj ravna (manjše odstopanje linije od ravnosti – radij krivulje je večji). Srednjo vrednost
predstavlja osnovna linija (krivulja ) z nespremenjenimi podatki posameznih kotov.
Slika 4-4: Ravnina z nespremenjenimi podatki (oznaka ravnine 8-4-81).

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 69 -
Slika 4-5: Linije so manj ukrivljene; podatki za prvo polovico linije so zmanjšani za 0,1 ", za drugo polovico linije pa povečani za enako vrednost (oznaka ravnine 8-4-81a).
Slika 4-6: Linije so bolj ukrivljene; podatki za prvo polovico linije so povečani za 0,1 ", za
drugo polovico linije pa zmanjšani za enako vrednost (oznaka ravnine 8-4-81b).
S pomočjo te metode lahko določimo spodnjo in zgornjo vrednost ravnosti za obravnavano ravnino:
R = Xmax - Xmin (4-1)
R ................. razpon,
Xmax, Xmin .....zgornja oziroma spodnja meja ravnosti.
S pomočjo enačbe 4-1 lahko določimo razpon, ki služi kot merilo raztrosa. Za več nizov
meritev in s tem več razponov bi lahko določili povprečni razpon ( R ), s pomočjo katerega

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 70 -
lahko ob upoštevanju števila vzorcev (meritev) določimo standardni odklon s. Zaradi
enostavnejšega obravnavanja podatkov je tabela podana tudi tukaj.
Število vzorcev n
Faktor d2
σRd =2
Faktor d3
σσ Rd =3
Faktor c2
σσ RMSc =2
Faktor c4
σsc =4
2 1,128 0,8525 0,5642 0,7979
3 1,693 0,8884 0,7236 0,8862
4 2,059 0,8798 0,7979 0,9213
5 2,326 0,8643 0,8407 0,9400
6 2,534 0,8480 0,8686 0,9515
7 2,704 0,8332 0,8882 0,9594
8 2,847 0,8398 0,9027 0,9650
9 2,970 0,8078 0,9139 0,9693
10 3,078 0,7971 0,9227 0,9727
11 3,173 0,7873 0,9300 0,9754
12 3,258 0,7785 0,9359 0,9776
13 3,336 0,7704 0,9410 0,9794
14 3,407 0,7630 0,9453 0,9810
15 3,472 0,7562 0,9490 0,9823
16 3,532 0,7499 0,9523 0,9835
17 3,588 0,7441 0,9551 0,9845
18 3,640 0,7386 0,9576 0,9854
19 3,689 0,7335 0,9599 0,9862
20 3,735 0,7287 0,9619 0,9869
21 3,778 0,7242 0,9638 0,9876
22 3,819 0,7199 0,9655 0,9882
23 3,858 0,7159 0,9670 0,9887
24 3,895 0,7121 0,9684 0,9892
25 3,931 0,7084 0,9696 0,9896
30 4,086 0,6926 0,9748 0,9914
35 4,213 0,6799 0,9784 0,9927
40 4,322 0,6692 0,9811 0,9936
45 4,415 0,6601 0,9832 0,9943
50 4,498 0,6521 0,9849 0,9949
55 4,572 0,6452 0,9863 0,9954
60 4,639 0,6389 0,9874 0,9958
65 4,699 0,6337 0,9884 0,9961
70 4,755 0,6283 0,9892 0,9964
75 4,806 0,6236 0,9900 0,9966
80 4,854 0,6194 0,9906 0,9968
85 4,898 0,6154 0,9912 0,9970
90 4,939 0,6118 0,9916 0,9972
95 4,978 0,6084 0,9921 0,9973
100 5,015 0,6052 0,9925 0,9975
Tabela 4-2: Povezave med številom vzorcev n, standardno negotovostjo s in razponom R
za male vzorce (do 100 meritev). [22]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 71 -
Kakor je razvidno s slik 4-4 do 4-6, znaša osnovna ravnost ravnine 9,0 µm, ravnosti
spremenjenih ravnin pa odstopata od osnovne za ±0,3 µm. To velja ob upoštevanju
maksimalnih vrednosti vplivnih faktorjev, za katere je predpostavljeno, da vsi delujejo v
isti smeri, tako da v največji meri vplivajo na končni rezultat. Na osnovi zgoraj prikazane
ravnine in variacij podatkov bi lahko zapisali, da znaša ravnost 9,0 µm ± 0,6 µm (ob
upoštevanju razširjene negotovosti). Razvidno je tudi, da se nekoliko spremenijo tudi
vrednosti napake ujemanja:
Merilna ravnina Napaka ujemanja po longitudinali
Napaka ujemanja po transverzali
osnovna ravnina (8-4-81) 0,2 µm 0,1 µm
korigirana ravnina (8-4-81a) 0,3 µm 0,2 µm
korigirana ravnina (8-4-81b) 0,3 µm 0,4 µm
Tabela 4-3: Tabela prikazuje napake ujemanja za osnovno in obe korigirani ravnini.
Iz gornje tabele je razvidno, da korekcija podatkov v večji meri vpliva na ujemanje po
transverzali, saj se je napaka povečala za kar 300 %, medtem ko se je napaka po
longitudinali povečala le za 50 %. Kljub temu pa iz prikazanih napak ne moremo sklepati o
ravnosti oziroma teh podatkov ne moremo uporabiti za korekcijo ravnosti z namenom
izboljšanja rezultata. Napake izražajo le informacijo o kakovosti opravljene meritve.
Že sam postopek daje vedeti, da je takšno določanje odstopkov in merilne negotovosti
daleč od realnih vrednosti, saj se tudi teoretično skoraj ne more zgoditi, da bi na enem delu
merilne linije vsi vplivni faktorji delovali v enem smislu (torej se na primer seštevali), na
drugem delu merilne linije pa bi delovali v drugem smislu (se torej odštevali). Vsekakor pa
je postopek zanimiv (in potreben) za razumevanje tako določanja premosti kot ravnosti ter
tudi za razumevanje, na kakšen način vplivni faktorji, ki povzročajo motnje, vplivajo na
samo meritev, na rezultate posameznih merilnih linij in končni rezultat celotne meritve
ravnosti, pa naj gre pri tem samo za ravnost ali pa za merilno negotovost. Kljub temu torej,
da ima predpostavka pomanjkljivosti, nam vseeno omogoča tudi vpogled v velikostni
razred pogreška ravnosti.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 72 -
4.3 Določitev realnih odstopkov in negotovosti na osnovi meritev
Ta metoda je kombinacija prve metode (poglavje 4.1, stran 64) in druge metode (poglavje
4.2, stran 65), pri čemer se skušamo znebiti slabih lastnosti obeh pristopov. Za razliko od
prve metode ta pristop omogoča določanje negotovosti meritve pri izvajanju manj meritev
ravnosti celotne površine, saj moramo za določitev kolikor toliko zadovoljive natančnosti
opraviti le med 5 – 10 meritev. Za razliko od druge metode ne upoštevamo največjih
možnih odstopkov, ki bi se med meritvijo lahko pojavili, saj so nerealni in pretirani, pač pa
jih poskušamo relativizirati s pomočjo večkratne meritve ene ali več posameznih merilnih
linij. Čim daljšo merilno linijo pri tem izberemo, bolj natančni bodo iz tega izpeljani
odstopki na posamezni merilni korak.
Na ta način lahko določimo tiste odstopke, ki vplivajo na rezultat meritve neposredno med
izvajanjem meritve izbrane linije, zaradi lastnosti merilnega instrumenta, napak merilca
oziroma napak merilnega sistema in pristopa k meritvi. Preveriti pa je potrebno, če smo na
ta način upoštevali vse faktorje, ki vplivajo na meritev oziroma na merilni rezultat, zato je
priporočljivo in nujno, da med meritvijo spremljamo potek vseh zunanjih vplivnih
faktorjev. Najpomembnejši so vplivi temperaturnih sprememb, saj le–ti v največji meri
vplivajo na zanesljivost rezultatov. Tudi preostale napake, ki so posledica zunanjih vplivov
(tu gre predvsem za nihanja v okolici - vibracije, tok vetra – prepih, klimatske naprave itd.)
moramo prav tako določiti na osnovi spremljanja teh vplivov med meritvijo oziroma na
osnovi spremnih kalibracijskih certifikatov, ki so priloženi napravam. Pred meritvijo
moramo določiti čim več vplivnih faktorjev in presoditi, ali se je njihovim vplivom
mogoče izogniti oziroma jih preprečiti. Tako se je vplivom vibracij na meritev mogoče
izogniti z uporabo diferencialne meritve, kjer je odčitani podatek razlika vrednosti dveh
merilnih instrumentov. Ker na oba merilna instrumenta v istem trenutku vpliva enaka
amplituda nihanja, se vpliv vibracij na meritev izniči, meritev pa je mnogo natančnejša. V
isto kategorijo spada tudi smer piša iz klimatskih naprav, prašnost v zraku...
Princip tega pristopa temelji na predpostavki, da pri merjenju testne premice, ki je del
merilne mreže za merjenje ravnosti, pride do enakih pogreškov, do katerih pride tudi pri
merjenju celotne merilne mreže.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 73 -
OKOLICA
DOLOČITEVVELIKOSTI VPLIVNIH
FAKTORJEV
MERITEVRAVNOSTI
REZULTATI, PODATKI
DOLOČITEV NAJVEČJIH MOŽNIH VREDNOSTI
ODSTOPKOV
SPREMEMBAMERILNIHPODATKOVV SKLADU
Z OPISANIM POSTOPKOM
TEORETIČNINAJVEČJIRAZPON
MERILNA METODA
MERILNI INSTRUMENTI
TEORETIČNANEGOTOVOST
MERITVE
...
Slika 4-7: Postopek določanja negotovosti glede na realno vrednost odstopkov.
Postopek za to meritev je naslednji:
- Najprej izmerimo celotno merilno mrežo ter si zapišemo podatke za posamezne
merilne korake.
- Dobljene podatke vnesemo v računalnik in tako izračunamo ravnost merilne plošče.
- Na osnovi meritev premosti posamezne merilne linije (pri tem je najboljša izbira
diagonala merilne mreže, saj je to najdaljša merilna linija z največ merilnimi
koraki) določimo velikost pogreškov, do katerih pride med meritvijo.
- Maksimalno vrednost pogreška premosti delimo s številom merilnih korakov na
izbrani liniji, tako da dobimo vrednost pogreška na merilni korak.
- Z dobljenim pogreškom na posamezni merilni korak spremenimo izmerjene
podatke vseh merilnih korakov za linije v merilni mreži, in sicer v istem smislu,
kakor jih upošteva algoritem za izračunavanje ravnosti:

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 74 -
Za prvi niz spremenjene ravnine prvo polovico podatkov posamezne linije najprej
spremenimo tako, da od njih odštejemo izračunani odstopek na merilni korak, drugi
polovici podatkov pa isto vrednost prištejemo. S tem spremenimo naklon krivulje. Na ta
način spremenimo vse linije merilne mreže. Dobljene spremenjene podatke vnesemo v
računalnik, tako da dobimo neko novo vrednost ravnosti.
Pri drugi spremenjeni merilni mreži je postopek enak, vendar v nasprotnem smislu. Prvo
polovico podatkov posamezne linije spremenimo tako, da prištejemo izračunani odstopek
na merilni korak, drugi polovici podatkov pa isto vrednost odštejemo. Tudi s tem
spremenimo naklon krivulje, vendar v drugo smer kot pri prvem nizu. Tudi to spremenjeno
merilno mrežo vnesemo v računalnik, pri čemer dobimo novo korigirano ravnost.
Meritev Premost/µm
Meritev 1 16,9
Meritev 2 16,7
Meritev 3 17,0
Meritev 4 16,7
Meritev 5 16,9
Meritev 6 16,9
Meritev 7 16,8
Meritev 8 17,0
Meritev 9 16,6
Meritev 10 16,7
Tabela 4-4: Rezultati meritve premosti ene izmed linij merilne mreže, kar služi kot osnova
določanja realne velikosti vplivnih faktorjev.
Dolžina linije znaša 1800 mm, dolžina posameznega merilnega koraka pa 100 mm (18
merilnih korakov). Iz tabele 4-4 je razvidno, da znaša največja premost 17,0 µm, najmanjša
pa 16,6 µm. Iz tega sledi, da je razlika 0,4 µm na celotno dolžino 1800 mm oziroma
0,0222 µm/merilni korak (0,0222 µm/100 mm = 0,222 µm/1 m) oziroma odklon približno
0,05 kotne sekunde na merilni korak.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 75 -
Kot - nagib Sprememba višine
1 " 0°00'01" 0,000278° 4,848∙10-6 4,848 µm/m
0,1 " 0°00'00"1 0,00000278° 4,848∙10-7 0,4848 µm/m
0,05 " 0°00'00"05 0,000001388° →
tg
2,424∙10-7 0,2424 µm/m
Tabela 4-5: Povezave med nagibom in spremembo višine na enoto dolžine (µm/m).
Vse izmerjene podatke za merilne linije torej spremenimo za vrednost 0,05 kotne sekunde,
kakor je opisano v predhodnem odstavku. Po vnosu spremenjenih podatkov v računalnik
dobimo ravnosti za obravnavano ravnino, ki jih prikazujejo naslednje slike.
Slika 4-8: Ravnost izmerjene ravnine z nespremenjenimi podatki (oznaka 8-4-81).
Slika 4-9: Ravnina, kjer so merilne linije manj ukrivljene; podatki za prvo polovico linije
so zmanjšani za 0,05 ", podatki za drugo polovico linije pa povečani za enako vrednost
(oznaka ravnine 8-4-81ar).

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 76 -
Slika 4-10: Merilne linije so bolj ukrivljene; podatki za prvo polovico linije so povečani za
0,05 ", podatki za drugo polovico linije pa zmanjšani za enako vrednost (oznaka ravnine
8-4-81br).
Če ravnini na slikah 4-9 in 4-10 (ravnini 8-4-81ar in 8-4-81br) primerjamo z ravninama
8-4-81a in 8-4-81b na slikah 4-5 in 4-6 (glej stran 69), ugotovimo, da je raztros rezultatov
ravnosti v sedanjem primeru manjši: razlika ravnosti za ravnini 8-4-81a in 8-4-81b znaša
0,6 µm, medtem ko znaša pri ravninah 8-4-81ar in 8-4-81br le 0,3 µm. V tem primeru bi
lahko zapisali, da znaša ravnost 9 µm ± 0,3 µm, kar je pol manj kot v prejšnjem primeru.
Napaki ujemanja po longitudinali in transverzali se nista bistveno spremenili oziroma sta v
enem primeru obe ostali nespremenjeni (ravnina 8-4-81ar), v drugem primeru (ravnina
8-4-81br) pa sta se celo zmanjšali, iz česar bi lahko napačno sklepali, da so podatki za
ravnino 8-4-81br natančnejši od osnovnih, nespremenjenih podatkov. Žal to ni res, saj na
napako ujemanja vplivata dva pomembna faktorja, ki jih pri ovrednotenju moramo
upoštevati:
- omejitev programa za izračun ravnosti na eno samo decimalko, kar resno omeji
možnost korektnega ovrednotenja spremembe rezultatov,
- podatke za posamezne merilne korake je možno korigirati v takšni meri, da se
ravnost obravnavane ravnine spreminja, napake ujemanja pa se pri tem skoraj ne
spreminjajo oziroma se spreminjajo z zelo malo amplitudo.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 77 -
Iz obojega lahko ugotovimo, da je napaka ujemanja premalo zanesljiva, da bi jo lahko
uporabili za kaj več kot samo za oceno kakovosti izvajanja meritve. Le v primeru, ko je ta
napaka prevelika, torej ko znaša več kot 10 % do 15 % vrednosti izračunane ravnosti, je
priporočljivo meritev ponoviti, saj so izmerjeni podatki preveč nezanesljivi.
Že z eno samo meritvijo in upoštevanjem realnih vplivov smo dobili pol manjši raztros
rezultatov kot pri postopku, opisanem v poglavju 4.2. Če prej opisani postopek uporabimo
na vsaj pet opravljenih meritvah, lahko po enačbi 4-1 določimo 5 razponov R, iz katerih
določimo povprečni razpon R . Z uporabo tabele (tabela 4-2, stran 70) lahko nato
določimo standardni odklon s.
Z upoštevanjem dejanskih meritev in modificiranih podatkov dobimo torej naslednje
rezultate ravnosti za 5 meritev za merilno mrežo 1016 mm × 533,4 mm. Število merilnih
korakov po longitudinali je 8, po transverzali so 4, po obeh diagonalah pa po 8.
Št. merilnih korakov
Dolžina merilnega koraka
Dolžina merilnih linij
Longitudinala 8 127 mm 1016 mm
Transverzala 4 133,35 mm 533,4 mm
Diagonala 8 143,44 mm 1147,5 mm
Tabela 4-6: Dimenzija merilne mreže, ki služi za osnovo meritev.
Merilna mreža Ravnost Ravnost – modifikacija 1
Ravnost – modifikacija 2
Razpon
8-4-81 9,0 8,8 9,1 0,3
8-4-82 9,1 8,9 9,3 0,4
8-4-83 9,0 8,8 9,1 0,3
8-4-84 8,8 8,7 9,0 0,3
8-4-85 9,0 8,8 9,1 0,3
Povprečje 9 8,8 9,1 0,3
Tabela 4-7: Rezultati 5 meritev ravnosti (vse vrednosti v µm) na mreži enake velikosti.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 78 -
V tabeli 4-2 poiščemo potrebne podatke (ob upoštevanju, da znaša R = 0,32 µm):
n = 5 ◊ d2 = 2,326 ◊ 13757,0326,232,0
2
===dR
σ µm
Kot rezultat lahko zapišemo, da znaša ravnost izmerjene ravnine (ob upoštevanju 95 %
verjetnosti, k = 2):
8,98 µm ± 2∙0,13757 µm = 8,98 µm ± 0,27514 µm.
Dobljeni vzorec (oziroma število opravljenih meritev) je seveda mnogo premajhen, da bi
lahko govorili o neki večji natančnosti tako določene standardne negotovosti, kar je tudi
razlog, da uporabimo pretvorbeno tabelo, ne pa neposredni izračun negotovosti.
4.4 Simulacija merilnega sistema z uporabo metode Monte Carlo
Na osnovi izsledkov iz poglavij 4.1 - 4.3 ugotovimo, da je negotovost potrebno določiti na
osnovi ene same meritve in z določitvijo faktorjev, ki vplivajo na meritev, ter z merjenjem
oziroma z upoštevanjem faktorjev okolice med meritvijo. S tem, ko določimo vplivne
faktorje, lahko določimo tudi odstopke posameznih izmerjenih vrednosti oziroma raztros
podatkov. S simulacijo lahko ta postopek avtomatiziramo, pri čemer se lahko podatki
spreminjajo samo v vnaprej določenih mejah, ki se lahko v realnem okolju (pri dejanskem
izvajanju meritev) spreminjajo, v okviru simulacije pa ostanejo fiksni. Na ta način se v
veliki meri izognemo vedno prisotnim nihanjem oziroma spremembam v okolici, ki bi kot
vplivni faktorji skozi serijo več izvedenih meritev različno vplivali na vmesne rezultate
(nagib posameznih merilnih korakov) in seveda tudi na končni rezultat meritve, ravnost
merilne površine, ter tako vplivali na negotovost meritve.
S simulacijo poskušamo simulirati vse lastnosti, ki jih izkazujejo sestavni elementi
merilnega sistema, ki nastopajo v meritvi – zajeti skušamo torej vse dejavnike, ki vplivajo
na meritev. To vključuje lastnosti naslednjih elementov:

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 79 -
- merilne plošče (mehanske lastnosti, poškodbe),
- merilnega instrumenta (poškodbe podnožij...),
- okolice (temperatura, vibracije, umazanija...) in
- merilca (malomarnost, napake pozicioniranja).
Čim več dejavnikov bomo pri tem upoštevali in čim bolj natančno jih bomo uspeli določiti,
tem bolj natančni bodo torej rezultati simulacije.
Z uporabo simulacije lahko vplivne faktorje določimo enkrat samkrat in jih potem
nespremenjene vstavimo v simulacijo. Na ta način lahko zagotovimo identične pogoje
navideznih meritev, česar pri dejansko izvedenih meritvah ni mogoče 100 % zagotoviti. Z
neprestanim večanjem procesorske moči oziroma večanjem hitrosti izvajanja ukazov lahko
poleg tega zelo hitro (v nekaj sekundah) izvedemo nekaj 100 oziroma nekaj 1000
navideznih meritev (simulacij). Večanje števila iteracij je smiselno, saj s tem povečamo
obravnavani vzorec podatkov, s čimer povečamo tudi zanesljivost končnega rezultata
simulacije – negotovosti rezultata meritve (standardne deviacije). Problem se pojavi le z
večanjem števila iteracij, saj čas, potreben za dokončanje simulacije pri 10.000 simulacijah
ali več, strmo narašča, tako da samo izvajanje simulacije pri 100.000 in več iteracijah
lahko traja tudi po več dni.
Kljub temu pa simulacija s 100.000 iteracijami predstavlja le drobec vseh možnih variacij
podatkov za celotno merilno mrežo, ki bi jih lahko zavzel kot pri posameznem merilnem
koraku. To velja za primer, če bi hoteli ročno simulirati vse podatke merilnih linij, pri
čemer bi lahko vsak merilni korak zavzel le 2 vrednosti:
- skrajno spodnjo in
- skrajno zgornjo vrednost.
Kot skrajno spodnjo in skrajno zgornjo vrednost smatramo največjo teoretično spodnjo in
zgornjo vrednost, ki ju določimo z upoštevanjem vplivnih faktorjev. Vrednost naslednjega
merilnega koraka pri tem ni pogojena s tem, kakšno vrednost zavzame prejšnji merilni

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 80 -
korak, torej je lahko na primer spodnja vrednost, kljub temu, da je prejšnji merilni korak
zavzel zgornjo vrednost. V tem primeru gre seveda za ekstremne možnosti, ki se v realnem
okolju ne dogodijo.
Za mrežo s številom merilnih korakov 8 × 4 × 8 (število merilnih korakov po longitudinali,
transverzali in obeh diagonalah) dobimo naslednje število možnih vrednosti:
število merilnih korakov: mk = 3 · 8 + 3 · 4 + 2 · 8 = 52,
Število možnih vrednosti n znaša potem:
1552 104,5 6627.370.494.503.599.22 ⋅==== mkn
Že ob predpostavki, da lahko vsak podatek zavzame samo 2 različni vrednosti, govorimo o
15-mestnem številu oziroma o več kot 4 biljardah kombinacij.
Ta vrednost je še mnogo večja, če imamo opravka z merilno mrežo, ki vsebuje več
merilnih korakov (torej je lahko večja merilna plošča ali pa je krajše podnožje merilnega
instrumenta). Za merilno mrežo 14 × 6 × 16 (največja merilna mreža, ki sem jo obravnaval,
saj pokriva celotno površino merilne mize) dobimo:
število merilnih korakov: mk = 3 · 14 + 3 · 6 + 2 · 16 = 92,
Število možnih vrednosti n znaša potem:
2792 104,95 496.8961.099.596.157.141.524.951.760.22 ⋅==== mkn
Dobimo torej več kot 4,95 kvatriljard možnih kombinacij.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 81 -
Dejansko pomeni ta predpostavka veliko poenostavitev, saj lahko vrednost nagiba za
posamezni merilni korak zavzame katerokoli vrednost med spodnjo in zgornjo mejo.
Upoštevati moramo, da dejansko nek simulirani kot (torej simulirani podatek) zavzame le
eno vrednost, ki se nahaja med spodnjo in zgornjo mejo tolerance nagiba.
Simulacija je zastavljena tako, da kot osnovne podatke vstavimo vse potrebne podatke za
merilno mrežo:
- dimenzije merilne mreže (število merilnih korakov po horizontali, vertikali in
diagonalah),
- dolžina posameznega merilnega koraka,
- kote po merilnih korakih za posamezne merilne linije ter
- spodnjo in zgornjo mejo odstopka za merilne korake.
Spodnjo in zgornjo mejo odstopka za vrednosti po merilnih korakih določimo na osnovi
poznavanja vplivnih faktorjev okolice in na osnovi podatkov, ki jih dobimo med meritvijo
(glej poglavje 5, stran 88).
Iz množice rezultatov, ki jih dobimo iz simulacije, lahko izračunamo standardni odklon.
( )
1
2
−
−=
∑n
xxi
i
σ Enačba 4-2
i....... zaporedna številka meritve,
n ...... število vseh meritev,
xi ..... rezultat posamezne meritve,
x .... povprečna vrednost vseh meritev.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 82 -
ITERACIJA
KONČANA?
Slika 4-11: Prikaz delovanja matematičnega modela v simulaciji
Ker temelji uporabljeni algoritem na standardu za izvedbo meritve po metodi Union Jack,
omogoča simulacija dostop do vseh možnih spremenljivk in številskih podatkov, ki se
pojavljajo, pa naj gre za vmesne ali končne rezultate. Tako odprt sistem omogoča analizo
podatkov, primerjavo rezultatov različnih simulacij, svobodno spreminjanje parametrov
simulacije, kot rezultat pa dobimo vse pomembne vrednosti, kot so:
− ravnost ploskve,
− napako ujemanja po longitudinali in transverzali,
− negotovost meritve,
− zgornjo in spodnjo mejo raztrosa rezultatov,
− višinske koordinate posameznih točk v merilni mreži...

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 83 -
4.5 Pogreški pri merjenju ravnosti
Pri meritvi ravnosti nas najbolj zanimajo pogreški, ki nastanejo pri meritvi in ki so bodisi
posledica merilca bodisi posledica vplivov okolja ali kakih drugih vplivov. Ker ima vsaka
merilna naprava neke lastne pogreške, ki so odvisni od zasnove, konstrukcije, obrabe in
vrste drugih faktorjev, hkrati pa je celoten merilni sistem izpostavljen vplivom iz okolice
(spremembe temperature, vlage, vibracije) ter podvržen napakam in izkušnjam merilca, se
ti vplivi kot pogreški prenesejo tudi na posamezne merilne rezultate. Osnova za določanje
ravnosti merilne plošče je meritev premosti linije po merilnih korakih. Pri vsakem
merilnem koraku dobimo neko vrednost, ki vsebuje tudi pogrešek.
Najboljše je, da si doprinos k velikosti pogreška po merilnih linijah pogledamo po
stopnjah, in sicer tako, kakor poteka postopek izvajanje meritve. Prvi korak meritve je
merjenje obeh diagonalnih linij, saj njuno sečišče predstavlja ničelno točko, s tem pa
izhodišče za celotno meritev in določitev končnega rezultata. Merilni instrument
postavimo na začetek začrtane linije in ga premikamo vzdolž linije. Rezultate prenesemo v
računalnik.
Ker si merilni koraki vzdolž linije sledijo, se kopičijo tudi pogreški. Teoretično bi bil
pogrešek najmanjši pri 1. merilnem koraku, največji pa pri zadnjem, na koncu linije. Kakor
je že bilo omenjeno, pa izhodišče za določanje ravnosti predstavlja sečišče obeh diagonal,
tako da za to točko velja, da je pogrešek 0. Pri diagonali je tako nihanje oziroma razpon
dobljenih vrednosti najmanjše na sredini in se veča proti zunanjim koncem linije, največje
pa je tako na začetku in koncu linije, torej na točkah, ki so najbolj oddaljene od izhodišča.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 84 -
Slika 4-12: Razpon izmerjenih vrednosti pri merjenju diagonale.
Slika 4-13: Alternativni prikaz pogreškov kot posledica nihanja merilnih rezultatov.
Enako kot razpon rezultatov se od izhodišča proti krakom diagonale večajo tudi pogreški.
Zaradi večje preglednosti so prikazani pogreški samo po eni diagonali, seveda pa je
situacija na drugi diagonali enaka. Drugačen odtenek zelene barve poudarja tudi drugačen
pomen prikazanih linij.
Naslednje linije, ki jih obravnavamo, so stranske linije po dolžini in širini. Tudi tu je
postopek enak, pa tudi kopičenje razpona rezultatov oziroma obnašanje pogreškov je enako
kot pri diagonali. Če bi stransko linijo obravnavali kot običajno linijo, dobimo največje
nihanje rezultatov in seveda tudi največje pogreške na koncu linije.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 85 -
Slika 4-14: Razpon izmerjenih vrednosti pri merjenju stranskih linij.
Ker pa začetno in končno točko stranskih linij določa diagonala, je linija fiksirana oziroma
vpeta med obe diagonali. Nihanje rezultatov oziroma vrednost pogreškov na začetku in
koncu linije je tako določena z vrednostmi iz diagonale, proti sredini linije pa se
povečujejo z vsakim dodatnim merilnim korakom. Največji pogrešek je tako na sredini
stranske linije (po dolžini ali širini).
Slika 4-15: Naraščanje pogreškov meritve na stranski liniji.
Z upoštevanjem, da sta izhodišči vsake od stranskih linij zadnji točki obeh diagonal, v
katere je stranska praktično vpeta, lahko razpon rezultatov, s tem pa seveda tudi pogreške,
prikažemo malo drugače. Nihanje in pogreški z diagonale (linije zelene barve) se prenesejo
na stransko linijo in povečujejo proti sredini (linije oranžne barve).

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 86 -
Enako velja za obe središčni liniji, katerima je izhodišče središčna točka stranskih linij, na
kateri sta vpeti. Razpon merilnih rezultatov se s teh središčnih točk prenese na središčno
linijo in nato proti sredini linije le še narašča.
Slika 4-16: Prikaz razpona merilnih rezultatov za središčno linijo, če le-ta ne bi bila vpeta
na začetku in na koncu, ampak na sredini.
Slika 4-17: Nihanje rezultatov meritve z ozirom na zaporedje meritev in fiksiranje
posameznih linij.
Na zgornji sliki si lahko ogledamo drugačen prikaz razpona rezultatov meritev po
posameznih linijah, tokrat glede na zaporedje meritev in glede na to, kako so posamezne
linije vpete. Ker je presečišče diagonal izhodišče, je tam tudi naše izhodišče, nato se
razpon veča s številom merilnih korakov po diagonali (linija zelene barve), nakar
nadaljujemo po stranskih linijah (linije oranžne barve) ter preskočimo na središčne linije.
Tu je nihanje rezultatov prikazano z rdečo barvo. Ker osnovne linije, na katere se nanašajo

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 87 -
razpon in pogreški, niso premice, temveč so prostorske krivulje, se zdijo barvne linije, ki
označujejo pogreške, nerealne oziroma deformirane.
Za lepši in nazornejši pregled lahko pogreške prikažemo kot absolutne vrednosti, ki jih
nanesemo na premico. Tako lahko naraščanje pogreškov po posameznih merilnih linijah
prikažemo drugače, tako kot to prikazuje spodnja slika.
Slika 4-18: Naraščanje pogreškov po merilnih linijah merilne mreže.
Iz navedenega je razvidno, da so pogreški meritve neposredno odvisni od števila merilnih
korakov. Samo en merilni korak pomeni eno meritev in en pogrešek, dva merilna koraka
pomenita dve meritvi in seveda dva pogreška in tako naprej. Pogreški se tako kopičijo - če
povečamo merilno mrežo, pri tem pa ne spremenimo merilne opreme, torej obdržimo isto
merilno podnožje, se s tem poveča število merilnih korakov, s tem pa tudi skupni pogrešek,
ki ga dobimo pri meritvi.
V praksi število merilnih korakov še v večji meri vpliva na pogreške in zanesljivost
meritve. Meritve ravnosti ploskev večjih dimenzij so dolgotrajne, saj je že samo risanje
merilne mreže zamuden postopek. Večja je mreža, dalj časa traja meritev, s tem pa se veča
tudi vpliv okolice na merilca, ki postaja vedno bolj utrujen, pozornost pade, s tem pa se
poveča možnost za napake. Te napake se lahko izražajo kot neposredne napake, ki jih
naredi merilec pri izvajanju meritve (napake pri uporabi merilne opreme, pri
nastavitvah...), lahko pa se preprosto izražajo kot napaka pri zapisovanju merilnih
vrednosti, vnašanju rezultatov ali pri njihovem vrednotenju.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 88 -
5. DOLOČANJE VPLIVNIH FAKTORJEV
Bistveni element predlaganega in obravnavanega pristopa k problematiki določanja
negotovosti v predstavljeni nalogi je ta, da že pred meritvijo (pa tudi med njo) določimo
vse vplivne veličine (dejavnike), ki vplivajo na meritev in na rezultat meritve. Poleg
identifikacije vseh vplivnih faktorjev določimo tudi njihov vpliv in ga ovrednotimo.
Splošni pristop k problematiki je torej ta, da ne ovrednotimo le posameznih dejavnikov, za
katere bi poskušali določiti vpliv na negotovost končnega rezultata meritve, temveč
določimo neko dejansko številčno vrednost, ki predstavlja skupni vpliv vseh dejavnikov na
osnovni element meritve. Osnovni element meritve, ki ga izvajamo, je merjenje nagiba
posameznega merilnega koraka. Ta vpliv (kot možni največji odstopek izmerjenih
vrednosti) je tako prisoten skozi vso simulacijo in se preko več iteracij izraža na končnih
rezultatih simulacije. Tako lahko s pomočjo rezultatov, dobljenih s simulacijo, določimo
negotovost rezultata meritve – negotovost izmerjene ravnosti.
Simulacija predstavlja matematični opis obravnavanega sistema, ki vključuje vse elemente,
ki v tem sistemu nastopajo:
- merilni objekt – merilna plošča oziroma obravnavana ravnina,
- merilne naprave,
- vplivne faktorje.
Meritve same seveda ne moremo izpeljati v računalniku, saj potrebujemo dejanske
podatke, če hočemo za obravnavano mizo oziroma njeno ravnost določiti negotovost.
Zanimiva pa je možnost uporabe simulacije v druge namene, v raziskave vpliva
posameznih faktorjev na zanesljivost meritve in negotovost merilnega rezultata. V
simulaciji lahko spreminjamo velikost dejavnikov, ki vplivajo na rezultat, oziroma lahko
upoštevamo samo posamezne faktorje, in tako ugotavljamo njihov vpliv na rezultat.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 89 -
5.1 Podatki o obravnavanem merilnem objektu
Poleg podatkov, ki jih merjenem objektu moramo vstaviti v simulacijo, potrebujemo tudi
druge podatke, ki so prav tako pomembni za razumevanje razmer med meritvijo.
Najpomembnejši podatki so:
- dimenzija merilne plošče in
- material merilne plošče.
Pod pojmom dimenzija merilne plošče moramo razlikovati dve glavni dimenziji. Prva je
dejanska velikost merilne plošče, torej od roba do roba, druga pa je velikost merilne mreže,
ki je vedno nekoliko manjša od dejanske dimenzije plošče. Dimenzija merjene površine je
pomembna zaradi definicije merilne mreže, njenega pozicioniranja na merilno površino,
zaradi določitve dolžine linij in dolžine merilnih korakov. Debelina merilne plošče pa je
izredno pomembna zaradi stalno spreminjajočih se temperaturnih pogojev okolice.
Temperaturne spremembe, predvsem pa razlika temperature med spodnjo in zgornjo
stranjo, v veliki meri vplivajo predvsem na obliko merilne plošče. Brez upoštevanja
ustreznega časa, ki je potreben za ustalitev temperature merilne naprave in merjenega
objekta, lahko pride tudi do temperaturnega toka med napravo in objektom, kar lahko v
veliki meri vpliva na kakovost in zanesljivost dobljenih rezultatov.
Material plošče je pomemben predvsem zaradi poznavanja koeficienta prenosa toplote, ki
ga moramo upoštevati pri računanju temperaturno pogojenih sprememb merilne plošče in
pri korekciji merilnih rezultatov zaradi razlike konstantnih temperaturnih razlik med
ploskvama. Poznavanje materiala plošče je pomembno tudi zaradi obnašanja ploskve po
čiščenju površine. Če čistilo, s katerim čistimo ploskev, vsebujejo alkohol, pride pri
izhlapevanju alkohola do ohlajanja površine, kar povzroči dodatne spremembe oblike.
Poleg tega lahko čistilno sredstvo prodre v pore v materialu in tako z zakasnitvijo vpliva na
meritev. Lastnosti površine merilne plošče so pomembne tudi zaradi občutljivosti na prah.
Granitne plošče so glede tega ugodne, saj zaradi določene stopnje poroznosti, kamor lahko
med meritvijo izrinemo oziroma odrinemo prah, niso tako občutljive na prah kot kakšen
drug, bolj homogen material.
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 90 -
V simulacijo vstavimo osnovne podatke o merilni mreži, ki smo jo narisali na merjeno
ravnino na merilni plošči. Ker simulacija temelji na merilni mreži Union Jack, mora biti
tudi merilna mreža tega tipa. V program vstavimo naslednje podatke:
- število merilnih korakov v vseh smereh (longitudinala, transverzala in diagonala),
- dolžina merilnih korakov za vse linije (v mm),
- dejanske (izmerjene) vrednosti nagiba za posamezne merilne korake,
- spodnjo in zgornjo mejo odstopanj podatkov.
Dolžino merilnih korakov moramo podati za vsako linijo posebej, saj ni enaka za vse linije.
Dolžino merilnih korakov je potrebno prilagoditi nekaterim zahtevam, predvsem temu, da
mora biti razmerje med longitudinalo, transverzalo in diagonalo enako razmerju stranic v
pravokotnem trikotniku. Poleg tega mora biti število merilnih korakov po posamezni liniji
vedno sodo, kar pogoje še dodatno otežuje. To je popolnoma razumljivo, saj je le tako
lahko med dvema transverzalnima linijama celo število merilnih korakov po longitudinalni
liniji – če bi bilo število merilnih korakov liho, med takima linijama ne bi dobili celega
števila merilnih korakov. Zato je dolžina merilnega koraka nekoliko manjša od dolžine
podnožja elektronske libele, kar pa ne predstavlja problema, saj proizvajalci to dejstvo
upoštevajo pri konstruiranju merilne naprave in temu prilagodijo obliko podnožja. Tudi v
proizvajalčevih navodilih za uporabo je omenjeno priporočilo, da naj bi bil merilni korak
nekoliko krajši od celotne dolžine podnožja, saj je potem naleganje boljše, pride pa tudi do
prekrivanja, tako da je zanesljivost rezultatov boljša.
5.2 Določanje vplivnih faktorjev za simulacijo
Navedba mere za fizikalno veličino, na primer dolžino, je nepopolna, če pri tem ne
upoštevamo merilnih pogojev, ki vladajo ob meritvi, na primer temperaturo na mestu
meritve in ostale okoliščine, ki so vplivale med postopkom ugotavljanja oziroma določanja
mere. Meritev pod poznanimi in preverljivimi pogoji je še posebej potrebna za zmožnost
primerjave merilnih rezultatov. To pomeni, da morajo biti pomembni vplivni dejavniki v
merilnicah (merilnem okolju) nastavljivi in pod nadzorom, to pa moramo opraviti s
predpisanimi in kakovostno vsaj enakovrednimi merilnimi napravami in postopki. Kolikor
manjša naj bi bila merilna negotovost oziroma kolikor večja je zahtevana točnost, toliko

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 91 -
pomembnejši je ustrezen nadzor vplivov okolice. Zahtevanim rezultatom primerno
moramo izbrati merilne naprave in določiti merilne pogoje.
Simulacija meritve je zastavljena tako, da poleg podatkov o ravnini (vrednosti merilnih
korakov posameznih merilnih linij) podamo še dolžino merilnih korakov, število merilnih
korakov ter skupen vpliv vseh pomembnejših faktorjev, ki vplivajo na meritev, s tem pa
tudi na rezultate in njihovo negotovost. Seveda moramo podati tudi število iteracij, ki jih
naj program izvede. Več bo iteracij, bolj zanesljivi bodo dobljeni rezultati, hkrati pa se bo
temu ustrezno podaljšal čas, potreben za izvajanje simulacije.
Faktorji, ki vplivajo na merilne vrednosti, so lahko notranji in zunanji. Notranji so odvisni
od konstrukcije merilne naprave, občutljivosti, robustnosti, materiala itd., med zunanje pa
prištevamo vse tiste faktorje, ki lahko vplivajo na meritev iz okolice. Pomembno je, da
lahko posamezne vplivne faktorje določimo in jih ustrezno ovrednotimo. Skupni doprinos
vseh vplivnih faktorjev lahko zapišemo:
( )nFFFFfF ,...,,, 321= Enačba 5-1,
pri čemer moramo posamezne faktorje F še definirati, kar bomo storili v naslednjih
poglavjih.
5.3 Doprinos merilne naprave k negotovosti meritve
Eden od glavnih dejavnikov, ki vplivajo na zanesljivost izvedene meritve in na merilni
rezultat, je zanesljivost uporabljenega merilnega sredstva, v našem primeru elektronskih
merilnikov nagiba Wyler Leveltronic NT B0960/0961. Brez ustreznega poznavanja
uporabljenega merilnega sredstva o določanju negotovosti ne moremo niti razmišljati.
Pri določanju ocene vpliva merilnega sredstva na meritev imamo na voljo dve možnosti:
- upoštevanje specifikacij, ki jih poda izdelovalec merilnega sredstva,
- umerjanje merilnega sredstva.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 92 -
V primeru, da za določitev negotovosti merilnega sredstva uporabimo specifikacijo, ki jo je
napravi priložil proizvajalec, odpade potreba po umerjanju naprave, s tem pa tudi z
umerjanjem povezani stroški, vendar pa moramo razjasniti nekaj dejstev:
- točnost oziroma ustreznost podatkov, ki jih navaja proizvajalec,
- datum izdaje certifikata in čas, ki je od takrat pretekel,
- veljavnost certifikata oziroma datum zadnje umerjanja merilne naprave.
Ker moramo podatkom proizvajalca verjeti "na besedo", rezultatom ne moremo zaupati v
isti meri kot pri umerjanju merilnega sredstva pri ustreznem organu. Če merilne naprave ne
moremo umeriti sami, moramo to prepustiti poklicani ustanovi, ki je usposobljena za
izvajanje takih kalibracij, kar poleg dodatnega povečanja stroškov pomeni, da merilne
naprave več tednov ali mesecev ne moremo uporabljati.
Pri določanju merilne negotovosti je potrebno upoštevati tudi to, v katerem delu merilnega
območja izvajamo meritve, saj moramo napravo kalibrirati za uporabo v tem merilnem
območju in potem pri določanju merilne negotovosti upoštevati rezultate kalibracije. To je
pomembno zato, ker proizvajalec vedno podaja negotovost prikazanega rezultata tudi v
odstotkih razbrane vrednosti. Tudi karakteristika merilne naprave preko celotnega
merilnega območja ni nujno enaka, ampak se lahko spreminja. Oprema, poleg sinusnega
lineala SL-1 uporabljena pri kalibraciji:
Etalon/Merilo Proizvajalec Tip Oznaka Št. kalibracije
Končna merila CARL ZEISS 121 kosov 33009 101-3348
Granitna miza PLANOLITH 2000x1000x220 12094 101-2976
Merilnik temperature
ZEISS Temp 10G 64941785 LKM 0301/126/129
Tabela 5-1: Seznam opreme, uporabljene pri kalibraciji.
Pri meritvah so bili uporabljeni etaloni, za katere je bila sledljivost do mednarodnih
oziroma nacionalnih etalonov preverjena pri RvA in USM-SA.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 93 -
Rezultati umerjanja elektronskega merilnika kota so prikazani v naslednji tabeli:
Zaporedna številka
Nastavljeni nagib na SR-500/(µm/m)
Odstopek/
(µm/m)
1 -40 -0,1 2 -20 0,3 3 -16 0,4 4 -12 -0,4 5 -8 -0,1 6 -4 0,1 7 0 0,0 8 4 0,1 9 8 0,3 10 12 0,2 11 16 -0,2 12 20 -0,1 13 40 0,5
Tabela 5-2: Rezultati kalibracije elektronskih merilnikov kota Wyler Leveltronic NT.
-0,5-0,4
-0,3-0,2-0,1
00,10,20,30,40,50,6
-40 -20 -16 -12 -8 -4 0 4 8 12 16 20 40
Nastavljena vrednost/(μm/m)
Odsto
pek
-2
-1
0
1
2
3
4
5
6
7
8
Odst
ote
k o
dst
opanja
/%
Odstopanje
Odstotek
Diagram 5-1: Odstopanje od nastavljenih vrednosti naklona.
Iz diagrama 5-1 je razvidno, da znaša največji odmik 0,5 µm/m (pri točki 13) oziroma
0,4 µm/m (pri točki 4). Smer odstopanja pri tem ni pomembna. Odstopanje 0,4 µm/m se
pojavi pri dokaj majhnem nagibu 12 µm/m, odstopanje 0,5 µm/m pa pri kar velikem
(40 µm/m). Ker sta vrednosti približno enaki, ju lahko vzamemo kot splošno največje
odstopanje. Glede na to, da 4,8484 µm/m ustreza 1 kotni sekundi, ustreza 0,5 µm/m
približno 0,1 kotne sekunde.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 94 -
Proizvajalec pri podatkih o točnosti sistema navaja 1 % razbirka, kar pa moramo jemati z
rezervo. Tolikšen pogrešek bi pomenil, da bi pri kotu 40" naredili napako 0,4". Ker poleg
tega znaša odstopanje v točki 4 kar 3,33 %, kar se ne ujema s specifikacijo proizvajalca,
raje uporabimo rezultate lastnega umerjanja.
Občutljivost 1 µm/m pri 0,2 " 5 µm/m pri 1 "
Gradient 2 mm/m pri 400 " 10 mm/m pri 2000 "
Natančnost sistema maksimalno 1 % razbirka
Odzivni čas 3 sec
Delovno temperaturno območje
0 °C ... +40 °C
Tabela 5-3: Proizvajalčevi podatki o merilnem sistemu Leveltronic NT.
Iz zgoraj izračunanih podatkov izhaja dejstvo, da znaša skupen doprinos merilne naprave k
negotovosti v simulaciji obravnavanih vrednosti ±0,1 ".
FMN = ±0,1 "
5.4 Nihanje temperature in ravnost plošče
Temperatura je tisti dejavnik, ki poleg karakteristike merilnega sredstva najbolj vpliva na
rezultat in njegovo merilno negotovost. Karakteristiko (natančnost in negotovost)
merilnega sredstva lahko večinoma točno določimo, najpogosteje v odvisnosti od
merilnega območja. Največji problem pri spremembah temperature je ta, da niso enolične
oziroma da jih ni mogoče enolično določiti, saj se temperatura spreminja tako po času kot
po prostoru. Ta problem je še najbolj izrazit pri laserskih interferometrih, kjer lahko pride
do lokalnih gradientov temperature, ki vplivajo na valovno dolžino laserskega žarka, s tem
pa na rezultat. Teh lokalnih sprememb temperature ni mogoče vnaprej predvideti, zato jih
moramo upoštevati pri doprinosu k skupni negotovosti sistema. Elektronski merilniki
nagiba so v tem oziru bistveno manj občutljivi, saj pri njih ni laserskega žarka, na katerega
bi lahko vplivala sprememba temperature. Pred meritvijo je potrebno zagotoviti ustrezno
temperaturno stabilizacijo sistema, da se izenačita temperaturi merilnega sredstva in
merilnega objekta.
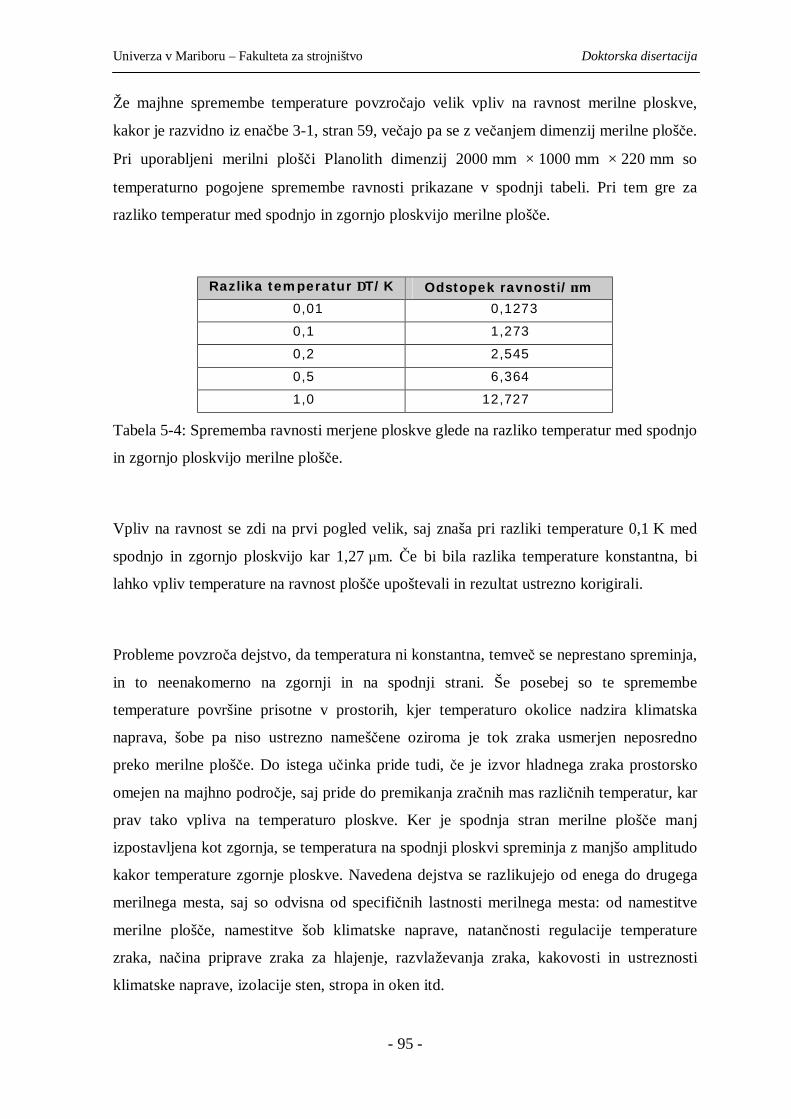
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 95 -
Že majhne spremembe temperature povzročajo velik vpliv na ravnost merilne ploskve,
kakor je razvidno iz enačbe 3-1, stran 59, večajo pa se z večanjem dimenzij merilne plošče.
Pri uporabljeni merilni plošči Planolith dimenzij 2000 mm × 1000 mm × 220 mm so
temperaturno pogojene spremembe ravnosti prikazane v spodnji tabeli. Pri tem gre za
razliko temperatur med spodnjo in zgornjo ploskvijo merilne plošče.
Razlika temperatur ∆T/K Odstopek ravnosti/µm 0,01 0,1273
0,1 1,273
0,2 2,545
0,5 6,364
1,0 12,727
Tabela 5-4: Sprememba ravnosti merjene ploskve glede na razliko temperatur med spodnjo
in zgornjo ploskvijo merilne plošče.
Vpliv na ravnost se zdi na prvi pogled velik, saj znaša pri razliki temperature 0,1 K med
spodnjo in zgornjo ploskvijo kar 1,27 µm. Če bi bila razlika temperature konstantna, bi
lahko vpliv temperature na ravnost plošče upoštevali in rezultat ustrezno korigirali.
Probleme povzroča dejstvo, da temperatura ni konstantna, temveč se neprestano spreminja,
in to neenakomerno na zgornji in na spodnji strani. Še posebej so te spremembe
temperature površine prisotne v prostorih, kjer temperaturo okolice nadzira klimatska
naprava, šobe pa niso ustrezno nameščene oziroma je tok zraka usmerjen neposredno
preko merilne plošče. Do istega učinka pride tudi, če je izvor hladnega zraka prostorsko
omejen na majhno področje, saj pride do premikanja zračnih mas različnih temperatur, kar
prav tako vpliva na temperaturo ploskve. Ker je spodnja stran merilne plošče manj
izpostavljena kot zgornja, se temperatura na spodnji ploskvi spreminja z manjšo amplitudo
kakor temperature zgornje ploskve. Navedena dejstva se razlikujejo od enega do drugega
merilnega mesta, saj so odvisna od specifičnih lastnosti merilnega mesta: od namestitve
merilne plošče, namestitve šob klimatske naprave, natančnosti regulacije temperature
zraka, načina priprave zraka za hlajenje, razvlaževanja zraka, kakovosti in ustreznosti
klimatske naprave, izolacije sten, stropa in oken itd.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 96 -
Če hočemo torej določiti doprinos razlike temperatur ploskev merilne plošče k skupni
merilni negotovosti, moramo ugotoviti, kako se spreminja razlika temperature med obema
ploskvama med meritvijo. V ta namen je potrebno namestiti natančne merilnike
temperature, temperaturo pa začnemo beležiti že pred meritvijo. Iz zapisa poteka
temperatur določimo, do kakšnih nihanj temperature pride. Iz dobljenih vrednosti
izračunamo največjo spremembo ravnosti, ki velja za celotno merilno ploskev, to pa
pretvorimo v spremembo ravnosti na merilni korak (zaradi zahtev simulacije izraženo v
kotnih sekundah). Končni rezultat je torej sprememba nagiba na posamezni merilni korak.
Med meritvijo merimo temperaturo treh bistvenih elementov meritve:
- temperatura zraka,
- temperatura zgornje ploskve merilne mize,
- temperatura spodnje ploskve merilne mize.
Vsako temperaturo merimo s po dvema senzorjema, saj tako zagotovimo večjo natančnost
in verodostojnost rezultatov. Kot merodajno vrednost temperature vzamemo izračunano
srednjo vrednost obeh senzorjev. Zaradi zakonitosti prenosa toplote (zrak-material) in
prehajanja toplote v materialu, hitrih nihanj temperature ter slabe odzivnosti materiala na
nihanja temperature ne moremo uporabiti kar izmerjene vrednosti, ampak predpostavimo
ustrezno zmanjšanje vrednosti, in sicer na polovico.
Ker ni vseeno, kje na površini in kako so nameščeni senzorji za merjenje temperature, je
potrebno temu problemu posvetiti posebno pozornost. Senzorji za merjenje temperature so
bili pritrjeni na spodnjo in zgornjo površino merilne mize ter zaščiteni pred vplivom
okolice s plastjo stiropora. Na ta način zagotovimo, da dejansko merimo le temperaturo
površine in ne temperaturo zraka v okolici. Senzorje za merjenje temperature zraka
namestimo blizu senzorjev za merjenje zgornje ploskve merilne mize. Kakor v prejšnjem
primeru je tudi ta par senzorjev izoliran s plastjo stiropora, vendar je sedaj nameščen pod
senzorji, na mizi. Na ta način merimo temperaturo zraka brez vpliva temperaturnih nihanj
mize. Lokacijo senzorjev za merjenje temperature prikazuje naslednja slika:

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 97 -
Slika 5-1: Prikaz merilne plošče z nameščenimi senzorji za merjenje temperature. Številki
1 in 2 označujeta senzorja na zgornji in spodnji strani plošče, številka 3 pa senzorski par za
merjenje temperature zraka. Stiropor je označen z modro barvo.
Ogledamo si lahko potek temperature za posamezno merilno področje za oba senzorja.
Temperatura mize - zgoraj
19,6219,6319,6419,6519,6619,6719,6819,69
19,719,7119,72
13:2
014
:14
15:0
716
:00
16:5
4
17:4
718
:40
19:3
420
:27
21:2
0
22:1
423
:07
00:0
0
00:5
401
:47
02:4
0
03:3
404
:27
05:2
006
:14
07:0
708
:00
08:5
4
Čas
Tem
pera
tura
/°C
Miza zg. 1
Miza zg. 2
Diagram 5-2: Prikaz poteka temperature na zgornji strani mize.
3 1
2
1 3

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 98 -
Temperatura mize - spodaj
19,48
19,49
19,5
19,51
19,52
19,53
13:2
1
14:1
415
:08
16:0
1
16:5
517
:48
18:4
219
:35
20:2
921
:22
22:1
623
:09
00:0
300
:56
01:5
0
02:4
303
:37
04:3
005
:24
06:1
707
:11
08:0
4
08:5
8
Čas
Tem
pe
ratu
ra/
°C
Miza sp. 1
Miza sp. 2
Diagram 5-3: Prikaz poteka temperature na spodnji strani mize.
Z diagrama 5-3 je razvidno, da se temperaturi z obeh senzorjev na spodnji strani mize dosti
bolj pokrivata, pa tudi nihanje temperature je manjše, kar kaže na večjo zaščitenost spodnje
strani mize kot posledica manjše izpostavljenosti. Če pogledamo temperaturni zapis v
Excelu, dobimo naslednje podatke:
∆T obeh senzorjev na zgornji ploskvi mize/K
∆T obeh senzorjev na spodnji ploskvi mize/K
0,0211 0,0065
Tabela 5-5: Največje nihanje temperature na zgornji in spodnji strani merilne plošče.
Na zgornji ploskvi pride do razlik med izmerjenima temperaturama obeh temperaturnih
senzorjev, ki znaša 0,0211 °C oziroma kar 3-krat več kakor na spodnji strani ploskve. Do
enakih rezultatov pridemo, tudi če temperaturne senzorje zamenjamo.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 99 -
Temperatura zraka
18,8
19
19,2
19,4
19,6
19,8
20
13:2
6
14:2
5
15:2
5
16:2
4
17:2
3
18:2
2
19:2
1
20:2
0
21:2
0
22:1
9
23:1
8
00:1
7
01:1
6
02:1
5
03:1
5
04:1
4
05:1
3
06:1
2
07:1
1
08:1
0
Čas
Tem
pera
tura
/°C
Diagram 5-4: Povprečna vrednost temperature zraka z obeh temperaturnih senzorjev.
Z zgornjega diagrama je razvidno, da se temperatura zraka spreminja z mnogo večjo
amplitudo, kakor pa se ta prenaša na material merilne plošče, saj znaša amplituda nihanja
temperature okoli 0,7 °C. Nihanje temperature z dobro vidno amplitudo je posledica
delovanja kompresorja klimatske naprave oziroma njegovega vklapljanja in izklapljanja.
Zaradi natančnega spremljanja temperature okolice med izvajanjem meritev za pričujočo
nalogo je bilo možno s primerno nastavitvijo kompresorja optimirati delovanje klimatske
naprave, tako da je nihanje temperature s prejšnjih 1,5 °C je padlo na 0,7 °C.
Razlika med temperaturozgornje in spodnje ploskve
19,45
19,5
19,55
19,6
19,65
19,7
19,75
13:2
4
14:2
1
15:1
8
16:1
5
17:1
2
18:0
9
19:0
6
20:0
3
21:0
0
21:5
7
22:5
4
23:5
1
00:4
8
01:4
5
02:4
2
03:3
9
04:3
6
05:3
3
06:3
0
07:2
7
08:2
4
Čas
Tem
pe
ratu
ra/
°C
povp. ZG
povp. SP
Diagram 5-5: Prikaz nihanj temperature zgornje in spodnje ploskve merilne plošče.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 100 -
S pomočjo Excela ugotovimo največjo in najmanjšo razliko med obema temperaturama:
Največji ∆T med obema ploskvama
Najmanjši ∆T med obema ploskvama
0,188 K 0,15955 K
Tabela 5-6: Največja in najmanjša razlika temperature med spodnjo in zgornjo ploskvijo
merilne mize.
Če hočemo določiti vpliv temperaturnih sprememb na obliko površine, ne smemo vzeti kar
v tabeli 5-6 navedene največje vrednosti, saj ta vsebuje tudi fiksno razliko temperature
spodnje in zgornje strani, ki, kakor je bilo že omenjeno, ne vpliva na negotovost merilnega
rezultata, temveč na spremembo izmerjene ravnosti merilne plošče. Dejansko vrednost
spremembe temperature, ki jo lahko uporabimo za določitev vpliva na negotovost, dobimo
tako, da obe vrednosti med seboj odštejemo.
minmax TTTnegot ∆−∆=∆ Enačba 5-2
CTnegot °=−=∆ 02845,015955,0188,0
Sedaj lahko izračunamo spremembo ravnosti merilne plošče, ki vpliva na negotovost
(uporabimo enačbo 3-1, stran 59):
- za diagonalo:
m0,4768 0,228
295,2105,60,02845 8
2-62
µ=⋅
⋅⋅⋅=
⋅⋅⋅
=B
laDX T Enačba 5-3
B ........debelina plošče, m
DT ......razlika temperature med sp. in zg. stranico plošče, K
a.........razteznostni koeficient materiala (5,6 · 10-6 K-1 za granit),
l..........obravnavana razdalja na plošči (v tem primeru diagonala mreže), m.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 101 -
Dobljena vrednost velja za največjo dolžino plošče – diagonalo. Če hočemo ugotoviti vpliv
temperaturnega gradienta na neravnost površine po diagonali, moramo dobljeno vrednost
deliti s polovično dolžino diagonale, tako da dobimo mikrometre na meter. Polovično
dolžino diagonale moramo uporabiti zato, ker se največji vpliv temperature na ravnost
plošče kaže ravno na sredini, razdalja od roba do sredine pa znaša polovico diagonale
merilne mreže. Hkrati rezultat zmanjšamo še za polovico zaradi narave prenosa toplote
(glej stran 96).
m/m0,2082,295
0,4768 2,295
0,4768
22
µ===⋅
=′diagonala
XX Enačba 5-4
Rezultat pretvorimo v kotne sekunde.
0,0428" 4,84840,208 ==′X Enačba 5-5
Iz zadnje enačbe dobimo vrednost 0,0428 kotne sekunde, kar predstavlja celoten razpon
temperaturne komponente negotovosti na posamezni merilni korak po diagonali.
Temperaturna komponenta negotovosti, ki jo uporabimo pri modelu v simulaciji, znaša
polovico vrednosti v plus in polovico vrednosti v minus:
FTD = ±0,0214 kotne sekunde.
- za longitudinalo (po dolžini):
m0,373 0,228
032,2105,60,02845 8
2-62
µ=⋅
⋅⋅⋅=
⋅⋅⋅
=B
laDX T
m/m0,18362,0320,373
22,0322
0,373
22
µ==⋅
=⋅
=′dolžina
XX

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 102 -
0,0378" 4,84840,1836 ==′X
Temperaturna komponenta negotovosti za dolžino merilne mreže znaša tako:
FTL = ±0,0189 kotne sekunde.
- za transverzalo (povprek):
Uporabimo enačbo 3-1, v katero vstavimo podatke za širino merilne mreže:
m0,103 0,228
0668,1105,60,02845 8
2-62
µ=⋅
⋅⋅⋅=
⋅⋅⋅
=B
laDX T
m/m0,09661,06680,103
21,06682
0,103
22
µ==⋅
=⋅
=′dolžina
XX
0,0199" 4,84840,0966 ==′X
Temperaturna komponenta negotovosti za širino merilne mreže znaša tako:
FTŠL = ±0,01 kotne sekunde.
Vse komponente znašajo torej med 0,01 in 0,02". Ker gre za male vrednosti, bi načeloma
lahko njihov vpliv poenotili in vstavili samo največjo vrednost, vendar bomo zaradi
natančnosti kljub temu upoštevali posamezne vrednosti.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 103 -
5.5 Vpliv nihanja temperature na libelo
Določiti moramo tudi vpliv nihanja temperature okolice na libelo. Kakor kaže diagram, ki
ga v navodilih podaja proizvajalec, ni vseeno, pri kateri temperaturi kalibriramo libele.
Tudi če jo kalibriramo pri natančno 20 °C, pa temperatura med meritvijo še vedno niha. Te
temperaturne spremembe okolice se prenašajo na libelo, kar povzroči dodatna odstopanja.
Vpliv nihanja temperature okolice bi lahko določili s serijo natančnih kalibracij v termo-
komori, kjer so temperaturna nihanja zelo majhna, vendar bi bilo to prezamudno. Zatekli se
bomo k poenostavljenemu primeru, pri katerem bomo uporabili navedbe proizvajalca.
Tipično merilno področje elektronskih libel znaša ±200 kotnih sekund. Od proizvajalca
deklariran pogrešek zaradi temperaturnih sprememb naj bi ob spremembi za 1 °C znašal
okoli 0,02 % merilnega področja.
"04,0200%02,0 =⋅=′TP
Ker velja ta vrednost ob predpostavki, da se temperatura med meritvijo spremeni za 1 °C,
jo moramo korigirati v skladu z našimi ugotovitvami o nihanju temperature (glej poglavje
5.4). Ugotovili smo, da temperatura med meritvijo niha za 0,7 °C.
"028,004,07,07,0 =⋅=′⋅= TT PP
Iz tega lahko nato določimo komponento nihanja temperature okolice:
"028,0±=NTF

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 104 -
5.6 Napaka pozicioniranja libele
Čim bolj natančno nastavljanje podnožja merilne libele na označena mesta po merilnih
linijah je pomembno, saj površno pozicioniranje povzroči dodatno napako izmerjenega
kota. Ta napaka lahko pomeni povečanje ali zmanjšanje dejanskega kota nagiba, kar je
odvisno od oblike površine. Če libelo postavimo preko nastavitvene črte in se nagnjenost
površine po liniji veča, bo libela za tisti merilni položaj pokazala vrednost, ki bo nekoliko
večja od dejanske.
Da bi lahko približno ovrednotili vrednost napake, ki jo pri tem naredimo, uporabimo
nekaj predpostavk. Prva je, da povprečna razlika med dvema izmerjenima nagiboma znaša
3". Ob upoštevanju te predpostavke bi tako dejanski nagib prvega merilnega položaja
znašal 0", nagib naslednjega merilnega položaja pa bi znašal 3". Če bi torej podnožje libele
pozicionirali na označeno črto popolnoma brez napake, bi libela pokazala enaki vrednosti.
Ker podnožja ne moremo popolnoma natančno pozicionirati, saj pri tem vedno naredimo
neko napako, predpostavimo, da lahko znaša ta napaka ±1 mm. Za toliko se lahko torej
libela premakne v naslednji (ali predhodni) merilni položaj.
Za enostavnejšo predstavo si poglejmo še risbo.
npLpl
Lp3"
Slika 5-2: Napaka pozicioniranja libele.
Pri premikanju libele iz enega v drugi merilni položaj moramo upoštevati, da se merilni
koraki vedno nekoliko prekrivajo, torej libele ne prestavimo za dolžino podnožja, temveč
nekoliko manj – približno 1 cm manj. Če bi torej libelo pozicionirali narobe za celotno

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 105 -
dolžino merilnega koraka (140 mm), bi libela namesto nagiba 0" kazala 3". Temu ustrezno
lahko določimo pogrešek pri odmiku za 1 mm:
"0214,0"3140
1"3 =⋅=⋅=PL
pP L
nL
Lp .......odstopanje nagiba, ",
np .......napaka pozicioniranja, mm,
LPL......dolžina podnožja, mm.
Komponenta negotovosti kot posledica pozicioniranja libele znaša torej:
FP = ±0,0214 kotne sekunde
5.7 Vpliv prahu na merilni površini
Določitev komponente negotovosti, ki je posledica prahu in nečistoč na merilni ploskvi, je
še najtežja od vseh, saj nimamo na voljo pravih podatkov o velikosti, številu in tipu prašnih
delcev, ki se nahajajo na mizi oziroma v zraku v merilnem prostoru. Prah prav gotovo
vpliva na meritev, vprašanje je le, v kakšni meri. Pri upoštevanju prahu kot komponente, ki
vpliva na negotovost meritve, moramo pozornost posvečati tudi dejavnikom, s katerimi
poskušamo v čim večji meri odpraviti moteči vpliv tega faktorja.
Merilno površino temeljito očistimo pred vsako meritvijo. Postopek po potrebi ponovimo
večkrat, izvajamo pa ga tudi v različnih smereh. Na ta način odstranimo večino prašnih
delcev, ki bi lahko vplivali na meritev. Področje vzdolž merilne linije še dodatno očistimo
tik pred samo izvedbo meritve. S tem postopkom odstranimo prah, ki se je morebiti usedel
na površino po prvem čiščenju, pa tudi vse ostale nečistoče, ki jih pred seboj potiska
jekleno ravnilo, ob katerem premikamo merilno napravo. To, da libelo med meritvijo

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 106 -
potiskamo po površini, namesto da bi jo dvigovali, še dodatno zmanjša vpliv prahu na
meritev, saj s tem prah odrivamo, tako da libela nanj ne naleže neposredno.
Še dodatno vpliv prahu zmanjšamo z uporabo ustrezno oblikovanih podnožij, ki imajo na
kontaktnih površinah posebne diagonalne utore, kamor se lahko prah zaleze, ne da bi pri
tem vplival na meritev. Ti utori lahko predstavljajo slabost le na z oljem zamazanih
površinah, saj se olje zaleze v utore, ki jih je zato nekoliko težje očistiti kot normalno. Tudi
če bi pod naslonsko točko podnožja zašel večji kos prahu, to ne bi neposredno vplivalo na
izmerjeni kot, saj bi se libela nagnila v prečni smeri. Ta prečni nagib libele pa še vedno ne
bi bil dovolj velik, da bi bistveno vplival na merilni rezultat. Morebitne večje nečistoče (na
primer človeški las, ki je debel okoli 50 µm/m) bi opazili in odstranili. Ker je večina večjih
nečistoč mehkih oziroma elastičnih, se pod težo elektronske libele deformirajo ter tako v še
manjši meri popačijo merilni rezultat. Pri elektronski libeli, katere širina znaša 3 cm, bi
tako las, pod pritiskom libele debel še okoli 30 µm, povzročil prečni nagib, ki bi znašal
okoli 3', kar je nekje na gornji meji dopustnega prečnega nagiba elektronske libele
(odvisno od proizvajalca in tipa libele). Do tako grobe napake bi verjetno prišlo le v
izjemnem primeru, ki bi se pripetil le na enem ali na dveh merilnih korakih.
Ker prah ni enakomerno porazdeljen po celotni merilni površini, je njegov vpliv lokalno
omejen samo na posamezne merilne korake. Dejali bi lahko, da prah vpliva samo na
rezultat nekaterih merilnih korakov, ne pa vseh. Glede na vse našteto lahko predpostavimo,
da prah vpliva na rezultate meritve v skoraj zanemarljivi meri. To velja seveda le ob
temeljitem predhodnem čiščenju merilne površine ter ob izvajanju meritev v zaprtem
prostoru s kontrolirano atmosfero (uporaba prezračevalnih in klimatskih naprav z
ustreznimi čistilnimi filtri). Tudi ob bolj neprijaznih pogojih lahko čistočo merilne
površine zagotavljamo s sprotnim čiščenjem površine.
Kljub vsemu omenjenemu predpostavimo, da znaša doprinos prahu in nečistoč k celotni
negotovosti okoli ±0,01 kotne sekunde, kar upoštevamo pri simulaciji.
FN = ±0,01 kotne sekunde

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 107 -
5.8 Drugi vplivni faktorji
Na meritev in s tem tudi na rezultate vplivajo tudi nekateri drugi faktorji, ki v kontroliranih
laboratorijskih pogojih večinoma ne predstavljajo večjega vpliva, v kakšnem manj
kontroliranem okolju pa bi se lahko njihov vpliv povečal. Vpliv nekaterih od teh faktorjev
je ali premajhen in ga lahko zanemarimo, ali pa se jim lahko s primerno uporabo merilne
opreme izognemo. Vsekakor pa je smiselno, da jih omenimo:
- prečni nagib,
- izrabljene baterije,
- oblika naležnih površin podnožja,
- slaba kabelska povezava - poškodbe,
- možnost motenj pri brezžičnem prenosu podatkov,
- malomarnost...
Še najpomembnejši faktor od zgoraj naštetih je prečni nagib, ki lahko bolj ali manj vpliva
na obnašanje in občutljivost libele. Pri nagibih, ki jih običajno srečamo pri merilnih
ploščah, so vplivi zanemarljivi, njihov vpliv pa bi bilo potrebno določiti za vsak tip libel
posebej.
Vpliv slabih baterij se na prvi pogled morda zdi zanemarljiv, vendar lahko popači
rezultate. Vsekakor moramo pred vsako meritvijo preveriti, če so baterije v napravi dobre
oziroma ali napajanje ustrezno deluje.
Oblika naležnih površin pri merjenju ene ravnine ni pomembna, ker je ponavadi med
meritvijo ne menjavamo.
Ostale napake (poškodbe kabla, motnje pri brezžičnem prenosu podatkov, malomarnost...)
lahko preprečimo z doslednostjo, redom in upoštevanjem navodil za izvajanje meritve.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 108 -
5.9 Skupni doprinos vplivnih faktorjev
Skupni doprinos vseh vplivnih faktorjev lahko izrazimo kot vsoto posameznih komponent:
NPNTTMN FFFFFF ++++=∑ , Enačba 5-6
pri čemer je:
FMN ...... vpliv merilne naprave,
FT ........ vpliv temperaturnih razlik na merilno ploščo,
FNT ....... vpliv temperaturnih razlik na merilno napravo,
FP ........ vpliv napake pozicioniranja merilne naprave,
FN ........ vpliv prahu in nečistoč.
Za diagonalo, dolžino in širino dobimo tako naslednje vrednosti:
"18,0"1808,0"01,0"0214,0"028,0"021,0"1,0 ≈=++++=++++=∑ NPNTTDMND FFFFFF
"178,0"1783,0"01,0"0214,0"028,0"019,0"1,0 ≈=++++=++++=∑ NPNTTLMNL FFFFFF
"169,0"1694,0"01,0"0214,0"028,0"01,0"1,0 ≈=++++=++++=∑ NPNTTŠMNT FFFFFF
Dobljene podatke vstavimo v simulacijo kot največja možna odstopanja vrednosti za
posamezne merilne korake po diagonali, dolžini in širini. Iz dobljenih rezultatov je
razvidno, da med posameznimi linijami ni bistvenih razlik in da bi verjetno lahko za vse
linije vzeli enako vrednost, saj le dobra 1 stotinka kotne sekunde ne more bistveno vplivati
na rezultate. Zaradi natančnosti sem se vseeno odločil, da bom uporabil dobljene rezultate.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 109 -
6. REZULTATI SIMULACIJ
6.1 Stabilnost rezultatov glede na število iteracij
Ker me je najbolj zanimala stabilnost rezultatov (simulirana ravnost, najmanjša in največja
s simulacijo dosežena ravnost oziroma razpon ter negotovost) v odvisnosti od števila
iteracij, sem se v tem delu omejil predvsem na to. Pričakoval sem, da se bo z večanjem
števila iteracij povečala tudi stabilnost rezultatov (manjše razlike med rezultati) ter da se
bo razpon simulacije širil (večanje Xmax in manjšanje Xmin). To pričakovanje utemeljujem s
preprostim dejstvom, da z večanjem števila iteracij povečujem tudi delež s simulacijo
dobljenih vrednosti glede na dejanske vrednosti. Pri več iteracijah je večja verjetnost, da
bodo vrednosti iz simulacije dosegale bolj skrajne vrednosti.
6.1.1 Ravnina 1
Za prvo obravnavano ravnino sem vzel ravnino s srednjo gostoto mreže. Dimenzije mreže
znašajo:
- dolžina 1016 mm, širina 533,4 mm, diagonala 1147,5 mm.
Slika 6-1: Prikaz obravnavane ravnine z merilno mrežo.
Dolžine merilnih korakov obravnavane merilne mreže so:

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 110 -
- po dolžini 127 mm (8 merilnih korakov),
- po širini 133,35 mm (4 merilni koraki),
- po diagonali 143,44 mm (8 merilnih korakov).
Ravnost generirane merilne mreže oziroma ravnine znaša okoli 9 µm. Oznake v spodnjih
tabelah imajo naslednji pomen:
X ..................... ravnost generirane mreže,
Xmin ................. najmanjša vrednost ravnosti, ki jo je izkazala simulacija,
Xmax ................. največja vrednost ravnosti, ki jo je izkazala simulacija,
R ..................... razpon – razlika med največjo in najmanjšo dobljeno ravnostjo,
negotovost ....... negotovost, izračunana na osnovi rezultatov simulacije.
Število iteracij pomeni število izvajanj algoritma, torej gre praktično za število ponovitev.
Pričakujemo lahko, da bomo pri manjšem številu iteracij dobili večji raztros za ravnost in
negotovost ter manjši razpon med Xmin in Xmax.
Uporabljena mreža je označena s kodo 8-4-8, kar pomeni 8 merilnih korakov po vzdolžnih
linijah, 8 merilnih korakov po obeh diagonalah in 4 merilni koraki po širini plošče.
Rezultati po 100 iteracijah:
Ravnost X X min X max Razpon Negotovost1 8,986 8,775 9,190 0,415 0,0792 8,974 8,807 9,206 0,399 0,0763 8,979 8,814 9,275 0,462 0,0834 8,975 8,746 9,141 0,395 0,0765 8,968 8,785 9,159 0,374 0,0836 8,984 8,771 9,209 0,437 0,0867 8,970 8,808 9,197 0,388 0,0858 8,967 8,819 9,156 0,337 0,0739 8,983 8,783 9,224 0,441 0,07710 8,979 8,741 9,143 0,401 0,076
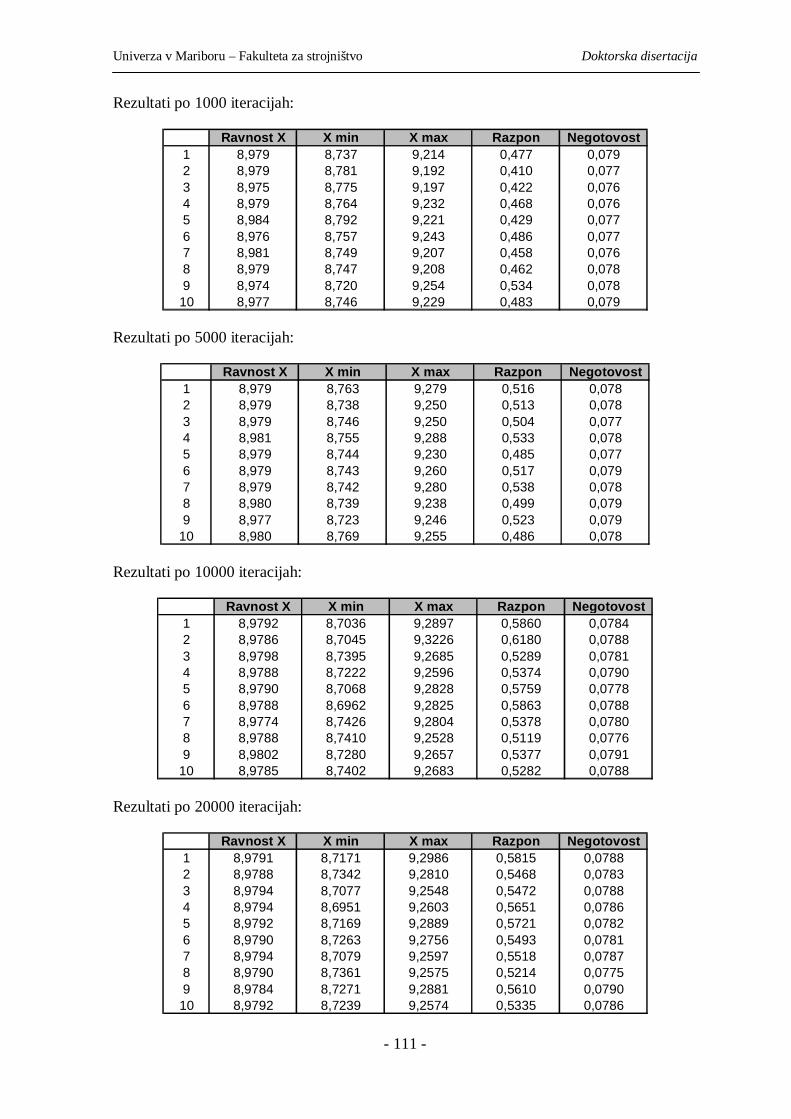
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 111 -
Rezultati po 1000 iteracijah:
Ravnost X X min X max Razpon Negotovost1 8,979 8,737 9,214 0,477 0,0792 8,979 8,781 9,192 0,410 0,0773 8,975 8,775 9,197 0,422 0,0764 8,979 8,764 9,232 0,468 0,0765 8,984 8,792 9,221 0,429 0,0776 8,976 8,757 9,243 0,486 0,0777 8,981 8,749 9,207 0,458 0,0768 8,979 8,747 9,208 0,462 0,0789 8,974 8,720 9,254 0,534 0,07810 8,977 8,746 9,229 0,483 0,079
Rezultati po 5000 iteracijah:
Ravnost X X min X max Razpon Negotovost1 8,979 8,763 9,279 0,516 0,0782 8,979 8,738 9,250 0,513 0,0783 8,979 8,746 9,250 0,504 0,0774 8,981 8,755 9,288 0,533 0,0785 8,979 8,744 9,230 0,485 0,0776 8,979 8,743 9,260 0,517 0,0797 8,979 8,742 9,280 0,538 0,0788 8,980 8,739 9,238 0,499 0,0799 8,977 8,723 9,246 0,523 0,079
10 8,980 8,769 9,255 0,486 0,078
Rezultati po 10000 iteracijah:
Ravnost X X min X max Razpon Negotovost1 8,9792 8,7036 9,2897 0,5860 0,07842 8,9786 8,7045 9,3226 0,6180 0,07883 8,9798 8,7395 9,2685 0,5289 0,07814 8,9788 8,7222 9,2596 0,5374 0,07905 8,9790 8,7068 9,2828 0,5759 0,07786 8,9788 8,6962 9,2825 0,5863 0,07887 8,9774 8,7426 9,2804 0,5378 0,07808 8,9788 8,7410 9,2528 0,5119 0,07769 8,9802 8,7280 9,2657 0,5377 0,0791
10 8,9785 8,7402 9,2683 0,5282 0,0788
Rezultati po 20000 iteracijah:
Ravnost X X min X max Razpon Negotovost1 8,9791 8,7171 9,2986 0,5815 0,07882 8,9788 8,7342 9,2810 0,5468 0,07833 8,9794 8,7077 9,2548 0,5472 0,07884 8,9794 8,6951 9,2603 0,5651 0,07865 8,9792 8,7169 9,2889 0,5721 0,07826 8,9790 8,7263 9,2756 0,5493 0,07817 8,9794 8,7079 9,2597 0,5518 0,07878 8,9790 8,7361 9,2575 0,5214 0,07759 8,9784 8,7271 9,2881 0,5610 0,079010 8,9792 8,7239 9,2574 0,5335 0,0786
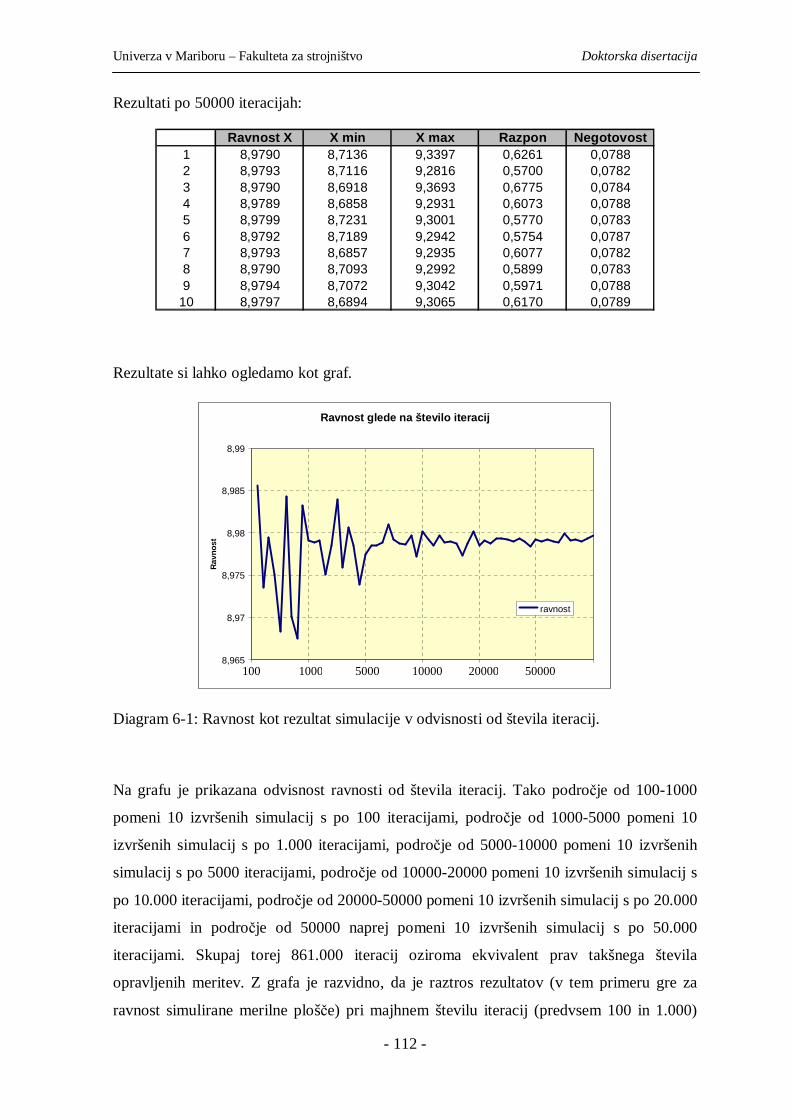
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 112 -
Rezultati po 50000 iteracijah:
Ravnost X X min X max Razpon Negotovost1 8,9790 8,7136 9,3397 0,6261 0,07882 8,9793 8,7116 9,2816 0,5700 0,07823 8,9790 8,6918 9,3693 0,6775 0,07844 8,9789 8,6858 9,2931 0,6073 0,07885 8,9799 8,7231 9,3001 0,5770 0,07836 8,9792 8,7189 9,2942 0,5754 0,07877 8,9793 8,6857 9,2935 0,6077 0,07828 8,9790 8,7093 9,2992 0,5899 0,07839 8,9794 8,7072 9,3042 0,5971 0,0788
10 8,9797 8,6894 9,3065 0,6170 0,0789
Rezultate si lahko ogledamo kot graf.
Ravnost glede na število iteracij
8,965
8,97
8,975
8,98
8,985
8,99
0 10 20 30 40 50 60
Ravn
ost
ravnost
Diagram 6-1: Ravnost kot rezultat simulacije v odvisnosti od števila iteracij.
Na grafu je prikazana odvisnost ravnosti od števila iteracij. Tako področje od 100-1000
pomeni 10 izvršenih simulacij s po 100 iteracijami, področje od 1000-5000 pomeni 10
izvršenih simulacij s po 1.000 iteracijami, področje od 5000-10000 pomeni 10 izvršenih
simulacij s po 5000 iteracijami, področje od 10000-20000 pomeni 10 izvršenih simulacij s
po 10.000 iteracijami, področje od 20000-50000 pomeni 10 izvršenih simulacij s po 20.000
iteracijami in področje od 50000 naprej pomeni 10 izvršenih simulacij s po 50.000
iteracijami. Skupaj torej 861.000 iteracij oziroma ekvivalent prav takšnega števila
opravljenih meritev. Z grafa je razvidno, da je raztros rezultatov (v tem primeru gre za
ravnost simulirane merilne plošče) pri majhnem številu iteracij (predvsem 100 in 1.000)
100 1000 5000 10000 20000 50000

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 113 -
zelo velik (pri 100 iteracijah kar 0,0181 µm), z večanjem števila iteracij v simulacij pa
postajajo rezultati vedno bolj in bolj enakomerni, sistem postaja torej vedno bolj stabilen,
rezultati pa vedno bolj zanesljivi. Pri simulacijah s po 20.000 in 50.000 iteracijami je
nihanje le še zelo majhno (pri simulacijah s 50.000 iteracijami znaša le še 0,000973 µm).
Xmin in Xmax glede na število iteracij
8,6
8,7
8,8
8,9
9
9,1
9,2
9,3
9,4
0 10 20 30 40 50 60
Xmin
, Xm
ax
XminXmax
Diagram 6-2: Spodnja in zgornja meja ravnosti glede na število iteracij.
Graf prikazuje spodnjo in zgornjo mejo ravnosti glede na število iteracij. Iz grafa je
razvidno, da se z večanjem števila iteracij dogaja podobno kot pri prejšnjem grafu, rezultati
namreč vedno manj nihajo. Ta tendenca je izražena v precej manjši meri kot prej, saj gre
pri obravnavanih vrednostih za skrajno spodnjo oziroma zgornjo mejo procesa. Že na prvi
pogled pa je opazno tudi, da se razpon oziroma s simulacijo obravnavano področje veča,
kar je popolnoma razumljivo – večje število iteracij pomeni boljše pokritje modela, pri
čemer je seveda verjetnost, da bodo rezultati zavzemali bolj skrajne vrednosti, večja. Ta
lastnost je normalna in pričakovana.
100 1000 5000 10000 20000 50000

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 114 -
Razpon glede na število iteracij
0,25
0,3
0,35
0,4
0,45
0,5
0,55
0,6
0,65
0,7
0 10 20 30 40 50 60
Xmin
, Xm
ax
razpon
Diagram 6-3: Razpon rezultatov (razlika med največjo in najmanjšo vrednostjo).
Razpon je prikazan kot razlika med maksimalno in minimalno vrednostjo ravnosti, ki jih
dobimo kot rezultat simulacij. Območje med 100 in 1000 pomeni 10 izvršenih simulacij s
po 100 iteracijami, območje od 1000 do 10.000 pa 10 izvršenih simulacij s po 1.000
iteracijami... S številom iteracij se večata razpon in območje, ki ga obravnava simulacija.
Negotovost glede na število iteracij
0,07
0,074
0,078
0,082
0,086
0,09
0 10 20 30 40 50 60
Smin
, Sm
ax
negotovost
Diagram 6-4: Negotovost rezultatov simulacije glede na število iteracij.
100 1000 5000 10000 20000 50000
100 1000 5000 10000 20000 50000

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 115 -
Na grafu je prikazana negotovost glede na število iteracij v izvedeni simulaciji. Vidimo, da
pri manjšem številu iteracij negotovost zelo niha, da pa se to nihanje vrednosti z večanjem
števila iteracij umiri.
Iz grafa je lepo razvidno dvoje:
- Povprečna vrednost negotovosti je skoraj nespremenjena ne glede na število iteracij
in znaša nekaj več kot 0,078 µm.
- Raztros negotovosti se z večanjem števila iteracij hitro manjša – pri 1.000 iteracijah
znaša le še okoli 1/4 raztrosa kakor pri simulaciji s 100 iteracijami, ta vrednost pa
se nato še približno prepolovi pri 5.000 iteracijah, nato pa ostane približno
enakomerna pri 10.000 in 20.000 iteracijah. Pri 50.000 iteracijah se raztros
ponovno zmanjša, tokrat na okoli 40 % dotedanje vrednosti. Tako znaša pri 50.000
iteracijah le še približno 5 % raztrosa, dobljenega pri simulaciji s 100 iteracijami.
6.2 Vpliv dolžine merilnih korakov na merilne rezultate in negotovost
Isto mrežo kot v prejšnjem primeru sem vzel kot osnovo za to serijo simulacij, vendar sem
spremenil število merilnih korakov in s tem dolžino merilnega podnožja, pri tem pa je
dimenzija merilne mreže ostala nespremenjena. Pričakujem lahko približno konstantne
vrednosti ravnosti ne glede na število merilnih korakov, pri čemer bo bolj zanimivo
opazovati morebitne spremembe negotovosti. Vsi rezultati so rezultat simulacij s po 50.000
iteracijami.
Pri obravnavi sem uporabil naslednje velikosti mreže:
Merilna mreža Dolžina posameznih merilnih korakov
Dimenzija
12-6-12 84,66 × 88,9 × 95,6255 1016 × 533,4 × 1147,5
8-4-8 127 × 133,35 × 143,4383 1016 × 533,4 × 1147,5
4-2-4 254 × 266,7 × 286,8766 1016 × 533,4 × 1147,5
Tabela 6-1: V simulaciji uporabljene velikosti merilnih mrež.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 116 -
Iz simulacij izhajajo naslednji rezultati:
Ravnost X Xmin Xmax Razpon Negotovost1 9,0032 8,6761 9,4798 0,8037 0,10462 9,0035 8,6604 9,4171 0,7567 0,10403 9,0030 8,6448 9,4031 0,7583 0,10454 9,0030 8,6447 9,4190 0,7742 0,10385 9,0025 8,6580 9,4494 0,7914 0,10416 9,0037 8,6758 9,4031 0,7273 0,10407 9,0035 8,6605 9,4373 0,7768 0,10398 9,0028 8,6537 9,4391 0,7854 0,10429 9,0029 8,6558 9,4177 0,7619 0,104210 9,0033 8,6625 9,4353 0,7728 0,1039
Tabela 6-2: Rezultat simulacije za mrežo 4-2-4.
Ravnost X Xmin Xmax Razpon Negotovost1 8,9790 8,7136 9,3397 0,6261 0,07882 8,9793 8,7116 9,2816 0,5700 0,07823 8,9790 8,6918 9,3693 0,6775 0,07844 8,9789 8,6858 9,2931 0,6073 0,07885 8,9799 8,7231 9,3001 0,5770 0,07836 8,9792 8,7189 9,2942 0,5754 0,07877 8,9793 8,6857 9,2935 0,6077 0,07828 8,9790 8,7093 9,2992 0,5899 0,07839 8,9794 8,7072 9,3042 0,5971 0,078810 8,9797 8,6894 9,3065 0,6170 0,0789
Tabela 6-3: Rezultat simulacije za mrežo 8-4-8
Ravnost X Xmin Xmax Razpon Negotovost1 8,9717 8,7353 9,2282 0,4928 0,06592 8,9716 8,7415 9,2362 0,4946 0,06553 8,9724 8,6936 9,2289 0,5352 0,06604 8,9719 8,7415 9,2752 0,5337 0,06575 8,9718 8,7428 9,2407 0,4979 0,06606 8,9720 8,7298 9,2359 0,5061 0,06567 8,9722 8,7535 9,2266 0,4732 0,06588 8,9718 8,7324 9,2451 0,5127 0,06609 8,9718 8,7371 9,2168 0,4797 0,065710 8,9716 8,7169 9,2546 0,5376 0,0655
Tabela 6-4: Rezultat simulacije za mrežo 12-6-12
Tudi v tem primeru si bomo rezultate pogledali v obliki grafa, kjer je preglednost večja.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 117 -
Ravnost glede na gostoto mreže
8,94
8,96
8,98
9,00
9,02
9,04
1 11 21
Ravnost
mreža 4-2-4mreža 8-4-8
mreža 12-6-12
Diagram 6-5: Graf prikazuje ravnost glede na gostoto uporabljene merilne mreže.
Vrednosti, dobljeni z uporabo bolj finih mrež, ki tudi lepše pokrijejo obravnavano
površino, sta skoraj enaki, saj znašata okoli 8,97 µm za mrežo 12-6-12 in 8,98 µm za
mrežo 8-4-8. Pri mreži 4-2-4 opazimo majhen skok, saj znaša izračunana ravnost okoli
9,02 µm, kar je približno 0,04 µm več kot pri prejšnjih dveh mrežah. Razlike so praktično
opazne samo na grafu, če pa jih izrazimo v odstotkih, postane očitno, da so zanemarljive.
Merilna mreža Ravnost/µm Odstopanje
12-6-12 8,97 0,00 %
8-4-8 8,98 0,11 %
4-2-4 9,02 0,55 %
Tabela 6-5: Razlike med posameznimi vrednosti dobljenih ravnosti so zanemarljive.
Nekoliko drugačno sliko dobimo, če spremljamo razpon simulacije oziroma zgornjo in
spodnjo mejo, ki jo simulacija doseže.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 118 -
Spreminjanje minimalne in maksimalne ravnosti Xmin, Xmaxglede na gostoto mreže
8,4
8,6
8,8
9
9,2
9,4
9,6
1 11 21
Xmin
, Xm
ax
XminXmax
mreža 4-2-4mreža 8-4-8
mreža 12-6-12
groba mreža fina mreža
Diagram 6-6: Minimalna in maksimalna ravnost glede na gostoto uporabljene mreže.
Z gostoto mreže se maksimalna ravnost zmanjšuje, minimalna ravnost pa povečuje. Očitno
je, da je pri bolj redki mreži uravnoteženost simulacije manjša, tudi čas, potreben za
izvajanje dejanske meritve pri redkejši mreži, je krajši (merilni postopek je torej krajši čas
izpostavljen vplivnim faktorjem, pa tudi merilec se manj utrudi med meritvijo). Dobljene
vrednosti bi se morale poznati tudi pri negotovosti.
Razpon v odvisnosti od gostote mreže
0,4
0,5
0,6
0,7
0,8
0,9
1 11 21
razponpovp. razpon
Diagram 6-7: Razpon ravnosti v odvisnosti od gostote mreže.
4-2-4 8-4-8 12-6-12
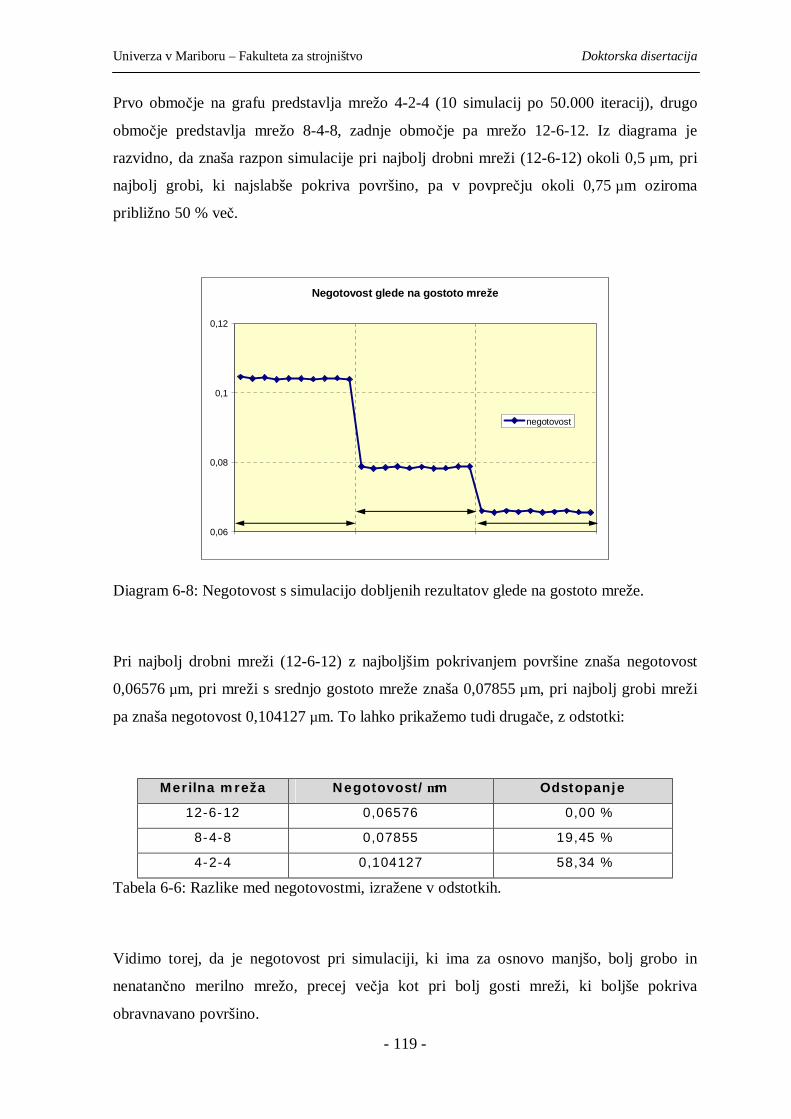
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 119 -
Prvo območje na grafu predstavlja mrežo 4-2-4 (10 simulacij po 50.000 iteracij), drugo
območje predstavlja mrežo 8-4-8, zadnje območje pa mrežo 12-6-12. Iz diagrama je
razvidno, da znaša razpon simulacije pri najbolj drobni mreži (12-6-12) okoli 0,5 µm, pri
najbolj grobi, ki najslabše pokriva površino, pa v povprečju okoli 0,75 µm oziroma
približno 50 % več.
Negotovost glede na gostoto mreže
0,06
0,08
0,1
0,12
1 11 21
negotovost
Diagram 6-8: Negotovost s simulacijo dobljenih rezultatov glede na gostoto mreže.
Pri najbolj drobni mreži (12-6-12) z najboljšim pokrivanjem površine znaša negotovost
0,06576 µm, pri mreži s srednjo gostoto mreže znaša 0,07855 µm, pri najbolj grobi mreži
pa znaša negotovost 0,104127 µm. To lahko prikažemo tudi drugače, z odstotki:
Merilna mreža Negotovost/µm Odstopanje
12-6-12 0,06576 0,00 %
8-4-8 0,07855 19,45 %
4-2-4 0,104127 58,34 %
Tabela 6-6: Razlike med negotovostmi, izražene v odstotkih.
Vidimo torej, da je negotovost pri simulaciji, ki ima za osnovo manjšo, bolj grobo in
nenatančno merilno mrežo, precej večja kot pri bolj gosti mreži, ki boljše pokriva
obravnavano površino.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 120 -
Dobljeni rezultati veljajo za obravnavano ploščo in velikost merilne mreže. Seveda pa
želimo ugotoviti, če lahko dosedanja spoznanja razširimo in trdimo, da veljajo na splošno
za vse plošče, mreže in oblike? Če želimo dobiti odgovor na to vprašanje, moramo obseg
simulacij razširiti na več oblik plošč in različne dimenzije merilnih mrež.
6.2.1 Ravnina 2
Manjša mreža
Ravnina 2 je pravzaprav ena mreža, s katero obravnavam več ravnin. Tem je skupna enaka
oblika, na katero je potegnjena mreža različnih gostot. Obravnaval (simuliral) sem merilno
ploščo naslednjih dimenzij:
- dimenzije mreže: 1016 mm × 533,4 mm × 1147,5 mm
Slika 6-2: Obravnavana ravnina – enostaven hrib po širini plošče.
Pri obravnavani obliki površine gre za dokaj osnovno ravnino, ki ima ravne merilne linije
po širini plošče. Z namenom, da bi ugotovil morebiten vpliv velikosti nagiba oziroma
ravnosti merilne plošče na negotovost, sem generiral več oblikovno enakih ravnin z
različnimi vrednostmi odstopanja od ravnosti. To sem simuliral v 4 nivojih (2 µm, 4 µm,
8 µm in 16 µm) in pri tem uporabil 3 mreže različnih gostot.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 121 -
Ravnost/µm Uporabljene mreže
2 indeks 1
4 indeks 2
8 indeks 3
16 indeks 4
4-2-41, 8-4-81, 16-8-161
:
:
4-2-44, 8-4-84, 16-8-164
Tabela 6-7: Podatki o uporabljenih ravninah.
Tabela prikazuje ravnine z ustreznimi indeksi, ki so bile uporabljene za različne vrednosti
odstopanja od ravnosti. Mreže z indeksom 1 (4-2-41, 8-4-81 in 16-8-161) označujejo
ravnino z odstopanjem od ravnosti 2 µm, mreže z indeksom 2 (4-2-42, 8-4-82 in 16-8-162)
označujejo ravnino z odstopanjem od ravnosti 2 µm ter tako dalje do indeksa 4, ki sem ga
uporabil za ravnino s 16 µm odstopanjem od ravnosti (mreže 4-2-44, 8-4-84 in 16-8-164).
Nastavljena ravnost
/µm
Oznaka mreže
Povprečna ravnost X
/µm
Xmin /µm
Xmax /µm
Razpon /µm
Negotovost s
16-8-16
2 16-8-161 2,0575 1,9227 2,225 0,3023 0,0405
4 16-8-162 4,0306 3,91233 4,2076 0,2952 0,0404
8 16-8-163 7,9769 7,85932 8,164 0,3047 0,03945
16 16-8-164 15,8588 15,7246 16,0335 0,309 0,0404
8-4-8
2 8-4-81 2,09 1,9063 2,363 0,4564 0,0557
4 8-4-82 4,06248 3,8841 4,307 0,422 0,056
8 8-4-83 8,007 7,83324 8,284 0,4505 0,0555
16 8-4-84 15,8836 15,6874 16,1346 0,447 0,0556
4-2-4
2 4-2-41 2,137 1,8856 2,4845 0,5989 0,079
4 4-2-42 4,10676 3,8572 4,444 0,5867 0,078
8 4-2-43 8,05045 7,803 8,3478 0,5446 0,0774
16 4-2-44 15,9108 15,6607 16,175 0,5141 0,0782
Tabela 6-8: Zbrani rezultati simulacij za obravnavano ravnino.
V zgornji tabeli so zbrani podatki vseh simulacij.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 122 -
nastavljena ravnost .....vnaprej določena vrednost odstopanja od ravnosti,
oznaka mreže...............glede na št. korakov, dodan je indeks,
povp. ravnost X ...........povprečna ravnost vseh simuliranih ravnin,
Xmin............................najmanjše odstopanje od ravnosti, ki izhaja iz simulacije,
Xmax ...........................največje odstopanje od ravnosti, ki izhaja iz simulacije,
razpon R......................razlika med Xmin in Xmax,
negotovost s.................standardna deviacija.
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0,09
2 4 8 16
Ravnost/μm
Neg
otov
ost
16-8-168-4-84-2-4
Diagram 6-9: Diagram negotovosti po ravninah za malo ploščo.
Zaradi prihranka časa sem zmanjšal število iteracij pri simulacijah, ki je tako znašalo le
10.000. Zaradi tega je raztros rezultatov morda nekoliko večji, kljub temu pa se iz tabele
lepo vidijo smernice. Za isto merilno mrežo, ki ima enako število merilnih korakov, je
negotovost enaka, pa čeprav se odstopanja od ravnosti za obravnavano ravnino razlikujejo.
Iz gornjega grafa je razvidno, da je negotovost za mrežo 4-2-4 ne glede na neravnost
površine skoraj nespremenjena. Isto velja tudi za mreži 8-4-8 in 16-8-16.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 123 -
Večja mreža
Isto obliko sem obravnaval še enkrat, vendar tokrat z merilno mrežo večjih dimenzij:
- dimenzije mreže: 2032 mm × 1066,8 mm × 2295 mm.
Tudi označevanje merilnih mrež je tu potekalo po istem principu kot pri manjši mreži, le
da se tokrat spremenijo vrednosti odstopanja ravnosti, ki se podvojijo. Tako znaša ravnost
ravnine sedaj 4 µm namesto 2 µm... Nazornejšemu prikazu služi spodnja tabela:
Ravnost/µm Uporabljene mreže
4 indeks 1
8 indeks 2
16 indeks 3
32 indeks 4
4-2-41, 8-4-81, 16-8-161
:
:
4-2-44, 8-4-84, 16-8-164
Tabela 6-9: Uporabljene mreže za obravnavano ravnino.
Nastavljena
ravnost /µm
Oznaka mreže
Povprečna ravnost X
/µm
Xmin /µm
Xmax /µm
Razpon /µm Negotovost
16-8-16
4 16-8-161 4,14 3,877 4,546 0,669 0,091
8 16-8-162 8,086 7,798 8,509 0,711 0,0926
16 16-8-163 15,9772 15,686 16,341 0,6554 0,0916
32 16-8-164 31,735 31,45 32,11 0,0566 0,0927
8-4-8
4 8-4-81 4,21 3,782 4,762 0,98 0,129
8 8-4-82 8,16 7,76 8,71 0,947 0,1288
16 8-4-83 16,0496 15,66 16,661 1,001 0,1289
32 8-4-84 31,796 31,39 32,29 0,91 0,131
4-2-4
4 4-2-41 4,32 3,679 5,008 1,33 0,182
8 4-2-42 8,263 7,68 8,98 1,3 0,179
16 4-2-43 16,147 15,58 16,828 1,248 0,1784
32 4-2-44 31,964 31,295 32,613 1,32 0,1802
Tabela 6-10: V tabeli so zbrani rezultati simulacij za obravnavano ravnino.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 124 -
Tudi v gornji tabeli takoj opazimo, da so vrednosti izračunane negotovosti enake za enako
gostoto merilnih mrež, ne glede na ravnost merilne površine. Očitno je, da ugotovitve iz
simulacij z ravnino manjših dimenzij veljajo tudi tukaj. Ne glede na obliko ploskve in
nastavljene ravnosti površin so rezultati za enako gostoto mreže enaki.
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
4 8 16 32
Ravnost/μm
Neg
otov
ost
16-8-168-4-84-2-4
Diagram 6-10: Diagram negotovosti po ravninah za veliko ploščo.
Kljub temu, da imajo tudi v tem primeru merilne mreže enako število korakov kot pri
manjši mreži, se je negotovost za posamezne ravnine povečala, saj se je povečala tudi
dolžina koraka. Negotovost po posameznih merilnih mrežah ostaja enaka: za mrežo 4-2-4
znaša okoli 0,9 µm, za mrežo 8-4-8 znaša okoli 0,13 µm, za mrežo 16-8-16 pa okoli
0,18 µm. To velja za vse površine ne glede na neravnost površine.
6.2.2 Ravnina 3
Manjša mreža
Ravnina 3 je dimenzijsko enaka in oblikovno podobna prejšnji ravnini, le da tokrat hrib ni
speljan vzdolž plošče, temveč povprek. Dimenzije so enake kot prej:

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 125 -
- dimenzije mreže: 1016 mm × 533,4 mm × 1147,5 mm
Slika 6-3: Obravnavana ravnina – enostaven hrib vzdolž plošče.
Tudi pri tej obliki sem ponovil pristop iz prejšnjega poglavja, generiral sem več oblikovno
enakih ravnin, ki se med seboj razlikujejo po višini (torej po odstopanju od ravnosti –
2 µm, 4 µm, 8 µm in 16 µm), in na njih definiral merilne mreže z različnim številom
merilnih korakov. Uporabljene mreže prikazuje naslednja tabela:
Ravnost/µm Uporabljene mreže
2 indeks 1
4 indeks 2
8 indeks 3
16 indeks 4
4-2-41, 8-4-81, 16-8-161
:
:
4-2-44, 8-4-84, 16-8-164
Tabela prikazuje ravnine z ustreznimi indeksi, ki so bile uporabljene za različne vrednosti
odstopanja od ravnosti – od mreže z indeksom 1 (4-2-41, 8-4-81 in 16-8-161), ki označuje
ravnino z odstopanjem od ravnosti 2 µm, do indeksa 4, ki sem ga uporabil za ravnino s
16 µm odstopanjem od ravnosti (mreže 4-2-44, 8-4-84 in 16-8-164).
Rezultati simulacij so zbrani v spodnjih tabelah:

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 126 -
Nastavljena ravnost
/µm
Oznaka mreže
Povprečna ravnost X
/µm
Xmin/µm Xmax/µm Razpon /µm Negotovost
16-8-16
2 16-8-161 2,0897 1,976 2,3 0,325 0,0396
4 16-8-162 4,1853 4,077 4,388 0,311 0,0398
8 16-8-163 8,29 8,1788 8,475 0,296 0,03967
16 16-8-164 16,489 16,374 16,671 0,297 0,0395
8-4-8
2 8-4-81 2,12 1,959 2,352 0,393 0,054
4 8-4-82 4,216 4,057 4,459 0,402 0,0544
8 8-4-83 8,32 8,152 8,547 0,395 0,055
16 8-4-84 16,502 16,3486 16,729 0,381 0,0544
4-2-4
2 4-2-41 2,16 1,955 2,455 0,499 0,07874
4 4-2-42 4,256 4,034 4,594 0,56 0,0778
8 4-2-43 8,354 8,128 8,692 0,564 0,0789
16 4-2-44 16,54 16,3126 16,85 0,5385 0,0778
Tabela 6-11: Tabela prikazuje rezultate simulacij obravnavane ravnine.
Rezultati se ujemajo s tistimi iz za malo mrežo pri ravnini 2. Za enake mreže se vrednosti
standardne negotovosti ne glede na obliko in ravnost ravnine ne razlikujejo bistveno.
0
0,01
0,02
0,03
0,04
0,05
0,06
0,07
0,08
0,09
2 4 8 16
Ravnost/μm
Neg
otov
ost
16-8-168-4-84-2-4
Diagram 6-11: Diagram negotovosti po ravninah za malo ploščo.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 127 -
Večja mreža
Poglejmo si sedaj enako ravnino, le da je večjih dimenzij.
- dimenzije mreže: 2032 mm × 1066,8 mm × 2295 mm.
Tako kot pri ravnini 2, kjer je hrib potekal po širini plošče, temelji označevanje merilnih
mrež tudi v tem primeru na istem principu kot pri manjši mreži, in tudi tokrat se odstopanja
ravnosti spreminjajo. Spodnji tabeli prikazujeta oznake uporabljenih merilnih mrež,
stopnje ravnosti površine in rezultate simulacij.
Ravnost/µm Uporabljene mreže
4 indeks 1
8 indeks 2
16 indeks 3
32 indeks 4
4-2-41, 8-4-81, 16-8-161
.
.
4-2-44, 8-4-84, 16-8-164
Nastavljena ravnost
/µm
Oznaka mreže
Povprečna ravnost X
/µm
Xmin /µm
Xmax /µm
Razpon /µm Negotovost
16-8-16
4 16-8-161 4,0658 3,744 4,48 0,73 0,0925
8 16-8-162 8,037 7,705 8,5203 0,815 0,0917
16 16-8-163 16,037 15,71 16,405 0,695 0,0928
32 16-8-164 32,0196 31,6838 32,382 0,698 0,0923
8-4-8
4 8-4-81 4,043 3,476 4,67 1,194 0,1268
8 8-4-82 8,173 7,73 8,574 0,939 0,1276
16 8-4-83 16,074 15,611 16,603 0,9914 0,1293
32 8-4-84 32,063 31,619 32,556 0,937 0,1259
4-2-4
4 4-2-41 4,045 3,539 4,748 1,208 0,1796
8 4-2-42 8,018 7,435 8,7516 1,316 0,181
16 4-2-43 16,07 15,33 16,68 1,258 0,1785
32 4-2-44 31,985 31,43 32,626 1,196 0,179
Tabela 6-12: V tabeli so zbrani rezultati simulacij za obravnavano ravnino.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 128 -
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
4 8 16 32
Ravnost/μm
Neg
otov
ost
16-8-168-4-84-2-4
Diagram 6-12: Diagram negotovosti po ravninah za veliko ploščo.
Tudi v tem primeru lahko opazimo, da so vrednosti negotovosti enake za enake merilne
mreže, ne glede na ravnost merilne površine. Očitno je, da ugotovitve iz simulacij z
ravnino manjših dimenzij veljajo tudi tukaj. Tudi če rezultate za to ravnino primerjamo z
rezultati prejšnje ravnine (za veliko ploščo), se rezultati ujemajo.
6.2.3 Ravnina 4
Odločil sem se, da bom poleg običajnih oblik preizkusil še kakšno bolj eksotično ravnino,
do katere bi v realnosti bolj težko prišlo, možno pa je, da bi se pri taki ravnini zaradi
oblikovnih posebnosti lahko pokazale kakšne pomanjkljivosti ali napake. Tokrat sem
simuliral samo mrežo, razpeto na večjo ploščo:
- dimenzije mreže: 2032 mm × 1066,8 mm × 2295 mm.
Kot prvo takšno nenavadno ravnino sem določil ravnino, ki je zanimiva zaradi tega, ker
ima pol ploskve dvignjene nad središčno linijo, polovica ploskve pa je pod središčno linijo.
Ravnina nekoliko spominja na zastavo, ki plapola v vetru.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 129 -
Tudi pri tej ravnini sem pri obravnavanju merilnih mrež uporabil isti princip kot pri ostalih
ravninah, zato oznak za merilne mreže ne bom posebej razlagal.
Nastavljena ravnost
/µm
Oznaka mreže
Povprečna ravnost X
/µm
Xmin/µm Xmax/µm Razpon /µm Negotovost
16-8-16
10 16-8-161 9,99 9,681 10,435 0,754 0,0928
15 16-8-162 14,91 14,62 15,3 0,683 0,0937
25 16-8-163 24,93 24,59 25,307 0,711 0,0932
35 16-8-164 35,03 34,66 35,48 0,823 0,093
8-4-8
10 8-4-81 10,047 9,606 10,558 0,9525 0,1298
15 8-4-82 14,97 14,52 15,48 0,958 0,1303
25 8-4-83 24,89 24,49 25,41 0,913 0,1303
35 8-4-84 35,09 34,59 35,54 0,95 0,1295
4-2-4
10 4-2-41 10,1354 9,4645 10,886 1,4216 0,1818
15 4-2-42 15,05 14,44 15,8 1,357 0,1816
25 4-2-43 25,08 24,44 25,78 1,337 0,18
35 4-2-44 35,07 34,349 35,75 1,3 0,1808
Tabela 6-13: V tabeli so zbrani rezultati simulacij za obravnavano ravnino.
Tudi v tem primeru je razvidno, da se rezultati ujemajo z dosedanjimi rezultati za mreže
enakih karakteristik. V tem primeru imamo še dodatno posebnost, saj znašajo ravnosti
generiranih ravnin 10 µm, 15 µm, 25 µm in 35 µm, kar se ne ujema z ravnostjo do sedaj

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 130 -
generiranih ravnin (ravnini 2 in 3). Drugačne vrednosti odstopanja ravnosti so nastavljene
namenoma, da se izognemo morebitnemu ponavljanju pogojev. Kljub temu je negotovost
za isto dimenzijo mreže skoraj identična.
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
10 15 25 35
Ravnost/μm
Neg
otov
ost
16-8-168-4-84-2-4
Diagram 6-13: Diagram negotovosti po ravninah za veliko ploščo.
6.2.4 Ravnina 5
Pri tej ravnini se amplituda motnje (hriba) na desni strani spremeni, ko preidemo na levo
stran ravnine, kjer se sedaj nahaja dvojni val polovične dolžine. Tako obliko mreže sem si
zamislil, ker sem smatral, da bi na njej najhitreje lahko videli morebiten vpliv različnih
motenj na negotovost. Obstaja namreč velika verjetnost, da bo kratke valove na levi strani
uporaba bolj grobe mreže z manjšim številom korakov enostavno ignorirala oz. prezrla.
Tokrat sem simuliral samo mrežo, razpeto na večjo ploščo:
- dimenzije mreže: 2032 mm × 1066,8 mm × 2295 mm.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 131 -
Merilne mreže so nastavljene po istem vzorcu kot doslej, zato je najbolje, da kar
pogledamo rezultate simulacij. Tudi to simulacijo sem izvedel s po 10.000 iteracijami, kar
je sicer malo in lahko povzroči nekoliko večje medsebojno odstopanje rezultatov, vendar
tudi ta številka ni tako mala, da bi bila ta nihanja prevelika oz. rezultati nezanesljivi.
Nastavljena ravnost
/µm
Oznaka mreže
Povprečna ravnost X
/µm
Xmin/µm Xmax/µm Razpon /µm Negotovost
16-8-16
6,3 16-8-161 6,3 6,0 6,76 0,76 0,0925
9,4 16-8-162 9,42 9,07 9,802 0,73 0,0929
12,5 16-8-163 12,45 12,14 12,8 0,664 0,0932
21,6 16-8-164 21,64 21,35 21,643 0,687 0,093
8-4-8
6,3 8-4-81 6,36 5,955 7,018 1,063 0,1298
9,4 8-4-82 9,44 9,00 9,95 0,952 0,1309
12,5 8-4-83 12,51 12,07 13,069 0,9993 0,1307
21,6 8-4-84 21,7 21,3 22,41 1,1 0,13
4-2-4
6,3 4-2-41 6,262 5,699 6,8553 1,156 0,1792
9,4 4-2-42 9,38 8,85 10,013 1,1632 0,1775
12,5 4-2-43 12,49 11,9 13,09 1,196 0,174
21,6 4-2-44 21,65 21,07 22,248 1,1782 0,1782
Tabela 6-14: Prikaz rezultatov simulacij obravnavane ravnine.
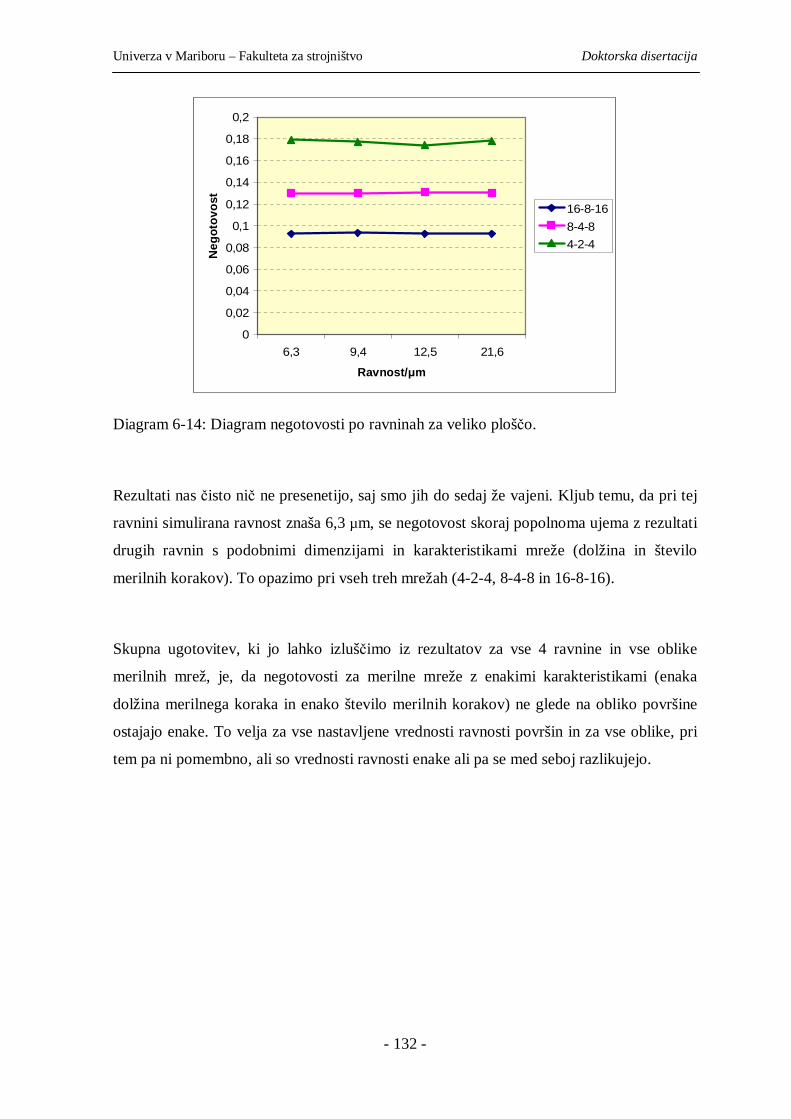
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 132 -
0
0,02
0,04
0,06
0,08
0,1
0,12
0,14
0,16
0,18
0,2
6,3 9,4 12,5 21,6
Ravnost/μm
Neg
otov
ost
16-8-168-4-84-2-4
Diagram 6-14: Diagram negotovosti po ravninah za veliko ploščo.
Rezultati nas čisto nič ne presenetijo, saj smo jih do sedaj že vajeni. Kljub temu, da pri tej
ravnini simulirana ravnost znaša 6,3 µm, se negotovost skoraj popolnoma ujema z rezultati
drugih ravnin s podobnimi dimenzijami in karakteristikami mreže (dolžina in število
merilnih korakov). To opazimo pri vseh treh mrežah (4-2-4, 8-4-8 in 16-8-16).
Skupna ugotovitev, ki jo lahko izluščimo iz rezultatov za vse 4 ravnine in vse oblike
merilnih mrež, je, da negotovosti za merilne mreže z enakimi karakteristikami (enaka
dolžina merilnega koraka in enako število merilnih korakov) ne glede na obliko površine
ostajajo enake. To velja za vse nastavljene vrednosti ravnosti površin in za vse oblike, pri
tem pa ni pomembno, ali so vrednosti ravnosti enake ali pa se med seboj razlikujejo.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 133 -
7. ZAKLJUČEK
Metoda Union Jack, ki smo jo obravnavali v tej nalogi, kljub svoji starosti še vedno
zadovoljivo izpolnjuje skoraj vse zahteve. Do parametrov površine, ki jo merimo s to
metodo, pridemo hitro, enostavno in elegantno, hkrati pa z meritvijo oziroma z merilno
mrežo pokrijemo večji del površine. Edina slabost, ki bi jo tej metodi teoretično lahko
očitali, je slabo pokritje površin kvadrantov. V praksi se izkaže, da so rezultati primerljivi s
pravokotno mrežo, ki sicer mnogo bolje pokrije površino, je pa zato samo izvajanje te
metode zaradi bistveno večjega števila merilnih korakov mnogo bolj zamudno in naporno,
pa tudi možnosti, da bi pri meritvi naredili kako napako, je mnogo več. In ker želimo
takrat, ko rezultate tudi dejansko potrebujemo oziroma ko se pokaže potreba, da izvedemo
umerjanje neke merilne plošče, to opraviti čim hitreje, saj je čas denar, lahko postopku
Union Jack spregledamo še to pravkar omenjeno navidezno slabost.
Prav zaradi tega je padla odločitev, da bo prav ta metoda uporabljena za osnovo modela, s
katerim bomo simulirali različne navidezne modele. Ta pristop je zanimiv zaradi tega, ker
moramo za izvajanje simulacije oceniti faktorje, ki vplivajo na merilni sistem, nato pa
lahko poljubno definirano ravnine, ki jih želimo analizirati. Seveda smo tudi z analizo
modela omejeni, v našem primeru je bila največja omejitev premajhen izbor merilne
opreme. Osnovne raziskave vplivov okolice (predvsem temperature) smo izvajali na
granitni merilni plošči večjih dimenzij, katere izhodiščno odstopanje ravnosti je konkretno
presegalo za ta razred plošče dovoljeno odstopanje. Zaradi velike debeline plošče je bil še
največji problem določitev vpliva nihanja temperatur na meritev, saj je plošča dokaj toga in
ne reagira takoj na motnje iz okolja.
V naslednjem koraku je bilo nujno določiti, kolikokrat je potrebno simulacijo izvajati, da
dobimo stabilne rezultate. Te korake smo poimenovali iteracije. Tudi v tem primeru se
znajdemo pred nekaterimi omejitvami in predpostavkami. Osnovna predpostavka je bila ta,
da z večanjem števila iteracij zajamemo večji del dejansko možnih vrednosti, kar se mora
videti na rezultatih. Pri manjšem številu iteracij je večje tudi nihanje dobljenih rezultatov,
pri čemer ni važno, ali gre pri tem za ravnost ali negotovost. Rezultati to izkazujejo, saj se
razpon vrednosti, ki jo simulacija pokrije, s številom iteracij veča, opazimo pa, da limitira
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 134 -
proti neki določeni meji. Sledil je naslednji korak, kajti s poskusi je bilo ugotovljeno, da se
vrednosti stabilizirajo pri številu iteracij, ki je nekje okoli 10.000. Zaradi časovno
zamudnih simulacij si več kot 50.000 simulacij enostavno ne moremo privoščiti, sploh pa
ne pri sklopu simulacij, kjer 50.000 iteracij v simulaciji izvajamo po 10-krat (ali celo
večkrat). Čas, potreben za simulacijo, namreč ne narašča linearno s številom iteracij, pač
pa prej kvadratno. Tudi v tem primeru se je bilo potrebno odločiti za neko število iteracij,
pri katerem bi rezultate dobili hitro, hkrati pa bi bili zanesljivi. Na osnovi opravljenih
testov smo se odločili za vrednosti med 10.000 in 50.000 iteracij.
Po obravnavi simulacij lahko ugotovimo, da so njihovi rezultati presenetljivi. Na začetku te
naloge smo izhajali iz stališča, da na negotovost meritve vpliva oblika ravnine, ki jo
merimo. Površine, ki jih merimo, je mogoče približati prostorskim krivuljam, nekako
podobno, kot če želimo v obod kroga oziroma krožnice zarisati črte – z več črtami se lahko
boljše in natančneje približamo obliki krožnice, s tem ko povečamo število črt. Tudi za
meritve ravnosti je bila osnovna predpostavka, da lahko z bolj drobno mrežo, torej tako, ki
ima bolj kratke merilne korake, teh pa seveda ustrezno več, bolje pokrijemo površino in se
bolje približamo dejanskemu stanju. Slabost bolj drobne in natančne mreže je seveda ta, da
podaljša čas izvajanja meritve, včasih celo po nepotrebnem. Z bolj grobo mrežo lahko
meritev opravimo bistveno hitreje, se pa zaradi velike dolžine merilnih korakov le slabo
približamo obliki dejanske površine. Zaradi slabšega pokrivanja grobe mreže smo
pričakovali, da bodo temu primerno večje tudi negotovosti take meritve. Ta predpostavka
se je izkazala za pravilno. Hkrati smo želeli dokazati ustreznost izhodiščne hipoteze, da bo
sprememba oblike površine ob uporabi grobe mreže, ki bo to drugačno površino slabše
zajela, prav tako vplivala na rezultate meritve in rezultirala z ustrezno večjo negotovostjo.
Prav to smo s pomočjo kopice simulacij različnih ravnin tudi poskušali dokazati, vendar so
na koncu rezultati simulacij pokazali sliko, ki je bila popolnoma drugačna od pričakovane.
Prvi dobljeni rezultati so kazali na to, da bi naša izhodiščna predpostavka lahko držala, saj
so se ob spremembi gostote merilne mreže ustrezno spremenili tudi rezultati. Negotovost
pri bolj drobni mreži, ki se je profilu površine bolje približala, je bila manjša kot pri bolj
grobi mreži, ki je profil površine slabše zajela. Ker pa na osnovi ene same obravnavane
ravnine, povrhu pa ob le eni stopnji generirane ravnosti ploskve, ne moremo sklepati, da to

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 135 -
drži tudi na splošno za več oblik in ravnin, je postalo jasno, da moramo nujno razširiti
število obravnavanih ravnin. Prav zaradi primerljivosti smo se odločili, da bomo uporabili
enostavne ravnine, ki se bodo poleg oblike med seboj razlikovale le po dimenziji osnovne
plošče ter po stopnji odstopanja ravnosti. Na to ravnino smo položili več merilnih mrež z
različno gostoto oziroma z različnim številom merilnih korakov.
Definirali smo 4 ravnine, vsako s svojo osnovno obliko. Pri prvih dveh ravninah (ravnina 2
in 3) je bila oblika podobna, le smer motnje je bila enkrat vzdolž, drugič pa povprek
plošče. V tem primeru smo za osnovo vzeli dve velikosti plošče, poleg tega pa še vsako s
štirimi različnimi vrednostmi ravnosti. Razred ravnosti se je ujemal s tistimi, ki jih
najpogosteje srečujemo v praksi. Naslednji dve ravnini sta bili nekoliko drugačni, pri prvi
ravnini (ravnina 4) gre za enakomerno motnjo v obliki vala preko celotne dolžine plošče,
ravnina 5 pa je nadgradnja te ravnine, saj je dolžina motnje na eni polovici plošče
prepolovljena. Pri teh dveh ravninah smo obravnavali le eno dimenzijo – veliko. Tudi pri
teh dveh ravninah smo definirali 4 različne nivoje odstopanja od ravnosti. Pri 4. ravnini se
je ravnost povečevala v enakomernih korakih. To je bilo izbrano z namenom, da se
pokažejo morebitni vplivi na rezultate. V nasprotju s tem je imela 5. ravnina ravnost
izbrano popolnoma neenakomerno, brez kakršnegakoli zaporedja oz. enakomernosti. Za
vsako obliko, velikost in ravnost ravnine smo obravnavali 3 različno grobe merilne mreže,
in sicer zelo grobo s 4 merilnimi koraki, srednje grobo z 8 merilnimi koraki in fino mrežo s
16 merilnimi koraki. Skupno smo obravnavali kar 72 različnih merilnih mrež.
Prav z obravnavo teh novih simuliranih ravnin se je naša osnovna predpostavka
spremenila. Pri oblikovno isti ravnini, ki je imela različne vrednosti odstopanja od ravnosti,
je simulacija pokazala, da so negotovosti enake ne glede na merilno mrežo, ki je bila pri
modelu uporabljena. Če smo spremenili gostoto merilne mreže, torej zmanjšali število
merilnih korakov in povečali njihovo dolžino, se je spremenila tudi negotovost meritve. Pri
večjem številu meritev s krajšo dolžino koraka so bile negotovosti manjše ter so se večale z
manjšanjem števila korakov, ki pa so bili daljši. Spremembe niso enake spremembam
gostote mreže, kar pomeni, da se ob zmanjšanju števila korakov na polovico, pri čemer
podvojimo dolžino merilnega koraka, negotovost ne podvoji, se pa enakomerno poveča za
neko vrednost. In ob ponovni spremembi se negotovost ponovno enakomerno spremeni,
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 136 -
vendar se tudi sedaj ne spremeni za 100 %, temveč le za nek delež prejšnje (oziroma
osnovne) vrednosti.
Glede na gornje ugotovitve oziroma glede na izsledke, ki jih lahko potegnemo na osnovi
vseh obravnavanih modelov ter njihovih rezultatov, lahko zaključimo, da je negotovost
merjenja obravnavane ravnine odvisna le od gostote merilne mreže, torej od osnovnih
parametrov merilne mreže:
- od števila merilnih korakov ter
- od dolžine merilnega koraka.
Seveda je negotovost odvisna tudi od ostalih vplivnih faktorjev, vendar smo predvideli, da
se le-ti med simulacijo niso spreminjali oziroma so ostali v definiranih mejah. Edina
veličina, ki se je od simulacije do simulacije spreminjala, je bila gostota merilne mreže,
katere dimenzije smo prilagajali obliki in velikosti merilne plošče.
Z rezultati simulacij smo ovrgli stališče, iz katerega smo izhajali, da bi lahko bila
negotovost funkcija oblike površine. Izkazalo se je, da negotovost v nasprotju s
pričakovanji ni funkcija oblike površine merilne plošče, temveč je neposredno odvisna le
od dveh parametrov merilne mreže.
Prvi parameter je število merilnih korakov – več je merilnih korakov, bolj se negotovost
veča. To je razumljivo, saj večanje števila merilnih korakov linearno in neposredno veča
število meritev kota, ki jih moramo opraviti za merjenje ravnosti površine. Posledično s
tem sicer izboljšamo tudi pokritost površine, podaljšamo pa čas, potreben za izvajanje
meritve. Večanje števila merilnih korakov je morda teoretična opcija za simulacije, kjer ni
pomembno, kako hitro posamezno simulacijo z več 10.000 iteracijami opravimo, v praksi
pa smo omejeni z izhodišči merilne metode (sodo število merilnih korakov po vsaki liniji,
ustrezno razmerje dimenzij stranic, razmerje med številom korakov po posameznih linijah,
dimenzije merilne plošče...) in možnostmi, ki jih nudi merilna oprema. Pri slednjem je še
največja omejitev dolžina podnožja elektronske libele, ki neposredno narekuje izbiro
Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 137 -
merilnega koraka. Število merilnih korakov je tudi neposredno povezano z drugim
parametrom – z dolžino koraka.
Dolžina merilnega koraka je torej drugi parameter, ki neposredno vpliva na negotovost. Z
daljšanjem merilnega koraka se negotovost veča. Če dobro razmislimo, je tudi to
razumljivo, saj se daljšanje merilnega koraka izraža kot:
- slabše pokritje površine, kar poveča možnost, da pri meritvi ne zajamemo katerega od
odstopanj na površini merilne plošče,
- sprememba razlike med vrednosti kotov posameznih merilnih korakov.
Slabše pokritje površine pomeni, da bomo pri povečanju koraka za 100 % na isti liniji
lahko opravili le polovico merilnih korakov. Tako namesto npr. 8 merilnih korakov
dobimo le 4, kar se izraža v 5 naležnih točkah merilne libele s površino (namesto 9), to pa
predstavlja zmanjšanje za približno 45 %. Vsa površina med naležnimi točkami ostane
"neraziskana", to pa pomeni, da ostane pri meritvi neovrednoten tudi vpliv lokalnih
neravnin in napak, ki se lahko nahajajo med temi naležnimi točkami.
Ker se dolžina merilnega koraka podaljša, hkrati pa se zmanjša njihovo število, se ob
pogoju, da moramo z manj koraki dosegati enake višinske razlike (ki predstavljajo
neravnost površine), spremeni tudi razlika med vrednosti kota posameznih merilnih
korakov. Če sta v prvem primeru iz prejšnjega odstavka (z 8 merilnimi koraki po liniji) za
skok na neko vrednost neravnosti zadoščala dva koraka, mora za enak skok po zmanjšanju
merilnih korakov na 4 zadoščati le en korak. Razlika med nagibom tega in naslednjega
koraka se s tem podvoji – če je v prvem primeru razlika znašala 1", znaša sedaj 2".
Kot vsaka druga trditev pa ima tudi naša določene omejitve. Pri enakih pogojih okolice je
negotovost funkcija geometrije mreže, ne pa oblike površine, vendar, ali morebiti obstajajo
določene izjeme?

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 138 -
Če vzamemo za primer ravnino, katere neravnost znaša 1 µm, ter za to ravnino ugotovimo,
da znaša njena negotovost 0,1 µm, se nam zdi to sprejemljivo. Tudi ravnina popolnoma
enake oblike, le močneje ukrivljena, tako da znaša njena neravnost 10 µm, se načeloma še
lepo sklada z enako vrednostjo negotovosti. Pri neki zelo veliki neravnosti površine, npr.
100 µm, pa se nam zdi negotovost 0,1 µm vseeno premajhna. Kljub temu, da smo dokazali,
da tudi v tem primeru velikostni razred negotovosti ustreza in da ima tudi taka ravnina
enako negotovost kot tista prva, katere neravnost znaša le 1 µm, pa so naši dvomi deloma
upravičeni. Ne zato, ker bi naredili kako napako, temveč zaradi osnovne karakteristike
merilnega sredstva, ki ga ob meritvi uporabljamo, elektronske libele torej.
Za elektronske libele oziroma za večino merilne opreme velja, da je najboljše meriti v
merilnem področju, ki je najbližje izhodišču. Karakteristika elektronske libele je taka, da
bolj kot se oddaljujemo od tega izhodišča, bolj nezanesljivi so rezultati. Z večanjem
merjenih vrednosti tako sčasoma pridemo do konca še uporabnega linearnega merilnega
območja naprave. Prav zaradi tega je ustrezna kalibracija vsake merilne priprave še kako
potrebna. Spremembo linearne karakteristike prikazuje spodnji graf, ki ga je sicer podal
proizvajalec, vendar številke na njem niso merodajne – navedene so le kot primer.
Dejanske vrednosti so bistveno manjše.
V primeru, ko bi bila neravnost površine tako velika, da bi pri isti meritvi operirali z
rezultati od izhodišča pa vse do območja, kjer z merilnimi vrednostmi zapustimo območje
linearnosti, bi se lahko zgodilo, da bi bila negotovost meritve drugačna – glede na
predhodne rezultate bi se povečala. Zmotno bi lahko sklepali, da je v takih ekstremnih
primerih negotovost vendarle odvisna od oblike površine.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- 139 -
Ugotovitev, da je pri merjenju ravnosti površine negotovost v prvi vrsti odvisna od
geometrije merilne mreže (torej od števila korakov in njihove dolžine), velja z določenimi
racionalnimi omejitvami. Predvsem se moramo omejiti na merjenje površin, katerih nagibi
na posameznih predelih ne presegajo merilnega področja merilne naprave oziroma ne
zapuščajo območja linearnosti merilne naprave. Resnici na ljubo bi v merilnem laboratoriju
le s težavo našli merilno ploščo, ki bi izkazovala takšno stopnjo neravnosti.
Poleg že vsega napisanega velja meniti, da poleg zaključkov in odgovorov, ki jih prinaša ta
naloga, obravnavana tematika odpira tudi kopico vprašanj in področij, katerim bi veljalo
nameniti posebno pozornost. Dve pomembnejši sta:
- analiza vpliva prečnega nagiba libele na izmerjeno vrednost nagiba ter
- razširjena analiza vplivov temperature na merilno karakteristiko libele.
Pri obravnavanju vpliva prečnega nagiba na rezultate se znajdemo pred problemom, ki ga
deloma priznavajo že proizvajalci. Vsaka elektronska libela ima v dokumentaciji zapisan
tudi podatek o največjem dovoljenem prečnem nagibu, nikjer pa ni zapisano, ali je merilna
karakteristika za različne prečne nagibe res popolnoma linearna oziroma kako se
spreminja, če prekoračimo mejne vrednosti. Že nekoliko obširnejša primerjava obnašanja
več tipov libel različnih proizvajalcev pri upoštevanju različnega nastavljenega prečnega
nagiba bi lahko nekoliko osvetlila to problematiko. Smiselno bi bilo preučiti vpliv
prečnega nagiba na izmerjene vrednosti, ki jih kaže libela, in morebiti ugotoviti področje, v
katerem libele še izkazujejo linearno merilno karakteristiko.
Poudariti je potrebno, da smo obravnavali le pomembnejše faktorje, ki v večji meri
vplivajo na meritev oziroma s tem na rezultate. Za vrednotenje nekaterih smo si pomagali s
podatki iz lastnih umerjanj, pri drugih smo uporabili navedbe proizvajalca, pri tretjih spet
smo si pomagali z ustreznimi poenostavitvami. Namen raziskave ni bil, do bi do popolnosti
raziskali faktorje, ki vplivajo na meritev, njihove izvore in način delovanja med meritvijo
ter jih do potankosti ovrednotili, saj bi to zahtevalo preobširne raziskave, ob katerih bi se
odprla kopica novih problemov. Nekaterih področij smo se tako le dotaknili oziroma
problematiko le nakazali.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- A -
SEZNAM UPORABLJENIH VIROV
[1] Kennedy, Hoffman, Bond: "Inspection and Gaging", 6th Edition, Industrial Press
Inc., New York, 1987.
[2] H. J. Warnecke: "Fertigungsmeßtechnik – Handbuch für Industrie und
Wissenschaft", Springer Verlag, Berlin – Heidelberg – New York – Tokyo, 1984.
[3] Francis T. Farago: "Handbook of Dimensional Measurement", 3rd Edition, Industrial
Press Inc., 200 Madison Avenue, New York, 1994.
[4] Möller-Wedel: "Autokolimatoren – Wir messen jeden Winkel", Möller-Wedel, Wedel
bei Hamburg, Germany, 1993.
[5] Federal Specification: "GGG-P-463c – Plate, Surface", National Bureau of
Standards Publications, 1973.
[6] Federal Specification: "GGG-P-463c – Plate, Surface (Inch and Metric),
Amendment-1", National Bureau of Standards Publications, 1977.
[7] DIN ISO 230-1: "Prüfregeln für Werkzeugmaschinen – Teil 1: Geometrische
Genauigkeit von Maschinen, die ohne Last oder unter Schlichtbedingungen
arbeiten", Deutsches Institut für Normung, Berlin, 1999.
[8] DIN 876-1: "Prüfplatten – Prüfplatten aus Naturhartgestein", Deutsches Institut für
Normung, Berlin, 1984.
[9] DIN 877, "Neigungsmeßgeräte (Richtwaagen)", Deutsches Institut für Normung,
Berlin, 1986.
[10] DIN 2276-2, "Neigungsmeßeinrichtungen – Elektronische
Neigungsmeßeinrichtungen", Deutsches Institut für Normung, Berlin, 1986.
[11] Taylor Hobson: "Talyvel 4 – Operators Handbook", Taylor Hobson Limited,
Leicester, 1997.
[12] Taylor Hobson: "Computerised flatness, straightness and angular indexing
measuring system using the Talyvel or DA series Autocollimators", Rev. 3, Taylor
Hobson Limited, Leicester, 1997.
[13] Wyler: "Wyler Mess- und Auswertesystem mit Geometriemessprogramm Levelsoft",
Wyler AG, Winterthur, 1999.
[14] Wyler: "Inclination measurement: Yesterday, Today, Tomorrow", Wyler AG,
Winterthur, 1999.
[15] Wyler: "Bedienungsanleitung: Leveltronic NT", Wyler AG, Winterthur, 1999.

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- B -
[16] Hewlett Packard: " Laser Measurement System 5528A – User´s Guide", Hewlett
Packard.
[17] B. Ačko, A. Šostar: "Omejitve pri uporabi laserskega interferometra", Fakulteta za
strojništvo Maribor, Maribor, 1993.
[18] DIN 2276-1, "Neigungsmeßeinrichtungen – Röhrenlibellen", Deutsches Institut für
Normung, Berlin, 1986.
[19] Breuckmann, Bernd: "Bildverarbeitung und optische Meßtechnik in der industriellen
Praxis", Franzis-Verlag, München, 1993.
[20] Rosenberger, Dieter: "Technische Anwendungen des Lasers", Springer Verlag,
Berlin, 1975.
[21] VDI Berichte 548: "Laserinterferometrie in der Längenmeßtechnik", VDI Verlag,
1989.
[22] Eugene L. Grant, Richard S. Leavenworth: "Statistical Quality Control", 7th Edition,
The McGraw-Hill Companies, Inc., New York, 1996.
[23] Alex F Bielajew: "Fundamentals of the Monte Carlo method for neutral and charged
particle transport", The University of Michigan, 2001.
[24] Sabri Pllana: "History of the Monte Carlo Method",
http://stud2.tuwien.ac.at/~e9527412/history.html
[25] Computational Science Education Project: "Introduction to Monte Carlo Methods",
1995 (http://csep1.phy.ornl.gov/mc/mc.html).
[26] "The MacTutor History of Mathematics archive", http://www-groups.dcs.st-
and.ac.uk/~history/Mathematicians/Buffon.html
[27] C. Torrence and G. P. Compo: "A Practical Guide to Wavelet Analysis",
http://paos.colorado.edu/research/wavelets/montecarlo.html, 1998.
[28] "VDI/VDE-Richtlinien 2627, Blatt 1, Meßräume – Klassifizierung und Kenngrößen,
Planung und Ausführung", VDI, Düsseldorf, 1994.
[29] D. J. Whitehouse: "The Handbook of Surface Metrology", Taylor & Francis, 1994

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- C -
Življenjepis
Osebni podatki
ime in priimek: Andrej Gusel
rojen: 11. marec 1971, Slovenj Gradec
Izobraževanje
1977 - 1985 Osnovna šola Prežihov Voranc v Mariboru;
1985 - 1989 Srednja naravoslovna šola v Mariboru (2. gimnazija);
1989 - 1995 Tehniška fakulteta Maribor – VTO strojništvo, smer Konstrukterstvo in
gradnja strojev; diplomiral 23.02.1995 (visokošolski študij);
1997 – 2000 magistrski študij na Fakulteti za strojništvo, Maribor, smer Proizvodno
strojništvo; magistriral 7. 4. 2000;
2000 doktorski študij;
Zaposlitev
1996 – 1997 Zaposlen v projektantskem podjetju IBE, d.d., Ljubljana, najprej kot
pripravnik, nato kot projektant;
1997 Zaposlitev na Fakulteti za strojništvo, Maribor, kot mladi raziskovalec;
1997 prva izvolitev v naziv asistenta za predmetno področje Tehnološke
meritve in kakovost in Obdelovalne tehnologije in sistemi;
2000 druga izvolitev v naziv asistenta za ista predmetna področja;
2002 razširitev izvolitve za predmetno področje Elektrotehnika;
2005 zaposlitev v Mariborski livarni Maribor

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- D -
Bibliografija
ČLANKI IN DRUGI SESTAVNI DELI
1.08 Objavljeni znanstveni prispevek na konferenci
1. AČKO, Bojan, ŠOSTAR, Adolf, GUSEL, Andrej. Reduction of uncertainty in calibration of gauge blocks. V: AFJEHI-SADAT, A. (ur.), DURAKBASA, M.N. (ur.), OSANNA, P.H. (ur.). 16th IMEKO World Congress, Vienna, Sept. 25-28, 2000. IMEKO 2000 : proceedings. Vol. 9. Topic 21, Estimation of uncertainty and errors in measurement. Topic 23, Expert systems in descision making. Topic 24, Evaluation of measurement results. Topic 29, X-ray techniques. Topic 30, Artificial intelligence in measurement techniques. Wien: Abteilung Austauchbau und Messtechnik, cop. 2000, str. 3-7. [COBISS.SI-ID 5664022]
2. GUSEL, Andrej, AČKO, Bojan, ŠOSTAR, Adolf. Assuring the traceability of electronic levels for calibration of granite surface plates. V: DURAKBASA, M.N. (ur.), AFJEHI-SADAT, A. (ur.), OSANNA, P.H. (ur.). IMEKO 2000 : proceedings. [Wien]: Abteilung Austauschbau und Messtechnik, cop. 2000, 4 str. [COBISS.SI-ID 5678102]
1.12 Objavljeni povzetek znanstvenega prispevka na konferenci
3. GUSEL, Andrej, AČKO, Bojan, ŠOSTAR, Adolf. Assuring the traceability of electronic levels for calibration of granite surface plates. V: DURAKBASA, M.N. (ur.), OSANNA, P.H. (ur.), AFJEHI-SADAT, A. (ur.). 16th IMEKO World Congress, Vienna, Sept. 25-28, 2000. IMEKO 2000 : proceedings. Vol. 1, Abstracts and plenary papers. Wien: Abteilung Austauschbau und Messtechnik, cop. 2000, str. 131. [COBISS.SI-ID 5677846]
4. AČKO, Bojan, ŠOSTAR, Adolf, GUSEL, Andrej. Reduction of uncertainty in calibration of gauge blocks. V: DURAKBASA, M.N. (ur.), OSANNA, P.H. (ur.), AFJEHI-SADAT, A. (ur.). 16th IMEKO World Congress, Vienna, Sept. 25-28, 2000. IMEKO 2000 : proceedings. Vol. 1, Abstracts and plenary papers. Wien: Abteilung Austauschbau und Messtechnik, cop. 2000, str. 327. [COBISS.SI-ID 5676054]
MONOGRAFIJE IN DRUGA ZAKLJUČENA DELA
2.09 Magistrsko delo
5. GUSEL, Andrej. Primerjava natančnosti postopkov merjenja ravnosti površin merilnih plošč : magistrsko delo. Maribor: [A. Gusel], 2000. VIII, 174 f., ilustr. [COBISS.SI-ID 5536022]

Univerza v Mariboru – Fakulteta za strojništvo Doktorska disertacija
- E -
2.11 Diplomsko delo
6. GUSEL, Andrej. Vpliv sredstev za dekapiranje na obstojnost galvansko pocinkanih in kromatiranih površin spojnih stremen električnih vodnikov : diplomsko delo, (Fakulteta za strojništvo, Diplomska dela visokošolskega študija). Maribor: [A. Gusel], 1995. IV, 67 str., ilustr. [COBISS.SI-ID 1796886]
2.12 Končno poročilo o rezultatih raziskav
7. ŠOSTAR, Adolf, KOVAČ, Igor, AČKO, Bojan, MILFELNER, Miran, ŽILJCOV, Jakob, GUSEL, Andrej. Model sistema za obvladovanje negotovosti pri kalibraciji etalonov : letno poročilo o rezultatih raziskovalnega projekta v letu 1999. Maribor: Fakulteta za strojništvo, 1999. 4 f. [COBISS.SI-ID 4979990]
8. ŠMARČAN, Silvo, ŠOSTAR, Adolf, AČKO, Bojan, DRUŽOVEC, Marjan, ŠEROD, Miroslav, PAGLAVEC, Miroslav, ŽILJCOV, Jakob, MILFELNER, Miran, GUSEL, Andrej, PUKŠIČ, Franc, BRUNČIČ, Stanislav, GRČA, Branko. Razvoj in uporaba modificiranih SPC metod vodenja proizvodnih procesov za male serije : zaključno poročilo o rezultatih opravljenega raziskovalnega dela razvojnega raziskovanja [za MZT Slovenije]. Maribor: Fakulteta za strojništvo, 1999. 35 f., graf. prik. [COBISS.SI-ID 4616726]
9. POLAJNAR, Andrej, ŠOSTAR, Adolf, AČKO, Bojan, BUCHMEISTER, Borut, KOVAČ, Igor, TRŽAN, Franc, DRUŽOVEC, Marjan, LEBER, Marjan, VUJICA-HERZOG, Nataša, PAGLAVEC, Miroslav, ŠEROD, Miroslav, GODINA, Andrej, ŽILJCOV, Jakob, MILFELNER, Miran, PANDŽA, Krsto, GUSEL, Andrej, FULDER, Tatjana, PALČIČ, Iztok. Načrtovanje proizvodnih sistemov in dimenzionalne metrologije : letno poročilo o rezultatih raziskovalnega programa za leto 1999 [za MZT Slovenije] : osnovni podatki raziskovalnega programa. Maribor: Fakulteta za strojništvo, 2000. 6, [25] f. [COBISS.SI-ID 5929750]
10. POLAJNAR, Andrej, ŠOSTAR, Adolf, AČKO, Bojan, BUCHMEISTER, Borut, KOVAČ, Igor, TRŽAN, Franc, DRUŽOVEC, Marjan, LEBER, Marjan, VUJICA-HERZOG, Nataša, PAGLAVEC, Miroslav, ŠEROD, Miroslav, PANDŽA, Krsto, GUSEL, Andrej, FULDER, Tatjana, PALČIČ, Iztok, LOVREC, Darko. Načrtovanje proizvodnih sistemov in dimenzionalne metrologije : letno poročilo o rezultatih raziskovalnega programa za leto 2001 [za MŠZŠ Slovenije] : osnovni podatki raziskovalnega programa. Maribor: Fakulteta za strojništvo, 2002. 1 mapa (loč. pag.). [COBISS.SI-ID 6995990]





![Lipnica pri Kropi - dar-radovljica.si pri Kropi.pdf · Lipnica pri Kropi 1498 - PRVA OMEMBA lipnice (pri kropi) V PISNIH VIRHI Krawt [. . . im Krawt . . . ] 1498 (Urb. Radovljica,](https://img.dokumen.tips/doc/110x75/5e09a335e70142586b4e400a/lipnica-pri-kropi-dar-pri-kropipdf-lipnica-pri-kropi-1498-prva-omemba-lipnice.jpg)























