Embed Size (px)
Citation preview
LIPAcAccelerator
Administration& Research
Linear IFMIF Prototype Accelerator (LIPAc) Rokkasho Fusion Institute (BA Site)
225/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
A.Kasugai, K. Kondo, M. Komata, S. Maebara, K. Yoshida, T. Ebisawa, K. Kumagai, K. Sakamoto,
N. Bazin, S. Chel, B. Renard
G. Phillips, H. Dzitko,
P. Cara
Contributors
325/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
IFMIF/EVEDA Project and LIPAcPrototype Accelerator in IFMIF/EVEDA project
Present status of SRF Linac of LIPAcA-FNS project based on IFMIF/EVEDA
Licensing of SRF Cavity in JapanLicensing StrategyHWR Application
Summary and Future Schedule
Contents
425/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
14MeV Fast Neutron
Coolingwater
TritiumCollecting gas
neutron multiplier
Tritium Breeder
Fuelinjector
Heatingsystem
Superconducting coilsBlanketVacuum Vessel
Cooling water
Turbine Generator
DiverterHeat
exchangerneutron
He
Dutrium+
+
++
Fusionneutron
Tritium
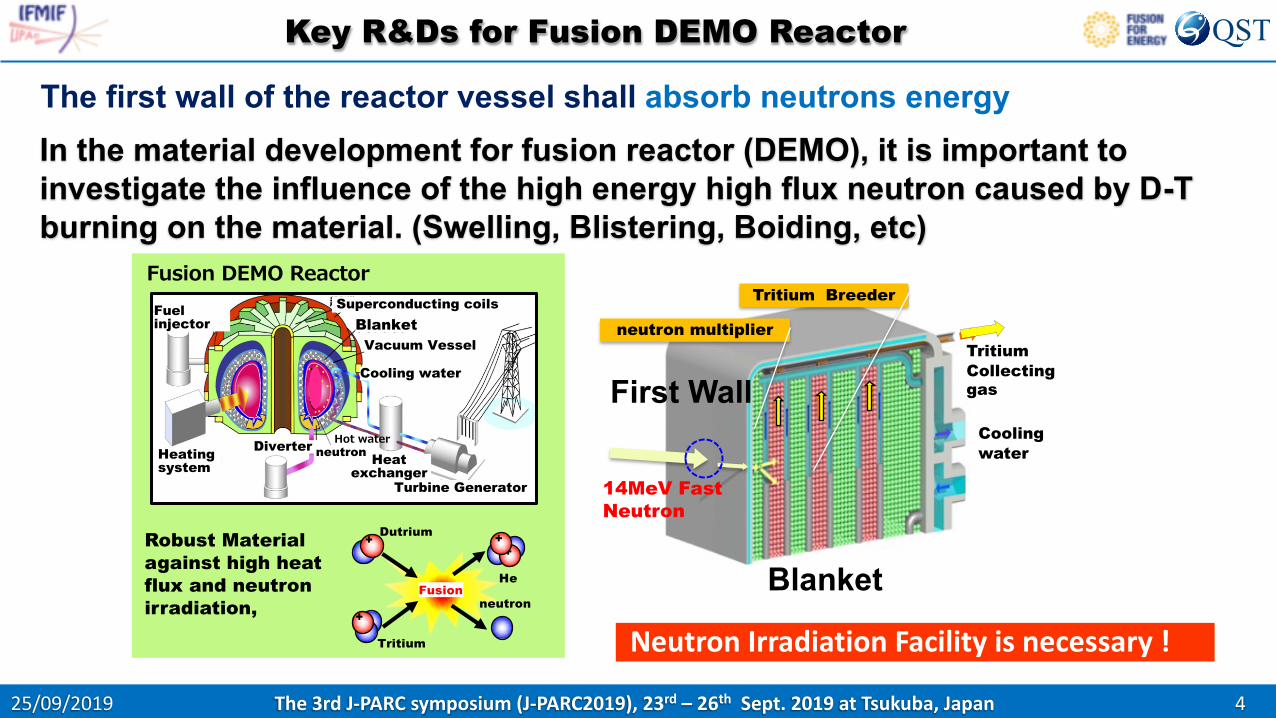
Robust Material against high heat flux and neutron irradiation,
In the material development for fusion reactor (DEMO), it is important to investigate the influence of the high energy high flux neutron caused by D-T burning on the material. (Swelling, Blistering, Boiding, etc)
Blanket
Neutron Irradiation Facility is necessary !
The first wall of the reactor vessel shall absorb neutrons energy
First Wall
Key R&Ds for Fusion DEMO Reactor
525/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
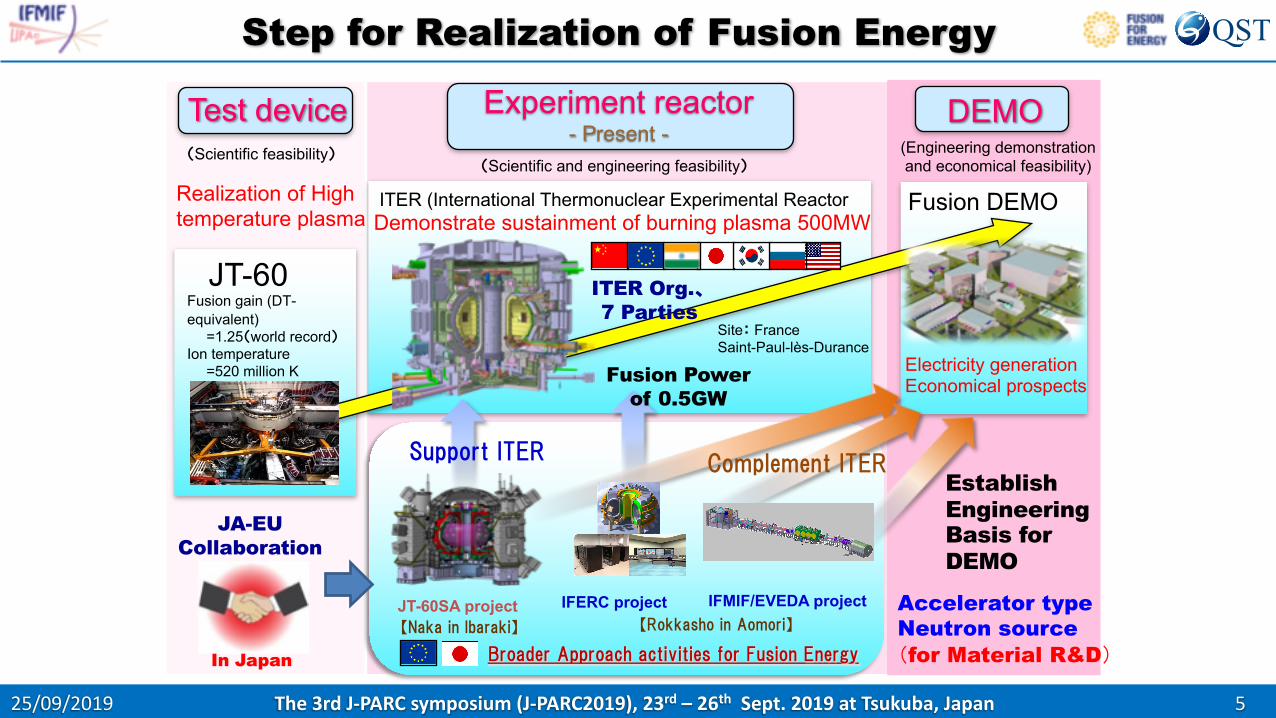
JT-60Fusion gain (DT-equivalent)
=1.25#world record$Ion temperature
=520 million K(world record)
Realization of High temperature plasma
Test device Experiment reactor- Present -
DEMO
Electricity generation Economical prospects
Demonstrate sustainment of burning plasma 500MW
Site% FranceSaint-Paul-lès-Durance
#Scientific feasibility$#Scientific and engineering feasibility$
(Engineering demonstration and economical feasibility)
�������������������������������������� �����
!��������� �����" !������� ���������"
ITER (International Thermonuclear Experimental Reactor
JT-60SA project IFERC project IFMIF/EVEDA project
���������� ��������������
Fusion DEMO
Establish Engineering Basis for DEMO
ITER Org.�7 Parties
JA-EU Collaboration
In Japan
Accelerator typeNeutron source�for Material R&D�
Fusion Power of 0.5GW
Step for Realization of Fusion Energy
625/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
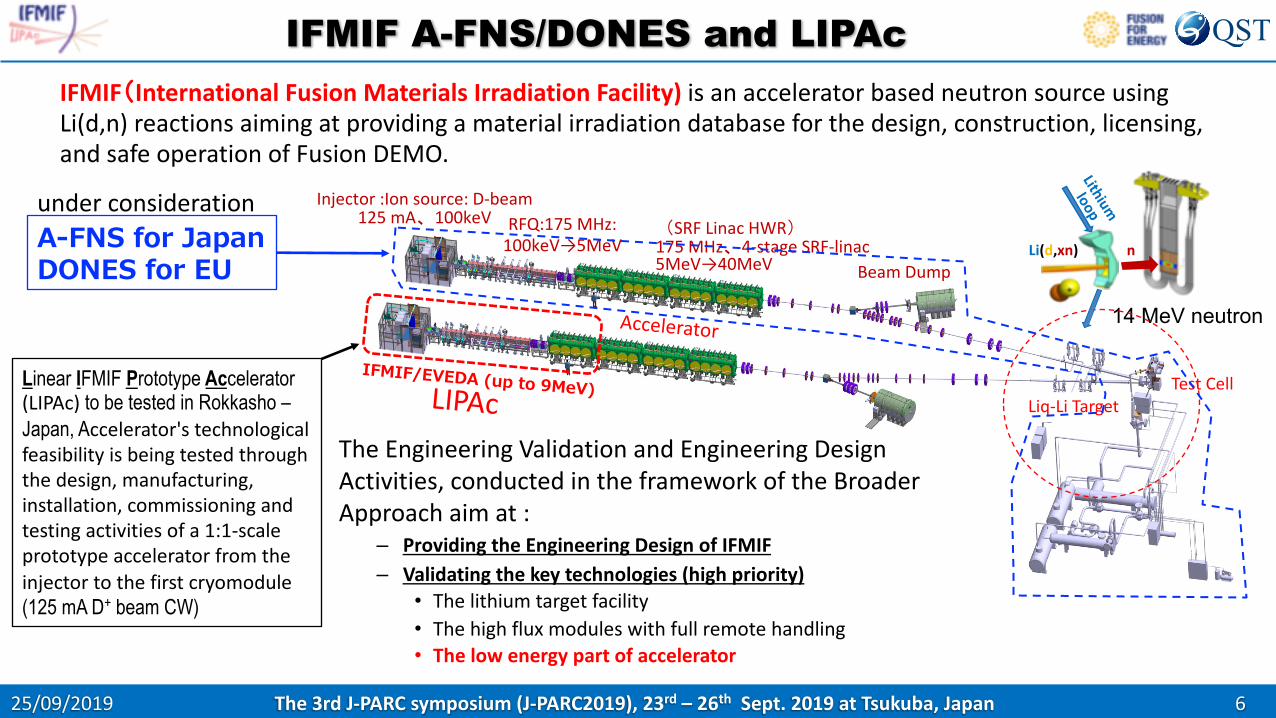
IFMIF�International Fusion Materials Irradiation Facility) is an accelerator based neutron source using Li(d,n) reactions aiming at providing a material irradiation database for the design, construction, licensing, and safe operation of Fusion DEMO.
14 MeV neutron
Injector :Ion source: D-beam125 mA�100keV
�SRF Linac HWR�175 MHz�4-stage SRF-linac5MeV→40MeV
RFQ:175 MHz:100keV→5MeV
Accelerator
Beam Dump
Liq-Li TargetTest Cell
Lithium
loop
Li(d,xn) n
The Engineering Validation and Engineering Design Activities, conducted in the framework of the Broader Approach aim at :
– Providing the Engineering Design of IFMIF – Validating the key technologies (high priority)
• The lithium target facility• The high flux modules with full remote handling• The low energy part of accelerator
Linear IFMIF Prototype Accelerator(LIPAc) to be tested in Rokkasho –Japan, Accelerator's technological feasibility is being tested through the design, manufacturing, installation, commissioning and testing activities of a 1:1-scale prototype accelerator from the injector to the first cryomodule(125 mA D+ beam CW)
( ( //
IFMIF A-FNS/DONES and LIPAc
LIPAc
- )-
under consideration

725/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
Ion Source LEBTCEA Saclay
RFQINFN Legnaro,F4E,QST
MEBTCIEMAT Madrid
SRF LinacCEA Saclay,
CIEMAT Madrid, F4E
HEBTCIEMAT Madrid, F4E
BDCIEMAT Madrid, F4E
DiagnosticsCEA Saclay
CIEMAT Madrid, INFN
RF PowerCIEMAT Madrid,
CEA Saclay,SCK Mol
36 mControl SystemQST,
CIEMAT Madrid,CEA Saclay,
INFN Legnaro, F4E
CryoplantCEA Saclay,
QST
Building Auxiliaries System Installation
QST
SRF linac ü LIPAC SRF Linac: full-scale and operational cryomodule ü Transport and accelerate D+ beam from 5 MeV up to 9 MeV ü 6 m long, 3 m high and 2.0 m wide, 12.5 tonsü 8 superconducting HWRs working at 175 MHz and at 4.45 Kü 8 Power Couplersü 8 Solenoid Packages as focusing elementsü Reference for the realization of the IFMIF
accelerate a 125 mA D+ beam in CW operations from 5 to 9 MeV
Japan-Europescientific collaboration
�100 keV/D�140mA�
�5MeV/D�130mA�
�9MeV/D�125mA�
LIPAc Collaboration & Cryomodule
�Rokkasho
825/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
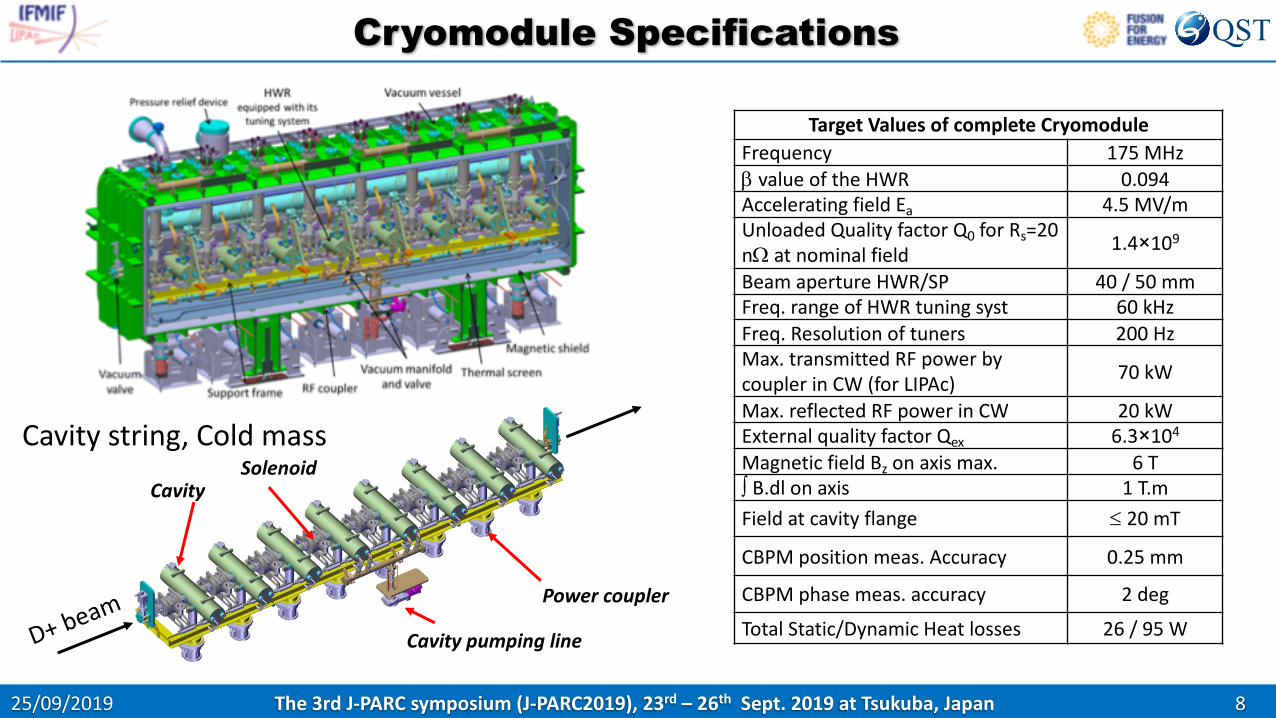
Target Values of complete CryomoduleFrequency 175 MHzb value of the HWR 0.094Accelerating field Ea 4.5 MV/mUnloaded Quality factor Q0 for Rs=20 nW at nominal field 1.4×109
Beam aperture HWR/SP 40 / 50 mmFreq. range of HWR tuning syst 60 kHzFreq. Resolution of tuners 200 HzMax. transmitted RF power by coupler in CW (for LIPAc) 70 kW
Max. reflected RF power in CW 20 kWExternal quality factor Qex 6.3×104
Magnetic field Bz on axis max. 6 Tò B.dl on axis 1 T.mField at cavity flange £ 20 mT
CBPM position meas. Accuracy 0.25 mm
CBPM phase meas. accuracy 2 deg
Total Static/Dynamic Heat losses 26 / 95 W
CavitySolenoid
Power coupler
Cavity pumping line
Cavity string, Cold mass
Cryomodule Specifications
D+ beam
925/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
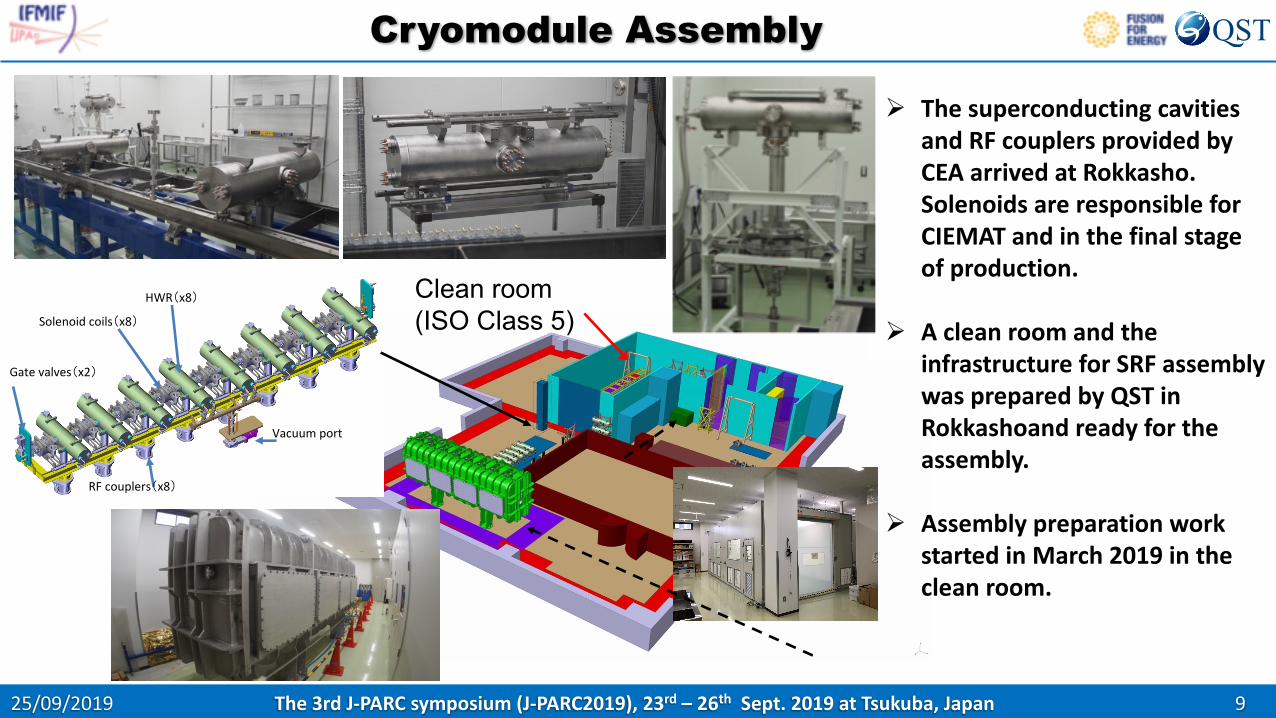
Cryomodule Assembly
Clean room(ISO Class 5)Solenoid coils�x8�
HWR�x8�
RF couplers�x8�
Vacuum port
Gate valves�x2�
Ø The superconducting cavitiesand RF couplers provided byCEA arrived at Rokkasho. Solenoids are responsible forCIEMAT and in the final stageof production.
Ø A clean room and theinfrastructure for SRF assemblywas prepared by QST in Rokkashoand ready for theassembly.
Ø Assembly preparation workstarted in March 2019 in theclean room.
1025/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
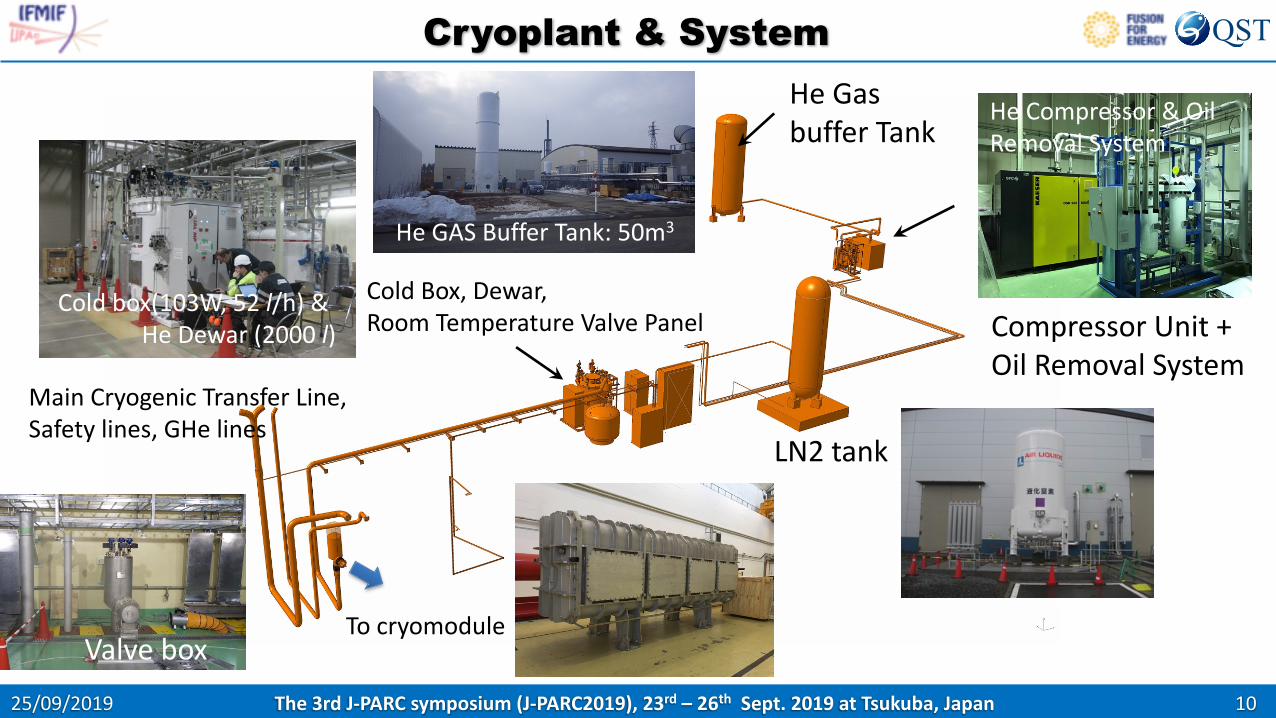
He Gasbuffer Tank
Compressor Unit +Oil Removal System
Cold Box, Dewar, Room Temperature Valve Panel
LN2 tank
Main Cryogenic Transfer Line, Safety lines, GHe lines
To cryomoduleValve box
He GAS Buffer Tank: 50m3
He Compressor & Oil Removal System
Cold box(103W, 52 l/h) & He Dewar (2000 l)
Cryoplant & System
1125/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
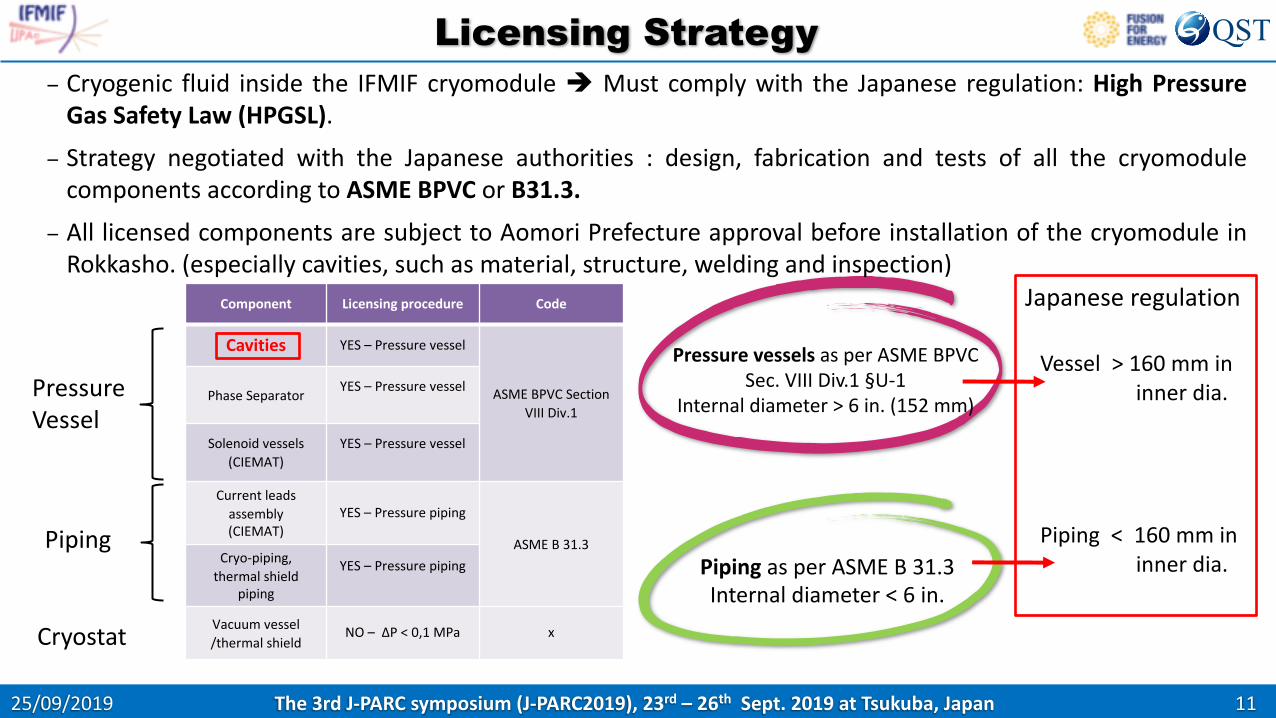
Pressure vessels as per ASME BPVC Sec. VIII Div.1 §U-1
Internal diameter > 6 in. (152 mm)
Piping as per ASME B 31.3Internal diameter < 6 in.
– Cryogenic fluid inside the IFMIF cryomodule è Must comply with the Japanese regulation: High PressureGas Safety Law (HPGSL).
– Strategy negotiated with the Japanese authorities : design, fabrication and tests of all the cryomodulecomponents according to ASME BPVC or B31.3.
– All licensed components are subject to Aomori Prefecture approval before installation of the cryomodule inRokkasho. (especially cavities, such as material, structure, welding and inspection)
Component Licensing procedure Code
Cavities YES – Pressure vessel
ASME BPVC Section VIII Div.1
Phase SeparatorYES – Pressure vessel
Solenoid vessels(CIEMAT)
YES – Pressure vessel
Current leadsassembly(CIEMAT)
YES – Pressure piping
ASME B 31.3Cryo-piping,
thermal shieldpiping
YES – Pressure piping
Vacuum vessel /thermal shield
NO – ΔP < 0,1 MPa x
Licensing Strategy
Pressure Vessel
Piping
Cryostat
Japanese regulation
Vessel > 160 mm in inner dia.
Piping < 160 mm in inner dia.
1225/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
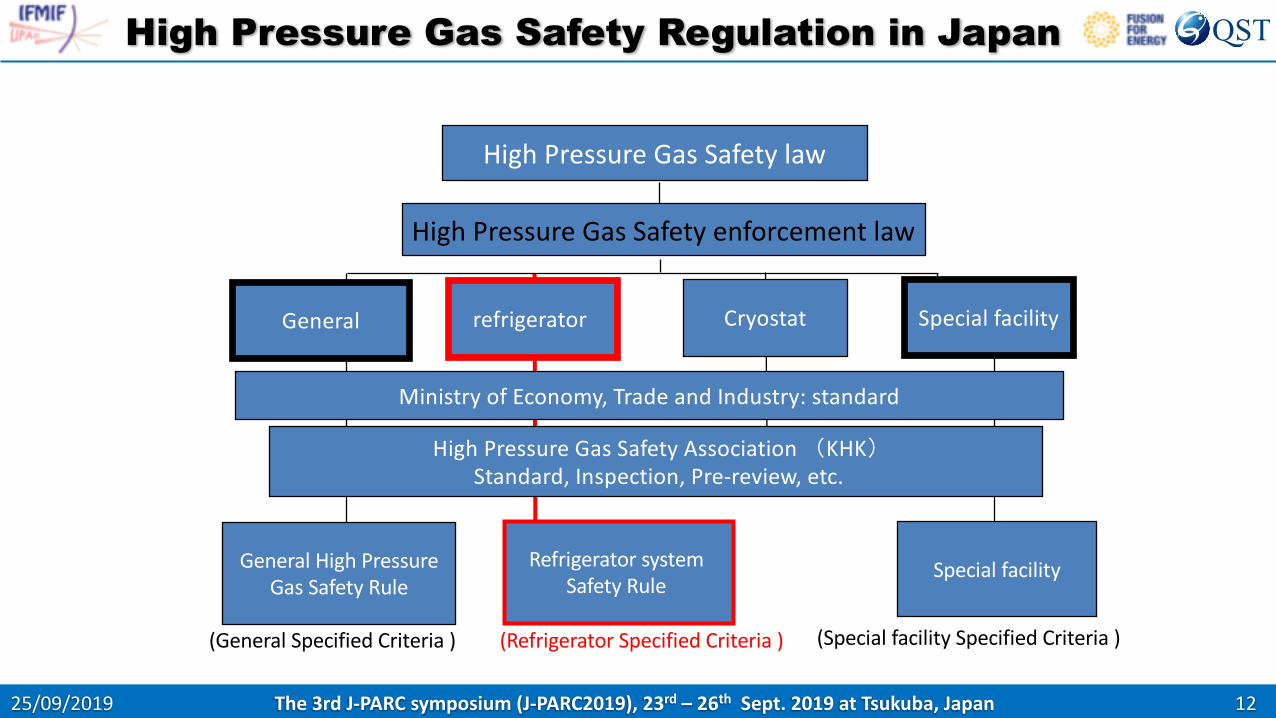
High Pressure Gas Safety law
High Pressure Gas Safety enforcement law
General High Pressure Gas Safety Rule
Refrigerator system Safety Rule
Special facility
High Pressure Gas Safety Association �KHK�Standard, Inspection, Pre-review, etc.
Ministry of Economy, Trade and Industry: standard
General refrigerator Cryostat Special facility
(Refrigerator Specified Criteria )(General Specified Criteria ) (Special facility Specified Criteria )
High Pressure Gas Safety Regulation in Japan
1325/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
������ �������������������������� �����
����������������� ��� �����
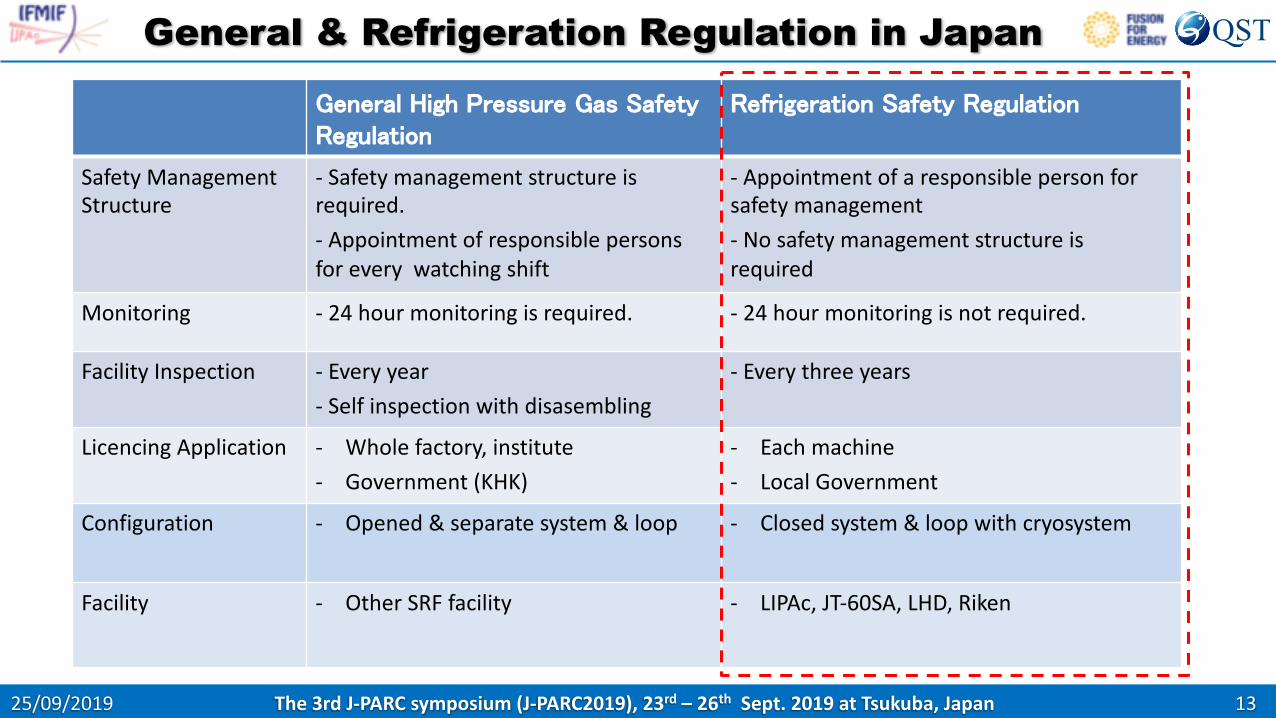
Safety Management Structure
- Safety management structure is required.- Appointment of responsible persons for every watching shift
- Appointment of a responsible person for safety management- No safety management structure is required
Monitoring - 24 hour monitoring is required. - 24 hour monitoring is not required.
Facility Inspection - Every year- Self inspection with disasembling
- Every three years
Licencing Application - Whole factory, institute- Government (KHK)
- Each machine- Local Government
Configuration - Opened & separate system & loop - Closed system & loop with cryosystem
Facility - Other SRF facility - LIPAc, JT-60SA, LHD, Riken
General & Refrigeration Regulation in Japan

1425/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
50 m3
132 kW
rated
power
103 W52 l/h2000 l
Valve box
MCTL
Interface with Cryomodule
Cavities
Licensing of SRFSRF is connected to a refrigeration system (maximum power consumption of compressor 175 kW,
rated power 132 kW, refrigeration capacity 110 refrigeration tons) manufactured in accordance with the
refrigeration safety regulations and SRF is a part of the refrigeration system
Category Other Pressure Vessel(HWR for LIPAc)
number 8
Gas He
Materials Nb (cavity), Ti (tank), NbTi (flange)
Welding Nb-Nb, NbTi-Nb (EB)Ti-Ti, NbTi-Ti (Tig)
Dimension Cavity: special coneTank: cylinder
Temperature& Load
-269 - +30 degCcompression force : 8,000N
cooling cycle Max 100 cycleCavity is applied for special approval and it is pre-examinedby High Pressure Gas Safety Association (KHK).
1525/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
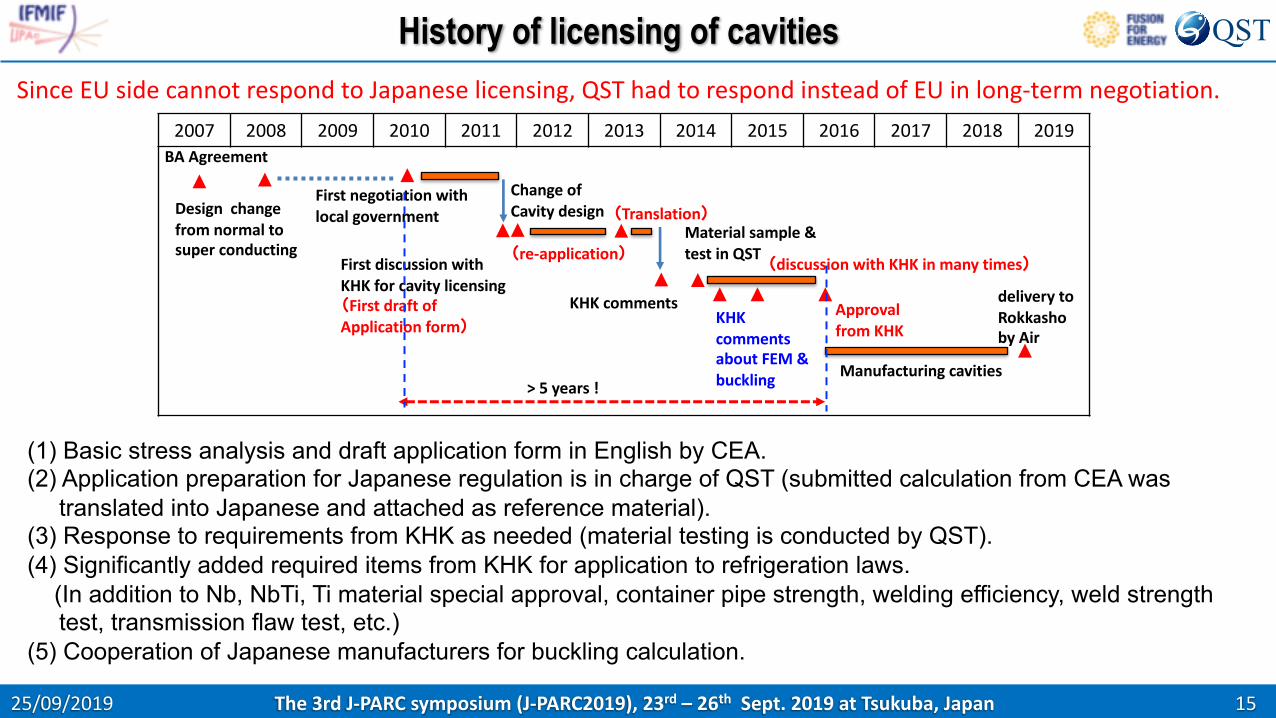
(1) Basic stress analysis and draft application form in English by CEA. (2) Application preparation for Japanese regulation is in charge of QST (submitted calculation from CEA was
translated into Japanese and attached as reference material).(3) Response to requirements from KHK as needed (material testing is conducted by QST).(4) Significantly added required items from KHK for application to refrigeration laws.
(In addition to Nb, NbTi, Ti material special approval, container pipe strength, welding efficiency, weld strengthtest, transmission flaw test, etc.)
(5) Cooperation of Japanese manufacturers for buckling calculation.
Since EU side cannot respond to Japanese licensing, QST had to respond instead of EU in long-term negotiation.2007 2008 2009 2010 2011 2012 2013 2014 2015 2016 2017 2018 2019
Change of Cavity design
First discussion with KHK for cavity licensing�First draft of Application form� KHK
comments about FEM & buckling
BA Agreement
First negotiation with local governmentDesign change
from normal to super conducting �re-application�
�Translation�
KHK comments
Material sample & test in QST
�discussion with KHK in many times�
Approval from KHK
Manufacturing cavities
delivery to Rokkashoby Air
> 5 years !
History of licensing of cavities
1625/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
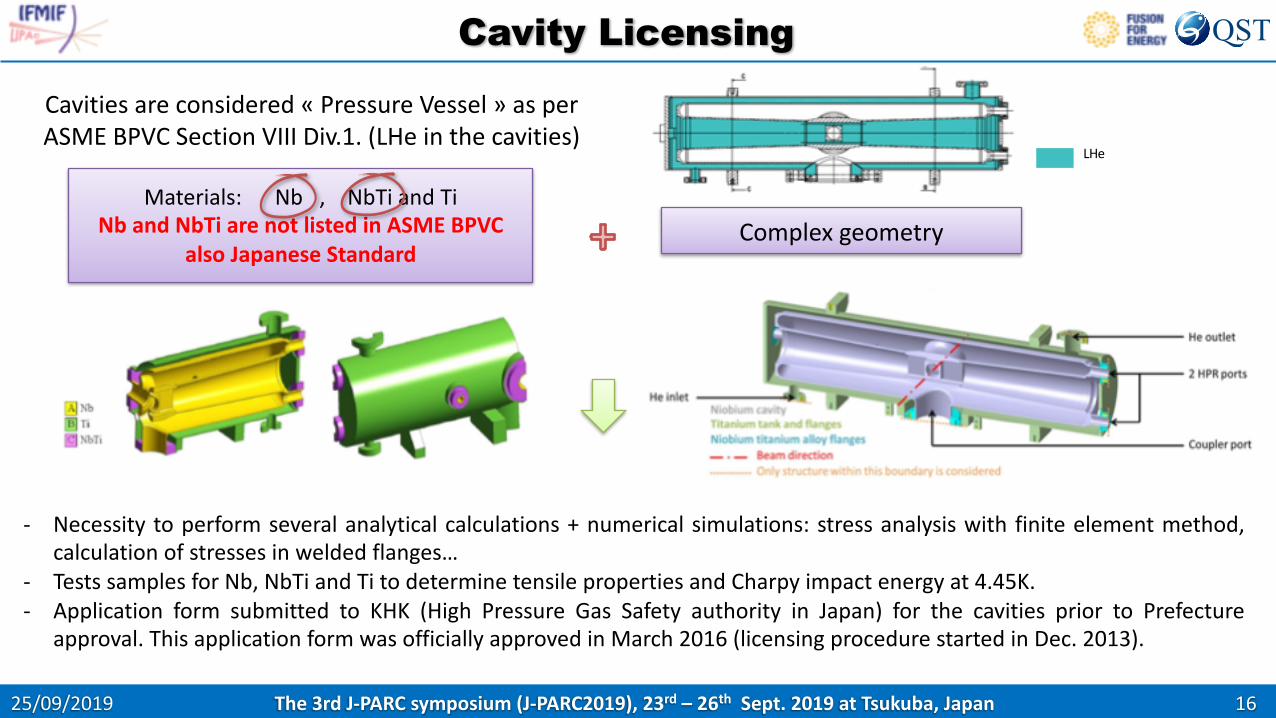
Materials: Nb , NbTi and Ti
Nb and NbTi are not listed in ASME BPVCalso Japanese Standard
Cavities are considered « Pressure Vessel » as per
ASME BPVC Section VIII Div.1. (LHe in the cavities)
- Necessity to perform several analytical calculations + numerical simulations: stress analysis with finite element method,
calculation of stresses in welded flanges…
- Tests samples for Nb, NbTi and Ti to determine tensile properties and Charpy impact energy at 4.45K.
- Application form submitted to KHK (High Pressure Gas Safety authority in Japan) for the cavities prior to Prefecture
approval. This application form was officially approved in March 2016 (licensing procedure started in Dec. 2013).
LHe
Cavity Licensing
Complex geometry
1725/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
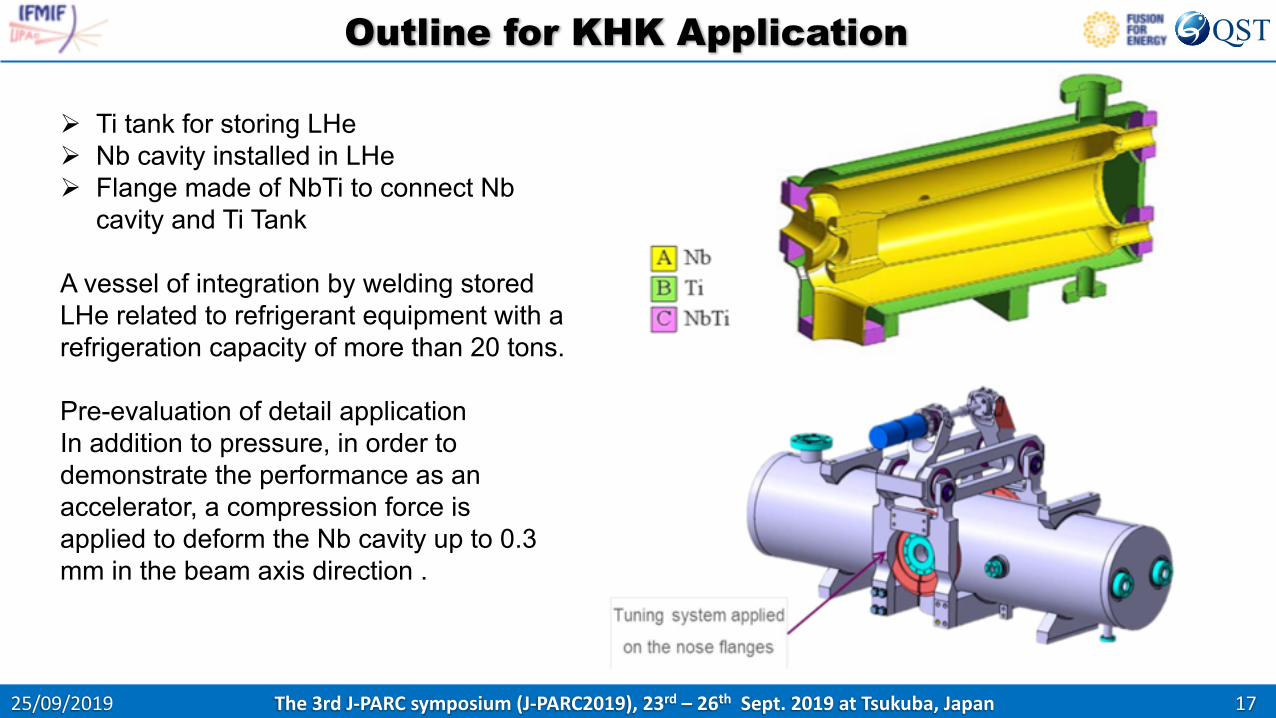
Ø Ti tank for storing LHeØ Nb cavity installed in LHeØ Flange made of NbTi to connect Nb
cavity and Ti Tank
A vessel of integration by welding storedLHe related to refrigerant equipment with a refrigeration capacity of more than 20 tons.
Pre-evaluation of detail applicationIn addition to pressure, in order todemonstrate the performance as an accelerator, a compression force isapplied to deform the Nb cavity up to 0.3 mm in the beam axis direction .
Outline for KHK Application
1825/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
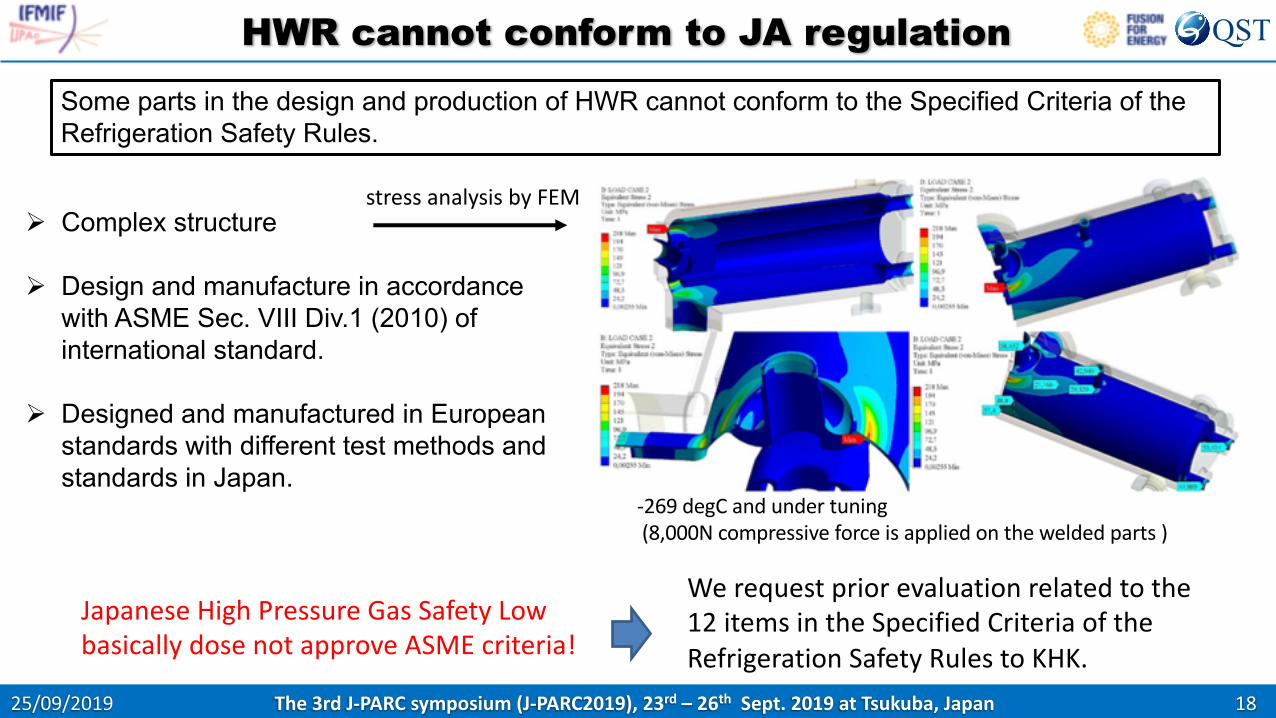
Ø Complex structure
Ø Design and manufacture in accordancewith ASME Sec. VIII Div.1 (2010) ofinternational standard.
Ø Designed and manufactured in European standards with different test methods andstandards in Japan.
Some parts in the design and production of HWR cannot conform to the Specified Criteria of the Refrigeration Safety Rules.
HWR cannot conform to JA regulation
Japanese High Pressure Gas Safety Low
basically dose not approve ASME criteria!
We request prior evaluation related to the
12 items in the Specified Criteria of the
Refrigeration Safety Rules to KHK.
stress analysis by FEM
-269 degC and under tuning
(8,000N compressive force is applied on the welded parts )
1925/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
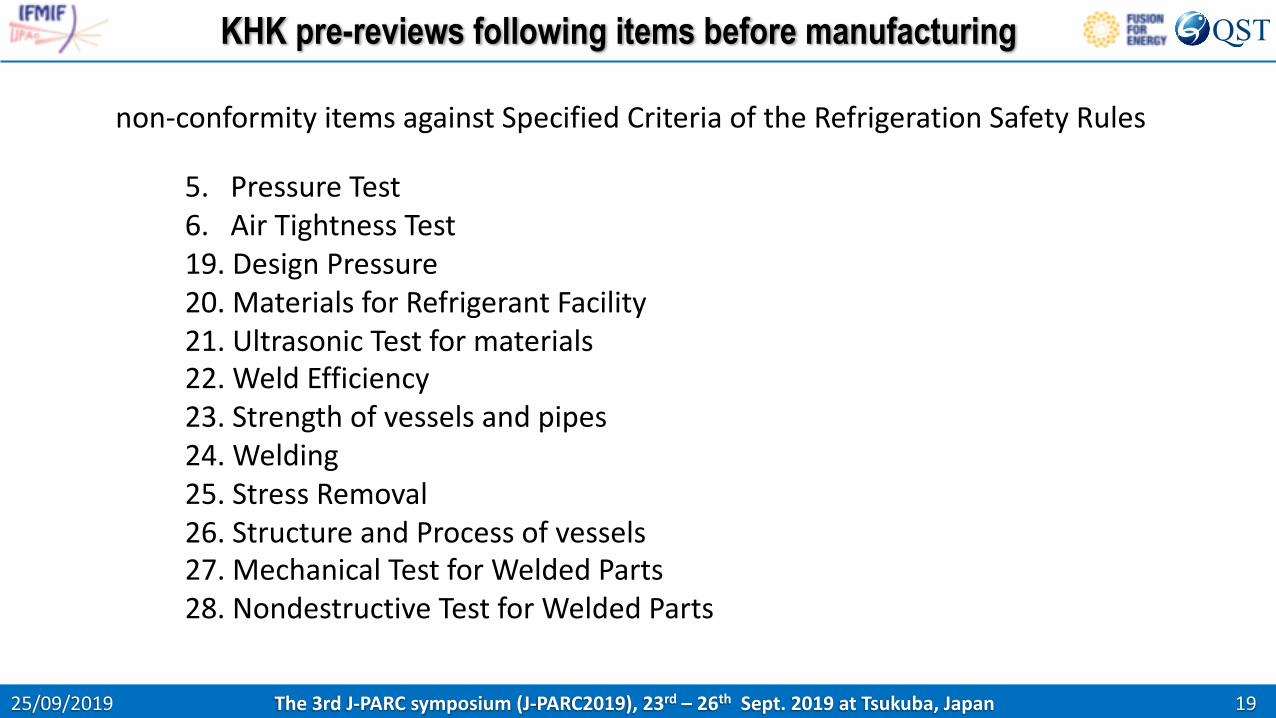
5. Pressure Test6. Air Tightness Test19. Design Pressure20. Materials for Refrigerant Facility21. Ultrasonic Test for materials22. Weld Efficiency23. Strength of vessels and pipes24. Welding25. Stress Removal26. Structure and Process of vessels27. Mechanical Test for Welded Parts28. Nondestructive Test for Welded Parts
non-conformity items against Specified Criteria of the Refrigeration Safety Rules
KHK pre-reviews following items before manufacturing
2025/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
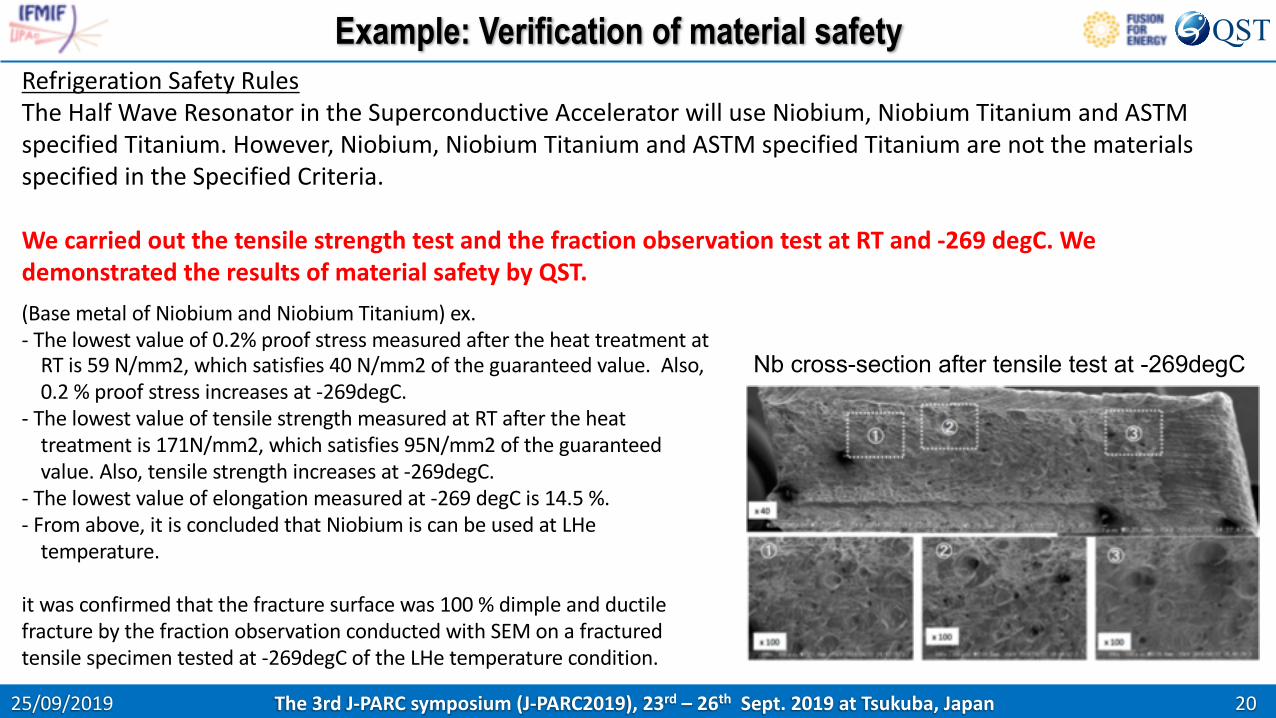
(Base metal of Niobium and Niobium Titanium) ex.- The lowest value of 0.2% proof stress measured after the heat treatment at
RT is 59 N/mm2, which satisfies 40 N/mm2 of the guaranteed value. Also, 0.2 % proof stress increases at -269degC.
- The lowest value of tensile strength measured at RT after the heat treatment is 171N/mm2, which satisfies 95N/mm2 of the guaranteed value. Also, tensile strength increases at -269degC.
- The lowest value of elongation measured at -269 degC is 14.5 %.- From above, it is concluded that Niobium is can be used at LHe
temperature.
it was confirmed that the fracture surface was 100 % dimple and ductile fracture by the fraction observation conducted with SEM on a fractured tensile specimen tested at -269degC of the LHe temperature condition.
Example: Verification of material safetyRefrigeration Safety Rules The Half Wave Resonator in the Superconductive Accelerator will use Niobium, Niobium Titanium and ASTM specified Titanium. However, Niobium, Niobium Titanium and ASTM specified Titanium are not the materials specified in the Specified Criteria.
We carried out the tensile strength test and the fraction observation test at RT and -269 degC. We demonstrated the results of material safety by QST.
Nb cross-section after tensile test at -269degC
2125/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
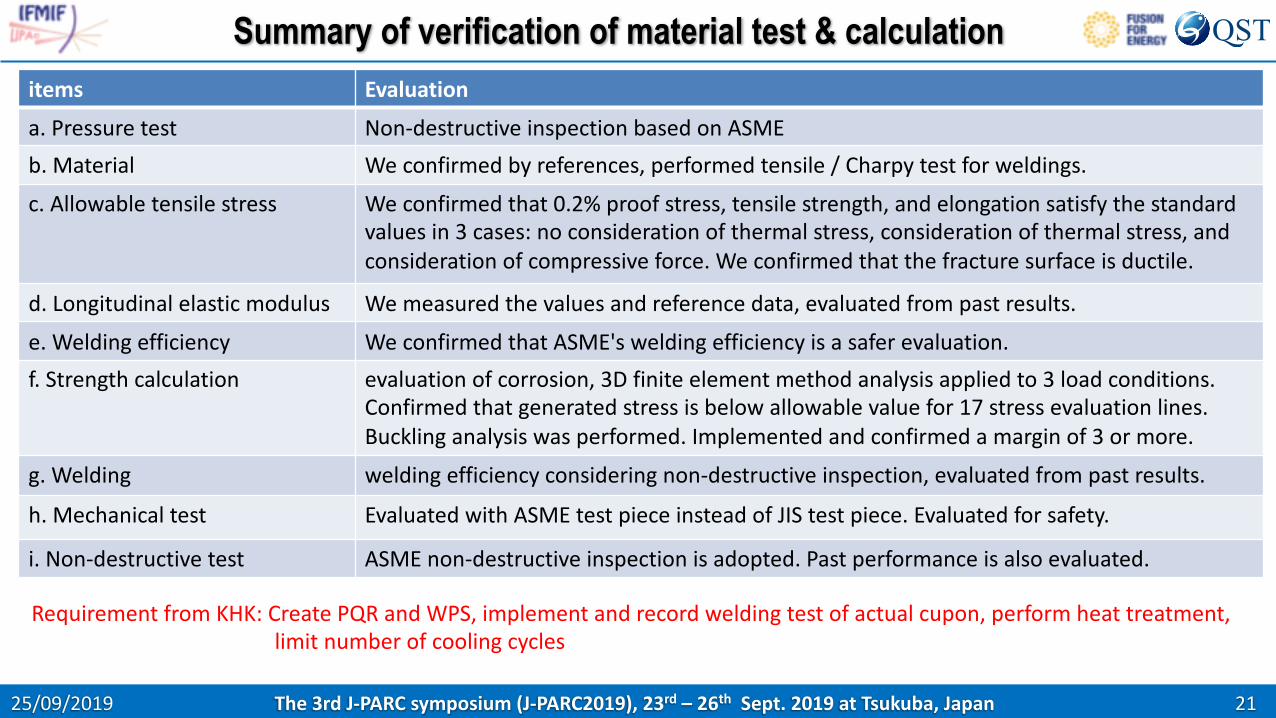
Summary of verification of material test & calculationitems Evaluationa. Pressure test Non-destructive inspection based on ASMEb. Material We confirmed by references, performed tensile / Charpy test for weldings.
c. Allowable tensile stress We confirmed that 0.2% proof stress, tensile strength, and elongation satisfy the standardvalues in 3 cases: no consideration of thermal stress, consideration of thermal stress, andconsideration of compressive force. We confirmed that the fracture surface is ductile.
d. Longitudinal elastic modulus We measured the values and reference data, evaluated from past results.
e. Welding efficiency We confirmed that ASME's welding efficiency is a safer evaluation.f. Strength calculation evaluation of corrosion, 3D finite element method analysis applied to 3 load conditions.
Confirmed that generated stress is below allowable value for 17 stress evaluation lines. Buckling analysis was performed. Implemented and confirmed a margin of 3 or more.
g. Welding welding efficiency considering non-destructive inspection, evaluated from past results.
h. Mechanical test Evaluated with ASME test piece instead of JIS test piece. Evaluated for safety.
i. Non-destructive test ASME non-destructive inspection is adopted. Past performance is also evaluated.
Requirement from KHK: Create PQR and WPS, implement and record welding test of actual cupon, perform heat treatment, limit number of cooling cycles
2225/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
Completed in 18th
March, 2016
Licensing of SRF Cavity in KHK

2325/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
1. Cryomodule assembly at Rokkasho in 2020. After that, Carry intoaccelerator building.
2. Applying to Aomori Prefecture for a change of licensing to connect thecryoplant and cryomodule as one refrigeratior LHe loop in parallel.
3. Aomori Prefecture officials will confirm the cavity, solenoid coil vessel, andphase separator pressure vessel in documents and on-site.
4. Cryogenic cooling test of the cryomodule will start after change oflicensing.
Future Schedule
2425/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan
1. Cavity approval was obtained from KHK in 2016, and the production of eight identicalcavities was completed. They have already delivered in Rokkasho. It took more than 5 yearsto get permission.
2. The accelerator cavity permission in Japanese refrigeration laws was for the first time. Cleared complex processes in Japanese regulation.
3. Cryoplant approval was obtained from Aomori Prefecture and installed in Rokkasho site. There is no problem with the trial operation.
4. Cryomodule assembly started from this March at a clean room in Rokkasho Institute constracted by QST. However, due to delays in the production of solenoid coil vessels, fullassembly will be expected to shift after April 2020.
5. After the cryomodule completion, it will be integrted into the cryoplant loop, and Aomori Prefecture will permit for the change of licensing. After that, cooling test will become possible.
Summary
2525/09/2019 The 3rd J-PARC symposium (J-PARC2019), 23rd – 26th Sept. 2019 at Tsukuba, Japan




















![Mechanics of the IFMIF RFQ cavity - INFN Padovapepato/Busetto/IFMIF_PD_12062008 [Read-Only].pdf · Mechanics of the IFMIF RFQ cavity Adriano Pepato ... • ANSYS 11.0 Multiphysics](https://img.dokumen.tips/doc/110x75/5acc9c547f8b9a73128d09f0/mechanics-of-the-ifmif-rfq-cavity-infn-pepatobusettoifmifpd12062008-read-onlypdfmechanics.jpg)








