Embed Size (px)
Citation preview

Früh
jahr
201
7Fr
ühja
hr 2
017
Lichtintensität trifft
Usability

+
Inhalt
2 | DELO-News
AbgehobenFlammgeschützter
Konstruktionsklebstoff
4
Neues GesichtRobert Saller verstärkt
Geschäftsführung
Hoch hinausNeuer Elektronikklebstoff
für miniaturisierte Designs
17
6
FahrkomfortWankstabilisatoren halten
mit DELO-Klebstoff
14

Editorial
DELO-News | 3
AusgezeichnetDELO nach ISO 14001
und 9001 zertifi ziert
ImpressumDELO Industrie Klebstoffe, DELO-Allee 1, 86949 Windach, Telefon +49 8193 9900-0, [email protected], www.DELO.de
DELO-News regelmäßig erhalten?Dann hier anmelden: www.DELO.de/newsletter
TitelbildDELOLUX pilot mit allen Lampenkombinationen
Starkes TeamLED-Lampen mit neuem
Basisgerät steuern und betreiben
10Liebe Leser,
vielleicht haben Sie es mitbekommen: Das iPhone ist vor kurzem zehn Jahre alt geworden. Aber ganz ehrlich, auf mich wirkt die Bedienung der alten „Tasten-Handys “ wie aus einer Zeit, die noch viel länger her ist.
Was die Nutzerfreundlichkeit von Industrieanlagen und -equipment angeht, hat sich dagegen nur wenig getan. Häufi g muss sich der Anwender mühsam durch unübersichtliche Menüs quälen. Dass es auch anders geht, zeigen wir mit unserem neuen Basisgerät DELOLUX pilot, das gerade auf der Automatisierungsmesse productronica china seine Weltpremiere feierte.
DELOLUX pilot verfügt nicht nur über einen großen und robusten Touchscreen, über den sich bis zu vier LED-Flächen strahler steuern lassen. Es lässt sich auch so leicht wie ein Smartphone bedienen.
Mehr dazu sowie zu unseren neuen Lampen mit deutlich höherer Intensität lesen Sie in unserer Titelgeschichte und sehen Sie in dem dazugehörigen Video.
Viel Spaß dabei!
Sabine Herold, Geschäftsführende Gesellschafterin
18

Produkt
4 | DELO-News
Flammgeschützter Konstruk tions-klebstoff fl iegt mit
Der zweikomponentige Klebstoff für den Flugzeuginnenraum DELO-DUOPOX AB8390 ist besonders gut für Verklebungen von Sandwich-Panels geeignet.
Dosieren wie im Flug
Das thixotrope Epoxidharz lässt sich mit dem DELO-AUTOMIX-System im Prinzip einkomponentig und damit schnell und einfach dosieren. Die Verarbeitungszeit von 30 Minuten ermöglicht bei der manuellen Verarbeitung auch Nacharbeiten am Bauteil. Der Klebstoff härtet voll-ständig bei Raumtemperatur aus. Um die Taktzeiten der Fertigung zu reduzieren, können erhöhte Temperaturen, z. B. +60 °C, die Aushärtung nochmals deutlich beschleunigen.
Durch das optimierte Dosierverhalten in Kombination mit den hohen Festigkeiten ist dieser fl ammgeschützte Konstruktionsklebstoff sowohl für lasttragende Verbin-dungen mit Inserts als auch für Kleben im Bereich der Ditch & Pot-Anwendungen prädestiniert.
Faserverbund- Sandwichpanel
Bevor Klebstoffe im Inneren eines Flugzeugs zum Ein-satz kommen können, müssen sie in vielfältigen Tests ihre Fähigkeiten unter Beweis stellen. Das Epoxidharz
erfüllt unter anderem eigenständig (standalone) die Vorga-ben zum Brandschutz (FST; Brennbarkeit, Rauchgasdichte und -toxizität) nach CS / FAR Part 25 § 25.853 (a)(1)(ii) / (d)sowie ABD0031. Aktuell wird DELO-DUOPOX AB8390 bei dem Tier 1-Supplier FACC in Österreich zur Verklebung von Gepäckablagefächern eingesetzt.
Der Konstruktionsklebstoff wurde eigens für den Einsatz im Flugzeuginnenraum entwickelt und bringt dafür wichtige Voraussetzungen wie zum Beispiel eine gute Festigkeit im Temperaturbereich von – 55 °C bis +85 °C mit. Zudem ist er weiß und farbecht, wie eine 1.000 Stunden-Lagerung bei +70 °C und 85 % Luftfeuchtigkeit zeigt. Im Gegensatz zu anderen Klebstoffen, die stark vergilben können, bietet DELO-DUOPOX AB8390 ein robustes Farbergebnis für hochwertige Anwendungen im Kabineninnenraum.
Thixotrop
Die Viskosität von thixotropen Klebstoffen verringert sich durch Rühren oder Scheren, wodurch sie sich einfacher dosieren lassen. Enden diese dynamischen Beanspruchungen,
stellt sich die ursprüngliche Viskosität wieder ein und der Klebstoff wird standfester.i

DELO hat einen neuen Klebstoff für optoelektronische Anwendungen vorgestellt. DELO DUALBOND OB786 fi ndet insbesondere dann Verwendung, wenn Bauteile sekundenschnell, genau und mit hoher Festigkeit fi xiert werden.
So erreicht der Klebstoff schon nach einer Belichtung von weniger als einer Sekunde einen signifi kanten Haftungsaufbau, nach fünf
Se kunden beträgt die Druckscherfestigkeit auf Glas sogar 18 MPa. Auch auf anderen typischen Opto-elektronik-Substraten wie Aluminium, FR4, PPS oder LCP bietet er eine gute Haftung.
Das milchige, mittelviskose Epoxidharz lässt sich mit UV-Licht der Wellenlänge 365 nm in Schichtdicken von bis zu 1,5 mm aushärten. Gibt es eine größere Klebstoffschicht oder bauteilgeometriebedingte Schattenzonen, die vom Licht nicht erreicht werden, polymerisiert der dualhärtende Klebstoff zusätzlich unter Wärmeeinfl uss. Dies erfolgt typischerweise in 50 Minuten bei +80°C.
Das Produkt zeigt sowohl eine geringe Ausgasungals auch einen geringen Schrumpf, was für die optische Genauigkeit wi chtig ist. Dank des geringen Wärmeausdehnungskoeffi zienten (CTE), der an Elektronikkomponenten wie die Leiterplatte angepasst ist, sorgt der Klebstoff auch bei Temperaturschwan-kungen für eine hohe optische Güte.
Für spezielle optische Anforderungen modifi ziert
DELO DUALBOND OB786 ist in weiteren Modifi -kationen erhältlich. Zum einen ist er als schwarzes Produkt verfügbar, was den Strahlengang oder optische Elemente abschirmt und unerwünschtes Streulicht vermeidet. Zum anderen gibt es ihn als weiße Modifi kation. Die sorgt für stärkere Refl exionen und bietet so eine höhere Lichtausbeute. Zudem besitzt diese Modifi kation kleinere Füllstoffe, womit sie für noch stärker miniaturisierte Anwendungen geeignet ist.
Produkt
DELO-News | 5
Neuer Klebstoff für die Optoelektronik
Präzision trifft PowerNeuer Klebstoff für die Optoelektronik
Klebstoff-
Schnelles und genaues Fixieren Geringer Schrumpf Geringe Ausgasung Niedriger Wärmeaus dehnungskoeffi zient (CTE)
eigenschaften

Produkt
6 | DELO-News
Hoch hinausNeuer Elektronikklebstoff zum Bau fi ligraner Strukturen
Neuer Dam-Klebstoff für die Elektronik
ermöglicht den Bau fi ligraner Strukturen, um Chips oder Sensoren zu schützen.
Infolge der fortschreitenden Miniaturisierung steht auch für den Klebstoff nur wenig Platz zur Verfügung. Das neue Produkt besitzt kleinere Füllstoffe als bisherige Dam-
Produkte von DELO und lässt sich daher durch Nadeln mit einem Durchmesser von minimal 250 µm applizieren. Zudem hat der Klebstoff dank einer ausgesprochen hohen Viskosität von 160.000 mPas eine große Standfestigkeit. Sie ermög-licht ein Aspektverhältnis von 2,5. Darunter versteht man, dass sich eine Klebstoffraupe mehr als doppelt so hoch wie breit dosieren lässt, ohne dabei umzufallen.
Somit erlaubt der leicht zu verarbeitende Klebstoff die Kon-struktion von fi ligranen Strukturen – etwa hohe Trenn wände zwischen zwei Sensoren – die wenig Platz in der Breite bean-spruchen. Das „Dam Stacking“ genannte Stapeln der Raupen ist ohne Zwischenhärten möglich. Neben diesen Designmög-lichkeiten bietet DELOMONOPOX GE7985 eine hohe Zuver-lässigkeit. So verfügt er über einen erweiterten Temperaturein-
satzbereich bis +200 °C, eine geringe Wasseraufnahme und eine sehr gute chemische Beständigkeit
gegenüber Säuren, Ölen und anderen aggressiven Medien.
Kein Verzug im Package
Darüber hinaus besitzt das schwarze, einkomponentige Produkt einen Wärmeausdehnungskoeffi zienten (CTE) von 24 ppm / K. In Verbindung mit der hohen Glasübergangs-temperatur von +180 °C sorgt dies für einen geringen Verzug über einen weiten Temperaturbereich. Spannungen im Package werden damit minimiert.
Schließlich zeigt DELOMONOPOX GE7985 gute Festig-keiten auf dem Leiterplattenmaterial FR4. Er erreicht darauf eine Druckscherfestigkeit von 49 MPa. Selbst nach 500 Stun-den Lagerung bei +200 °C fällt dieser Wert kaum ab und liegt immer noch bei 43 MPa.
Der Klebstoff erfordert eine Warmhärtung, die fl exibel gesteuert werden kann, z. B. 20 Minuten bei +150 °C oder 90 Minuten bei +125 °C. Da der Klebstoff dabei nicht verfl ießt, kommt es zu keiner Änderung des Aspektverhält-nisses. Die Höhe der Klebstoffraupe ändert sich also nach dem Warmhärten nicht.
Ein neuer Elektronikklebstoff von DELO ist sehr dünnwandig sowie gleichzeitig extrem hoch dosierbar. DELOMONOPOX GE7985 wurde für Automotive- und Industrieanwendungen konzipiert, die miniaturisierte Designs in Kombination mit hoher Zuverlässigkeit erfordern.
Produkt
DELO-News | 7
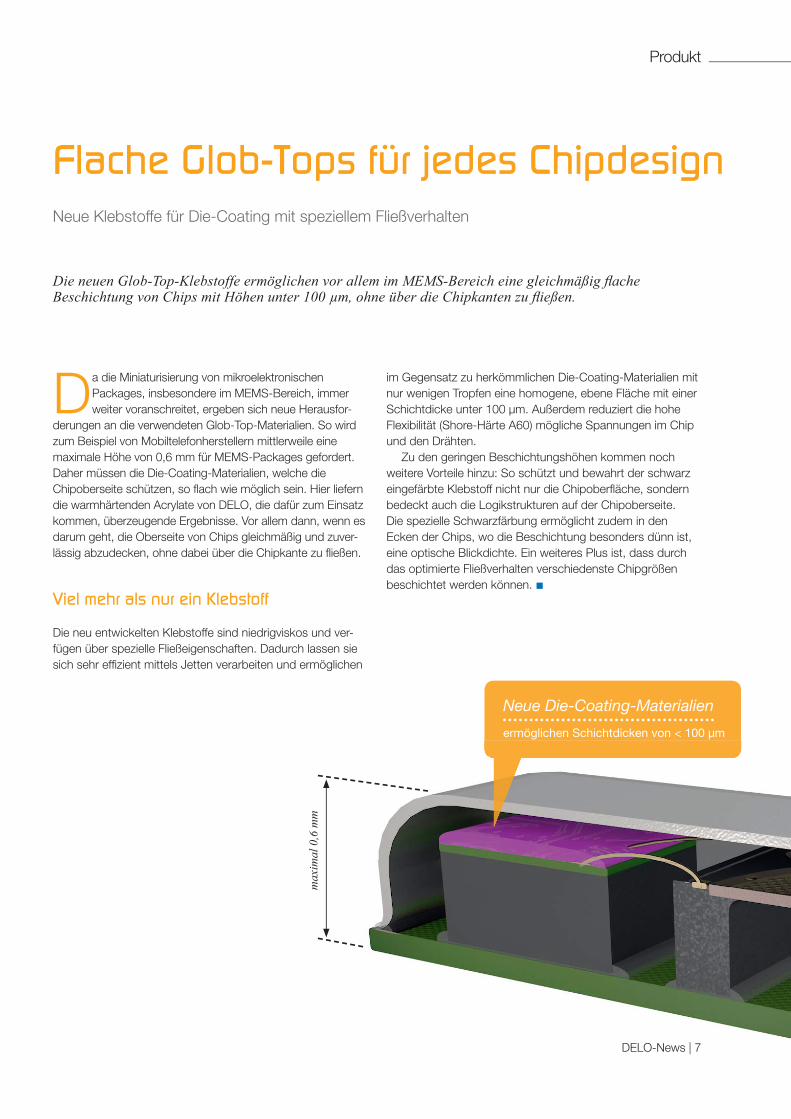
Flache Glob-Tops für jedes ChipdesignNeue Klebstoffe für Die-Coating mit speziellem Fließverhalten
Neue Die-Coating-Materialien
ermöglichen Schichtdicken von < 100 µm
Die neuen Glob-Top-Klebstoffe ermöglichen vor allem im MEMS-Bereich eine gleichmäßig fl ache Beschichtung von Chips mit Höhen unter 100 μm, ohne über die Chipkanten zu fl ießen.
Da die Miniaturisierung von mikroelektronischen Packages, insbesondere im MEMS-Bereich, immer weiter voranschreitet, ergeben sich neue Herausfor-
derungen an die verwendeten Glob-Top-Materialien. So wird zum Beispiel von Mobiltelefonherstellern mittlerweile eine maximale Höhe von 0,6 mm für MEMS-Packages gefordert. Daher müssen die Die-Coating-Materialien, welche die Chipoberseite schützen, so fl ach wie möglich sein. Hier liefern die warmhärtenden Acrylate von DELO, die dafür zum Einsatz kommen, überzeugende Ergebnisse. Vor allem dann, wenn es darum geht, die Oberseite von Chips gleichmäßig und zuver-lässig abzudecken, ohne dabei über die Chipkante zu fl ießen.
Viel mehr als nur ein Klebstoff
Die neu entwickelten Klebstoffe sind niedrigviskos und ver-fügen über spezielle Fließeigenschaften. Dadurch lassen sie sich sehr effi zient mittels Jetten verarbeiten und ermöglichen
im Gegensatz zu herkömmlichen Die-Coating-Materialien mit nur wenigen Tropfen eine homogene, ebene Fläche mit einer Schichtdicke unter 100 µm. Außerdem reduziert die hohe Flexibilität (Shore-Härte A60) mögliche Spannungen im Chip und den Drähten.
Zu den geringen Beschichtungshöhen kommen noch weitere Vorteile hinzu: So schützt und bewahrt der schwarz eingefärbte Klebstoff nicht nur die Chipoberfl äche, sondern bedeckt auch die Logikstrukturen auf der Chipoberseite. Die spezielle Schwarzfärbung ermöglicht zudem in den Ecken der Chips, wo die Beschichtung besonders dünn ist, eine optische Blickdichte. Ein weiteres Plus ist, dass durch das optimierte Fließverhalten verschiedenste Chipgrößen beschichtet werden können.
max
imal
0,6
mm

Automotive
8 | DELO-News8 | DELO-News
muss es sein und halten soll es
8 | DEDELOLO N-News8 | DELO-News
Schön
Kunden legen bei der Innenausstattung von Autos einen hohen Wert auf Optik und Wertigkeit. So muss vor allem das Armaturenbrett vom Design überzeugen
und attraktiv aussehen. Aber nicht nur das Optische spielt dabei eine Rolle, auch die Qualität muss stimmen. Deshalb werden Schmuck- und Zierelemente wie zum Beispiel die Chromringe an den Lüftungsschlitzen, Echtholzleisten an Türen und auf Lenkrädern sowie Verkleidungen am Radio geklebt.
Der Grund: Klebstoffe sind im Gegensatz zu Schrauben unsichtbar und gegenüber Schnapphaken zuverlässiger. Selbst Temperaturschwankungen und die damit verbundene Ausdehnung der Materialien können Klebstoffe problemlos standhalten. Außerdem geben sie zusätzlich Sicherheit, wie Tests zeigen. Denn bei sogenannten Kopfaufpralltests wird deutlich, dass geclipste Zierelemente bei einem Unfall brechen bzw. splittern können. Das abstehende Plastik stellt damit eine potentielle Verletzungsgefahr für die Insassen dar. Verklebt man diese Elemente jedoch im Vorfeld, passiert das nicht und die gebrochenen Chromringe bleiben bei einem Aufprall an ihrer Position.
Klebeband vs. Klebstoffe
Alternativ lassen sich Zierelemente im Auto auch mit Haft klebebändern verkleben. Diese haben den Vorteil der schnellen Verarbeitung, da sie sofort haften und ihre End-festigkeit damit unmittelbar erreichen. Daher kommen sie vor allem bei Emblem-Verklebungen wie zum Beispiel auf dem Lenkrad oder dem Autoschlüssel zum Einsatz. Das ergibt Sinn, da die Tapes klein sind, nicht variieren und die verwen-deten Maschinen ausschließlich punktförmige Geometrien abfertigen. Sobald jedoch komplexere Formen wie zum Beispiel bei Rahmenverklebungen um Displays gefragt sind, wird die Verwendung von Tapes teuer, da Tapes in diesen Größendimensionen viel zu fi ligran und daher für Maschinen schwer weiterzuverarbeiten sind. Demnach müssten sie händisch angepasst sowie eingesetzt werden, was die Produktionskosten erheblich steigert.
Schneller kleben mit Licht
Zierelemente sind oft aus undurchstrahlbaren Materialien wie zum Beispiel dunklen Kunststoffen oder verchromt. Das macht ein Aushärten nur mit Licht unmöglich. Dennoch möchte man in der Automobilindustrie schnelle Taktzeiten und hohe Stückzahlen in der Produktion realisieren. Deshalb kommen hier einkomponentige Epoxidharze zum Einsatz. Diese lassen sich sehr schnell vorbelichten.
UV

Automotive
DELO-News | 9
Das Besondere an der sogenannten Voraktivierung ist, dass der Klebstoff direkt nach dem Dosieren und nach einer kurzen Belichtungsphase noch fl üssig bleibt, sodass auch die intransparenten Bauteile gefügt werden können. Diese Offenzeit ermöglicht, dass Bauteile im Nachhinein noch justiert werden können. Nach dieser Offenzeit härtet der Klebstoff ohne Einwirkung von Licht innerhalb weniger Minuten aus. Die Aushärtung kann hier durch zusätzliche Wärmezufuhr noch beschleunigt werden. Im Prozess heißt das also, der Klebstoff wird dosiert, dann belichtet und anschließend erst das jeweilige Bauteil gefügt.
Einkomponentige Klebstoffe haben außerdem den Vorteil, dass sie sich im Gegensatz zu zweikomponentigen Kleb stoffen in Kleinstmengen einfacher verarbeiten sowie dosieren lassen. Epoxidharze eignen sich besonders gut zum Verkleben von Materialien wie PC, PPS oder auch verchrom-ten Ober fl ächen. Sie zeichnen sich durch ihre geringe Ausga-sung, hohe Zuverlässigkeit- sowie Beständigkeit gegenüber Temperaturen und Medien aus.
Neben Zuverlässigkeit ist auch Flexibilität gefragt
Der Materialmix im Auto und die unterschiedlichen Umwelt-einfl üsse verlangen den Klebstoffen einiges ab. Temperatur-schwankungen und wechselnde Medieneinfl üsse fordern eine gesteigerte Performance der Klebstoffe und ihrer Eigenschaften. So ist neben der Zuverlässigkeit auch die
Verklebte Zierelemente auf dem Armaturen-brett, hier Chromringe an Lüftungsschlitzen.
Flexibilität der Klebstoffe gefragt, da bei zu viel Wärme-einfl uss ein Verspröden möglich ist. Lichtaktivierbare Acrylate sind in diesem Fall besonders gut geeignet, da sich vor allem Kunststoffe wie PC / ABS mit ihnen fügen lassen.
Hinzu kommt, dass die Glasübergangstemperatur der Acrylate bei – 65 °C liegt. Das heißt, im automobilen Innen-raum mit dem Temperatureinsatzbereich von – 40 °C bis +100 °C bleiben diese Acrylatklebstoffe dauerhaft fl exibel, da sie erst unterhalb der Glasübergangstemperatur sprödes Verhalten aufweisen. Zudem können die Klebstoffe auch fl uoreszierend hergestellt werden, was in Produktionslinien eine hilfreiche Dosierkontrolle ist. Der Temperatureinsatzbe-reich liegt zwischen +120 °C und +150 °C, damit bleiben die Klebstoffe selbst bei hohen Temperaturen noch elastisch.
Fazit
Beim Verkleben von Zierelementen kommt es darauf an, dass sich die Klebstoffe auch in vollautomatisierten Produk-tionsabläufen einsetzen lassen. Eine schnelle Endaushärtung und die Möglichkeit, in kleinsten Mengen dosiert zu werden sind daher wichtige Eigenschaften. Zudem können die verwendeten Klebstoffe individuell auf die Bedürfnisse an ihren jeweiligen Einsatzort angepasst werden. Damit sind sie im Gegensatz zu anderen Fügeverfahren fl exible und zuverlässige Alleskönner, wenn es darauf ankommt im Auto dauerhaft zu überzeugen.

Titelstory
10 | DELO-News

Video: Neue Lampen und DELOLUX pilot https://youtu.be/d9KhRAtNmGQ
Titelstory
DELO-News | 11
DELOLUX pilot steuert und bedient LED-Lampen zuverlässig
Die neue Geräte-Generation
Mit der Kombination aus hohen Lichtintensitäten, einfacher Bedien-barkeit und größter Zuverlässigkeit setzt DELO neue Maßstäbe. Damit sind wir Vorreiter, wenn es um effi ziente Klebprozesse geht.“Dr.-Ing. Wolf-Dietrich Herold, Geschäftsführender Gesellschafter
DELOLUX-Lampen überzeugen, wenn es um schnelles und klebstoffoptimiertes Aushärten geht. Sie haben eine hohe Energieeffi zienz und mit einer erzielbaren Nutzungsdauer von über 20.000 Stunden eine wesentlich längere Lebensdauer als
konventionelle Lampen. Hinzu kommen ihr geringer Stromverbrauch sowie Wartungsaufwand als Garanten für Kosteneinsparungen beim Nutzer.
Die LED-Flächenstrahler DELOLUX 20 und DELOLUX 202 ermöglichen eine homogene und zuverlässige Aushärtung von Klebstoffen. Darüber hinaus verfügen sie jetzt über deutlich gesteigerte Intensitäten von bis zu 2 Watt / cm2 und haben damit eine dreifache Leistungsstei-gerung erfahren. Dadurch lassen sich höhere Aushärtungsgeschwindigkeiten der Klebstoffe und damit gleichzeitig höhere Yield-Raten in der Produktion realisieren.
Beide DELOLUX-Modelle gibt es jeweils in Varianten mit Intensitäten von bis zu 2.000 sowie 1.000 mW / cm² und erlauben damit einen fl exiblen Einsatz je nach Belichtungssituation. Die Lichtaustrittsfl äche der Lampenköpfe beträgt 100 × 100 bzw. 202 × 49 mm². Außerdem ermöglicht die kompakte Bauform, dass sich beliebig viele Lampen-Module vom gleichen Typ in x- und y-Richtung aneinanderreihen und große Klebfl ächen im typischen Arbeitsabstand von 5 bis 30 mm homogen aushärten lassen. Damit dies prozesssicher erfolgt, sollten Anwen-der die Intensität am Bauteil regelmäßig mit dem Messgerät DELOLUXcontrol überprüfen.
Ab sofort lassen sich DELOLUX 20 und DELOLUX 202 mit dem neu entwickelten Basis-gerät DELOLUX pilot einfach und zuverlässig per Touchscreen steuern sowie betreiben. Damit wurde eine neue Generation der Gerätetechnik integriert.

12 | DELO-News
Titelstory
Max. vier Lampenköpfe gleichzeitig Mehrere Bedien sprachen
Verschiedene Meldungs kategorien Handlungs empfehlung
Passwortgeschützte Rechtestruktur Individuelle Benutzerprofi le
Prozesskontrolle
Statusmeldungen
Benutzer verwaltung

Titelstory
DELO-News | 13
Im Interview verrät Dr.-Ing. Wolf-Dietrich Herold, was an DELOLUX pilot neu und überzeugend ist.
Welche Vorteile ergeben sich daraus für den Nutzer?
Er ist mit dem neuen Basisgerät ganz einfach ausgedrückt leichter und sicherer aufgestellt. Es hilft ihm dabei, den Produktionsprozess zu optimieren. Denn durch die neuen Features bekommt der Nutzer direkte Handlungsoptionen angeboten und kann sofort agieren.
Was ist für die Zukunft geplant?
Natürlich möchten wir unser gesamtes Lampenportfolio DELOLUX pilot-kompatibel machen. Das ist allerdings noch Zukunftsmusik. Jetzt gilt es erst einmal den Kunden die große Flexibilität, die sie mit dem Basisgerät erreichen können, vorzuführen, um dann möglichst kundenspezifi sch neue Entwicklungen zu erarbeiten.
Warum hat man sich bei DELOLUX pilot für ein Touchdisplay entschieden?
Touchdisplays sind allgegenwärtig: Ob Smartphones, Geld-automaten oder Navigationsgeräte – alles wird nur noch über einfachste Menüs per Touch gesteuert. Bei Industrieanlagen sieht das allerdings noch etwas anders aus, hier mangelt es oft an der Nutzerfreundlichkeit. Das wollten wir ändern und haben daher viel Entwicklungs-Know-how in unser neues DELOLUX pilot und sein modernes User-Interface gesteckt.
Was ist denn jetzt das Besondere?
Besonders ist auf jeden Fall die Möglichkeit, bis zu vier Lampenköpfe mit nur einem Basisgerät anzusteuern und zu betreiben. Bisher waren dazu noch fünf Geräte not-wendig – vier Netzteile und eine Steuerung. Auf dem 7" großen Touchscreen werden die Belichtungsparameter der vier Lampenköpfe nebeneinander angezeigt und können indivi duell vom Nutzer eingestellt werden. Zudem geben in tegrierte Statusmeldungen Hinweise auf mögliche Störungen und helfen so, den Produktionsablauf nicht zu behindern. Die Benutzerverwaltung hilft dabei ebenfalls, da die einzelnen Profi le durch eine Rechtestruktur passwort-geschützt sind und Zugriffsrechte erstellt werden können.
Im Interview:Dr.-Ing. Wolf-Dietrich Herold
Geschäftsführender Gesellschafter

14 | DELO-News
Anwenderbericht
Mechatronische Systeme wie regulierbare Luftfede-rungen, eine geregelte Dämpfung oder eine Wank-stabilisierung nehmen bei der Entwicklung einen
immer größeren Stellenwert ein. Dazu sorgen pneumatische und hydraulische Ventile an wichtigen Stellen des Fahrwerks für reibungslose Abläufe. Bei der Wankstabilisierung verhin-dern sie, dass sich das Auto in scharfen Kurven aufgrund der Fliehkraft in Richtung Kurvenaußenseite neigt, und gleichen zudem Bodenwellen aus. So steuern Regelventile den von einer Pumpe erzeugten Druck und erreichen eine minimierte oder ganz ausgeglichene Wankbewegung bei Kurvenfahrten.
Zu fi nden sind solche elektrohydraulischen Systeme bislang vor allem in Oberklassefahrzeugen, Sportwagen und SUVs. Die Rausch & Pausch GmbH (RAPA) mit Hauptsitz im oberfränk ischen Selb ist einer der wichtigsten Zulieferer in diesem Bereich. Das 1920 gegründete Familienunternehmen gehört zu den weltweit führenden Entwicklern von hydrau-lischen und pneumatischen Ventilsystemen. Inzwischen beschäftigt es über 900 Mitarbeiter an drei Standorten in Deutschland und den USA, zählt die wichtigsten OEMs und Systemlieferanten zu seinen Kunden und beliefert unter anderem Mercedes-Benz, Porsche sowie Landrover.
Ein zentrales Teil des Wanksystems ist der Magnetkopf als dessen Steuereinheit. Er dient als Antrieb für Regel- und Schaltventile, die den Ölfl uss im System regeln. Je nach Anwendung kommen bis zu fünf Magnetköpfe pro Block zum Einsatz, und je nach Fahrzeugtyp werden ein oder zwei Blöcke pro Fahrzeug verbaut.
Zuverlässiges Abdichten erforderlich
Damit die Magnetköpfe dauerhaft Automotive-Anforderun-gen erfüllen, schützt RAPA sie an zwei Stellen mit Klebstoffen bzw. Vergussmassen. So wird die Elektronik aus Spule und Magneten im Inneren des Zylinders mit einem zweikompo-
Firmensitz der Rausch & Pausch GmbH im oberfränkischen Selb © Rausch & Pausch
Mehr Fahrkomfort und -sicherheit sind für
die Automobilhersteller wichtige Entwicklungsziele. Ein Mittel dazu
ist, die Wankbewegung in Kurven zu reduzieren. Rausch & Pausch,
einer der führenden Anbieter von Fahrkomfort- Lösungen, setzt für
seine Wankstabilisatoren auf DELO-Klebstoffe.

DELO-News | 15
Anwenderbericht
dank Klebstoffendank Klebstoffen
KomfortableKomfortableKurvenfahrtKurvenfahrt
Magnetköpfe für die Wankstabilisierung vor und nach dem Abdichten der geknüpften Naht und dem Polyurethanverguss
zweiten Härtungs mechanismus unter Luftabschluss auch in den Schattenzonen, wo das Gehäuse geknüpft und punkt-geschweißt ist und Licht den Klebstoff nicht erreicht.
Über die Wahl des Klebstoffs hinaus beriet DELO das Familienunternehmen RAPA auch bei der Integration in den Serienprozess und begleitete die Versuche gemeinsam mit dem Anlagenbauer. Der Prozess wurde so qualifi ziert, dass als erstes die Magnetköpfe in eine Vorrichtung gelegt werden und dabei eine Kamera ihre Lage erkennt. Anschließend wird der Klebstoff mit einem vollautomatischen Membran-dosierventil aus 600 g-Kartuschen dosiert, wobei eine Auftragskontrolle per Fluoreszenz möglich ist. Danach erfolgt die Aushärtung des Klebstoffs mit dem LED-Punktstrahler DELOLUX 80 / 400 in weniger als zehn Sekunden.
Wie zum Beispiel bei Fahrassistenten oder Komfortsitzen ist es im Automobilbereich häufi g der Fall, dass Produkt-innovationen nur für ein paar Jahre dem Premiumbereich vorbehalten sind. Auch bei Wankstabilisatoren kann es gut sein, dass sie künftig im Volumensegment Einzug halten. Angesichts der schnellen Aushärtung und der damit mög-lichen kurzen Taktzeiten ist RAPA jedenfalls für eine weitere Steigerung der Nachfrage gerüstet.
nentigen, raumtemperaturhärtenden Polyurethan vergossen. Dieses muss sehr dünnfl üssig sein, um die Kavitäten und Spalte vollständig zu umfl ießen. Aufgrund seiner niedrigen Viskosität würde es aber an der geknüpften Gehäusenaht und dem punktgeschweißten Übergang des Gehäuses zur Grundplatte herauslaufen, weshalb das Gehäuse an diesen Stellen zuvor anderweitig abgedichtet werden muss.
Bei der Suche nach einem geeigneten Material dafür hatte RAPA frühzeitig die Anforderungen an den späteren Produk-tionsprozess spezifi ziert. So wurden Taktzeiten von weniger als 10 Sekunden bis zur Weiterverarbeitung gefordert, womit warmhärtende Produkte praktisch nicht in Frage kamen. Zudem sollte der Klebstoff angepasste Fließeigenschaften für kurze Dosierzeiten und -wege mitbringen und auch eine Automatisierung ermöglichen.
Dualhärtende Methacrylate erste Wahl
Mit diesen Bedingungen im Lastenheft wandte sich RAPA an DELO, das den Einsatz eines dualhärtenden Methacrylats vorschlug. Zum einen ermöglicht diese Produktgruppe dank der sekundenschnellen Lichthärtung ein direktes Weiterver-arbeiten der Bauteile ohne Zwischenlagerung zum Aushärten oder Abkühlen, zum anderen besitzt sie eine gute Zuver-lässigkeit für Automotive-Anwendungen.
Aufgrund der vielversprechenden Laborversuche fi el die Entscheidung schnell auf einen konkreten Klebstoff, DELO-ML DB136. Dieses Produkt kann im Temperatur-bereich von – 40 °C bis +150 °C eingesetzt werden und ist beständig gegenüber Motorölen, Kraftstoffen und Streusalz. Das stellt angesichts der unterbodennahen Anbaustelle am Fahrwerk sicher, dass sich der Klebstoff im Betrieb nicht ablöst. Zudem erfüllt er die Norm IP6K9K, die für das Abdichten des niedrigviskosen Polyurethanvergusses erforderlich ist. Schließlich vernetzt er sich dank seines

11,7 MIO. TONNEN KLEBSTOFF
32 EMPIRE STATE BUILDINGS
Weltweite Produktionsmenge Kleb- und Dichtstoffe
AUTOMOBIL
4,9 %
LUFT- UND RAUMFAHRT
5,4 %
ELEKTRONIK
10 %
Jährliches Wachstum des Klebstoffmarkts in ausgewählten Branchen (bis 2021)
ELEKTRISCH LEITFÄHIGE KLEBSTOFFE
10,3 %
LICHTHÄRTENDE KLEBSTOFFE
11,6 %
THERMISCH LEITFÄHIGE KLEBSTOFFE
8,9 %
UV
Jährliches Wachstum von Elektronikklebstoffen (bis 2021)
Markt
16 | DELO-News
Zahlen & FaktenWie sehr das Kleben boomt, zeigt die jährlich produzierte Menge an Kleb- und Dichtstoffen.Durch Trends wie Miniaturisierung, Multi-Material-Design und Leichtbau nimmt seine Bedeutung sogar noch weiter zu. Dazu ein paar aktuelle Markt-zahlen der Analysten von Global Market Insights, Research and Markets und Technavio.

Unternehmen
DELO-News | 17
Erweiterte GeschäftsführungRobert Saller verstärkt Führungsspitze
DELO beruft Robert Saller (53) in die Geschäftsführung. Die langjährige Führungskraft, seit 1990 in unterschiedlichen Positionen für das Unternehmen tätig, verstärkt seit 1. Januar das oberste Führungs-gremium. Als Geschäfts führer verantwortet er die Ressorts Vertrieb Interna tional, Produktmanagement, Branchenmanagement und Gerätetechnik.
Robert Saller leitet damit gemeinsam mit den beiden Geschäftsführenden Gesellschaftern Sabine Herold und Dr. Wolf-Dietrich Herold die Geschicke des
Familienunternehmens. Mit der Erweiterung stellt der Mittel-ständler, dessen Umsatz zwischen 2010 und 2016 von 30 auf mehr als 80 Millionen Euro kletterte, die Weichen für die Zukunft.
„Für uns als stetig und kräftig wachsendes Unternehmen ist Kontinuität in der Führungsstruktur von allergrößter
Wichtig keit. Wir freuen uns, dass Robert Saller künftig gemein sam mit meinem Mann und mir unseren ambitionierten Weg gestaltet“, so Sabine Herold.
Robert Saller studierte Fahrzeugtechnik an der Hochschule für angewandte Wissenschaften München und schloss dort als Diplom-Ingenieur ab. Er trat 1990 als Anwendungsingenieur bei DELO ein und übernahm 1998 die Leitung des internatio-nalen Vertriebs. Seit 2003 verantwortet Saller zusätzlich das Produktmanagement.
Neues Geschäftsführungsteam: Robert Saller, Sabine und Dr. Wolf-Dietrich Herold

Unternehmen
18 | DELO-News
UMWELTBEWUSSTSEIN ZAHLT SICH AUS ...DELO nach ISO 14001 und 9001 zertifi ziert
Mit der ISO 14001:2015-Zertifi zierung unterstreicht DELO ein verantwor-tungsbewusstes Umweltmanagement.
Die ISO 14001 ist eine Norm, die anerkannte Anforderungen an ein Umweltmanagementsystem festlegt.
Das übergeordnete Ziel der ISO 14001 ist es, den Umweltschutz zu fördern und Umwelt-belastungen zu reduzieren. Als geprüftes Unternehmen musste DELO sich zu seiner Verantwortung in den Bereichen Umwelt-, Arbeits- und Gesundheitsschutz bekennen und deren kontinuierliche Verbesserung als festen Bestandteil in die Unternehmensziele integrieren.
Die Zertifi zierung erfolgte während eines zweitägigen Audits im Unternehmen durch akkreditierte Auditoren des TÜV Süd. Mit dem Erhalt des Siegels hat DELO gezeigt, dass Umweltbewusstsein in einem Chemie-unternehmen kein Fremdwort ist.
… Qualitätsbewusstsein auch
Darüber hinaus erhält DELO von der Qualitätsmanagementnorm ISO 9001:2015 eine Rezertifi zierung. Die ISO 9001 ist natio-nal und international die meist verbreitete sowie bedeutendste Norm im Qualitäts-management. Sie bildet die Basis für den kontinuierlichen Verbesserungsprozess innerhalb des Unternehmens.
Christian Walther, Leiter Produktion und Qualitätsmanagement, zeigt die gerahmte
ISO 14001-Zertifi zierung.

S T A R T
DHBW Stuttgart
DHBW Engineering
TU München
TUfast eco
Hochschule Augsburg
Starkstrom Augsburg






























