-
8/13/2019 Lean Approach
1/21
Lean Approach
The Toyota Produc t ionSystem
Dwight Apodac
562-593-6813
-
8/13/2019 Lean Approach
2/21
A time-based strategy
3 Vital Elements :
The Toyota Production System
Standard Operations
-
8/13/2019 Lean Approach
3/21
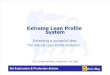
The New Equat ion
NewView
Sales
Price Mfg.Cost
Profit
SalesPrice
Principle of Cost Reduction: Profit = Sales Price - Cost
Traditional
View
Sales
PriceMfg.
Cost
Profit
Sales
Price
Principle of Cost Plus: Sales Price = Cost + Profit
SALES
-
8/13/2019 Lean Approach
4/21
How well we use time is...
the single best indicator
of competitiveness
On a sign seen at Pella Corp.
-
8/13/2019 Lean Approach
5/21
Time-Based Strategy Model
Production Lead Time
Sales Define ProduceService
(Customers)
Business
Resources
Time
Sales Define ProduceCustomer
Service
Business
Resources
-
8/13/2019 Lean Approach
6/21
RM
WIP
WIP
FG
Time
OP 1
OP 2
OP 3
Total
Cost
Traditional
Manufacturing
(Batch & Queue)
Total costs decrease with lead time reduction!
Cost and Time
RM
O
P1
OP
2
FGOP
3
Total
Cost
Time-Based
Manufacturing
Time
-
8/13/2019 Lean Approach
7/21
Typ ical vs . Preferred Approach
% of Lead Time5 10 15 20 25 30 35 40 45 50 55 60 65 70 75 80 85
90 95 100
NVAVA
VA
NVA
NVAVA
Typical Approach Towards Reductions
Preferred Approach Towards Reductions
-
8/13/2019 Lean Approach
8/21
Types o f Waste
Overproduction
Defects
Unnecessary inventory
Inappropriate processing
Excessive transportation
Waiting
Unnecessary motion
-
8/13/2019 Lean Approach
9/21
Waste Causes
Facility layout
Excessive setup times
Incapable process
Poor preventive maintenance
Uncontrolled work method
Lack of training
Boredom
Production planning/scheduling
Lack of workplace organization
Lack of supplier quality and reliability
Lack of concern (accountability)
-
8/13/2019 Lean Approach
10/21
TPS (Toyo ta Product ion System)
5S Work Environment
J
I
T
J
ID
O
K
A
Production Smoothing
-
8/13/2019 Lean Approach
11/21
J IT Princ iples
Pace to Takt time
One piece flow operations
Incorporate pull systems
-
8/13/2019 Lean Approach
12/21
Tak t Time
The word Takt is of
German origin having its
meaning most closely
associated with musicalrhythm
Like a heartbeat it should
not be arrhythmic
Must have a couple ofknown paces, but these
paces should not change
every day
-
8/13/2019 Lean Approach
13/21
Takt Time Calcu lat ion
Example:
8 hour day - 2 (10) -minute breaks(15) minute clean
up period = 445 minutes available
If the customer demand in a peak season averages 800units per
day, then 445/800 = .55
We need one unit every .55 minutes or one unit every33
seconds
Available time/Demand = Takt Time
-
8/13/2019 Lean Approach
14/21
1-Piece Flow
Batch
Flow
Batch vs. Flow Produc t ion
-
8/13/2019 Lean Approach
15/21
JIT Product ion Character ist ics
Machines in the order of processes
Small and inexpensive equipment
U-shaped, counterclockwise work flow
Multi-process (multi-tasking) workers
Ergonomically correct operations
-
8/13/2019 Lean Approach
16/21
Jidoka Princip les
Separation of Machine and Operator
Stop the Line Authority
Mistake Proofing or Poka Yoke
-
8/13/2019 Lean Approach
17/21
Stop the Line Authority
-
8/13/2019 Lean Approach
18/21
Poke Yoke
-
8/13/2019 Lean Approach
19/21
Product ion Smooth ing Is...
Customer DemandAverage Daily
Demand =
Target
Production
Time
Adapt ing p roduc t ion to var iable demand:
Quantity
-
8/13/2019 Lean Approach
20/21
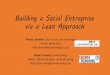
Model Mix
Day5 10 15 20
ModelA
1600units
ModelB
800units
1 2 3 20
A
B C
A
B C
A
B C
A
B C
Day
80
40 40
80
40 40
80
40 40
80
40 40
Monthly
Schedule
(3200 units)
Daily
Schedule
(160 units)
ModelC
800units
-
8/13/2019 Lean Approach
21/21
Produc t ion Leveling Benef its
Maintains a consistent, high quality product
Minimizes finished goods inventory
Reduces the requirements for capital investment
Reduces costs due to rework and scrap
Ensures on-time delivery