Embed Size (px)
DESCRIPTION
gondorukem merupakan hasil residu dari pengolahan getah kayu pinus. pengamatan proses pengolahan getah dilakukan di perum perhutani sukun dalam kegiatan praktek umum pengolahan hutan lestari.
Citation preview

ACARA XI
INDUSTRI PENGOLAHAN KAYU DAN NON KAYU
A. TUJUAN
1. Menerapkan teori yang diperoleh.
2. Mengenal praktek-praktek pengolahan hasi hutan secara nyata.
3. Menambah informasi dan pengetahuan yang telah diperoleh di bangku kuliah
mengenai industri pengolahan kayu.
B. WAKTU DAN LOKASI
Tempat : Pab rik Gondorukem dan MKP KPH Madiun, BKPH Sukun, KRPH
Tambaksari Petak 3E, Kabupaten Ponorogo, Kecamatan Punung,
Desa Sidoharjo – Dusun Sukun.
Industri/pabrik pengolahan kayu Cepu (KBMIK Cepu).
Hari, Tanggal : Pabrik Gondorukem dan MKP Sukun Ponorogo : 13 Agustus 2008.
Industri Penggergajian Kayu KBMIK Cepu : 14 Agustus 2008.
Waktu : Jam 06.30 WIB sampai selesai.
C. ALAT DAN BAHAN
- Alat Tulis
D. CARA KERJA
Informasi dan data-data dikumpulkan, meliputi data mengenai :
a. Nama, alamat dan status kepemilikan serta sejarah berdirinya pabrik.
b. Lay out atau tata letak pabrik.
c. Struktur organisasi tenaga kerja di pabrik.
d. Jenis, jumlah dan kualita bahan baku.
e. Jenis, jumlah dan kualita produk yang dihasilkan.
f. Langkah-langkah dalam proses produksi di pabrik.
g. Cara dan tujuan pemasaran produk.
h. Tata cara penanganan limbah pabrik.
i. Dampak positif dan negatif pabrik keberadaan pabrik bagi masyarakat di
sekitarnya.
j. Permasalahan-permasalahan yang dihadapi oleh pabrik.

E. HASIL PENGAMATAN
Ringkasan hasil / data lapangan
C.1 INDUSTI PENGOLAHAN HASIL HUTAN NON KAYU
I. PABRIK PENGOLAHAN GONDORUKEM DAN TERPENTIN
1. Nama, alamat dan status kepemilikan serta sejarah
berdirinya pabrik
a. Nama pabrik PGT Sukun
KBMINK Perum Perhutani Unit II Jawa Timur Pengelolaan gondorukem.
b. Alamat KPH Madiun, BKPH
Sukun, KRPH Tambaksari Petak 3E, Kabupaten Ponorogo, Kecamatan Punung, Desa
Sidoharjo – Dusun Sukun.
c. Status kepemilikan dimiliki
Perum Perhutani
d. Sejarah berdirinya pabrik :
Pada tahun 1948 : pabrik lama di Ngebel, Kare, Singgahan. Cara sederhana,
pemasakan dengan menggunakan wajan tembaga berkapasitas 10 Kg getah pinus.
Pada tahun 1950 berkembang menggunakan ketel berkapasitas 500 Kg dengan
saringan berukuran mesh 25, 40, 80 dan 100 mesh dan dengan sistem pemasakan
langsung (Kohulasi).
Tahun 1970 pabrik ini bekerjasama dengan LPHH dibidang pengolahan.
Tahun 1973 – 1974 disyahkan project statement pabrik gondorukem di Sukun
Ponorogo / KPH Lawu Ds, pabrik ini pengolahannya diganti menjadi sistem destilasi
sesuai dengan SK 11 Oktober 1973 No. 350/Perum Perhutani/X/1973 dan surat.
Direksi Perum Perhutani tanggal 21 September 1974 No. 3384/IVc/10/Dir (Anonim,
2007).
Tahun 1976 : pabrik baru di sukun. Sistem pemasakan destilasi, kapasitas 880 ton
getah / tahun.
Tahun 1977 : penambahan tangki dekanteur.
Tahun 1986 : penyempurnaan tangki pemasak, kapasitas 2300 ton getah/tahun
Tahun 1987 : penyempurnaan mesin
Tahun 1988 : peningkatan kapasitas tangki pemasak menjadi 9000 ton getah/tahun.
Tahun 1990 : penambahan tangki penuang, kapasitas 13.600 ton getah/tahun.

Tahun 1991 : penyempurnaan (filter press, T. penampung, T. seltter, T. Melter),
kapasitas 18.000 ton getah/ tahun.
Tahun 1992 : kapasitas meningkat menjadi 21.000 ton getah/tahun.
Tahun 2006 : menjadi salah satu unit KBMINK Perum Perhutani Unit II Jatim.

2. Lay out dan tata letak pabrik


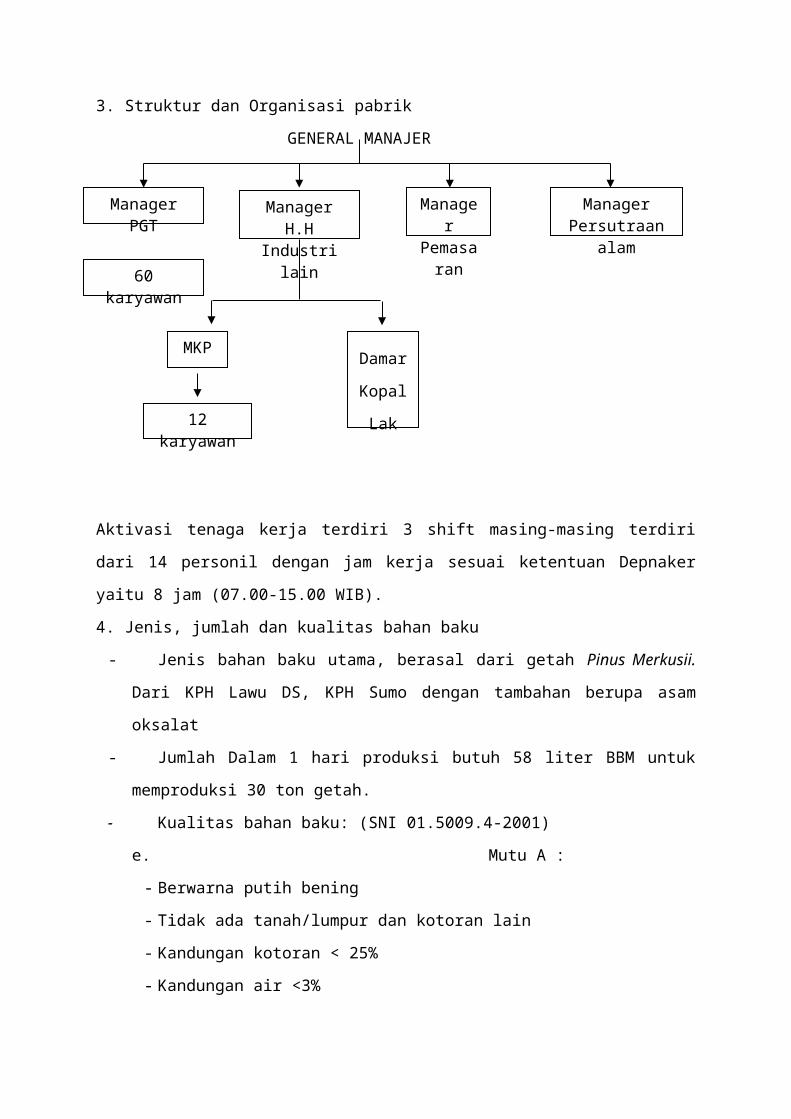
3. Struktur dan Organisasi pabrik
GENERAL MANAJER
Aktivasi tenaga kerja terdiri 3 shift masing-masing terdiri dari 14 personil dengan jam kerja
sesuai ketentuan Depnaker yaitu 8 jam (07.00-15.00 WIB).
4. Jenis, jumlah dan kualitas bahan baku
- Jenis bahan baku utama, berasal dari getah Pinus Merkusii. Dari KPH Lawu DS,
KPH Sumo dengan tambahan berupa asam oksalat
- Jumlah Dalam 1 hari produksi butuh 58 liter BBM untuk memproduksi 30 ton
getah.
- Kualitas bahan baku: (SNI 01.5009.4-2001)
e. Mutu A :
- Berwarna putih bening
- Tidak ada tanah/lumpur dan kotoran lain
- Kandungan kotoran < 25%
- Kandungan air <3%
f. Mutu B
- Berwarna keruh samapai coklat
- Ada tanah/lumpur dan kotoran lain
- Kandungan kotoran 2-5%
- Kandungan air ≤ 3%
g. Tidak diterima /aval
- Kandungan air >5%
- Kandungan kotoran >5%
Manager Pemasara
n
Manager H.H Industri lain
Manager Persutraan alam
Manager PGT
60 karyawan
MKP
12 karyawan
Damar
Kopal
Lak
2. Jenis, jumlah dan kualitas produk yang dihasilkan
- Jenis produk yaitu gondorukem dan minyak terpentin
- Jumlah yang dihasilkan 60 ton/hari, Rendemen gondorukem 68,9 % dan rendemen
terpentin 13 %.
- Kualitas produk yang dihasilkan
Di Indonesia, Perum Perhutani menggunakan tingkat kualitas internasional, yaitu :
1. Kualitas X : warna ≤ no. 6, titik lunak ≥ 78°C, kadar kotoran ≤ 0,05%
2. Kualitas WW : warna no. 7, titik lunak ≥ 78°C, kadar kotoran ≤ 0,05%
3. Kualitas WG : warna no. 8, titik lunak ≥ 76°C, kadar kotoran ≤ 0,05%
4. Kualitas N/L : warna ≥ no. 9, titik lunak ≥ 74°C, kadar kotoran ≤ 0,05%
Warna sesuai dengan standar GARDNER atau tes dengan Lovibond.
Kelas mutu minyak terpentin:
Mutu A B
Sisa penguapan (%) ≤2 >2
Kd. Sulingan (%) ≥90 <90
Bil. Asam ≤2 >2
Warna Jernih Tidak jernih
Kd. α pinene (%) ≥80 <80
Putaran optik ≥32 <32
6. Alur pengolahan di pabrik
Bak getah (menampung getah yang dating sebelum diproses) – Talang getah (menampung
getah sementara) – Tangki blow case (sebagai pemanas dan pemindah getah ke tangki melter)
– Tangki melter (untuk melarutkan getah dengan terpentin dan memisahkan kotoran kasar) –
Gab filter 200 micron (untuk menyaring larutan getah) – Tangki settler / mixer (sebagai
penampung/ pencucian dan pengendapan getah) – GAF Filter 75 micron (untuk menyaring
kotoran getah) – Tangki washer ( menampung larutan getah sebanyak 3 tangki melter) –
GAB Filter 50 micron (untuk menyaring kotoran halus) – tangki penampung getah bersih
(untuk menampung getah bersih hasil dari pencucian dan penyaringan) – GAB Filter 1
micron (menyaring getah dari tangki penampung ke tangki pemasak) – Tangki pemasak
(untuk memproses larutan getah menjadi gondorukem dan terpentin) – Tangki condensor

(untuk mengembunkan uap air dan terpentin) – Tangki separator (memisahkan antara
terpentin dan air hasil pengembunan) – Tangki terpentin produk (untuk menampung terpentin
hasil pemisahan) – Tangki dehydrator (untuk mengurangi kandungan air pada terpentin) –
tangki terpentin export 9 untuk menampung minyak terpentin sebelum dipasarkan) – Bak
limbah (untuk menampung air limbah).
Dalam 1 hari produksi butuh 58 liter BBM untuk memproduksi 30 ton getah .
1. Proses penerimaan bahan baku
Adanya sortasi bahan baku, ada juga tanggungan ganti rugi(TGR), hitungan kalkulasi dari
gondorukem dan terpentin jika nilai < 83 maka dikenai TGR
2. SOP untuk aturan kerja
Ruang pengenceran (blow case melter) + asam oksalat 2-3 kali cuci seresah dikeluarkan
ke UPL ( unit pengelolaan limbah) penambahan terpentin untuk mengencerkan kristal
3. Pencucian dilakukan pada tangki
washer
Flowmeter untuk mengukur keluarnya air.
4. Tangki pemasak (Gondorukem)
berupa endapan
Dari Pengembunan kondensor diperoleh terpentin
Gondorukem ±69% dan terpentin ±13,96 %
5. Tangki penuang dari sini masuk
penimbangan
Berat tiap drum 245 kg berat bersih 240kg 1 kali masak 4 hari dihitung 1 produksi dengan
toleransi berat ±1,2 kg. Rekanan (pihak ke 3) untuk pembuatan kaleng 1 drum .
Affal gondorukem yang jelek didaur ulang kembali.
Pengujian mutu dilakukan di laboratorium dengan adanya sample tiap pemasakan
7. Cara dan tujuan pemasaran produk
- ekspor ke negara – negara industry (90%)
untuk Asia : Korea, Jepang, Taiwan, India
untuk Amerika : AS
untuk Eropa : Jerman Barat, Belgia, Italia, Belanda, Perancis
- mencukupi kebutuhan dalam negeri
8. Tata cara penanganan limbah pabrik
Melalui system IPAL (Instalasi Pengolahan Air Limbah).

Limbah cair hasil proses produksi gondorukem dan terpentin sebelum dibuang ke sungai
diolah dulu dengan system IPAL.
9. Dampak positif dan negatif pabrik bagi masyarakat di sekitarnya
-
10. Permasalahan yang dihadapi pabrik
Pasokan getah yang terus menurun mengakibatkan tidak terpenuhinya target produksi.

II. PABRIK PENGOLAHAN MINYAK KAYU PUTIH
1. Nama, alamat dan status kepemilikan serta sejarah berdirinya pabrik.
a. Nama pabrik MKP Sukun
KBMNIK non kayu Perum Perhutani Unit II Jawa Timur Pengelolaan minyak kayu
putih.
b. Alamat KPH Madiun, BKPH
Sukun, KRPH Tambaksari Petak 3E, Kabupaten Ponorogo, Kecamatan Punung, Desa
Sidoharjo – Dusun Sukun.
c. Status kepemilikan dimiliki
Perum Perhutani
d. Sejarah berdirinya pabrik :
Tahun 1924 : terjadi penjarahan hutan di Ponorogo, sehingga kemudian dilakukan
penelitian oleh tim yang khusus datang dari Bogor untuk meneliti spesies minyak
kayu putih yang cocok di Ponorogo.
Tahun 1937 : percobaan penyulingan dengan sistem kukus.
Tahun 1939 : dibangun pabrik sederhana
Tahun 1947 : penyempurnaan alat menggunakan ketel uap bekas lokomotif
Tahun 1948 : pabrik rusak akibat clash fisik ke II.
Tahun 1950 : pabrik dibangun kembali dengan peralatan sederhana (drum-
drum) besi dengan alat pendingin, kapasitas1.250 kg).
Tahun 1951 : dioperasikan kembali
Tahun 1956 : pengembangan imstalasi pabrik berupa penambahan tangki plat
baja, boler, dan kondensor dari kuningan.
Tahun 1975 : modifikasi tangki daun dengan melapisi bagian dalam
menggunakan plat alumunium.
Tahun 1985-1987 : modifikasi instalasi pabrik secara menyeluruh (peralatan
diganti dengan stainless steel)
Tahun 1988 : modifikasi terhadap control (hoiserain), semula menggunakan
tenaga manusia diganti menjadi tenaga mekanik)

Tahun 2006 : berstatus sebagai salah satu unit KBMNIK Perum Perhutani
Unit II Jatim.

2. Lay Out atau tata letak pabrik

3. Struktur organisasi tenaga kerja di pabrik
Penguji Tk. IIHadi suroso
QC
KatibarSarmanto M. Darto
ASS MAN. PGTHadi Sumargono
Kaur produksi dan teknikDjarkasi
Kaur persediaanSumarno
Staf Pelaksana
MargitoDiantomisiranSupriyono
Kaur TUDjarkasi
Ka Shift I Ka Shift II Ka Shift IIHaryadi Suroso Mulvani
Ka Shift I Ka Shift II Ka Shift IIHaryadi Suroso Mulvani
Staf Pelaksana
Hari SYuni PSy. RiniAnita S
Satpam
SuwitoJumiranSubali

4. Jenis, jumlah dan kualitas bahan baku
a. Jenis bahan baku : ada 3 jenis DKP
Pulau Buru cirinya kuncup putih, rendemen tinggi, sineol rendah.
Pulau Timor cirinya kuncup merah, rendemen rendah, sineol tinggi.
Ponorogo, merupakan persilangan Pulau Buru dan Pualu Timor dengan
cirri kuncup kuning, rendemen sedang, sineol sedang.
b. Jumlah : 40 ton perhari
c. Kualita bahan baku : kualita utama (kualita sineol ≥ 55 %)
5. Jenis, jumlah dan kualitas produk yang dihasilkan
a. Jenis produk yaitu minyak kayu putih.
b. Jumlah produk yang dihasilkan :
Target produksi 6000 L / tahun.
Hasil yang di peroleh 5600 L.
c. Kualita produk yang dihasilkan : kualita utama (kualitas seniol ≥
55 %)
Asal bahan baku :
1. KPH Sukun, Ponorogo
2. KPH Depok
3. KPH Sidoarjo
4. KPH Nglayang
5. KPH Tambak sari
6. KPH Lawu DS
6. Langkah proses produksi
Daun kayu putih direbus dengan ketel pemanas suhu diatur dengan steam
header produk yang dihasilkan didinginkan dengan kondensor lalu
dipisahkan antara MKP dan air dengan separator siap dikemas dalam jrigen

SKEMA ALUR PROSES PRODUKSI MKP
Dalam proses produksi ranting yang ditolelir untuk ikut dikukus ialah ranting
yang tebalnya masksimal 0,5 cm. Daun dipangkas / dipungut sewaktu tanaman
tepat berusia 9 bulan karena memiliki kandungan seniol yang pas. Pada saat
musim hujan rendemen jadi rendah ( 0,54%) dan saat musim kemarau rendemen
tinggi (0,85%).
Boiler Tangki Daun Kondensor
Daun Briket
Bak Air Kondensor
CallingTower
Tangki Minyak Dehidrator Separator
Kemasan
Uap Uap
M + A
Air panasAir dingin
Air dingin
Cairan M + AMinyak + Air
MKP
MKP
MKP
Air distilasi
Jerigen



7. Cara dan tujuan pemasaran produk
- Pabrik ini tidak didizinkan menjual produk, tetapi produk yang dihasilkan
langsung dikirim ke KPH unit II Jawa Timur.
- Pemasaran dilakukan oleh pihak Perhutani unit II Jawa Timur di Surabaya
8. Tata cara penanganan limbah pabrik
- Limbah digunakan sebagai bahan bakar untuk proses produksi pabrik,
untuk memanasi ketel uap.
- Limbah juga dijual seharga Rp 160 perikat dan banyak dibeli oleh
masyarakat sekitar ataupun pengusaha kecil disekitarnya.
9. Dampak positif dan negatif keberadaan pabrik bagi masyarakat di
sekitarnya
Dampak positif adanya pabrik yaitu dapat menyerap tenaga kerja bagi
masyarakat dan limbah dapat dimanfaatkan sebagai bahan bakar
10. Permasalahan – permasalahan yang dihadapi
Permasalahan sampai saat ini tenaga kerja tercatat sebagai tenaga kerja resmi
hanya berjumlah 12 orang dan pabrik tidak diizinkan menjual produk yang
dihasilkan.
Aktivasi tenaga kerja
Sistem aktivasi dengan shift. Satu shift terdiri dari 1 tenaga kerja separator, 2
tenaga kerja boiler, dan 2 tenaga borongan. Asuransi tenaga kerja dalam
bentuk jamsostek.
Fenomena yang menarik
Limbah padat yang berupa DKP dibuat briket untuk dijadikan bahan bakar
boiler atau dijual ke pabrik gamping. Tiap ikat briket beratnya berkisar antara
2-2,5 Kg daun. Briket DKP ini harus benar-benar kering kering karena dapat
mempengaruhi tekanan pada boiler. Kebutuhan bahan bakar briket untuk
boiler 250 ikat / jam.
Pengujian MKP
Pengujian kualitas MKP ini dilakukan 1 minggu sekali atau 15 hari sekali.
Alat pengujian : labu kasia, pipet, pengaduk, gelas, aquades, resorsinol

Langkah pengujian : 5 mL MKP yang akan diuji dimasukkan dalam labu kasia
dengan menggunakan pipet, kemudian ditambahkan aquades dan resorsinol,
diaduk dan dibaca skala yang tertera pada labu.
Penentuan standar MKP berdasarakan SNI
Kriteria Standar
BJ 0,915 – 0,923
Indeks bias 1,466 – 1,472
Putaran optik (-4o) – 0o
Kelarutan dalam 80 % alcohol 1 : 1 Jernih dan harus tetap jernih
Kadar sineol 50-65%
Minyak pelikan Negatif
Minyak lemak Negatif

C.2 INDUSTRI PENGOLAHAN KAYU
I. Industri Skala Besar
A. Nama Perusahaan : Kesatuan Bisnis Mandiri Industri Kayu Cepu.
Lokasi : Desa Batokan, Kecamatan Kasiman, Kabupaten
Bojonegoro.
Sejarah :
1975 : Perusahaan didirikan dengan produk veneer sayat.
1976 : Diresmikan menjadi KIPKJ Cepu.
1978 : Dibangun 1 unit PGM, 1 unit Moulding&Parket, unit KILN
Dry.
1987 : Dibangun 1 unit PGM.
1999 : Pemisahan unit moulding :
- Unit Pabrik GF (Garden Furniture) 1
- Unit Pabrik GF (Garden Furniture) 2
- Unit Pabrik GF (Garden Furniture) 3
- Unit FJL ( Finger Join Laminate)
2006 : Penggabungan KIPKJ
Randublatung (KBMIK) → Februari 2006
Manajemen :
Struktur Organisasi
1. General Manager (GM) → 1 orang.
2. Manajer → 3 orang.
3. Asistan Manager → 4 orang.
4. Kuar/Mantri → 24 orang.
5. Staff → 50 orang.
B. Bahan baku :
Jenis bahan baku : utama → Kayu jati
Menerima pesanan kayu rimba (mahoni, pinus,
sengon).

Asal & jumlah : KPH Cepu
KPH Kebonharjo
KPH Blora
KPH Mantingan
KPH Kendal
KPH Randublatung
C. Ukuran dan Kualita Bahan Baku Industri :
U kuran yang terdapat di KBM ini hanya sortimen A2 dan A3.
Kayu yang digunakan pada industri tersebut di atas berkualitas
hara, lokal dan vinir.
D. Produksi
Proses produksi dibagi menjadi :
1. Penumpukan log di TPK :
- Log diberi cairan dibontos untuk mengurangi penguapan.
- Log berasal dari beberapa KPH suplier yakni Cepu,
Kebonharjo, Blora, Mantingan, Kendal. Log yang berasal dari
Cepu,Randublatung sebanyak 13600 m³. Log-log yang berada
di TPK ini termasuk Sortimen A3 dan A2.
- Fungsi TPK : sebagai tempat input, kayu yang datang, kayu
yang sudah dipilih oleh petugas industri yang dikoordinasi oleh
asper penguji.
2. PGM (Pengergajian Mesin)
Proses penggergajian untuk menyuplai Pabrik Garden Furniture.
Prosedurnya berupa : Penerimaan SPK dari GM → Membuat rencana
kerja sesuai order. Kemudian meminta log dari TPK sesuai dengan
permintaan. Kemudian log dikirim ke PGM dan diletakkan pada mesin
LBS. Kegiatan penggergajian dilakukan pembagian perkelompok.
Dalam kegiatan penggergajian harus habis tidak boleh ada sisa.
Proses Produksi :
- mesin LBS dengan log menjadi jeblosan sesuai order.
Pemolaan pada kayu dengan output rendemen tertinggi.
- Masuk ke mesin BRS sekunder untuk membuat kelebaran
sesuai order, lalu dipola lagi.
- Mesin potong (cros cut) untuk memotong hasil produksi dari
BRS ke arah panjang sesuai order.
- Ditempatkan di desk output, kemudian diuji mutunya U-P-D-T
(standart mutu) menurut SNI.
Sebelum masuk ke bagian pengeringan terlebih dahulu masuk ke
pabrik pengasahan SBS. SBS melayani alat-alat produksi sebagai
departemen service yang ada di KMMI Cepu. SBS ini merupakan
bagian pengasaha gergaji dan alat produksi lainnya. Gergaji yang
diasah/service pada bagian ini adalah :
a. LBC (Log Bain Saw) gergaji utama yang berfungsi membelah
log dengan ukuran 920cm dan 820cm.
b. BRS (Bain Re Saw) membelah ulang dengan panjang 780cm.
c. Sekunder Saw panjang 6,8cm.
d. SBM (Small Bain Saw) untuk membelah lengkungan dan
membuat cekungan.
e. Baja Intan/TCT (Tunksen Carbide Tipped) atau HM dengan
kekuatan belah gujamuntuk finishing.
f. Mesin buat mengasah : Pressing Mening Sekunder.
Mengasah samping, setelah diasah depan agar tidak kasar,
ketentuan tebal 1,2cm jarak giwaran. Tujuannya untuk
penghematan material. Jarak antar gigi ¼ inc dengan jarak
giwaran 2,4 – 2,5 cm.
3. Pengeringan Kayu

Dilakukan agar kadar air kayu mencapai 12 %,sehingga kayu tidak
berubah bentuk (dimensi). Prosesnya adalah : bahan baku industri
terutama PGM dan TPK diterima bagian penerimaan pengeringan
disertai surat pengantar sementara (kitir) untuk dicocokkan dengan
kayunya. Kemudian dilakukan stacking (ditata), lalu dimasukkan
dalam ruang pengering (cumber). Pengeringan dilakukan dengan suhu
40˚, tiap 2 hari sekali dinaikkan 5˚ C sampai kadar air mencapai 8% -
12%. Jenis pengeringan 2 pintu memiliki 8 kipas yang memiliki
kecepatan pengeringan sama, bermerek Hidelbrand. Pengeringan 1
pintu dengan 3 kipas dengan merk basuki. Proses pengeringan
berlansung 7-10 hari, namun mengalami permasalahan berupa
melengkungnya kayu. Daya tampung tempat pengeringan adalah 30-35
m³ dengan sumber panas dari 2 ketel sirkulasi panas, bahan baku kayu
limbah gergajian.
4. Garden Furniture
Merupakan proses sebelum finishing terdiri dari beberapa bagian
diantaranya :
- Sanding master : membersihkan ampelas
- Spindel : untuk melengkungkan kayu.
- Planer : menghaluskan kayu tepi.
- Planer 2 : menghaluskan kayu pinggir.
As Planer → Cross Cut (potong sesuai dengan panjang yang
diinginkan ) → Mesin Spindel (membuat lengkung).
Terdapat pabrik Finger Join Laminated, memanfaatkan limbah kayu
yang berupa potongan kecil-kecil. Potongan kayu tersebut disambung
dengan teknik jari diberi perekat (PVAC + tiner). Untuk
mengepres/menggabungkan kayu tersebut digunakan mesin composer.
FJL dapat menghasilkan papan laminasi dengan ukuran tertentu
dengan harga Rp 7 juta/m³.
5. Ware House (tempat pengemasan)

Merupakan tempat pengemasan untuk produk yang telah dikerjakan,
seperti meja extent jenis normasogi, kusen, daun pintu, kursi, lemari.
Produk tersebut dapat di ekspor ke Itali dan beberapa negara Eropa.
Prosesnya menunggu buyer/pesanan. Barang-barang yang tidak laku
diberi diskon sebelum dilelang. Barang tersebut dilelang melalui
pameran.
6. Pabrik Vinir
Pada bagian ini terdapat mesin slash yang berfungsi memotong kecil
log sesuai dengan ukuran tebal dan panjang (0,25 – 0,655 mm untuk
tebal). Terdapat mesin pengering dengan pengaturan suhu 47˚ C .
Mesin pemotong samping dan pemotong panjang serta mesin
pengepresan merupakan mesin-mesin baru yang didatangkan pada
tahun ini. Pada bagian ini dilakukan penyeleksian dan pengemasan
menjadi block weer,log weer, dan placer.
E. Produk yang dihasilkan
Produk yang dihasilkan ada bermacam-macam, antara lain veneer, Finger
Joint Laminated (FJL), flooring, furniture seperti kursi, meja, pintu, almari
dan sebagainya. Tujuan produk yang dihasilkan adalah untuk outdoor dan
indoor.
F. Cara Pemasaran Produk
Cara pemasaran dengan ekspor ke luar negeri, misalkan Jepang, dan
pemasaran lokal, selain itu terdapat juga show room untuk memamerkan
produk-produk yang dihasilkan.
G. Kapasitas Produksi dan Kualitas Produk yang dihasilkan
Kapasitas produksi 23400 m3/tahun dengan rendemen 33%. Kualitas
produk yang dihasilkan digolongkan menjadi grade A, B dan C.
Grade A merupakan kualitas terbaik (utama), produk yang dihasilkan
bebas cacat, baiasanya untuk tujuan ekspor.

Grade B merupakan produk yang memiliki sedikit cacat, biasanya untuk
pasaran lokal.
Grade C, produk yang memiliki cacat lebih banyak dari grade B, untuk
pasar lokal.
H. Limbah
Limbah yang dihasilkan berupa sawdust, sebetan dan limbah cair bekas
perendaman log sebagai bahan veneer.
Limbah sawdust dan sebetan dimanfaatkan untuk bahan bakar boiler,
dijual kepada masyarakat dan setiap hari sabtu masyarakat dibebaskan
untuk mengambil limbah padat tersebut. Limbah cair belum ditangani
secara khusus, hanya dibuang saja.
I. Keselamatan Kesehatan Kerja
Belum diterapkan secara maksimal karena pekerja masih banyak yang
belum menggunakan perlengkapan keselamatan kerja, seperti helm,
earphone, masker dan sebagainya. Telah ditempel berbagai peraturan
untuk mengingatkan untuk menjaga kesehatan keselamatan kerja.
Pihak KBMIK telah memberi berbagai fasilitas untuk menjaga kesehatan
keselamatan kerja.
J. Dampak Bagi Masyarakat Sekitar
Masyarakat menerima dampak positif berupa kesempatan memanfaatkan
limbah padat dari pabrik. Dampak lain yang perlu dianalisis adalah
pengaruh limbah cair yang berupa air bekas perebusan log untuk veneer,
apakah memberi dampak tertentu bagi lingkungan.
K. Mesin
Mesin di TPK BBI : Forklift
Mesin di unit penggergajian : Gergaji Utama, Log carriage, Resaw, planer

Mesin di unit reparasi gigi gergaji : peregang roll stretching, pengasah
depan sharpening, universal grinder tipe S-30 dan sebagainya.
Mesin di unit pengeringan : chamber dan ketel.
Mesin di unit moulding : edger, trimer, sending.
Mesin di unit pemveneeran : mesin slising, pemotong panjang, pemotong
pinggir.
L. Sistem Aktivasi Tenaga Kerja
Usia tenaga kerja rata-rata 40 tahun sehingga potensinya sudah kurang
optimal. Budaya indisipliner masih tinggi, dibuktikan dengan tidak
patuhnya pekerja dengan kesehatan keselamatan kerja.
II. Industri Skala Kecil
A. Nama Industri
UD Karunia Jati
Pendiri : Bapak tasrap dan Ibu Eny Sri Imawati
Merupakan pengrajin bubut, meubel, ukir-ukiran, souvenir kayu dan
sebagainya.
Alamat : Jalan rajawali no 774 Rt 21 RW 04 bandar Batokan, Kasiman
Bojonegoro.
B. Bahan baku : kayu jati.
C. Mesin : Mesin yang digunakan berupa mesin dinamo, tetapi lebih banyak
secara manual.
D. Tenaga kerja : berjumlah 10 orang
E. Pemasaran
Dengan membuka showroom, dan pemasaran di Jakarta.
F. Kendala
Packing yang tidak sempurna sehingga serng timbul komplain dari klien
karena adanya barang reject.
Belum ada hak paten sehingga design produk dapat di contoh oleh industri
lain.