Embed Size (px)
Citation preview

Journal of Ceramic Processing Research. Vol. 6, No. 2, pp. 95~100 (2005)
95
J O U R N A L O F
CeramicProcessing Research
Effects of solid lubricant content and size on the tribology of NiCr-Cr2O3-Ag
composites
Eunyoung Kuk, Gilyoung Kim and Changhee Lee*
Division of Materials Science and Engineering, Hanyang University, Seoul 133-791, Korea
Ceramic Process Research Center (CPRC), Hanyang University
The tribological behavior of NiCr-Cr2O3 blended powder containing solid lubricants Ag and/or BaF2/CaF2 eutectic wasevaluated according to the content and particle size of solid lubricant and wear temperature. A spark plasma sintering (SPS)process was used to produce bulk wear specimens. The wear tests were carried out with a pin-on-disk type instrument underdry sliding conditions. Friction coefficient, wear loss and content of transferred tribofilm were evaluated. The frictioncoefficient decreased with an increase of Ag content and the effect of decreasing Ag size was compatible to that of increasingAg content.
Key words: Solid lubricant, Tribology, Silver, Spark plasma sintering.
Introduction
In a turbo-machinery component, increasing theservice temperature is required in order to increase theefficiency without sacrificing the frictional resistance.Thus the thermal instability of the liquid-base lubri-cants is the main driving force in research to developsolid lubricant materials and processing technology.Friction and wear are very important engineering con-cern, and much research has been conducted to reducethe energy loss from friction and weight loss by wear.Recently, solid lubricants containing composite materialshave been developed to meet these engineeringrequirements [1-3]. The applications of solid lubricantmaterials have two prominent advantages. Firstly, thelimitations of liquid-base lubricant materials arisingfrom the environmental conditions, such as hightemperature and high vacuum can be effectivelysolved. Secondly, the dead weight of a machine systemcan be significantly reduced by removing thecomponents required to feed the liquid lubricants [4,5]. However, solid lubricant materials themselvesgenerally show poor resistance to wear. Also, the lifetime is limited by the thickness of the overlay if a solidlubricant is applied as an overlay. Accordingly, acomposite material, having a reasonable wear resistanceand acting as a reservoir of lubricant material, needs tobe developed to satisfy these tribological requirement.From these aspects, a feed stock material, NiCr-Cr2O3-Ag ternary system has been developed by NASA: Ag
particle was added as a solid lubricant into the Cr2O3
particle reinforced NiCr matrix [6, 7]. In view of tribology, friction wear is largely depen-
dent on the contents, size and distribution of solidlubricant [8-12]. So in this study, tribology behaviorswere investigated in view of solid lubricants content,particle size distribution and variation of wear temper-ature by the pin-on-disk type sliding test at dry condi-tion.
Experimental
The materials consisted of NiCr, Cr2O3 and Ag powderthat were blended as one at different compositions suchas NiCr-25Cr2O3, NiCr-24Cr2O3-5Ag, NiCr-23Cr2O3-10Ag, NiCr-22Cr2O3-15Ag, and NiCr-20Cr2O3-20Ag(wt.%) an shown in Fig. 1.
The characteristics and morphologies of the startingmaterials can be seen in Table 1 and Fig. 1. Theblended powders with a particle size range 2-45 μmwere used for the preparation of powder compacts,bulk specimens with different particle sizes [2, 15 μm]and contents [0, 5, 10, 15, and 20 wt.%] of Ag weresintered in a graphite die in vacuum using an SPSsystem. The SPS was heated to 830 oC for 10 minutesand held for 3 minutes with an applied DC pulseelectrical discharge. The uniaxial pressure level wasmaintained at 50 MPa during the sintering process. Thesample was cooled to room temperature in the SPSchamber.
Porosity and microhardness of as-sintered materialswere measured before conducting a dry sliding pin-on-disk wear test.
The wear tests were conducted using a pin-on-disk
*Corresponding author: Tel : +82-2-2220-0388Fax: +82-2-2293-4548E-mail: [email protected]

96 Eunyoung Kuk, Gilyoung Kim and Changhee Lee
type sliding wear tester. The counterbody was an Al2O3
pin of which the microhardness was 1650 at 1 kgfloading. As-sintered wear specimens and the counter-body were polished with 800 grit silicon carbideabrasive paper. The parameters of the pin-on-disk testwere: mean sliding speed, 0.12 ms−1, applied load,47 N; sliding distance, 220m; and sliding temperature,RT -200 oC. During the wear tests, the frictional forcewas induced and fed into a PC. Then the frictioncoefficient could be calculated by dividing the frictionforce obtained by the applied normal load. The wearloss was calculated from the difference of the mass ofthe specimen before and after the wear test with anelectronic balance to 10−4 g. Worn surfaces and match-ing pin surfaces were observed using SEM and EDS toinvestigate changes in terms of phase composition andmicrostructures.
Results and Discussion
Characteristics of as-sintered composites The cross-sectional morphology of as-sintered NiCr-
23Cr2O3-10Ag wt.% [15 μm] can be seen in Fig. 2. Itappears that bright areas are solid lubricant [Ag], darkareas are Cr2O3 and gray areas are NiCr. The areafraction of Ag changed in the surface morphology
according to the Ag content. Also, as the Ag sizedecreased with the same content, the distribution of Agbecame more uniform.
The content of pores of in the as-sintered samplewere in the range of 2.2-3.5% [area fraction] andshowed no relation with the variation of Ag contentand size. The microhardness as shown in Fig. 3decreased with an increase in the Ag solid lubricantcontent. In particular, the microhardness substantiallydecreased between 0 wt.% and 5 wt.% Ag.
Fig. 1. Morphology of starting feedstock.
Table 1. Characteristics of feedstock materials
ConstituentNiCr (wt.%)
(Matrix binder)
Cr2O3 (wt.%)(Hardening
phase)
Ag (wt.%)(lubricant)
Nominal composition
[wt.%]
7571676460
2524232120
05
101520
shapeSpherical &
irregularBlocky &angular
Roundedtype
Size distribution
5-45 μm 5-22.5 μm15 μm2 μm
Mean particle size
2-45 μm Fig. 2. Cross-sectional morphology as-sintered NiCr-Cr2O3-Ag.
Fig. 3. The microhardness according to the solid lubricant content.

Effects of solid lubricant content and size on the tribology of NiCr-Cr2O3-Ag composites 97
Effect of Ag content on tribological behaviorTo compare the friction coefficient and mass loss
according to the variation of solid lubricant [Ag], awear test was conducted. Because sample with no solidlubricant and 5 wt.% solid lubricant showed deep stick-slip phenomenon with a high friction coefficient(> 0.8), it was clear that at least 5 wt.% Ag solidlubricant was needed for a reduced frictional behaviorat room temperature. The friction coefficient variationof the others [10, 15, 20 wt.%], with solid lubricantcontent and the wear condition, are shown in Fig. 4.The 10 wt.% content has the highest initial frictioncoefficient, and the 15 and 20 wt.% content specimensshow a similar friction coefficient. While the 15 wt.%bulk sample shows more stability in a static state, the20 wt.% reaches a steady state earlier but with a slightfluctuation. As the Ag content increases, the frictioncoefficient decreases overall.
In this system, a lower friction coefficient generallyresults in a lower wear loss. When the solid lubricant is20 wt.%, the friction coefficient show a similar behaviorto the 15 wt.% Ag sample. This result suggests that a
lubricant content larger than the optimum content hadno further effect on wear loss and friction coefficient.
The Ag tribofilm contents transferred to the Al2O3
counterpart according to the Ag content can be seen inFigs. 5, 6. The arrows in Fig. 6 indicate the slidingdirection and the dotted rectangle indicate areas of poorAg-tribofilm. The 10 wt.% content 6(a) reveals someAg-tribofilm rich areas with many poor Ag-tribofilmareas and the tribofilm shape is seem to be discontinu-ous.
The 15 wt.% content sample 6(b) shows a relativelycontinuous and smooth tribofilm surface while the poortribofilm area is less than for the 10 wt.% sample. The20 wt.% sample surface is built up with a very rich and
Fig. 4. Friction coefficient according to the solid lubricant [Ag]content.
Fig. 5. Transferred Ag tribofilm content of counterpart accordingto the Ag content. Fig. 6. Transferred tribofilm on the counterpart Al2O3 pin.

98 Eunyoung Kuk, Gilyoung Kim and Changhee Lee
continuous tribofilm. Then the solid lubricant content ishigher than the optimum and produces richer anduniform tribofilm but results in an unnecessarily higherAg transfer to the counterpart. As a result, the optimumcontent of Ag is about 15 wt.%, as the tribologicalaspects in this system and excessive solid lubricantcontent do not give further benefit.
Effect of Ag size on tribological behavior The friction coefficient was controlled by varying the
Ag particle size with the same Ag content. As the solidlubricant size is decreased, the friction can be decreas-ed in the early stage of a friction test as shown in Fig.7. The 15 μm size solid lubricant shows a higherfriction coefficient than that of the 2 μm size in theinitial state and reaches a steady state gradually. How-ever, the 2 μm size Ag has a low friction coefficient,and the steady state is reached very early after a smallamount of sliding.
Table 2 shows the wear loss according to the solidlubricant particle size with the same content. The 15μm size Ag gives about double the wear loss. It is feltthat became the initial friction coefficient affects thewear loss in a dominant way. So the early arrival at thesteady state and stable friction coefficient reduce wearloss.
The reason why a smaller size Ag particle had alower initial friction coefficient and lower wear loss isdue to the uniform Ag distribution as shown in Figs. 8and 9.
Figure 8 shows the wear track morphology in thespecimen with 2 μm size solid lubricant added. The
arrows give the sliding direction and the rectangle at(a) is the boundary along the wear track. The slidingsurface shows a smooth and uniform wear trackdistribution along the sliding surface. Also the trackboundary line appears clear with little fluctuation. Agis uniformly distributed on the wear track as shown inthe mapping of Ag in Fig. 8(b).
Figure 9 shows the sliding surface morphology of thesample with 15 μm size solid lubricant added. Thewear track has a selectively rough shape along thesliding surface and the track boundary is a tidy shape.Ag shows an irregular distribution on the wear track asseen in the mapping of Ag in Fig. 9(b). Figure 9(c) is across-sectional image of A rectangular area in Fig.9(b). The 15 μm size Ag containing sample revealesdeep wear damage by fracture in the Ag poor area asshown in Fig. 9(b). The poor Ag tribofilm area showsevidence of fatigue of the sliding surface. The size ofthe solid lubricant particle affects the distribution andthen, the irregular distribution effects the formation ofthe tribofilm. The smaller size lubricant Ag particleseem to supply lubrication better and form a moreuniform tribofilm.
The transferred Ag tribofilm content in the counter-part surface can be seen in Fig. 10. Although the Agcontent is the same, the Ag transferred tribofilm formthe 2 μm size particles is much more than that of the15 μm size particle.
The tribofilm of 2 μm sized Ag appears to contain
Fig. 7. Friction coefficient of different Ag particle size [2 μm, 15μm] at the same 10 wt.% content.
Table 2. The Wear loss of different Ag particle sizes [2 μm, 15μm] at the same 10 wt.% content after a wear test
2 μm 15 μm
Wear loss (mg/m) 2.7 5.9
Fig. 8. The sliding surface of 2 μm size Ag particle after a weartest.

Effects of solid lubricant content and size on the tribology of NiCr-Cr2O3-Ag composites 99
much small Ag debris on the tribofilm as shown in Fig.11(c). Therefore, 2 μm sized Ag can form a moreuniform Ag tribofilm as shown in Fig. 11. Duringrepeated sliding, these particles can make a new tribo-film on the counterpart and sliding surfaces reducingthe friction and wear.
Effect of sliding temperature on tribological beha-vior
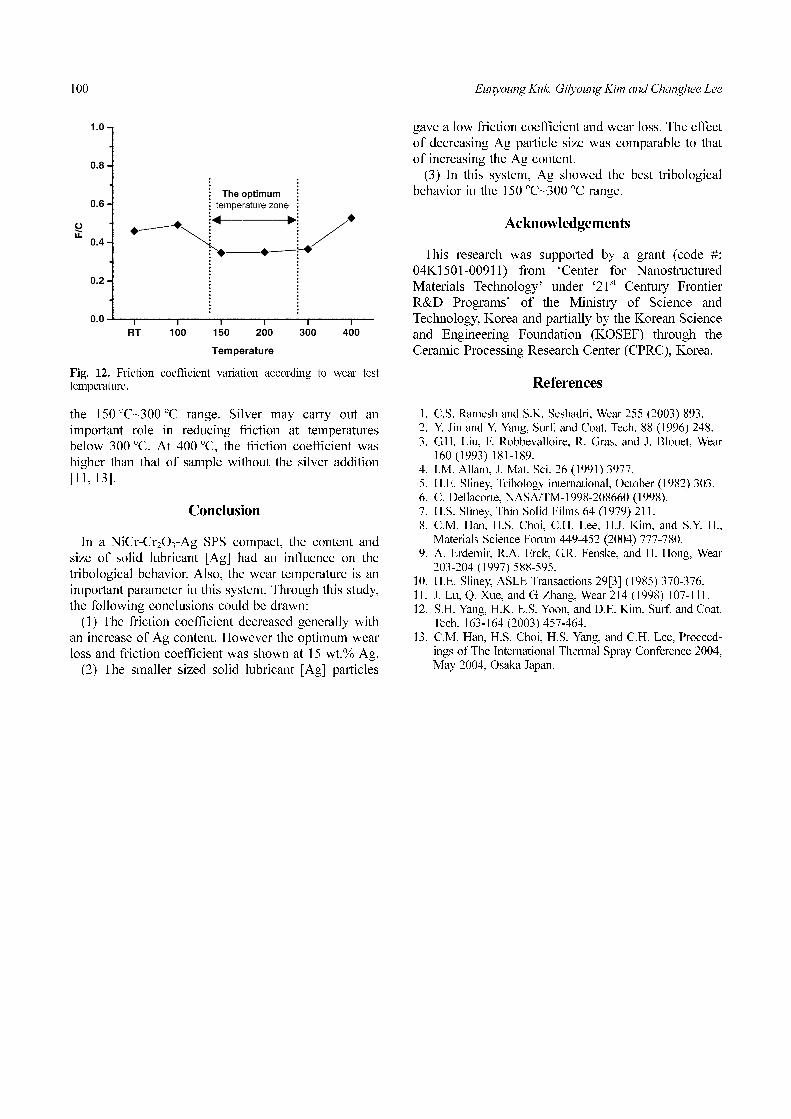
Ag is known to perform as a solid lubricant atrelatively low temperatures from RT to 500 oC, and thefriction coefficient can be controlled by the Ag contentand size at room temperature. Fig. 12 shows thevariation of friction coefficient of the 15 wt.% Ag (2μm) containing sample as a function of wear testtemperature. The Ag lubrication performs the best in
Fig. 9. The sliding surface and cross section of 15 μm size Agparticles containing sample after a wear test.
Fig. 10. Transferred Ag tribofilm content of counterpart accordingto the Ag content.
Fig. 11. Transferred Ag tribofilm on the counterpart surface.
100 Eunyoung Kuk, Gilyoung Kim and Changhee Lee
the 150 oC~300 oC range. Silver may carry out animportant role in reducing friction at temperaturesbelow 300 oC. At 400 oC, the friction coefficient washigher than that of sample without the silver addition[11, 13].
Conclusion
In a NiCr-Cr2O3-Ag SPS compact, the content andsize of solid lubricant [Ag] had an influence on thetribological behavior. Also, the wear temperature is animportant parameter in this system. Through this study,the following conclusions could be drawn:
(1) The friction coefficient decreased generally withan increase of Ag content. However the optimum wearloss and friction coefficient was shown at 15 wt.% Ag.
(2) The smaller sized solid lubricant [Ag] particles
gave a low friction coefficient and wear loss. The effectof decreasing Ag particle size was comparable to thatof increasing the Ag content.
(3) In this system, Ag showed the best tribologicalbehavior in the 150 oC~300 oC range.
Acknowledgements
This research was supported by a grant (code #:04K1501-00911) from ‘Center for NanostructuredMaterials Technology’ under ‘21st Century FrontierR&D Programs’ of the Ministry of Science andTechnology, Korea and partially by the Korean Scienceand Engineering Foundation (KOSEF) through theCeramic Processing Research Center (CPRC), Korea.
References
1. C.S. Ramesh and S.K. Seshadri, Wear 255 (2003) 893.2. Y. Jin and Y. Yang, Surf. and Coat. Tech. 88 (1996) 248. 3. G.H. Liu, F. Robbevalloire, R. Gras, and J. Blouet, Wear
160 (1993) 181-189.4. I.M. Allam, J. Mat. Sci. 26 (1991) 3977.5. H.E. Sliney, Tribology international, October (1982) 303.6. C. Dellacorte, NASA/TM-1998-208660 (1998).7. H.S. Sliney, Thin Solid Films 64 (1979) 211.8. C.M. Han, H.S. Choi, C.H. Lee, H.J. Kim, and S.Y. H.,
Materials Science Forum 449-452 (2004) 777-780.9. A. Erdemir, R.A. Erck, G.R. Fenske, and H. Hong, Wear
203-204 (1997) 588-595.10. H.E. Sliney, ASLE Transactions 29[3] (1985) 370-376.11. J. Lu, Q. Xue, and G. Zhang, Wear 214 (1998) 107-111.12. S.H. Yang, H.K. E.S. Yoon, and D.E. Kim, Surf. and Coat.
Tech. 163-164 (2003) 457-464.13. C.M. Han, H.S. Choi, H.S. Yang, and C.H. Lee, Proceed-
ings of The International Thermal Spray Conference 2004,May 2004, Osaka Japan.
Fig. 12. Friction coefficient variation according to wear testtemperature.





























