Embed Size (px)
Citation preview

Jacinto Alonso AzcarateJacinto Alonso Azcarate
CURSO DE MANEJO DE HERRAMIENTAS DE CORTE

Jacinto Alonso AzcarateJacinto Alonso Azcarate
CURSO DE MANEJO DE
HERRAMIENTAS DE CORTE
• OXICORTE
•LANZA TÉRMICA
•CORTE POR PLASMA

Jacinto Alonso AzcarateJacinto Alonso Azcarate
OXICORTE- Esta técnica comenzó sobre 1900, pero se desarrolló
durante la segunda guerra mundial para fabricar elfuselaje de los aviones
- El Oxicorte es una técnica que se realiza para cortarhierro y acero y en general metales ferrosos.
- El proceso de Oxicortado se genera mediante lacombinación de un gas combustible con Oxigeno al100% de pureza→ CALENTAMIENTO DEL MATERIAL ACORTAR

Jacinto Alonso AzcarateJacinto Alonso Azcarate
AIRE (en ºC) OXÍGENO (en ºC)
ACETILENO 2325 3100
HIDRÓGENO 2000 2825
PROPANO 1900 2815
BUTANO 1800 2820
GAS NATURAL 1850 2770

Jacinto Alonso AzcarateJacinto Alonso Azcarate
• El proceso es similar al de soldar pero se utiliza un soplete diferente

Jacinto Alonso AzcarateJacinto Alonso Azcarate
• El soplete de oxicorte calienta el acero y la apertura de la válvula de oxígeno provoca una oxidación violenta del material y la zona afectada se transforma en óxido ferroso (Fe3O4), que se derrite al ser su temperatura de fusión inferior a la del acero.
Jacinto Alonso AzcarateJacinto Alonso Azcarate
• El corte se realiza por una reacción química de OXIDACIÓN sobre el metal a cortar.
• No apto para metales no oxidables→ aluminio y el acero inoxidable, incluso aunque la antorcha alcance la T de fusión de estos materiales

Jacinto Alonso AzcarateJacinto Alonso Azcarate
Esta reacción tiene lugar porque el oxígeno tiene una atracción química a los metales
ferrosos cuando estos se calientan a su punto de ignición. Cuando el oxígeno puro en exceso
se añade al hierro muy caliente, el hierro se oxida muy rápidamente, dicho de otro modo el metal “arde”. La fuerza del oxígeno que no se utiliza en la reacción de oxidación ayuda a
eliminar el metal fundido.

Jacinto Alonso AzcarateJacinto Alonso Azcarate
• El metal es cortado por la reacción exotérmica:el Fe o el acero no se llegan a fundir en ningún momento
• Tasa muy rápida de producción de óxido → evita que la conducción del calor lo disipe y así se puede mantener el borde del corte en el punto de ignición
• El calor para mantener el proceso de corte esta suministrado en parte por el gas inflamable y en parte por la reacción química de oxidación

Jacinto Alonso AzcarateJacinto Alonso Azcarate
TIPOS DE ANTORCHAS• Oxiacetileno: seis pequeñas llamas dispuestas
en forma de circulo
• Oxipropano: llama en forma de anillo
Ambas tienen un gran orificio en el medio por donde sale el oxígeno para realizar el corte cuando pulsas la palanca.

Jacinto Alonso AzcarateJacinto Alonso Azcarate
El diseño básico tiene 3 tubos, uno lleva el combustible hasta la punta, otro tubo de iguales características lleva también oxígeno hasta la punta donde estos dos gases se mezclan en una cámara de expansión justo detrás de la punta de corte, aquí los gases se expanden y mezclan intimamente antes
de salir por los orificios de la punta (orificios de precalentamiento)

Jacinto Alonso AzcarateJacinto Alonso Azcarate
El tercer tubo, de mayor diámetro, lleva también oxígeno puro a la punta (orificio de corte). El flujo de este oxígeno a la punta es controlado y regulado por
una palanca en la punta del dispositivo
Su es diámetro progresivamente mayor cuanto mayor es el grosor que queremos cortar.

Jacinto Alonso AzcarateJacinto Alonso Azcarate
• La disposición de la llama de calentamiento hace que puedas mover el soplete en cualquier dirección y proporciona un precalentamiento equilibrado
• Existen otras antorchas que solo tiene la llama de gas en una zona por lo que el corte se tiene que realizar en una dirección determinada

Jacinto Alonso AzcarateJacinto Alonso Azcarate
CORTAR CON EL FLUJO DE OXÍGENO SOLAMENTE
1- Comenzar a cortar y estabilizar la velocidad de corte
2- Cortar el flujo de propano
3- Mantener la velocidad de corte → el corte continua
4- Si se pierde el contacto entre el flujo de oxígeno y el metal fundido la oxidación (corte) se detiene

Jacinto Alonso AzcarateJacinto Alonso Azcarate
TIPOS DE COMBUSTIBLE
• Se pueden usar una gran variedad de tipos de combustible siendo el más frecuente el acetileno. También se usan butano, propano, gas natural e hidrógeno
AIRE (en ºC) OXÍGENO (en ºC)
ACETILENO 2325 3100
HIDRÓGENO 2000 2825
PROPANO 1900 2815
BUTANO 1800 2820
GAS NATURAL 1850 2770
CHEMTANE -- 3300

Jacinto Alonso AzcarateJacinto Alonso Azcarate
ACETILENO
• Es probablemente el gas que más se utiliza, aunque presenta una gran cantidad de inconvenientes
• Se transporta en balas especiales para mantenerlo en disolución
• Su precio es muy alto

Jacinto Alonso AzcarateJacinto Alonso Azcarate
BUTANO, PROPANO Y MEZCLAS BUTANO/PROPANO
• Hidrocarburos saturados y no reaccionan entre si porlo que generalmente aparecen mezclados
• El butano hierve a 0.6ºC y el propano a -42ºC
• Poder calorífico de ambos es muy parecido
• Mezclado →presión de vapor en función de lascondiciones ambientales → temperatura ambientales muy baja → propano para poder alcanzar mayorespresiones de vapor a una temperatura dada

Jacinto Alonso AzcarateJacinto Alonso Azcarate
• No se suelen utilizar para soldar por la menorT con respecto al acetileno
• El propano tiene sin embargo un alto podercalorífico en su cono externo → cortes másrápidos y limpios que el acetileno.
• Además estos gases son mucho más baratos yfáciles de transportar

Jacinto Alonso AzcarateJacinto Alonso Azcarate
CHEMTANE • Desarrollado hace más de 30 años por Chemtane
Energy LLC
• Concebido para sustituir al acetileno y al propano en oxicorte, soldadura y todos aquellos procesos térmicos que requieran alta temperatura de llama en oxígeno
• Composición: 95% propano + 5% aditivo
• Presenta muchas ventajas frente al propano y al acetileno

Jacinto Alonso AzcarateJacinto Alonso Azcarate
• Es más rápido que el acetileno y propano al tener mas temperatura de llama 3300ºC
• La zona caliente de la llama aumenta en diámetro y longitud:– diámetro permite cortes limpios
– longitud permite mayores distancias de trabajo
• No presenta apenas retroceso de llama (aunque los equipos llevan válvulas anti retroceso)

Jacinto Alonso AzcarateJacinto Alonso Azcarate
Incremento en productividad y mejor precio

Jacinto Alonso AzcarateJacinto Alonso Azcarate
¿En que consiste la mejora de este gas?
• Variación de la temperatura presente en las diferentes zonas de la estructura de la llama → " fenómeno de combustión secundaria."
• Chemtane tiene hidrocarburos tipo C7 que es mezclado con un hidrocarburo C3 (propano)

Jacinto Alonso AzcarateJacinto Alonso Azcarate

Jacinto Alonso AzcarateJacinto Alonso Azcarate
OXÍGENO
• DOBLE FUNCIÓN: COMBURENTE Y OXIDANTE
• No es un combustible, es un comburente → se combina con el combustible para que se produzca la reacción de oxidación
• Productos de la reacción → CO2 y agua
• El calor en la combustión se produce porque las moléculas de los productos de la combustión tienen un menor estado energético que las moléculas del combustible y el oxígeno
• El oxígeno se combina con el metal caliente oxidándolo rápidamente

Jacinto Alonso AzcarateJacinto Alonso Azcarate
TIPOS DE LLAMAS
PODEMOS TENER TRES TIPOS DE LLAMAS:
• REDUCTORAS (CARBONIZANTES)
• NEUTRAS
• OXIDANTES
El tamaño de la llama puede ser ligeramente ajustado mediante las
válvulas de la antorcha y los ajustes de los reguladores, pero
principalmente depende del tamaño del orificio de la punta de la
antorcha

Jacinto Alonso AzcarateJacinto Alonso Azcarate
LLAMA NEUTRA
• El combustible se quema totalmente con el oxígeno mezclado y con el aire que lo rodea
• Presenta dos zonas diferenciadas
– Cono interno: parte interna de color azul claro
– Cono externo: parte externa de color azul oscuro

Jacinto Alonso AzcarateJacinto Alonso Azcarate
• En el cono interno se combinan oxígeno y combustible → su punta es la zona más caliente de la llama
• En el cono interno el combustible reacciona y se quema parcialmente formando hidrógeno y CO, el cual en el cono externo se combina con más oxígeno procedente del aire y se quema
• Cono externo → mezcla con el nitrógeno inerte del aire. Esta zona es la responsable de suministrar la mayor parte del calor que es efectivo calentando la pieza a cortar

Jacinto Alonso AzcarateJacinto Alonso Azcarate
LLAMA REDUCTORA• Se genera con un exceso de combustible
• Se pueden distinguir tres zonas:
– el cono interno más caliente
– una pluma caliente de color blanco
– un cono externo de color azul

Jacinto Alonso AzcarateJacinto Alonso Azcarate
• Esta llama se observa cuando se empieza a abrir el oxígeno a la llama de combustible
• La pluma se va haciendo más pequeña según se va incrementando el contenido de oxígeno
• La pluma se origina por la combustión incompleta del combustible lo que origina un exceso de carbono en la llama. El carbono no quemado en la pluma aísla la llama y baja su temperatura
• El exceso de combustible tiende a eliminar el oxígeno de los óxidos de hierro que puedan encontrarse en el metal, por eso se llama reductora.

Jacinto Alonso AzcarateJacinto Alonso Azcarate
LLAMA OXIDANTE• Se produce cuando tenemos un exceso de
oxígeno
• La llama es más pequeña y caliente que en los otros dos ajustes
• Se llama oxidante por sus efectos sobre el metal

Jacinto Alonso AzcarateJacinto Alonso Azcarate
TECNICA DE CORTE
Para cortar por esta técnica se realizan dos tipos de procesos:– Se calienta el metal con la llama generada con el
gas inflamable hasta alcanzar su punto de ignición
– En segundo lugar un flujo de oxígeno a alta presión se dirige al metal caliente. El Fe es inmediatamente oxidado a Fe3O4 y como el punto de fusión de este óxido está muy por debajo del del Fe se funde inmediatamente y es retirado por el flujo de oxígeno que no ha reaccionado
VIDEO OXICORTE 1

Jacinto Alonso AzcarateJacinto Alonso Azcarate
• Condiciones optimas:– superficie del metal esté libre de grasa y aceite
– se comience a cortar sobre el borde de la pieza que este mas lejos del operario (retirada del oxido)
– la antorcha perpendicular a la pieza
• La distancia a la pieza depende del grosor:– entre 3-5 mm para piezas de hasta 50mm
– hasta 6mm para piezas de 50-150mm
VIDEO OXICORTE 2

Jacinto Alonso Azcarate
VELOCIDAD DE CORTE
• Si te mueves demasiado deprisa te saltan un gran número de chispas porque el metal no se había calentado suficiente o se detiene el corte
• Si vas mas despacio el metal se sobrecalienta produciendo demasiada escoria pero el corte se produce igual
• Cada espesor de metal requiere una velocidad de corte distinta.

Jacinto Alonso AzcarateJacinto Alonso Azcarate
• Para el corte de superficies galvanizadas es necesario la utilización de un equipo de respiración porque se desprenden gases tóxicos
• En tubos redondos si se les hace una muesca con un escoplo es más fácil comenzar el corte por ese punto
• Para cortar una viga en doble T hay que hacerlos en 5 cortes

Jacinto Alonso AzcarateJacinto Alonso Azcarate
Para hacer un agujero en una chapa hay que utilizar una presión de oxígeno algo mayor:
– calentar como siempre la zona donde se desea hacer un agujero
– abrir la válvula del oxígeno de corte al mismo tiempo que se retira un poco la antorcha de la placa
– La presión extra de oxígeno ayuda a retirar el óxido formado y el alejamiento de la antorcha de la placa ayuda a evitar que fragmentos de óxido alcancen la punta del inyector y lo bloqueen
– Se cierra la válvula de corte y se comienza a realizar el proceso otra vez

Jacinto Alonso AzcarateJacinto Alonso Azcarate
• Cicatriz de corte ideal → estrecho agujero con bordes afilados en las dos partes de la pieza
• Pieza sobrecalentada →se funde un poco y se generan bordes redondeados
• A veces al abrir el oxígeno de corte la llama se vuelve reductora → descenso presión llama calentadora

Jacinto Alonso AzcarateJacinto Alonso Azcarate
FASES DEL CALENTAMIENTO DEL METAL
• Primero se pone gris y luego pasa a rojo con diferentes tonalidades hasta que se pone de color blanco y se funde totalmente
• El oxígeno hay que inyectarlo antes de que se ponga blanco
• El oxígeno hay que introducirlo suavemente pulsando la palanca despacio justo antes de que se ponga blanco.
Jacinto Alonso AzcarateJacinto Alonso Azcarate
LANZA TÉRMICA
• La lanza térmica o lanza de oxígeno es uno de losprocedimientos de oxicorte más antiguos que existen
• Ya utilizado antes de la invención del oxicortepropiamente dicho para abrir las bocas de coladas delos altos hornos
• Consigue perforar en cuestión de minutos el materialmás duro y fuerte que se haya fabricado
• Por este método se pude cortar o hacer agujeros enel cemento, ladrillos, granito

Jacinto Alonso AzcarateJacinto Alonso Azcarate
Esta formada por:- un tubo que puede tener hasta 3 m de largo y 6.5-9.5 mm de diámetro en el que se introducen hilos de acero bajo en C- en uno de los extremos del tubo se le conecta a una fuente de oxígeno que va a poder circular por el tubo entre los hilos de acero.- para hacer funcionar la lanza el extremo libre del tubo es calentado y se hacer circular oxígeno por el tubo- se produce una rápida oxidación de los hilos de acero en el extremo donde se esta calentando y se genera una gran cantidad de calor- generalmente se añade Mg y Al para aumentar la producción de calor
VIDEO ENCENDIDO LANZA TÉRMICA
Jacinto Alonso AzcarateJacinto Alonso Azcarate
• El corte se basa en la misma reacción química que en el oxicorte
• El calor generado en la reacción química es el utilizado para fundir las piezas
• Un agujero de 3cm de diámetro y 30cm de profundidad puede ser perforado en hormigón usando 1.9m de lanza y 1-1.3m3 de oxígeno a una presión de 7 bares en aproximadamente 2 minutos

Jacinto Alonso AzcarateJacinto Alonso Azcarate
• El oxígeno de la lanza trabaja a 8-1 0 bares de presión y alcanza unas temperaturas de más 7000ºC
• Los oxidos que se forman son líquidos y reaccionan químicamente con el material a ser cortado: actúan como fundentes
• Se genera un fluido de tipo magma que puede ser evacuado por el oxígeno a alta presión que no ha reaccionado

Jacinto Alonso AzcarateJacinto Alonso Azcarate
• Se va generando una cavidad cada vez más profunda que va avanzando progresivamente en el material según se va consumiendo el tubo de metal
• Haciendo una serie de agujeros unos próximos a los otros se produce un efecto de corte
• Este procedimiento se puede aplicar a una gran cantidad de materiales tanto metálicos como minerales y está recomendado para desmantelar grandes estructuras de hormigón reforzado

Jacinto Alonso AzcarateJacinto Alonso Azcarate
CORTE DE MATERIALES METÁLICOS
Este proceso es muy similar al de oxicorte con propano o acetileno, pero en este caso no se necesita una fuente adicional de calor nada
más que al principio del proceso
VIDEO CORTE METALES LANZA TERMICA

Jacinto Alonso AzcarateJacinto Alonso Azcarate
ROCASLos diferentes tipos de reacciones químicas ente
los constituyentes de las rocas y los óxidos de Fe determinan la facilidad para cortar los
diferentes tipos de rocas
Los materiales formados por sílice pura (cuarcita, areniscas) o las rocas carbonaticas (calizas) son difíciles de cortar; cuanto más compleja es la composición de la rocas más
fáciles son de cortar

Jacinto Alonso AzcarateJacinto Alonso Azcarate
HORMIGÓN
Los diferentes elementos que forman los diferentes tipos de hormigón combinados con los óxidos de
hierro, siempre generan un fluido tipo magma y el hormigón se corta con relativa facilidad
La presencia de refuerzos en el hormigón (hormigón armado) favorece aun más el proceso de corte
debido a la mayor formación de óxidos de Fe y el mayor calor producido
VIDEO CORTE HORMIGÓN

Jacinto Alonso AzcarateJacinto Alonso Azcarate
TECNICA DE CORTE
• Haciendo una serie de agujeros unos próximos a los otros se produce un efecto de corte
• Se deben de hacer perforaciones en la dirección en la que se quiere cortar lo mas cercanas unas a las otras
• Hay que asegurarse que los agujeros quedan limpios del material fundido solidificado
• Rotura mecánica de los puentes entre los agujeros

Jacinto Alonso AzcarateJacinto Alonso Azcarate
• Las perforaciones horizontales son las más fáciles de realizar porque el fundido fluye hacia fuera con facilidad de la pared
• Las perforaciones verticales hacia abajo no tienen problema hasta aproximadamente 1m de profundidad
• Es totalmente necesario que se elimine la escoria solidificada o adoptar otro sistema de evacuación del magma según se va formando
• La lanza térmica se puede utilizar bajo el agua

Jacinto Alonso Azcarate
CORTE POR PLASMA
• Para entender el funcionamiento del corte porplasma es necesario comprender dosconceptos:
– ¿QUÉ ES UN ARCO ELÉCTRICO?
– ¿QUÉ ES EL PLASMA?

Jacinto Alonso AzcarateJacinto Alonso Azcarate
ARCO ELÉCTRICO• Se denomina arco eléctrico o también arco voltaico a la
descarga eléctrica que se forma entre dos electrodos sometidos a una diferencia de potencial
• Un arco eléctrico se forma cuando una corriente eléctrica pasa entre dos electrodos separados por una distancia corta uno de otro
• Para iniciar un arco se ponen en contacto, brevemente, los extremos de dos electrodos y se hace pasar una corriente intensa (unos 10 amperios) a través de ellos

Jacinto Alonso Azcarate
• Esta corriente provoca un gran calentamiento en el punto de contacto, al separarse los electrodos , se forma entre ellos una descarga luminosa similar a una llama
ARCO ELECTRICO 1
ARCO ELECTRICO 2

Jacinto Alonso Azcarate
EL ESTADO DE PLASMA• El plasma es un estado de la materia, de hecho el plasma es el estado de la materia más abundante en el universo
• Los tres estados de la materia son sólido, líquido y gas
Jacinto Alonso Azcarate• El gas se ha transformado a un estado en el cual el material esta en un estado conductor de la electricidad llamado plasma
• El plasma es un gas ionizado, es decir que los átomos que lo componen se han separado de algunos de sus electrones
• El plasma es un estado parecido al gas pero compuesto por aniones y cationes , separados entre sí y libres, por eso es un excelente conductor
A diferencia de los gases fríos (por ejemplo, el
aire a temperatura ambiente), los plasmas
conducen la electricidad y son fuertemente
influidos por los campos magnéticos
VIDEO ARCO PLASMATICO
Jacinto Alonso Azcarate
CORTE POR PLASMA• El corte por plasma podríamos clasificarlos como de tipo físico-químico.
• Se puede cortar cualquier tipo de material que sea conductor de la electricidad → metales (Fe, Cu, Ti, etc)
•El corte se realiza por la producción de un plasma de muy alta temperatura que se mueve desde la antorcha (electrodo negativo) a la pieza a cortar (electrodo positivo)
VIDEO CORTE POR PLASMA 1
VIDEO CORTE POR PLASMA 2

Jacinto Alonso Azcarate
• El equipamiento básico tiene un electrodo que se coloca
en el inyector de una antorcha que tiene un pequeño
orificio a través del cual se puede hacer pasar un gas inerte
como argón, nitrógeno o aire comprimido donde se calienta a una temperatura altísima (27.000 ºC)

Jacinto Alonso Azcarate
• El plasma tiene unan forma columna estrecha y alargada y
una alta densidad de corriente por lo que no es necesario
mantener una distancia exacta entre el plasma y la pieza a
cortar lo que facilita el proceso de cortado
•La distancia entre el plasma y la muestra puede llegar a
ser grande lo que facilita el visionado de la pieza a cortar.
Las distancias óptimas son de 3-6mm.

Jacinto Alonso Azcarate
• Se necesitan unos 50000 voltios para fundir el metal!!!!!!!!!!
• La electrónica del equipo es tremendamente compleja
para logra transformar los 220V de entrada a los 50000 de
salida.
•El aire comprimido inyectado a alta presión retira el metal
fundido del corte
•En metales con alta capacidad de transferencia del calor
como el Al el gas que sale por la punta enfría el metal
cortado pudiéndose tocar la pieza pocos segundos después
de ser cortada
•Se puede llegar a cortar hasta un grosor de 15cm
dependiendo del tipo de metal y del tipo de plasma
utilizado.
Jacinto Alonso Azcarate
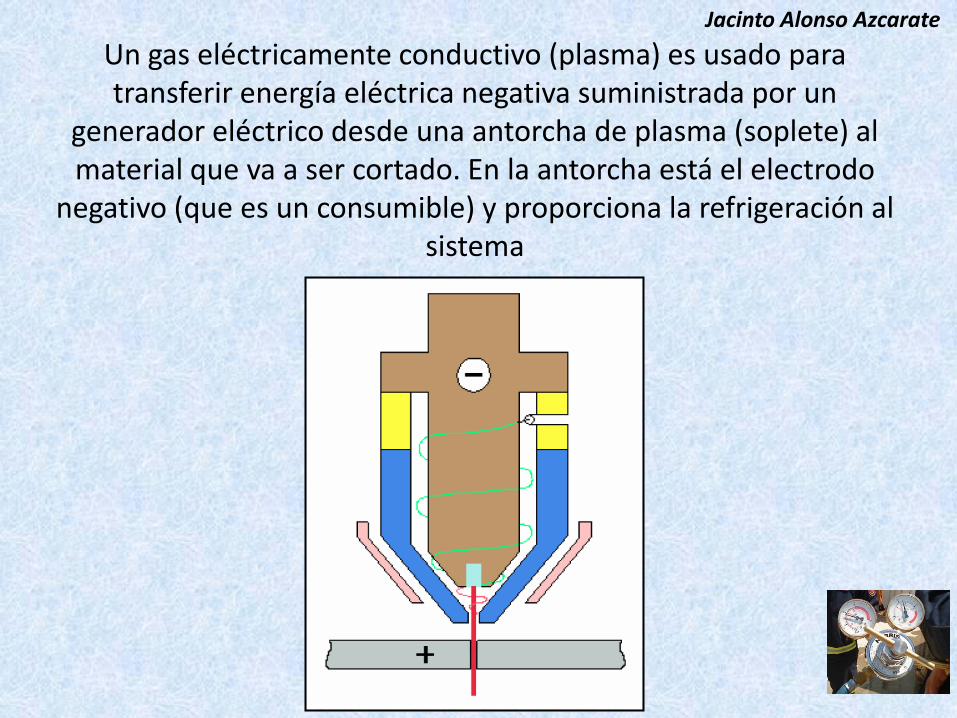
Un gas eléctricamente conductivo (plasma) es usado para transferir energía eléctrica negativa suministrada por un
generador eléctrico desde una antorcha de plasma (soplete) al material que va a ser cortado. En la antorcha está el electrodo
negativo (que es un consumible) y proporciona la refrigeración al sistema

Jacinto Alonso Azcarate
Se necesita un generador de alta frecuencia alimentado de energía eléctrica que produzca una salida de corriente continua (DC)

Jacinto Alonso Azcarate
Para que se genere el flujo de plasma se requieren los siguientes pasos en el equipo:
- 1 - Señal de comienzo- 2 - Mecanismo de inicialización de la antorcha- 3 - Flujo de gas- 4 - Arco piloto- 5 Transferencia del arco

Jacinto Alonso Azcarate
En primer lugar la señal de comienzo se manda al generador, esto activa simultáneamente el voltaje que va a la antorcha y el
flujo de gas

Jacinto Alonso Azcarate
Después de que el flujo de gas se estabiliza, el circuito de alta frecuencia se activa. La alta frecuencia pasa a través del
electrodo y el inyector y se establece un arco eléctrico entre ellos y el gas que pasa por ahí se ioniza

Jacinto Alonso Azcarate
Este gas eléctricamente conductivo crea una corriente entre el electrodo y el inyector y el resultado es la formación del arco
piloto
Jacinto Alonso Azcarate
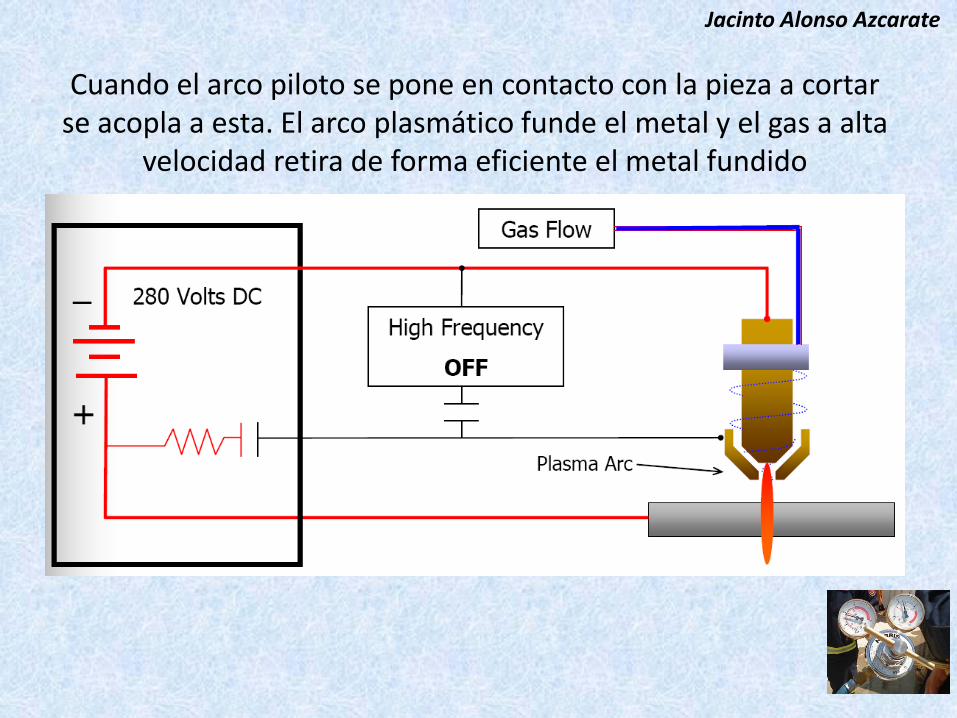
Cuando el arco piloto se pone en contacto con la pieza a cortar se acopla a esta. El arco plasmático funde el metal y el gas a alta
velocidad retira de forma eficiente el metal fundido

Jacinto Alonso Azcarate•Esta técnica se descubrió accidentalmente en los años 50 por ingenieros militares en USA investigando sobre soldadura TIG
•Incrementando el flujo de gas y reduciendo el orificio de la antorcha se formaba un flujo de plasma
•No se utilizó de forma general por la dificultad de eliminar los procesos de “doble arco” que se generaban → se forma un arco entre el electrodo de la antorcha y el inyector y otro segundo arco entre el inyector y la pieza a cortar dañando electrodo e inyector

Jacinto Alonso Azcarate
•El problema se solucionó parcialmente colocando un escudo de protección con circulación de gases alrededor del inyector

Jacinto Alonso Azcarate
Los problemas de doble arco se producen por:
•Cuanto más pequeño es el orificio del inyector
•Si durante el corte gotitas de metal fundido forman un puente conductor hasta el inyector haciendo que el inyector tenga un potencial positivo
•Si el inyector toca la pieza durante el corte





























