Embed Size (px)
Citation preview

ISMI 2015
International Symposium on Semiconductor Manufacturing Intelligence
16th – 18th October 2015, Daejeon, South Korea
www.xs3d.kaist.ac.kr/ismi2015/

Simulation Based Experimental Investigation for
Performance Assessment of Scheduling Policies in
Wafer Fabrication
Rashmi Singh1, M. Mathirajan2
Indian Institute of Science, Bangalore, India
Email Id: - [email protected]

Outline of the presentation
Introduction
Literature Review
Research Objective
Simulation Model for Mini Fab
Experimental Design
Experimentation and Analysis
Conclusions and Future Research

Global impact of semiconductor industry - from a worldwide base semiconductor market of US$ 226
billion in 2009, the industry enables the generation of electronics systems and services, which account for about
10% of the total world GDP.
Introduction
Service Providers –
telecom operators, broadcast, internet service providers etc.
Automobile, industrial, defense, medical, space
Electronics (USD 1,750 billion)
Semiconductors
USD 226 billion
Accounts for
about 10% of
the world GDP
Source: Worldwide Semiconductor Trade Statistics (WSTS), IMF, European
Semiconductor Industry Association (ESIA) Competitiveness Report, 2009

Cyclical nature of global semiconductor industry - industry is research- and development-intensive at
the design stage and capital-intensive during the manufacturing phase. This is accompanied by continuous growth
in a cyclical pattern with high volatility.
Generally, cycles include an expansion and peak period, followed by a slowdown phase, and eventually a
downturn stage.
This industry has witnessed six major cycles since 1970, and there is good reason to believe that 2009 marked
the end of the downturn phase of another cycle.
Contd…
Source: EY research 2010
Expansion and peak phase 2-3 years of strong (20%) growth
Slowdown phase
Downturn phase 1-2 years of flat or declining phase

Split of semiconductor revenues by segment, 2015 –
Discrete Semiconductors – transistors, diodes, etc
purpose of which is switching, amplifying and transmitting electrical signals (quite stable due to lower presence in
computer applications).
Optoelectronics – electrical or optical transducers
Sensors – sense physical quantity and convert it to electrical signals
Integrated circuits – miniaturize electronic circuits (integrating a large number of tiny transistors into a small chip).
It includes analog (14%), memory (20%), micro (21%) and logic (29%) components.
Contd…
Source: Worldwide Semiconductor Trade Statistics (WSTS)
84%
2%8%
6%
Revenues
IntegratedCircuits (84%)
Sensors (2%)
Optoelectronics(8%)
Discrete (6%)

Indian semiconductor industry overview - India is playing a major and increasing role in the global
electronics industry, which motivates the development of a local semiconductor manufacturing base.
The global electronics industry is very large and growing. India’s electronics industry is already important and
growing at 7x the global rate
India market currently represents ~2% of the global production of electronics and is expected to grow at 22% per
year
Global production of electronics, 2004-2020E$ Trillions
India has around $7 billion in annual semiconductor consumption and the import burden driven by this disparity
will grow significant by 2020 to $45-50 billion.
India has a significant human capital presence already in semiconductors, but is currently focused on design. With
a large talent pool of 200K+ design engineers, India semiconductor design market has grown at 28% over the last
7 years
Contd…
Source: ESDM DOIT report, NSF, Study on semiconductor design embedded software and services industry and IC economics report
0
0.5
1
1.5
2
2.5
3
2004 2009 2014E 2020E

Motivation
Very expensive equipment ($200K - $14M) and very expensive clean rooms (<$3K per sq.ft.)
28% price increases of equipment per year
Equipment purchases account for 70%-80% of capital expenditure in new fabs
Cost of new fabs is doubling every 3 years
Revenue opportunity/wafer is ($5000 - $12,500)
World Semiconductor Trade Statistics (WSTS) anticipates the semiconductor revenue to rise steadily from
2013 ($306 billion) total to $325 billion this year, $336 billion in 2015 to reach $350 billion by 2016.
National Democratic Alliance (NDA) government’s flagship ‘Make in India’ programme, the centre plans to
spend 10 billions of dollars to put in place an ecosystem for electronics manufacturing in the country.
Implementation of an improved control strategies could result in a considerable amount of increased profits
because the capital investment and sales revenue of wafer fab are extremely large.
http://www.informatik.uni-rostock.de/~lin/GC/Slides/Fowler.pdf
http://www.forbes.com/sites/jimhandy/2014/06/26/wsts-updates-semiconductor-forecast-325-billion-in-2014/
http://www.livemint.com/Industry/ZRBFOTaucH1NO9el7JLZXJ/Govt-to-invest-10-billion-in-two-computer-chipmanufacturin.html

Wafer fabrication
Scheduling
DispatchingMask
SchedulingBatch
SchedulingRelease Control
Plant LayoutPreventive
MaintenanceMaterial Handling
Process Capability
Types of Research in Wafer fabrication

Release
Policies
Model Characteristics References
Immediate
Release (IMR)
No breakdown or manpower limitation,
Poisson (mean rate is 1.0728 per hr),
exponential processing time (1-4hr).
Ragatz and Mabert [1988], Bobrowski and
Park [1989], Ahmed and Fisher [1992], Kim
et al [1996], Rose ([1999] & [2001])
Random Release
(RAND)
No rework, no set-ups time, no batch
process, neither operators nor
transporters are modeled.
Ragatz and Mabert [1988], Bobrowski and
Park [1989]
Constant Release
(CONST)
Single product, hypothetical fab, batch
process is not considered. No rework,
no set-ups time, no batch process,
neither operators nor transporters are
modeled.
Wein [1988], Glassey and Resende [1988],
Gilland [2002] and Lin et al [2007], Glassey
et al. [1996], Chern and Huang [2004], Lou
and Kager [1989], Kim et al [1996]
Workload
Regulating (WR)
Single product, machine breakdown
considered are not standard, throughput
time and compared (RAND, CONST,
CONWIP and WR), processing times
include set-ups, operator unavailability
and rework and no batch process.
Wein [1988], Glassey and Resende [1988],
Glassey et al. [1996], Chern and Huang
[2004], Rose [1999] & Kim et al [1996]
Literature Review in Wafer Fabrication

Release Policies Model Characteristics References
Starvation Avoidance (SA) Single product, hypothetical fab, batch process is
not considered, trade-off curve and compared
(CONST, WR, CONWIP & SA) using SRPT &
FIFO.
Glassey and Resende [1988]
Descending Control (DEC) No yield loss, all machines are available all the
time, set-ups are negligible and used exponential
processing time. Compared (CONST, CONWIP,
WR & DEC). Adaptive in MTO situations.
Glassey et al. [1996]
Constant Work-in-process
(CONWIP)
No rework, no set-ups time, no batch process,
neither operators nor transporters are modeled.
Spearman et al [1990], Glassey and
Resende [1988], Wein [1988], Glassey et al.
[1996], Chern and Huang [2004], Rose
([1999] & [2001])
Workload Regulated Batch-
sizing rule or (k, w) rule
No yield loss, single product, neither operators
nor transporters are modeled, no travel time is
considered. Compared with (CONST, CONWIP,
WR & (k, w)).
Chern and Huang [2004]
Contd…

Release Policies Model Characteristics References
Constant Load
(CONLOAD)
No yield loss, no rework, neither operators nor
transporters are modeled, set-ups are negligible &
compared with (IMR, CONWIP, WR & CONLOAD).
Rose [1999]
Total Cycle Time
(TOTAL CT)
No yield loss, no rework, neither operators nor
transporters are modeled, set-ups are negligible &
compared with (IMR, CONWIP, CONLOAD &
TOTAL CT).
Rose [2001]
Flow Rate Control Policy
(FRCP)
No rework, no set-ups time, no batch process,
neither operators nor transporters are modeled.
Compare with (CONST & FRCP).
Lou and Kager [1989]
Dynamic Release Control
Policy (DRCP)
No rework, no set-ups time, no batch process,
neither operators nor transporters are modeled. no
travel time is considered. Compared with (CONST,
IMR, WR & DRCP)
Kim et al [1996]
Contd…

Scheduling Policies Control
Configuration
References
Release
Policies
Immediate Release
(IMR), Random Release
(RAND) and Uniform
Release (UNIF)
Open-Loop Closed
Release Policies
Ahmed and Fisher [1992], Wein [1988], Arisha et
al. [2003], Glassey and Resende [1988], Glassey
et al. [1996],
SA, WR, PWR,
CONLOAD, TOTAL CT,
(k, w), FRCP, CONWIP,
HPSRC, DEC, DRCP,
D-Roll, WIPLCtrl, EWP,
Closed-Loop Closed
Release Policies
Wein [1988], Glassey and Resende [1988],
Glassey et al. [1996], Kim et al [1996] , Kim et al
[1998] , Kim et al [2001] , Gilland [2002] , Chern
and Huang [2004] , Qi et al [2009], Khaled and Ei-
Kilany [2011], Tabatabaei and Salazar [2011], Lou
and Kager [1996], and Huang [2004] , Qi et al
[2009], Khaled and Ei-Kilany [2011], Tabatabaei
and Salazar [2011]
Dispatching FIFO, LIFO, SIPT Simple Rules Wein [1988], Glassey and Resende [1988],
Glassey et al. [1996], Kim et al [1996] , Kim et al
[1998] , Kim et al [2001], Chern and Huang [2004]
, Qi et al [2009], Khaled and Ei-Kilany [2011],
Tabatabaei and Salazar [2011], Lou and Kager
[1996], and Huang [2004] , Qi et al [2009], Khaled
and Ei-Kilany [2011], Tabatabaei and Salazar
[2011]
Literature Review in Wafer Fabrication

Trade-off Curve for Scheduling Policies
Cycle Time
C(t)
Throughput
(t)
Policy A
Policy B
CA (t)
CB (t)
The objective is to find the scheduling policy that is efficient on the
frontier of delay and throughput.
Problem Definition and Objective
The problem can be characterized by a set of jobs, where each job requires six operations to complete the
fabrication process. The operations must be performed in a specific sequence at specific stations.
The scheduling policies are compared based on the delay/throughput trade-off curve.
This curve describes the waiting time or cycle time as a function of fab throughput. Waiting time is defined to be
the time a job spends in the fab that is processing time plus waiting time, while throughput is the average
number of jobs that leave the fab.
Policy A is superior to policy B for a given throughput t

Machine E
Machine C, DMachine A, B
A
B
C
D
E
Step 1
Step 5
Step 2
Step 4
Step 3
Step 6
Wafer
In
Wafer
Out
Diffusion WorkstationIon Implantation
Workstation
Lithography
Workstation
Simulation Model for Mini-Fab
Station 1 Station 2 Station 3
http://aar.faculty.asu.edu/research/intel/papers/fabspec.html

Process Flow – Start > S1 > S2 > S3 > S4 > S6 > Out
All wafers follow this sequence subject to all machine restrictions such as batching and setups
Equipment Set – Machines, Batch Size and Setup Time
Three Workstation : Diffusion, Ion Implantation and Lithography
Diffusion is a batch process which can batch 3 lots/jobs together
Setup time is given at lithography station
(5min for product change, 10 mins for step change and 12 mins for both step and product change)
Process - Processing Time (S1: 225 mins, S2: 30 mins, S3: 55 mins, S4: 50 mins, S5: 255 mins, S6: 10 mins),
This is purely the run time of the process
Personnel – Two production operators are required for load/unload process and to provide setups
Load – S1 & S5: 20 mins, S2 & S4: 15 mins, S3 & S6: 10 mins
Unload – S1 & S5: 40 mins, S2 & S4: 15 mins S3 & S6: 10 mins
The mini-fab operates the 24 hours of the day, 7 days of week.
Each day of operations is composed of two shifts of 12 hours.
http://aar.faculty.asu.edu/research/intel/papers/fabspec.html
Mini Fab Description

The three different product types are produced A, B and C that follow an empirical distribution with probabilities
0.61, 0.36, and 0.03; respectively.
The buffers are modelled to have infinite capacity to exclude blocking.
The model does not include technician, yield loss, due date and rework.
Rules for batching at diffusion workstation are simpler and tool processing time are deterministic.
The unscheduled or random breakdowns for machines at each station are exponentially distributed with a mean of
50 hours and the repair time is exponentially distributed with a mean of 7 hours.
The initial level of WIP inventory in the system is set equal to zero.
There is no human error made during the processing.
Minutes are the time units.
Assumptions

To compute the performance measure for scheduling policies, full factorial design is considered in this
study and thus total 45 (15 × 3) configurations are studied.
Arena simulation software is used to build the model and conduct these experiments.
In the course of the simulation, each scenario is tested for 200 replications of 9600 hours length each.
This number and length of replications provided uniformly good statistical precision across the outputs (95%
confidence interval half widths within 3% of the respective sample means).
The data obtained after the 4800 hours are used for the performance analysis.
The performance indices considered in this experiment are cycle time, WIP and throughput.
Delay: - It is the time elapsed between a job entering the facility and leaving the facility as a finished product,
consisting of processing time, transportation time between workstations, set-ups time, loading and unloading time
and waiting time in queues divided by the total processing time.
WIP: - It is a number of jobs present in the Mini Fab during the non-transient run time period
Throughput: - It is the number of jobs that came out after the last step in the process.
Experimental Design

Although the delay and throughput is the main performance measure, the WIP at the bottleneck is also important.
It is important to minimize the variability in these performance measures.
The standard deviation for each performance measure and coefficient of variation is also computed. The
coefficient of variation (CV) is a relative measure and it is computed by dividing the standard deviation value with
average value of the measures.
In Mini Fab, the work station (LT) for the process of lithography is found to be the bottleneck for all the tested
cases. The different dispatching rules are applied only at the bottleneck work station.
The different system loads are controlled by start rate for UNIF, critical values for WR and DRCP and WIP levels
for CONWIP, DEC, HPSRC and EWIP, safety stock for SA, reference WIPLOAD for WIPLCtrl, average processing
time between wafer start and first bottleneck stage for Droll, threshold value for CONLOAD, average remaining
cycle time for TOTAL CT, (k, w) value for (k, w), reference inventory and reference surplus value in FRCP and
parameter value in PWR.
Contd…

Effect of Dispatching Rules
TABLE I. UNIF/ FIFO POLICIY PERFORMANCE IN MINI FAB
Experimentation and Analysis
Delay (cycle time/total
processing time)
Throughput Departure Interval WIP at
Bottleneck
Mean Standard
Deviation
95%
Confidence
Interval
Mean Mean Standard
Deviation
(STD)
Coefficient of
Variation
(STD/Mean)
Mean Standard
Deviation
2306 818 113 1116 258 414 1.6 2.32 2.97
2371 880 122 1161 248 398 1.6 2.67 3.33
2442 909 126 1210 237 382 1.61 3.0 3.59
2539 1003 139 1264 228 367 1.61 3.56 4.14
2680 1062 147 1321 217 351 1.62 4.28 4.67
2970 1226 169 1384 208 334 1.61 5.78 5.77
3530 1468 203 1456 197 312 1.58 8.73 7.50
5216 2007 278 1532 188 283 1.51 17.78 11.15
20156 3565 494 1565 184 260 1.41 102.42 20.85

TABLE II. UNIF/ LIFO POLICIY PERFORMANCE IN MINI FAB
Contd…
Delay (cycle time/total
processing time)
Throughput Departure Interval WIP at
Bottleneck
Mean Standard
Deviation
95%
Confidence
Interval
Mean Mean Standard
Deviation
(STD)
Coefficient of
Variation
(STD/Mean)
Mean Standard
Deviation
2346 1223 169 1117 258 409 1.6 2.34 3.00
2389 1371 190 1161 248 397 1.6 2.61 3.29
2483 1595 221 1210 238 387 1.62 3.06 3.76
2576 1837 254 1263 228 373 1.64 3.58 4.19
2743 2261 313 1322 218 357 1.63 4.43 4.81
3031 3065 424 1384 208 340 1.62 5.93 5.88
3550 4602 637 1453 198 321 1.58 8.80 7.58
5625 12939 1793 1532 188 296 1.53 20.76 11.63
5863 13806 1913 1542 187 285 1.52 128.11 26.47
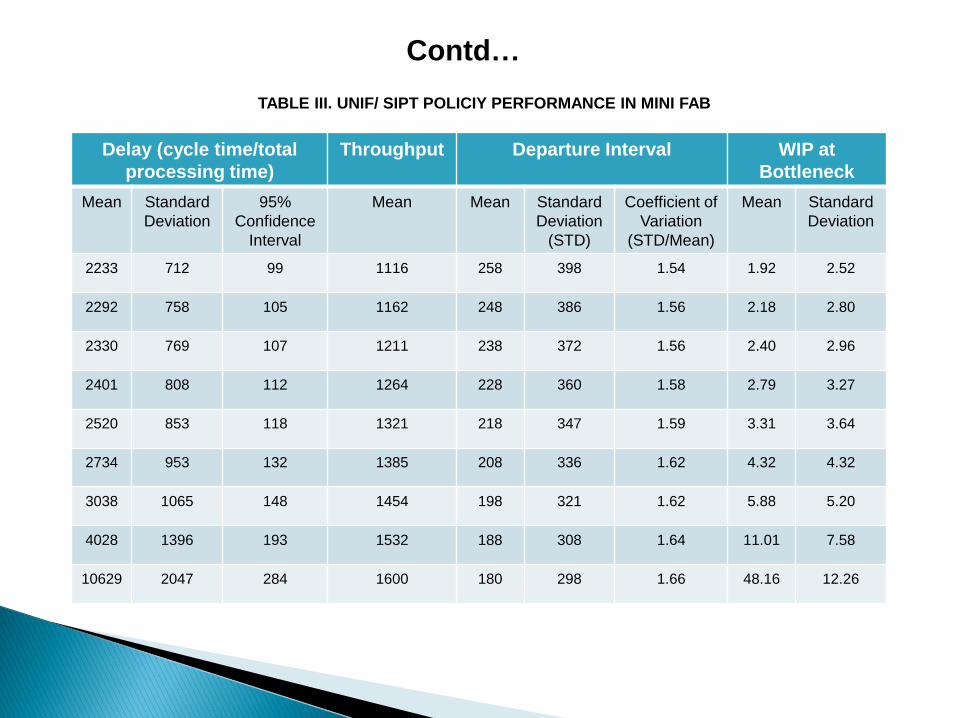
TABLE III. UNIF/ SIPT POLICIY PERFORMANCE IN MINI FAB
Contd…
Delay (cycle time/total
processing time)
Throughput Departure Interval WIP at
Bottleneck
Mean Standard
Deviation
95%
Confidence
Interval
Mean Mean Standard
Deviation
(STD)
Coefficient of
Variation
(STD/Mean)
Mean Standard
Deviation
2233 712 99 1116 258 398 1.54 1.92 2.52
2292 758 105 1162 248 386 1.56 2.18 2.80
2330 769 107 1211 238 372 1.56 2.40 2.96
2401 808 112 1264 228 360 1.58 2.79 3.27
2520 853 118 1321 218 347 1.59 3.31 3.64
2734 953 132 1385 208 336 1.62 4.32 4.32
3038 1065 148 1454 198 321 1.62 5.88 5.20
4028 1396 193 1532 188 308 1.64 11.01 7.58
10629 2047 284 1600 180 298 1.66 48.16 12.26

Effect of Dispatching Rules
Delay/Throughput Trade-off Curves for Uniform Release
UNIF Release Performance in Mini Fab with three dispatching rules
Contd…

It is observed from both the Tables I – III and the trade-off curve, that Uniform release policy with SIPT dispatching rule outperformed both FIFO and LIFO dispatching rule.
It is also noticed from the last row of Table II and Table III that for all values of throughput rate SIPT produced schedules with less mean delay than FIFO, achieving reduction of approximately 47% in mean delay at the throughput rate of about 1 job per 178 minutes.
Likewise, it is noted from Table II and Table III that for all values of throughput rate FIFO produced schedules with slightly less mean delay than LIFO except for the throughput rate of about 1 job per 178 minutes.
With respect to the coefficient of variation of inter departure times (CVID) SIPT produced schedules with less CVID than both FIFO and LIFO for throughput rate values greater than of about 1 job per 218 minutes.
Moreover, SIPT dispatching rule produced schedules with shorter queue of work at the bottleneck work station.
However, the detailed simulation results for (14 × 3 × 200) simulation runs generated similarly but are not given in detail due to the time restriction and only important observations are discussed.
It is observed that SIPT dispatching rule outperformed both FIFO and LIFO dispatching rules in all release policies except for EWIP in which FIFO outperformed other two dispatching rules. The reason for this change could be the variability of WIP at the bottleneck workstation which triggers the release of jobs into the system under this release policy.
Contd…

Contd…
Effect of Release Policies
Delay/Throughput Trade-off Curves for Release Policies with SIPT Dispatching Rule
Release Policies Performance in Mini Fab with SIPT dispatching Rule

It is evident from the trade-off curve, that the starvation avoidance (SA) produced schedules with less mean delay than other fourteen release policies at all the throughput rate values.
The improvement was most remarkable against Uniform release policy, where the mean delay reduction is approximately 81%.
SA outperformed Uniform release policy with respect to CVID times at higher throughput rate values. When compared to WR, SA produced schedules with approximately 50% less mean delay at the higher end of throughput range.
The performance of all closed loop release policies was better than open loop release policy except for FRCP, PWR and EWIP.
The objective of FRCP release policy was to minimize the work in process inventory cost, so under this release policy jobs get on hold at each step and therefore it increases the delay.
The estimation for bottleneck workload is not proper under PWR release policy due to the normalization of processing time and thus it increases the delay.
The control criteria in EWIP release policy is the arrival rate which is varied according to the WIP of bottleneck workstation. Thus there is an increase in delay due to high variability in arrival rate.
Contd…

The second best release policy is (k, w) which releases jobs based on the bottleneck workload in batches and thus reducing the waiting time for batch formation and thus reducing the delay.
Starvation avoidance release produced schedules with approximately 35% less mean delay than (k, w) release policy.
The relative performance of WR, CONWIP, WIPLCtrl, Droll, DEC, CONLOAD, TOTAL CT, DRCP and HPSRC is insignificant with respect to mean delay difference at lower throughput rate values. However, WR outperformed other release policies at higher throughput rate values closely followed by CONLOAD.
WR release policy produced schedules with approximately 0.84%, 8.1%, 11.2%, 10.8%, and 14.5% less mean delay than CONLOAD, CONWIP, TOTAL CT, DRCP and DEC respectively for throughput value (95% of expected capacity) and produced schedules with approximately 15% and 12% less mean delay than WIPLCtrl, and HPSRC respectively at the throughput value (93% of expected capacity).
For the throughput value (94% of expected capacity) WR release policy produced schedules with approximately 4% less than Droll release.
The Droll and CONWIP release policy were almost identical with respect to mean delay as their plots overlap.
With respect to CVID times, there is almost no difference among these release policies. The WR release policy produced shorter queue at the bottleneck workstation. Moreover, WR release showed less variation in queue length at the bottleneck workstation closely followed by HPSRC, CONLOAD, Droll and WIPLCtrl release policy respectively.
Contd…

Conclusions and Future Research
In conclusion, with respect to Mini-Fab, varying the dispatching rule for a fixed release policy did not show as
much mean delay sensitivity as fixing the dispatching rule and varying the release policy.
It is observed that release policies plays more significant role than dispatching rules in improving the
performance of wafer fabs with respect to delay and throughput.
It is observed that with most of the release policies, SIPT dispatching rule produced less mean delay at all
throughput rate values and SA provides higher throughput rate with less mean delay among all the release
policies. Generally, it is concluded that SIPT was the best dispatching rule and SA the superior release policy.
The future research will focus on developing an efficient and robust closed loop release policy for wafer
fabrication environment by considering the real time status and uncertainties in the system.

Thank you

References[1] Ahmed, I. and Fisher, W. W, “Due date assignment, job order release and sequencing interaction in job shop
scheduling,” Decision sciences, 23, 633-647, 1992.
[2] Arisha, Amr, Young Paul, Baradie, M.El and Hashmi, M.S.J, “Intelligent shop scheduling for semiconductor
manufacturing,” PhD Thesis, School of Mechanical and Manufacturing Engineering, Dublin City University, 2003.
[3] Bobrowski, P. M. and Park, P. S, “Work release strategies in a dual resource constrained job shop,” OMEGA
International Journal of Management Science, vol. 17, no. 2, pp, 177-188, 1989.
[4] Fowler, J. W., Hogg, G. L., and Mason, S. J., “Workload Control in the semiconductor industry," Production
Planning and Control, vol. 13, no. 7, pp. 568-578, 2002.
[5] Gilland G. Wendell, “A simulation study comparing performance of conwip and bottleneck based release rules,”
Production planning and control: the management of operations, 13:2, pp 211-219, 2002.
[6] Glassey, C. R. and Resende, M. G, “Closed-loop job release control for VLSI circuit manufacturing,” IEEE
Transactions on Semiconductor Manufacturing, 1, 36 46, 1988.
[7] Kempf, K, “Intel five-machine six-step Mini-Fab description,”
http://aar.faculty.asu.edu/research/intel/papers/fabspec.html, 2015.
[8] Kim Jongsoo, Leachman Robert.C, and Suhn Byungkyoo, “Dynamic Release Control Policy for the Semiconductor
Wafer Fabrication Lines,” Journal of the Operational Research Society 47, 1516-1525, 1996.





























