Embed Size (px)
Citation preview

Integrated Gasification and Fuel synthesis Thermochemical Platform Peer Review
April 14, 2009 Calvin Feik, NREL

2
Overview - General
Project start date: 2007Project end date: 2012Percent complete: 50%
2
Total project funding• Budget (operating)
FY08: $2.0 MMFY09: $1.6 MM
• Budget (capital)FY08: $435 kFY09: $397 k
Timeline
Budget
Barriers
• Tt-F Gas Cleanup and Conditioning• Tt-H Validation of Syngas Quality• Tt-C: Gasification of Wood and
Herbaceous Feedstocks2012 Targets
• Methane: <3 vol%• Benzene: <10 ppm• Tar: <0.1 g/Nm3
• H2S<20 ppm, NH3<10 ppm, HCl<10 ppb
Stage
A/B - Exploratory/Development Research

3
Rationale: Thermochemical Biomass to Fuels
GasificationSyngasCleanup
Mixed Alcohol
Synthesis
Heat Power
Syngas Conditioning
Feed Processing & Handling
Ethanol &AdvancedBiofuels
3
• Conceptual design of a 2000 tonnes/day commercial plant
• NREL pilot plant based on this process
• Basis for connecting R&D targets to cost targets
• Vetted with rigorous peer reviewPhillips, S., Aden, A., Jechura, J., Dayton, D., Eggeman, T. (2007). Thermochemical Ethanolvia Indirect Gasification and Mixed Alcohol Synthesis of Lignocellulosic Biomass. NREL Technical Report, TP-510-41168.

4
Overview ‐ Project Description
• Formerly known as Integrated Catalyst Studies
• This task is responsible for demonstrating integrated biomass gasification, gas cleanup, and biofuel synthesis at pilot scale on real syngas. Validatesand improves process model (Aspen) and economic analysis for mixed alcohol synthesis.
• How does the process model compare to “reality”?

5
Goals and Objectives
• Main Goal:– Demonstrate integrated production of cost competitive ethanol
from mixed alcohols produced from biomass derived syngas at pilot scale
• Objectives:– Integrated biomass gasification through fuel synthesis– Expand pilot-scale capabilities (plug and play)– Pilot-scale demonstration/validation of Analysis, Gasification,
and Catalyst task developments– Provide process data for State of Technology updates
GasificationSyngasCleanup
Fuel Synthesis
Heat Power
Syngas Conditioning
Feed Processing & Handling
Ethanol &AdvancedBiofuels
5

6
Approach:State of Technology (2008 Results and Targets*)
6*A. Dutta and A. Aden
7
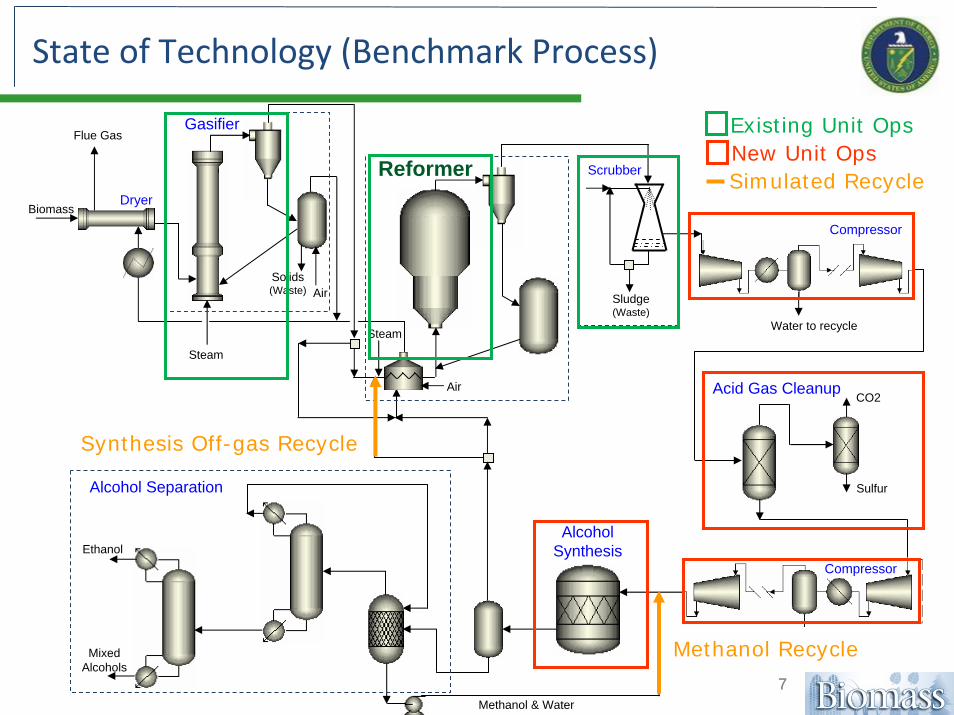
State of Technology (Benchmark Process)
Alcohol Synthesis
Biomass
Flue Gas
Dryer
Scrubber
Sludge(Waste)
CO2
Sulfur
Acid Gas Cleanup
Air
Gasifier
Solids(Waste)
Steam
Alcohol Separation
Methanol & Water
Ethanol
MixedAlcohols
Steam
Reformer
Air
Compressor
Water to recycle
Compressor
7
Existing Unit OpsNew Unit OpsSimulated Recycle
Methanol Recycle
Synthesis Off-gas Recycle

8
Thermochemical Process Development Unit (TCPDU)
8
AnalyticalSampling
Ability to sample raw syngas at multiple process points
9
Comprehensive Characterization of Process Gas
• Non-dispersive infrared (NDIR) Analyzer• CH4, CO2 and CO
• H2 thermal conductivity analyzer
• Quad Micro Gas Chromatograph• 4 channel, on-line GC w/ 3 min cycle time• permanent gases, hydrocarbons, and tars
• Micro Gas Chromatograph w/ sulfur detector• 3 channel, on-line GC w/ 3 min cycle time and H2S/COS detector

10
MBMS - Comprehensive Tar Analysis
• Preserves reactive and condensable species
• Universal detection• Real-time monitoring • High-pressure, high-temperature
system monitoring capability• Rapid screening/fingerprinting

11
AccomplishmentsOverview
• Tar and light hydrocarbon reforming at 2008 targets
• Sulfur sorbent injection and evaluation
• Synergistic pilot-scale activities
12
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21NREL 32b Catalyst Regeneration Cycle Number
Corn StoverAir
Corn StoverSteam
Mixed WoodSteam
Corn StoverSteam
Mixed WoodSteam
OakSteam/AirHigh Temp
2008 Conversion Target
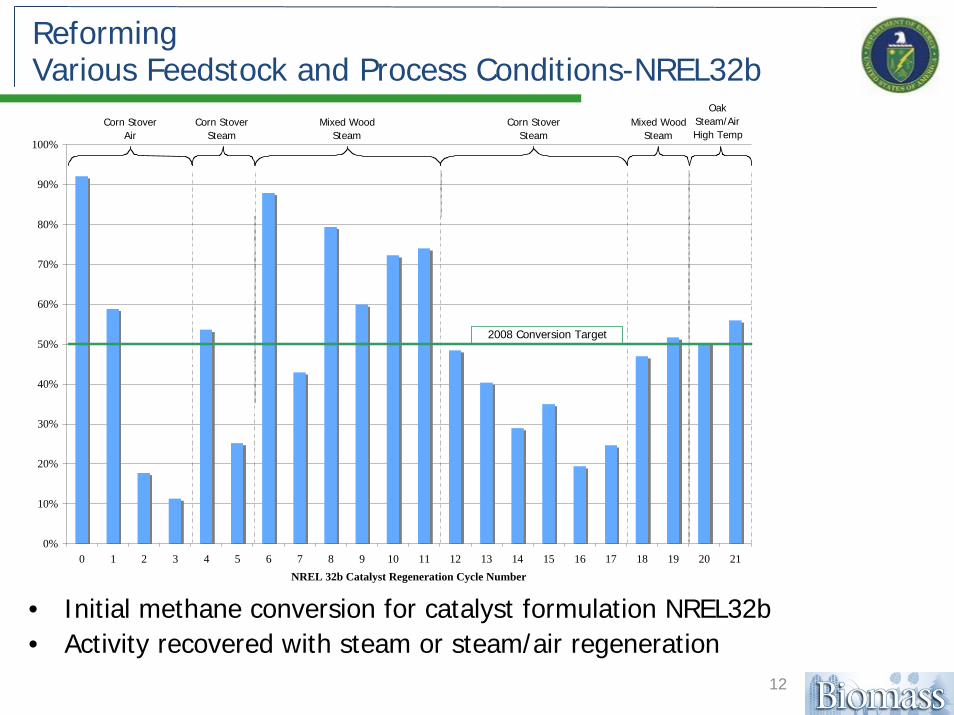
ReformingVarious Feedstock and Process Conditions-NREL32b
• Initial methane conversion for catalyst formulation NREL32b• Activity recovered with steam or steam/air regeneration

13
ReformingNREL56 Validation with Raw Syngas
Met
han
e C
onve
rsio
n • Hardwood feedstock• 900 ºC• S/B : 1 • 20 h TOS• 10 reforming – regeneration cycles• 3 catalyst samples every cycle
• 15 hours of methane reforming at or above 2008 target of 50% conversion
• Over 15 hours of reforming at or above the benzene (90%) and tar (95%) conversion target
• Initial activity declines with regeneration, but trends are consistent
Cumulative Time on Stream
13
14
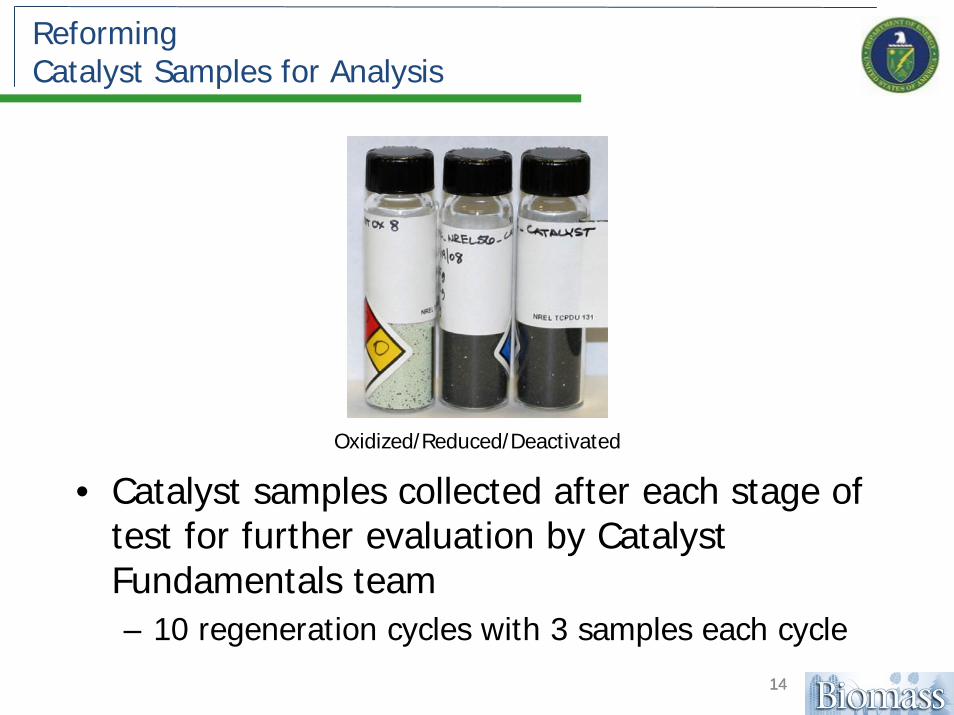
ReformingCatalyst Samples for Analysis
• Catalyst samples collected after each stage of test for further evaluation by Catalyst Fundamentals team– 10 regeneration cycles with 3 samples each cycle
Oxidized/Reduced/Deactivated
14

15
ReformingCatalyst Activity and Analysis Trends
Correlations between surface structure and initial catalyst performance are being determined by Cat Team
Maximum CH4Conversion
Activity Measurements
% Reducibility
Cycle Number
Temperature Programmed
Reduction (TPR)
NiAl2O4
NiAl2O4 + Ni0Area
X-Ray Diffraction
(XRD)

16
Sulfur SorbentBackground
16
• Indirect biomass vs direct coal gasification:– High steam content (>60% vs. ~5%)– 1-2 vol.% tar vs. little/no tar– Higher temperature (850°C vs. 650°C)– …but only 50-600 ppmv vs. 10,000 ppmv or more
-100%
-80%
-60%
-40%
-20%
0%
20%
40%
60%
80%
100%
0:00 0:30 1:00 1:30 2:00
Time
Ben
zene
Con
vers
ion
(%)
h oxidation, stover 5h oxidation, stover 6h oxidation, wood 6.5h oxidation, wood 6.5
Raw Syngas Conditioning- 60 kg catalyst
Wood derivedsyngas
Stover derived syngas
• 1:1 steam to biomass ratio
• Steam catalyst regeneration

17
Sulfur SorbentBackground
• Sorption by metal oxides (sulfidation):MeO + H2S ↔ MeS + H2O (Me = metal)
High Steam Content
• Surrogate syngas testing on MATS2 and MBMS– Limestone, commercial zinc titanate, RTI, and GTI
sorbents• TCPDU slipstream and injection testing
– Limestone and RTI sorbents
17

18
Sulfur SorbentIn-stream Injection
18
Sorbent hopper
Motor
Feed screw
Thermal CrackerEntrance

19
Sulfur SorbentLimestone Injection
Pilot‐Scale Results (Uncalcined Limestone)Attempt simultaneous calcination/sulfidation
• Limestone
• H2S increased with limestone injection.
• Limestone contains 0.065% S
Sulfur volatilization +
Calcination+
Sulfidation
…not fast enough

20
Sulfur SorbentResults
• Commercial sorbents show promise, but high steamconditions are challenging
20

21
Leveraged Activities at Pilot-Scale -Parametric Gasification
Whitney Jablonski
• Multiple feedstocks (wood, switch grass, wheat straw, corn stover)• MBMS sampling (multivariate analysis)
0.5 ton/d
Consistent with LEFR studies

22
Summary
• Reforming results are meeting program conversion targets
• Catalyst/sorbent and process improvements progressing significantly
• Sulfur sorbents combined with process changes are promising
• Pilot-scale facility key to 2012 thermochemical ethanol demonstration
22

23
Success Factors/Challenges
• Success Factors– Pilot-scale testing capability on biomass derived syngas
invaluable for identifying issues with syngas cleanup processes and materials
– Pilot-Scale production of biomass derived syngas allows leveraged work between tasks
• Challenges– Current catalyst regeneration protocol requires optimization – Demonstrate continuous regeneration in short timeframes– Inorganic compound mitigation
23

24
Future and Ongoing Work -Overview
• Process upgrades– New continuous reforming system for longer term catalyst
testing– Simulated gas recycle to match process design reformer inlet
composition– Improved syngas analysis with high resolution, magnetic
sector mass spectrometer– Enhanced gasification sampling with thermal cracker sample
port addition– Data management upgrades
• Experimental– Sorbent testing
• New sorbents• Lower syngas steam content• Turbulence modeling and measurements
– Revised regeneration protocol validation– Catalyst sample analysis on-going by Catalyst Fundaments
team24

25
Continuous Reformer-Entrained Flow Configuration
Clean Syngas to Scrubber• Flexible Design:• Entrained or counter
current catalyst flow• One-third flow of the
TCPDU gasifier (matches single fuel synthesis train)
• Additional CO2 and CH4 addition to simulate synthesis recycle
• Based on previous FSR and evolving regeneration data Hydrogen
Steam
Steam and airHydrogen and water
Steam, air, and CO2
Steam, H2S, and CO2
Sulfur removal vessel
Ris
er R
efor
mer
Coke oxidation vessel
Reduction vessel
“Dirty”Syngas Recycled CO2 and CH4
26
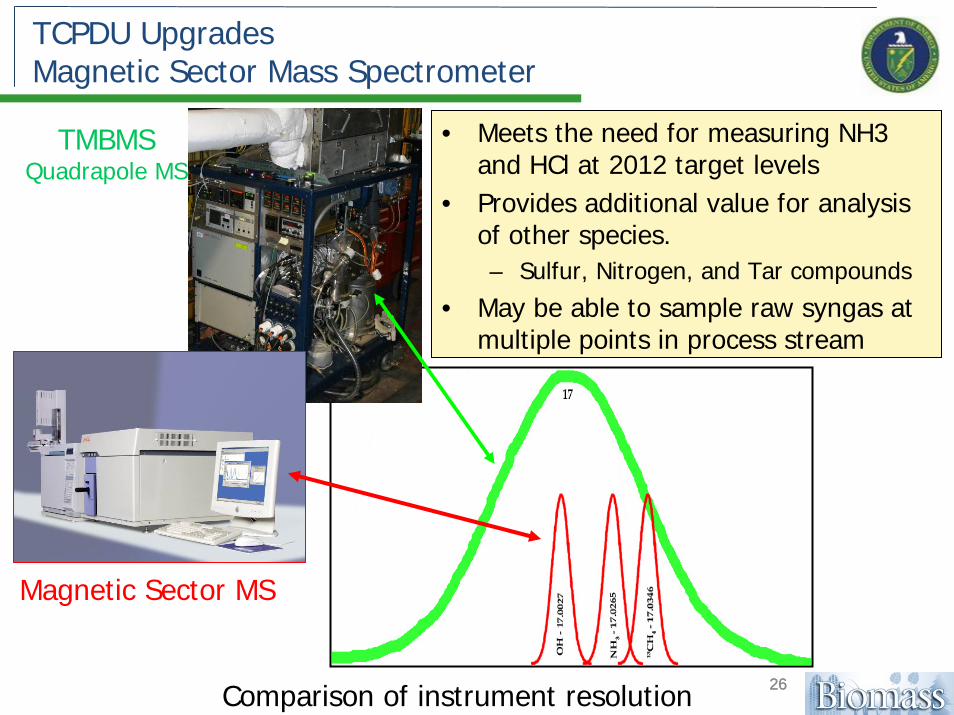
TCPDU UpgradesMagnetic Sector Mass Spectrometer
TMBMSQuadrapole MS
• Meets the need for measuring NH3 and HCl at 2012 target levels
• Provides additional value for analysis of other species.– Sulfur, Nitrogen, and Tar compounds
• May be able to sample raw syngas at multiple points in process stream
Magnetic Sector MS
26Comparison of instrument resolution

27
Additional TCPDU Upgrades
• Control system upgrade– Latest hardware more compact freeing valuable lab space and uses ethernet
• Data integration database system upgrade
• Thermal Cracker upgrade– Sample ports for improved tar evolution monitoring
– Evaluate staged oxidizer addition for tar conversion
– Modular design for variable residence time
• Turbulence measurement of sorbent injection to evaluate mixing and contact efficiency

28
Capital Improvements
Item Purpose Cost Status
$96k Installed
Partially Installed
Ordered
Design in progress
$339k
Magnetic Sector mass spectrometer
Ammonia and hydrogen chloride on-line measurement
$160k
Continuous Reformer
Steady state steam reforming catalyst testing
$232k
Ultimate analyzer Measure carbon, hydrogen, oxygen, and sulfur in biomass, catalysts, and sorbents
High Pressure TGA with MS & FTIR
Thermal gravimetric analysis of biomass, catalysts, and sorbents with off-gas quantification
28
29
Team Acknowledgements
29
• Katie Gaston• Jason Hrdlicka• Rick French• Steve Phillips• David Crocker
• Whitney Jablonski• Singfoong Cheah
• Ray Hansen• Jason Thibodeaux• Mike Sprague• Danny Carpenter• Marc Pomeroy
• Kim Magrini• Yves Parent• Matt Yung
TCPDU Operations Team
Catalyst Development Team

30
Questions?
•Q •A

31
2007 Peer Reviewer Comment Responses
31
• Strengths– Lot of value of having the capability (and using it)
to test on a large-scale - with “real” syngas– Methodical testing approach
• Weaknesses– Needs to run more catalyst evaluations in pilot
scale reactor• Testing limited due to available catalyst, facility
upgrades, and time to evaluate results
• Comments/Suggestions– The reviewers would like a closer inspection of the
anomalies in the data presented• Anomalies due to sample valve switching with no impact
on test condition results

32
Publications and Presentations
• Publications:– Magrini-Bair, K., Czernik, S., French, R., Parent, Y., Chornet, E., Dayton,
D., Feik, C., Bain, R. 2007. Fluidizable Reforming Catalyst Development for Conditioning Biomass-Derived Syngas. Applied Catalysis, 318, 199-206.
– D. L. Carpenter, C. J. Feik, K. R. Gaston, W. Jablonski, R. L. Bain, S. D. Phillips and M. R. Nimlos, Pilot scale gasification of corn stover, wood, switchgrass and wheat straw, Energy and Fuels, submitted.
– W. Jablonski, K. R. Gaston, D. L. Carpenter, M. R. Nimlos*, C. J. Feik, R. L. Bain, M. Pomeroy, Multivariate analysis of pilot scale results, Energy and Fuels, submitted.
32

33
Publications and Presentations
• Presentations:– Nimlos, M. R.; Jablonski, W.; Gaston, K. R.; Carpenter, D. L.; Feik, C. J.; “Global
Mechanisms of Tar Formation During Gasification of Biomass,” 237th ACS National Meeting & Exposition, March 22-26, 2009, Salt Lake City, UT.
– Yung, M., Jablonski, W., Magrini, K., “Characterization of Ni-Based Catalysts Used for Steam Reforming of Simulated Biomass Gasification Vapors,” presented at AIChE’s Annual Meeting, November 20, 2008, Philadelphia, PA.
– Feik, C. J.; Carpenter, D. L.; Gaston, K. R.; Hrdlicka, J. A.; Phillips, S. D.; Pomeroy, M. D.; “Pilot-Scale Evaluation of Fluidizable Reforming Catalyst for Biomass Syngas Cleanup,”presented at AIChE’s Annual Meeting, November 20, 2008, Philadelphia, PA.
– Gaston, K. R.; Feik, C. J.; Jablonski, W.; Nimlos, M.; Phillips, S. D.; Carpenter, D. L.; Deutch, S. P.; “Pilot-Scale Comparison of Steam Gasification with Herbaceous and WoodyFeedstocks”, presented at AIChE’s Annual Meeting, November 18, 2008, Philadelphia, PA
– Feik, C. J.; Carpenter, D. L.; Deutch, S. P.; Gaston, K. R.; Phillips, S. D.; “Experiences in Thermochemical Biomass Conversion,” presented at AIChE’s Spring National Meeting, April 8, 2008, New Orleans, LA.
– Carpenter, D. L.; Phillips, S. D.; Gaston, K. R.; Deutch, S. P.; Feik, C. J.; French, R.; Nimlos, M. R.; “Temperature and Feedstock Effects on Tar Formation During Pilot-Scale Biomass Gasification,” 235th ACS National Meeting & Exposition, April, 2008, New Orleans, LA.
33

34
Continuous Reformer-Counter Current Flow Option
“Dirty” Syngas RecycledCO2 and CH4
Clean Syngasto Scrubber
Steam and air
Steam, air, and CO2
Steam, H2S, and CO2
• Flexible Design:• Entrained or counter
current catalyst flow• One-third flow of the
TCPDU gasifier (matches single fuel synthesis train)
• Additional CO2 and CH4 addition to simulate synthesis recycle
• Based on previous FSR and evolving regeneration data
Coke removal vessel
Ris
er s
ulfu
r re
mov
alMethane reformer vessel
Tar reformer vessel
Steam




























