-
7/25/2019 Instrumentation Et Rgulation en 30 Fiches
1/3
Le procd est discontinu ou batch quand le produit fini est
obtenu par une
fabrication de type continu mais en une quantit prdtermine (lot
ou batch) pour
un cycle. Cest--dire que la mme unit de fabrication est
frquemment (jusqu
plusieurs fois par jour) amene changer de type de produit. Les
procds batch
sont trs rpandus dans les industries des cosmtiques et
pharmaceutiques.
II Contrle industrielPour garantir les qualits et les
quantits du produit fabriqu, il est
ncessaire de dployer des moyensdobservation, de rflexion et
dac-
tion sur le procd ; cest le rle du
contrle industriel englobant les
domaines de linstrumentation et de
la rgulation.
Instrumentation
Linstrumentation est un domaine comprenant les mthodes
dimplantation, de
rglages et dexploitation de tous les appareils de mesure, de
calcul et daction
ncessaires la matrise du processus industriel, y compris les
aspects de protec-
tion et de scurit.
Linstrumentation lie lobservation est assure par les capteurs,
transmetteurs et
indicateurs qui fournissent les mesures continues et les
dtecteurs dlivrant une
information binaire.
Linstrumentation permettant laction concerne les organes de
rglage tels que les
vannes rgulatrices, les ventilateurs, les pompes, les rsistances
de puissance lec-
trique, et les pr-actionneurs comme les convertisseurs de
signaux, les position-
neurs, et les variateurs de vitesse.
Toutes les cartes dentres et de sorties des rgulateurs et des
automates program-
mables industriels (API) font partie de linstrumentation.
Rgulation
La rgulation constitue ltape, dlicate, de la rflexion du contrle
industriel puis-quelle doit garantir un fonctionnement du processus
conforme lobjectif fix. Or,
lorsquun cart par rapport cet objectif survient, la rgulation
doit annuler ou amoin-
drir cet cart en suivant les lois dvolution du procd dfinies par
le concepteur.
La rgulation sans instrumentation nest pas envisageable, mais
linstrumentation sans
rgulation est possible.
3F I C H E 1 C o n t r l e d e s p r o c d s i n d u s t r i e l
s
Dunod
Laphotocopienonautoriseestundlit.
1
objectifs
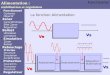
Action
Grandeurs
rglantes
Grandeurs
m atriser
perturbations
Observation
Procd
Rflexion
Figure 1.2 Contrle industriel
-
7/25/2019 Instrumentation Et Rgulation en 30 Fiches
2/3
III Hirarchie des systmes de contrleUn systme de contrle
performant doit garantir la qualit du produit ou du service,
mais galement des conomies dnergies et de matires premires ou
semi-finies,
sans ngliger la scurit du personnel et des installations. La
gestion du risque de tout
processus industriel induit une organisation des systmes de
contrle hirarchiss en
trois niveaux dintervention (figure 1.3).
Niveau 1 : ce niveau de systme assure la conduite du processus,
continu ou discon-
tinu, en fonctionnement normal et comprend linstrumentation et
la rgulation ou lau-
tomatisme.
Niveau 2 : ce niveau assure la pro-tection du processus selon
une fonc-
tion discontinue partir dinforma-
tions prdfinies de dpassement de
seuils critiques pour le processus.
Linformation de dpassement peut
tre donne par un dtecteur (infor-
mation binaire) ou par un capteur
(information continue), mais lins-
trumentation est indpendante de
celle du niveau 1. Les actionneurs
sont gnralement de type tout ou
rien (lectrovanne ou vrin).
Le niveau 1 redevient fonctionnel lorsque le niveau 2 le permet,
aprs une autorisation
automatique ou valide par loprateur.
Niveau 3 : cest le niveau de scuritle plus haut en cas de
dfaillance dun ou plu-
sieurs lments du processus. Les dispositifs, indpendants des
niveaux 1 et 2, doivent
pouvoir se dclencher sans nergie auxiliaire comme les soupapes
de scurit, les
disques de rupture, ou les fusibles thermiques.
Une soupape de sret de pression est tare pour se dclencher une
valeur dfinie, et
se remet en position initiale lorsque la pression revient en
dessous de cette pression de
tarage. Le niveau 1 est donc de nouveau oprationnel si le niveau
2 lest aussi. En
revanche, un disque de rupture cde sous la pression prvue et il
faut installer un nou-
veau disque avant de revenir au niveau 1.
changeur thermique
Description du processus : leau dalimentation dun ballon de
chaudire industrielle
doit tre prchauffe une temprature de 85 C. Dans ce but, de leau
froide est
4 I n s t r u m e n t a t i o n e t r g u l a t i o n e n 3 0 f
i c h e s
Niveau 1
Systme de
conduite
Niveau 2 Systme de
protection
Niveau 3
Systme de
scurit
Produit
d'entre
Produit
de sortie
observation
action
observation
actionobservationa
ction
Installation
Figure 1.3Hirarchie des systmes de contrle
-
7/25/2019 Instrumentation Et Rgulation en 30 Fiches
3/3
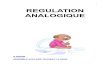
chauffe dans lchangeur thermique o circule de la vapeur
provenant, par cono-
mie, du dgagement exothermique dun racteur (figure 1.4).
La consigne du rgulateur de temprature (TC) est rgle 85 C 2
C.
Le seuil haut (TSH) est configur dans lautomate 96 C.
Le seuil bas (TSL) est configur dans lautomate 60 C.
Le tarage de la soupape de sret thermique est de 110 C 5 C.
La pompe a un rgime normal de fonctionnement, et un autre rgime,
moiti du dbit
normal, pilot distance par lautomate. Llectrovanne est
normalement ouverte,
mais ferme sur ordre de lautomate.
5F I C H E 1 C o n t r l e d e s p r o c d s i n d u s t r i e l
s
Dunod
Laphotocopienonautoriseestundlit.
1
Vapeur
Eau
TC
TSH
TSL
E
P
V
S
A
A
R
T
CHANGEURTHERMIQUE
Schma PCF(cf. fiche 2)Instruments
A: automate (API)E: lectrovanneP: pompe 2 dbitsR: rgulateur TCS
: soupape thermiqueV: vanne rgulatrice
1. Ce procd est-il de type batch ou continu ?2. Prciser les
instruments intervenant pour chaque niveau hirarchique
dinterven-
tion de ce processus.
3. Indiquer le niveau actif (1, 2 ou 3) en fonction de la
temprature T.
T (C) 78 107 98 91 55
Niveau 1, 2 ou 3
Solut ion
1. Cest un processus continu puisquil ny a pas de systme de
dmarrage et darrt,
permettant un fonctionnement cyclique. En outre, lalimentation
en eau dun ballon de
chaudire ne peut correspondre un processus batch car une
chaudire industrielle est
une unit dont le dmarrage est long et complexe.Niveau 1 R
commande V en continu
Niveau 2 A(TSL) baisse le dbit de P, ou A(TSH) ferme E
Niveau 3 S souvre
T (C) 78 107 98 91 55
Niveau 1, 2 ou 3 1 3 2 1 2
2.
3.
Figure 1.4 changeur thermique