Embed Size (px)
Citation preview

IAPG 2008
Simulation of Amine Plants: Fundamental Models and Limitations
2das Jornadas Técnicas Sobre Acondicionamiento del Gas Natural
30 de Septiembre al 3 de Octubre de 2008
El Calafate, Argentina
Jenny Seagraves
INEOS Oxide
GAS/SPEC Technology Group

IAPG 2008
Topics of Presentation
General history and overview of fundamental models
refer to paper and references in papers for more details
Case Studies
Important considerations or ideas for designing or optimizing an amine plant

IAPG 2008
History and Fundamentals of Amine Simulation Models
IAPG 2008
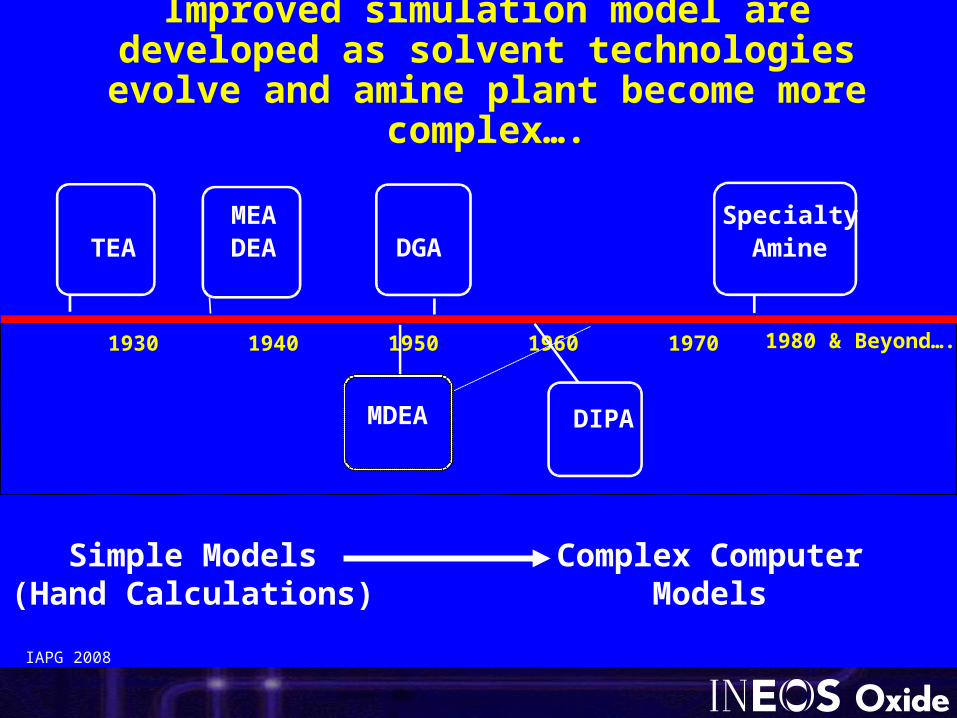
Improved simulation model are developed as solvent technologies evolve and amine plant become more
complex….
MEA SpecialtyTEA DEA DGA Amine
1930 1940 1950 1960 1970 1980 & Beyond….
MDEA DIPA
Simple Models(Hand Calculations)
Complex ComputerModels

IAPG 2008
Simulation of MDEA and newer specialty solvents...
MDEA-based and specialty solvents more difficult to simulate
contain MDEA and sometimes blends of chemicals that yield specific treating characteristics
have components with different reaction kinetics
MDEA solvent have different temperature profile than MEA or DEA.
Simplified computer calculations are dangerously misleading for MDEA and specialty amine designs

IAPG 2008
Improved Simulation is Needed asAmine Plant Designs Evolve...
While 20 trays absorber & regenerator designs are still most common ….
We now are designing amine plants with
multiple feeds and side draws
Complex multi-staged flash to reduce energy
New mass transfer devices to get more capacity
» new packing material or trays
» or a combination of the two.

IAPG 2008
Example of Amine Plant with Multi-feeds and Flash
Syngas
Lean Amine
Rich Amine
Semi-lean
CO2
T = 130 F (50 C)
Reboiler
Absorber
Regenerator

IAPG 2008
Definitions
Vapor Liquid Equilibrium (VLE)
Defines the solution chemistry / chemical species present
model determines the maximum limit of H2S and CO2 absorbed
Reaction Rates
Defines how quickly H2S and CO2 are absorbed
H2S react instantaneously with amines and CO2 react at various rates depending on type of amine.
Mass Transfer Rate
Define the surface area and how quickly the surface area is refreshed for H2S and CO2 absorption

IAPG 2008
Vapor Liquid Equilibriumionization of water2 H2O H3O+ + OH- (eq. 1)
dissociation of hydrogen sulfideH2O + H2S H3O+ + HS- (eq. 2)
dissociation of bisulfideH2O + HS- H3O+ + S2- (eq. 3)
dissociation of carbon dioxide2 H2O + CO2 H3O+ + HCO3- (eq. 4)
dissociation of bicarbonateH2O + HCO3- H3O+ + CO32- (eq. 5)
dissociation of protonated alkanolamineH2O + RR’R’’NH+ H3O+ + R’R’R’’N (eq. 6)
carbamate reversion to bicarbonate RR’NCOO- + H2O RR’NH + HCO3- (eq. 7)

IAPG 2008
Vapor Liquid Equilibrium
The equations governing chemical equilibria for equations 1 to 7 may be written as:
K = i (xi i )i (eq. 8)
where, K is the equilibrium constantxi is the mole fraction of species
ii is the activity coefficient of
species i i is the stoichiometric coefficient

IAPG 2008
Chemical Kinetics and Mass Transfer
Ni = Ei k°i,L a (yi interface - yi Bulk) (eq 8)
NI = transfer rateEi = enhancement factor (accounts for chemical reaction)k°i,L = Mass transfer coefficient a = interfacial areayi
interface= acid gas conc. at interface (from Henry’s law)yi
bulk = acid gas conc. in bulk (from VLE)

IAPG 2008
Evolution of Amine Simulation
Pre 1980s - Equilibrium Stage Approach was only method
Uses simplified estimates
Estimate chemical species in solution
Uses tray efficiencies lump reaction and mass transfer rates
Adequate for simulation of MEA and DEA
Not accurate for MDEA, specialty solvents, and complex amine mixtures
Still used in many commercial simulators today
After 1980s - Mass Transfer Rate Based Approach
More rigorous
Calculate exact chemical species present in solution
Calculate reaction and mass transfer rates
Accurate for MEA, DEA, MDEA, and Specialty amine solvents
Can be extended to systems with heat stable salts and other components if data is available
Used in only a few simulators

IAPG 2008
History of Mass Transfer Rate Based Simulation Approach
Idea to combine mass transfer with chemical reactions in amine simulation came about as a result of works by Astarita, Weiland, Katti, and others.
In early 1980s, GAS/SPEC funded a series of research projects to developed the first amine simulator that combined
rigorous vapor-liquid-equilibrium (VLE) modeling
with mass transfer and chemical reactions calculations
Mass Transfer Rate-based simulation has been used and refined over the last 20+ years by the GAS/SPEC group
Available in certain simulators such as
GAS/SPEC APS Simulator (proprietary simulation program)
Commercially available ProTreat Simulator (Optimized Gas Treating Inc.)

IAPG 2008
What is mass transfer rate-based?

IAPG 2008
Example of GAS/SPEC APS Simulation

IAPG 2008
Most Basic Amine Simulation Models
PredictedPlant Performance
Simulation
Material Balance
Tray Efficiency
Phase Equilibrium
Properties
Use tray efficiencies to account for
•mass transfer•reaction rates
Efficiencies are empirically derived
Ignore tower internals•use equivalent stages to represent a given number of trays or packing height

IAPG 2008
Mass Transfer Rate-based Simulations
PredictedPlant Performance
SimulationMaterial Balance
Reaction Kinetics
Phase Equilibrium
Properties
Mass Transfer(Tower internals)
More detailed approach
Avoid the use of efficiencies
Considers differences in reaction rates of H2S and CO2
Consider Mass Transfer rate of absorption in different tower internals (trays, packing, etc.)

IAPG 2008
Advantages of MT Rate-based Models
Makes more rigorous and accurate prediction inside column
temperature profile
reaction or absorption zone
identify trouble area in the column
» equilibrium limits
» areas of corrosion concerns due to high temperatures
1
3
5
7
9
11
13
15
17
19
21
100 110 120 130 140 150
Temperature (F)
Tra
y N
um
ber
ProTreat
Actual
Example of Actual vs Predicted

IAPG 2008
Equilibrium Stage Approach
No one-to-one correspondence of theoretical stage with position in column
3 trays per stage ? Or 4 trays per stage?…etc.
Difficult to locate exact temperature and composition of feeds and side draws
Top Tray
Stage 3
Tray location?Stage 2
Tray location?Temp?Composition?
Stage 1
Feed

IAPG 2008
M.T. Rate-based Approach
Know temperature and composition on every actual tray
Can accurately locate optimum points for feeds and side draws
Top Tray
Tray is known
Tray is knownTemp is known
Feed

IAPG 2008
Case Studies

IAPG 2008
Case Study 1
High pressure coal bed methane gas
requires CO2 removal only
plant have ability to treat a portion of the natural gas and blend to meet 3 mol% CO2 spec

IAPG 2008
Case 1 - Flow Diagram
AMINECOOLER
REFLUX CONDENSER
REFLUX ACCUMULATOR
LEAN /RICHCROSS-EXCHANGER
FEED
FILTER TRAIN
TREATED GAS
REBOILER
ABSORBERREGEN
RICH AMINE
LEAN AMINE

IAPG 2008
Benchmark Performance Tests
Test 1 Test 2 Test 3Raw Gas Flow (Nm3/h) 235500 232100 200900 Temperature (oC) 40 40 40 Pressure (kPa) 6881 6881 6881 CO2 (mol%) 4.29 4.29 4.21
Lean Solvent Flow (m3/h) 227 186 227 Temp (oC) 40 43 39 Wt% MDEA 48 48 48

IAPG 2008
Performance Compared to Simulation
Test 1 Test 2 Test 3Solvent Rate (m3/h) 227 186 227Gas Rate (Nm3/h) 235500 232100 200900
Treated Gas Measured CO2 (mol%) 1.54 1.98 1.20 Predicted CO2 (mol%) 1.57 1.95 1.20Lean Amine Actual mol/mol 0.008 0.008 0.007 Predicted mol/mol 0.0075 0.0059 0.0046Rich Amine Predicted mol/mol 0.310 0.403 0.294

IAPG 2008
Performance Compared to Simulation
Test 1 Test 2 Test 3Solvent Rate (m3/h) 227 186 227Gas Rate (Nm3/h) 235500 232100 200900
Treated Gas Measured CO2 (mol%) 1.54 1.98 1.20 Predicted CO2 (mol%) 1.57 1.95 1.20Lean Amine Actual mol/mol 0.008 0.008 0.007 Predicted mol/mol 0.0075 0.0059 0.0046Rich Amine Predicted mol/mol 0.310 0.403 0.294

IAPG 2008
Actual versus Simulation Predicted Temperature
1
3
5
7
9
11
13
15
17
19
21
38 49 60 71
Temperature (°C)
Tra
y N
um
ber
1
3
5
7
9
11
13
15
17
19
21
38 49 60 71 82
Temperature (°C)
Tra
y N
um
ber
1
3
5
7
9
11
13
15
17
19
21
38 49 60
Temperature (°C)
Tra
y N
um
ber
Test 1 - Absorber Test 2 - Absorber Test 3 - Absorber
Actual temperature measurements
Simulated Temperatures

IAPG 2008
Significance of Temperature Profile
Concern with Temperature Profile because
higher and broader profile have corrosion implications
outlet gas temperature increase load on downstream dehydration equipment
high temperature may limit capacity or cause plant to go off spec - difficult to absorb CO2
» near equilibrium loading

IAPG 2008
Tower Temperature Profiles
GAS/SPEC technical service engineers use these temperature scans of towers to troubleshoot amine plant. This is a method to monitor performance
Poor liquid distribution
Broad temperature profile throughout

IAPG 2008
Options for More Capacity
Customer wants more capacity out of the plant
However CO2 level in inlet gas is rising!
Option 1 - Continue to treat with MDEA
Treat to just below 3% CO2 specification
Option 2 - Upgrade to a Specialty Solvent
Treat CO2 to low levels of < 1000 ppm
then blend with untreated gas to meet 3% CO2 specification

IAPG 2008
Max Capacity with MDEA
0
100000
200000
300000
400000
500000
600000
3.5 4 4.5 5 5.5 6 6.5
Inlet CO2, mol%
Gas
Flo
w, N
m3/
h
Treated
Bypassed
Combined
Pipeline Max

IAPG 2008
Max Capacity with Specialty Solvent
0
100000
200000
300000
400000
500000
600000
700000
800000
900000
3.5 4 4.5 5 5.5 6 6.5
Inlet CO2, mol%
Ga
s F
low
, N
m3
/h
Treated
Bypassed
CombinedPipeline Max

IAPG 2008
Results after Conversion
MDEA CS-2010Flow to Absorber (Nm3/h) 235500 232100Inlet CO2, mol% 4.29 4.5Outlet CO2, mol% 1.54 < 0.1Amine Flow, Nm3/h 227 202
Max Total Gas Capacity (Nm3/h) 446400 502200
Currently limited by capacity of downstream pipeline

IAPG 2008
Conclusions - Case 1
Demonstrates use of simulation tool to
accurately predict temperature and CO2 in the column.
identify opportunities for optimization of existing plant
make decision on how to best utilize assets for present and future treating conditions

IAPG 2008
Case Study 2
Offshore natural gas application
H2S and CO2 removal
Simulations used to
design original plant
modify plant to adapt to changing process conditions

IAPG 2008
Case 2 - Flow Diagram
AMINECOOLER
REFLUX CONDENSER
REFLUX ACCUMULATOR
LEAN /RICHCROSS-EXCHANGER
FEED
FILTER TRAIN
TREATED GAS
REBOILER
ABSORBERREGEN
RICH AMINE
LEAN AMINE

IAPG 2008
Original Design Treating Conditions
Inlet Gas Flow (Nm3/h) 502200Inlet Gas Pressure (kPa) 7419Inlet Gas Temp (°C) 49
Gas Composition: CO2 (mol%) 3.25 H2S (mol%) 1.35
Treated Gas Specification: CO2 (mol%) < 1 H2S (ppmv) < 4

IAPG 2008
Key Design Decisions
Prior to INEOS involvement, customer decided on
30 tray absorber (3.35 meters diameter with 10 cm weir height)
design based on generic MDEA
plant was already designed with “Equilibrium Stage”-based simulator
Use of 30 trays is unusual in an offshore application due to weight consideration

IAPG 2008
Simulation - Design Rate
Gas Flow (Nm3/h) 502200Feed Tray from Top 30MDEA Conc. (wt% ) 50%Circulation Rate (m3/h) 545
Treated Gas CO2 (mol%) 0.92 H2S (ppmv) < 1 ppm
Lean Loadings / Rich Loadings H2S (mol/mol) 0.0002 / 0.13 CO2 (mol/mol) 0.005 / 0.23

IAPG 2008
Variations operating conditions were also simulated...

IAPG 2008
Simulations for Changing Condition
Limited heat source at certain times
57% of design duty available
Plant will operate at reduced rate
Increased CO2 pickup at reduced rate
How to operate plant to minimize CO2 pickup

IAPG 2008
Alternatives for Operating at Reduced Rates
502200 Nm3/hReboiler Duty = X30 traysCO2 Out = 0.92 mol%
30 trays279000 Nm3/h340 m3/h of 50wt% MDEAReboiler Duty = 0.57 XCO2 Out = 0.59 mol%
19 trays279000 Nm3/h340 m3/h of 50 wt% MDEAReboiler Duty = 0.57XCO2 Out = 0.99 mol%
Scenario 1
Scenario 2

IAPG 2008
Outcome of Simulations
Feed points added to trays 30, 24, 19 to allow for flexibility under changing conditions
Tray 30
Tray 24
Tray 19
Feed
ABSORBER

IAPG 2008
Prior to Startup
Plant needed lower CO2 level
Minimize corrosion in downstream pipeline
Old spec 1% CO2 ; New spec 1000 ppmv CO2
In order to maximize CO2 removal, customer has 2 options
Option 1 - Continue with MDEA
» Higher amine circulation rate, L/V
» Use all 30 trays
Option 2 - Specialty amine solvent
» Treat with less trays and less circulation
Customer decide to proceed startup with MDEA and then upgrade to a specialty solvent.

IAPG 2008
After Startup
After startup, the plant experienced foaming
Plant had difficulty treating at high capacity
Not making the 1% CO2 spec with MDEA
Problem was caused by
Hydrocarbon coming into the plant
High amine flow and high tray count required by MDEA seem to worsen foaming problem
» operate with only 19 trays
» over-circulate to keep the CO2 level down
IAPG 2008
Conversion to Specialty Solvent
After operating with MDEA for 5 months, customer converted to GAS/SPEC* CS-2000 solvent
Running conversion.
Now plant treating at full capacity of 450 MMSCFD
Meeting < 1000 ppmv CO2 spec
Only the bottom 19 trays were needed
Reduction in foaming tendency
» better separation / filtration
» higher loading decrease HC solubility

IAPG 2008
Conclusions - Case 2
Ideally want to design a plant with fewer trays and higher rich loadings
to reduce capital cost
to minimize hydrocarbon absorption
Simulation used to determined alternative feed points to improve plant flexibility
Simulations helped adapt plant to new treating requirements with a specialty solvent

IAPG 2008
Case Study 3
Natural gas plant
plant faced with rising CO2 composition
Originally 7.8 mol%
CO2 is now over 10%
Plant operation was unstable because high outlet CO2 caused coldbox to freeze
Goal is to increase capacity and stabilize plant operations

IAPG 2008
Operating Conditions versus Simulated
Flow (Nm3/h) 34600 Temperature (°C) 11 Pressure (kPa) 4440 Inlet CO2 (mol%) 10.2 Actual CO2 Out (ppm) 10 Predicted CO2 Out (ppm) 10
Lean Solvent Flow (m3/h) 82 Temperature (°C) 48 Wt% GAS/SPEC CS-2020 50
Rich Solvent Temperature (°C) 79 to 81 Predicted Temp (°C) 81

IAPG 2008
Operating Conditions versus Simulated
Flow (Nm3/h) 34600 Temperature (°C) 11 Pressure (kPa) 4440 Inlet CO2 (mol%) 10.2 Actual CO2 Out (ppm) 10 Predicted CO2 Out (ppm) 10
Lean Solvent Flow (m3/h) 82 Temperature (°C) 48 Wt% GAS/SPEC CS-2020 50
Rich Solvent Temperature (°C) 79 to 81 Predicted Temp (°C) 81

IAPG 2008
Effect of Rate on CO2 Concentration
1
3
5
7
9
11
13
15
17
19
21
23
1 10 100 1000 10000 100000
CO2 in Vapor, ppmv
Tra
y #
(Top
dow
n)
36800 Nm3/h
35700 Nm3/h
34600 Nm3/h

IAPG 2008
Effect of Rate on CO2 Loadings
1
3
5
7
9
11
13
15
17
19
21
23
0.00 0.05 0.10 0.15 0.20 0.25 0.30 0.35 0.40 0.45
Loading, mol/mol
Tra
y #
(Top
dow
n)
36800 Nm3/h
35700 Nm3/h
34600 Nm3/h
Little CO2 absorption

IAPG 2008
Effect of Rate on Column Temperature
1
3
5
7
9
11
13
15
17
19
21
23
120 130 140 150 160 170 180 190 200 210
Temperature, °F
Tra
y #
(Top
dow
n)
36800 Nm3/h
35700 Nm3/h
34600 Nm3/h

IAPG 2008
Outcome - Case 3
Plant personnel confirmed maximum rate of 34600 Nm3/h
Client considering upgrading pumps and exchangers in order to increase/maintain capacity as inlet CO2 rises

IAPG 2008
Conclusions - Case 3
MT Rate based simulation gave insight on effect of gas rate on treat and temperature profile
Allows plant to make informed decisions for future

IAPG 2008
Conclusions
Discussed the advantages of Mass Transfer Rate Based Simulation over other simulation methods
Case studies have shown
accuracy of column temperature/composition prediction
effect of mass transfer (tray count) on performance
how to use simulator to design/modify in changing conditions
the importance in considering temperature effects

IAPG 2008
Acknowledgement
Ulises Cruz - INEOS
Andy Sargent - INEOS
Ralph Weiland - Optimized Gas Treating, Inc.
* GAS/SPEC and CS-2000 are trademarks of INEOS Oxide
TM ProTreat is a trademark of Optimized Gas Treating, Inc.

IAPG 2008
QUESTIONS?





























