Embed Size (px)
Citation preview
„5S - utrzymanie zorganizowanego
i wydajnego miejsca pracy na przykładzie
firmy produkcyjnej”
Maciej Koc
Trener Lean Manufacturing
Agenda:
1. Lean Manufacturing - podstawowe narzędzia.
2. 5S – zorganizowane i wydajne miejsce pracy.
3. Od czego zacząć.
4. Pytania i odpowiedzi.

Lean Manufacturing -
podstawowe narzędzia
Filozofia Lean Manufacturing:
stworzona przez zakładach Toyoty (TPS),
szczupła produkcja,
eliminacja marnotrawstwa (muda),
skupianie się na wartości dodanej,
ciągłe doskonalenie.
Rodzaje MUDA:
nadprodukcja,
czekanie,
zbędny transport,
nadmierne lub niewłaściwe przetwarzanie,
Rodzaje MUDA (cd.):
zapasy,
zbędne ruchy,
błędy,
niewykorzystana kreatywność pracowników.
Podstawowe narzędzia Lean Manufacturing:
5S,
VSM – Value Stream Mapping,
SMED – Single Minute Exchange of Die,
TPM – Total Productive Maintenance.
5 S –
wydajne i zorganizowane miejsce
pracy
5S:
Narzędzie filozofii Lean Manufacturing, które stawia
za nadrzędny cel wizualną organizację wydajnego
i ustandaryzowanego stanowiska pracy, aby ułatwić
identyfikację i eliminację marnotrawstwa.
Metoda bazuje przede wszystkim na pomysłach
pracowników, którzy na co dzień pracują na danym
stanowisku.
Nazwa 5S pochodzi od pierwszych liter japońskich słów
opisujących kolejne kroki, które należy zrealizować,
aby uznać narzędzie za wdrożone:
SEIRI – selekcja,
SEITON – systematyka,
SEISO – sprzątanie,
SEIKESU – standaryzacja,
SHITSUKE – samodyscyplina.
1 S – SELEKCJA
1S - selekcja:
oddzielenie rzeczy potrzebnych od niepotrzebnych,
niepotrzebne rzeczy należy wyrzucić lub
zagospodarować w inny sposób.
Przykład:
zepsute i nieużywane narzędzia, nieaktualna
dokumentacja, zapasy,
Przykład:
należy ustalić system dla oznaczania niepotrzebnych
rzeczy, które nie są wyrzucane od razu,
oznaczenie powinno zawierać minimum informacje
dotyczące opisu przedmiotu, skąd pochodzi dana
rzecz, kto ją oznaczył, ilość oraz przyczynę uznania
za niepotrzebną.
2 S – SYSTEMATYKA
2S - systematyka:
nacisk na wizualizację,
ustalanie systemu, który posłuży utrzymaniu
porządku,
oznaczenie i umieszczenie wszystkich potrzebnych
przedmiotów tak, aby były łatwe do zidentyfikowania
i wykorzystania.
Przykłady:
- oznakowanie dróg komunikacyjnych w fabrykach,
- oznakowanie miejsc odstawczych dla komponentów,
- oznakowanie miejsca dla maszyn,
- oznakowanie stref bezpieczeństwa,
- tablice cieni,
- tablice informacyjne.




3 S – SPRZĄTANIE
3S - sprzątanie:
nie odnosi się jedynie do czynności związanych
z utrzymaniem porządku na stanowisku pracy,
sprzątanie należy połączyć z inspekcją, która pozwoli
na zauważenie brakujących lub uszkodzonych części
maszyny, psujących się narzędzi i wybrakowanych
komponentów,
3S – sprzątanie (cd.):
regularne akcje pozwolą na szybkie wykrycie
problemów i skuteczne ich usunięcie, a tym samym
utrzymanie wydajnego i uporządkowanego miejsca
pracy,
problemy zidentyfikowane podczas realizacji
trzeciego kroku można rozwiązywać przy użyciu
cyklu PDCA.
3S – sprzątanie (cd.):
czynności realizowane w ramach 3S będą stanowić
bazę dla standardów tworzonych w 4S.
4 S – STANDARYZACJA
4S – standaryzacja (cd.):
polega na ustaleniu zasad dla 3S, stworzeniu
wizualnych standardów i przestrzeganiu ich,
standardy muszą być stworzone przez osoby
pracujące na danym stanowisku,
należy stworzyć jasny plan, który zapewni
powtarzalność wykonywanych czynności i wyniku,
4S – standaryzacja (cd.):
każda czynności musi mieć jasno przypisaną
odpowiedzialność,
przestrzeganie standardów należy zintegrować
z codziennymi obowiązkami,
standardy podlegają ciągłemu doskonaleniu.
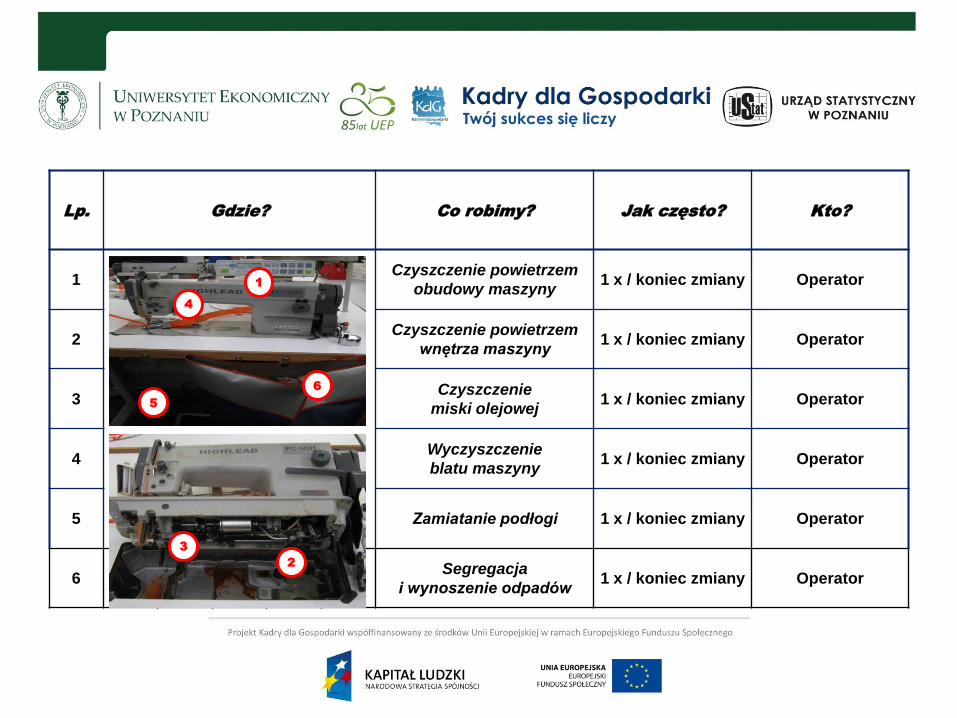
Lp. Gdzie? Co robimy? Jak często? Kto?
1 Czyszczenie powietrzem
obudowy maszyny 1 x / koniec zmiany Operator
2 Czyszczenie powietrzem
wnętrza maszyny 1 x / koniec zmiany Operator
3 Czyszczenie
miski olejowej 1 x / koniec zmiany Operator
4 Wyczyszczenie
blatu maszyny 1 x / koniec zmiany Operator
5 Zamiatanie podłogi 1 x / koniec zmiany Operator
6 Segregacja
i wynoszenie odpadów 1 x / koniec zmiany Operator
2
1
3
4
5
6
5 S – SAMODYSCYPLINA
5S – samodyscyplina:
5 krok służy zapewnieniu, że ustalone standardy
będą przestrzegane,
weryfikowanie standardów może odbywać się
podczas regularnych audytów 5S,
pytania audytowe powinny odnosić się do każdego S,
5S – samodyscyplina:
promocja 5S pomaga utrzymać wdrożone standardy
i samodyscyplinę,
w utrzymanie samodyscypliny należy włączyć
pracowników z każdego szczebla organizacji.
Przykłady:
Czy na stanowisku pracy znajdują się tylko potrzebne
rzeczy?
Czy wszystkie obszary są odpowiednio oznaczone?
Czy plan sprzątania jest realizowany?
Czy przyjęte standardy są przestrzegane?
Czy akcje 5S realizowane są na bieżąco?
6 S – SAFETY
6S – safety:
w ramach tego kroku należy zapewnić jak najlepszą
ergonomię stanowiska pracy,
6S pozwala na ciągłe doskonalenie warunków BHP,
przestrzeganie zasad BHP weryfikowane jest również
w trakcie audytów 5S.
Od czego zacząć
Od czego zacząć wdrażanie:
wybrać pilotażowy obszar,
zapewnić szkolenia dla pracowników,
stworzyć zespół odpowiedzialny za utrzymanie 5S,
zaangażować kierowników w działania 5S,
dokumentować stan „przed” i „po”,
słuchać ludzi pracujących na danym stanowisku.
Pytania i odpowiedzi




















