Embed Size (px)
Citation preview
STAREA SUPRAFEŢELOR ŞI PRECIZIA DIMENSIONALĂ
185
8. STAREA SUPRAFEŢELOR ŞI PRECIZIA
DIMENSIONALĂ
8.1 Starea suprafeţelor (rugozitatea)
Piesele utilizate în industria constructoare de maşini se obţin prin diferite procedee
tehnologice de prelucrare. Astfel, suprafeţele pieselor prezintă un anumit grad de fineţe,
dat de mărimea neregularităţilor rezultate prin prelucrare, neregularităţi care în unele cazuri
nu pot fi percepute cu ochiul liber sau prin atingerea piesei.
Standardul SR ISO 4287/1:1993 defineşte rugozitatea ca fiind ansamblul
neregularităţilor unei suprafeţe, neregularităţi obţinute în urma procedeului de fabricaţie
aplicat, şi care nu constituie abateri de formă.
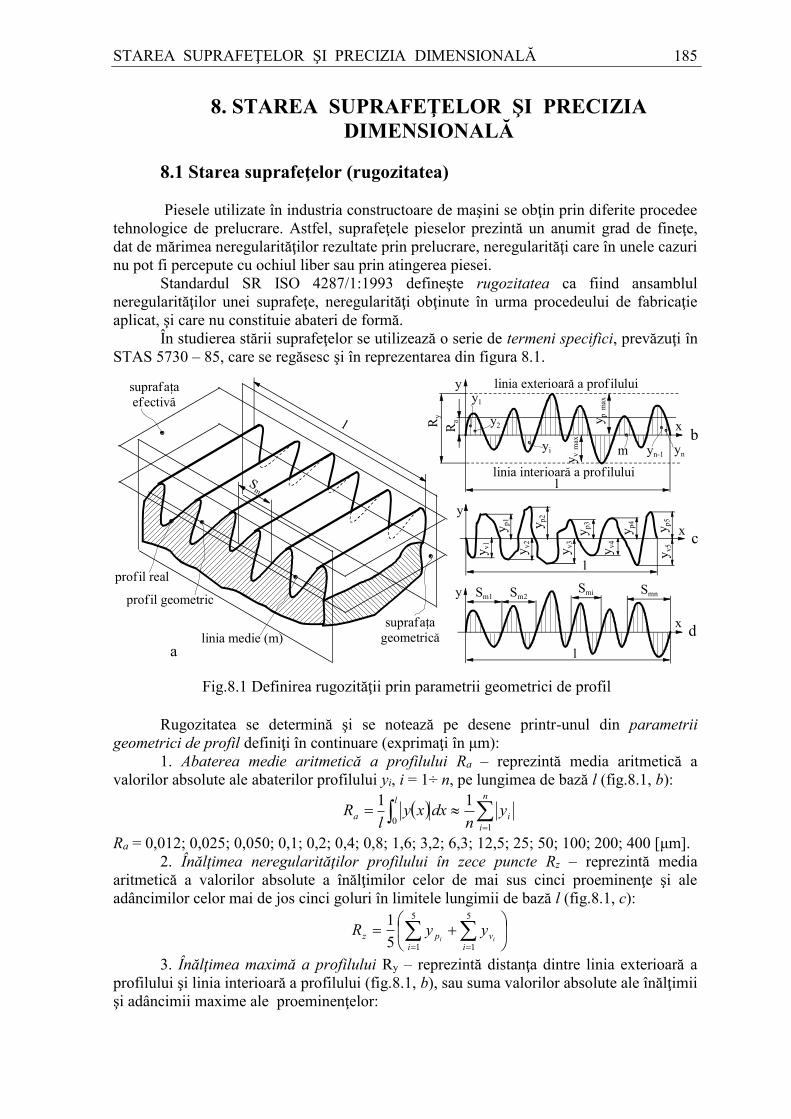
În studierea stării suprafeţelor se utilizează o serie de termeni specifici, prevăzuţi în
STAS 5730 – 85, care se regăsesc şi în reprezentarea din figura 8.1.
Rugozitatea se determină şi se notează pe desene printr-unul din parametrii
geometrici de profil definiţi în continuare (exprimaţi în μm):
1. Abaterea medie aritmetică a profilului Ra – reprezintă media aritmetică a
valorilor absolute ale abaterilor profilului yi, i = 1÷ n, pe lungimea de bază l (fig.8.1, b):
l n
i
ia yn
dxxyl
R0
1
11
Ra = 0,012; 0,025; 0,050; 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200; 400 [μm].
2. Înălţimea neregularităţilor profilului în zece puncte Rz – reprezintă media
aritmetică a valorilor absolute a înălţimilor celor de mai sus cinci proeminenţe şi ale
adâncimilor celor mai de jos cinci goluri în limitele lungimii de bază l (fig.8.1, c):
5
1
5
15
1
i
v
i
pz iiyyR
3. Înălţimea maximă a profilului Ry – reprezintă distanţa dintre linia exterioară a
profilului şi linia interioară a profilului (fig.8.1, b), sau suma valorilor absolute ale înălţimii
şi adâncimii maxime ale proeminenţelor:
l
suprafata
efectiva
suprafata
geometrica
profil real
profil geometric
linia medie (m)
Sm
xRy
m
y
linia interioara a profilului
linia exterioara a prof iluluiy1
y2
yn-1yi yn
yv m
ax
yp m
ax
Ra
l
x
y
l
Sm1 Sm2Smi Smn
yp
2
yp
1
yp
3
yp
4
yp
5
yv
1
yv
2
yv
3
yv
4
yv
5
l
x
y
a
b
c
d
Fig.8.1 Definirea rugozităţii prin parametrii geometrici de profil
REPREZENTĂRI GRAFICE INGINEREŞTI
186
maxmax vpy yyR
Rz,Ry = 0,025; 0,050; 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5; 25; 50; 100; 200; 400; 800 [μm].
4. Pasul mediu al neregularităţilor profilului Sm – reprezintă valoarea medie a
paşilor neregularităţilor profilului Sm i, i = 1÷ n, pe lungimea de bază l (fig.8.1 d):
n
i
imm Sn
S1
1
Sm = 0,006; 0,0125; 0,025; 0,050; 0,1; 0,2; 0,4; 0,8; 1,6; 3,2; 6,3; 12,5 [μm].
Pentru indicarea stării suprafeţelor, în tehnică cel mai des se utilizează parametrii
Ra, ca fiind cel mai precis şi Rz, ca cel mai practic şi mai uşor de determinat.
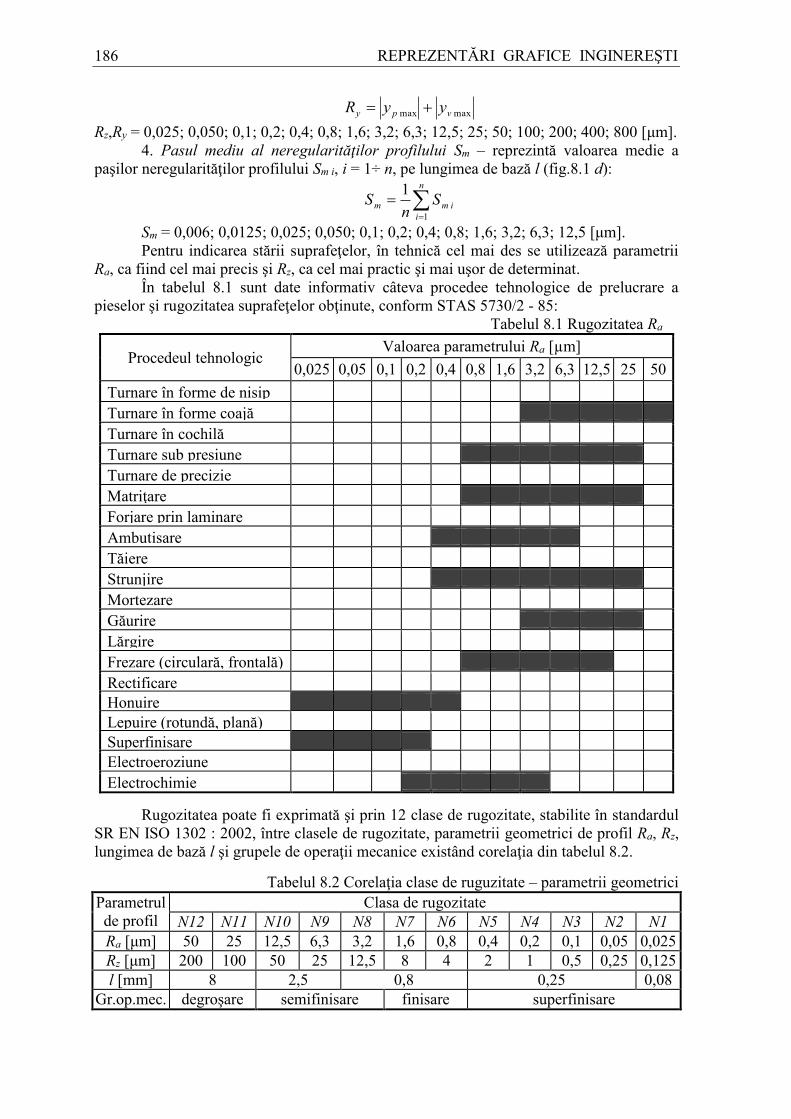
În tabelul 8.1 sunt date informativ câteva procedee tehnologice de prelucrare a
pieselor şi rugozitatea suprafeţelor obţinute, conform STAS 5730/2 - 85:
Tabelul 8.1 Rugozitatea Ra
Procedeul tehnologic Valoarea parametrului Ra [µm]
0,025 0,05 0,1 0,2 0,4 0,8 1,6 3,2 6,3 12,5 25 50
Turnare în forme de nisip
Turnare în forme coajă
Turnare în cochilă
Turnare sub presiune
Turnare de precizie
Matriţare
Forjare prin laminare
Ambutisare
Tăiere
Strunjire
Mortezare
Găurire
Lărgire
Frezare (circulară, frontală)
Rectificare
Honuire
Lepuire (rotundă, plană)
Superfinisare
Electroeroziune
Electrochimie
Rugozitatea poate fi exprimată şi prin 12 clase de rugozitate, stabilite în standardul
SR EN ISO 1302 : 2002, între clasele de rugozitate, parametrii geometrici de profil Ra, Rz,
lungimea de bază l şi grupele de operaţii mecanice existând corelaţia din tabelul 8.2.
Tabelul 8.2 Corelaţia clase de ruguzitate – parametrii geometrici
Parametrul
de profil
Clasa de rugozitate
N12 N11 N10 N9 N8 N7 N6 N5 N4 N3 N2 N1
Ra [μm] 50 25 12,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,025
Rz [μm] 200 100 50 25 12,5 8 4 2 1 0,5 0,25 0,125
l [mm] 8 2,5 0,8 0,25 0,08
Gr.op.mec. degroşare semifinisare finisare superfinisare
STAREA SUPRAFEŢELOR ŞI PRECIZIA DIMENSIONALĂ
187
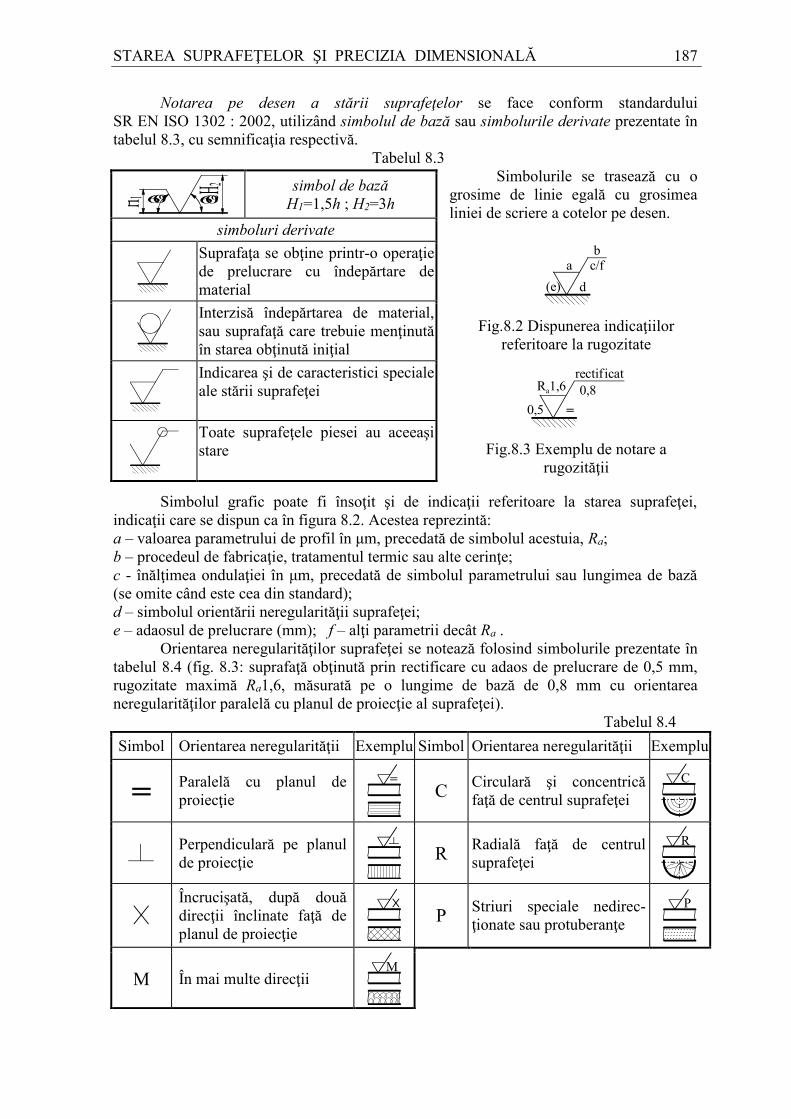
Notarea pe desen a stării suprafeţelor se face conform standardului
SR EN ISO 1302 : 2002, utilizând simbolul de bază sau simbolurile derivate prezentate în
tabelul 8.3, cu semnificaţia respectivă.
Tabelul 8.3
Simbolurile se trasează cu o
grosime de linie egală cu grosimea
liniei de scriere a cotelor pe desen.
Simbolul grafic poate fi însoţit şi de indicaţii referitoare la starea suprafeţei,
indicaţii care se dispun ca în figura 8.2. Acestea reprezintă:
a – valoarea parametrului de profil în μm, precedată de simbolul acestuia, Ra;
b – procedeul de fabricaţie, tratamentul termic sau alte cerinţe;
c - înălţimea ondulaţiei în μm, precedată de simbolul parametrului sau lungimea de bază
(se omite când este cea din standard);
d – simbolul orientării neregularităţii suprafeţei;
e – adaosul de prelucrare (mm); f – alţi parametrii decât Ra .
Orientarea neregularităţilor suprafeţei se notează folosind simbolurile prezentate în
tabelul 8.4 (fig. 8.3: suprafaţă obţinută prin rectificare cu adaos de prelucrare de 0,5 mm,
rugozitate maximă Ra1,6, măsurată pe o lungime de bază de 0,8 mm cu orientarea
neregularităţilor paralelă cu planul de proiecţie al suprafeţei).
Tabelul 8.4
Simbol Orientarea neregularităţii Exemplu Simbol Orientarea neregularităţii Exemplu
= Paralelă cu planul de
proiecţie
=
C Circulară şi concentrică
faţă de centrul suprafeţei
C
Perpendiculară pe planul
de proiecţie
R Radială faţă de centrul
suprafeţei
R
Încrucişată, după două
direcţii înclinate faţă de
planul de proiecţie
P Striuri speciale nedirec-
ţionate sau protuberanţe
P
M În mai multe direcţii M
H 1 600
H 2600
simbol de bază
H1=1,5h ; H2=3h
simboluri derivate
Suprafaţa se obţine printr-o operaţie
de prelucrare cu îndepărtare de
material
Interzisă îndepărtarea de material,
sau suprafaţă care trebuie menţinută
în starea obţinută iniţial
Indicarea şi de caracteristici speciale
ale stării suprafeţei
Toate suprafeţele piesei au aceeaşi
stare
(e)
c/fa
d
b
Fig.8.2 Dispunerea indicaţiilor
referitoare la rugozitate
0,5
0,8Ra1,6
=
rectificat
Fig.8.3 Exemplu de notare a
rugozităţii
REPREZENTĂRI GRAFICE INGINEREŞTI
188
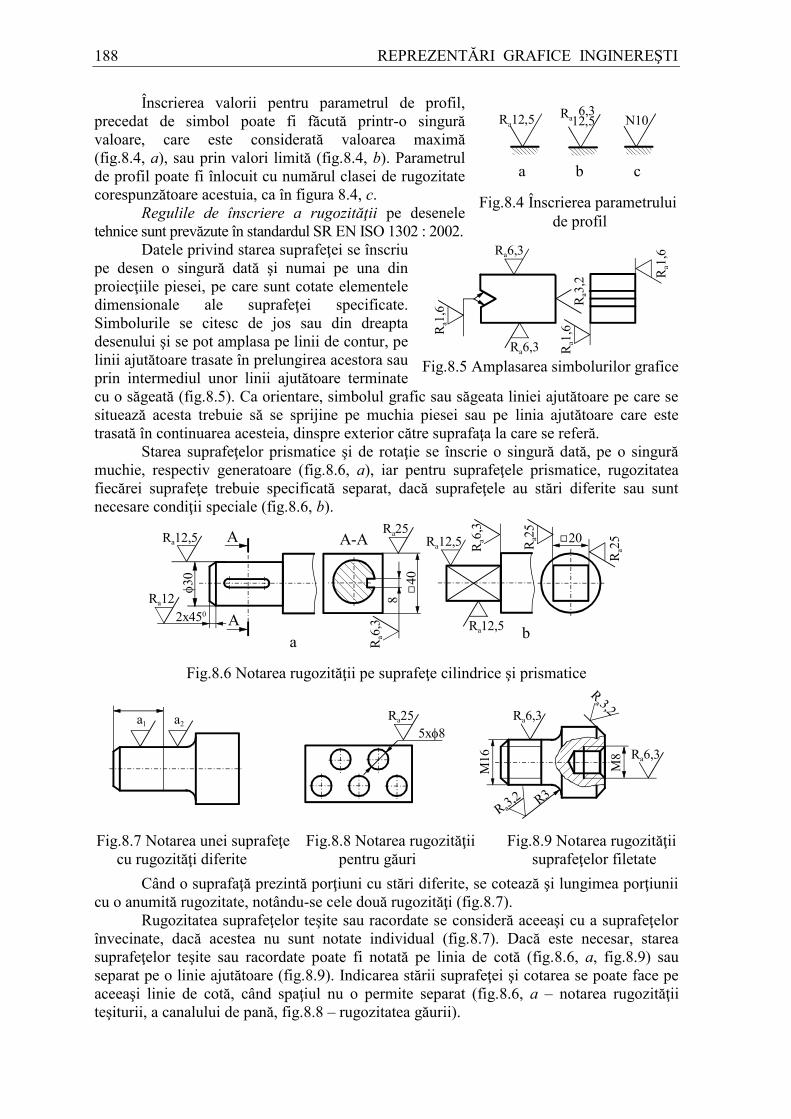
Înscrierea valorii pentru parametrul de profil,
precedat de simbol poate fi făcută printr-o singură
valoare, care este considerată valoarea maximă
(fig.8.4, a), sau prin valori limită (fig.8.4, b). Parametrul
de profil poate fi înlocuit cu numărul clasei de rugozitate
corespunzătoare acestuia, ca în figura 8.4, c.
Regulile de înscriere a rugozităţii pe desenele
tehnice sunt prevăzute în standardul SR EN ISO 1302 : 2002.
Datele privind starea suprafeţei se înscriu
pe desen o singură dată şi numai pe una din
proiecţiile piesei, pe care sunt cotate elementele
dimensionale ale suprafeţei specificate.
Simbolurile se citesc de jos sau din dreapta
desenului şi se pot amplasa pe linii de contur, pe
linii ajutătoare trasate în prelungirea acestora sau
prin intermediul unor linii ajutătoare terminate
cu o săgeată (fig.8.5). Ca orientare, simbolul grafic sau săgeata liniei ajutătoare pe care se
situează acesta trebuie să se sprijine pe muchia piesei sau pe linia ajutătoare care este
trasată în continuarea acesteia, dinspre exterior către suprafaţa la care se referă.
Starea suprafeţelor prismatice şi de rotaţie se înscrie o singură dată, pe o singură
muchie, respectiv generatoare (fig.8.6, a), iar pentru suprafeţele prismatice, rugozitatea
fiecărei suprafeţe trebuie specificată separat, dacă suprafeţele au stări diferite sau sunt
necesare condiţii speciale (fig.8.6, b).
Când o suprafaţă prezintă porţiuni cu stări diferite, se cotează şi lungimea porţiunii
cu o anumită rugozitate, notându-se cele două rugozităţi (fig.8.7).
Rugozitatea suprafeţelor teşite sau racordate se consideră aceeaşi cu a suprafeţelor
învecinate, dacă acestea nu sunt notate individual (fig.8.7). Dacă este necesar, starea
suprafeţelor teşite sau racordate poate fi notată pe linia de cotă (fig.8.6, a, fig.8.9) sau
separat pe o linie ajutătoare (fig.8.9). Indicarea stării suprafeţei şi cotarea se poate face pe
aceeaşi linie de cotă, când spaţiul nu o permite separat (fig.8.6, a – notarea rugozităţii
teşiturii, a canalului de pană, fig.8.8 – rugozitatea găurii).
a
Ra12,5
b c
6,312,5
Ra N10
Fig.8.4 Înscrierea parametrului
de profil
Ra1
,6
Ra6,3
Ra3,2
Ra6,3
Ra1
,6
Ra1
,6
Fig.8.5 Amplasarea simbolurilor grafice
A
A A-A
Ra12
2x450
Ra6
,3
8
Ra12,5
30 40
Ra25Ra12,5 R
a25
Ra12,5
20
Ra2
5
Ra6,3
ab
Fig.8.6 Notarea rugozităţii pe suprafeţe cilindrice şi prismatice
a1 a2
M8 Ra6,3
Ra6,3
M16
R3
Ra 3,2
R a3,2
Ra25
5x8
Fig.8.7 Notarea unei suprafeţe Fig.8.8 Notarea rugozităţii Fig.8.9 Notarea rugozităţii
cu rugozităţi diferite pentru găuri suprafeţelor filetate
STAREA SUPRAFEŢELOR ŞI PRECIZIA DIMENSIONALĂ
189
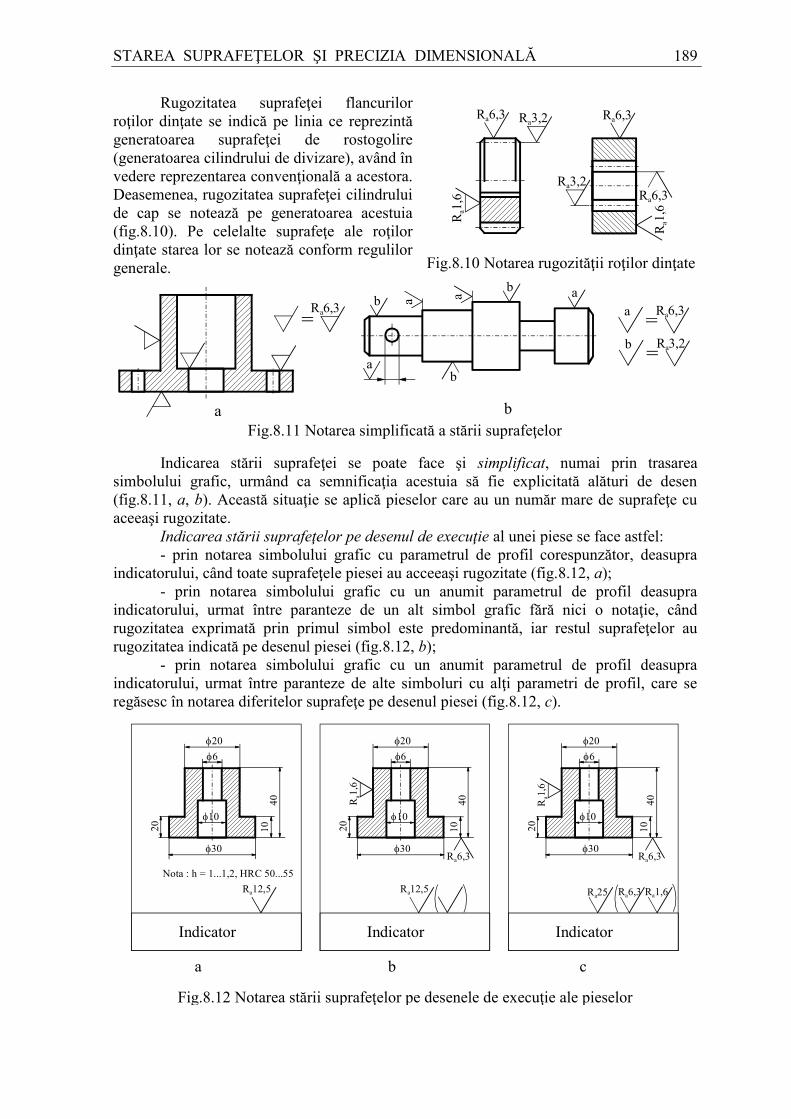
Rugozitatea suprafeţei flancurilor
roţilor dinţate se indică pe linia ce reprezintă
generatoarea suprafeţei de rostogolire
(generatoarea cilindrului de divizare), având în
vedere reprezentarea convenţională a acestora.
Deasemenea, rugozitatea suprafeţei cilindrului
de cap se notează pe generatoarea acestuia
(fig.8.10). Pe celelalte suprafeţe ale roţilor
dinţate starea lor se notează conform regulilor
generale.
Indicarea stării suprafeţei se poate face şi simplificat, numai prin trasarea
simbolului grafic, urmând ca semnificaţia acestuia să fie explicitată alături de desen
(fig.8.11, a, b). Această situaţie se aplică pieselor care au un număr mare de suprafeţe cu
aceeaşi rugozitate.
Indicarea stării suprafeţelor pe desenul de execuţie al unei piese se face astfel:
- prin notarea simbolului grafic cu parametrul de profil corespunzător, deasupra
indicatorului, când toate suprafeţele piesei au acceeaşi rugozitate (fig.8.12, a);
- prin notarea simbolului grafic cu un anumit parametrul de profil deasupra
indicatorului, urmat între paranteze de un alt simbol grafic fără nici o notaţie, când
rugozitatea exprimată prin primul simbol este predominantă, iar restul suprafeţelor au
rugozitatea indicată pe desenul piesei (fig.8.12, b);
- prin notarea simbolului grafic cu un anumit parametrul de profil deasupra
indicatorului, urmat între paranteze de alte simboluri cu alţi parametri de profil, care se
regăsesc în notarea diferitelor suprafeţe pe desenul piesei (fig.8.12, c).
Ra1
,6
Ra6,3
Ra1,6
Ra3,2
Ra3,2
Ra6,3
Ra6,3
Fig.8.10 Notarea rugozităţii roţilor dinţate
Indicator
6
10
20
30
20
40
10
Ra12,5
Nota : h = 1...1,2, HRC 50...55
Indicator
6
10
20
30
20
40
10
Indicator
6
10
20
30
20
40
10
Ra25Ra12,5
Ra1
,6
Ra6,3
Ra1,6
Ra6,3
Ra6,3 Ra1,6
a b c
Fig.8.12 Notarea stării suprafeţelor pe desenele de execuţie ale pieselor
Ra6,3=
a
Ra6,3=
a
b a a ab
b
a
Ra3,2=
b
b Fig.8.11 Notarea simplificată a stării suprafeţelor
REPREZENTĂRI GRAFICE INGINEREŞTI
190
2 1
1 20H7
20h6
Ra12
Ra6,3 Ra1,6
Ra1,6
a b
Fig.8.13 Notarea stării suprafeţelor în contact
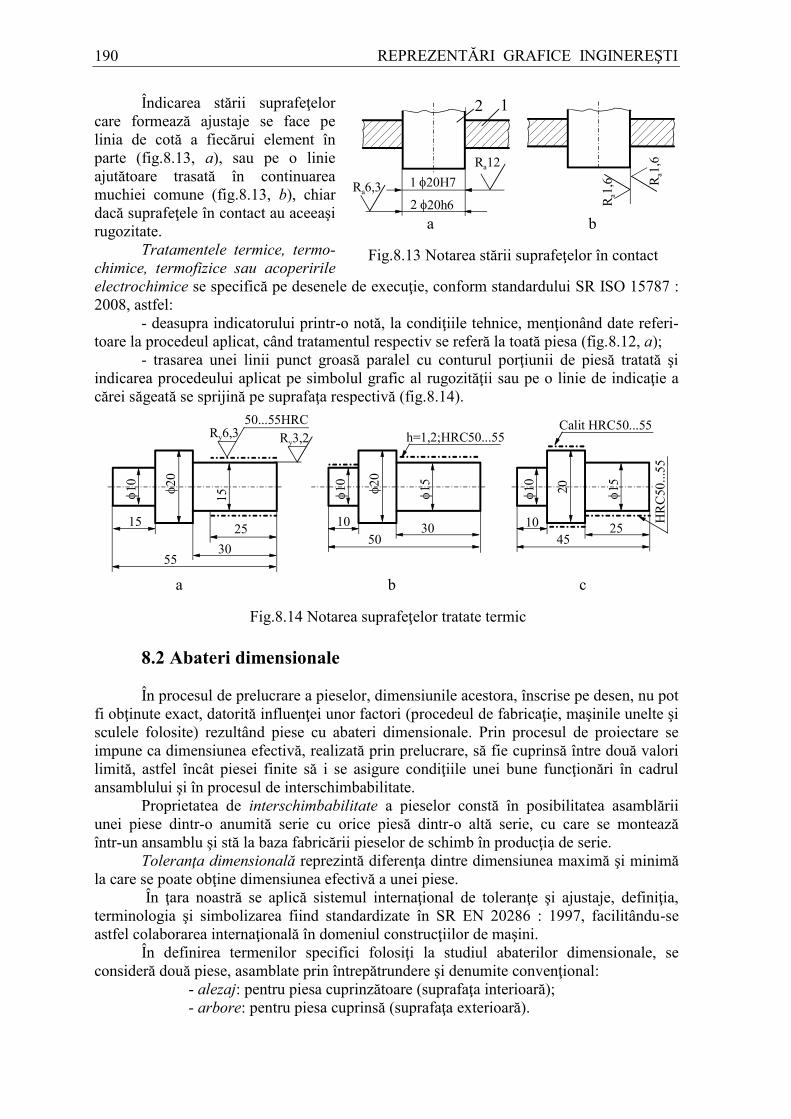
Îndicarea stării suprafeţelor
care formează ajustaje se face pe
linia de cotă a fiecărui element în
parte (fig.8.13, a), sau pe o linie
ajutătoare trasată în continuarea
muchiei comune (fig.8.13, b), chiar
dacă suprafeţele în contact au aceeaşi
rugozitate.
Tratamentele termice, termo-
chimice, termofizice sau acoperirile
electrochimice se specifică pe desenele de execuţie, conform standardului SR ISO 15787 :
2008, astfel:
- deasupra indicatorului printr-o notă, la condiţiile tehnice, menţionând date referi-
toare la procedeul aplicat, când tratamentul respectiv se referă la toată piesa (fig.8.12, a);
- trasarea unei linii punct groasă paralel cu conturul porţiunii de piesă tratată şi
indicarea procedeului aplicat pe simbolul grafic al rugozităţii sau pe o linie de indicaţie a
cărei săgeată se sprijină pe suprafaţa respectivă (fig.8.14).
8.2 Abateri dimensionale
În procesul de prelucrare a pieselor, dimensiunile acestora, înscrise pe desen, nu pot
fi obţinute exact, datorită influenţei unor factori (procedeul de fabricaţie, maşinile unelte şi
sculele folosite) rezultând piese cu abateri dimensionale. Prin procesul de proiectare se
impune ca dimensiunea efectivă, realizată prin prelucrare, să fie cuprinsă între două valori
limită, astfel încât piesei finite să i se asigure condiţiile unei bune funcţionări în cadrul
ansamblului şi în procesul de interschimbabilitate.
Proprietatea de interschimbabilitate a pieselor constă în posibilitatea asamblării
unei piese dintr-o anumită serie cu orice piesă dintr-o altă serie, cu care se montează
într-un ansamblu şi stă la baza fabricării pieselor de schimb în producţia de serie.
Toleranţa dimensională reprezintă diferenţa dintre dimensiunea maximă şi minimă
la care se poate obţine dimensiunea efectivă a unei piese.
În ţara noastră se aplică sistemul internaţional de toleranţe şi ajustaje, definiţia,
terminologia şi simbolizarea fiind standardizate în SR EN 20286 : 1997, facilitându-se
astfel colaborarea internaţională în domeniul construcţiilor de maşini.
În definirea termenilor specifici folosiţi la studiul abaterilor dimensionale, se
consideră două piese, asamblate prin întrepătrundere şi denumite convenţional:
- alezaj: pentru piesa cuprinzătoare (suprafaţa interioară);
- arbore: pentru piesa cuprinsă (suprafaţa exterioară).
25
Ry6,3 Ry3,2
50...55HRC
30
15
1
0
2
0
15
55
h=1,2;HRC50...55
3010
1
0
2
0
1
5
50
Calit HRC50...55
2510
10
20
1
5
45
HR
C50..
.55
a b c
Fig.8.14 Notarea suprafeţelor tratate termic
STAREA SUPRAFEŢELOR ŞI PRECIZIA DIMENSIONALĂ
191
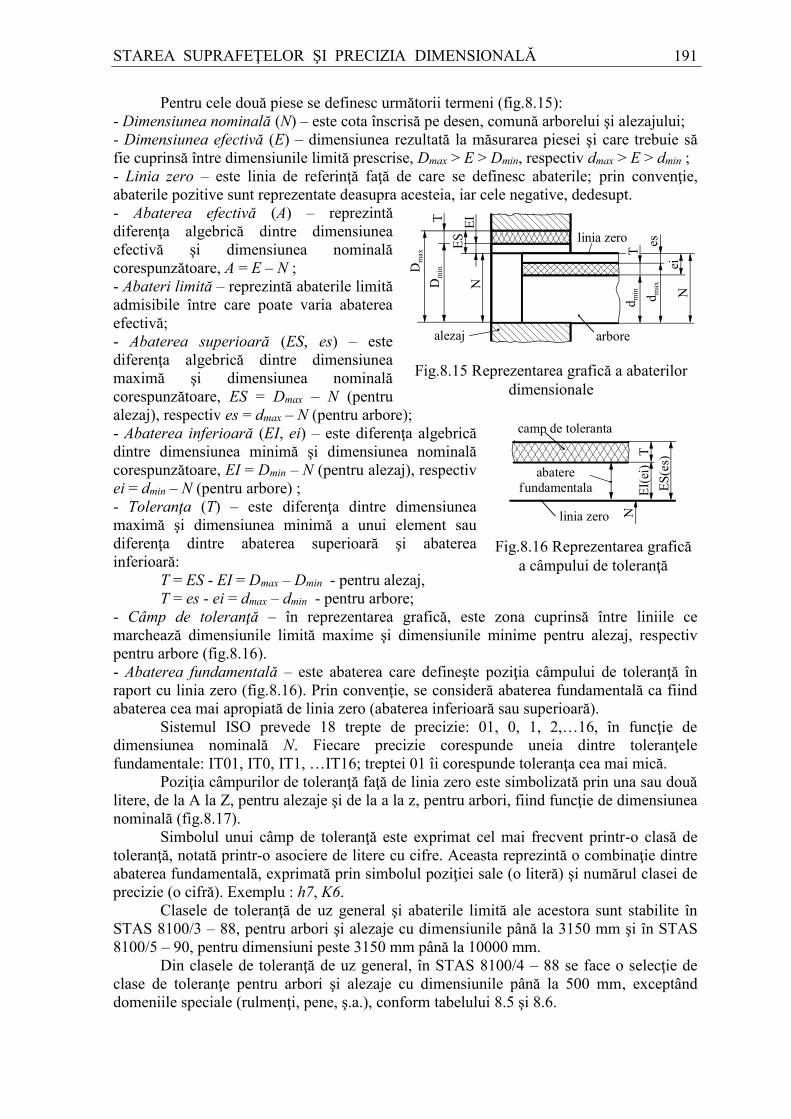
Pentru cele două piese se definesc următorii termeni (fig.8.15):
- Dimensiunea nominală (N) – este cota înscrisă pe desen, comună arborelui şi alezajului;
- Dimensiunea efectivă (E) – dimensiunea rezultată la măsurarea piesei şi care trebuie să
fie cuprinsă între dimensiunile limită prescrise, Dmax > E > Dmin, respectiv dmax > E > dmin ;
- Linia zero – este linia de referinţă faţă de care se definesc abaterile; prin convenţie,
abaterile pozitive sunt reprezentate deasupra acesteia, iar cele negative, dedesupt.
- Abaterea efectivă (A) – reprezintă
diferenţa algebrică dintre dimensiunea
efectivă şi dimensiunea nominală
corespunzătoare, A = E – N ;
- Abateri limită – reprezintă abaterile limită
admisibile între care poate varia abaterea
efectivă;
- Abaterea superioară (ES, es) – este
diferenţa algebrică dintre dimensiunea
maximă şi dimensiunea nominală
corespunzătoare, ES = Dmax – N (pentru
alezaj), respectiv es = dmax – N (pentru arbore);
- Abaterea inferioară (EI, ei) – este diferenţa algebrică
dintre dimensiunea minimă şi dimensiunea nominală
corespunzătoare, EI = Dmin – N (pentru alezaj), respectiv
ei = dmin – N (pentru arbore) ;
- Toleranţa (T) – este diferenţa dintre dimensiunea
maximă şi dimensiunea minimă a unui element sau
diferenţa dintre abaterea superioară şi abaterea
inferioară:
T = ES - EI = Dmax – Dmin - pentru alezaj,
T = es - ei = dmax – dmin - pentru arbore;
- Câmp de toleranţă – în reprezentarea grafică, este zona cuprinsă între liniile ce
marchează dimensiunile limită maxime şi dimensiunile minime pentru alezaj, respectiv
pentru arbore (fig.8.16).
- Abaterea fundamentală – este abaterea care defineşte poziţia câmpului de toleranţă în
raport cu linia zero (fig.8.16). Prin convenţie, se consideră abaterea fundamentală ca fiind
abaterea cea mai apropiată de linia zero (abaterea inferioară sau superioară).
Sistemul ISO prevede 18 trepte de precizie: 01, 0, 1, 2,…16, în funcţie de
dimensiunea nominală N. Fiecare precizie corespunde uneia dintre toleranţele
fundamentale: IT01, IT0, IT1, …IT16; treptei 01 îi corespunde toleranţa cea mai mică.
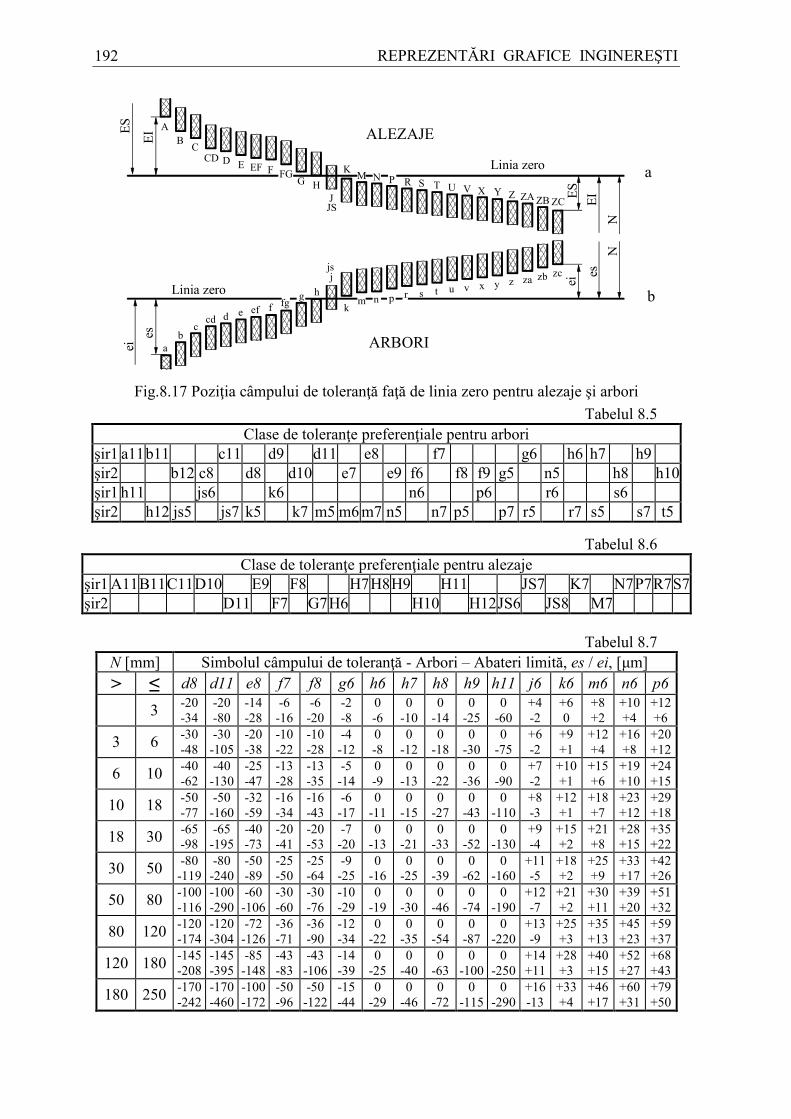
Poziţia câmpurilor de toleranţă faţă de linia zero este simbolizată prin una sau două
litere, de la A la Z, pentru alezaje şi de la a la z, pentru arbori, fiind funcţie de dimensiunea
nominală (fig.8.17).
Simbolul unui câmp de toleranţă este exprimat cel mai frecvent printr-o clasă de
toleranţă, notată printr-o asociere de litere cu cifre. Aceasta reprezintă o combinaţie dintre
abaterea fundamentală, exprimată prin simbolul poziţiei sale (o literă) şi numărul clasei de
precizie (o cifră). Exemplu : h7, K6.
Clasele de toleranţă de uz general şi abaterile limită ale acestora sunt stabilite în
STAS 8100/3 – 88, pentru arbori şi alezaje cu dimensiunile până la 3150 mm şi în STAS
8100/5 – 90, pentru dimensiuni peste 3150 mm până la 10000 mm.
Din clasele de toleranţă de uz general, în STAS 8100/4 – 88 se face o selecţie de
clase de toleranţe pentru arbori şi alezaje cu dimensiunile până la 500 mm, exceptând
domeniile speciale (rulmenţi, pene, ş.a.), conform tabelului 8.5 şi 8.6.
N
N
ei
esd
maxD
min
linia zero
Dm
ax
EI
ES
T
dm
inT
arborealezaj
Fig.8.15 Reprezentarea grafică a abaterilor
dimensionale
N
EI(
ei)
ES
(es)
linia zero
T
abatere
fundamentala
camp de toleranta
Fig.8.16 Reprezentarea grafică
a câmpului de toleranţă
REPREZENTĂRI GRAFICE INGINEREŞTI
192
Tabelul 8.5
Clase de toleranţe preferenţiale pentru arbori
şir1 a11 b11 c11 d9 d11 e8 f7 g6 h6 h7 h9
şir2 b12 c8 d8 d10 e7 e9 f6 f8 f9 g5 n5 h8 h10
şir1 h11 js6 k6 n6 p6 r6 s6
şir2 h12 js5 js7 k5 k7 m5 m6 m7 n5 n7 p5 p7 r5 r7 s5 s7 t5
Tabelul 8.6
Clase de toleranţe preferenţiale pentru alezaje
şir1 A11 B11 C11 D10 E9 F8 H7 H8 H9 H11 JS7 K7 N7 P7 R7 S7
şir2 D11 F7 G7 H6 H10 H12 JS6 JS8 M7
Tabelul 8.7
N [mm] Simbolul câmpului de toleranţă - Arbori – Abateri limită, es / ei, [μm]
> ≤ d8 d11 e8 f7 f8 g6 h6 h7 h8 h9 h11 j6 k6 m6 n6 p6
3 -20
-34
-20
-80
-14
-28
-6
-16
-6
-20
-2
-8
0
-6
0
-10
0
-14
0
-25
0
-60
+4
-2
+6
0
+8
+2
+10
+4
+12
+6
3 6 -30
-48
-30
-105
-20
-38
-10
-22
-10
-28
-4
-12
0
-8
0
-12
0
-18
0
-30
0
-75
+6
-2
+9
+1
+12
+4
+16
+8
+20
+12
6 10 -40
-62
-40
-130
-25
-47
-13
-28
-13
-35
-5
-14
0
-9
0
-13
0
-22
0
-36
0
-90
+7
-2
+10
+1
+15
+6
+19
+10
+24
+15
10 18 -50
-77
-50
-160
-32
-59
-16
-34
-16
-43
-6
-17
0
-11
0
-15
0
-27
0
-43
0
-110
+8
-3
+12
+1
+18
+7
+23
+12
+29
+18
18 30 -65
-98
-65
-195
-40
-73
-20
-41
-20
-53
-7
-20
0
-13
0
-21
0
-33
0
-52
0
-130
+9
-4
+15
+2
+21
+8
+28
+15
+35
+22
30 50 -80
-119
-80
-240
-50
-89
-25
-50
-25
-64
-9
-25
0
-16
0
-25
0
-39
0
-62
0
-160
+11
-5
+18
+2
+25
+9
+33
+17
+42
+26
50 80 -100
-116
-100
-290
-60
-106
-30
-60
-30
-76
-10
-29
0
-19
0
-30
0
-46
0
-74
0
-190
+12
-7
+21
+2
+30
+11
+39
+20
+51
+32
80 120 -120
-174
-120
-304
-72
-126
-36
-71
-36
-90
-12
-34
0
-22
0
-35
0
-54
0
-87
0
-220
+13
-9
+25
+3
+35
+13
+45
+23
+59
+37
120 180 -145
-208
-145
-395
-85
-148
-43
-83
-43
-106
-14
-39
0
-25
0
-40
0
-63
0
-100
0
-250
+14
+11
+28
+3
+40
+15
+52
+27
+68
+43
180 250 -170
-242
-170
-460
-100
-172
-50
-96
-50
-122
-15
-44
0
-29
0
-46
0
-72
0
-115
0
-290
+16
-13
+33
+4
+46
+17
+60
+31
+79
+50
JJS
H
F KM NG
EFEDCD
A
BC
R S T U V X Y Z ZA ZB ZC EI
a
bc
cd d e ef fg h
km n
t us
jjs
pv x y z za zb zc
ES
ES
ei
NN
es
es
ei
EI
ARBORI
ALEZAJE
Linia zero
Linia zero
a
b
FG
r
P
fg
Fig.8.17 Poziţia câmpului de toleranţă faţă de linia zero pentru alezaje şi arbori
STAREA SUPRAFEŢELOR ŞI PRECIZIA DIMENSIONALĂ
193
Tabelul 8.8
N [mm] Simbolul câmpului de toleranţă - Alezaje – Abateri limită, ES / EI, [μm]
> ≤ D10 D11 E9 F7 F8 G7 H6 H7 H8 H9 H11 J7 K7 M7 N7 P7
3 +60
+20
+80
+20
+39
+14
+16
+6
+20
+6
+12
+2
+6
0
+10
0
+14
0
+25
0
+60
0
+4
-6
0
-10
-2
-12
-4
-14
-6
-16
3 6 +78
+30
+105
+30
+50
+20
+22
+10
+28
+10
+16
+4
+8
0
+12
0
+18
0
+30
0
+75
0
+6
-6
+3
-9
0
-12
-4
-16
-8
-20
6 10 +98
+40
+130
+40
+61
+25
+28
+13
+35
+13
+20
+5
+9
0
+15
0
+22
0
+36
0
+90
0
+8
-7
+5
-10
0
-15
-4
-19
-9
-24
10 18 +120
+50
+160
+50
+75
+32
+34
+16
+43
+16
+24
+6
+11
0
+18
0
+27
0
+43
0
+110
0
+10
-8
+6
+12
0
-18
-5
-23
-11
-29
18 30 +149
+65
+195
+65
+92
+40
+41
+20
+53
+20
+28
+7
+13
0
+21
0
+33
0
+52
0
+130
0
+12
-9
+6
-15
0
-21
-7
-28
-14
-35
30 50 +180
+80
+240
+80
+112
+50
+50
+25
+64
+25
+34
+9
+16
0
+25
0
+39
0
+62
0
+160
0
+14
-11
+7
-18
0
-25
-8
-33
-17
-42
50 80 +220
+100
+290
+100
+134
+60
+60
+30
+76
+30
+40
+10
+19
0
+30
0
+46
0
+74
0
+190
0
+18
-12
+9
-21
0
-30
-9
-39
-21
-51
80 120 +260
+120
+340
+120
+459
+72
+71
+36
+90
+36
+47
+12
+22
0
+35
0
+54
0
+87
0
+220
0
+22
-13
+10
-25
0
-35
-10
-45
-24
-59
120 180 +305
+145
+395
+145
+185
+85
+83
+43
+106
+43
+54
+14
+25
0
+40
0
+63
0
+100
0
+250
0
+26
-14
+12
-28
0
-50
-12
-52
-28
-68
180 250 +355
+170
+460
+170
+215
+100
+96
+50
+122
+50
+61
+15
+29
0
+46
0
+72
0
+115
0
+290
0
+30
-16
+13
-33
0
-46
-14
-60
-33
-79
Clasele de toleranţe se aleg din şirul 1, iar dacă acestea nu realizează ajustajul dorit
din şirul 2, sau din cele de uz general.
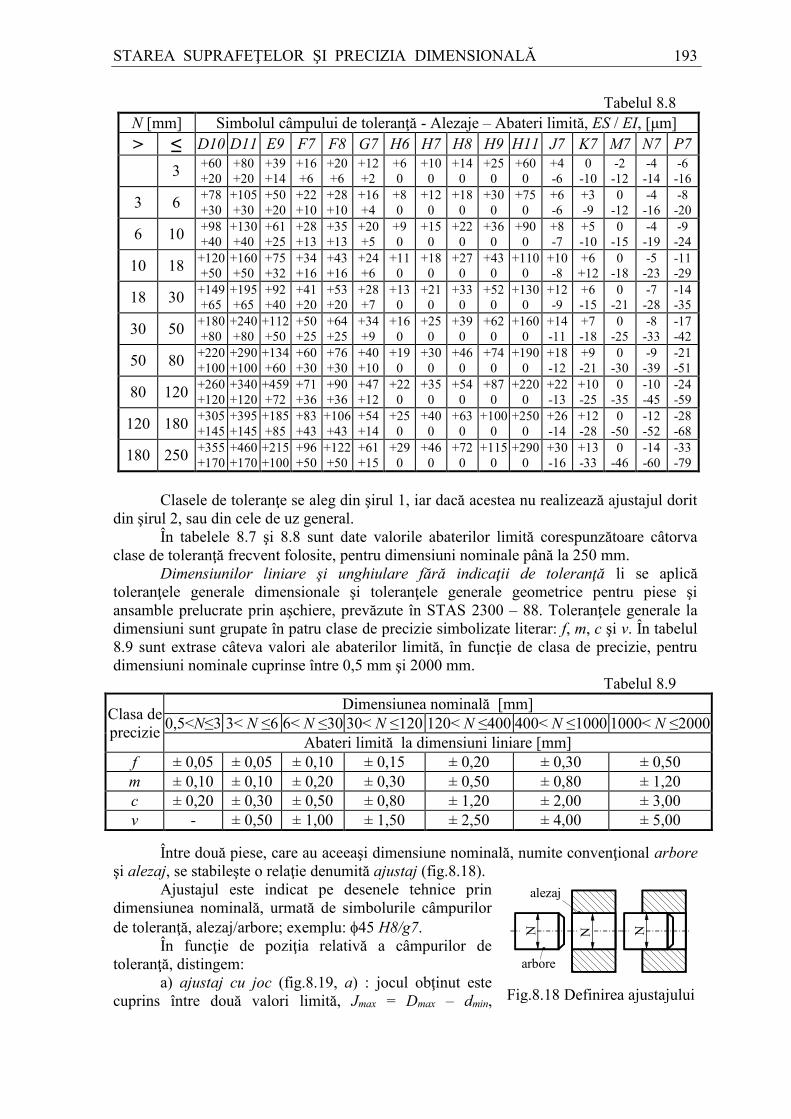
În tabelele 8.7 şi 8.8 sunt date valorile abaterilor limită corespunzătoare câtorva
clase de toleranţă frecvent folosite, pentru dimensiuni nominale până la 250 mm.
Dimensiunilor liniare şi unghiulare fără indicaţii de toleranţă li se aplică
toleranţele generale dimensionale şi toleranţele generale geometrice pentru piese şi
ansamble prelucrate prin aşchiere, prevăzute în STAS 2300 – 88. Toleranţele generale la
dimensiuni sunt grupate în patru clase de precizie simbolizate literar: f, m, c şi v. În tabelul
8.9 sunt extrase câteva valori ale abaterilor limită, în funcţie de clasa de precizie, pentru
dimensiuni nominale cuprinse între 0,5 mm şi 2000 mm.
Tabelul 8.9
Clasa de
precizie
Dimensiunea nominală [mm]
0,5<N≤3 3< N ≤6 6< N ≤30 30< N ≤120 120< N ≤400 400< N ≤1000 1000< N ≤2000
Abateri limită la dimensiuni liniare [mm]
f ± 0,05 ± 0,05 ± 0,10 ± 0,15 ± 0,20 ± 0,30 ± 0,50
m ± 0,10 ± 0,10 ± 0,20 ± 0,30 ± 0,50 ± 0,80 ± 1,20
c ± 0,20 ± 0,30 ± 0,50 ± 0,80 ± 1,20 ± 2,00 ± 3,00
v - ± 0,50 ± 1,00 ± 1,50 ± 2,50 ± 4,00 ± 5,00
Între două piese, care au aceeaşi dimensiune nominală, numite convenţional arbore
şi alezaj, se stabileşte o relaţie denumită ajustaj (fig.8.18).
Ajustajul este indicat pe desenele tehnice prin
dimensiunea nominală, urmată de simbolurile câmpurilor
de toleranţă, alezaj/arbore; exemplu: 45 H8/g7.
În funcţie de poziţia relativă a câmpurilor de
toleranţă, distingem:
a) ajustaj cu joc (fig.8.19, a) : jocul obţinut este
cuprins între două valori limită, Jmax = Dmax – dmin,
N N N
arbore
alezaj
Fig.8.18 Definirea ajustajului
REPREZENTĂRI GRAFICE INGINEREŞTI
194
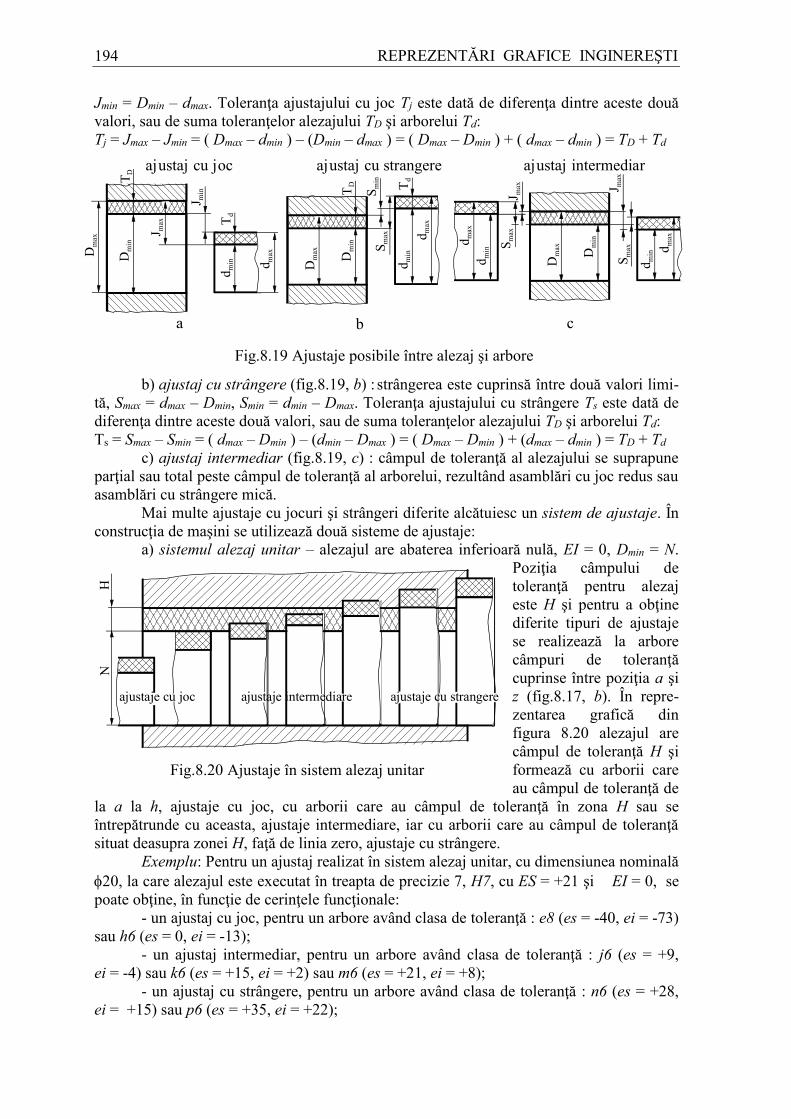
Jmin = Dmin – dmax. Toleranţa ajustajului cu joc Tj este dată de diferenţa dintre aceste două
valori, sau de suma toleranţelor alezajului TD şi arborelui Td:
Tj = Jmax – Jmin = ( Dmax – dmin ) – (Dmin – dmax ) = ( Dmax – Dmin ) + ( dmax – dmin ) = TD + Td
b) ajustaj cu strângere (fig.8.19, b) : strângerea este cuprinsă între două valori limi-
tă, Smax = dmax – Dmin, Smin = dmin – Dmax. Toleranţa ajustajului cu strângere Ts este dată de
diferenţa dintre aceste două valori, sau de suma toleranţelor alezajului TD şi arborelui Td:
Ts = Smax – Smin = ( dmax – Dmin ) – (dmin – Dmax ) = ( Dmax – Dmin ) + (dmax – dmin ) = TD + Td
c) ajustaj intermediar (fig.8.19, c) : câmpul de toleranţă al alezajului se suprapune
parţial sau total peste câmpul de toleranţă al arborelui, rezultând asamblări cu joc redus sau
asamblări cu strângere mică.
Mai multe ajustaje cu jocuri şi strângeri diferite alcătuiesc un sistem de ajustaje. În
construcţia de maşini se utilizează două sisteme de ajustaje:
a) sistemul alezaj unitar – alezajul are abaterea inferioară nulă, EI = 0, Dmin = N.
Poziţia câmpului de
toleranţă pentru alezaj
este H şi pentru a obţine
diferite tipuri de ajustaje
se realizează la arbore
câmpuri de toleranţă
cuprinse între poziţia a şi
z (fig.8.17, b). În repre-
zentarea grafică din
figura 8.20 alezajul are
câmpul de toleranţă H şi
formează cu arborii care
au câmpul de toleranţă de
la a la h, ajustaje cu joc, cu arborii care au câmpul de toleranţă în zona H sau se
întrepătrunde cu aceasta, ajustaje intermediare, iar cu arborii care au câmpul de toleranţă
situat deasupra zonei H, faţă de linia zero, ajustaje cu strângere.
Exemplu: Pentru un ajustaj realizat în sistem alezaj unitar, cu dimensiunea nominală
20, la care alezajul este executat în treapta de precizie 7, H7, cu ES = +21 şi EI = 0, se
poate obţine, în funcţie de cerinţele funcţionale:
- un ajustaj cu joc, pentru un arbore având clasa de toleranţă : e8 (es = -40, ei = -73)
sau h6 (es = 0, ei = -13);
- un ajustaj intermediar, pentru un arbore având clasa de toleranţă : j6 (es = +9,
ei = -4) sau k6 (es = +15, ei = +2) sau m6 (es = +21, ei = +8);
- un ajustaj cu strângere, pentru un arbore având clasa de toleranţă : n6 (es = +28,
ei = +15) sau p6 (es = +35, ei = +22);
Dm
in
Dm
ax
J min
J max
dm
in dm
ax
TD
Td
Dm
in
Dm
ax
dm
in
dm
ax
Sm
inS
max
TD T
d
J max
Dm
in
Dm
ax
dm
in dm
ax
Sm
ax
dm
in
dm
ax
J max
Sm
ax
a b c
ajustaj cu joc ajustaj cu strangere ajustaj intermediar
Fig.8.19 Ajustaje posibile între alezaj şi arbore
N H
ajustaje cu joc ajustaje intermediare ajustaje cu strangere
Fig.8.20 Ajustaje în sistem alezaj unitar
STAREA SUPRAFEŢELOR ŞI PRECIZIA DIMENSIONALĂ
195
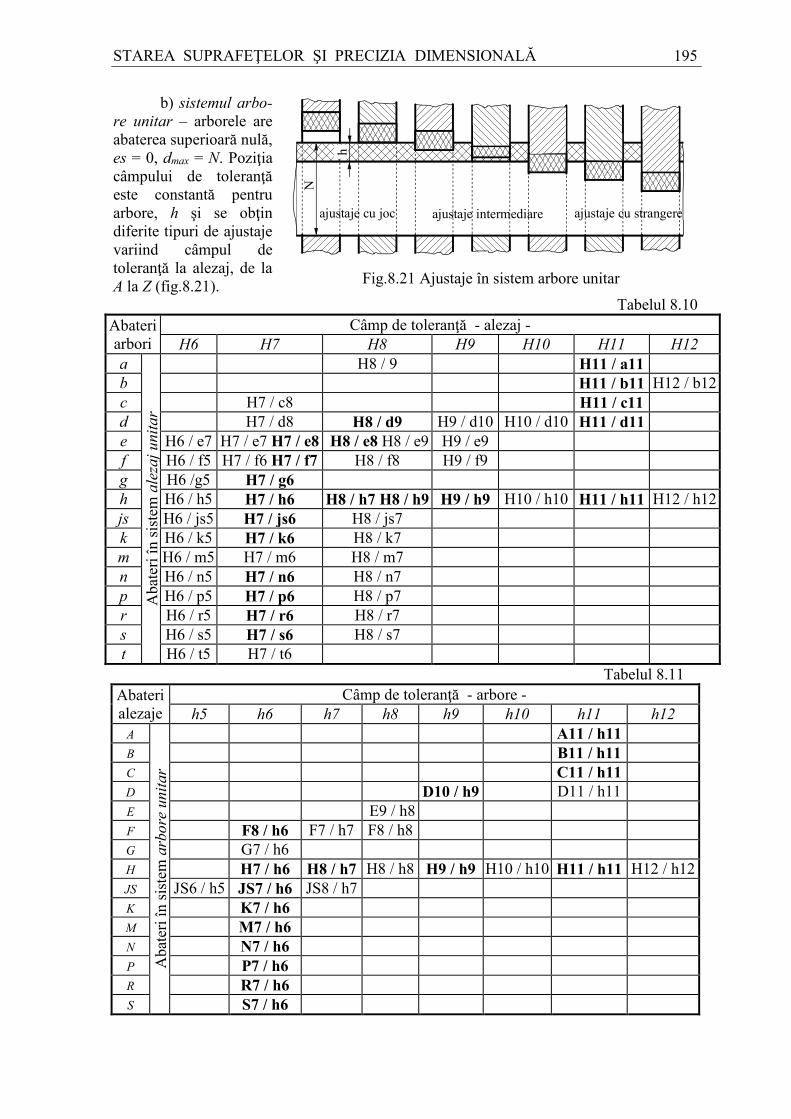
b) sistemul arbo-
re unitar – arborele are
abaterea superioară nulă,
es = 0, dmax = N. Poziţia
câmpului de toleranţă
este constantă pentru
arbore, h şi se obţin
diferite tipuri de ajustaje
variind câmpul de
toleranţă la alezaj, de la
A la Z (fig.8.21).
Tabelul 8.10
Abateri
arbori
Câmp de toleranţă - alezaj -
H6 H7 H8 H9 H10 H11 H12
a
Abat
eri
în s
iste
m a
leza
j un
itar
H8 / 9 H11 / a11
b H11 / b11 H12 / b12
c H7 / c8 H11 / c11
d H7 / d8 H8 / d9 H9 / d10 H10 / d10 H11 / d11
e H6 / e7 H7 / e7 H7 / e8 H8 / e8 H8 / e9 H9 / e9
f H6 / f5 H7 / f6 H7 / f7 H8 / f8 H9 / f9
g H6 /g5 H7 / g6
h H6 / h5 H7 / h6 H8 / h7 H8 / h9 H9 / h9 H10 / h10 H11 / h11 H12 / h12
js H6 / js5 H7 / js6 H8 / js7
k H6 / k5 H7 / k6 H8 / k7
m H6 / m5 H7 / m6 H8 / m7
n H6 / n5 H7 / n6 H8 / n7
p H6 / p5 H7 / p6 H8 / p7
r H6 / r5 H7 / r6 H8 / r7
s H6 / s5 H7 / s6 H8 / s7
t H6 / t5 H7 / t6
Tabelul 8.11
Abateri
alezaje
Câmp de toleranţă - arbore -
h5 h6 h7 h8 h9 h10 h11 h12
A
Abat
eri
în s
iste
m a
rbore
unit
ar
A11 / h11
B B11 / h11
C C11 / h11
D D10 / h9 D11 / h11
E E9 / h8
F F8 / h6 F7 / h7 F8 / h8
G G7 / h6
H H7 / h6 H8 / h7 H8 / h8 H9 / h9 H10 / h10 H11 / h11 H12 / h12
JS JS6 / h5 JS7 / h6 JS8 / h7
K K7 / h6
M M7 / h6
N N7 / h6
P P7 / h6
R R7 / h6
S S7 / h6
ajustaje cu strangereajustaje intermediareajustaje cu joc
N
h
Fig.8.21 Ajustaje în sistem arbore unitar
REPREZENTĂRI GRAFICE INGINEREŞTI
196
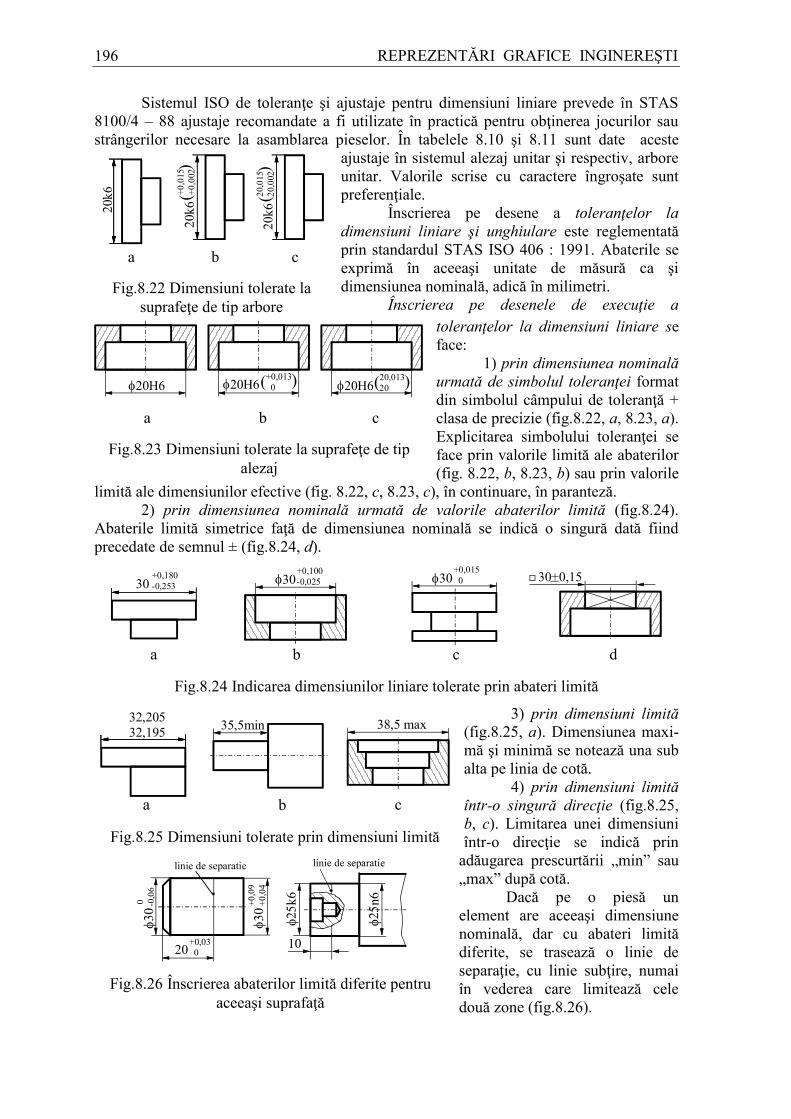
Sistemul ISO de toleranţe şi ajustaje pentru dimensiuni liniare prevede în STAS
8100/4 – 88 ajustaje recomandate a fi utilizate în practică pentru obţinerea jocurilor sau
strângerilor necesare la asamblarea pieselor. În tabelele 8.10 şi 8.11 sunt date aceste
ajustaje în sistemul alezaj unitar şi respectiv, arbore
unitar. Valorile scrise cu caractere îngroşate sunt
preferenţiale.
Înscrierea pe desene a toleranţelor la
dimensiuni liniare şi unghiulare este reglementată
prin standardul STAS ISO 406 : 1991. Abaterile se
exprimă în aceeaşi unitate de măsură ca şi
dimensiunea nominală, adică în milimetri.
Înscrierea pe desenele de execuţie a
toleranţelor la dimensiuni liniare se
face:
1) prin dimensiunea nominală
urmată de simbolul toleranţei format
din simbolul câmpului de toleranţă +
clasa de precizie (fig.8.22, a, 8.23, a).
Explicitarea simbolului toleranţei se
face prin valorile limită ale abaterilor
(fig. 8.22, b, 8.23, b) sau prin valorile
limită ale dimensiunilor efective (fig. 8.22, c, 8.23, c), în continuare, în paranteză.
2) prin dimensiunea nominală urmată de valorile abaterilor limită (fig.8.24).
Abaterile limită simetrice faţă de dimensiunea nominală se indică o singură dată fiind
precedate de semnul ± (fig.8.24, d).
3) prin dimensiuni limită
(fig.8.25, a). Dimensiunea maxi-
mă şi minimă se notează una sub
alta pe linia de cotă.
4) prin dimensiuni limită
într-o singură direcţie (fig.8.25,
b, c). Limitarea unei dimensiuni
într-o direcţie se indică prin
adăugarea prescurtării „min” sau
„max” după cotă.
Dacă pe o piesă un
element are aceeaşi dimensiune
nominală, dar cu abateri limită
diferite, se trasează o linie de
separaţie, cu linie subţire, numai
în vederea care limitează cele
două zone (fig.8.26).
20k
6 +0
,015
+0
,002
()
20k
6
20,0
15
20,0
02
()
20k
6a b c
Fig.8.22 Dimensiuni tolerate la
suprafeţe de tip arbore
20H6+0,013
0( )20H620,013
20( )20H6
a b c
Fig.8.23 Dimensiuni tolerate la suprafeţe de tip
alezaj
+0,180
-0,25330
b
+0,100
-0,02530
d
+0,015
030 30+0,15
a c
Fig.8.24 Indicarea dimensiunilor liniare tolerate prin abateri limită
+0,03
020
0 -0,0
6
30
+0
,09
+0
,04
30
linie de separatielinie de separatie
10
k6
n
6
Fig.8.26 Înscrierea abaterilor limită diferite pentru
aceeaşi suprafaţă
b
38,5 max35,5min32,205
32,195
a c
Fig.8.25 Dimensiuni tolerate prin dimensiuni limită
STAREA SUPRAFEŢELOR ŞI PRECIZIA DIMENSIONALĂ
197
Notarea pe desene a toleranţelor generale, pentru piesele fără indicaţii speciale de
toleranţă, se face prin înscrierea termenului „toleranţe” urmat de simbolurile claselor de
precizie, dimensionale şi geometrice şi numărul standardului.
Exemplu : Toleranţe cS STAS 2300 – 88 : piesa se execută cu toleranţele generale
dimensionale în clasa de precizie c şi cu toleranţele generale geometrice în clasa de
precizie S.
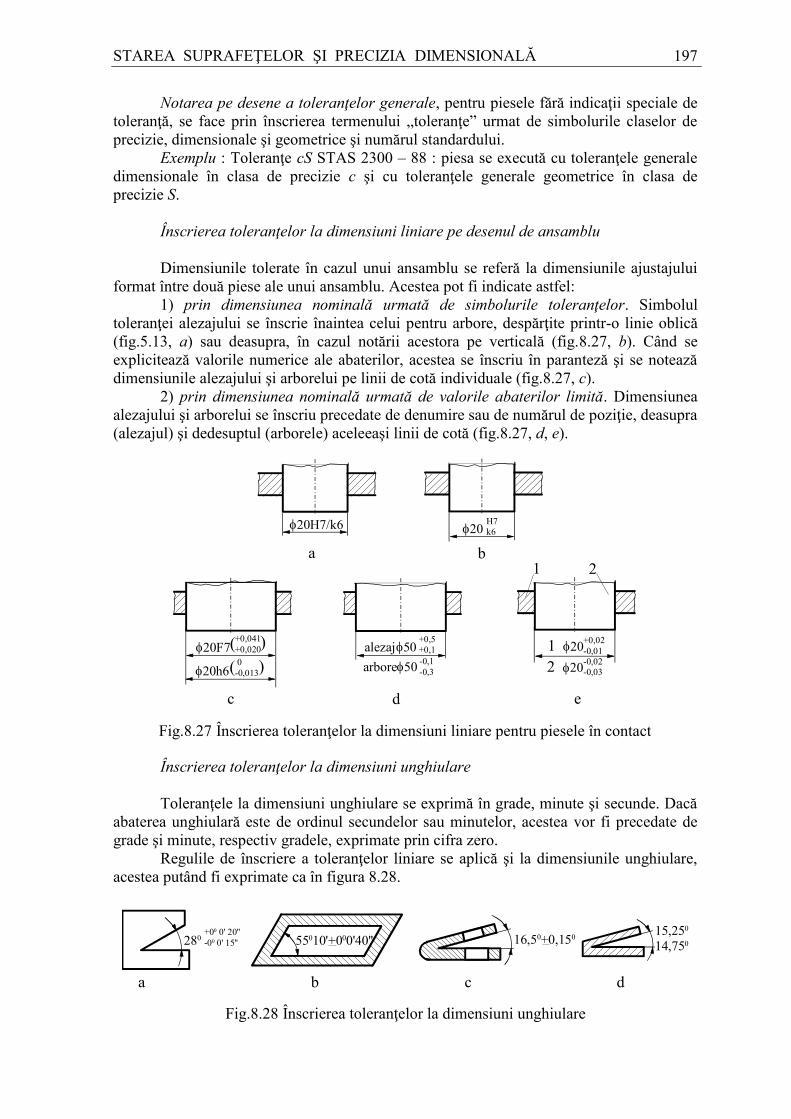
Înscrierea toleranţelor la dimensiuni liniare pe desenul de ansamblu
Dimensiunile tolerate în cazul unui ansamblu se referă la dimensiunile ajustajului
format între două piese ale unui ansamblu. Acestea pot fi indicate astfel:
1) prin dimensiunea nominală urmată de simbolurile toleranţelor. Simbolul
toleranţei alezajului se înscrie înaintea celui pentru arbore, despărţite printr-o linie oblică
(fig.5.13, a) sau deasupra, în cazul notării acestora pe verticală (fig.8.27, b). Când se
explicitează valorile numerice ale abaterilor, acestea se înscriu în paranteză şi se notează
dimensiunile alezajului şi arborelui pe linii de cotă individuale (fig.8.27, c).
2) prin dimensiunea nominală urmată de valorile abaterilor limită. Dimensiunea
alezajului şi arborelui se înscriu precedate de denumire sau de numărul de poziţie, deasupra
(alezajul) şi dedesuptul (arborele) aceleeaşi linii de cotă (fig.8.27, d, e).
Înscrierea toleranţelor la dimensiuni unghiulare
Toleranţele la dimensiuni unghiulare se exprimă în grade, minute şi secunde. Dacă
abaterea unghiulară este de ordinul secundelor sau minutelor, acestea vor fi precedate de
grade şi minute, respectiv gradele, exprimate prin cifra zero.
Regulile de înscriere a toleranţelor liniare se aplică şi la dimensiunile unghiulare,
acestea putând fi exprimate ca în figura 8.28.
20H7/k6
a
20H7
k6
b
20F7+0,041
+0,020( )
20h6 0
-0,013( )
c
alezaj50+0,5
+0,1
arbore50-0,1
-0,3
d
1 20+0,02
-0,01
e
2 20-0,02
-0,03
1 2
Fig.8.27 Înscrierea toleranţelor la dimensiuni liniare pentru piesele în contact
+00 0' 20''
-00 0' 15''28015,250
14,75055010'+000'40'' 16,50+0,150
a b c d
Fig.8.28 Înscrierea toleranţelor la dimensiuni unghiulare
REPREZENTĂRI GRAFICE INGINEREŞTI
198
8.3 Toleranţe geometrice
Forma geometrică efectivă a pieselor prelucrate diferă de forma geometrică
prevăzută în desenul de execuţie (forma ideală), datorită impreciziei de execuţie. Aceste
abateri de la forma geometrică şi de la poziţia reciprocă a suprafeţelor trebuie să se
încadreze în anumite limite stabilite de standarde, astfel încât să nu influenţeze buna
funcţionare a piesei în cadrul ansamblului.
Câmpul de toleranţă geometrică este cuprins în câmpul de toleranţă dimensională.
Astfel, toleranţele geometrice se înscriu pe desen numai dacă sunt necesare pentru
asigurarea condiţiilor de funcţionare şi de interschimbabilitate, fiind înafara câmpului de
toleranţă dimensională impus.
Standardele SR ISO 7083 : 96 şi SR EN ISO 1101 : 2006 stabilesc simbolurile şi
reglementează înscrierea pe desene a toleranţelor geometrice.
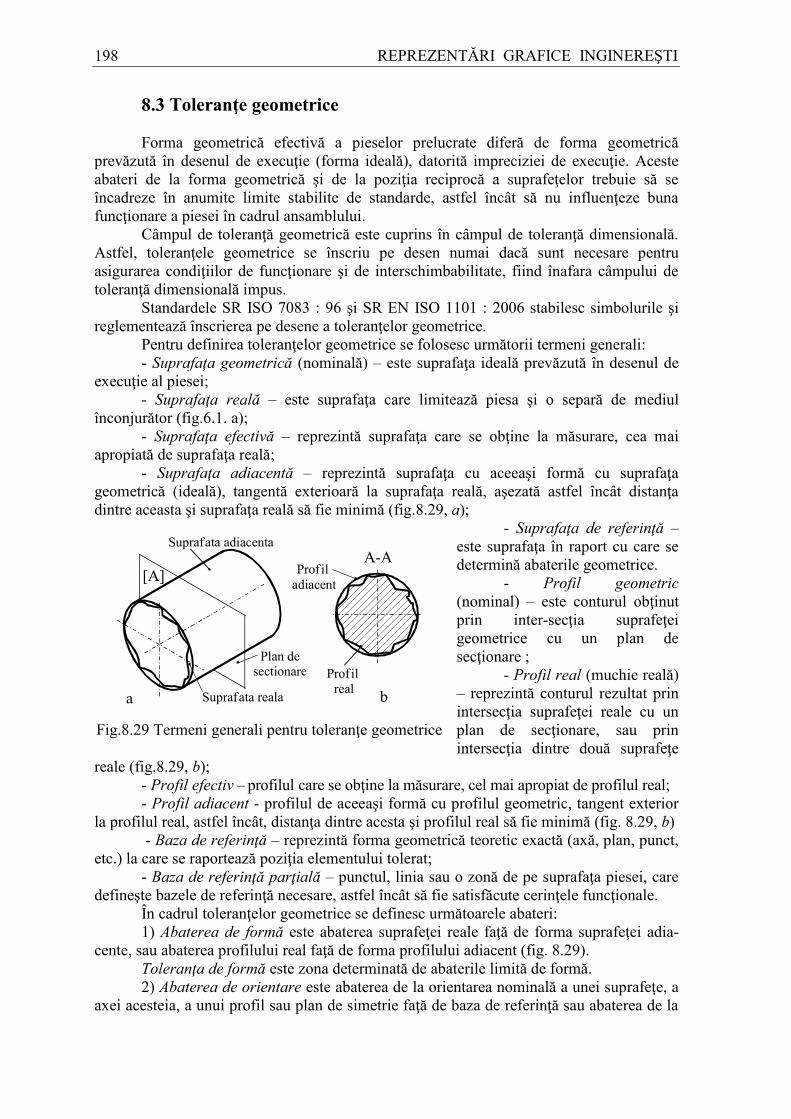
Pentru definirea toleranţelor geometrice se folosesc următorii termeni generali:
- Suprafaţa geometrică (nominală) – este suprafaţa ideală prevăzută în desenul de
execuţie al piesei;
- Suprafaţa reală – este suprafaţa care limitează piesa şi o separă de mediul
înconjurător (fig.6.1. a);
- Suprafaţa efectivă – reprezintă suprafaţa care se obţine la măsurare, cea mai
apropiată de suprafaţa reală;
- Suprafaţa adiacentă – reprezintă suprafaţa cu aceeaşi formă cu suprafaţa
geometrică (ideală), tangentă exterioară la suprafaţa reală, aşezată astfel încât distanţa
dintre aceasta şi suprafaţa reală să fie minimă (fig.8.29, a);
- Suprafaţa de referinţă –
este suprafaţa în raport cu care se
determină abaterile geometrice.
- Profil geometric
(nominal) – este conturul obţinut
prin inter-secţia suprafeţei
geometrice cu un plan de
secţionare ;
- Profil real (muchie reală)
– reprezintă conturul rezultat prin
intersecţia suprafeţei reale cu un
plan de secţionare, sau prin
intersecţia dintre două suprafeţe
reale (fig.8.29, b);
- Profil efectiv – profilul care se obţine la măsurare, cel mai apropiat de profilul real;
- Profil adiacent - profilul de aceeaşi formă cu profilul geometric, tangent exterior
la profilul real, astfel încât, distanţa dintre acesta şi profilul real să fie minimă (fig. 8.29, b)
- Baza de referinţă – reprezintă forma geometrică teoretic exactă (axă, plan, punct,
etc.) la care se raportează poziţia elementului tolerat;
- Baza de referinţă parţială – punctul, linia sau o zonă de pe suprafaţa piesei, care
defineşte bazele de referinţă necesare, astfel încât să fie satisfăcute cerinţele funcţionale.
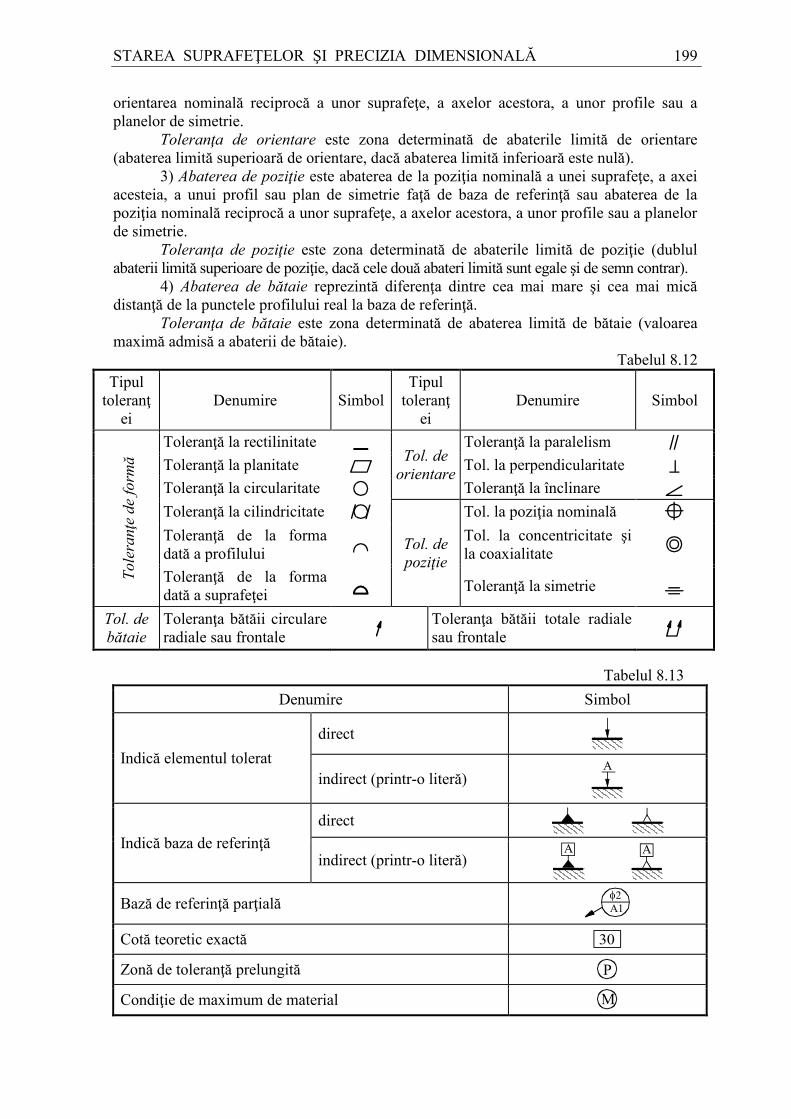
În cadrul toleranţelor geometrice se definesc următoarele abateri:
1) Abaterea de formă este abaterea suprafeţei reale faţă de forma suprafeţei adia-
cente, sau abaterea profilului real faţă de forma profilului adiacent (fig. 8.29).
Toleranţa de formă este zona determinată de abaterile limită de formă.
2) Abaterea de orientare este abaterea de la orientarea nominală a unei suprafeţe, a
axei acesteia, a unui profil sau plan de simetrie faţă de baza de referinţă sau abaterea de la
[A]
Suprafata adiacenta
Suprafata reala
Plan de sectionare
A-AProfil
adiacent
Profil
reala b
Fig.8.29 Termeni generali pentru toleranţe geometrice
STAREA SUPRAFEŢELOR ŞI PRECIZIA DIMENSIONALĂ
199
orientarea nominală reciprocă a unor suprafeţe, a axelor acestora, a unor profile sau a
planelor de simetrie.
Toleranţa de orientare este zona determinată de abaterile limită de orientare
(abaterea limită superioară de orientare, dacă abaterea limită inferioară este nulă).
3) Abaterea de poziţie este abaterea de la poziţia nominală a unei suprafeţe, a axei
acesteia, a unui profil sau plan de simetrie faţă de baza de referinţă sau abaterea de la
poziţia nominală reciprocă a unor suprafeţe, a axelor acestora, a unor profile sau a planelor
de simetrie.
Toleranţa de poziţie este zona determinată de abaterile limită de poziţie (dublul
abaterii limită superioare de poziţie, dacă cele două abateri limită sunt egale şi de semn contrar).
4) Abaterea de bătaie reprezintă diferenţa dintre cea mai mare şi cea mai mică
distanţă de la punctele profilului real la baza de referinţă.
Toleranţa de bătaie este zona determinată de abaterea limită de bătaie (valoarea
maximă admisă a abaterii de bătaie).
Tabelul 8.12
Tabelul 8.13
Denumire Simbol
Indică elementul tolerat
direct
indirect (printr-o literă) A
Indică baza de referinţă
direct
indirect (printr-o literă) AA
Bază de referinţă parţială 2
A1
Cotă teoretic exactă 30
Zonă de toleranţă prelungită P
Condiţie de maximum de material M
Tipul
toleranţ
ei
Denumire Simbol
Tipul
toleranţ
ei
Denumire Simbol
Tole
ranţe
de
form
ă
Toleranţă la rectilinitate Tol. de
orientare
Toleranţă la paralelism
Toleranţă la planitate Tol. la perpendicularitate
Toleranţă la circularitate Toleranţă la înclinare
Toleranţă la cilindricitate
Tol. de
poziţie
Tol. la poziţia nominală
Toleranţă de la forma
dată a profilului Tol. la concentricitate şi
la coaxialitate
Toleranţă de la forma
dată a suprafeţei Toleranţă la simetrie
Tol. de
bătaie
Toleranţa bătăii circulare
radiale sau frontale Toleranţa bătăii totale radiale
sau frontale
REPREZENTĂRI GRAFICE INGINEREŞTI
200
În tabelul 8.12 sunt prezentate simbolurile aferente toleranţelor geometrice, iar în
tabelul 8.13, simbolurile suplimentare folosite la înscrierea toleranţelor geometrice.
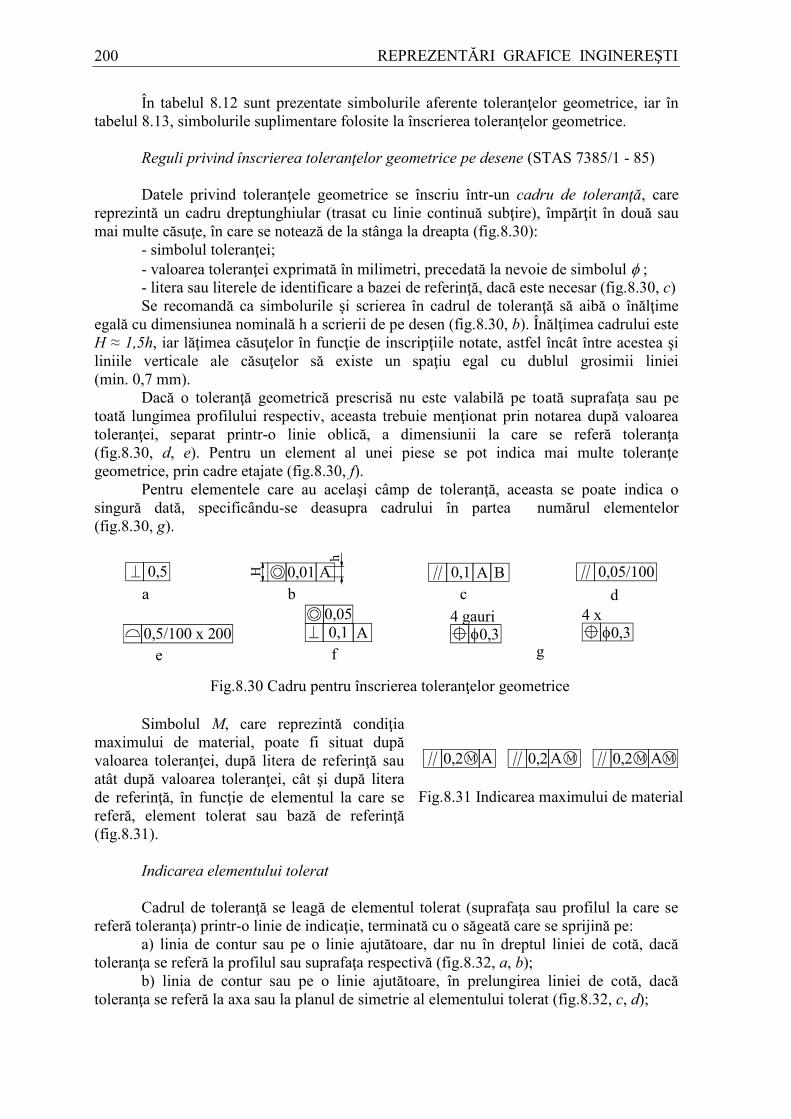
Reguli privind înscrierea toleranţelor geometrice pe desene (STAS 7385/1 - 85)
Datele privind toleranţele geometrice se înscriu într-un cadru de toleranţă, care
reprezintă un cadru dreptunghiular (trasat cu linie continuă subţire), împărţit în două sau
mai multe căsuţe, în care se notează de la stânga la dreapta (fig.8.30):
- simbolul toleranţei;
- valoarea toleranţei exprimată în milimetri, precedată la nevoie de simbolul ;
- litera sau literele de identificare a bazei de referinţă, dacă este necesar (fig.8.30, c)
Se recomandă ca simbolurile şi scrierea în cadrul de toleranţă să aibă o înălţime
egală cu dimensiunea nominală h a scrierii de pe desen (fig.8.30, b). Înălţimea cadrului este
H ≈ 1,5h, iar lăţimea căsuţelor în funcţie de inscripţiile notate, astfel încât între acestea şi
liniile verticale ale căsuţelor să existe un spaţiu egal cu dublul grosimii liniei
(min. 0,7 mm).
Dacă o toleranţă geometrică prescrisă nu este valabilă pe toată suprafaţa sau pe
toată lungimea profilului respectiv, aceasta trebuie menţionat prin notarea după valoarea
toleranţei, separat printr-o linie oblică, a dimensiunii la care se referă toleranţa
(fig.8.30, d, e). Pentru un element al unei piese se pot indica mai multe toleranţe
geometrice, prin cadre etajate (fig.8.30, f).
Pentru elementele care au acelaşi câmp de toleranţă, aceasta se poate indica o
singură dată, specificându-se deasupra cadrului în partea numărul elementelor
(fig.8.30, g).
Simbolul M, care reprezintă condiţia
maximului de material, poate fi situat după
valoarea toleranţei, după litera de referinţă sau
atât după valoarea toleranţei, cât şi după litera
de referinţă, în funcţie de elementul la care se
referă, element tolerat sau bază de referinţă
(fig.8.31).
Indicarea elementului tolerat
Cadrul de toleranţă se leagă de elementul tolerat (suprafaţa sau profilul la care se
referă toleranţa) printr-o linie de indicaţie, terminată cu o săgeată care se sprijină pe:
a) linia de contur sau pe o linie ajutătoare, dar nu în dreptul liniei de cotă, dacă
toleranţa se referă la profilul sau suprafaţa respectivă (fig.8.32, a, b);
b) linia de contur sau pe o linie ajutătoare, în prelungirea liniei de cotă, dacă
toleranţa se referă la axa sau la planul de simetrie al elementului tolerat (fig.8.32, c, d);
0,5 0,01
h
AH
a
0,1 A B 0,05/100
0,5/100 x 200 0,1 A
0,05
0,34 x
0,34 gauri
b c d
e f g
Fig.8.30 Cadru pentru înscrierea toleranţelor geometrice
0,2 AM 0,2 A M 0,2 AM M
Fig.8.31 Indicarea maximului de material
STAREA SUPRAFEŢELOR ŞI PRECIZIA DIMENSIONALĂ
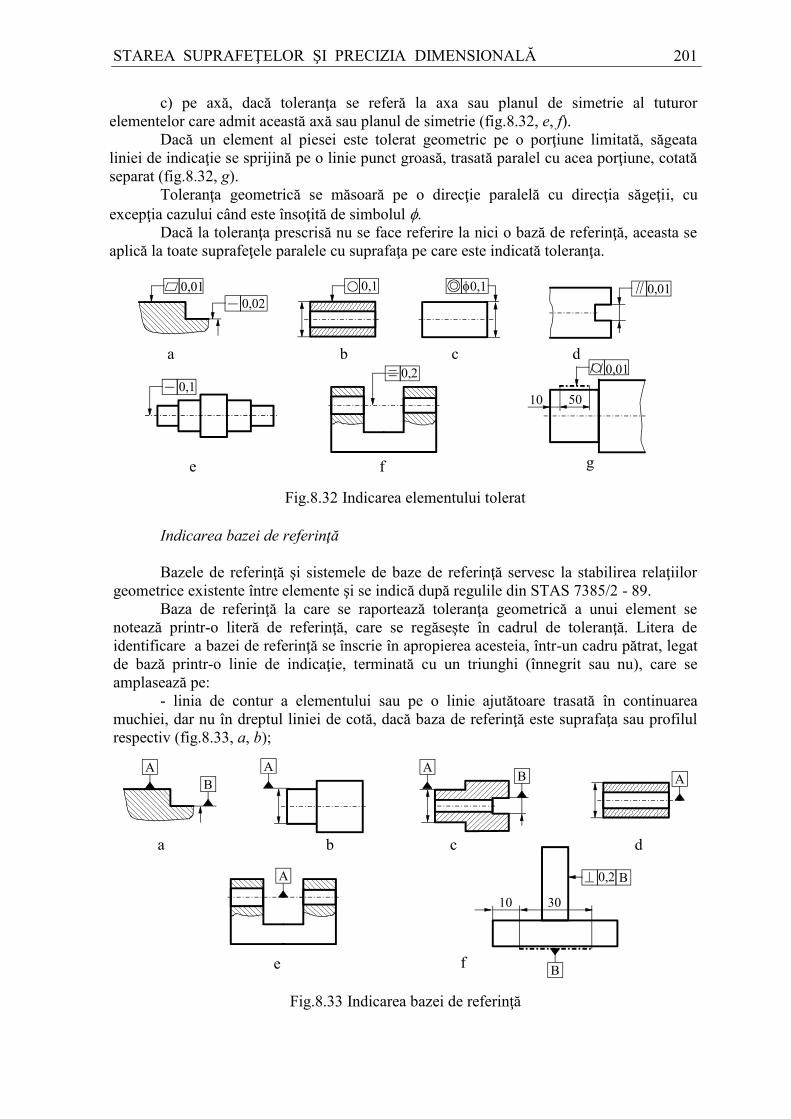
201
c) pe axă, dacă toleranţa se referă la axa sau planul de simetrie al tuturor
elementelor care admit această axă sau planul de simetrie (fig.8.32, e, f).
Dacă un element al piesei este tolerat geometric pe o porţiune limitată, săgeata
liniei de indicaţie se sprijină pe o linie punct groasă, trasată paralel cu acea porţiune, cotată
separat (fig.8.32, g).
Toleranţa geometrică se măsoară pe o direcţie paralelă cu direcţia săgeţii, cu
excepţia cazului când este însoţită de simbolul .
Dacă la toleranţa prescrisă nu se face referire la nici o bază de referinţă, aceasta se
aplică la toate suprafeţele paralele cu suprafaţa pe care este indicată toleranţa.
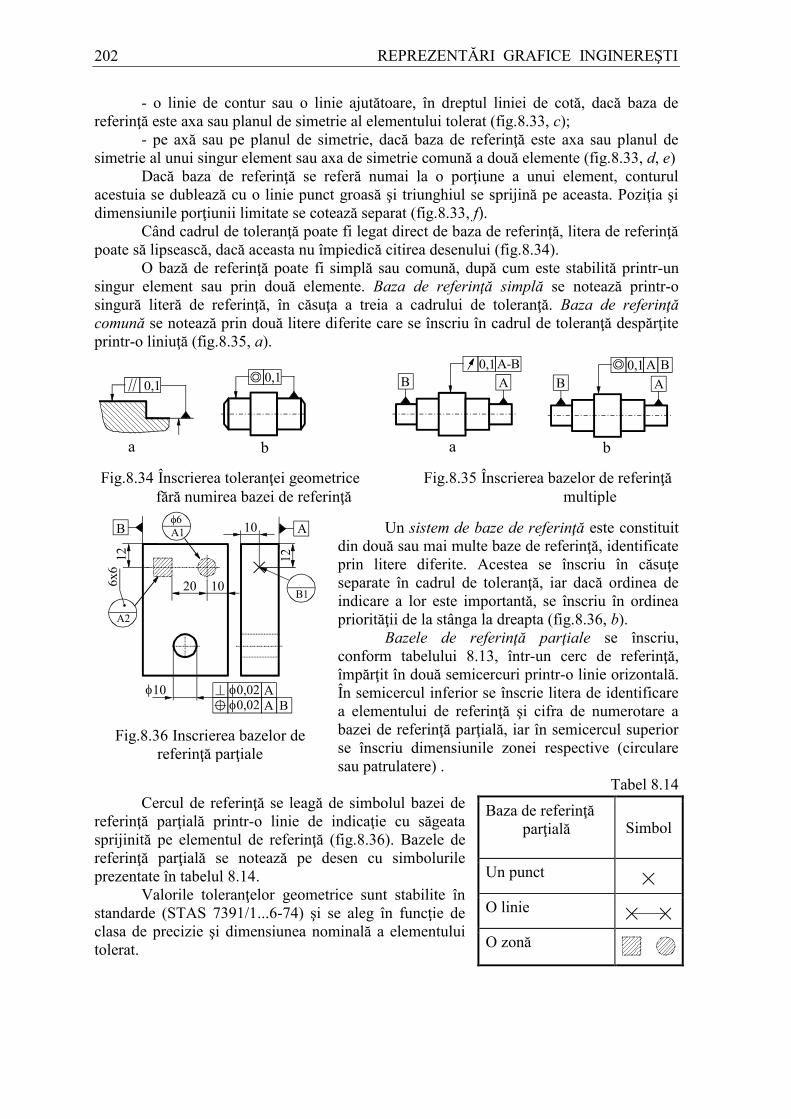
Indicarea bazei de referinţă
Bazele de referinţă şi sistemele de baze de referinţă servesc la stabilirea relaţiilor
geometrice existente între elemente şi se indică după regulile din STAS 7385/2 - 89.
Baza de referinţă la care se raportează toleranţa geometrică a unui element se
notează printr-o literă de referinţă, care se regăseşte în cadrul de toleranţă. Litera de
identificare a bazei de referinţă se înscrie în apropierea acesteia, într-un cadru pătrat, legat
de bază printr-o linie de indicaţie, terminată cu un triunghi (înnegrit sau nu), care se
amplasează pe:
- linia de contur a elementului sau pe o linie ajutătoare trasată în continuarea
muchiei, dar nu în dreptul liniei de cotă, dacă baza de referinţă este suprafaţa sau profilul
respectiv (fig.8.33, a, b);
0,01
0,02
0,1 0,1 0,01
0,10,2
10 50
0,01a b c d
e f g
Fig.8.32 Indicarea elementului tolerat
AA
d
B
A
A
e
BA
f
cba
0,2
3010
B
B
Fig.8.33 Indicarea bazei de referinţă
REPREZENTĂRI GRAFICE INGINEREŞTI
202
- o linie de contur sau o linie ajutătoare, în dreptul liniei de cotă, dacă baza de
referinţă este axa sau planul de simetrie al elementului tolerat (fig.8.33, c);
- pe axă sau pe planul de simetrie, dacă baza de referinţă este axa sau planul de
simetrie al unui singur element sau axa de simetrie comună a două elemente (fig.8.33, d, e)
Dacă baza de referinţă se referă numai la o porţiune a unui element, conturul
acestuia se dublează cu o linie punct groasă şi triunghiul se sprijină pe aceasta. Poziţia şi
dimensiunile porţiunii limitate se cotează separat (fig.8.33, f).
Când cadrul de toleranţă poate fi legat direct de baza de referinţă, litera de referinţă
poate să lipsească, dacă aceasta nu împiedică citirea desenului (fig.8.34).
O bază de referinţă poate fi simplă sau comună, după cum este stabilită printr-un
singur element sau prin două elemente. Baza de referinţă simplă se notează printr-o
singură literă de referinţă, în căsuţa a treia a cadrului de toleranţă. Baza de referinţă
comună se notează prin două litere diferite care se înscriu în cadrul de toleranţă despărţite
printr-o liniuţă (fig.8.35, a).
Un sistem de baze de referinţă este constituit
din două sau mai multe baze de referinţă, identificate
prin litere diferite. Acestea se înscriu în căsuţe
separate în cadrul de toleranţă, iar dacă ordinea de
indicare a lor este importantă, se înscriu în ordinea
priorităţii de la stânga la dreapta (fig.8.36, b).
Bazele de referinţă parţiale se înscriu,
conform tabelului 8.13, într-un cerc de referinţă,
împărţit în două semicercuri printr-o linie orizontală.
În semicercul inferior se înscrie litera de identificare
a elementului de referinţă şi cifra de numerotare a
bazei de referinţă parţială, iar în semicercul superior
se înscriu dimensiunile zonei respective (circulare
sau patrulatere) .
Tabel 8.14
Cercul de referinţă se leagă de simbolul bazei de
referinţă parţială printr-o linie de indicaţie cu săgeata
sprijinită pe elementul de referinţă (fig.8.36). Bazele de
referinţă parţială se notează pe desen cu simbolurile
prezentate în tabelul 8.14.
Valorile toleranţelor geometrice sunt stabilite în
standarde (STAS 7391/1...6-74) şi se aleg în funcţie de
clasa de precizie şi dimensiunea nominală a elementului
tolerat.
Baza de referinţă
parţială Simbol
Un punct
O linie
O zonă
0,10,1
a b
A
0,1A-B
B A
0,1 A
B
B
a b
Fig.8.34 Înscrierea toleranţei geometrice Fig.8.35 Înscrierea bazelor de referinţă
fără numirea bazei de referinţă multiple
B1
0,02 A10
A1
A2
AB
0,02 A B
10
1212
10206x6
Fig.8.36 Inscrierea bazelor de
referinţă parţiale