Embed Size (px)
Citation preview

Superior cut quality and consistencyHyPerformance Plasma cuts fine-feature parts with superior quality and consistency, eliminating the cost of secondary operations.
• HyDefinition® technology aligns and focuses the plasma arc for more powerful precision cutting up to 64 mm (2-1⁄2") on mild steel.
• New HDi™ technology delivers HyDefinition cut quality on thin stainless steel from 3 to 6 mm (12 ga. to 1/4").
• Patented system technologies deliver more consistent cut quality over a longer period of time than other systems available on the market.
Maximized productivity HyPerformance Plasma combines fast cutting speeds, rapid process cycling, quick changeovers and high reliability to maximize productivity.
Minimized operating cost HyPerformance Plasma lowers operating cost and improves profitability.
• LongLife® technology significantly increases consumable life and enables consistent HyDefinition cut quality over the longest period of time.
Unmatched reliability Extensive testing, backed by more than four decades of experience, guarantees the Hypertherm quality you can count on.
The HPR260XD delivers superior HyPerformance cutting across a broad range of application needs, from very thin to heavier thicknesses.
Cut quality over life (260 A)20 mm (3/4") mild steel
ISO range 5:Worst angle observed3.97° to 6.25°
ISO range 4:Worst angle observed1.99° to 3.96°
Numb
er of
consum
able
starts
Lab
test
– 20 s
econd
durat
ion
HPRXD(260 A)
Competitor A(200 A)
Competitor B(250 A)
Mild steel cut capacity
Dross free* 32 mm (1-1/4")Production pierce 38 mm (1-1/2")Maximum cutting capacity 64 mm (2-1/2")Stainless steel cut capacity
Production pierce 32 mm (1-1/4")Maximum cutting capacity 50 mm (2")Aluminum cut capacity
Production pierce 25 mm (1")Maximum cutting capacity 50 mm (2")* Feature and material type can influence dross free performance.
Superior cut quality on mild steel and stainless steel
1000
900
800
700
600
500
400
300
200
100
0
HyPerformance® Plasma HPR260XD®

SpecificationsInput voltages (3-PH) and currents
VAC Hz Amps200/208 50/60 149/144220 50/60 136240 60 124380 50/60 84400 50/60 75415 50/60 75440 60 68480 60 62600 60 50
Output voltage 175 VDCOutput current 260 ADuty cycle 100% at 40°C (104°F) at 45.5 kWPower factor 0.98 @ 45.5 kW outputMaximum OCV 311 VDCDimensions 115 cm (45.1") H, 82 cm (32.1") W,
119 cm (46.7") LWeight with torch 567 kg (1250 lbs)Gas supply Plasma gas Shield gas Gas pressure
O2, N2, F5*, H35**, Air, ArN2, O2, Air, Ar 8.3 bar (120 psi) Manual gas console 8 bar (115 psi) Automatic gas console
* F5 = 5% H, 95% N2
** H35 = 35% H, 65% Ar
Hypertherm, HyPerformance, HPR, HyDefinition, HDi and LongLife are trademarks of Hypertherm Inc. and may be registered in the United States and/or other countries. All other trademarks are the properties of their respective owners.
© 3/2014 Hypertherm Inc. Revision 5 870800
One of Hypertherm’s long-standing core values is a focus on minimizing our impact on the environment. Doing so is critical to our, and our customers’, success. We are always striving to become better environmental stewards; it is a process we care deeply about.
™
Cut with confidence• Hypertherm is ISO 9001: 2000 registered.• Hypertherm’s full-system warranty provides
complete coverage for one year on the torch and leads and two years on all other system components.
• Hypertherm’s plasma power supplies are engineered to deliver industry leading energy efficiency and productivity with power efficiency ratings of 90% or greater and power factors up to 0.98. Extreme energy efficiency, long consumable life, and lean manufacturing lead to the use of fewer natural resources and a reduced environmental impact.
Operating data
MaterialCurrent (amps)
Thickness (mm)
Approximate cutting speed
(mm/min)Thickness (inches)
Approximate cutting speed
(ipm)Mild steel 30 0.5 5355 .018 215O2 plasma 3 1160 .135 40O2 shield 6 665 1/4 25O2 plasma 80† 3 6145 .135 180Air shield 12 1410 1/2 50
20 545 3/4 25O2 plasma 130† 6 4035 1/4 150Air shield 10 2680 3/8 110
25 550 1 20O2 plasma 200† 10 3460 3/8 140Air shield 20 1575 3/4 65
32 750 1-1/2 20O2 plasma 260† 12 3850 1/2 145Air shield 20 2170 3/4 90
32 1135 1-1/2 35Stainless steel 60 3 2770 0.105 120
HDiF5 plasma 4 2250 0.135 95
N2 shield 5 1955 3/16 806 1635 1/4 60
H35 and N2 plasma* 130† 6 1835 1/4 70N2 shield 12 875 1/2 30
20 305 3/4 15H35 and N2 plasma* 200 8 2000 5/16 79N2 shield 12 1800 1/2 70
20 1000 3/4 45H35 plasma 260† 10 2030 3/8 75N2 shield 12 1710 1/2 65
20 1085 3/4 45H35 and N2 plasma* 260† 10 2190 3/8 90N2 shield 12 1790 1/2 65
20 1320 3/4 55Aluminum 130 6 2215 1/4 85H35 and N2 plasma* 12 1455 1/2 55N2 shield 20 815 3/4 35H35 and N2 plasma* 200 8 4350 5/16 171N2 shield 12 3650 1/2 140
20 1050 3/4 50H35 plasma 260 12 4290 1/2 160N2 shield 20 1940 3/4 80
32 940 1-1/4 40† Consumables support up to 45° bevel capability. * H35 and N2 mixed plasma gas requires the use of an autogas console. The operating data chart does not list all processes available for the HPR260XD.
Please contact Hypertherm for more information.
s

Auto gas benefitsFor HPR130XD, HPR260XD, HPR400XD and HPR800XD
HPRXD® auto gas systems enable better hole quality, significant productivity increase and superior cut performance over manual gas systems.
Since 1968, Hypertherm has had a single goal: cut the cost of cutting. The company’s one and only focus is cutting technology. Its single-minded mission is to provide customers throughout the world with the best cutting equipment and service in the industry. That’s why Hypertherm holds more major plasma cutting patents, and has more customers worldwide than any other brand.
HyPerformance® Plasma delivers HyDefinition® cut quality for mild steel and stainless steel with greater consistency, faster cut speeds, longer consumable life and half the operating cost of competing technologies. Hypertherm’s auto gas system facilitates and controls gas input, output, mixing and pressure levels delivering superior cut consistency, True Hole® and Fine Feature™ technologies and the benefits of improved productivity all with minimal operator intervention.
For location nearest you, visit: www.hypertherm.com
™
Hypertherm, HPR, HyPerformance, HyDefinition, True Hole and Fine Feature are trademarks of Hypertherm Inc. and may be registered in the United States and/or other countries. All other trademarks are the properties of their respective owners.
One of Hypertherm’s long-standing core values is a focus on minimizing our impact on the environment. Doing so is critical to our, and our customers’ success. We are always striving to become better environmental stewards; it is a process we care deeply about.
© 7/2014 Hypertherm Inc. Revision 087092D
Improved performance• True Hole®
– Bolt hole quality is delivered automatically without operator intervention
– Narrows the gap with laser hole quality making a plasma suitable for many jobs previously cut with laser
– Virtually eliminates hole taper – Ding is reduced and biased to the outside of the hole• Fine Feature™
– Hypertherm’s Fine Feature settings deliver optimal results when the highest quality fine feature cuts are required
• Gas mixing – Mixed plasma gas capability for stainless steel offers
better quality with the 130–800 A processes across the mid-range thicknesses
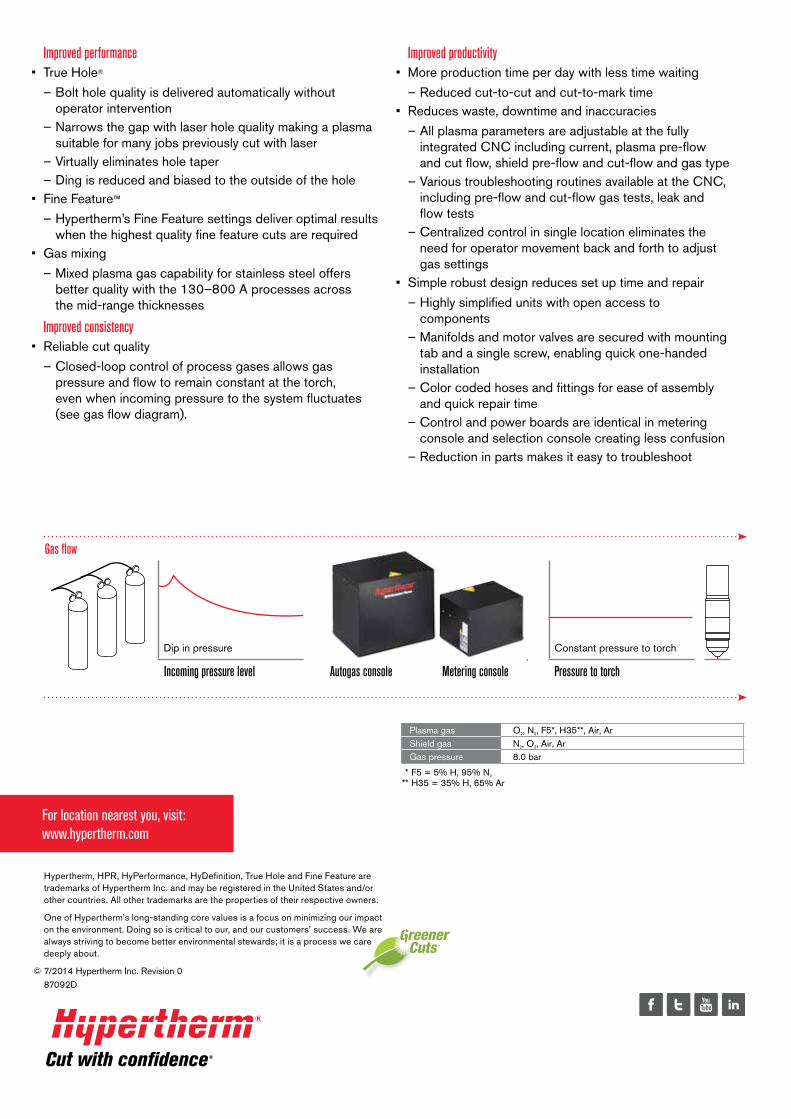
Improved consistency• Reliable cut quality – Closed-loop control of process gases allows gas
pressure and flow to remain constant at the torch, even when incoming pressure to the system fluctuates (see gas flow diagram).
Improved productivity• More production time per day with less time waiting – Reduced cut-to-cut and cut-to-mark time• Reduces waste, downtime and inaccuracies – All plasma parameters are adjustable at the fully
integrated CNC including current, plasma pre-flow and cut flow, shield pre-flow and cut-flow and gas type
– Various troubleshooting routines available at the CNC, including pre-flow and cut-flow gas tests, leak and flow tests
– Centralized control in single location eliminates the need for operator movement back and forth to adjust gas settings
• Simple robust design reduces set up time and repair – Highly simplified units with open access to
components – Manifolds and motor valves are secured with mounting
tab and a single screw, enabling quick one-handed installation
– Color coded hoses and fittings for ease of assembly and quick repair time
– Control and power boards are identical in metering console and selection console creating less confusion
– Reduction in parts makes it easy to troubleshoot
Dip in pressure Constant pressure to torch
Autogas console Metering consoleIncoming pressure level Pressure to torch
Gas flow
Plasma gas O2, N2, F5*, H35**, Air, ArShield gas N2, O2, Air, ArGas pressure 8.0 bar
* F5 = 5% H, 95% N2
** H35 = 35% H, 65% Ar

EDGE® ProShape cutting control
Easy, reliable, performance The EDGE Pro CNC builds on more than 40 years of
Hypertherm’s experience in the cutting industry. Designed to be flexible and easy to use, the EDGE Pro delivers reliable performance for improved profitability. Using Phoenix™ software, this CNC improves cut quality and productivity by delivering our expertise directly to your factory, making it as if you have your best operator on every shift.
Hypertherm’s proprietary Phoenix software is the core operational interface and is common across the entire family of CNCs. The software is designed specifically for the X-Y and bevel cutting market. Through years of cutting experience, Hypertherm engineers have learned the critical parameters to achieve superior quality performance on every part.

Easy to use• UsingthepatentedCutPro® Wizard, even new operators
can be ready to cut production parts in less than five minutes
• LAN/WirelessNetworkandUSBaccessforpartprogramloading and software updates
• Onetouchaccesstosupportingdocumentationincludingcutting optimization tips, consumable change instructions and diagnostic tools in multiple languages
• ConfigurableWatchWindows™enableon-screenreal-timemonitoring of key process performance parameters while cutting
• Integratedcommunicationswithplasmaandtorchheightcontrol systems deliver automated and expert control using installed factory or custom cut charts
• Built-intwo-stationoperator’sconsole,withtactilejoystick,speedpot, and torch position control for easy operation
Reliable• Designedandstresstestedtoensurereliableand
consistent operation in harsh cutting environments
• Aircoolingtoreducestressonelectroniccomponentswithout dust ingress
• Hyperthermplasma,CNC,andTHCmanualsareavailablein multiple languages at the touch of a button. Machine specific user manuals can be added for easy access to critical information
• 2-yearfactorywarranty
• Industrialglasstouchscreenutilizingsurfaceacousticwavetechnology for durability

Performance• Criticalplasma,THCandcuttingmachineparameters
can be controlled in the part program using Part Program Support(PPS)foroptimalandrepeatablecutqualityeveryday, every shift
• Hardwareandsoftwaredesignedforabroadrangeofprocessessuchasoxyfuel,laser,waterjet,markingandplasmacutting,includingtube/pipeandbevelcuttingapplications
• PatentedTrueHole® technology with process verification ensures all operator variables are properly set
• ArcGlide®THCorHyIntensity™FiberLaserconnectivityviaHypernet® communication for easy setup and operation
• Customcutchartscanbecreatedandcontrolledinthepartprogram or made available to the CutPro Wizard
Serviceability• RemoteHelp™quicklyenablesCNC,plasmasystemand
cutting machine diagnosis and repair over the internet reducing the need for on-site visits
• AbilitytoconductHyPerformance® Plasma, Powermax® plasma,andHyIntensityFiberLaserdiagnosticsattheCNC
• Intuitivehardwareservicekithelpsrapidlyisolatesystemerrors
• Built-inoscilloscopefunctionforsystemdiagnostics
• WorldwidenetworkofHyperthermserviceengineersavailable as needed to support cutting machine manufacturer service personnel
Flexible ConfigurationsThe EDGE Pro offers multiple back-door interfaces for table manufacturer integration. Providing two analog and two SERCOSinterfaceoptions,theEDGEProallowsthetablemanufacturer to configure the CNC to match the table design
• Regulatorycertifications:C-Tick,cCSAus,CE,GOST-RandUkrSEPRo

For a location near you, visit: www.hypertherm.com
Plasma torch height control optionsTraditional torch height controls require operators to periodicallyadjustarcvoltagetoensurepropercutheight. Using Hypertherm’s proprietary techniques, theSensor™ THC,SensorTiTHCandArcGlideTHCcontinuouslysamplearcvoltageandautomaticallyadjustarc voltage for proper torch height over the life of the consumables without requiring operator input.
THC features include:• Minimaloperatorinput• Samplearcvoltage• RapidPart™ technology• Programmabletransfer,pierce,andcutheight• AutomatedIHSusingohmiccontactorstallforce• PartProgramSupport(PPS)• Torchbreakawayoptionsincludingcollisiondetection• Builtindiagnostics
Hypertherm,EDGE,Phoenix,CutPro,WatchWindows,TrueHole,ArcGlide,HyIntensity,RemoteHelp,HyPerformance,Powermax,SensorandRapidPartaretrademarksofHyperthermInc.andmayberegisteredintheUnitedStatesand/orothercountries.All othertrademarksarethepropertyoftheirrespectiveowners.
OneofHypertherm’slong-standingcorevaluesisafocusonminimizingourimpactontheenvironment.Doingsoiscriticaltoour, and our customers’, success. We are always striving to become better environmental stewards; it is a process we care deeply about.
© 8/2013HyperthermInc.Revision1870750
™
Improper cut height due to not adjusting arc voltage for electrode wear
Partially worn electrode
Partially worn electrode
Plate contact can damage consumablesUnacceptable cut quality
Consumables discarded prematurely
Proper cut height automatically maintained by the THC
Proper cut height
Proper cut quality
Consumable life and cut quality optimized
Numb
er of
consum
able
starts
(La
b test
– 4-s
econd
durat
ion)
HPRwithouttheoperatoradjustingfor electrode wear
HPRwithpropertorchheight automatically maintainedbytheArcGlide
3500
Number of starts relying on operator intervention for optimized cut quality and consumable life
Cut quality and consumable life optimized automatically without operator intervention due to arc voltage sampling and adjustment
Number of consumable starts with < 0.25 mm (0.010") deviation from proper cut height without operator intervention (130 A) 12 mm (1/2") mild steel
3000
2500
2000
1500
1000
500
0





























