Embed Size (px)
Citation preview
1
HSS SEAM WELDS
by Jeffrey A. Packer1
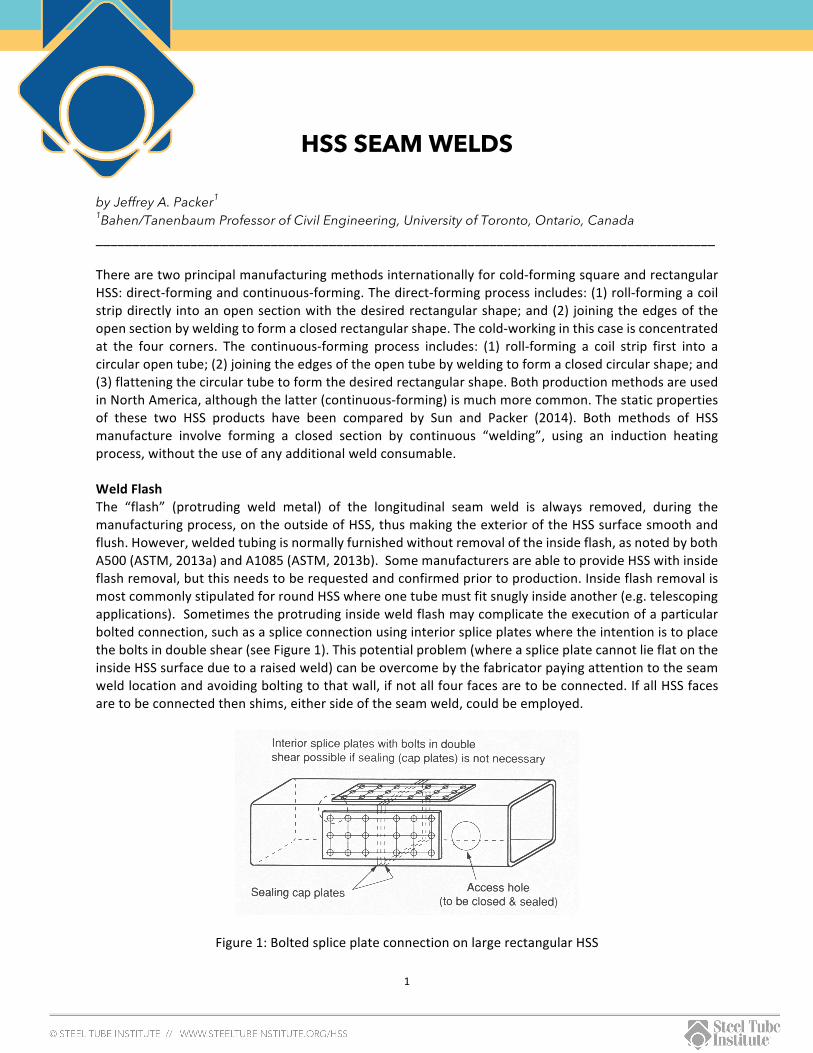
1Bahen/Tanenbaum Professor of Civil Engineering, University of Toronto, Ontario, Canada _____________________________________________________________________________________Therearetwoprincipalmanufacturingmethodsinternationallyforcold-formingsquareandrectangularHSS:direct-formingandcontinuous-forming.Thedirect-formingprocessincludes:(1)roll-formingacoilstripdirectly intoanopensectionwiththedesiredrectangularshape;and(2) joiningtheedgesoftheopensectionbyweldingtoformaclosedrectangularshape.Thecold-workinginthiscaseisconcentratedat the four corners. The continuous-forming process includes: (1) roll-forming a coil strip first into acircularopentube;(2)joiningtheedgesoftheopentubebyweldingtoformaclosedcircularshape;and(3)flatteningthecirculartubetoformthedesiredrectangularshape.BothproductionmethodsareusedinNorthAmerica,althoughthelatter(continuous-forming)ismuchmorecommon.Thestaticpropertiesof these two HSS products have been compared by Sun and Packer (2014). Both methods of HSSmanufacture involve forming a closed section by continuous “welding”, using an induction heatingprocess,withouttheuseofanyadditionalweldconsumable.WeldFlashThe “flash” (protruding weld metal) of the longitudinal seam weld is always removed, during themanufacturingprocess,ontheoutsideofHSS,thusmakingtheexterioroftheHSSsurfacesmoothandflush.However,weldedtubingisnormallyfurnishedwithoutremovaloftheinsideflash,asnotedbybothA500(ASTM,2013a)andA1085(ASTM,2013b).SomemanufacturersareabletoprovideHSSwithinsideflashremoval,butthisneedstoberequestedandconfirmedpriortoproduction.InsideflashremovalismostcommonlystipulatedforroundHSSwhereonetubemustfitsnuglyinsideanother(e.g.telescopingapplications).Sometimestheprotrudinginsideweldflashmaycomplicatetheexecutionofaparticularboltedconnection,suchasaspliceconnectionusinginteriorspliceplateswheretheintentionistoplacetheboltsindoubleshear(seeFigure1).Thispotentialproblem(whereaspliceplatecannotlieflatontheinsideHSSsurfaceduetoaraisedweld)canbeovercomebythefabricatorpayingattentiontotheseamweldlocationandavoidingboltingtothatwall,ifnotallfourfacesaretobeconnected.IfallHSSfacesaretobeconnectedthenshims,eithersideoftheseamweld,couldbeemployed.
Figure1:BoltedspliceplateconnectiononlargerectangularHSS

2
WeldinCornerRegionsIthasbeengenerallyacceptedbyHSSmanufacturersthatlongitudinalseamweldsshouldnotlieinthecornerregionsofsquareandrectangularHSS.Thereisessentiallyalackofevidenceandtestingtosupportcorner seamwelds, in general structural applications. Although corner seamswere notmentioned inASTMA500-10,inASTMA500-13Clause6.3wasaddedtospecificallystipulatethat…“Theweldshallnotbe locatedwithintheradiusof thecornersofanyshapedtubeunlessspecifiedbythepurchaser”. InASTMA1085-13,however,thisprohibitionoftheseamweldinthecornerisnotincluded–yet.Thus,aweldseamlocatedbeyondthetangentpointofanHSS“flat”iscauseforrejectionofASTMA500material,butnotASTMA1085material.Through-ThicknessWeldingHSS manufacturers also generally concur that the longitudinal weld should fuse the HSS across thecompletewall thickness.ASTMA500-13,however,only requires that…“The longitudinalbutt jointofweldedtubingshallbeweldedacrossitsthicknessinsuchamannerthatthestructuraldesignstrengthofthetubingsectionisassured”.Sincethisspecificationnotesthat…“Forsquareandrectangulartubing,thewallthicknessrequirementsshallapplyonlytothecentersoftheflats”(whichwouldnotbeconstruedasincludingaweldlocation),theamountofrequiredthrough-thicknessweldfusionisnotspecified.Aslightconcavityisnotuncommonthough,asshowninFigure2,andtherearenoacceptanceorrejectioncriteriawithASTMA500forthedegreeoffusion,ormis-alignmentofedgeseithersideoftheweld.
Figure2:LackofcompleteweldfusionthroughtheHSSthickness

3
Somecasesofpoorweldfusionhavebeenfoundinthepast,asillustratedinFigure3.Extremecasesareevidentvisually,butpartiallack-of-fusioncangenerallybedetectedbyUT.
Figure3:DefectiveseamweldswithimportedHSS(DivisionoftheStateArchitect,California,2007)
SinceASTMA500stipulatesthattheHSS…“shallbeweldedacrossitsthicknessinsuchamannerthatthestructuraldesignstrengthofthetubingsectionisassured”,thedegreeofthrough-thicknessconnectionthat isrequireddependsontheHSS loading. If loaded inpurecompression,asanaxiallycompressedcolumn,only intermittentpartial connection is required–sufficient for themember toachieveglobalflexural buckling without suffering from local buckling of the open cross-section between points ofconnection.ThishasbeenillustratedexperimentallybycolumntestsinwhichtheHSSwasslitopenalongitslength,tosimulatezerothrough-thicknessconnectionbya“seamweld”,andthenloadedtofailureinaxial compression (Figure 4). Providing the open section was joined intermittently, across the free-standingedges,atreasonable(calculated)distances,globaloverallbucklingcouldbeattained.

4
(a) (b)
Figure4:Large-scaleHSScolumncompressiontests(UniversityofToronto)onslit-opensectionstoillustrate:(a)globalflexuralfailure,withintermittentpatching;(b)possiblelocalbucklingfailure
betweenpointsofdistantinter-connection
While even an extreme case of zero through-thickness weld fusion can be repaired, by intermittentpatches,toserveasanaxiallyloadedHSScolumn,itisclearlydangeroustoassumethatsuchamemberwouldbeadequateundermanyotherloadingconditions,andespeciallyatconnections.ASTMA1085-13,ontheotherhand,statesthat…“Thelongitudinalbuttjointofweldedtubingshallbeweldedacrossitsthickness”.Thus,withthisnewhigherperformancespecification,anythrough-thicknessweldfusionlessthan100%iscauseforrejection.

5
ReferencesASTM. 2010. “Standard Specification for Cold-FormedWelded and Seamless Carbon Steel StructuralTubinginRoundsandShapes”,ASTMA500/A500M–10,ASTMInternational,WestConshohocken,PA.ASTM. 2013a. “Standard Specification for Cold-FormedWelded and Seamless Carbon Steel StructuralTubinginRoundsandShapes”,ASTMA500/A500M–13,ASTMInternational,WestConshohocken,PA.ASTM.2013b.“StandardSpecificationforCold-FormedWeldedCarbonSteelHollowStructuralSections(HSS)”,ASTMA1085–13,ASTMInternational,WestConshohocken,PA.Sun,M.andPacker,J.A.,2014.“Direct-FormedandContinuous-FormedRectangularHollowSections–ComparisonofStaticProperties”,JournalofConstructionalSteelResearch,Vol.92,pp.67-78.April2014










![Seam - ####### [###20080327] - JBoss...Table of Contents JBoss Seam## .....xi 1. Seam ## .....1](https://img.dokumen.tips/doc/110x75/60d604b5fa8e121d9f6a07dc/seam-20080327-jboss-table-of-contents-jboss-seam-xi.jpg)


















