Embed Size (px)
Citation preview

High Temperature Tribology and Wear
Jens HardellAssociate Professor
Head of DivisionDivision of Machine Elements

Division of Machine Elements
Tribo-materials
15 senior researchers20 PhD students
TribologyFrictionWear
Lubrication
Modelling and simulation
Lubrication and lubricants
Biotribology
Tribo-condition monitoring and control
Vehicles and machine components

HT Research Resources and InfrastructureReciprocating friction and wear up to 900 °C
Pin-on-disc up to 700 °C
Nanoindentation up to 750 °C
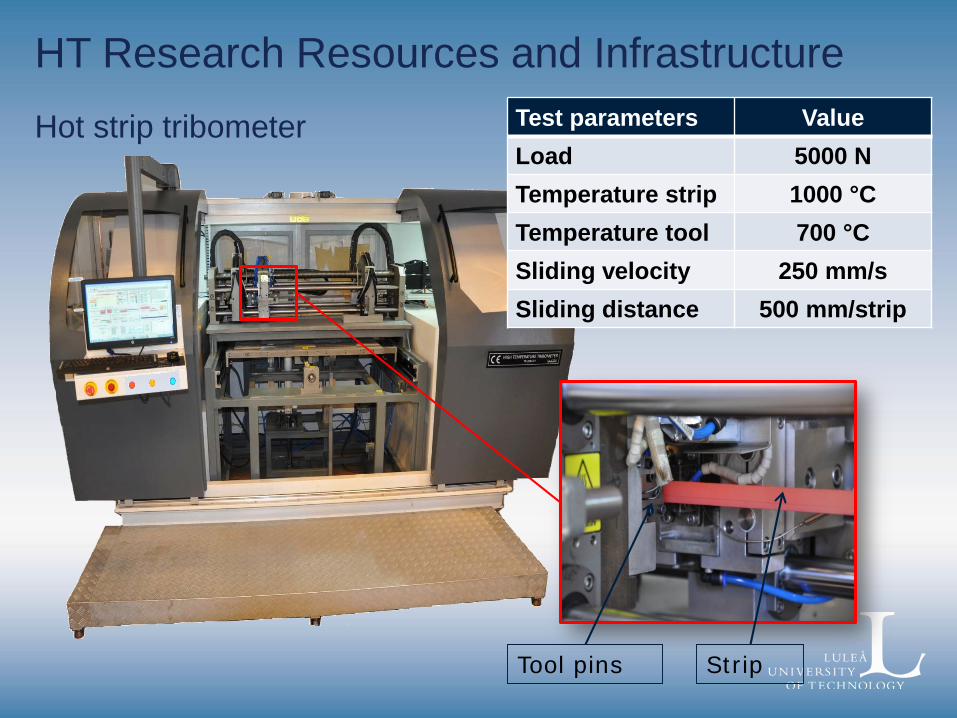
HT Research Resources and InfrastructureHot strip tribometer
StripTool pins
Test parameters ValueLoad 5000 NTemperature strip 1000 °CTemperature tool 700 °CSliding velocity 250 mm/sSliding distance 500 mm/strip

BackgroundHigh temperature tribology – a complex process
FN
vslideHeat
conduction
Oxidation
Diffusion
Thermal fatigue
Thermal softening
Microstructural changes
Abrasion
Adhesion

Tribology in hot stamping
vslide F N
Fμ (T)=?
Wear behaviour?
Process economy
Quality
Reduce galling
Minimise wear
Friction control
Surface engineering
Surface quality of component
Tribology in hot forming

Aim and objectivesAims
– Enhanced understanding of the effect of temperature on friction and wear processes
– Efficient friction control and minimised wear at high temperatures
Objectives– To experimentally characterise and understand the tribological
behaviour of hot forming tool steels and ultra high strength boron steel both room and elevated temperatures
– To investigate and understand the mechanisms governing friction and wear at different temperatures
– To explore the potential of certain surface modification technologies

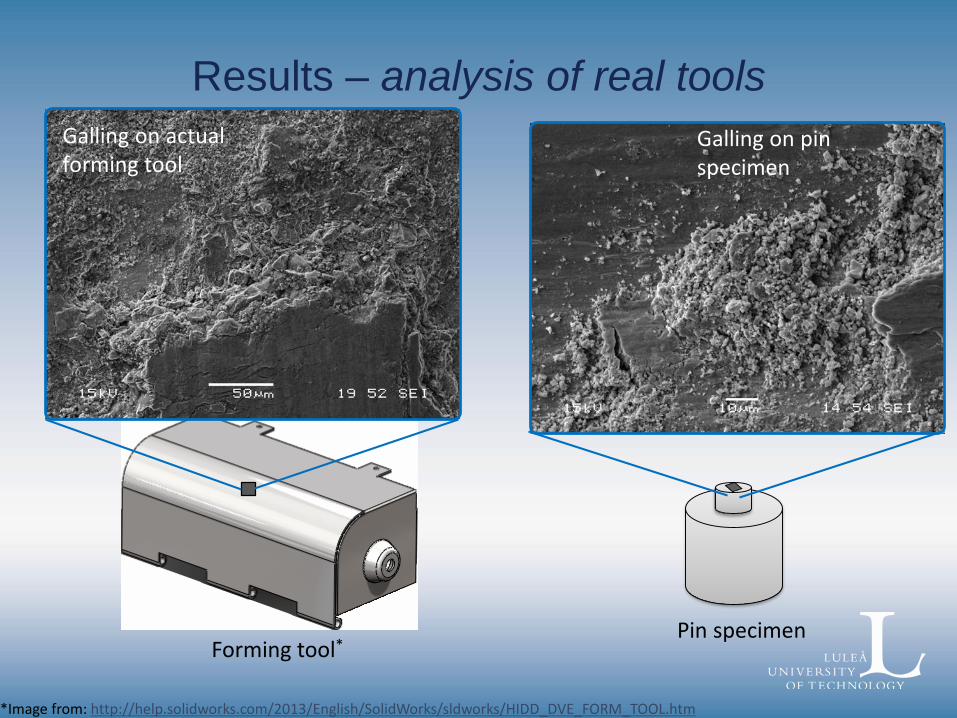
Results – analysis of real tools
• Forming of Al-Si coated steel severely affected by galling – Tool surface altered by transferred material– Negative effect on formed components– Increased maintenance costs and downtime
Results – analysis of real tools
Forming tool*Pin specimen
Galling on actual forming tool
Galling on pin specimen
*Image from: http://help.solidworks.com/2013/English/SolidWorks/sldworks/HIDD_DVE_FORM_TOOL.htm

Results – effect of contact pressure and surface roughness on galling

Results – effect of contact pressure and surface roughness on galling

Results – effect of contact pressure and surface roughness on galling
• Sliding parallel to surface lay significantly reduces galling
• Debris pushed out of the contact– Observed accumulation of debris at the edge
Perpendicular sliding Parallel sliding
10 MPa
0
10
20
30
40
50
60
Perpendicular tosurface lay
Parallel tosurface lay
Cov
ered
are
a (%
)

Future research needs
• Tribological performance of “new” workpiece materials and sheet coatings
• Development and characterization of surface engineering for hot forming tools
• High temperature lubrication – understanding mechanisms and formulating customized products








![Modeling and simulation in tribology across scales: An overvie · Wear Lubrication Tribochemistry 1. Introduction The word tribology introduced in the famous Jost report of 1966 [1]](https://img.dokumen.tips/doc/110x75/5fada8d8950fba58d4195bfd/modeling-and-simulation-in-tribology-across-scales-an-wear-lubrication-tribochemistry.jpg)




















