Embed Size (px)
Citation preview

Journal of Loss Prevention in the Process Industries 14 (2001) 307–328www.elsevier.com/locate/jlp
GreenPro: a new methodology for cleaner and greener processdesign
Faisal I. Khan a,*, B.R. Natrajan b, P. Revathi c
a Faculty of Engineering and Applied Science, Memorial University of Newfoundland, St John’s, Newfoundland, Canada, A1B 3X5b DLPD, BITS–Pilani, Pilani 333 031, Rajasthan, India
c Chemical Engineering Group, BITS–Pilani, Pilani 333 031, Rajasthan, India
Abstract
Chemical and allied industries have shown interest in reducing pollution by implementing cleaner technologies or processes thatuse, or generate, lower amounts of or less harmful pollutants. However, abatement processes are still required at many plants toreduce the discharge of pollutants at the end-of-the-pipe. It has been observed many times that efforts made to optimise the abatementprocess reduce the quality and/or quantity of waste discharge at the end-of-the-pipe, but increase the total environmental burdenand impact. Therefore, it is very important to consider the environmental burden and adverse impacts caused due to any changeor modification in the process and allied facilities for the complete system (up- and downstream of the process). Moreover, thesemeasures have generally been taken only after fully fledged design of the process or at the operating stage, thus making thepreventive/abatement measure a costly affair. Therefore, there is great need for a design process (applicable to the early design anddecision-making stages) that not only considers economy and technology as the basic input for the design, but also considersenvironmental soundness as one of the important parameters.
This paper proposes a systematic methodology for process design that considers the assessment and minimisation of the environ-mental impacts of the complete process system (including upstream processes). It incorporates life cycle analysis (LCA) principleswithin a formal design process and optimisation framework. This proposed process design methodology with minimum environmen-tal impact extends to a complete description of the environmental impact of the process and its associated activities. It has goodreal-life application potential, as it includes environmental objectives together with technology and economics at the design stageso as to determine a cost-efficient solution. Further, by employing process modelling and optimisation techniques, it yields optimaldesign/operating conditions with minimum environmental impact.
The applicability of the proposed methodology has been demonstrated through a real case study. The most interesting observationmade in the case study is that the total cost of the optimised operation is minimum when the process is designed and optimisedconsidering the global boundary (the “cradle to the grave” approach) in contrast to the conventional boundary (process boundary). 2001 Elsevier Science Ltd. All rights reserved.
Keywords: Cleaner production; Environmental modelling; Cleaner design; Life cycle analysis (LCA)
1. Introduction
Until recently, environmental solutions to processingfacilities were in the form of end-of-pipe pollution con-trol strategies. These are peripheral solutions that focusprimarily on chemical, biological and physical treatmentof terminal streams. The result has been waste treatmentsolutions that reduced the toxicity and volume of unde-sirable pollutants in industrial discharges. Although
* Corresponding author. Tel.: +1-709-737-4891.E-mail address: [email protected] (F.I. Khan).
0950-4230/01/$ - see front matter 2001 Elsevier Science Ltd. All rights reserved.PII: S0950- 42 30 (00)00 04 7- 4
these pollution control strategies have resulted in reduc-ing negative environmental consequences of processingfacilities, they focused on the symptoms and not the truecauses of the environmental problems. Therefore, theylacked cost-effectiveness and sustainability. Increasedscientific and public awareness over the effects of indus-trial activities on the environment has led the processindustries to find ways of reducing the environmentalimpact of their operations. In this context, the ideas ofwaste minimisation and pollution prevention havebecome everyday language in the process industry andchemical/process engineering literature. The possibilitiesfor improvement of environmental performance through

308 F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
analysis of plant mass balances, improved housekeepingaround the existing processes, and finally process rede-sign, have led some to speculate that a zero-emissionplant will one day be the norm. Many articles reportsuccessful case studies, and several guides on minimis-ation and pollution prevention are available (The Haz-ardous Waste System, 1987; Overcash, 1986). Theirapproach involves ranking waste minimisation alterna-tives and proposing practical techniques that can beapplied to waste generation problems such as technologyreplacement, source reduction by process changes andenvironment modifications, and on-/off-site recycling ofwaste materials.
It has recently been recognised that sustainable wastereduction must be based on insightful pollution preven-tion that is founded on a thorough understanding of thetechnical and economic issues of the process. Thisapproach enables engineers to address the root cause ofthe environmental problems at the heart of the process.
The recent developments provide systematicapproaches to evaluate the optimal way to cut downwaste generation by the process (i.e., to reduce emissionswaste); however, they do not commonly account for thewaste associated with inputs to the process (such aswastes associated with raw materials and energy gener-ation, capital plant, etc.). It is evident that by employingenergy and mass discharges, process emissions can bereduced — however, it does not necessarily follow thatthe total environmental impact of the process is reduced,since the wastes associated with the production of energymay in fact outweigh the original emissions problem.In a similar way, purer starting materials or improvedcatalysts may lead to less emissions from the processunder consideration, but may incur a greater overalldegree of environmental damage through the rawmaterial purification or catalyst production stages.
Another key point not directly addressed to date bymost waste minimisation or design methodologies is thesystematic quantification of the environmental impact ofprocess wastes. Generally, most techniques have beenconfined to systems in which the environmental impacthas been measured in terms of the mass discharge of aspecies (e.g., phenolics). In cases where different kindsof wastes are emitted from a process, any sensible wasteminimisation approach would need to group these emis-sions in some consistent way.
Some of these issues have been partly addressed inthe field of life cycle analysis (LCA). This is a method-ology aimed at quantifying the full range of environmen-tal impacts of a product, and its material and processinputs, over its complete life cycle, encompassingextraction and processing of raw materials, manufactur-ing, transportation and distribution, use/re-use/maintenance, recycling and final disposal. Tradition-ally, life cycle assessment has been product-focused and
rarely been applied to analyse and improve the perform-ance of a process facility.
The aim of this work is to develop a detailed method-ology for process design that considers assessment andminimisation of the environmental impact of processsystems by embedding life cycle analysis principleswithin a formal process design and optimisation frame-work. It has implications to process synthesis as itincludes environmental objectives together with tech-nology and economics at the design stage, so as to deter-mine cost-efficient solutions. Employing the LCA toolwith process modelling and optimisation techniquesyields optimal design/operating conditions along withminimum environmental impact.
This paper presents a brief review on the use of LCAand pollution prevention in the process industries. It sub-sequently details the proposed methodology for a greenand clean process design. The applicability of the meth-odology has been demonstrated through a case study.
2. Past attempts to model waste minimisation andlife cycle assessment
There have been many initiatives by the chemicalindustry to reduce pollution by implementing cleanertechnologies or processes that use, or generate, loweramounts of or less harmful pollutants. However, abate-ment processes are still required at many plants to reducethe discharge of pollutants at the end-of-the-pipe. Typi-cal legislation focuses on increasing emission constraintsas a vehicle to achieve improvements in the environ-ment, since this seems to be the most direct approachthat can be enforced and regulated. In response, industryfocuses on minimising treatment costs subject to the dis-charge limits imposed by legislation. It has beenobserved many times that the efforts made to optimisethe waste treatment process reduce the quality and/orquantity of waste discharge at the end-of-the-pipe, butincrease the total environmental burden and impact.Therefore, it is very important to consider the environ-mental burden and adverse impacts caused due to anychange or modification in the process and allied facili-ties. This is possible only when there is a clear under-standing of the relationship among the differentdesign/operating parameters with the environment. How-ever, there is no general theory to describe the relation-ship between process inputs (i.e., electricity, steam, rawmaterials, etc.) and the degree of pollution abatement.Recently, Hernandez, Pistikopoulos, and Livingston(1998) proposed a framework to examine waste-watertreatment technologies in relation to the degree of pol-lution abatement. The main steps of this examination areas follows:
1. develop cost-optimised models for the process plant

309F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
that can be used to find complete mass and energybalances for the processes;
2. generate an inventory of pollutants, including bothemissions arising due to incomplete abatement anddischarges associated with process inputs; and
3. assess the environmental impact of the entire systemby use of an appropriate environmental metric.
This cost-optimisation framework attempts to representthe behaviour of industry and legislators, and is used asvehicle to explore the relationship between processinputs and discharge limits in waste-water treatment pro-cesses.
Douglas (1992) extended his hierarchical design pro-cedure to include waste minimisation issues, by generat-ing technological alternatives to reduce/eliminate pol-lution sources. Simultaneously, Petela and Smith (1991,1992) distinguished between process wastes (producedin reactors and separation systems) and utility wastes(associated with hot and cold utilities), and proposed aframework to estimate these wastes. Flower, Bikes, andJhonson (1993) introduced the idea of graphical massbalance — a visual means of mass balance manipu-lations for an initial screening of processes not com-plying with environmental regulations.
El-Halwagi and Manousiouthakis (1989a,b, 1990a,b)introduced the concept of mass pinch as a tool to derivecost-optimal mass exchange networks with minimumemissions waste. Developments in this area are summar-ised in the review paper by Manousiouthakis and Allen(1994). Based on the same concepts, Wang and Smith(1994) developed a method to obtain design targets forminimum waste-water generation in process plants.Recently El-Halwagi and co-workers (1998, 1999) andEl-Halwagi & Noureldin (1999) proposed an interval-based targeting procedure for waste minimisation. Theprocedure incorporates the energy and material inputsand subsequently minimises the waste generationthrough recycling of the target stream or species back tothe process or selecting a replacement of the same witha less severe one.
Stephanopolous, Linninger, Stephanopolous, Ali, andHan (1994) introduced the concept of zero avoidablepollution (ZAP) in their design toolkit for batch pro-cesses. Computer-based pollution prevention tools havestarted to emerge (CPAS, Hertz, Radecki, & Rogers,1994; Petrides, Abeliotis, & Mallick, 1994). Pistiko-poulos, Stefanis, and Livingston (1996) have proposeda methodology for minimum environmental impactanalysis. The methodology proposes a systematic pro-cedure to estimate various environmental impacts, theseenvironmental impacts later being minimised for a parti-cular process through a cost function (a function thatrepresents the relation between impacts and processmodel). This methodology excludes material and energyinput into the system as options for waste minimisation.
Azapagic and Clift (1999a,b,c,d,e) in their latest publi-cations have demonstrated the applicability of LCA invarious process- and product-related activities. Azapagic(1999) and Azapagic and Clift (1999b,c) have discussedthe application of LCA in process performance evalu-ation for various boron products. Evaluation andoptimisation of environmental burdens and impact havebeen done for different ranges of boron products by theuse of LCA.
Manousiouthakis and Allen (1994) have discussedprocess synthesis in relation to waste minimisation.Various techniques such as heat exchanger network,reactor network synthesis, separator network synthesisand mass exchanger network synthesis have been briefedand their use in minimising the waste has been dis-cussed. However, the work does not touch upon how todesign a process using this synthesis network, and alsodoes not provide any information on the material andenergy use in relation to process design.
Hernandez et al. (1998) discussed the need to estimatethe optimal degree of pollution abatement. They havefurther proposed a mathematical model to minimise theenvironmental impacts that are subsequently used fordeciding the optimal degree of pollution abatement. Thebasic concept behind this approach was based on thework of Rossiter (1995), Curran (1995) and Stefanis,Livingston, and Pistikopoulos (1995). Basic work onsustainable design using the waste reduction (WAR)algorithm is reported by Young and Cabezas (1999).They have used the WAR algorithm on the processboundary for minimising waste. These authors are of theopinion that any measure of waste reduction or impactminimisation requires modification of either the process,operation, operating conditions, material or energy input.The impact of any corrective measure (minimisationquality and/or quantity of waste) may be beneficial fromthe process point of view, but the modification requiredto achieve this might cause a more severe environmentalimpact or burden outside the boundary of the process.Therefore, it is essential for any waste minimisation orimpact minimisation exercise to consider a larger bound-ary, which means the process along with the life cycleof the material and energy input to the process.
It is concluded from the above discussion that sub-stantial work has been reported on pollution prevention,waste minimisation and LCA applications. However,most of these studies are confined to the later stage ofdesign and do not consider environmental impact or bur-dens outside the process boundary. This work is anattempt to propose a systematic methodology for thedesign of greener and cleaner processes and plants con-sidering the global boundary. It is achieved through:
� the use of LCA at the early stage of design to considerthe wider boundary (process along with the materialand energy inputs);

310 F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
� the use of a waste minimisation algorithm forenvironmental burden/impact minimisation; and
� the use of multi-objective optimisation for design anddecision-making.
3. GreenPro: a methodology for green and cleanprocess design
Designing a process plant involves consideration of anumber of constraints. These constraints are interactiveand dictate the total design process (Fig. 1). It is shownin Fig. 1, and is also evident from past studies, that earlyconsideration of environmental performance as a con-straint of design leads to cost-optimal, green and cleandesign.
The early stages, such as route selection, conceptualdesign and process design, provide the greatest opport-unities for the identification of inherently clean andgreen processes. The later stages of design (detailing ofprocess and equipment, etc.) tend to have limited influ-ence on environmental performance if this step is carriedout competently (Ohba, 1997).
In developing performance measures for the environ-mental performance of a design option, a number of cri-teria need to be applied.
� The measure should be unbiased with perfect inputdata.
Fig. 1. Various design constraints involved in the process plant design.
� The measure should be complete. For example, anoverall measure of process impact should include thecontributions of intended, fugitive and accidentalreleases where these are significant.
� The measure should be meaningful and should be pro-portional to the effect on the environment.
� The measure should be relevant to any regulatoryconstraints.
� The measure should be transparent and should beapplicable in such a way as not to make the processexcessively expensive or impossible.
These criteria define an ideal situation, and somecompromise is inevitable, especially in the early stagesof design when reliable data are limited. Some examplesof measures of performance that can be used duringdesign are described in Table 1. The list is not intendedto be exhaustive, but does include the main approachesto represent environmental performance (Sharrta, 1999).
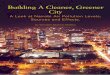
Considering the above-mentioned constraints, a newmethodology has been proposed to design clean andgreen processes. The methodology is named GreenPro.It is based on the life cycle assessment of the processwithin the global boundary. A diagrammatic represen-tation of the GreenPro approach is presented in Fig. 2.The algorithm of the GreenPro methodology comprisesfour main steps, which are listed as:
Step 1 — LCA of the selected process;

311F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
Table 1Selected measures relevant to environmental performance
Measure Description Applicability
Atom efficiency Proportion of atoms in raw materials appearing in the Screening of alternative chemical routes (route selectionfinal product stage); measure of inherent route efficiency
Environment load factor ELF=(weight of waste)/(weight of the product) Route selection and conceptual design(ELF)Waste ratio Waste ratio=waste/all products×100% Route selection and conceptual designWeighted weight measure Overall index=sum of(release rate×harm factor of Measure of process performance used in waste minimisation
each substance) and process designBurden/impact factor Contribution of process release to defined harm Process route selection and measure of performance of any
category such as global warming, ozone depletion, processetc.
BPEO index Contribution of process release to concentrates at Detailed assessment of process in its intended location;receptor; one index value is calculated for each require sufficient information prior to applicationrelease into each medium
Release concentration Concentration of the pollutant at defined location Relevant to comply with regulation; relevant when releaseconcentration relates directly to harm
Release amount Amount of the pollutant released Relevant to comply with regulation; relevant when releaseconcentration relates directly to harm
Energy Energy content of the product in both raw materials Life cycle comparison of materialsand imported energy
BOD Measure of organics in water, expressed as demand Useful aggregation for aquatic release — relates directly toof oxygen for degradation of the organics present in harm by oxygen depletion; relevant to the calculation ofwater load in waste water treatment
Critical volumes Volume of the receptor that is polluted to reference Means of comparing the release of different compoundslevel by the release
LC50 Concentration lethal to 50% of a chosen organism Relevant to accidental release in large quantitiesEnvironmental quantity Acceptable concentration of material in the Relevant to normal release into the environmentstandard (EQS) environment leading to negligible harm
Step 2 — formulation of the design and optimisationproblem in the context of LCA;Step 3 — multi-objective optimisation (MO) onenvironmental and economic criteria; andStep 4 — multi-criteria decision analysis and choiceof the best compromise solution.
The first step in this procedure involves complete LCAof the system, using ISO methodology (Manuscript ofISO/DTS 14041, 1997). An appropriate LCA software,e.g., PEMS (PIRA International, 1998) or TEAM(Ecobalance, 1998), can be used to carry out materialand energy balances and to quantify the burdens andimpacts along the life cycle of the raw material, processaction, waste generation, etc. The material and energybalances for the process (boundary a in Fig. 3) can becarried out within existing design software and thesedata can then be fed into the LCA software. The datafor the other parts of the system (boundary b in Fig. 3)can be sourced from a database, which is normally anintegral part of the LCA software. A brief description ofLCA (Step 1) is presented below; for details please referto ISO (Manuscript of ISO/DTS 14041, 1997).
3.1. Step 1: life cycle assessment
Although the use of LCA has traditionally been ori-ented towards improving the environmental performance
of products, several authors have recently demonstratedthe previously unexplored potential of LCA as a tool forprocess selection (Azapagic & Clift, 1999a; Boustead,1996; Castells, Aelion, Abeliotis, & Petrides, 1996;Manousiouthakis & Allen, 1994) and process design. Amore detailed exposition of the application of LCA toprocess selection and design is given elsewhere(Azapagic, 1999). Here, the focus is on the use of LCAfor design process and optimisation.
Life cycle assessment represents an approach nor-mally used in selection and design processes. Althoughdesigning and optimisation of a process by incorporatingLCA represents slight incremental effort, recent litera-ture suggests that LCA is gaining wider acceptance inmany industrial sectors (Baumann, 1996; Chubbs &Steiner, 1999; Clift, 1998; Curran, 1997; Lee, O’Cal-laghan, & Allen, 1995; Wright, Allen, Clift, & Sas,1997), particularly in the process industries (Bertz &Fankhauser, 1997; Dobson, 1996; Ophus & Digernes,1996; Yoda, 1996). Some other examples of the use ofLCA in corporate decision-making include energy(Audus, 1996; Dones & Frischkriecht, 1998; Matsu-hashi, Hikita, & Ishitani, 1996; Tahara, Kojima, & Inaba,1997); nuclear (Griffin, 1997; Solberg-Johansen, 1998),water (Dennison, Azapagic, Clift, & Colbourne, 1998;Roeleveld, Klapwijk, Eggels, Rulkens, & van Starken-burg, 1997), electronic (de Langhe, Criel, & Ceuterick,1998; Miyamoto & Tekawan, 1998) and other industries.

312 F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
Fig. 2. The basic algorithm of GreenPro.
Applied to process design and analysis, LCA can havetwo main objectives. The first is to quantify and evaluatethe environmental performance of a process from “cradleto grave” and so help decision-makers to choose betweenalternative processes and processing routes. In this con-text, LCA provides a useful tool for identifying the bestpracticable environmental option (BPEO). Anotherobjective of LCA is to help identify options for improv-ing the environmental performance of a system. Thisobjective can be of particular importance to processdesigners and engineers, because it can inform them howto modify a system to decrease its environmentalimpacts. To assist in identification of the optimal optionfor improved system operation from “cradle to grave”,LCA can be coupled with optimisation techniques as dis-cussed in the next section.
LCA considers the whole material and energy supplychains, so that the system of concern becomes every-thing within the system boundary. The material andenergy flows that enter, exist in or leave the systeminclude material and energy resources and emissions toair, water and land. These are often referred to asenvironmental burdens and they arise from activitiesencompassing extraction and refining of raw materials,transportation, processing, use and waste disposal of aproduct or process. The potential effects of the burdens
on the environment, i.e., environmental impacts, nor-mally include global warming potential (GWP), acidifi-cation, ozone depletion (OD), eutrophication, etc. TheLCA methodology is still under development. Atpresent, the methodological framework comprises offour phases (Manuscript of ISO/DTS 14041, 1997):
� goal and scope definition or, in other words, selectionof the boundary — selecting the system boundariesto ensure that no relevant parts of the system are omit-ted;
� inventory analysis — performing mass and energybalances to quantify all material and energy inputs,wastes and emissions from the system, i.e., theenvironmental burdens;
� impact assessment — aggregating the environmentalburdens quantified in the inventory analysis into alimited set of recognised environmental impact categ-ories, such as global warming, acidification, ozonedepletion, etc.; and
� interpretation of the results to reduce the environmen-tal impacts associated with the product or process. Inthe present context these steps have been modifiedand merged with the second step of the GreenPromethodology, named formulation of the design andoptimisation problem.
These phases are briefed below.

313F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
Fig. 3. Definition of system boundaries.
3.1.1. Step 1.1: definition of boundaryThis first step involves expansion of the conventional
process system boundary to consider all processes rightfrom raw materials extraction and energy generation. Asshown in Fig. 3, this requires backtracking from the con-ventional process system to the natural state of pure rawmaterials, which are available at no environmental pen-alty. Different technological routes for the production ofthe same set of raw materials (leading to desired productformation) are included in this expanded boundary.
The advantage of defining such an expanded “global”process system boundary is that input (to the conven-tional process) wastes together with their routes can beaccounted with output emissions forming an aggregatedwaste vector [see Fig. 3(b)]. Note that, although thisdefinition is consistent with the one used in conventionallife cycle analysis for products, the latter does notinclude the routes and stages of the product after leavingthe process. Also, different waste treatment systems canbe explicitly considered attached to process waste efflu-ents.
3.1.2. Step 1.2: inventory analysisInventory analysis (IA) is to identify and quantify the
particular aspects of a chemical process that generatesignificant environmental burdens/load. The environ-mental burden/load generated by a process during anystage of the life cycle is the amount of a certain chemicalspecies or radiation that, upon release to the environment(or depletion from the environment), is capable of pro-ducing a harmful effect. Harmful effects includeresource depletion and adverse effects to human and eco-logical health along with other loads such as financialloss, etc. The loads are measured in a variety of unitssuch as the mass of a particular pollutant (kg), theamount of radiation (W/m2), financial loss (currency;i.e., $, £, Rs). It should be noted that environmental loadsmay be the result of intended and unintended releasesfrom the process operation. Complete IA should includeboth of these aspects of environmental burdens.
In IA of the environmental load (EL) associated withthe process, the materials used or any other activity areestimated for the entire life span. Therefore when one

314 F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
analyses the manufacturing process of a product, inaddition to the EL generated during the manufacturingprocess (operation), the total EL includes the EL associa-ted with extraction, pre-processing and transportation ofprocess inputs.
The output streams of a process are classified as eitherproducts or wastes. A waste is an output stream fromthe process that is released to the environment. Vents,purges, litter and effluent discharge are some typicalwaste streams. The release rates of hazardous compo-nents in waste streams represent the environmentalloads. Product streams are non-waste output streams.The distinction between waste and product streams is theessence of IA, because wastes constitute the origin ofELs, which are in turn allocated to product streams.
The methodology for IA can be applied to the entirespectrum of activities. Based on the scope and boundaryof LCA, the functional unit that is to be consistentlyapplied for normalising the data needs to be considered.Proper selection of the functional unit facilitates theintended use of IA. The guiding principle of the IAmethodology is that all input and waste streams in a sys-tem (or subsystem) must be allocated to the respectivenon-waste output streams. When one output streambecomes an input stream to the next process step, it car-ries its environmental loads on to the next outputstreams. Inductively, it follows that final products areassigned the sum of the ELs of raw materials, energyand wastes in this process chain. In a single-product sys-tem, the environmental load calculation involves simplebalancing of input and waste streams. In multiple sys-tems, however, we also need a method to allocate loadsto each product.
A simple way to distribute loads could be based onsimply the relative flows of each stream:
F1�P1/(P1�P2), (1)
IP1·FIP1,P1·VmIP1�IE1·FIE1,P1·VeIE1�P1·VmP1 (2)
�W1·FW1,P1·VmW1�0
VmP1�[IP1·FIP1,P1·VmIP1�IE1·FIE1,P1·VeIE1 (3)
�W1·FW1,P1·VmW1]/P1,
where VmIP, VeIE, VmP1 and VmW1 represent theenvironmental vector for input, energy, product andwaste, respectively. The dependence of the inputs, out-puts and waste is shown in below.
In general, allocation based on fraction of the totalmass flow out of a stage is attractive owing to its sim-plicity, but does not necessarily reflect the fundamentalintentions of the IA study, which is to charge most of
the environmental load to the main product to a process.For example, despite the fact that a low-volume, high-value main product in a multi-product process is thefocal point of the whole operation, distribution factorsbased on fractions of the total mass flow would chargeonly a small fraction of the environmental loads to thismain product. In such cases, one needs to use alternativedistribution functions. The selection of criteria does nothave a fundamental basis, so it is important that we reachsome agreement, to avoid erroneous and controversialresults of IA studies.
3.1.2.1. Methodology for IA Assigning environmentalloads to a product is only an approximate sciencebecause every aspect of the life of the product, small orlarge, intended or not, contributes to the product’s loads.The challenge remains to account for as many of theseaspects as possible, while focusing on the ones that con-tribute most to the overall environmental load. Fig. 4depicts the general framework of the methodology ofinventory analysis.
The methodology starts with a process description. Itapplies equally well to new as well as existing manufac-turing facilities. The first step is to identify environmen-tal hazards. These hazards include the chemical speciesinvolved in the process which, upon release or disposal,have an adverse effect to humans or on the environment.They also include other aspects of the process(unintended release). The chemical hazards are not lim-ited to process chemistry; rather, they include cleaningsolvents, heating and cooling agents, and all otherchemicals involved in any part of the process. For eachenvironmentally hazardous chemical all possible releasescenarios are identified. This step is very important as itdetermines the scope and extent of the overall environ-mental load assessment. It would be impossible for any-one to guarantee complete coverage of all possiblerelease scenarios. In this regard the authors recommenduse of the maximum credible scenario (MCS) generationapproach, recently proposed by the authors for riskassessment (Khan & Abbasi, 2000). Use of this tech-nique not only reduces the working load but would alsohelp in focusing the study on the desired points. Sub-sequently, the developed release scenarios are assessedquantitatively for various environmental loads. This stepis carried out using various mathematical models and theindices proposed earlier (Castells et al., 1996; Pistiko-poulos et al., 1996; Stephanopolous et al., 1994). Theestimated loads are compared with the limits and areaccording ranked.
3.1.3. Step 1.3: modelling of environmental impactHaving defined a “global” process system boundary,
then an assessment of the environmental impact of thedifferent streams, species and process units is performed.Environmental impact is commonly modelled with the

315F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
Fig. 4. Methodology for inventory analysis.
help of appropriate environmental indices, which meas-ure air pollution, water pollution, solid wastes, globalwarming, photochemical oxidation and stratosphericozone depletion. Air pollution is measured by defininga critical air mass, CTAM (kg air/h),
CTAM�mass of air emissions (kg
pollutant/h)/standard limit value (kg pollutant/kg air);
water pollution by a critical water mass, CTWM (kgwater/h),
CTWM�mass of water pollutant (kg
pollutant/h)/standard limit value (kg pollutant/kg
water);
solid wastes by a solid mass disposal, SMD (kg
solids/h); and global warming by a global warmingimpact, GWI (kg CO2/h),
GWI�mass of pollutant (kg/h)
�GWP (kg CO2/kg pollutant),
where GWP is the global warming potential of each pol-lutant as defined in Lashof and Ahuja (1990). Similarlyto global warming impact, photochemical oxidation ismeasured by a photochemical oxidation impact, POI (kgethylene/h) (UK Stratospheric Ozone Review GroupReport, 1988).
Resource depletion (RD) describes depletion of non-renewable resources, i.e., fossil fuels, metals and min-erals.
The ozone depletion (OD) category indicates thepotential of chlorofluorocarbons (CFCs) and chlorinated

316 F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
hydrocarbons for depletion of the ozone layer. Theozone-depletion potential (ODP) of each of the ozone-depleting substance is expressed relative to the ozone-depletion potential of CFC-11.
Acidification potential (AP) is based on the contri-butions of SO2, NOx, HCl, NH3 and HF to potential aciddeposition; i.e., on their potential to form H+ ions.
The eutrofication (or nutrification) potential (EP) isdefined as the potential to cause over-fertilisation ofwater and soil, which can result in increased growth ofbiomass. Emissions of species such as NOx, NH+
4, N,PO3−
4 , P and chemical oxygen demand (COD) are con-sidered to be responsible for eutrification. EP isexpressed relative to PO3−
4 .Human toxicity potential (HTP) is related to the
release of chemical (toxic substance) to air, water andsoil which are toxic to humans. The toxicological factoris calculated using the acceptable daily intake or the tol-erable daily intake of the toxic substances. The humantoxicological factors are still at an early stage of devel-opment, so the HTP can only be taken as an indicationand not as an absolute measure of the toxicity potential.
There is considerable debate surrounding impactassessment (see, for example, Allen & Rosselot, 1994;Stephan, Knodel, & Bridge, 1994) and yet there is nogenerally accepted way of arriving at a single, sensiblequantitative metric for overall environmental impact. Asa result, for each pollutant W a vector EIw is obtainedthat denotes its corresponding environmental impact,i.e.,
EIw�[CTAM CTWM SMD GWI POI SOD RD OP EP HTP]Tm.
By summing up over all pollutants, a global environmen-tal impact vector can be obtained that indicates theenvironmental impact of the entire processing network(Fig. 5):
GEI��Ww�1
EIw�[CTAM CTWM SMD GWI POI SOD RD OP EP HTP]T.
There are three attractive features of using such a glo-bal environmental impact vector (GEI):
� the vector of waste emissions typically comprising alarge number of wastes can effectively be transformedinto an aggregated vector of low dimensionality;
� the information provided is directly linked to impacton the environment rather than, for instance, massflow rate of waste effluents; and
� wastes associated with input to a process can beaccounted for on a common basis.
Currently, the definition of environmental impact metricsrelies on the linear contribution assumption, i.e., the rela-tive contributions of various components are added lin-early. While this assumption may not always be valid
(since synergistic/antagonistic effects among variouspollutants can in fact exist), it does not exclude the possi-bility of including, if available, more realistic and rigor-ous models (for the description of pollutants’ behaviour)in the definition of such environmental impact metrics.
Note that these systematic aggregations of wastes rela-tive to their environmental impact are used for expandedprocess system boundaries. Furthermore, environmentalimpact vectors can be used in conjunction with otherenvironmental “indicators” (such as biological oxygendemand — BOD, COD, and total dissolved solids —TSS) or even specific compounds.
3.2. Step 2: formulation of the design andoptimisation problem
In broad perspective, the environmental impacts pro-vided by the use of life cycle analysis involves massenergy and impact balance around the extraction, purifi-cation, production and use of a given product or service.It can also be viewed as a relationship between the rateof meeting human needs (i.e., for a product or service)and the rates of resource use and environmental loadgeneration (Tillman, 1998). Social and economicimpacts of a process are also considered during designthrough GreenPro using LCA. The life cycle boundarymarked in Fig. 5 could be seen as providing source termsto an overall “balance sheet” for the environment (Fig.6):
d(resources)/dt�f(life cycle), (4)
d(environmental load)/dt�g[(life cycle) (5)
�(environmental capacity)]
and
d(quality of life)/dt (6)
�h(life cycle, environmental load).
In Eq. (5), the ability of the environment to degrade pol-lution is included. Eq. (6) recognises the link betweenquality of life and the presence of pollutants in theenvironment. The integral over time of Eqs. (4)–(6) fora process potentially provides a means of considering itssustainability. The balance of resource use and benefitis an individual or societal judgement and is difficult toquantify; nevertheless, it is clear that society is increas-ingly demanding such consideration. It is equally clearthat a systems approach provides a means of quantifyingthe trade-offs that are being made in the most fundamen-tal of all design decisions.
In summary, the environmental performance of a pro-cess has a number of “dimensions”. The process contrib-utes to direct (associated with the process) and indirecteffects (associated with other parts of the life cycle). Therelease of polluting materials can have local, regional or

317F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
Fig. 5. Diagrammatic representation of the optimisation process.
global impacts. The time scale of an impact may be shortor extend over many years. Releases may be intended(such as stacks) or accidental (leaks and spills). Increas-ingly, it is important to consider not only the directimpacts of pollution but also the efficiency of resourceutilisation. Finally, human perception is important tosuch impacts as noise, visual intrusion and acceptanceof risk. Thus, the impact of a process not only dependson the amounts of materials released intentionally, butalso on its locations, social acceptance, resource utilis-ation and risk of accident. The selection of appropriatemeasures of performance to represent environmentalimpact in design calculations depends critically onthese factors.
Traditional chemical process design relies on theapplication of mass energy balances along with thermo-dynamics, chemical reaction engineering, and engineer-ing economics. Recently Cabezas, Bare, and Mallick(1997, 1999) have argued that, to incorporate environ-
mental effects (in terms of environmental impacts) intoprocess design, a balance equation describing the poten-tial environmental impact (EI) of the process must beconsidered. The EI balance is derived by drawing aboundary around the process and its surroundings andthen writing a general balance expression. The EI bal-ance simply states that environmental impact can enterthe system, exit the system, be generated within the sys-tem, and accumulate within the system. The actualexpression is:
∂Isystem/∂t�Icpin �Iep
in �Icpout�Iep
out�Icpwe�Iep
we�Isystemgene , (7)
where Isystem is the amount of EI inside the system(chemical process and energy generation process), Icp
in
and Icpout are the input and output rates of EI to the chemi-
cal process, Iepin and Iep
out are the input and output rates ofEI to the energy generation process, Icp
we and Iepwe are the
outputs of EI associated with waste energy, and Isystemgene

318 F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
Fig. 6. Schematic representation of the interaction of the process industries and the environment.
is the rate of generation of EI in the system. For a steady-state situation the expression reduces to:
0�Icpin �Iep
in �Icpout�Iep
out�Icpwe�Iep
we�Isystemgene . (8)
It is necessary to relate the conceptual EI to measur-able quantities. A generalised linear theory proposed byMallick, Cabezas, Bare, and Skidar (1996) and Cabezaset al. (1997, 1999) has been adopted here. It relates EIto measurable quantities such as stream flow rates andcompositions and chemical specific environmentalimpacts (jk). The expressions for the chemical processare:
Icpin ��Iin
j ��Minj �Xjkjk�… (9)
and
Icpout��Iout
j ��Moutj �Xjkjk�…, (10)
and for energy production:
Iepin ��Iin
j ��Minj �Xjkjk�… (11)
and
Iepout��Iout
j ��Moutj �Xjkjk�…. (12)
Icpj is the rate of environmental impact in or out of the
chemical process, Iij is the EI flow rate with stream j
which may be an input or an output stream, Mij is the
mass flow rate of stream j which again may be an inputor output, Xkj is the mass fraction of component k instream j, jk is the EI for chemical k. The same notationwith superscript ep denotes energy production.
In order to analyse the relationship between environ-mental impact and process cost, a mathematical frame-work has been used here that was developed earlier forthe purpose of water treatment (Young & Cabezas,1999). In this, any process is represented by a set ofmathematical equations, which describe the properties ofthe inlet stream, waste stream, and equipment specifi-cations, cost functions and the degree of pollutantremoval. The concept of removal efficiency is incorpor-ated into the model as a parameter describing the amountof pollutant removed in relation to its initial concen-tration. The system assumes n number of pollutant spec-ies regulated by emission limits and m number of speciesassociated with input generations. The set of removalefficiencies is defined by h, which is a vector with nspecies, h=[h1, h2, …, hn]. The detailed mathematicalmodel is illustrated below which consists of a series ofspecified parameters, such as the inlet flow rate and theinitial concentration of species in different streams(assumed to be fixed by the production process), andremoval efficiencies (which are directly related to the

319F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
emission limits imposed by legislation). These are incor-porated into a cost optimisation program (shown below).This optimisation identifies the process design that mini-mises cost of an abatement, Cost(d, X), for a given set ofdischarge limits, and equality and inequality constraints,h(d, X)=0 and g(d, X)�0, which represent design speci-fications, mass and energy balances. Index d denotes thepotential existence of equipment units while X corre-sponds to design variables and operating conditions (asdepicted below).
The total environmental impact of the system is thenrelated to X through an environmental function, I=I(X).Any type of environmental impact (global warming,ozone depletion, etc.) can be incorporated into this func-tion, usually as environmental indices (EI). It allows allemissions from different compounds to be lumpedtogether into a single number, which represents the spe-cific impact. Thus, the environmental function isexpressed as the sum of environmental impacts gener-ated by both outputs and inputs from each species i.
The justification for using this approach, in whichtreatment costs are minimised subject to discharge con-straints, is simply that this is a typical industrial responseto environmental legislation. The mathematical modelconsiders the total environmental impact of the process,and an iterative process can be carried out by varyingthe emission limits until the optimal conditions, at whichthe minimum environmental impact occurs, are ident-ified.
3.3. Step 3: multi-objective optimisation (MO)
Because of the nature of LCA, where there are a num-ber of distinct environmental burdens or impacts to beconsidered, optimisation problems in this context areinevitably multi-objective. Thus, conventional single-objective optimisation problems, involving one (usuallyeconomic) function, are transformed into multi-objectiveproblems to include the environmental objectives. Amulti-objective (MO) problem in the context of LCA cantake the following form:
Min cTy�f(x), cost (13)
h(x, y)�0, process model (14)
g(x, y)�0, (15)
Min Bj��Nn�1
bj,nxn, environmental burden, (16)
Min Ek��J
j�1
ek,jBj, enviromental impact (17)
GEI(x, y)�e, environmental impact vector (18)
(BOD, COD, OD, …)T�environmental limits (19)
x�X�{x�x�Rn, xL�x�xU} (20)
y�Y�{y�y�{0, 1}m} (21)
where Y is the set of structural decisions (related to dif-ferent technological alternatives), X is the set of continu-ous decisions (relating to operating conditions), and e isa parameter vector (varying results in the generation ofthe non-inferior set). In principle it enables one to: (1)obtain “compromise” solutions in a systematic way; (2)show that “zero emission” targets may not be the optimaldegree of abatement; and (3) identify pollution preven-tion strategies which may also result in process costssavings. C is a vector of cost coefficients for integer vari-ables and f(x) is a linear or non-linear function describedby continuous variables. The environmental objectivesin this context represent the burdens Bj and impacts Ek,where bj,n represents emission coefficients associatedwith continuous variables xn. In Eq. (17), ek,j representsthe relative contribution of burden Bj to impact Ek, asdefined by the “problem-oriented” approach to impactassessment. In this approach for example, GWP factors,ek,j, for different greenhouse gases are expressed relativeto the GWP of CO2, which is therefore defined to beunity. If a different impact assessment approach is used,then Eq. (17) may be redefined accordingly. Note thatat present the LCA approach assumes that environmentalburdens and impact functions are linear; i.e., they aredirectly proportional to the output of functional unit(s)and there are no synergistic or antagonistic effects. Thechoice of environmental objectives for optimisationdepends on the goal and scope of the study. Thus,optimisation can be performed either at the inventory orthe impact assessment level — in each case the environ-

320 F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
mental objectives are defined as either burdens orimpacts, respectively (Azapagic & Clift, 1999a,b,d,e). Inoptimisation, local and global system improvements arefound by first moving the system to conditions on thePareto surface (Pareto, 1971), and then “surfing” on it.For example, if the system is optimised simultaneouslyon two objectives — one economic and one environmen-tal — the resulting Pareto optimum does not necessarilymean that these functions are at their respective optimaachieved when the system is optimised on each of themseparately. The Pareto optimum, however, does meanthat the set of best possible options has been identifiedfor a system in which both objectives should beimproved. This can be of particular relevance to thechemical and process industries, which face problems ofhaving to keep total costs down while at the same timecomplying with ever-tightening environmental legis-lation and other socio-economic requirements.
The main advantage of MO is that it does not require apriori articulation of preferences, so that the whole non-inferior set of solutions can be explored. The emphasis isthen on the range of choices from the set of non-inferiorsolutions, rather than explicit definition of preferences,before analysing all of the trade-offs among objectives.Trade-offs between the non-inferior solutions showexplicitly what can be gained and what can be lost bychoosing each alternative. Where there are multipledecision-makers with conflicting interests, this techniquecan help to resolve disputes by generating different alter-native solutions. Decision-makers who understand thetrade-offs and the alternatives are more likely to under-stand the interests of other parties and, therefore, tocompromise. Although the evaluation of trade-offsbetween the objective to choose the best compromisesolution will still imply certain preferences and valuejudgements, at least the choice will be made from allpossible non-inferior solutions.
3.4. Step 4: multi-criteria decision-making
To choose the best compromise solution out of a num-ber of optimum alternatives, some articulation of prefer-ences is necessary. However, these preferences are atleast articulated by decision-makers in the post-optimalanalysis of all non-inferior solutions and their trade-offs,as distinct from expressing preferences and aggregatingthe objectives prior to identifying all non-inferior sol-utions. One of the possible ways to choose the “best”solution is to consider a graphical representation of thenon-inferior set and then choose the best compromisesolution on the basis of the trade-offs. However, thisapproach is limited to two or three objective functionsat most; beyond that, graphical representation becomestoo complex. Alternatively, the non-inferior values of theobjectives may be expressed in terms of the differencefrom the value at their individual optima. If all objectives
are considered to be of the same importance, then thebest compromise solution might be that which equalisesthe percentage by which all objectives differ from theiroptimum values. However, should any of the objectivesbe considered more important than the others, then othermethods that allow ordering and quantifying of prefer-ences, usually referred to as multi-criteria decision-mak-ing (MCDM) techniques, should be used.
MCDM techniques provide a structured approach toa decision-making process. They enable systematicanalysis and modelling of preferences with the aim ofproviding help and guidance to decision-makers in ident-ifying their most desired solution. The major advantagesof this technique are that it is transparent, non-ambigu-ous and easy to use by non-experts. Furthermore, thequantitative nature of these numerical methods mayparticularly be appealing to quantitatively oriented man-agers and engineers.
The choice of a suitable MCDM technique willdepend on a given decision-making situation and thesophistication of the decision-makers. Most of thesetechniques are based on a definition of a multi-attributeor utility function, which associates a number with eachalternative to reflect the importance of the attribute inthe opinion of the decision-maker, so that all alternativesmay be ordered. For example, if there are five non-inferior solutions identified in step 3, each with differentvalues for the three objectives (attributes) — i.e., GWI,OD and costs, the decision-makers are then asked toarticulate their preferences for each of the attributes ona scale of 1 to 10. The mathematical analysis or orderingof the preferences, for instance by a pair-wise compari-son of attributes (Saaty, 1980), returns the best compro-mise solution for this particular example. Extensivereviews of MCDM techniques can be found in Stewart(1992) and Yoon and Ching (1995). User-friendlysoftware with various MCDM methods to aid thedecision-making process are also available (Azapagic &Clift, 1999c).
4. Application of GreenPro to a real-life case study
The application of the proposed methodology is dem-onstrated here with the help of a case study. This casestudy has already been reported by Pistikopoulos et al.(1996), but we have chosen to revisit it as the datarequired are readily available and it would help us tocompare the performance of GreenPro. Due to limitationof space, only a brief discussion on the case study ispresented below. Details are available on request.Further, because of corporate interest (to keep some ofthe information confidential), results are discussed inrelative terms.

321F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
4.1. Design of VCM plant
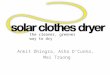
4.1.1. Process selectionThe process flow diagram for the production of 2700
kg/h vinyl chloride monomer (VCM) is shown in Fig.7. It involves oxychlorination(C2H4+2HCl+1/2O2→C2H4Cl2+H2O) and direct chlori-nation (C2H4+Cl2→C2H4Cl2) of ethylene yielding dichloro ethane (DCE), which is then cracked(C2H4Cl2→C2 H3Cl+HCl) into VCM. HCl and BTE (B-trichloroethane) are the main byproducts from the directchlorinaton, whereas five undesirable byproducts (CO2,CHCl3, C2H5Cl, C2H3Cl3 and C2H2Cl4) are generatedfrom the oxychlorinator. Two different raw materials,oxygen and air, are considered for the oxychlorin-ation — the possibility to purify a waste-water streamvia distillation or stream stripping is also in the designand optimisation. Process details are documented else-where (Pistikopoulos et al., 1996; Stefanis, 1994). Theapplication of the proposed design methodology to thisprocess is discussed in the following sections.
4.1.2. LCA study
4.1.2.1. Definition of system boundary The globalprocess system boundary for VCM manufacturing isdepicted in Fig. 7. It includes all processes associatedwith raw materials extraction, processing, energy gener-
Fig. 7. Block diagram of the VCM process and also its upstream processes.
ation and air separation. The ethylene process is includedtogether with corresponding petroleum mining and pro-cessing systems. Energy is generated from coal. Electro-lytic cells generate the required chlorine feed (assumed100% pure in this study). Salt is produced from a miningprocess, and an air separation plant provides the oxygenfeed to the VCM process. It is assumed that rawmaterials such as coal, air and rock salt are available atno environmental penalty.
4.1.3. Inventory analysis and environmental impactassessment
Having defined the global VCM system boundary, theemissions inventory of all wastes (from all rawmaterials/intermediate production subsystems and theVCM process) flowing across this boundary (as shown inFig. 7), emissions discharged from multi-product plants,such as those emitted from an oil refinery in the case ofethylene production, are calculated as the fraction allo-cated to the product of interest. These wastes are thengrouped together according to their impact to theenvironment. It is to be noted that these impacts havebeen expressed as (implicit) functions of the processdesign and operating conditions, not as fixed values. Theresults of this step are presented in Fig. 8 and Table 2.

322 F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
Fig. 8. Results of inventory analysis (environmental burden due to various process units).
4.2. Formulation of design and optimisation problem
4.2.1. Incorporation of environmental criteria inprocess design and optimisation
Following the GreenPro procedure, the next step is toformulate the design and optimisation problem. Themodel incorporates the alternatives, operations and tech-nologies for environmental improvements identified earl-ier. In this case, the system model is formulated as amulti-objective problem that includes the following con-straints:
�Nn�1
Fi,nMn�0, mass balance (22)
Dl�Pl, market demand constraint (23)
Sk�Rk, raw material availability (24)
Cu��Nn�1
Mn, productive capacity constraint (25)
Qz��Nn�1
Hn, heat requirement (26)
This model describes material, energy flows,operating pressures, stream compositions, unit sizes, etc.The mass balance constraints include mass flows Mn ineach subsystem from “cradle to grave”. Production ofeach product (Pl) is limited by the market demand (Dl).The functional unit is defined as the operation of thesystem for one year, the product demand (Dl) is takento be equal to the total output of each product for oneyear, and the raw materials consumption (Rk) is con-
strained by the year supply (Sk). The mass flow (Mn) ineach subsystem is subject to the capacity limit (Cu) of aprocess or operation unit; similarly, the heat productionHn is determined by the heat demand (Qz).
The objective functions are defined by environmentalburdens and impacts, economy for complete annual pro-duction, and life cycle operation cost as:
Min Bj��Nn�1
bj,nMn, minimise burdens (27)
Min Ek��J
j�1
ek,jBj, (28)
minimise the environmental impacts
Max P��Ll�1
Pl, maximise production (29)
Min C��Nn�1
cnMn, minimise operating costs (30)
The model consists of 125 constraints and 335 vari-ables. The total number of environmental objectives atthe inventory level (burdens) is 13. For the analysis atthe impact assessment level, the number of objectivefunctions (impacts) of interest is nine (as given in Fig.8). There are two economic objectives of interest [Eqs.(29) and (30)]. We attempted to solve the complete prob-lem through the linear programming technique as sug-gested and used by Azapagic and Clift (1999a). Multi-objectives are tackled by the constraints method(Azapagic & Clift, 1999a), in which a series of single-

323F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
Tab
le2
Inve
ntor
yan
alys
isre
sults
;re
pres
ente
din
term
sof
tota
lbu
rden
from
the
syst
emto
the
envi
ronm
ent
Proc
essi
ngun
itsR
esou
rce
Oil
Gas
CO
CO
2N
Ox
SO2
VO
CM
etal
sD
ust
Hal
ide
Met
als
Dis
solv
edSu
spen
ded
depl
etio
nre
serv
esre
serv
es(s
ir)
(wat
er)
solid
solid
depl
etio
n
Roc
km
inin
g40
––
55
–10
–5
155
55
5E
lect
roly
sis
10–
–2
10–
–10
–3
30–
2015
Min
ing
&pe
trol
eum
proc
essi
ng30
2010
52
35
103
5–
23
2A
mm
onia
proc
essi
ng–
–40
1010
105
10–
55
–3
2E
nerg
yge
nera
tion
plan
t30
1010
510
510
32
52
33
2C
oal
min
ing
30–
–10
105
53
215
55
55
Eth
ylen
epr
oces
s–
–35
105
–5
15–
55
510
5V
CM
proc
ess
–10
255
105
510
–10
5–
510
Mon
o-et
hyle
nepl
ant
––
255
1010
520
–5
5–
1010
Air
sepa
ratio
n10
–30
1030
––
––
515
––
–E
than
olpl
ant
10–
–5
10–
–20
510
105
1510
Cor
npr
oces
s–
––
1010
–5
55
3010
510
10

324 F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
objective optimisations is performed to identify thelower and upper feasible bounds for each objective. Allobjectives but one are then converted into constraintsand the optimisations are repeated with the parametersof the objectives–constraints ranging from the lower toupper bounds to generate optimisation surface.
4.2.2. Multi-objective optimisationMulti-objective optimisation on environmental and
economic performance criteria is the next step in theGreenPro methodology. The goal of this study is toidentify the optimum options for improvements in bothenvironmental and economic performance. However, toillustrate the approach, the system is initially optimisedon the environmental objective functions, first at theinventory and then the impact assessment level, to ident-ify the BPEO in the system; these results are comparedwith the performance of existing operations (as shownin Fig. 9). Subsequently the system is simultaneouslyoptimised on environmental impacts and economicobjective functions to yield the whole set of optimumsolutions as an input into the decision-making. This willenable the identification and choice of BPEO and bestavailable technique not entailing excessive cost(BATNEEC). The results of these are depicted in Fig.10.
As already briefed, prior to multi-objective optimis-ation, it is useful to analyse the results of the single-objective optimisation to identify if optimisation on one
Fig. 9. Result of single-objective optimisation (for global warming impact).
of the objectives simultaneously optimises some of theothers (Fig. 9, for single-objective optimisation forGWI). This may reduce the number of functions in MOand hence decrease the computational load. It may benoted that, in theory, the number of objectives can be aslarge as necessary. However, on a practical level, it isbetter to optimise on a smaller number of objectives, notonly because of the computational burden but alsobecause the number of optimum solutions increasesexponentially with the number of objectives, which canmake the decision-making process more complex.
The single-objective optimisation on the impacts showthat minimisation of GWI also minimises CTAM, acidi-fication, nutrification, OD and POI. The optimisation onPOI gives a very low value of OD, while other para-meters are reduced by between 5% and 15%. Similarly,optimisation for CTAM, GWI, acidification, POI andOD have been carried out, which also reflect similarresults as were observed for GWI and POI. The valueof the resource depletion objective, which is dominatedmainly by depletion of the oil and salt, does not changein the optimisation; therefore, it can be disregarded. Toidentify and explore the non-inferior solutions, it sufficesinitially to optimise the system on three objectives only,for instance GWI. CTAM and POI, and later the otherobjectives are optimised accordingly. The result of thesesteps is presented in Fig. 10.

325F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
Fig. 10. Results of multi-objective optimisation for six different sets. (For details of options please see Table 3)
Table 3Definition of the six different scenarios for which multi-objective optimisation has been conducted
Serial no. Abbreviation used Parameters used in optimisation
1 A Global warming impact (GWI), human toxicity, operating cost2 B Resource depletion (RD), ozone depletion (OD), acidification3 C Photochemical oxidation impact (POI), eutrification, global warming impact (GWI)4 D Critical air mass (CTAM), ozone depletion (OD), acidification5 E Critical water mass (CTWM), global warming impact (GWI), ozone depletion (OD)6 F Operating cost, human toxicity, acidification
4.2.3. Multi-criteria decision analysisTo facilitate the decision-making process, the values
of the objective function are expressed in terms of thepercentage that they differ from their individual optima.So, for instance, at point A, GWI and CTAM are 10%away from their optima whereas, POI and OD are 20%away from their respective optima. If all objectives areconsidered to be of the same importance, then the bestcompromise solution could be that at which all objec-tives differ from their optimum values by the same per-centage. Therefore, in the present context, point Epresents the most acceptable solution. The resultsobtained have been compared for conventional and glo-bal boundary systems also (as shown in Fig. 11). Apoint-wise summary of the results is presented below.
1. The optimal solution obtained from the minimisationof process operating cost gives rise, as expected, tocorresponding environmental impact indices that aremuch higher than the resulting optimal pollution lev-els — for both conventional and global systems.
2. The optimal environmental indices obtained from thesolution of the nine independent optimisation prob-lems for the conventional system are, as expected,lower than the corresponding values when theoptimisation was carried out for the global system.
3. The estimated operating costs in the optimisation ofthe environmental metrics within the global systemare consistently lower compared with the correspond-ing operating costs in the optimisation runs performedwithin the conventional process. Therefore, targetingfor the minimum “global” waste results in lessexpensive plant operation in this case (Fig. 11).
4. Minimising single environmental impact criteria doesnot simultaneously minimise the environmentalimpact of the others; clearly a compromise solutionis required following a multi-objective programmingalgorithm.
5. Oxygen was consistently proved to be environmen-tally “sounder” on a global or process basis despitethe cumulative impact generated from the air separ-ation plant — the use of air substantially increases

326 F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
Fig. 11. Comparison of the economy for the conventional and global systems for minimum global environmental impact.
the impact of tail-gas burner emissions. Steam strip-ping was found to be a cleaner design alternative —the increased steam consumption of the distillationcolumn reboiler creates a dominant impact factor.Design alternatives involving oxygen, despite it beinga more expensive raw material, were found to be themost cost-effective separation alternative (Stefanis,1994).
5. Summary and conclusion
In the late 1980s and early 1990s, the environmentalperformance of many processes and process units wasimproved by adding end-of-the-pipe pollution controlmeasures. In recent years, pollution prevention measureshave been adopted to increase the environmental sound-ness of the processes. These measures generally focuson the process and hardly evaluate the upstream anddownstream consequences of the preventive measure,which many times are very significant. Moreover, thesepreventive measures have generally been taken onlyafter fully fledged design of the process or at theoperating stage, thus making the preventive measure acostly affair. The authors are of the opinion that if pol-lution prevention measures were taken at the earlydesign stage and also by considering the impact overthe wide boundary (main process along with upstreamprocesses), the result would be more beneficial andapplicable. Towards this, we have developed a system-atic methodology for cleaner and greener process design.The methodology adopts the “cradle to grave” approachfor evaluating the impacts of various environmental per-formance indicators.
This paper details a proposed systematic methodology
for process design that considers assessment and mini-misation of the environmental impact of a process sys-tem by embedding life cycle analysis principles within aformal process design and optimisation framework. Thisdesign methodology with minimum environmentalimpact (MEI) of the process operation and materials,extends (through complete life cycle) a more completedescription of the environmental impact of the process.It has implications for process synthesis by includingenvironmental objectives together with technology andeconomics at the design stage so as to determine cost-efficient solutions, right at the early design stage. It usesconventional LCA tools (by employing process model-ling and multi-objective optimisation techniques) toyield optimal design/operating conditions with minimumenvironmental impact. The applicability of the proposedmethodology has been demonstrated through the casestudy of a VCM manufacturing process.
Application of the proposed methodology to the VCMsystem demonstrates that it is a potentially useful toolfor: (1) identifying optimal levels of waste generationand abatement by properly accounting for the trade-offsbetween input and output wastes; and (2) optimising theprocess designs for the best practical environmentaloptions (BPEO) and thus developing cleaner and gre-ener processes.
References
Allen, D. T., & Rosselot, K. S. (1994). Pollution prevention at themacro scale: flows of wastes, industrial ecology and life cycleanalysis. Waste Management, 14 (3-4), 317–321.
Audus, H. (1996). IEA greenhouse gas R&D programme: full fuelcycle studies. Energy Conservation and Management, 37 (6-8),837–842.
Azapagic, A. (1999). Life cycle assessment and its application to pro-

327F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
cess selection design and optimisation. Chemical Engineering Jour-nal, 73, 1–21.
Azapagic, A., & Clift, R. (1999a). Linear programming as a tool in lifecycle assessment. International Journal of LCA, 4 (6), 305–316.
Azapagic, A., & Clift, R. (1999b). Allocation of environmental bur-dens in multiple-function systems. Journal of Cleaner Production,7 (2), 101–119.
Azapagic, A., & Clift, R. (1999c). The application of life cycle assess-ment to process optimisation. Computers in Chemical Engineering,23, 1509–1526.
Azapagic, A., & Clift, R. (1999d). Life cycle assessment as tool forimproving process performance: a case study on boron products.International Journal of LCA, 4 (3), 133–142.
Azapagic, A., & Clift, R. (1999e). Allocation of environmental burdensin multiple function systems. Journal of Cleaner Production, 9 (2),101–119.
Baumann, H. (1996). LCA use in Swedish industry. InternationalJournal of LCA, 1 (3), 122–126.
Bertz, R., & Fankhauser, P. (1997). Life cycle assessment of chemicalproduction processes: a tool for ecological optimisation. CHIMA,51 (5), 213–217.
Boustead, I. (1996). Life cycle analysis. AIChE Symosium Series, 90(303), 231–238.
Cabezas, H., Bare, C. J., & Mallick, S. K. (1997). Pollution preventionwith chemical process simulators: the generalised waste reduction(WAR) algorithm. Computers in Chemical Engineering, 21,s305–s310.
Cabezas, H., Bare, C. J., & Mallick, S. K. (1999). Pollution preventionwith chemical process simulators: the generalised waste (WAR)algorithm — full version. Computers in Chemical Engineering, 23,625–632.
Castells, F., Aelion, V., Abeliotis, K. G., & Petrides, D. P. (1996). Analgorithm for life cycle inventory analysis. AIChE Symposium Ser-ies, 90 (303), 151–160.
Chubbs, S. T., & Steiner, B. A. (1999). Life cycle assessment in thesteel industry. Environmental Progress, 17 (2), 92–95.
Clift, R. (1998). Relationship between environmental impacts andadded value along the supply chain. In Proceedings of the SecondInternational Conference on Technology Policy and Innovation,Lisbon, August.
Curran, M. A. (1995). Using life cycle analysis-based approaches toevaluate pollution prevention. Environmental Progress, 14 (4),247–253.
Curran, M. A. (1997). Life-cycle based government policies. Inter-national Journal of LCA, 2 (1), 39–43.
De Langhe, P., Criel, S., & Ceuterick, D. (1998). Green design oftelecom products: the ADS2 high-speed modem as a case study.IEEE Transactions on Components, Packaging and ManufacturingTechnology, Part A, 21 (4), 164–167.
Dennison, F. J., Azapagic, A., Clift, R., & Colbourne, J. S. (1998).Assessing management options for wastewater treatment works inthe context of life cycle assessment. Water Science and Tech-nology, 38 (11), 23–30.
Dobson, I. D. (1996). Life cycle assessment for painting processes:putting the VOC issue in perspective. Progress in Organic Coat-ings, 27 (1-4), 55–58.
Dones, R., & Frischkriecht, R. (1998). Life cycle assessment of photo-voltaic systems: results of Swiss studies on energy chains. Progressin Photo-Voltaic, 6 (2), 117–125.
Douglas, J. M. (1992). Process synthesis for waste minimisation.Industrial Engineering & Chemical Research, 31, 238–243.
El-Halwagi, M. M., & Manousiouthakis, V. (1989a). Synthesis ofmass-exchange networks. American Institute of Chemical Engin-eering Journal, 35 (8), 1233–1244.
El-Halwagi, M. M., & Manousiouthakis, V. (1989b). Design andanalysis of mass-exchange networks with multi component targets.
Paper presented at American Institute of Chemical EngineeringAnnual Meeting, San Francisco, CA.
El-Halwagi, M. M., & Manousiouthakis, V. (1990a). Automatic syn-thesis of mass-exchange networks with single component targets.Chemical Engineering Science, 45 (9), 2813–2831.
El-Halwagi, M. M., & Manousiouthakis, V. (1990b). Simultaneoussynthesis of mass exchange and regeneration networks. AmericanInstitute of Chemical Engineering Journal, 36 (8), 1209–1219.
El-Halwagi, M., & Noureldin, M. B. (1999). Interval-based targetingfor pollution prevention via mass integrating. Computers in Chemi-cal Engineering, 23, 1527–1543.
El-Halwagi, M. M., & Spriggs, H. D., (1998). Employ mass integrationto achieve truly integrated process design. Chemical EngineeringProgress, August, 22–44.
Flower, J. R., Bikes, S. C., & Jhonson, S. W. (1993). The graphicalmass balance in the early design of clean processes. Transactionsof the IChemE, Part B, 71, 194–198.
Griffin, N. L. (1997). A clean technology approach for nuclear fuelreprocessing. Journal of Chemical Technology and Biotechnology,68 (4), 361–366.
The hazardous waste system. Washington, DC: US EnvironmentalProtection Agency (USEPA), Office of Solid Waste and Emerg-ency Response.
Hernandez, O. R., Pistikopoulos, E. N., & Livingston, A. G. (1998).Waste treatment and optimal degree of pollution abatement.Environmental Progress, 17 (4), 270–276.
Hertz, D. W., Radecki, P. P., & Rogers, R. S. (1994). Status report onthe clean process advisory system: new process design tools forenvironmental sustainability. Paper presented at AIChE SummerNational Meeting, Denver, CO.
Khan, F., & Abbasi, S. A. (2000). Maximum credible scenario gener-ation. Journal of Loss Prevention in the Process Industries, inpress.
Lashof, D. A., & Ahuja, D. R. (1990). Relative contributions of greenhouse gas emissions to global warming. Nature, 334, 529–531.
Lee, J. J., O’Callaghan, P., & Allen, D. (1995). Critical review of lifecycle analysis and assessment techniques and their application tocommercial activities. Resources Conservation and Recycling, 13,37–56.
Mallick, S. K., Cabezas, H., Bare, J. C., & Skidar, S. K. (1996). Apollution reduction methodology for chemical process simulators.Industrial Engineering and Chemical Research, 35, 4128.
Manousiouthakis, V., & Allen, D. (1994). Process design for wasteminimisation. Paper presented at FOCAPD Conference, Colorado.
Manuscript of ISO/DTS 14041, Voting draft, ISO, Geneva, Switzer-land.
Matsuhashi, R., Hikita, B., & Ishitani, H. (1996). Model analysis forsustainable energy supply taking resource and environmental con-straints into consideration. Energy Conversion and Management,37 (6-8), 1253–1258.
Miyamoto, S., & Tekawan, M. (1998). Development of lifecycleassessment software and application to personal computer assess-ment. Nec Research and Development, 39 (2), 77–91.
Ohba, M. S. (1997). Assessment of environmental performance meas-ures to assist in design of clean technology. M.Phil. thesis. Manch-ester: UMIST.
Ophus, E., & Digernes, V. (1996). Life-cycle assessment of an alkydemulsion: improvements in environmental performance. Jocca —Surface Coatings International, 79 (4), 156.
Overcash, M. (1986). Techniques for industrial pollution prevention —A compendium waste minimisation. USA: Lewis Publishers.
Pareto, V. (1971). Manual of political economy. New York: A.M.Kelly.
PEMS 4 database. Leatherhead, UK: PIRA International.Petela, E., & Smith, R. (1991). Waste minimisation in process indus-
tries — Part 1: The problem; Part 2: Reactors. The Chemical Engin-eer, 19, 14–23.

328 F.I. Khan et al. / Journal of Loss Prevention in the Process Industries 14 (2001) 307–328
Petela, E., & Smith, R. (1992). Waste minimisation in the processindustries, Part 3: Separation and recycle systems. The ChemicalEngineer, 24, 131–135.
Petrides, D. P., Abeliotis, K. G., & Mallick, S. K. (1994). EnviroCAD:a design tool for efficient synthesis and evaluation of integratedwaste recovery, treatment and disposal processes. Computers inChemical Engineering, 18, s603–s607.
Pistikopoulos, E. N., Stefanis, S. K., & Livingston, A. G. (1996). Pol-lution prevention vis process and product modifications. AIChESymposium Series, 90 (303), 140–149.
Roeleveld, P. J., Klapwijk, A., Eggels, P. G., Rulkens, W. H., & vanStarkenburg, W. (1997). Sustainability of municipal wastewatertreatment. Waste Science and Technology Journal, 35 (10), 221–228.
Rossiter, A. P. (1995). Waste minimisation through process design.New York: McGraw Hill.
Saaty, T. (1980). The analytic hierarchy process. New York:McGraw-Hill.
Sharrta, O. (1999). Environmental criteria in design. Computers inChemical Engineering, 23, 1469–1475.
Solberg-Johansen, B. (1998). Environmental LCA of the nuclear fuelcycle. In Ph.D. dissertation. Guildford, UK: University of Surrey.
Stephan, D. G., Knodel, R. M., & Bridge, J. S. (1994). A MARK-Imeasurement methodology for pollution prevention progress occur-ring as a result of product design decision. Environmental Progress,13 (4), 232–246.
Stefanis, S. K. (1994). Methodology for environmental impact mini-misation in process industries First Year Report. London:Imperial College.
Stefanis, S. K., Livingston, A. G., & Pistikopoulos, E. N. (1995). Min-imising the environmental impact of process plants: a process syn-
thesis methodology. Computers in Chemical Engineering, 19(Suppl.), s39–s44.
Stephanopolous, G., Linninger, A. A., Stephanopolous, E., Ali, S.A., & Han, C. (1994). Generation and assessment of batch pro-cesses with ecological considerations. Paper presented at ESCAPE-5 Conference, April, London.
Stewart, T. J. (1992). A critical survey on the status of multiple criteriadecision making theory and practice. OMEGA International Jour-nal of Management Science, 20 (5/6), 569–586.
Tahara, K., Kojima, T., & Inaba, A. (1997). Evaluation of CO2 pay-back time of power plants by LCA. Energy Conversion and Man-agement, 38, S615–S620.
TEAM and DEAM. Ecobalance, Inc., 1701, Wisconsin Avenue,Bethesda, MD20814, USA.
Tillman, A. M. (1998). Use of LCA and its implications for LCAmethodology. In A. I. Schaper, L. Basson, & B. S. Richards, Pro-ceedings of Env. Eng. Res. Event, New South Wales, Australia (pp.101–106).
Wang, Y., & Smith, R. (1994). Waste water minimisation. ChemicalEngineering Science, 49 (7), 981–1006.
Wright, M., Allen, D., Clift, R., & Sas, H. (1997). Measuring corporateenvironmental performance: the ICI environmental burden system.Journal of Industrial Ecology, 1 (4), 117–127.
Yoda, N. (1996). Life cycle assessment in polymer industry towardthe 21st century. Journal of Macromolecular Science — Pure andApplied Chemistry, A33 (12), 1807–1824.
Yoon, K. P., & Ching, L. (1995). Multiple attribute decision making.London: Sage.
Young, D. M., & Cabezas, H. (1999). Designing sustainable processeswith simulation: the waste reduction (WAR) algorithm. Computersin Chemical Engineering, 23, 1477–1491.